
予め付加された結合材料を備える補強材
【課題】構造体のための補強材及びそれらを形成する方法の実施形態が開示される。
【解決手段】実施形態の補強材100は、互いに固定された少なくとも2つの別個の部材102a,102bを含むことができる。補強材100は、さらに、部材102a,102b上に配置され、且つ、キャリアの外側境界P1内に閉じ込められる、結合材料104を含むことができる。結合部材104は、キャリアを構造体に固定するように構成されることができる。2つの部材102a,102bは、互いに固定されて、それらの間で並進及び回転相対運動の1つを許し、部材102a,102bの1つが、前記結合材料104を係合して、それにより、前記結合材料104が、前記キャリアの外側境界P1,を越えるように押圧する。
【解決手段】実施形態の補強材100は、互いに固定された少なくとも2つの別個の部材102a,102bを含むことができる。補強材100は、さらに、部材102a,102b上に配置され、且つ、キャリアの外側境界P1内に閉じ込められる、結合材料104を含むことができる。結合部材104は、キャリアを構造体に固定するように構成されることができる。2つの部材102a,102bは、互いに固定されて、それらの間で並進及び回転相対運動の1つを許し、部材102a,102bの1つが、前記結合材料104を係合して、それにより、前記結合材料104が、前記キャリアの外側境界P1,を越えるように押圧する。
【発明の詳細な説明】
【技術分野】
【0001】
補強材は、コスト及び重量が著しく増加することのない構造的サポートを提供する。例えば、補強材は、例えばピラー、バンパー等の、自動車の様々なパーツより形成された空洞を補強するために、自動車で使用されることができる。構造の一つの側から他方までに負荷を適切に伝達するために、補強材は、配置される空洞の内側表面に通常一致するという特徴を有しうる。
【背景技術】
【0002】
補強材は、所定の空洞内に補強材を固定する接着又は結合材料を備えることができる。通常、そのような材料は、空洞に補強材を挿入するうえで、空洞の対応する表面に係合するために、補強材の外側表面上に提供されている。しかしながら、そのような材料は、組み立ての前に、例えば、補強材の運搬又は取り扱い中に、容易に損傷されうる。さらに、接着材料は、相対的に、柔らかく、粘着性があり、又はさもなければ、直接取り扱うのが難しいものであり、補強材を取り扱う及び/又は設置するのにさらなる困難を伴う結果になりうる。
【発明の概要】
【発明が解決しようとする課題】
【0003】
したがって、補強材は、空洞内に補強材を固定するための結合材料を提供する一方また結合材料を損傷から保護して補強材の単純化された取り扱いが可能であることが必要である。
【課題を解決するための手段】
【0004】
実施形態の補強材は、構造内に配置されるように構成されたキャリアを含むことができる。キャリアは、互いに固定される少なくとも2つの別の部材を含むことができる。補強材は、さらに、少なくとも1つの部材に配置され且つキャリアの外側の境界内に密閉された結合材料を含むことができる。結合材料は、キャリアを構造体に固定するように構成されることができる。2つの部材は、互いに固定されることができ、それらの間で並進及び回転相対運動の1つが許容され、それらの部材の1つが結合材料に係合して、それにより結合材料をキャリアの外側境界を押し越えさせる。
【図面の簡単な説明】
【0005】
【図1A】実施形態の補強材の斜視図である。
【図1B】実施形態の構造に設置中の図1Aの実施形態の補強材の例示的な断面図である。
【図1C】実施形態の構造に設置中の図1Aの実施形態の補強材の例示的な断面図である。
【図1D】実施形態の構造に設置中の図1Aの実施形態の補強材の例示的な断面図である。
【図2A】別の実施形態の補強材の斜視図である。
【図2B】実施形態の構造に設置中の図2Aの実施形態の補強材の例示的な断面図である。
【図2C】実施形態の構造に設置中の図2Aの実施形態の補強材の例示的な断面図である。
【図2D】実施形態の構造に設置中の図2Aの実施形態の補強材の例示的な断面図である。
【図3A】別の実施形態の補強材の斜視図である。
【図3B】実施形態の構造に設置中の図3Aの実施形態の補強材の例示的な断面図である。
【図3C】実施形態の構造に設置中の図3Aの実施形態の補強材の例示的な断面図である。
【図3D】実施形態の構造に設置中の図3Aの実施形態の補強材の例示的な断面図である。
【図4】実施形態の補強材を形成する方法のプロセスフロー図である。
【発明を実施するための形態】
【0006】
補強材及びそれを作る方法の様々な実施形態がここに提供されている。実施形態の補強材は、構造内に配置されるように構成されたキャリアを含むことができる。キャリアは、互いに固定される少なくとも2つの別部材を含むことができる。補強材は、さらに、少なくとも1つの部材上に配置され且つキャリアの外側境界内に閉じ込められる結合材料を含むことができる。結合材料は、キャリアを構造に固定するように構成されることができる。部材の1つが結合材料に係合するようにそれらの間の並進及び回転相対運動の1つを許すために互いに固定され、それにより結合材料をキャリアの外側境界を越えるように押圧する。
【0007】
1つの実施形態において、補強材は、外側境界内に結合材料を通常隠すことにより外側境界周りのハンドリングを容易にする。外側境界は、補強材のハンドリングのために乾燥、非粘着性表面又は他のハンドリング特徴を備えることを通常可能にすることができ、それにより結合材料への損傷を防げる。さらに、キャリアの1つ又はそれ以上の可動部材が、結合材料の少なくとも一部をキャリアの外側表面又は外側境界に押圧するように構成され、それにより、補強材を構造体に固定するための結合材料を配置する。
【0008】
補強材を形成する実施形態の方法は、キャリアを提供すること、結合材料をキャリアに適用すること、及び結合材料を貯蔵位置からキャリアの使用位置に移動させることを含む。例えば、結合材料は、キャリアの外側表面近くのハンドリングを容易にするためキャリアの外側境界内に配置されることができる。結合材料又はそれらの一部は、キャリアの外側表面に向かって外側に押されて、構造体内にキャリアを固定することを容易にする。
【0009】
ここで、図1A−Dに戻って、第1の実施形態の補強材100が図示されている。補強材100は、例えば、負荷を、構造体の一側壁から構造体の別側壁に伝達させることにより、構造体を強化するように、通常構成されている。補強材は様々な異なる形態を採ることができ、複合及び/又は代替コンポーネント及び設備を含むことができる。ここに実施形態の補強材が示される一方、図面に示されている実施形態のコンポーネントは、限定することを意図しているものではない。実際、追加の又は代替の及び/又は実施が使用されることができる。
【0010】
図1A−Dで最もよく見えるように、補強材100は、通常、キャリア102及び結合材料104を含む。補強材は、図1B−Dで最もよく見えるように、2つのパネル500、502により形成される空洞に配置される。キャリア102は、パネル500、502に構造的なサポートを提供する任意の材料により形成されることができる。例えば、キャリア102は、ナイロンのようなプラスチックから形成されることができる。キャリア102を形成する材料は、さらにガラス繊維を含むことができる。代わりに、キャリア102は、金属、例えば、単に例示として、鋼鉄、アルミニウム、又はマグネシウムから形成されることができる。キャリア102は、単に例示として、射出成形、オーバーモールド、鋳造、又は打ち抜き工程を含む、便利な任意の工程から形成されることができる。
【0011】
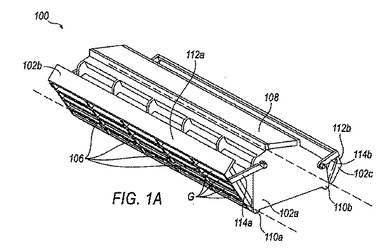
キャリア102は、互いに相対的に移動するように構成される複数の部材102a、102b、102cを含むことができる。より詳しくは、図1Aで最もよく見えるように、キャリア102は、コアエレメント又は第1部材102a及び横に回転する部材102b及び102cからなる。より詳しくは、横部材102bは、部材102aにヒンジ110aで固定されることができる。したがって、横部材102bは、部材102aに関して通常回転することができる。さらに、横部材102cが部材102aに対して回転することができるように、横部材102cは、第2ヒンジ110bにより部材102aに固定されることができる。
【0012】
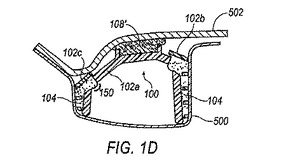
さらに、補強材100は、少なくとも1つのキャリア部材102上に配置される膨張可能なフォーム材料108、例えば、構造フォーム又は吸音発泡材料を含むことができる。例えば、図1A、1B、1C、及び1Dで最もよく見られるように、キャリア102aは、キャリア部材102aの頂上表面に付加される構造フォーム108を含む。構造フォーム108は、熱の適用で膨張した構造フォーム108’に膨張するように構成されることができ、それにより、補強体100を受容する空洞を形成するために、第1パネル500と協力して上側パネル502を係合する。したがって、補強体100は、パネル500、502により形成された構造物を、通常強化し及び/又は強固にすることができる。
【0013】
この種類の発泡可能材料は、熱の影響下で発泡することができる。典型的な熱発泡可能材料、例えば、ブランド名SikaBaffle(登録商標)240、又は250又は255が販売されており、そして米国特許第5,266,133号明細書及び第5,373,027号明細書に記載されており、それらの開示は、ここにその全体を参照により組み込まれている。代わりに、熱膨張材料は、強化特性を有することができ、この種類の材料、例えばブランド名SikaReinforcer(登録商標)941が販売されており、そして米国特許第6,387,470号明細書に記載されており、その開示はまた、ここにその全体を参照により組み込まれている。他の例示的な補強材料としては、SikaReinforcer(登録商標)911NT2、911PB、912、913、955があげられるが、それに限定されるわけではない。もちろん、他の発泡可能材料を使用することも可能であり、外部熱源又は内部熱源、例えば、発熱反応により、活性化されることができる。
【0014】
各々の横部材102b及び102cは、図1Aで最もよく見られるように、ロック部材114a及び114bとともに提供される。ロック部材は、通常、横部材102b及び102cのそれぞれの遠位端を第1部材102aに係合し、それにより、望まれないときに、横部材102b及び102cの回転運動を防ぐ。例えば、ロック部材114a及び114bは、補強体100のパネル500、502への組み立ての前に、部材102aに係合される。
【0015】
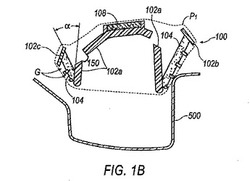
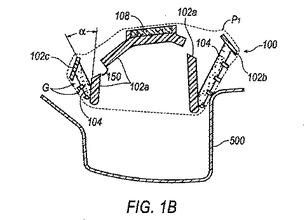
図1B−1Cに最もよく見られるように、補強体100は、さらに、キャリア102の少なくとも1つの要素上に提供される結合材料104を含む。さらに詳しくは、図1Bに最もよく見られるように、2つの別の量の104a、104bの結合材料104が、回転する部材102b及び102cの各々に、それぞれ、提供される。結合材料104は、通常、回転部材102b及び102cのそれぞれと中央部材102aの間のギャップに少なくとも部分的に配置されている。角度ギャップは、角度、例えば、中央部材102a及び横部材102cとの間の角度α、により定義されることができる。
【0016】
横部材102b及び102cは、横部材102b及び102cの複数の外側接触要素106の間の複数のギャップGを規定することができる。補強体100のパネル500への挿入において、図1Bにおいて最もよく見られるように、結合材料104は、通常、横部材102b、102cの回転により、中央部材102aに向かって、押圧され、それにより、少なくとも結合材料104の幾つかを、横部材102c及び102bのギャップGを通じて押す。結合材料104は、このようにして、キャリア102の外側境界P1を超えて押圧され、それにより、空洞の1又はそれ以上のパネル500、502と接触するために、キャリアの外側表面上に結合材料104の少なくとも一部を配置する。結合材料104は、それにより、補強体100をパネル500、502内に固定することができる。
【0017】
結合材料104は、通常、キャリア102をパネル500及び502に固定するように構成されることができる。例えば、結合材料は、膨張可能材料、接着剤、及び選択的に活性化された結合剤の少なくとも1つを含むことができる。結合材料104は、それにより、通常、キャリア102をパネル500内に、少なくとも半永久的に、固定する。幾つかの例において、結合材料104は、熱の適用により活性化されるように構成される。代わりに、結合材料104は、硬化剤又は他の結合剤又は化合物を結合材料104に適用することにより活性化されることができる。
【0018】
1つの実施形態において、結合材料104は、補強体100のパネル500、502への初期固定を容易にするために、柔軟及び/又は粘着であることができる。結合材料104は、例えば補強体100の下側パネル500への挿入の前に取り扱う最中に、通常外側境界P1を規定する、外側接触要素106により、通常、接触から、保護されることができる。従って、結合材料104は、有利に、取り扱いによる損傷から保護され、そしてまた干渉することがないが、さもなければ、結合材料104の柔軟及び/又は粘着性質により取り扱いが複雑になる。
【0019】
様々な例示的な結合材料104が、単に実施例として、国際特許公開WO2008/077944号パンフレット及び対応の米国特許公開第2010/0092733号に記載され、各々の内容は、ここに、それらの全体を参照により明確に組み込まれる。例示的な接着剤又は結合材料104は、所望の条件に適合させることができる。例えば、所望の機械的特性が、特に選択されることができ、対照的に、発泡可能材料の場合にはそれは通常限られた可能性のみしかないものである。さらに、結合材料104のエージングに伴う問題が殆どなく、そして、運搬、貯蔵又は設置の過程で特性の損失がない。
【0020】
1つの実施形態において、結合材料104は、硬化剤及び/又は熱の適用後に硬化又はキャリアの固定を許す反応型接着剤を含むことができる。反応型接着剤のために採用されることができる非常に幅広い様々なシステムがある。動作中に続いて起こる温度に合致する、反応型接着剤は、所望の機械的特性を与えるために十分に素早い硬化が行われるように、選ばれることができる。もし、例えば、その部分が、標準塗装乾燥オーブンを、165−180℃の温度で、約30分間で通過するなら、典型的な構造的1K[一コンポーネント]エポキシドベースの構造接着剤が利用されることができる。別の実施形態において、結合材料104は、単一コンポーネントの熱硬化ペーストであって、その形状を50℃まで通常維持し、室温で通常流動可能であるか圧縮可能であり、そして典型的な電気コーティングの及び/又は例えば、車両アセンブリに関連する塗装オーブンの温度で硬化又は堅固する単一コンポーネントの熱硬化ペーストを含む。さらに、結合材料104は、輸送、準備、及び最終組立て場所への移送が可能になるように、予め定められた時間の間、例えば「開放時間」中、硬化又は反応に抵抗することができる。1つの実施形態において、結合材料104は、少なくとも2時間の開放時間を有しており、いくつかの場合では、3ヶ月よりも長くすることができる。結合材料104は、また、約40℃よりも少ない温度で、固体及び又は触ると乾燥しており、熱、赤外線放射、又は活性剤を用いた化学反応により活性化されるようになり、アセンブリ前に流動可能又は圧縮可能なペーストを形成する。結合材料104は、また、最終組み立て前に手動で除去され又は熱的に溶融される防護フィルムで覆われることもできる。
【0021】
従って、各場合において、製造者により望まれる条件に対応する、結合材料104又は接着剤を、選ぶことが可能になる。また、接着剤の特性を、担体成分を変えることなしに、変更された現場での製造条件に、適合させることも可能である。もし、例えば、生産作業を単純化するために、例えば、補強する部分が、最初に計画されたよりも高い温度で設置されなければならない場合、結合材料104は、対応する温度で硬化するものが単に使用される。
【0022】
結合材料104のために使用されることができる例示的な1コンポーネントの反応型接着剤は、貯蔵安定ポリマー化合物であり、それは、ポリメリゼーション反応に入る少なくとも1つの樹脂Aと、少なくとも1つの硬化剤Bと、より詳しくはブロック硬化剤、少なくとも1つの添加剤Dと、及びまた、任意選択的に、さらなる成分とを含み、好ましくは少なくとも1つの成分A又はBがブロック形態で存在することを特徴とするものである。
【0023】
上述したように、キャリア102は、通常、キャリアの外側境界P1に沿った1又はそれ以上の外側接触要素106を含む。より詳しくは、図1Aで最もよく見られるように、横部材102bは、対応する複数の接触要素106の間の複数のギャップGを規定し、それは通常ギャップGを規定するリブ状構造を有する。結合材料104がキャリア102の外側境界P1の外側に押されると、キャリア102のギャップGは、例えば図1C及び1Dで最もよく見られるように、通常、結合材料104が通じて流れるために通路を提供する。例えば、補強材100がパネル500に設置されると、結合材料104は、外側境界P1の外側に押されることができる。1つの実施形態において、リブ状の構造体は、少なくとも約4ミリメートル(mm)ごとに間隔を空けている。任意の他の構成又はギャップGの間隔及び/又は外側接触要素106であって、使いやすいものが、採用されることができる。ギャップG及び/又は外側接触要素106の間隔は、通常、補強材100の外側表面に沿った結合材料104の所望の厚さを提供するように構成されることができ、それにより、パネル500,502により形成された空洞内に、補強材100の固定を最適化する。
【0024】
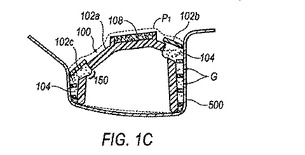
補強材100のそれぞれの横回転部材102b及び102cは、また、カバー要素112a及び112bを含むこともできる。カバー要素112は、通常、結合材料104の過剰により上側に流れて空洞の外に出ることを防ぎ、そこでは結合材料104は、さもなければ溶接シームを阻害し又はさもなければ下側パネル500上の上側パネル502の配置を阻害するかもしれない。例えば、図1C及び1Dに最もよく見られるように、横部材102b、102cが中央部材102aに向かって回転されているので、結合材料104は、キャリア102の境界P1を超えて横方向に外側に流れることが許される。カバー112は、中央部材102aを係合し、それにより結合材料104を、上側に流れること及び上側パネル502を直接に係合することからブロック又は阻害する。したがって、結合材料104は、上側パネル502の配置を阻害しない。
【0025】
1又はそれ以上の、チャネル、切断、又は空洞が、キャリア102の様々な部分中に形成されることもでき、キャリア102の境界P1を超えて外側に押される結合材料104の量を最適化するか又は変えることができる。例えば、図1B−1Dで最もよく見られるように、ギャップ150は、横部材102c及び中央部材102aの間に形成されることができ、それにより少なくとも幾つかの結合材料104がキャリア102内に受容されることを可能にする。そのようなギャップ、又は例えば部材102内又は部材102の間のチャネル又は空洞のような他の特徴は、結合材料104の過剰が、キャリアの境界P1を超えて外側に押されることを防ぐために提供されることができる。
【0026】
ここで図1B−1Dを参照して、実施形態の補強材100の設置がさらに詳細に記載される。補強材100は、例えば図1Bに示されるように、最初にパネル500上に配置されることができる。横部材102c及び102bは、最初に、中央部材102aから離れて配置される。追加的に、結合材料104は、キャリア102の外側境界P1内に配置される。従って、この状態において、結合材料104は、通常、キャリア102の外側境界P1内に含まれ、それにより安全及び補強材100の容易なハンドリングを可能にし、損傷及び/又は結合部材104との接触を防ぐ。
【0027】
続いて図1Cでは、補強材100は、パネル500に下降される。各々の横回転部材102b及び102cは、中央部材102aに向けて回転し、それにより、結合材料104の少なくとも一部をキャリア102の外側境界P1を超えて押圧する。従って、結合材料104の少なくとも幾つかの部分は、パネル500の内側表面に係合するように配置され、それにより補強材をパネル500内に固定する。図1Dにおいて最もよく見られるように、空洞は、上側パネル502で通常閉じられることができる。追加的に、構造的フォーム108’が、例えば、熱の適用により、膨張され又は拡大されることができ、それによりさらに、下側パネル500、上側パネル502及び補強材100により形成される構造体を強化する。
【0028】
パネル500、502は、補強材100を受容する空洞又は空間を通常規定する。パネル500、502は、平行方向に少なくとも部分的に延在することができる。パネル500,502はさらに、空洞内に補強材100を支持する(示されていない)ファスナーを受容するため(示されていない)開口を規定することができる。しかしながら、パネル500、502は、平行である必要はなく、そして、パネル500、502の非平行部分は、補強材100を受容するようにされることができる。1つの実施形態において、パネル500、502により規定されている空洞としては、車両の一部が挙げられる。このように、空洞は、車両の、ピラー、バンパー、ドアー、等、又はそれらの部分であることができる。
【0029】
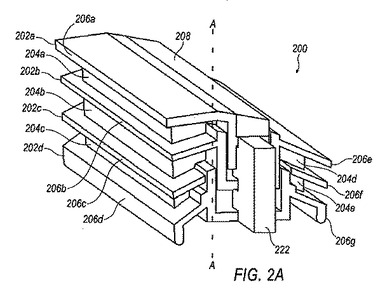
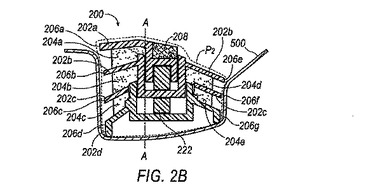
ここで図2A−2Dを参照して、別の実施形態の補強材200が説明される。補強材100でのように、補強材200は、通常、キャリア202と、キャリア202の少なくとも1つの部材上に備えられる結合材料204と、を含む。補強材200は、通常、結合材料204を外側表面に、例えば、キャリア202の外側境界P2を超えて、1又はそれ以上の部材202の並進運動を通じて押すことを可能にする。以下にさらに記載されるように、結合材料204は、通常、部材202が並進する前に、外側境界P2内に保持される。スペーサー222は、パネル500への設置の前に、部材202の所望の間隔を維持するために提供されることができ、それにより、空洞への挿入の前に結合材料204が動くのを防ぐ。
【0030】
キャリア202は、4つの別個の部材202a、202b、202c、及び202dを含むことができる。4つの部材202それぞれは、軸A−Aに沿って互いに対して並進する。さらに、結合材料204は、部材202の間に配置された対応する数の個別の部分に備えられる。さらに詳しくは、結合材料は、個別の部分202a、202b、202c、202d、及び202eに分割される。各々の個別の部分の結合材料204は、通常、補強材200の部材202の間に配置される。それにより、部材202は、補強材200を構造物に固定するために外側境界P2を超えて横方向外側に結合材料204の量を通常押しつける又は圧縮する。従って、結合材料204は、軸A−Aに対して、横方向に外側に押されることができる。より詳しくは、第1方向中の、すなわち、軸A−Aと平行な、キャリア部材202の動きは、通常軸A−Aと垂直な方向に結合材料204が動くことを強制することができる。
【0031】
膨張可能材料204の個別の部分は、軸A−Aに沿って測って、異なる厚さを規定することができる。従って、キャリア202の外側境界P2を超えてから押される結合材料204の量は、補強材200をパネル500内に固定するために最適化されることができる。
【0032】
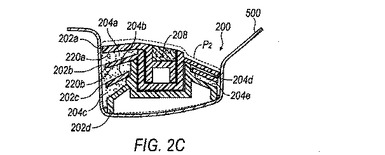
図2Cで最もよく見られるように、様々な部材202は、結合材料204の部分に面する対応する角度のある表面を、それぞれ規定することができる。例えば、部材202aの角度のある表面220aは、部材202bの角度のある表面220bに向かう。各々の角度のある表面220は、結合材料204の個別部分204aの一つに通常隣接し、互いに対する部材202a及び202bの並進は、結合材料204aが補強材200の外側境界P2を超えることを強制する。さらに、図2B−2Dに最もよく見られるように、各々のこの対応する角度のある表面は、軸A−Aと90°よりも少ない角度を通常規定する。従って、結合材料204の動作は、最適化されることができ、補強材を下側パネル500に加えるため、キャリアの外側表面について、所望の位置で、所望の量の結合材料204を、提供する。より詳しくは、部材202及び結合材料204の個別部分の厚さは、キャリア202の境界P2について所望の位置で結合材料204の増加した厚みを提供するように構成されることができる。
【0033】
キャリア部材202は、キャリア部材202の軸A−Aから横方向に間隔を空けた外側接触要素206を通常規定する。より詳しくは、キャリア部材202aは、表面206aを規定し、部材202bは、表面206c,206eを規定し、部材202cは、表面206c,206fを規定し、並びに部材202dは、表面206d,206gを規定する。表面206は、部材202の横方向に最も外側の部分に沿って延在し、下側パネル500に挿入する前に、補強材200を取り扱うために、乾燥又は非粘着性表面を通常提供する。表面206は、それにより、有利に、補強材200のパネル500、502により形成された空洞への挿入の前に、結合材料204、又はそれらの任意の部分への接触又は損傷を防ぐことができる。
【0034】
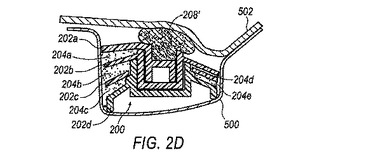
補強材100の場合のように、補強材200は、さらに、膨張可能なフォーム材料208、例えば、構造フォーム又は吸音フォーム材料であって、少なくとも1つのキャリア部材202に配置されるものを含めることができる。例えば、図2A−2Dで最もよく見られるように、構造フォーム108は、部材202a、202bの間の、補強材200の頂上表面に付加される。構造フォーム208は、熱を適用する上において、膨張された構造フォーム208’に膨張するように構成されることができ、それにより、第1パネル500と協働する上側パネル502を係合して、図2Dに最もよく見られるように、補強材200を受容する空洞を形成する。従って、補強材200は、パネル500、502により形成される構造を、強化及び/又は堅固にすることができる。
【0035】
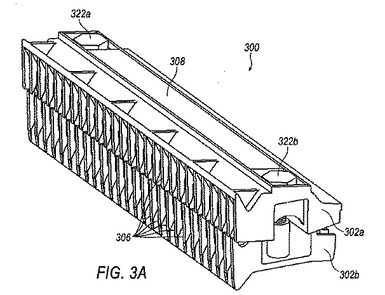
ここで図3A−3Dに移ると、別の実施形態の補強材300がさらに詳しく記載される。補強材300は、上側部材302a及び下側部材302bを通常含む。上側及び下側部材302a及び302bは、図3Bに最もよく見られるように、軸B−Bに沿って互いに対して並進されるように構成される。補強材300は、部材302の間及び補強材300の外側境界P3内に囲われる結合部材304をさらに含む。上側部材302aが、下側302bに向かって並進されるとき、結合材料は、上側及び下側部材302a,302bそれぞれの対応する角度のある表面320a及び320bにより、外側境界P3を超えて押される。
【0036】
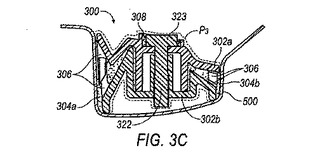
図3B、3C、及び3Dで最もよく見られるように、上側及び下側部材302a及び302bは、ねじファスナー322により互いに並進されることができる。より詳しくは、下側部材302bは、ファスナー322のねじ部分を受容するねじ開口部を規定する。ねじファスナー322は、上側キャリア部材302の開口を通じて延在して、ファスナー322が上側部材302aに対して回転することができるようにする。ねじファスナー322は、回転され、下側部材302b中の開口のねじに係合し、ファスナー322のヘッド部分323は上側部材302aを係合し、それにより部材302a、302bを一緒に引っ張る。部材302a、302bの相対並進運動は、通常、結合材料304を横方向に外側に圧縮して、結合材料304の少なくとも一部が外側境界P3を越えて露出する。露出された結合材料304は、それにより、補強材300を下側パネル500内に固定するために配置されることができる。
【0037】
(図3A−3Dには示されていない)1つ又はそれ以上のスペーサーが、キャリア部材302a、302bの間で提供されることができ、補強材300の下側パネル500への挿入の前に、キャリア302a、302bの間の相対運動を防ぐ。代わりに、ねじファスナー322のヘッド323は、上側キャリア部材302bと確実に係合されることができ、それにより、望ましくないときに、例えば、パネル500への挿入の前に、上側部材302aの下側部材302bに向かう動きを、通常防げる。
【0038】
部材302a、302bの対応する角度の表面320a、320bは、それぞれ、部材302a、302bの動きに相対的な角度を、すなわち、軸B−Bに沿って、それぞれ定義することができる。さらに、角度のある表面320aは、角度のある表面320bにより規定されるものと異なる軸B−Bとの角度を規定することができる。角度のある表面320a、320bと軸B−Bとで形成される角度は、都合のよい任意の値であることができる。例えば、図3B,3C,及び3Dで示されるように、角度は90°よりも少なくできる。
【0039】
結合材料304は、ファスナー322のそれぞれのサイドに配置される2つの個別の部分304a,304bに分割されることができる。それぞれの部分304a,304bの相対的な寸法及び/又は厚さは、最適化されることができ、キャリア302の外側表面について、例えば、外側境界P3の周りに、結合材料304の所望の厚さを提供する。例えば、結合材料304のより多い量が望まれることができ、より多いものが、パネル500の内側表面を適切に係合するのに必要である。代わりに、例えば、キャリア302とパネル500の間により少ない空間の提供がある場合には、結合材料304の部分304bのより小さな寸法及び/又は厚さは、有利に、結合材料304のより少ない量が、キャリア302の外に押されることを可能にする。
【0040】
図3A及び3Cで最もよく見られるように、キャリア部材302a、302bそれぞれは、キャリア部材302の軸B−Bから横に間隔を有する複数の外側接触要素306を含む。より詳しくは、キャリア部材302は、結合材料304を接触することなしに、補強材300の境界P3について、補強材300の取り扱いを通常可能にする、複数の垂直に延在するコーム部材306を規定する。図3Aで最もよく見られるように、上側キャリア部材302aのコーム部材306は、下側キャリア302bのコーム部材306から長手方向にオフセットされることができる。従って、キャリア部材302a,302bが互いに対して、例えば図3C及び3Dで見られるように、並進されるとき、コーム部材306は、通常、一緒に噛み合うことができる。コーム部材306は、それにより、有利に、互いに向かってキャリア部材302a,302への並進の前に、結合部材304、又はそれらの任意の部分に対する接触又は損傷を防ぐことができる。
【0041】
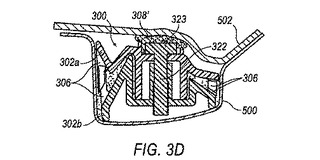
補強材300は、また、膨張可能フォーム材料308、例えば、構造フォーム又は吸音フォーム材料であって、キャリア部材302の少なくとも1つに配置されるものを含むことができる。例えば、図3A−3Dにおいて最もよく見られるように、構造フォーム308は、上側部材302aの頂上表面に付加される。構造フォーム308は、熱の適用で、膨張された構造フォーム308’に膨張するように構成されることができ、それにより第1パネル500と協働する上側パネル502を係合し、図3Dにおいて最もよく見られるように、補強材300を受容する空洞を形成する。従って、補強材300は、パネル500,502により形成された構造体を通常、強化及び/又は堅固にすることができる。
【0042】
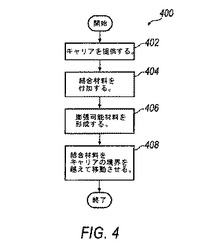
ここで図4に移り、補強材を形成する実施形態のプロセスが記載される。プロセス400は、通常ブロック402で始まることができ、そこでキャリアが提供される。例えば、上述されているように、キャリア102、202,302は提供されることができて、複数の部材102a,b,c,202a,b,c,d,及び302a,bの間で少なくとも1つの相対的な並進又は回転を可能にする。プロセス400は、そして、ブロック404に進むことができる。
【0043】
ブロック404で、結合材料は、キャリアに付加されることができる。たとえは、上述したように、結合材料104、204、304は、1又はそれ以上のキャリア部材102、202、302に付加されることができる。結合材料104は、熱活性化可能及び/又は硬化可能であることができる。代わりに又はその上、結合材料104、204、304は、付加について通常粘着性又は柔軟であることができ、それによりキャリア102,202,302の関連構造体、例えば、パネル500への固定を促進する。結合材料104,204,304は、少なくとも部分的に、複数のキャリア部材102,202,302の間で規定されるギャップ又は角度内に、配置される。
【0044】
ブロック406に進んで、膨張可能材料が形成されることができる。例えば、膨張可能構造フォーム材料108,208,又は308は、上述したように、キャリア102,202,302上に提供されることができる。1つの例示的な説明において、膨張可能な材料は、空洞のパネル500及び/又は502と相互作用する構造フォームを含み、それにより、キャリア102,202,302と協働して、空洞を通常強化及び/又は堅固にする。プロセス400は次にブロック408に進むことができる。
【0045】
ブロック408で、結合材料は、キャリアの外側境界内からキャリアの境界の外側の使用位置に移動されることができる。例えば、上述のようにすることができる。
【0046】
プロセス400は、そして終了することができる。
【0047】
ここに記載したプロセス、システム、方法、経験則、等に関して、そのようなプロセス等のステップが、ある順序のシーケンスにより起こるものとして記載されていたとしても、そのような工程は、ここに記載された順序とは異なる順序で実行される記載されたステップで実施されることができることが理解されるべきである。ある複数ステップは同時に実行されることができ、他のステップが追加されることができ、また、ここに記載されるあるステップを省略することができることをさらに理解されるべきである。言い換えると、ここでのプロセスの記載は、ある実施形態を例示する目的のために提供されており、請求項に記載された発明に限定するために解釈されるべきではない。
【0048】
したがって、上述の記載は、例示的であり制限的でないことを意図していることが理解されるべきである。提供されている実施例と異なる多くの実施形態及び応用は、上述の記載を読めば明らかになる。本発明の範囲は、上述の記載の参照なしで決められるべきであるが、代わりに、添付されたクレームを参照して、そのような請求項が与えられる均等物の全範囲を伴って、決められるべきである。将来の開発が、ここに記載された技術中に起こり、そして、開示されたシステム及び方法は、そのような将来の実施形態に組み込まれうることが予期され意図される。まとめると、本発明は修正及び変形をすることができることが理解されるべきである。
【0049】
請求項で使用された全ての用語は、それらの最も広く合理的な解釈及びここでなされた反対の明確な指摘のない限りここに記載された技術の当業者により理解されるそれらの通常の意味が与えられるべきである。特に、例えば、「a」、「the」、「前記」等のような単数冠詞の使用は、請求項が反対の明確な限定を記載していない限り、1又はそれ以上の指示された要素を記載するものと読まれるべきである。
【符号の説明】
【0050】
100,200,300 補強材
102,202,302 キャリア
102a 第1部材
102b,102c 横部材
104,204,304 結合材料
106 接触要素
108 構造フォーム
110a ヒンジ
110b 第2ヒンジ
112 カバー要素
114a,114b ロック部材
150 ギャップ
206,206c,206 表面
308 構造フォーム
322 ねじファスナー
302a、302b 上側部材、下側部材
306 コーム部材
308 構造フォーム
500、502 パネル
P1 外側境界
P2 外側境界
P3 外側境界
【技術分野】
【0001】
補強材は、コスト及び重量が著しく増加することのない構造的サポートを提供する。例えば、補強材は、例えばピラー、バンパー等の、自動車の様々なパーツより形成された空洞を補強するために、自動車で使用されることができる。構造の一つの側から他方までに負荷を適切に伝達するために、補強材は、配置される空洞の内側表面に通常一致するという特徴を有しうる。
【背景技術】
【0002】
補強材は、所定の空洞内に補強材を固定する接着又は結合材料を備えることができる。通常、そのような材料は、空洞に補強材を挿入するうえで、空洞の対応する表面に係合するために、補強材の外側表面上に提供されている。しかしながら、そのような材料は、組み立ての前に、例えば、補強材の運搬又は取り扱い中に、容易に損傷されうる。さらに、接着材料は、相対的に、柔らかく、粘着性があり、又はさもなければ、直接取り扱うのが難しいものであり、補強材を取り扱う及び/又は設置するのにさらなる困難を伴う結果になりうる。
【発明の概要】
【発明が解決しようとする課題】
【0003】
したがって、補強材は、空洞内に補強材を固定するための結合材料を提供する一方また結合材料を損傷から保護して補強材の単純化された取り扱いが可能であることが必要である。
【課題を解決するための手段】
【0004】
実施形態の補強材は、構造内に配置されるように構成されたキャリアを含むことができる。キャリアは、互いに固定される少なくとも2つの別の部材を含むことができる。補強材は、さらに、少なくとも1つの部材に配置され且つキャリアの外側の境界内に密閉された結合材料を含むことができる。結合材料は、キャリアを構造体に固定するように構成されることができる。2つの部材は、互いに固定されることができ、それらの間で並進及び回転相対運動の1つが許容され、それらの部材の1つが結合材料に係合して、それにより結合材料をキャリアの外側境界を押し越えさせる。
【図面の簡単な説明】
【0005】
【図1A】実施形態の補強材の斜視図である。
【図1B】実施形態の構造に設置中の図1Aの実施形態の補強材の例示的な断面図である。
【図1C】実施形態の構造に設置中の図1Aの実施形態の補強材の例示的な断面図である。
【図1D】実施形態の構造に設置中の図1Aの実施形態の補強材の例示的な断面図である。
【図2A】別の実施形態の補強材の斜視図である。
【図2B】実施形態の構造に設置中の図2Aの実施形態の補強材の例示的な断面図である。
【図2C】実施形態の構造に設置中の図2Aの実施形態の補強材の例示的な断面図である。
【図2D】実施形態の構造に設置中の図2Aの実施形態の補強材の例示的な断面図である。
【図3A】別の実施形態の補強材の斜視図である。
【図3B】実施形態の構造に設置中の図3Aの実施形態の補強材の例示的な断面図である。
【図3C】実施形態の構造に設置中の図3Aの実施形態の補強材の例示的な断面図である。
【図3D】実施形態の構造に設置中の図3Aの実施形態の補強材の例示的な断面図である。
【図4】実施形態の補強材を形成する方法のプロセスフロー図である。
【発明を実施するための形態】
【0006】
補強材及びそれを作る方法の様々な実施形態がここに提供されている。実施形態の補強材は、構造内に配置されるように構成されたキャリアを含むことができる。キャリアは、互いに固定される少なくとも2つの別部材を含むことができる。補強材は、さらに、少なくとも1つの部材上に配置され且つキャリアの外側境界内に閉じ込められる結合材料を含むことができる。結合材料は、キャリアを構造に固定するように構成されることができる。部材の1つが結合材料に係合するようにそれらの間の並進及び回転相対運動の1つを許すために互いに固定され、それにより結合材料をキャリアの外側境界を越えるように押圧する。
【0007】
1つの実施形態において、補強材は、外側境界内に結合材料を通常隠すことにより外側境界周りのハンドリングを容易にする。外側境界は、補強材のハンドリングのために乾燥、非粘着性表面又は他のハンドリング特徴を備えることを通常可能にすることができ、それにより結合材料への損傷を防げる。さらに、キャリアの1つ又はそれ以上の可動部材が、結合材料の少なくとも一部をキャリアの外側表面又は外側境界に押圧するように構成され、それにより、補強材を構造体に固定するための結合材料を配置する。
【0008】
補強材を形成する実施形態の方法は、キャリアを提供すること、結合材料をキャリアに適用すること、及び結合材料を貯蔵位置からキャリアの使用位置に移動させることを含む。例えば、結合材料は、キャリアの外側表面近くのハンドリングを容易にするためキャリアの外側境界内に配置されることができる。結合材料又はそれらの一部は、キャリアの外側表面に向かって外側に押されて、構造体内にキャリアを固定することを容易にする。
【0009】
ここで、図1A−Dに戻って、第1の実施形態の補強材100が図示されている。補強材100は、例えば、負荷を、構造体の一側壁から構造体の別側壁に伝達させることにより、構造体を強化するように、通常構成されている。補強材は様々な異なる形態を採ることができ、複合及び/又は代替コンポーネント及び設備を含むことができる。ここに実施形態の補強材が示される一方、図面に示されている実施形態のコンポーネントは、限定することを意図しているものではない。実際、追加の又は代替の及び/又は実施が使用されることができる。
【0010】
図1A−Dで最もよく見えるように、補強材100は、通常、キャリア102及び結合材料104を含む。補強材は、図1B−Dで最もよく見えるように、2つのパネル500、502により形成される空洞に配置される。キャリア102は、パネル500、502に構造的なサポートを提供する任意の材料により形成されることができる。例えば、キャリア102は、ナイロンのようなプラスチックから形成されることができる。キャリア102を形成する材料は、さらにガラス繊維を含むことができる。代わりに、キャリア102は、金属、例えば、単に例示として、鋼鉄、アルミニウム、又はマグネシウムから形成されることができる。キャリア102は、単に例示として、射出成形、オーバーモールド、鋳造、又は打ち抜き工程を含む、便利な任意の工程から形成されることができる。
【0011】
キャリア102は、互いに相対的に移動するように構成される複数の部材102a、102b、102cを含むことができる。より詳しくは、図1Aで最もよく見えるように、キャリア102は、コアエレメント又は第1部材102a及び横に回転する部材102b及び102cからなる。より詳しくは、横部材102bは、部材102aにヒンジ110aで固定されることができる。したがって、横部材102bは、部材102aに関して通常回転することができる。さらに、横部材102cが部材102aに対して回転することができるように、横部材102cは、第2ヒンジ110bにより部材102aに固定されることができる。
【0012】
さらに、補強材100は、少なくとも1つのキャリア部材102上に配置される膨張可能なフォーム材料108、例えば、構造フォーム又は吸音発泡材料を含むことができる。例えば、図1A、1B、1C、及び1Dで最もよく見られるように、キャリア102aは、キャリア部材102aの頂上表面に付加される構造フォーム108を含む。構造フォーム108は、熱の適用で膨張した構造フォーム108’に膨張するように構成されることができ、それにより、補強体100を受容する空洞を形成するために、第1パネル500と協力して上側パネル502を係合する。したがって、補強体100は、パネル500、502により形成された構造物を、通常強化し及び/又は強固にすることができる。
【0013】
この種類の発泡可能材料は、熱の影響下で発泡することができる。典型的な熱発泡可能材料、例えば、ブランド名SikaBaffle(登録商標)240、又は250又は255が販売されており、そして米国特許第5,266,133号明細書及び第5,373,027号明細書に記載されており、それらの開示は、ここにその全体を参照により組み込まれている。代わりに、熱膨張材料は、強化特性を有することができ、この種類の材料、例えばブランド名SikaReinforcer(登録商標)941が販売されており、そして米国特許第6,387,470号明細書に記載されており、その開示はまた、ここにその全体を参照により組み込まれている。他の例示的な補強材料としては、SikaReinforcer(登録商標)911NT2、911PB、912、913、955があげられるが、それに限定されるわけではない。もちろん、他の発泡可能材料を使用することも可能であり、外部熱源又は内部熱源、例えば、発熱反応により、活性化されることができる。
【0014】
各々の横部材102b及び102cは、図1Aで最もよく見られるように、ロック部材114a及び114bとともに提供される。ロック部材は、通常、横部材102b及び102cのそれぞれの遠位端を第1部材102aに係合し、それにより、望まれないときに、横部材102b及び102cの回転運動を防ぐ。例えば、ロック部材114a及び114bは、補強体100のパネル500、502への組み立ての前に、部材102aに係合される。
【0015】
図1B−1Cに最もよく見られるように、補強体100は、さらに、キャリア102の少なくとも1つの要素上に提供される結合材料104を含む。さらに詳しくは、図1Bに最もよく見られるように、2つの別の量の104a、104bの結合材料104が、回転する部材102b及び102cの各々に、それぞれ、提供される。結合材料104は、通常、回転部材102b及び102cのそれぞれと中央部材102aの間のギャップに少なくとも部分的に配置されている。角度ギャップは、角度、例えば、中央部材102a及び横部材102cとの間の角度α、により定義されることができる。
【0016】
横部材102b及び102cは、横部材102b及び102cの複数の外側接触要素106の間の複数のギャップGを規定することができる。補強体100のパネル500への挿入において、図1Bにおいて最もよく見られるように、結合材料104は、通常、横部材102b、102cの回転により、中央部材102aに向かって、押圧され、それにより、少なくとも結合材料104の幾つかを、横部材102c及び102bのギャップGを通じて押す。結合材料104は、このようにして、キャリア102の外側境界P1を超えて押圧され、それにより、空洞の1又はそれ以上のパネル500、502と接触するために、キャリアの外側表面上に結合材料104の少なくとも一部を配置する。結合材料104は、それにより、補強体100をパネル500、502内に固定することができる。
【0017】
結合材料104は、通常、キャリア102をパネル500及び502に固定するように構成されることができる。例えば、結合材料は、膨張可能材料、接着剤、及び選択的に活性化された結合剤の少なくとも1つを含むことができる。結合材料104は、それにより、通常、キャリア102をパネル500内に、少なくとも半永久的に、固定する。幾つかの例において、結合材料104は、熱の適用により活性化されるように構成される。代わりに、結合材料104は、硬化剤又は他の結合剤又は化合物を結合材料104に適用することにより活性化されることができる。
【0018】
1つの実施形態において、結合材料104は、補強体100のパネル500、502への初期固定を容易にするために、柔軟及び/又は粘着であることができる。結合材料104は、例えば補強体100の下側パネル500への挿入の前に取り扱う最中に、通常外側境界P1を規定する、外側接触要素106により、通常、接触から、保護されることができる。従って、結合材料104は、有利に、取り扱いによる損傷から保護され、そしてまた干渉することがないが、さもなければ、結合材料104の柔軟及び/又は粘着性質により取り扱いが複雑になる。
【0019】
様々な例示的な結合材料104が、単に実施例として、国際特許公開WO2008/077944号パンフレット及び対応の米国特許公開第2010/0092733号に記載され、各々の内容は、ここに、それらの全体を参照により明確に組み込まれる。例示的な接着剤又は結合材料104は、所望の条件に適合させることができる。例えば、所望の機械的特性が、特に選択されることができ、対照的に、発泡可能材料の場合にはそれは通常限られた可能性のみしかないものである。さらに、結合材料104のエージングに伴う問題が殆どなく、そして、運搬、貯蔵又は設置の過程で特性の損失がない。
【0020】
1つの実施形態において、結合材料104は、硬化剤及び/又は熱の適用後に硬化又はキャリアの固定を許す反応型接着剤を含むことができる。反応型接着剤のために採用されることができる非常に幅広い様々なシステムがある。動作中に続いて起こる温度に合致する、反応型接着剤は、所望の機械的特性を与えるために十分に素早い硬化が行われるように、選ばれることができる。もし、例えば、その部分が、標準塗装乾燥オーブンを、165−180℃の温度で、約30分間で通過するなら、典型的な構造的1K[一コンポーネント]エポキシドベースの構造接着剤が利用されることができる。別の実施形態において、結合材料104は、単一コンポーネントの熱硬化ペーストであって、その形状を50℃まで通常維持し、室温で通常流動可能であるか圧縮可能であり、そして典型的な電気コーティングの及び/又は例えば、車両アセンブリに関連する塗装オーブンの温度で硬化又は堅固する単一コンポーネントの熱硬化ペーストを含む。さらに、結合材料104は、輸送、準備、及び最終組立て場所への移送が可能になるように、予め定められた時間の間、例えば「開放時間」中、硬化又は反応に抵抗することができる。1つの実施形態において、結合材料104は、少なくとも2時間の開放時間を有しており、いくつかの場合では、3ヶ月よりも長くすることができる。結合材料104は、また、約40℃よりも少ない温度で、固体及び又は触ると乾燥しており、熱、赤外線放射、又は活性剤を用いた化学反応により活性化されるようになり、アセンブリ前に流動可能又は圧縮可能なペーストを形成する。結合材料104は、また、最終組み立て前に手動で除去され又は熱的に溶融される防護フィルムで覆われることもできる。
【0021】
従って、各場合において、製造者により望まれる条件に対応する、結合材料104又は接着剤を、選ぶことが可能になる。また、接着剤の特性を、担体成分を変えることなしに、変更された現場での製造条件に、適合させることも可能である。もし、例えば、生産作業を単純化するために、例えば、補強する部分が、最初に計画されたよりも高い温度で設置されなければならない場合、結合材料104は、対応する温度で硬化するものが単に使用される。
【0022】
結合材料104のために使用されることができる例示的な1コンポーネントの反応型接着剤は、貯蔵安定ポリマー化合物であり、それは、ポリメリゼーション反応に入る少なくとも1つの樹脂Aと、少なくとも1つの硬化剤Bと、より詳しくはブロック硬化剤、少なくとも1つの添加剤Dと、及びまた、任意選択的に、さらなる成分とを含み、好ましくは少なくとも1つの成分A又はBがブロック形態で存在することを特徴とするものである。
【0023】
上述したように、キャリア102は、通常、キャリアの外側境界P1に沿った1又はそれ以上の外側接触要素106を含む。より詳しくは、図1Aで最もよく見られるように、横部材102bは、対応する複数の接触要素106の間の複数のギャップGを規定し、それは通常ギャップGを規定するリブ状構造を有する。結合材料104がキャリア102の外側境界P1の外側に押されると、キャリア102のギャップGは、例えば図1C及び1Dで最もよく見られるように、通常、結合材料104が通じて流れるために通路を提供する。例えば、補強材100がパネル500に設置されると、結合材料104は、外側境界P1の外側に押されることができる。1つの実施形態において、リブ状の構造体は、少なくとも約4ミリメートル(mm)ごとに間隔を空けている。任意の他の構成又はギャップGの間隔及び/又は外側接触要素106であって、使いやすいものが、採用されることができる。ギャップG及び/又は外側接触要素106の間隔は、通常、補強材100の外側表面に沿った結合材料104の所望の厚さを提供するように構成されることができ、それにより、パネル500,502により形成された空洞内に、補強材100の固定を最適化する。
【0024】
補強材100のそれぞれの横回転部材102b及び102cは、また、カバー要素112a及び112bを含むこともできる。カバー要素112は、通常、結合材料104の過剰により上側に流れて空洞の外に出ることを防ぎ、そこでは結合材料104は、さもなければ溶接シームを阻害し又はさもなければ下側パネル500上の上側パネル502の配置を阻害するかもしれない。例えば、図1C及び1Dに最もよく見られるように、横部材102b、102cが中央部材102aに向かって回転されているので、結合材料104は、キャリア102の境界P1を超えて横方向に外側に流れることが許される。カバー112は、中央部材102aを係合し、それにより結合材料104を、上側に流れること及び上側パネル502を直接に係合することからブロック又は阻害する。したがって、結合材料104は、上側パネル502の配置を阻害しない。
【0025】
1又はそれ以上の、チャネル、切断、又は空洞が、キャリア102の様々な部分中に形成されることもでき、キャリア102の境界P1を超えて外側に押される結合材料104の量を最適化するか又は変えることができる。例えば、図1B−1Dで最もよく見られるように、ギャップ150は、横部材102c及び中央部材102aの間に形成されることができ、それにより少なくとも幾つかの結合材料104がキャリア102内に受容されることを可能にする。そのようなギャップ、又は例えば部材102内又は部材102の間のチャネル又は空洞のような他の特徴は、結合材料104の過剰が、キャリアの境界P1を超えて外側に押されることを防ぐために提供されることができる。
【0026】
ここで図1B−1Dを参照して、実施形態の補強材100の設置がさらに詳細に記載される。補強材100は、例えば図1Bに示されるように、最初にパネル500上に配置されることができる。横部材102c及び102bは、最初に、中央部材102aから離れて配置される。追加的に、結合材料104は、キャリア102の外側境界P1内に配置される。従って、この状態において、結合材料104は、通常、キャリア102の外側境界P1内に含まれ、それにより安全及び補強材100の容易なハンドリングを可能にし、損傷及び/又は結合部材104との接触を防ぐ。
【0027】
続いて図1Cでは、補強材100は、パネル500に下降される。各々の横回転部材102b及び102cは、中央部材102aに向けて回転し、それにより、結合材料104の少なくとも一部をキャリア102の外側境界P1を超えて押圧する。従って、結合材料104の少なくとも幾つかの部分は、パネル500の内側表面に係合するように配置され、それにより補強材をパネル500内に固定する。図1Dにおいて最もよく見られるように、空洞は、上側パネル502で通常閉じられることができる。追加的に、構造的フォーム108’が、例えば、熱の適用により、膨張され又は拡大されることができ、それによりさらに、下側パネル500、上側パネル502及び補強材100により形成される構造体を強化する。
【0028】
パネル500、502は、補強材100を受容する空洞又は空間を通常規定する。パネル500、502は、平行方向に少なくとも部分的に延在することができる。パネル500,502はさらに、空洞内に補強材100を支持する(示されていない)ファスナーを受容するため(示されていない)開口を規定することができる。しかしながら、パネル500、502は、平行である必要はなく、そして、パネル500、502の非平行部分は、補強材100を受容するようにされることができる。1つの実施形態において、パネル500、502により規定されている空洞としては、車両の一部が挙げられる。このように、空洞は、車両の、ピラー、バンパー、ドアー、等、又はそれらの部分であることができる。
【0029】
ここで図2A−2Dを参照して、別の実施形態の補強材200が説明される。補強材100でのように、補強材200は、通常、キャリア202と、キャリア202の少なくとも1つの部材上に備えられる結合材料204と、を含む。補強材200は、通常、結合材料204を外側表面に、例えば、キャリア202の外側境界P2を超えて、1又はそれ以上の部材202の並進運動を通じて押すことを可能にする。以下にさらに記載されるように、結合材料204は、通常、部材202が並進する前に、外側境界P2内に保持される。スペーサー222は、パネル500への設置の前に、部材202の所望の間隔を維持するために提供されることができ、それにより、空洞への挿入の前に結合材料204が動くのを防ぐ。
【0030】
キャリア202は、4つの別個の部材202a、202b、202c、及び202dを含むことができる。4つの部材202それぞれは、軸A−Aに沿って互いに対して並進する。さらに、結合材料204は、部材202の間に配置された対応する数の個別の部分に備えられる。さらに詳しくは、結合材料は、個別の部分202a、202b、202c、202d、及び202eに分割される。各々の個別の部分の結合材料204は、通常、補強材200の部材202の間に配置される。それにより、部材202は、補強材200を構造物に固定するために外側境界P2を超えて横方向外側に結合材料204の量を通常押しつける又は圧縮する。従って、結合材料204は、軸A−Aに対して、横方向に外側に押されることができる。より詳しくは、第1方向中の、すなわち、軸A−Aと平行な、キャリア部材202の動きは、通常軸A−Aと垂直な方向に結合材料204が動くことを強制することができる。
【0031】
膨張可能材料204の個別の部分は、軸A−Aに沿って測って、異なる厚さを規定することができる。従って、キャリア202の外側境界P2を超えてから押される結合材料204の量は、補強材200をパネル500内に固定するために最適化されることができる。
【0032】
図2Cで最もよく見られるように、様々な部材202は、結合材料204の部分に面する対応する角度のある表面を、それぞれ規定することができる。例えば、部材202aの角度のある表面220aは、部材202bの角度のある表面220bに向かう。各々の角度のある表面220は、結合材料204の個別部分204aの一つに通常隣接し、互いに対する部材202a及び202bの並進は、結合材料204aが補強材200の外側境界P2を超えることを強制する。さらに、図2B−2Dに最もよく見られるように、各々のこの対応する角度のある表面は、軸A−Aと90°よりも少ない角度を通常規定する。従って、結合材料204の動作は、最適化されることができ、補強材を下側パネル500に加えるため、キャリアの外側表面について、所望の位置で、所望の量の結合材料204を、提供する。より詳しくは、部材202及び結合材料204の個別部分の厚さは、キャリア202の境界P2について所望の位置で結合材料204の増加した厚みを提供するように構成されることができる。
【0033】
キャリア部材202は、キャリア部材202の軸A−Aから横方向に間隔を空けた外側接触要素206を通常規定する。より詳しくは、キャリア部材202aは、表面206aを規定し、部材202bは、表面206c,206eを規定し、部材202cは、表面206c,206fを規定し、並びに部材202dは、表面206d,206gを規定する。表面206は、部材202の横方向に最も外側の部分に沿って延在し、下側パネル500に挿入する前に、補強材200を取り扱うために、乾燥又は非粘着性表面を通常提供する。表面206は、それにより、有利に、補強材200のパネル500、502により形成された空洞への挿入の前に、結合材料204、又はそれらの任意の部分への接触又は損傷を防ぐことができる。
【0034】
補強材100の場合のように、補強材200は、さらに、膨張可能なフォーム材料208、例えば、構造フォーム又は吸音フォーム材料であって、少なくとも1つのキャリア部材202に配置されるものを含めることができる。例えば、図2A−2Dで最もよく見られるように、構造フォーム108は、部材202a、202bの間の、補強材200の頂上表面に付加される。構造フォーム208は、熱を適用する上において、膨張された構造フォーム208’に膨張するように構成されることができ、それにより、第1パネル500と協働する上側パネル502を係合して、図2Dに最もよく見られるように、補強材200を受容する空洞を形成する。従って、補強材200は、パネル500、502により形成される構造を、強化及び/又は堅固にすることができる。
【0035】
ここで図3A−3Dに移ると、別の実施形態の補強材300がさらに詳しく記載される。補強材300は、上側部材302a及び下側部材302bを通常含む。上側及び下側部材302a及び302bは、図3Bに最もよく見られるように、軸B−Bに沿って互いに対して並進されるように構成される。補強材300は、部材302の間及び補強材300の外側境界P3内に囲われる結合部材304をさらに含む。上側部材302aが、下側302bに向かって並進されるとき、結合材料は、上側及び下側部材302a,302bそれぞれの対応する角度のある表面320a及び320bにより、外側境界P3を超えて押される。
【0036】
図3B、3C、及び3Dで最もよく見られるように、上側及び下側部材302a及び302bは、ねじファスナー322により互いに並進されることができる。より詳しくは、下側部材302bは、ファスナー322のねじ部分を受容するねじ開口部を規定する。ねじファスナー322は、上側キャリア部材302の開口を通じて延在して、ファスナー322が上側部材302aに対して回転することができるようにする。ねじファスナー322は、回転され、下側部材302b中の開口のねじに係合し、ファスナー322のヘッド部分323は上側部材302aを係合し、それにより部材302a、302bを一緒に引っ張る。部材302a、302bの相対並進運動は、通常、結合材料304を横方向に外側に圧縮して、結合材料304の少なくとも一部が外側境界P3を越えて露出する。露出された結合材料304は、それにより、補強材300を下側パネル500内に固定するために配置されることができる。
【0037】
(図3A−3Dには示されていない)1つ又はそれ以上のスペーサーが、キャリア部材302a、302bの間で提供されることができ、補強材300の下側パネル500への挿入の前に、キャリア302a、302bの間の相対運動を防ぐ。代わりに、ねじファスナー322のヘッド323は、上側キャリア部材302bと確実に係合されることができ、それにより、望ましくないときに、例えば、パネル500への挿入の前に、上側部材302aの下側部材302bに向かう動きを、通常防げる。
【0038】
部材302a、302bの対応する角度の表面320a、320bは、それぞれ、部材302a、302bの動きに相対的な角度を、すなわち、軸B−Bに沿って、それぞれ定義することができる。さらに、角度のある表面320aは、角度のある表面320bにより規定されるものと異なる軸B−Bとの角度を規定することができる。角度のある表面320a、320bと軸B−Bとで形成される角度は、都合のよい任意の値であることができる。例えば、図3B,3C,及び3Dで示されるように、角度は90°よりも少なくできる。
【0039】
結合材料304は、ファスナー322のそれぞれのサイドに配置される2つの個別の部分304a,304bに分割されることができる。それぞれの部分304a,304bの相対的な寸法及び/又は厚さは、最適化されることができ、キャリア302の外側表面について、例えば、外側境界P3の周りに、結合材料304の所望の厚さを提供する。例えば、結合材料304のより多い量が望まれることができ、より多いものが、パネル500の内側表面を適切に係合するのに必要である。代わりに、例えば、キャリア302とパネル500の間により少ない空間の提供がある場合には、結合材料304の部分304bのより小さな寸法及び/又は厚さは、有利に、結合材料304のより少ない量が、キャリア302の外に押されることを可能にする。
【0040】
図3A及び3Cで最もよく見られるように、キャリア部材302a、302bそれぞれは、キャリア部材302の軸B−Bから横に間隔を有する複数の外側接触要素306を含む。より詳しくは、キャリア部材302は、結合材料304を接触することなしに、補強材300の境界P3について、補強材300の取り扱いを通常可能にする、複数の垂直に延在するコーム部材306を規定する。図3Aで最もよく見られるように、上側キャリア部材302aのコーム部材306は、下側キャリア302bのコーム部材306から長手方向にオフセットされることができる。従って、キャリア部材302a,302bが互いに対して、例えば図3C及び3Dで見られるように、並進されるとき、コーム部材306は、通常、一緒に噛み合うことができる。コーム部材306は、それにより、有利に、互いに向かってキャリア部材302a,302への並進の前に、結合部材304、又はそれらの任意の部分に対する接触又は損傷を防ぐことができる。
【0041】
補強材300は、また、膨張可能フォーム材料308、例えば、構造フォーム又は吸音フォーム材料であって、キャリア部材302の少なくとも1つに配置されるものを含むことができる。例えば、図3A−3Dにおいて最もよく見られるように、構造フォーム308は、上側部材302aの頂上表面に付加される。構造フォーム308は、熱の適用で、膨張された構造フォーム308’に膨張するように構成されることができ、それにより第1パネル500と協働する上側パネル502を係合し、図3Dにおいて最もよく見られるように、補強材300を受容する空洞を形成する。従って、補強材300は、パネル500,502により形成された構造体を通常、強化及び/又は堅固にすることができる。
【0042】
ここで図4に移り、補強材を形成する実施形態のプロセスが記載される。プロセス400は、通常ブロック402で始まることができ、そこでキャリアが提供される。例えば、上述されているように、キャリア102、202,302は提供されることができて、複数の部材102a,b,c,202a,b,c,d,及び302a,bの間で少なくとも1つの相対的な並進又は回転を可能にする。プロセス400は、そして、ブロック404に進むことができる。
【0043】
ブロック404で、結合材料は、キャリアに付加されることができる。たとえは、上述したように、結合材料104、204、304は、1又はそれ以上のキャリア部材102、202、302に付加されることができる。結合材料104は、熱活性化可能及び/又は硬化可能であることができる。代わりに又はその上、結合材料104、204、304は、付加について通常粘着性又は柔軟であることができ、それによりキャリア102,202,302の関連構造体、例えば、パネル500への固定を促進する。結合材料104,204,304は、少なくとも部分的に、複数のキャリア部材102,202,302の間で規定されるギャップ又は角度内に、配置される。
【0044】
ブロック406に進んで、膨張可能材料が形成されることができる。例えば、膨張可能構造フォーム材料108,208,又は308は、上述したように、キャリア102,202,302上に提供されることができる。1つの例示的な説明において、膨張可能な材料は、空洞のパネル500及び/又は502と相互作用する構造フォームを含み、それにより、キャリア102,202,302と協働して、空洞を通常強化及び/又は堅固にする。プロセス400は次にブロック408に進むことができる。
【0045】
ブロック408で、結合材料は、キャリアの外側境界内からキャリアの境界の外側の使用位置に移動されることができる。例えば、上述のようにすることができる。
【0046】
プロセス400は、そして終了することができる。
【0047】
ここに記載したプロセス、システム、方法、経験則、等に関して、そのようなプロセス等のステップが、ある順序のシーケンスにより起こるものとして記載されていたとしても、そのような工程は、ここに記載された順序とは異なる順序で実行される記載されたステップで実施されることができることが理解されるべきである。ある複数ステップは同時に実行されることができ、他のステップが追加されることができ、また、ここに記載されるあるステップを省略することができることをさらに理解されるべきである。言い換えると、ここでのプロセスの記載は、ある実施形態を例示する目的のために提供されており、請求項に記載された発明に限定するために解釈されるべきではない。
【0048】
したがって、上述の記載は、例示的であり制限的でないことを意図していることが理解されるべきである。提供されている実施例と異なる多くの実施形態及び応用は、上述の記載を読めば明らかになる。本発明の範囲は、上述の記載の参照なしで決められるべきであるが、代わりに、添付されたクレームを参照して、そのような請求項が与えられる均等物の全範囲を伴って、決められるべきである。将来の開発が、ここに記載された技術中に起こり、そして、開示されたシステム及び方法は、そのような将来の実施形態に組み込まれうることが予期され意図される。まとめると、本発明は修正及び変形をすることができることが理解されるべきである。
【0049】
請求項で使用された全ての用語は、それらの最も広く合理的な解釈及びここでなされた反対の明確な指摘のない限りここに記載された技術の当業者により理解されるそれらの通常の意味が与えられるべきである。特に、例えば、「a」、「the」、「前記」等のような単数冠詞の使用は、請求項が反対の明確な限定を記載していない限り、1又はそれ以上の指示された要素を記載するものと読まれるべきである。
【符号の説明】
【0050】
100,200,300 補強材
102,202,302 キャリア
102a 第1部材
102b,102c 横部材
104,204,304 結合材料
106 接触要素
108 構造フォーム
110a ヒンジ
110b 第2ヒンジ
112 カバー要素
114a,114b ロック部材
150 ギャップ
206,206c,206 表面
308 構造フォーム
322 ねじファスナー
302a、302b 上側部材、下側部材
306 コーム部材
308 構造フォーム
500、502 パネル
P1 外側境界
P2 外側境界
P3 外側境界
【特許請求の範囲】
【請求項1】
補強材(100,200,300)であって、
構造体に配置されるように構成されるキャリア(102,202,302)であって、該キャリア(102,202,302)は外側境界(P1,P2,P3)を規定し、該キャリアは互いに固定された少なくとも2つの部材(102,202,302)を含む、キャリア(102,202,302);及び
少なくとも1つの部材(102,202,302)に配置され且つ外側境界(P1,P2,P3)内に閉じ込められた結合材料(104,204,304)であって、該結合材料(104,204,304)は、該キャリア(102,202,302)を該構造体に固定するように構成される、結合材料(104,204,304);
を備え、
ここで、前記少なくとも2つの部材(102,202,302)は、互いに固定されて、それらの間で並進及び回転相対運動の1つを許し、部材(102,202,302)の1つが、前記結合材料(104,204,304)を係合して、それにより、前記結合材料(104,204,304)が、前記キャリア(102,202,302)の外側境界(P1,P2,P3)を越えるように押圧することを特徴とする補強材(100,200,300)。
【請求項2】
前記部材(102,202,302)の2つが、それらの間でギャップを規定し、前記結合材料(104,204,304)が少なくとも部分的に前記ギャップに配置されることを特徴とする請求項1に記載の補強材(100,200,300)。
【請求項3】
前記部材は、前記キャリアの前記外側境界(P1,P2,P3)に沿って複数の外側接触要素を含み、前記外側接触要素は、それらの間で複数のギャップを規定し、前記外側接触要素の間で且つ前記キャリア前記外側境界(P1,P2,P3)を越える前記結合材料(104,204,304)の運動を許すこと特徴とする請求項1または2に記載の補強材(100,300)。
【請求項4】
2つの前記部材(102,202,302)は、第1方向に、互いに向かって並進するように構成され、それにより、前記結合材料(104,204,304)を押圧して、第1方向と略垂直な第2方向に動かすことを特徴とする請求項1〜3のいずれか1つに記載の補強材(200,300)。
【請求項5】
前記2つの部材は、第1方向と90°よりも少ない角度をそれぞれ規定する対応する角度のある表面(220,320)を規定し、ここで、前記結合材料(104,204,304)は、前記対応する角度のある表面(220,320)の間に少なくとも部分的に配置されることを特徴とする請求項4に記載の補強材(200,300)。
【請求項6】
前記2つの部材(302)の第1のもの(302a)の対応する角度のある表面(320a)は、第1方向と第1の角度を規定し、前記2つの部材(302)の第2のもの(302b)の対応する角度のある表面(320b)は、第1方向と第2の角度を規定し、前記第2の角度は前記第1の角度と異なることを特徴とする請求項5に記載の補強材(300)。
【請求項7】
前記2つの部材(302)の第1のもの(302b)とねじ式に係合する、ねじ部材(322)をさらに備え、前記ねじ部材(322)は、前記2つの部材(302)の第2のもの(320a)と隣接して、前記第2の部材(320a)を前記第1の部材(302b)に向かって並進させることを特徴とする請求項4に記載の補強材(300)。
【請求項8】
前記キャリアは、互いに対して選択的に並進されるように構成された少なくとも3つの部材(202a,202b,202c)を含み、前記3つの部材(202a,202b,202c)は、前記3つの部材(202a,202b,202c)の間の少なくとも2つのギャップを規定し、ここで、前記結合材料(104,204,304)は、前記少なくとも2つのギャップ中それぞれに少なくとも部分的に配置されていることを特徴とする請求項1〜7のいずれか1つに記載の補強材(200)。
【請求項9】
少なくとも1つの部材(102b)は他の部材(102a)に回転可能に固定されて、それらの間で相対回転が可能であることを特徴とする請求項1〜8のいずれか1つに記載の補強材(100)。
【請求項10】
前記キャリアは、プラスチック材料及び/又は金属材料を含むことを特徴とする請求項1〜9のいずれか1つに記載の補強材(100,200,300)。
【請求項11】
前記結合材料(104,204,304)は、膨張可能材料、接着剤、及び選択的に活性化される結合剤の少なくとも1つを含み、前記結合材料(104,204,304)は、熱の適用により活性化されるように構成されることを特徴とする請求項1〜10のいずれか1つに記載の補強材(100,200,300)。
【請求項12】
前記部材(102,202,302)の1つに配置される構造フォーム材料(108,208,308)をさらに備え、前記構造フォーム材料は熱の適用で膨張するように構成されていることを特徴とする請求項1〜11のいずれか1つに記載の補強材(100,200,300)。
【請求項13】
方法(400)であって、
構造体に配置されるように構成されるキャリア(102,202,302)を提供するステップであって、該キャリア(102,202,302)は外側境界(P1,P2,P3)を規定し、該キャリアは互いに固定された少なくとも2つの部材(102,202,302)を含む、キャリア(102,202,302)を提供するステップ;及び
結合材料(104,204,304)を少なくとも1つの部材(102,202,302)に付加するステップであって、該結合材料(104,204,304)は、前記キャリアの外側側境界(P1,P2,P3)内に付加され、該結合材料(104,204,304)は、該キャリア(102,202,302)を該構造体に固定するように構成される、付加するステップ;及び
前記少なくとも2つの部材(102,202,302)を一緒に固定するステップであって、それらの間で並進及び回転相対運動の1つを許し、前記部材(102,202,302)の1つを配置して、並進及び回転運動の1つ中に、結合材料(104,204,304)を係合して、それにより、前記結合材料(104,204,304)が、前記キャリア(102,202,302)の外側境界(P1,P2,P3)を越えるように押圧する、固定するステップ
を含むことを特徴とする方法(400)。
【請求項14】
構造フォーム(108、208、308)を前記部材(102,202,302)に付加するステップであって、少なくとも1つの構造フォーム及び吸音フォームが熱の適用で膨張するように構成されたステップを含むことを特徴とする請求項13に記載の方法(400)。
【請求項15】
2つの部材(202,302)を互いに固定するようにしてそれらの間で相対並進運動を許可することを確立するステップであって、該相対並進運動は、前記結合材料(204,304)を押圧して、前記キャリア(202,302)の外側境界(P1,P2,P3)を越えるように移動させる、ステップ;及び
ねじ部材(322)を前記2つの部材(302)の第1のもの(302b)に係合させるステップであって、前記ねじ部材(322)は前記2つの部材(302)の第2のもの(302a)に隣接し、第2部材(320a)を第1部材(302b)に向かって並進させる、ステップ
をさらに含むことを特徴とする請求項13又は14に記載の方法。
【請求項1】
補強材(100,200,300)であって、
構造体に配置されるように構成されるキャリア(102,202,302)であって、該キャリア(102,202,302)は外側境界(P1,P2,P3)を規定し、該キャリアは互いに固定された少なくとも2つの部材(102,202,302)を含む、キャリア(102,202,302);及び
少なくとも1つの部材(102,202,302)に配置され且つ外側境界(P1,P2,P3)内に閉じ込められた結合材料(104,204,304)であって、該結合材料(104,204,304)は、該キャリア(102,202,302)を該構造体に固定するように構成される、結合材料(104,204,304);
を備え、
ここで、前記少なくとも2つの部材(102,202,302)は、互いに固定されて、それらの間で並進及び回転相対運動の1つを許し、部材(102,202,302)の1つが、前記結合材料(104,204,304)を係合して、それにより、前記結合材料(104,204,304)が、前記キャリア(102,202,302)の外側境界(P1,P2,P3)を越えるように押圧することを特徴とする補強材(100,200,300)。
【請求項2】
前記部材(102,202,302)の2つが、それらの間でギャップを規定し、前記結合材料(104,204,304)が少なくとも部分的に前記ギャップに配置されることを特徴とする請求項1に記載の補強材(100,200,300)。
【請求項3】
前記部材は、前記キャリアの前記外側境界(P1,P2,P3)に沿って複数の外側接触要素を含み、前記外側接触要素は、それらの間で複数のギャップを規定し、前記外側接触要素の間で且つ前記キャリア前記外側境界(P1,P2,P3)を越える前記結合材料(104,204,304)の運動を許すこと特徴とする請求項1または2に記載の補強材(100,300)。
【請求項4】
2つの前記部材(102,202,302)は、第1方向に、互いに向かって並進するように構成され、それにより、前記結合材料(104,204,304)を押圧して、第1方向と略垂直な第2方向に動かすことを特徴とする請求項1〜3のいずれか1つに記載の補強材(200,300)。
【請求項5】
前記2つの部材は、第1方向と90°よりも少ない角度をそれぞれ規定する対応する角度のある表面(220,320)を規定し、ここで、前記結合材料(104,204,304)は、前記対応する角度のある表面(220,320)の間に少なくとも部分的に配置されることを特徴とする請求項4に記載の補強材(200,300)。
【請求項6】
前記2つの部材(302)の第1のもの(302a)の対応する角度のある表面(320a)は、第1方向と第1の角度を規定し、前記2つの部材(302)の第2のもの(302b)の対応する角度のある表面(320b)は、第1方向と第2の角度を規定し、前記第2の角度は前記第1の角度と異なることを特徴とする請求項5に記載の補強材(300)。
【請求項7】
前記2つの部材(302)の第1のもの(302b)とねじ式に係合する、ねじ部材(322)をさらに備え、前記ねじ部材(322)は、前記2つの部材(302)の第2のもの(320a)と隣接して、前記第2の部材(320a)を前記第1の部材(302b)に向かって並進させることを特徴とする請求項4に記載の補強材(300)。
【請求項8】
前記キャリアは、互いに対して選択的に並進されるように構成された少なくとも3つの部材(202a,202b,202c)を含み、前記3つの部材(202a,202b,202c)は、前記3つの部材(202a,202b,202c)の間の少なくとも2つのギャップを規定し、ここで、前記結合材料(104,204,304)は、前記少なくとも2つのギャップ中それぞれに少なくとも部分的に配置されていることを特徴とする請求項1〜7のいずれか1つに記載の補強材(200)。
【請求項9】
少なくとも1つの部材(102b)は他の部材(102a)に回転可能に固定されて、それらの間で相対回転が可能であることを特徴とする請求項1〜8のいずれか1つに記載の補強材(100)。
【請求項10】
前記キャリアは、プラスチック材料及び/又は金属材料を含むことを特徴とする請求項1〜9のいずれか1つに記載の補強材(100,200,300)。
【請求項11】
前記結合材料(104,204,304)は、膨張可能材料、接着剤、及び選択的に活性化される結合剤の少なくとも1つを含み、前記結合材料(104,204,304)は、熱の適用により活性化されるように構成されることを特徴とする請求項1〜10のいずれか1つに記載の補強材(100,200,300)。
【請求項12】
前記部材(102,202,302)の1つに配置される構造フォーム材料(108,208,308)をさらに備え、前記構造フォーム材料は熱の適用で膨張するように構成されていることを特徴とする請求項1〜11のいずれか1つに記載の補強材(100,200,300)。
【請求項13】
方法(400)であって、
構造体に配置されるように構成されるキャリア(102,202,302)を提供するステップであって、該キャリア(102,202,302)は外側境界(P1,P2,P3)を規定し、該キャリアは互いに固定された少なくとも2つの部材(102,202,302)を含む、キャリア(102,202,302)を提供するステップ;及び
結合材料(104,204,304)を少なくとも1つの部材(102,202,302)に付加するステップであって、該結合材料(104,204,304)は、前記キャリアの外側側境界(P1,P2,P3)内に付加され、該結合材料(104,204,304)は、該キャリア(102,202,302)を該構造体に固定するように構成される、付加するステップ;及び
前記少なくとも2つの部材(102,202,302)を一緒に固定するステップであって、それらの間で並進及び回転相対運動の1つを許し、前記部材(102,202,302)の1つを配置して、並進及び回転運動の1つ中に、結合材料(104,204,304)を係合して、それにより、前記結合材料(104,204,304)が、前記キャリア(102,202,302)の外側境界(P1,P2,P3)を越えるように押圧する、固定するステップ
を含むことを特徴とする方法(400)。
【請求項14】
構造フォーム(108、208、308)を前記部材(102,202,302)に付加するステップであって、少なくとも1つの構造フォーム及び吸音フォームが熱の適用で膨張するように構成されたステップを含むことを特徴とする請求項13に記載の方法(400)。
【請求項15】
2つの部材(202,302)を互いに固定するようにしてそれらの間で相対並進運動を許可することを確立するステップであって、該相対並進運動は、前記結合材料(204,304)を押圧して、前記キャリア(202,302)の外側境界(P1,P2,P3)を越えるように移動させる、ステップ;及び
ねじ部材(322)を前記2つの部材(302)の第1のもの(302b)に係合させるステップであって、前記ねじ部材(322)は前記2つの部材(302)の第2のもの(302a)に隣接し、第2部材(320a)を第1部材(302b)に向かって並進させる、ステップ
をさらに含むことを特徴とする請求項13又は14に記載の方法。
【図1A】


【図1B】
【図1C】
【図1D】
【図2A】
【図2B】
【図2C】
【図2D】
【図3A】
【図3B】

【図3C】
【図3D】
【図4】
【図1B】
【図1C】
【図1D】
【図2A】
【図2B】
【図2C】
【図2D】
【図3A】
【図3B】
【図3C】
【図3D】
【図4】
【公開番号】特開2012−121563(P2012−121563A)
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−266629(P2011−266629)
【出願日】平成23年12月6日(2011.12.6)
【出願人】(504274505)シーカ・テクノロジー・アーゲー (227)
【Fターム(参考)】
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願番号】特願2011−266629(P2011−266629)
【出願日】平成23年12月6日(2011.12.6)
【出願人】(504274505)シーカ・テクノロジー・アーゲー (227)
【Fターム(参考)】
[ Back to top ]