
二色成形品の成形方法並びに成形金型
【課題】成形金型に分割バーを配置して成形する二色成形品の成形方法並びに成形金型であって、別部品を取り付けるための孔部で分割ラインが分断される二色成形品の成形方法において、分割バーのバランス、合わせを良好に維持し、かつ金型構造を簡素化する。
【解決手段】孔部11aを成形品に成形するために、成形上型50の凸部53に分割バー81を収容する逃げ用溝部54を設定することで、孔部11aを分割バー81が通貫する構成を採用する。よって、単一の分割バー81を駆動するだけで済むため、シリンダ個数が低減でき、かつ分割バー81の操作時におけるバランスが良好なものとなる。
【解決手段】孔部11aを成形品に成形するために、成形上型50の凸部53に分割バー81を収容する逃げ用溝部54を設定することで、孔部11aを分割バー81が通貫する構成を採用する。よって、単一の分割バー81を駆動するだけで済むため、シリンダ個数が低減でき、かつ分割バー81の操作時におけるバランスが良好なものとなる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、自動車用内装部品に好適な二色成形品の成形方法並びに成形金型に係り、特に、成形品に取り付けられる付属部品により分割ラインが分断されるタイプの二色成形品であって、分割ラインを形成する分割バーのバランス調整や金型に対する合わせ精度が良好であり、かつ金型構造も簡素化できる二色成形品の成形方法並びに成形金型に関する。
【背景技術】
【0002】
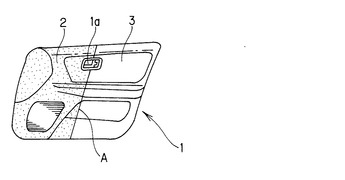
例えば、図10には、二色成形品の一例として、前後二分割タイプのドアトリム1が示されている。このドアトリム1は、ドアトリム・フロント2と、ドアトリム・リヤ3との前後二分割体から構成され、両者を分割する上下方向に延びる分割ラインAにより、製品面が二分割され、ドアトリム1に装着されるインサイドハンドルエスカッション1aが分割ラインAを分断するように設けられ、アクセント効果を高めている。
【0003】
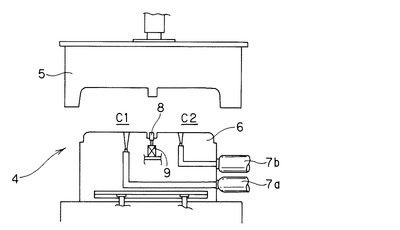
そして、前後二分割体からなるドアトリム1の従来の成形方法について、図11の成形金型4を基に説明する。成形金型4は、所定ストローク上下動可能な成形上型5と、成形上型5の下方に位置する固定側の成形下型6と、溶融樹脂を供給するために成形下型6に連結されている射出機7a,7bと、成形下型6に配設され、キャビティを分割する分割バー8とから構成されている。
【0004】
従って、ドアトリム・フロント2及びドアトリム・リヤ3をそれぞれ成形するには、図11に示す成形金型4において、成形上型5が所定ストローク下降して、成形上下型5,6を型締めする。この成形上下型5,6の型締め時には、分割バー8の駆動シリンダ9が伸長動作することにより、分割バー8は、上方に位置しており、成形上型5の型面と当接状態にあり、この分割バー8によりキャビティはドアトリム・フロント2及びドアトリム・リヤ3とを形成するそれぞれのキャビティC1,C2に区画されている。そして、まず、第1のキャビティC1内に射出機7aから溶融樹脂M1が射出充填されてドアトリム・フロント2が成形される。
【0005】
その後、駆動シリンダ9が収縮動作することにより、成形下型6内に入り込むように分割バー8が後退動作して、第1のキャビティC1と第2のキャビティC2とが連通するとともに、第2のキャビティC2内に射出機7bから溶融樹脂M2が射出充填されてドアトリム・リヤ3が成形される。
【0006】
ここで、分割バー8により、分割ラインAが形成されるが、分割ラインAは、インサイドハンドルエスカッション1aを取り付けるための孔部(図12,図13中符号1bで示す)により分断されている。そして、図12,図13に示すように、孔部1bを形成するために成形上型5には凸部5aが形成されており、分割バー8は、この孔部1bを形成する成形上型5の凸部5aを避ける必要があり、分割バー8は上側分割バー8aと下側分割バー8bの二分割構造が採用され、各分割バー8a,8bにおいて、それぞれ専用のシリンダ9a,9bが設けられているのが実情である。尚、二色成形品の従来の成形方法並びに成形金型の具体例については、特許文献1に詳細に記載されている。
【0007】
【特許文献1】特開2003−127174号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
このように、従来の二色成形品の成形方法は、分割バー8によりキャビティを分割して、各キャビティC1,C2に溶融樹脂M1,M2を射出充填することで二色成形品が成形されるが、分割ラインAが製品の造形上、インサイドハンドルエスカッション1a等の付属部品により分断される場合には、複数の分割バー8a,8bを並設する必要があるため、分割バー8a,8bの動作時において、両者のバランス調整を図るのが面倒であるとともに、孔部1bの型抜き上の傾斜面と分割バー8a,8bの間でのシール性を良好に保つことが難しく、かつ分割バー8に複数のシリンダ9a,9bを設定する必要があることから、金型構造が複雑化するという問題点が指摘されている。
【0009】
この発明は、このような事情に鑑みてなされたもので、付属部品等により分割ラインが分断される形式の二色成形品の成形方法並びに成形金型であって、分割バーの動作時におけるバランスが良く、分割バーと金型面との合わせも良好で、かつ分割バーを駆動させるためのシリンダ数を低減でき、金型構造を簡素化できる二色成形品の成形方法並びに成形金型を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明は、成形上下型を型締めし、両金型間に形成されるキャビティを分割バーにより複数のキャビティに分割し、各キャビティに異なる溶融樹脂を射出機からそれぞれ射出充填することで、複数の樹脂成形品を一体化するとともに、アクセント上、分割ライン上に付属部品が取り付けられる二色成形品の成形方法において、前記成形上下型の型締め時、付属部品取付用の孔部を形成するためのパーティング用凸部が分割ラインを分断するように形成されるとともに、上記凸部には、分割バーを収容する逃げ用溝部が形成され、孔部を分割バーが通貫することにより、一体型の分割バーの使用を可能にしたことを特徴とする。
【0011】
ここで、二色成形品とは、単一の成形金型に少なくとも2つ以上の異なるキャビティを設定し、各キャビティに異種材料の溶融樹脂を射出充填することで、外観の異なる複数の樹脂成形品を接合一体化してなる樹脂成形品のことをいう。尚、一方側の樹脂成形品の表面には、表皮を積層一体化することもできる。この二色成形品の用途としては、例えば、ドアトリム、リヤパーセルシェルフ、フロアトリム、ラゲージトリム、トランクトリム、リヤサイドトリム等の自動車用内装部品一般に適用できる。
【0012】
上記樹脂成形体の樹脂材料としては、1種類の熱可塑性樹脂でも2種類以上の熱可塑性樹脂からなっても良い。好ましくは、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、ポリエチレンテレフタレート系樹脂、ポリビニルアルコール系樹脂、塩化ビニル系樹脂、ポリアミド系樹脂、ポリアセタール系樹脂、ポリカーボネート系樹脂、アイオノマー系樹脂、アクリロニトリル/ブタジエン/スチレン(ABS)樹脂等が使用でき、これらの熱可塑性樹脂中に各種充填剤を混入しても良い。使用できる充填剤としては、ガラス繊維、カーボン繊維等の無機繊維、タルク、クレイ、シリカ、炭酸カルシウム等の無機粒子がある。また、酸化防止剤、紫外線吸収剤、着色剤、難燃剤、低収縮剤等の各種の添加剤が配合されても良い。
【0013】
更に、本発明方法を適用する対象となる二色成形品は、製品面を分割する分割ラインがスイッチエスカッションパネルやオーナメント等の付属部品により分断される形式の二色成形品を対象とする。従って、別物の付属部品を取り付けるための孔部により分割ラインが分断されている。
【0014】
そして、本発明方法に使用する成形金型は、成形上下型を型締めし、両金型間に形成されるキャビティを分割バーにより複数のキャビティに分割し、各キャビティに異なる溶融樹脂を射出機からそれぞれ射出充填することで、複数の樹脂成形品を一体化するとともに、アクセント上、分割ライン上に付属部品が取り付けられる二色成形品の成形金型において、前記成形金型における成形上型は、製品の孔部に対応するように凸部が突設され、分割ラインに沿って成形下型に上下動可能に分割バーが配置され、この分割バーを収容する逃げ用溝部が成形上型の凸部に形成されていることを特徴とする。
【0015】
ここで、本発明方法に使用する成形金型は、所定ストローク上下動可能な成形上型と、この成形上型の下方側に位置する固定側である成形下型と、成形下型に連結され、溶融樹脂を供給する射出機と、分割ラインと対応する部位に設けられる分割機構部とから構成されている。また、上記射出機は、少なくとも2箇所以上の異なるキャビティに対応するように複数基設定されているとともに、キャビティを分割する分割機構部は、成形下型にシリンダ駆動により上下動可能な分割バーが配置されている。
【0016】
従って、成形上型の型面に対して分割バーを上昇させて突き当て接合させることで、良好なシール性をもって複数のキャビティに区画することができる。更に、分割ラインに沿って成形下型には分割バーが上下動可能に設けられているが、製品の孔部を形成するために成形上型に凸部、これと対応する成形下型には凹部がそれぞれ形成されており、成形上下型の型締め時にこの凹凸部が嵌合することで、別物部品を取り付けるための孔部が開設される。また、この孔部を通貫して、分割ラインがそれぞれ両方向に延びるように、分割バーが設置されているが、この分割バーを受け入れる逃げ用溝部が成形上型の凸部の下面に穿設されている。
【0017】
従って、本発明方法並びに本発明金型によれば、複数の成形品同士を一連の成形工程を採用して同一の成形金型で行なうことができるため、金型設備を簡素化できるとともに、工程数も短縮化できる。更に、一方側の樹脂成形品を成形する際は分割バーが上昇してキャビティを区画しており、他方側の樹脂成形品を成形する際は分割バーが下降してキャビティを連通させるように動作するが、分割バーは、成形品の孔部を通貫するように単一の分割バーが用いられているため、従来、製品の孔部で分断される場合は複数の分割バーをそれぞれ別個にシリンダ駆動させていたが、複数のシリンダ駆動方式に比べ、シリンダ個数を低減でき、かつバランス良く分割バーの上下動作を制御することができる。
【発明の効果】
【0018】
以上説明した通り、本発明に係る二色成形品の成形方法は、成形金型内に分割機構部を配置し、一方側の樹脂成形品を成形する際は成形下型に配置された分割バーを上昇させ、成形上型の型面と接合させることで、キャビティを区画し、第1のキャビティ内に溶融樹脂を射出充填して、一方側の樹脂成形品を成形した後、分割バーを下降操作し、キャビティを連通させて他方側のキャビティ内に溶融樹脂を射出充填して、他方側の樹脂成形品を一体成形するというものであり、特に、別物部品を取り付けるための孔部が分割バーを分断するように設定されているタイプの二色成形品であって、付属部品取付用の孔部を通貫する形で単一の分割バーが設けられているため、シリンダ個数が少なくて済み、金型構造を簡素化できるとともに、複数の分割バーを上下動作させるのに比べ、単一の分割バーを上下動作させるだけで良いため、バランス良く操作が行なわれ、かつ合わせ構造も良好なものにできるという効果を有する。
【発明を実施するための最良の形態】
【0019】
以下、本発明に係る二色成形品の成形方法並びに成形金型の好適な実施例について、前後二分割タイプの自動車用ドアトリムの成形方法及びその方法に使用する成形金型を例示して説明する。尚、念のため付言すれば、本発明の要旨は特許請求の範囲に記載した通りであり、以下に説明する実施例の内容は、本発明の一例を単に示すものに過ぎない。
【実施例】
【0020】
図1乃至図9は本発明の一実施例を示し、図1はツートンタイプの自動車用ドアトリムを示す正面図、図2,図3は同自動車用ドアトリムにおける分割ライン近傍の構成を示す各断面図、図4は本発明に係る成形金型の一実施形態を示す全体図、図5は図4に示す成形金型における成形下型を示す平面図、図6,図7は同成形金型における分割機構部の構成を示す各説明図、図8,図9は同ドアトリムの成形方法におけるドアトリムアッパー、ドアトリムロアの各成形工程を示す説明図である。
【0021】
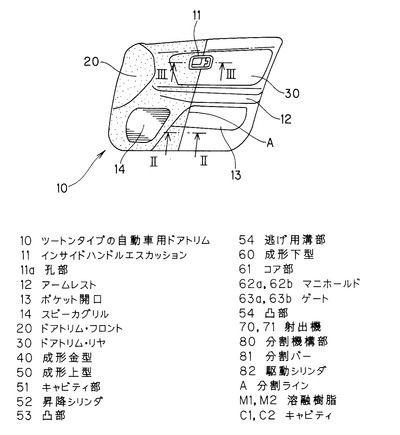
図1乃至図3において、ツートンタイプの自動車用ドアトリム10は、ドアトリム・フロント20と、ドアトリム・リヤ30との前後二分割体から構成されている。尚、ドアトリム・フロント20とドアトリム・リヤ30とは上下方向に沿って延びる分割ラインAにより区画されている。上記ドアトリム10に装着される付属部品としては、ドアトリム・フロント20と、ドアトリム・リヤ30とを区画する分割ラインAを分断する位置に取り付けられるインサイドハンドルエスカッション11が相当する。また、ドアトリム10の中央には、前後方向に沿って延び、乗員が肘を掛けて休めるアームレスト12が室内側に向けて膨出する形状に設定され、このアームレスト12の上面には、図示はしないがパワーウインドウスイッチエスカッションやプルハンドル等の機能部品が取り付けられる。また、アームレスト12の下方には、備品を収容できるポケット開口13が開設され、その背面側には、図示しないポケットバックカバーが装着され、ポケット開口13のフロント側には、スピーカグリル14がドアトリム・フロント20と一体、あるいは別体に設けられている。
【0022】
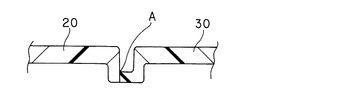
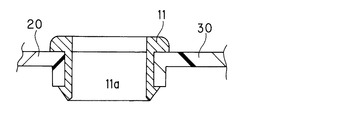
本発明は、上述したように、分割ラインAにより、ドアトリム・フロント20と、ドアトリム・リヤ30とが図2に示すように車両の前後方向に区画されているとともに、図3に示すように、インサイドハンドルエスカッション11を取り付けるための孔部11aがドアトリム・フロント20とドアトリム・リヤ30との境界部分に開設されている。ドアトリム・フロント20及びドアトリム・リヤ30は、射出成形、モールドプレス成形等により所要形状に成形されるが、使用する素材としては、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、ポリエチレンテレフタレート系樹脂、ポリビニルアルコール系樹脂、塩化ビニル系樹脂、ポリアミド系樹脂、ポリアセタール系樹脂、ポリカーボネート系樹脂、アイオノマー系樹脂、アクリロニトリル/ブタジエン/スチレン(ABS)樹脂等が使用でき、上記熱可塑性樹脂中に適宜フィラー、例えば、ガラス繊維、カーボン繊維等の無機繊維や、タルク、クレイ、シリカ、炭酸カルシウム等の無機粒子を素材とした充填剤が混入されていても良い。
【0023】
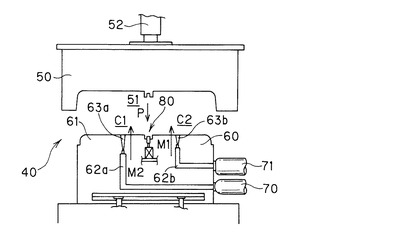
次いで、図1乃至図3に示す前後二分割タイプの自動車用ドアトリム10の製造方法について、以下に説明する。まず、このドアトリム10を成形する際に使用する成形金型40は、図4に示すように、所定ストローク上下動可能な成形上型50と、成形上型50と対をなす固定側の成形下型60と、成形下型60に接続される2基の射出機70,71とから大略構成されている。更に詳しくは、成形上型50は、製品形状に合致したキャビティ部51が形成されており、成形上型50の上面に連結された昇降シリンダ52により所定ストローク上下駆動される。
【0024】
一方、成形下型60には、成形上型50のキャビティ部51に対応するコア部61が設けられている。また、このコア部61の型面に溶融樹脂M1,M2を供給するために成形下型60には、マニホールド62a,62b、ゲート63a,63bが設けられており、これらマニホールド62a,62b、ゲート63a,63bの樹脂通路を通じて、射出機70,71から供給される溶融樹脂M1,M2がコア部61とキャビティ部51とで形成されるキャビティC1,C2内に供給される。
【0025】
更に、成形下型60内には、分割機構部80が配置されており、ドアトリム・フロント20と、ドアトリム・リヤ30とを同一の成形金型40を使用して、連続する工程で成形する際、この分割機構部80により樹脂漏れが生じることがなく、良好に成形できる。この分割機構部80は、図1中Aで示す分割ラインに沿って延びる長尺ブロック体からなる分割バー81と、この分割バー81を所定ストローク上下動作させる駆動シリンダ82とから構成されており、特に、本発明においては、分割ラインAがインサイドハンドルエスカッション11を取り付けるための孔部11aにより分断される場合においても、単一の分割バー81で対応することができ、分割バー81の上下動作をバランス良く行ない、かつ金型40との間の合わせ精度も良好に維持でき、樹脂漏れを確実に防止できる。
【0026】
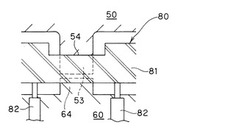
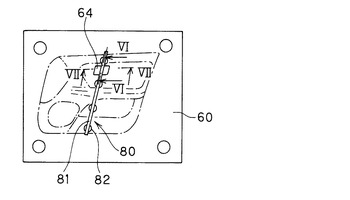
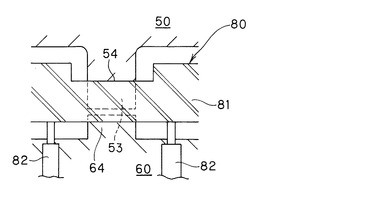
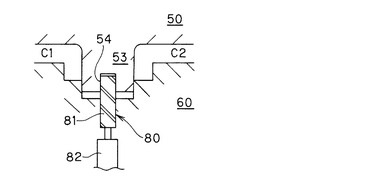
このように、本発明においては、成形性を高め、かつ複数の分割バーを個別に制御させる構造に比べ、単一の分割バー81を動作する構成を採用したため、金型構造の簡素化も期待できる。そのために、図5乃至図7に示すように、インサイドハンドルエスカッション11取付用の孔部11aを形成するために、成形上下型50,60には、それぞれ型締め時にパーティング面を構成する凸部53,64が形成されており、孔部11aを通貫する分割バー81は、図6,図7に示すように、成形上型50の凸部53に穿設した逃げ用溝部54内に侵入するように設けられている。
【0027】
従って、成形上型50の凸部53内に分割バー81を収容できる構成にしたため、凸部53により分割バー81が分断されることなく、分割ラインAの両端末を結ぶ長尺ブロック体から分割バー81を構成することができ、従来の二分割された分割バーを動作する方法に比べ、単一の分割バー81を上下動作させるため、バランス良く上下動作が行なえるとともに、凸部53の逃げ用溝部54内に分割バー81を収容する構成としたため、合わせが良好となり、金型加工を簡素化することができる。また、シリンダ個数を低減でき、このことも金型構造を簡素化できる要因となる。
【0028】
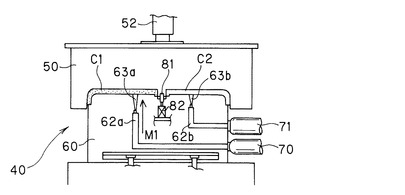
次いで、参考までに、成形金型40を使用して、前後二分割タイプのドアトリム10の成形方法について簡単に説明する。まず、図8に示すように、成形上型50が所定ストローク下降して成形上下型50,60が型締めされる。この時、分割機構部80における分割バー81は、駆動シリンダ82の伸長動作により、上昇しており、分割バー81は、成形上型50の型面と接合しており、2つのキャビティC1,C2を良好なシール性でもって区画している。そして、この状態で第1の射出機70から溶融樹脂M1がマニホールド62a、ゲート63aを通じて第1のキャビティC1内に射出充填されて、ドアトリム・フロント20が所要形状に成形される。
【0029】
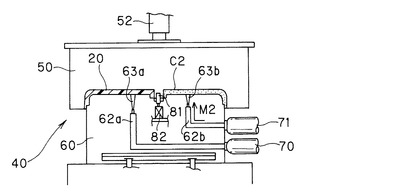
その後、図9に示すように、分割機構部80における駆動シリンダ82が収縮動作して、分割バー81が下降して、成形下型60の型内に埋没し、一方側のキャビティC1と、他方側のキャビティC2とが連通し、第2の射出機71からマニホールド62b、ゲート63bを通じて溶融樹脂M2が射出充填されて、ドアトリム・フロント20と一体にドアトリム・リヤ30が所要形状に成形される。
【0030】
そして、上述したように、ドアトリム・フロント20と、ドアトリム・リヤ30とを同一の成形金型40を使用して所要形状に一体化した後、成形金型40を型開きして、ドアトリム10を取り出せば良いが、これら一連の成形工程において、単一の分割バー81を使用することで、バランス良く、かつ合わせを良好に分割バー81の操作が行なえ、かつ分割機構部80の構造をも簡素化することができる。
【産業上の利用可能性】
【0031】
以上説明した実施例は、ドアトリム・フロント20と、ドアトリム・リヤ30とからなる前後二分割構造のドアトリム10であり、ドアトリム・フロント20、ドアトリム・リヤ30とも合成樹脂の単一の成形品を使用したが、樹脂芯材の表面に表皮を積層した積層構造体からなる構成を適用することもできる。更に、二色成形品であり、分割ラインが他部品により分断される形態の製品であれば、リヤパーセルシェルフ、フロアトリム、ラゲージトリム、トランクトリム、リヤサイドトリム等、内装部品全般に適用することができる。
【図面の簡単な説明】
【0032】
【図1】本発明に係る自動車用内装部品をツートンタイプの自動車用ドアトリムに適用した一実施例を示す正面図である。
【図2】図1中II−II線断面図である。
【図3】図1中III −III 線断面図である。
【図4】図1に示すドアトリムを成形する際に使用する成形金型の全体構成を示す説明図である。
【図5】図4中P矢視図であり、成形金型における成形下型の構成を示す平面図である。
【図6】図5中VI−VI線断面図である。
【図7】図5中VII −VII 線断面図である。
【図8】図4に示す成形金型を使用してドアトリム・フロントを成形する工程を示す説明図である。
【図9】図4に示す成形金型を使用してドアトリム・リヤを成形する工程を示す説明図である。
【図10】従来の前後二分割タイプのドアトリムを示す正面図である。
【図11】従来のドアトリムを成形する際に使用する成形金型の全体構成を示す説明図である。
【図12】従来の成形金型における分割バーの構成を示す断面図である。
【図13】従来の成形金型における分割バーの構成を示す説明図である。
【符号の説明】
【0033】
10 ツートンタイプの自動車用ドアトリム
11 インサイドハンドルエスカッション
11a 孔部
12 アームレスト
13 ポケット開口
14 スピーカグリル
20 ドアトリム・フロント
30 ドアトリム・リヤ
40 成形金型
50 成形上型
51 キャビティ部
52 昇降シリンダ
53 凸部
54 逃げ用溝部
60 成形下型
61 コア部
62a,62b マニホールド
63a,63b ゲート
64 凸部
70,71 射出機
80 分割機構部
81 分割バー
82 駆動シリンダ
A 分割ライン
M1,M2 溶融樹脂
C1,C2 キャビティ
【技術分野】
【0001】
この発明は、自動車用内装部品に好適な二色成形品の成形方法並びに成形金型に係り、特に、成形品に取り付けられる付属部品により分割ラインが分断されるタイプの二色成形品であって、分割ラインを形成する分割バーのバランス調整や金型に対する合わせ精度が良好であり、かつ金型構造も簡素化できる二色成形品の成形方法並びに成形金型に関する。
【背景技術】
【0002】
例えば、図10には、二色成形品の一例として、前後二分割タイプのドアトリム1が示されている。このドアトリム1は、ドアトリム・フロント2と、ドアトリム・リヤ3との前後二分割体から構成され、両者を分割する上下方向に延びる分割ラインAにより、製品面が二分割され、ドアトリム1に装着されるインサイドハンドルエスカッション1aが分割ラインAを分断するように設けられ、アクセント効果を高めている。
【0003】
そして、前後二分割体からなるドアトリム1の従来の成形方法について、図11の成形金型4を基に説明する。成形金型4は、所定ストローク上下動可能な成形上型5と、成形上型5の下方に位置する固定側の成形下型6と、溶融樹脂を供給するために成形下型6に連結されている射出機7a,7bと、成形下型6に配設され、キャビティを分割する分割バー8とから構成されている。
【0004】
従って、ドアトリム・フロント2及びドアトリム・リヤ3をそれぞれ成形するには、図11に示す成形金型4において、成形上型5が所定ストローク下降して、成形上下型5,6を型締めする。この成形上下型5,6の型締め時には、分割バー8の駆動シリンダ9が伸長動作することにより、分割バー8は、上方に位置しており、成形上型5の型面と当接状態にあり、この分割バー8によりキャビティはドアトリム・フロント2及びドアトリム・リヤ3とを形成するそれぞれのキャビティC1,C2に区画されている。そして、まず、第1のキャビティC1内に射出機7aから溶融樹脂M1が射出充填されてドアトリム・フロント2が成形される。
【0005】
その後、駆動シリンダ9が収縮動作することにより、成形下型6内に入り込むように分割バー8が後退動作して、第1のキャビティC1と第2のキャビティC2とが連通するとともに、第2のキャビティC2内に射出機7bから溶融樹脂M2が射出充填されてドアトリム・リヤ3が成形される。
【0006】
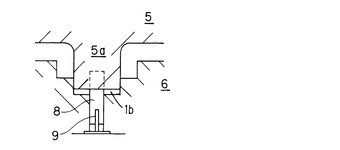
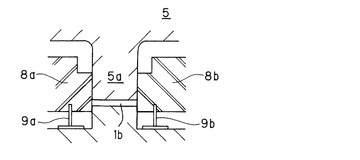
ここで、分割バー8により、分割ラインAが形成されるが、分割ラインAは、インサイドハンドルエスカッション1aを取り付けるための孔部(図12,図13中符号1bで示す)により分断されている。そして、図12,図13に示すように、孔部1bを形成するために成形上型5には凸部5aが形成されており、分割バー8は、この孔部1bを形成する成形上型5の凸部5aを避ける必要があり、分割バー8は上側分割バー8aと下側分割バー8bの二分割構造が採用され、各分割バー8a,8bにおいて、それぞれ専用のシリンダ9a,9bが設けられているのが実情である。尚、二色成形品の従来の成形方法並びに成形金型の具体例については、特許文献1に詳細に記載されている。
【0007】
【特許文献1】特開2003−127174号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
このように、従来の二色成形品の成形方法は、分割バー8によりキャビティを分割して、各キャビティC1,C2に溶融樹脂M1,M2を射出充填することで二色成形品が成形されるが、分割ラインAが製品の造形上、インサイドハンドルエスカッション1a等の付属部品により分断される場合には、複数の分割バー8a,8bを並設する必要があるため、分割バー8a,8bの動作時において、両者のバランス調整を図るのが面倒であるとともに、孔部1bの型抜き上の傾斜面と分割バー8a,8bの間でのシール性を良好に保つことが難しく、かつ分割バー8に複数のシリンダ9a,9bを設定する必要があることから、金型構造が複雑化するという問題点が指摘されている。
【0009】
この発明は、このような事情に鑑みてなされたもので、付属部品等により分割ラインが分断される形式の二色成形品の成形方法並びに成形金型であって、分割バーの動作時におけるバランスが良く、分割バーと金型面との合わせも良好で、かつ分割バーを駆動させるためのシリンダ数を低減でき、金型構造を簡素化できる二色成形品の成形方法並びに成形金型を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明は、成形上下型を型締めし、両金型間に形成されるキャビティを分割バーにより複数のキャビティに分割し、各キャビティに異なる溶融樹脂を射出機からそれぞれ射出充填することで、複数の樹脂成形品を一体化するとともに、アクセント上、分割ライン上に付属部品が取り付けられる二色成形品の成形方法において、前記成形上下型の型締め時、付属部品取付用の孔部を形成するためのパーティング用凸部が分割ラインを分断するように形成されるとともに、上記凸部には、分割バーを収容する逃げ用溝部が形成され、孔部を分割バーが通貫することにより、一体型の分割バーの使用を可能にしたことを特徴とする。
【0011】
ここで、二色成形品とは、単一の成形金型に少なくとも2つ以上の異なるキャビティを設定し、各キャビティに異種材料の溶融樹脂を射出充填することで、外観の異なる複数の樹脂成形品を接合一体化してなる樹脂成形品のことをいう。尚、一方側の樹脂成形品の表面には、表皮を積層一体化することもできる。この二色成形品の用途としては、例えば、ドアトリム、リヤパーセルシェルフ、フロアトリム、ラゲージトリム、トランクトリム、リヤサイドトリム等の自動車用内装部品一般に適用できる。
【0012】
上記樹脂成形体の樹脂材料としては、1種類の熱可塑性樹脂でも2種類以上の熱可塑性樹脂からなっても良い。好ましくは、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、ポリエチレンテレフタレート系樹脂、ポリビニルアルコール系樹脂、塩化ビニル系樹脂、ポリアミド系樹脂、ポリアセタール系樹脂、ポリカーボネート系樹脂、アイオノマー系樹脂、アクリロニトリル/ブタジエン/スチレン(ABS)樹脂等が使用でき、これらの熱可塑性樹脂中に各種充填剤を混入しても良い。使用できる充填剤としては、ガラス繊維、カーボン繊維等の無機繊維、タルク、クレイ、シリカ、炭酸カルシウム等の無機粒子がある。また、酸化防止剤、紫外線吸収剤、着色剤、難燃剤、低収縮剤等の各種の添加剤が配合されても良い。
【0013】
更に、本発明方法を適用する対象となる二色成形品は、製品面を分割する分割ラインがスイッチエスカッションパネルやオーナメント等の付属部品により分断される形式の二色成形品を対象とする。従って、別物の付属部品を取り付けるための孔部により分割ラインが分断されている。
【0014】
そして、本発明方法に使用する成形金型は、成形上下型を型締めし、両金型間に形成されるキャビティを分割バーにより複数のキャビティに分割し、各キャビティに異なる溶融樹脂を射出機からそれぞれ射出充填することで、複数の樹脂成形品を一体化するとともに、アクセント上、分割ライン上に付属部品が取り付けられる二色成形品の成形金型において、前記成形金型における成形上型は、製品の孔部に対応するように凸部が突設され、分割ラインに沿って成形下型に上下動可能に分割バーが配置され、この分割バーを収容する逃げ用溝部が成形上型の凸部に形成されていることを特徴とする。
【0015】
ここで、本発明方法に使用する成形金型は、所定ストローク上下動可能な成形上型と、この成形上型の下方側に位置する固定側である成形下型と、成形下型に連結され、溶融樹脂を供給する射出機と、分割ラインと対応する部位に設けられる分割機構部とから構成されている。また、上記射出機は、少なくとも2箇所以上の異なるキャビティに対応するように複数基設定されているとともに、キャビティを分割する分割機構部は、成形下型にシリンダ駆動により上下動可能な分割バーが配置されている。
【0016】
従って、成形上型の型面に対して分割バーを上昇させて突き当て接合させることで、良好なシール性をもって複数のキャビティに区画することができる。更に、分割ラインに沿って成形下型には分割バーが上下動可能に設けられているが、製品の孔部を形成するために成形上型に凸部、これと対応する成形下型には凹部がそれぞれ形成されており、成形上下型の型締め時にこの凹凸部が嵌合することで、別物部品を取り付けるための孔部が開設される。また、この孔部を通貫して、分割ラインがそれぞれ両方向に延びるように、分割バーが設置されているが、この分割バーを受け入れる逃げ用溝部が成形上型の凸部の下面に穿設されている。
【0017】
従って、本発明方法並びに本発明金型によれば、複数の成形品同士を一連の成形工程を採用して同一の成形金型で行なうことができるため、金型設備を簡素化できるとともに、工程数も短縮化できる。更に、一方側の樹脂成形品を成形する際は分割バーが上昇してキャビティを区画しており、他方側の樹脂成形品を成形する際は分割バーが下降してキャビティを連通させるように動作するが、分割バーは、成形品の孔部を通貫するように単一の分割バーが用いられているため、従来、製品の孔部で分断される場合は複数の分割バーをそれぞれ別個にシリンダ駆動させていたが、複数のシリンダ駆動方式に比べ、シリンダ個数を低減でき、かつバランス良く分割バーの上下動作を制御することができる。
【発明の効果】
【0018】
以上説明した通り、本発明に係る二色成形品の成形方法は、成形金型内に分割機構部を配置し、一方側の樹脂成形品を成形する際は成形下型に配置された分割バーを上昇させ、成形上型の型面と接合させることで、キャビティを区画し、第1のキャビティ内に溶融樹脂を射出充填して、一方側の樹脂成形品を成形した後、分割バーを下降操作し、キャビティを連通させて他方側のキャビティ内に溶融樹脂を射出充填して、他方側の樹脂成形品を一体成形するというものであり、特に、別物部品を取り付けるための孔部が分割バーを分断するように設定されているタイプの二色成形品であって、付属部品取付用の孔部を通貫する形で単一の分割バーが設けられているため、シリンダ個数が少なくて済み、金型構造を簡素化できるとともに、複数の分割バーを上下動作させるのに比べ、単一の分割バーを上下動作させるだけで良いため、バランス良く操作が行なわれ、かつ合わせ構造も良好なものにできるという効果を有する。
【発明を実施するための最良の形態】
【0019】
以下、本発明に係る二色成形品の成形方法並びに成形金型の好適な実施例について、前後二分割タイプの自動車用ドアトリムの成形方法及びその方法に使用する成形金型を例示して説明する。尚、念のため付言すれば、本発明の要旨は特許請求の範囲に記載した通りであり、以下に説明する実施例の内容は、本発明の一例を単に示すものに過ぎない。
【実施例】
【0020】
図1乃至図9は本発明の一実施例を示し、図1はツートンタイプの自動車用ドアトリムを示す正面図、図2,図3は同自動車用ドアトリムにおける分割ライン近傍の構成を示す各断面図、図4は本発明に係る成形金型の一実施形態を示す全体図、図5は図4に示す成形金型における成形下型を示す平面図、図6,図7は同成形金型における分割機構部の構成を示す各説明図、図8,図9は同ドアトリムの成形方法におけるドアトリムアッパー、ドアトリムロアの各成形工程を示す説明図である。
【0021】
図1乃至図3において、ツートンタイプの自動車用ドアトリム10は、ドアトリム・フロント20と、ドアトリム・リヤ30との前後二分割体から構成されている。尚、ドアトリム・フロント20とドアトリム・リヤ30とは上下方向に沿って延びる分割ラインAにより区画されている。上記ドアトリム10に装着される付属部品としては、ドアトリム・フロント20と、ドアトリム・リヤ30とを区画する分割ラインAを分断する位置に取り付けられるインサイドハンドルエスカッション11が相当する。また、ドアトリム10の中央には、前後方向に沿って延び、乗員が肘を掛けて休めるアームレスト12が室内側に向けて膨出する形状に設定され、このアームレスト12の上面には、図示はしないがパワーウインドウスイッチエスカッションやプルハンドル等の機能部品が取り付けられる。また、アームレスト12の下方には、備品を収容できるポケット開口13が開設され、その背面側には、図示しないポケットバックカバーが装着され、ポケット開口13のフロント側には、スピーカグリル14がドアトリム・フロント20と一体、あるいは別体に設けられている。
【0022】
本発明は、上述したように、分割ラインAにより、ドアトリム・フロント20と、ドアトリム・リヤ30とが図2に示すように車両の前後方向に区画されているとともに、図3に示すように、インサイドハンドルエスカッション11を取り付けるための孔部11aがドアトリム・フロント20とドアトリム・リヤ30との境界部分に開設されている。ドアトリム・フロント20及びドアトリム・リヤ30は、射出成形、モールドプレス成形等により所要形状に成形されるが、使用する素材としては、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、ポリエチレンテレフタレート系樹脂、ポリビニルアルコール系樹脂、塩化ビニル系樹脂、ポリアミド系樹脂、ポリアセタール系樹脂、ポリカーボネート系樹脂、アイオノマー系樹脂、アクリロニトリル/ブタジエン/スチレン(ABS)樹脂等が使用でき、上記熱可塑性樹脂中に適宜フィラー、例えば、ガラス繊維、カーボン繊維等の無機繊維や、タルク、クレイ、シリカ、炭酸カルシウム等の無機粒子を素材とした充填剤が混入されていても良い。
【0023】
次いで、図1乃至図3に示す前後二分割タイプの自動車用ドアトリム10の製造方法について、以下に説明する。まず、このドアトリム10を成形する際に使用する成形金型40は、図4に示すように、所定ストローク上下動可能な成形上型50と、成形上型50と対をなす固定側の成形下型60と、成形下型60に接続される2基の射出機70,71とから大略構成されている。更に詳しくは、成形上型50は、製品形状に合致したキャビティ部51が形成されており、成形上型50の上面に連結された昇降シリンダ52により所定ストローク上下駆動される。
【0024】
一方、成形下型60には、成形上型50のキャビティ部51に対応するコア部61が設けられている。また、このコア部61の型面に溶融樹脂M1,M2を供給するために成形下型60には、マニホールド62a,62b、ゲート63a,63bが設けられており、これらマニホールド62a,62b、ゲート63a,63bの樹脂通路を通じて、射出機70,71から供給される溶融樹脂M1,M2がコア部61とキャビティ部51とで形成されるキャビティC1,C2内に供給される。
【0025】
更に、成形下型60内には、分割機構部80が配置されており、ドアトリム・フロント20と、ドアトリム・リヤ30とを同一の成形金型40を使用して、連続する工程で成形する際、この分割機構部80により樹脂漏れが生じることがなく、良好に成形できる。この分割機構部80は、図1中Aで示す分割ラインに沿って延びる長尺ブロック体からなる分割バー81と、この分割バー81を所定ストローク上下動作させる駆動シリンダ82とから構成されており、特に、本発明においては、分割ラインAがインサイドハンドルエスカッション11を取り付けるための孔部11aにより分断される場合においても、単一の分割バー81で対応することができ、分割バー81の上下動作をバランス良く行ない、かつ金型40との間の合わせ精度も良好に維持でき、樹脂漏れを確実に防止できる。
【0026】
このように、本発明においては、成形性を高め、かつ複数の分割バーを個別に制御させる構造に比べ、単一の分割バー81を動作する構成を採用したため、金型構造の簡素化も期待できる。そのために、図5乃至図7に示すように、インサイドハンドルエスカッション11取付用の孔部11aを形成するために、成形上下型50,60には、それぞれ型締め時にパーティング面を構成する凸部53,64が形成されており、孔部11aを通貫する分割バー81は、図6,図7に示すように、成形上型50の凸部53に穿設した逃げ用溝部54内に侵入するように設けられている。
【0027】
従って、成形上型50の凸部53内に分割バー81を収容できる構成にしたため、凸部53により分割バー81が分断されることなく、分割ラインAの両端末を結ぶ長尺ブロック体から分割バー81を構成することができ、従来の二分割された分割バーを動作する方法に比べ、単一の分割バー81を上下動作させるため、バランス良く上下動作が行なえるとともに、凸部53の逃げ用溝部54内に分割バー81を収容する構成としたため、合わせが良好となり、金型加工を簡素化することができる。また、シリンダ個数を低減でき、このことも金型構造を簡素化できる要因となる。
【0028】
次いで、参考までに、成形金型40を使用して、前後二分割タイプのドアトリム10の成形方法について簡単に説明する。まず、図8に示すように、成形上型50が所定ストローク下降して成形上下型50,60が型締めされる。この時、分割機構部80における分割バー81は、駆動シリンダ82の伸長動作により、上昇しており、分割バー81は、成形上型50の型面と接合しており、2つのキャビティC1,C2を良好なシール性でもって区画している。そして、この状態で第1の射出機70から溶融樹脂M1がマニホールド62a、ゲート63aを通じて第1のキャビティC1内に射出充填されて、ドアトリム・フロント20が所要形状に成形される。
【0029】
その後、図9に示すように、分割機構部80における駆動シリンダ82が収縮動作して、分割バー81が下降して、成形下型60の型内に埋没し、一方側のキャビティC1と、他方側のキャビティC2とが連通し、第2の射出機71からマニホールド62b、ゲート63bを通じて溶融樹脂M2が射出充填されて、ドアトリム・フロント20と一体にドアトリム・リヤ30が所要形状に成形される。
【0030】
そして、上述したように、ドアトリム・フロント20と、ドアトリム・リヤ30とを同一の成形金型40を使用して所要形状に一体化した後、成形金型40を型開きして、ドアトリム10を取り出せば良いが、これら一連の成形工程において、単一の分割バー81を使用することで、バランス良く、かつ合わせを良好に分割バー81の操作が行なえ、かつ分割機構部80の構造をも簡素化することができる。
【産業上の利用可能性】
【0031】
以上説明した実施例は、ドアトリム・フロント20と、ドアトリム・リヤ30とからなる前後二分割構造のドアトリム10であり、ドアトリム・フロント20、ドアトリム・リヤ30とも合成樹脂の単一の成形品を使用したが、樹脂芯材の表面に表皮を積層した積層構造体からなる構成を適用することもできる。更に、二色成形品であり、分割ラインが他部品により分断される形態の製品であれば、リヤパーセルシェルフ、フロアトリム、ラゲージトリム、トランクトリム、リヤサイドトリム等、内装部品全般に適用することができる。
【図面の簡単な説明】
【0032】
【図1】本発明に係る自動車用内装部品をツートンタイプの自動車用ドアトリムに適用した一実施例を示す正面図である。
【図2】図1中II−II線断面図である。
【図3】図1中III −III 線断面図である。
【図4】図1に示すドアトリムを成形する際に使用する成形金型の全体構成を示す説明図である。
【図5】図4中P矢視図であり、成形金型における成形下型の構成を示す平面図である。
【図6】図5中VI−VI線断面図である。
【図7】図5中VII −VII 線断面図である。
【図8】図4に示す成形金型を使用してドアトリム・フロントを成形する工程を示す説明図である。
【図9】図4に示す成形金型を使用してドアトリム・リヤを成形する工程を示す説明図である。
【図10】従来の前後二分割タイプのドアトリムを示す正面図である。
【図11】従来のドアトリムを成形する際に使用する成形金型の全体構成を示す説明図である。
【図12】従来の成形金型における分割バーの構成を示す断面図である。
【図13】従来の成形金型における分割バーの構成を示す説明図である。
【符号の説明】
【0033】
10 ツートンタイプの自動車用ドアトリム
11 インサイドハンドルエスカッション
11a 孔部
12 アームレスト
13 ポケット開口
14 スピーカグリル
20 ドアトリム・フロント
30 ドアトリム・リヤ
40 成形金型
50 成形上型
51 キャビティ部
52 昇降シリンダ
53 凸部
54 逃げ用溝部
60 成形下型
61 コア部
62a,62b マニホールド
63a,63b ゲート
64 凸部
70,71 射出機
80 分割機構部
81 分割バー
82 駆動シリンダ
A 分割ライン
M1,M2 溶融樹脂
C1,C2 キャビティ
【特許請求の範囲】
【請求項1】
成形上下型(50,60)を型締めし、両金型(50,60)間に形成されるキャビティ(C)を分割バー(81)により複数のキャビティ(C1,C2)に分割し、各キャビティ(C1,C2)に異なる溶融樹脂(M1,M2)を射出機(70,71)からそれぞれ射出充填することで、複数の樹脂成形品(20,30)を一体化するとともに、アクセント上、分割ライン(A)上に付属部品(11)が取り付けられる二色成形品(10)の成形方法において、
前記成形上下型(50,60)の型締め時、付属部品(11)取付用の孔部(11a)を形成するためのパーティング用凸部(53)が分割ライン(A)を分断するように形成されるとともに、上記凸部(53)には、分割バー(81)を収容する逃げ用溝部(54)が形成され、孔部(11a)を分割バー(81)が通貫することにより、一体型の分割バー(81)の使用を可能にしたことを特徴とする二色成形品の成形方法。
【請求項2】
成形上下型(50,60)を型締めし、両金型(50,60)間に形成されるキャビティ(C)を分割バー(81)により複数のキャビティ(C1,C2)に分割し、各キャビティ(C1,C2)に異なる溶融樹脂(M1,M2)を射出機(70,71)からそれぞれ射出充填することで、複数の樹脂成形品(20,30)を一体化するとともに、アクセント上、分割ライン(A)上に付属部品(11)が取り付けられる二色成形品(10)の成形金型(40)において、
前記成形金型(40)における成形上型(50)は、製品の孔部(11a)に対応するように凸部(53)が突設され、分割ライン(A)に沿って成形下型(60)に上下動可能に分割バー(81)が配置され、この分割バー(81)を収容する逃げ用溝部(54)が成形上型(50)の凸部(53)に形成されていることを特徴とする二色成形品の成形金型。
【請求項1】
成形上下型(50,60)を型締めし、両金型(50,60)間に形成されるキャビティ(C)を分割バー(81)により複数のキャビティ(C1,C2)に分割し、各キャビティ(C1,C2)に異なる溶融樹脂(M1,M2)を射出機(70,71)からそれぞれ射出充填することで、複数の樹脂成形品(20,30)を一体化するとともに、アクセント上、分割ライン(A)上に付属部品(11)が取り付けられる二色成形品(10)の成形方法において、
前記成形上下型(50,60)の型締め時、付属部品(11)取付用の孔部(11a)を形成するためのパーティング用凸部(53)が分割ライン(A)を分断するように形成されるとともに、上記凸部(53)には、分割バー(81)を収容する逃げ用溝部(54)が形成され、孔部(11a)を分割バー(81)が通貫することにより、一体型の分割バー(81)の使用を可能にしたことを特徴とする二色成形品の成形方法。
【請求項2】
成形上下型(50,60)を型締めし、両金型(50,60)間に形成されるキャビティ(C)を分割バー(81)により複数のキャビティ(C1,C2)に分割し、各キャビティ(C1,C2)に異なる溶融樹脂(M1,M2)を射出機(70,71)からそれぞれ射出充填することで、複数の樹脂成形品(20,30)を一体化するとともに、アクセント上、分割ライン(A)上に付属部品(11)が取り付けられる二色成形品(10)の成形金型(40)において、
前記成形金型(40)における成形上型(50)は、製品の孔部(11a)に対応するように凸部(53)が突設され、分割ライン(A)に沿って成形下型(60)に上下動可能に分割バー(81)が配置され、この分割バー(81)を収容する逃げ用溝部(54)が成形上型(50)の凸部(53)に形成されていることを特徴とする二色成形品の成形金型。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2008−155572(P2008−155572A)
【公開日】平成20年7月10日(2008.7.10)
【国際特許分類】
【出願番号】特願2006−349630(P2006−349630)
【出願日】平成18年12月26日(2006.12.26)
【出願人】(000124454)河西工業株式会社 (593)
【Fターム(参考)】
【公開日】平成20年7月10日(2008.7.10)
【国際特許分類】
【出願日】平成18年12月26日(2006.12.26)
【出願人】(000124454)河西工業株式会社 (593)
【Fターム(参考)】
[ Back to top ]