
偏光ビームスプリッタを作製する方法
【課題】本開示は、ポリマー偏光ビームスプリッタを作製する方法を提供する。
【解決手段】代表的な方法には、第1の面と第2の面を備えている偏光フィルムを成型型内に担持させること、前記偏光フィルムの第1の面に隣接させてポリマー材を成型型の中に注入すること、第1のポリマー材を固化させて第1のプリズムを形成させること、及び、第2のプリズムを偏光フィルムの第2の面に固定することが含まれている。別の代表的な方法には、偏光ビームスプリッタの構成要素を射出成形すること、及び、第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理することが含まれている。
【解決手段】代表的な方法には、第1の面と第2の面を備えている偏光フィルムを成型型内に担持させること、前記偏光フィルムの第1の面に隣接させてポリマー材を成型型の中に注入すること、第1のポリマー材を固化させて第1のプリズムを形成させること、及び、第2のプリズムを偏光フィルムの第2の面に固定することが含まれている。別の代表的な方法には、偏光ビームスプリッタの構成要素を射出成形すること、及び、第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理することが含まれている。
【発明の詳細な説明】
【技術分野】
【0001】
本開示は、画像表示システムで使われるような偏光分離装置を作製する方法に関する。具体的には、本開示は、ポリマー偏光ビームスプリッタ(PBS)を作製する方法に関する。
【背景技術】
【0002】
PBSを内臓している画像表示システムは、投写型ディスプレイなどの表示スクリーン上に画像を形成させるために用いる。典型的な画像表示システムには照明源が内臓されており、前記照明源は、投写させたい画像が含まれているイメージャに、前記照明源から発せられる光線が反射するように配置されている。このような従来型システムの中には、一般に光線を折り曲げて、前記照明源から発せられる光線と投影画像の光線がPBSとイメージャの間の同じ物理的空間を共有するようにするものもある。
【0003】
画像表示システムのイメージャは典型的には反射型液晶(LCoS)などの偏光回転型画像形成装置であり、前記装置は、光線の偏光を回転させることによって機能する。LCoSイメージャは偏光回転型であり、これは、偏光線を、最暗状態をもたらすために実質的に無修正の偏光で透過させるか、所望のグレースケールをもたらすために回転させた偏光で透過させることを意味する。したがって、偏光線が含まれている入力ビームは一般に、LCoSイメージャを照明する目的で使われる。
【発明の概要】
【0004】
本開示はPBSを作製する方法に関する。ある1つの実施形態では、前記方法には、成型型内に偏光フィルムを担持させること、前記偏光フィルムの第1の面に隣接させてポリマー材を成型型の中に注入すること、第1のポリマー材を固化させて第1のプリズムを形成させること、及び、第2のプリズムを偏光フィルムの第2の面に固定することが含まれている。
【0005】
別の実施形態では、前記方法には、第1のポリマー材を含む偏光ビームスプリッタの構成要素を射出成形すること、及び、第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理することが含まれている。
【図面の簡単な説明】
【0006】
【図1】本開示の方法に従って作製した代表的なPBS10の分解斜視図。
【図2A】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図2B】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図2C】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図2D】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図2E】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図2F】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図2G】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図2H】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図3】射出成形システムのダイインサートとともに用いられている偏光フィルムの代表的実施形態の正面斜視図。
【図4A】本開示の方法に従って構築したPBSの更なる代表的実施形態の分解斜視図。
【図4B】本開示の方法に従って構築したPBSの更なる代表的実施形態の分解斜視図。
【図4C】本開示の方法に従って構築したPBSの更なる代表的実施形態の分解斜視図。
【図4D】本開示の方法に従って構築したPBSの更なる代表的実施形態の分解斜視図。
【0007】
上記の図面には本開示の複数の代表的実施形態が記載されているが、論議の中で記述したとおり、その他の実施形態も考えられる。すべての場合において、本開示では、限定的な例ではなく代表例によって本発明を説明している。本開示の原理の精神及び範囲内に収まる他の修正及び実施形態を当業者が数多く考案可能であることを理解すべきである。図面は縮尺通りに描かれていない場合もある。複数の図を通じて同様の参照番号を用い、同様の部分を示している。
【発明を実施するための形態】
【0008】
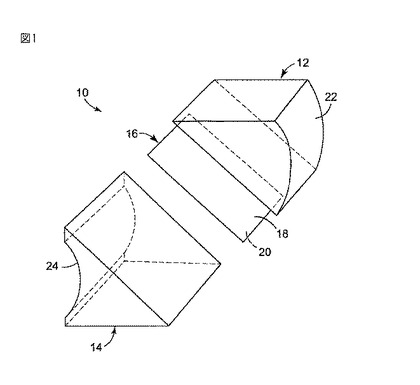
本開示の方法に従って作製したPBSを用いることによって魅力的なデザインを得られる。これは、例えば、光線を偏光させる機能と屈曲させる機能の双方を前記PBSが果たすことができるためである。図1はPBS10の分解斜視図であり、本開示に従って作製可能な代表的なPBSである。PBS10には、第1のプリズム12、第2のプリズム14、及び、偏光フィルム16が備わっている。代表的な実施形態の一部では、第1のプリズム12と第2のプリズム14は、偏光フィルム16の対向する側面上に、相互に隣接し合うように配置されている低複屈折ポリマープリズムである。
【0009】
偏光フィルム16は典型的にはポリマー反射偏光フィルムであり、第1の面18と第2の面20を備えている。偏光フィルム16用として適切なフィルムの例については後に論じる。偏光フィルム16は、第1のプリズム12と第2のプリズム14を通った光を反射偏光成分(S偏光)と透過偏光成分(P偏光)に分離させる。この結果として、PBS10は、様々な画像表示システムで光線を偏光及び屈折させるのに適している。
【0010】
本開示の代表的なPBS10作製法の一部には、偏光フィルム16の第1の面18に直接接するように第1のプリズム12を射出成形することが含まれている。これによって、第1のプリズム12を偏光フィルム16に固定する。続いて、第2のプリズム14を偏光フィルム16の第2の面20に固定してもよい。本開示のある1つの実施形態では、第2のプリズム14も、偏光フィルム16の第2の面20に直接接するように射出成形してよい。これによって、第2のプリズム14を偏光フィルム16と第1のプリズム12に固定する。或いは、第2のプリズム14は別に形成させてから、偏光フィルム16の第2の面20に固定してもよい。本開示の別の実施形態では、第1のプリズム12を成形してから、偏光フィルム16の第1の面18を第1のプリズム12に固定してもよい。続いて、第2のプリズム14を偏光フィルム16の第2の面20に直接接するように射出成形してよい。後に論じるように、PBS10を熱処理して、第1のプリズム12と第2のプリズム14のうちの少なくとも1つの複屈折を改善(すなわち減少)させてもよい。
【0011】
図1に更に示したように、代表的な第1のプリズム12には湾曲外面22が備わっており、代表的な第2のプリズム14には湾曲外面24が備わっている。湾曲外面22及び24は、PBS10を貫通した光線の方向を変える目的でPBS10に組み込まれているレンズと同様の形の屈折力がある屈折面として機能することができる。本開示の方法は、特定の用途で求められる様々な表面機構、例えば湾曲面、回折機構、マイクロレンズ、フレネルレンズ、及び、これらの組み合わせを備えている第1のプリズム12と第2のプリズム14を形成させるのにとりわけ適している。湾曲面を備えている適切なPBSであって、本開示に従って構築可能なPBSの例は、「偏光ビームスプリッタ(Polarizing Beam Splitter)」という表題が付された同時継続中の同一所有者による出願(代理人整理番号第6105US002号)に開示されており、この開示は、参照することにより本明細書に組み込まれる。
【0012】
図2A〜2Hは射出成形システム26の模式図であり、本開示の代表的な方法に従ってPBS10を作製する際の前記システムの利用法が図解されている。射出成形システム26は2回射出式成形システムで、本開示に従ってPBS10を作製するための適切なシステムの1例である。
【0013】
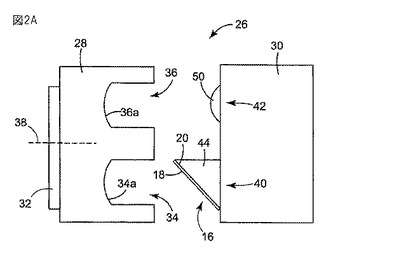
図2Aに示したとおり、代表的な射出成形システム26には左ブロック28と右ブロック30が備わっており、これらは、それぞれに対して開閉することになりうる対向ダイブロックである。左、右という表記は論じやすくするためのものに過ぎず、限定することは意図していない。左ブロック28には、回転プラテン32、第1の成型型34、及び、第2の成型型36が備わっている。回転プラテン32は左ブロック28を担持しており、左ブロック28が軸38を中心に回転できるようにする。この代表的な成形システムでは、第1の成型型34には湾曲壁34aが、第2の成型型36には湾曲壁36aが備わっており、第1の成型型34と第2の成型型36は、PBS10を複数構築するための全く同じ成型型である。ただし、第1の成型型34と第2の成型型36のうちの1つ又は双方に平面壁を搭載してよく(上記の表面機構の有無は問わない)、或いは、第1の成型型34と第2の成型型36には、異なる湾曲部又は異なる種類の湾曲部(例えば凹部又は凸部)を備えている壁を搭載してよい。第1の成型型34と第2の成型型36は、軸38から等間隔で配置して、左ブロック28が回転した場合に、対応する部分が入れ替わるようにするのが好ましい。
【0014】
右ブロック30には、第1の成形壁40、第2の成形壁42、ダイインサート44、第1の注入線46(図示なし)、及び、第2の注入線48(図示なし)が備わっている。第1の成形壁40は、右ブロック30の面のうち、第1の成型型34と合わさる面であり、第2の成形壁42は、右ブロック30の面のうち、第2の成型型36と合わさる面である。代表的な実施形態の一部では、第2の成形壁42に湾曲部50を搭載してよく、湾曲部50は、第2の成形壁42に接合させるか、第2の成形壁42と一体形成させるかしてよい。ダイインサート44は、一般にその寸法の一部がPBS10の第2のプリズムのものと同じである成形コンポーネントであり、第1の成形壁40に接合されている。或いは、ダイインサート44は第1の成形壁40と一体形成させてもよい。第1の注入線46と第2の注入線48はスプルー・ランナーシステムであり、前記システムは、右ブロック30を貫いて伸びているか、又は、別の形で、流動性ポリマー材を成型型34及び36に注入させて第1のプリズム12と第2のプリズム14を形成させる構造になっている。第1の注入線46と第2の注入線48は、ポリマー材を供給するための外部押出システム(図示なし)に接合している。
【0015】
PBS10を製造するためには、まず偏光フィルム16をダイインサート44の上に担持させ、ダイインサート44に接するように第2の面20が配置されるようにするとともに、第1の面18が第1の成型型34と向かい合うようにする。偏光フィルム16は、様々な手段、例えば摩擦、接着、真空(すなわちダイインサート44内の真空ベント)、及び、静電気で、並びに、ピン、又は、その他の類似の締結装置を用いて、ダイインサート44の上に担持させてよい。前記締結装置は、図3と関連させながら以下で論じるように、偏光フィルム16の周辺縁部又は角部を通じて挿入させる。偏光フィルム16は、張力をかけた状態でダイインサート44の上に担持させるのも望ましい。これによって偏光フィルム16の平面平滑性が向上し、それに応じて、偏光フィルム16の偏光機能が維持される。偏光フィルム16をダイインサート44の上に担持させたら、右ブロック30と接するように左ブロック28を閉じる。
【0016】
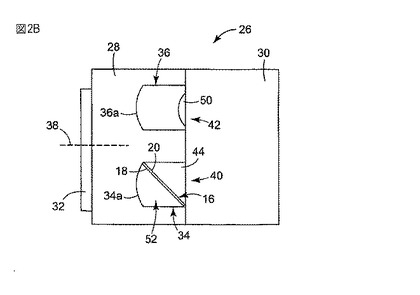
図2Bには、左ブロック28が右ブロック30と接するように閉じた状態にある代表的な射出成形システム26が描かれている。図示したように、ダイインサート44と偏光フィルム16は第1の成型型34の中に挿入されており、第1の成型型壁40は第1の成型型34を密封している。偏光フィルム16/ダイインサート44と第1の成型型34の露出壁によって画定される空間によって、第1のキャビティ52が形成される。第1のキャビティ52は、寸法的な面でPBS10の第1のプリズム12を画定するとともに、第1の注入線46に接合する。
【0017】
左ブロック28と右ブロック30を合わせて閉じたら、続いて第1のポリマー材を第1の注入線46を通じて、第1のキャビティ52の中に注入してよい。偏光フィルム16を備えているダイインサート44は、第1の成型型34の壁に最低限の空隙をもたらし、それによって、第1のポリマー材を第1のキャビティ52の中に閉じ込める。PBS10が、射出成形システム26で製造した最初のPBSである場合には、第2の注入線48を通じて注入される材料はない。
【0018】
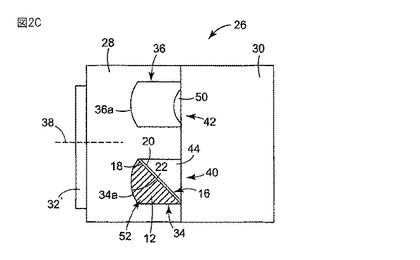
図2Cは、第1のポリマー材が充填されている第1のキャビティ52を示している。射出工程の後、第1のポリマー材を固化させて、第1のキャビティ52の寸法を備えている第1のプリズム12を形成させる。図示したように、代表的な第1のプリズム10には、湾曲壁34aの湾曲によって成形された湾曲外面22が備わっている。
【0019】
第1のポリマー材は様々な方法で固化させてよく、特定の方法は一般に、用いるポリマー材によって決まる(例えば熱可塑性材の場合は冷却)。第1のプリズム12に適しているポリマー材の例としては、アクリルポリマー類(例えばポリメチルメタクリレート)、環状オレフィンコポリマー類、ポリカーボネート類、及び、これらの混合物などの透明光学ポリマー類が挙げられる。熱可塑性アクリルポリマー類は、左ブロック28内の熱伝達管によって第1の成型型キャビティ34の中で急冷されるため、望ましい。とりわけ適しているポリマー材の例としては、「オプトレッツ(OPTOREZ)OZ−1330」シリーズポリマーという商品名で日本の東京の日立化成工業社から市販されているアクリルポリマー類が挙げられる。また、注入前に、アクリルポリマー材を高温(例えば約100℃)で乾燥させて、前記材料内の含水量を減少させるのが望ましい。周囲空気を除去するとともに、アクリルポリマー材を乾燥した状態に保つために、乾燥窒素ガスを加えてもよい。
【0020】
また、第1のポリマー材の固化は典型的に、第1のプリズム12と偏光フィルム16の間の接着接合ももたらす。これによって、偏光フィルム16を第1のプリズム12に固定する一方で、偏光フィルム16に張力が加わる。この結果、第1のプリズム16に接着する時、偏光フィルム16に張力が加わった状態が保たれ、これによって、偏光フィルム16の平面平滑性が維持される。
【0021】
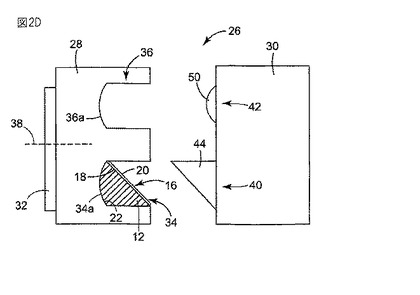
図2Dに示したように、第1のポリマー材を固化させて第1のプリズム12を形成させた後、左ブロック28を右ブロック30から離して開く。これによって、第1の成型型34から第1の成型型壁40が分離し、第1の成型型34からダイインサート44が外れる。偏光フィルム16は第1のプリズム12にしっかり接着しているため、偏光フィルム16はダイインサート44から外れて、第1のプリズム12に接着した状態に保たれる。
【0022】
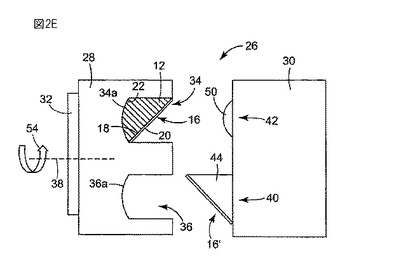
図2Eは、第1の成型型34と第2の成型型36の位置が入れ替わるように、回転プラテン32と左ブロック28を軸38を中心に回転させた射出成形システム26を示している。第1のプリズム12を形成させた後、矢印54で示したように、回転プラテン32を手動又は自動で回転させてよい。これによって、第1の成型型34が第2の成型型壁42及び湾曲部分50と揃うとともに、第2の成型型36が第1の成型型壁40及びダイインサート44と揃う。これに加えて、第2の偏光フィルム16’をダイインサート44の上に担持させて、上記の方法と同じ方法で第2のPBS10(PBS10’)を作製し始めてもよい。偏光フィルム(例えば偏光フィルム16及び16’)は手動又は自動でダイインサート44の上に担持させてよい。つまり、本開示物は、複数のPBSを製造する連続工程としての射出成形システム26によって予備形成させてよい。
【0023】
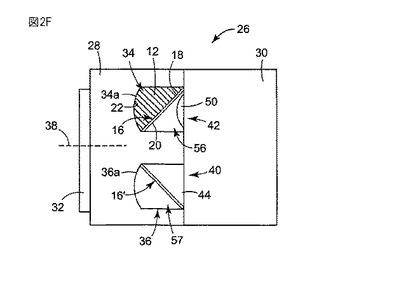
図2Fに示したように、回転工程の後、右ブロック30と接するように左ブロック28を再び閉じる。この結果、第2の成型型壁42が第1の成型型34を密封するとともに、この代表的システムに湾曲部50が備わっている場合には、前記密封によって、湾曲部分50が第1の成型型34の中に入る。第1のプリズム12/偏光フィルム16、第1の成型型34の露出壁、及び、第2の成型型壁42の湾曲部分50によって画定される空間によって、第2のキャビティ56が形成される。第2のキャビティ56は、寸法的な面でPBS10の第2のプリズム14を画定するとともに、第2の注入線48に接合する。
【0024】
同様に、第1の成型型壁40は第2の成型型36を密封し、それによって、ダイインサート44が第2の成型型36の中に入る。偏光フィルム16’/ダイインサート44と第1の成型型34の露出壁によって画定される空間によって、第3のキャビティ57が形成される。第3のキャビティ57は、上記と同じ方法で、寸法的な面でPBS10’の第2のプリズム12’を画定するとともに、第1の注入線46に接合する。
【0025】
続いて、第2のポリマー材を第2の注入線48を通じて、第2のキャビティ56の中に注入する。第2のポリマー材は、第1のプリズム12で用いたポリマー材と同じでも、同じでなくてもよい。ただし、第1のプリズム12と第2のプリズム14は、同じポリマー材から形成させて、第1のプリズム12と第2のプリズム14の間の光偏差を減少させるのが望ましい。第2のプリズム14に適しているポリマー材の例としては、図2Cの部分で第1のプリズムについて上述した透明ポリマー類と同じものが挙げられる。第1及び第2のポリマー材は、同じ材料にも、異なる材料にもすることができる。これに加えて、第2のポリマー材を第2のキャビティ34に注入する一方で、第1のポリマー材を第1の注入線46を通じて、第3のキャビティ57の中に注入して、第1のプリズム12’を形成させる。
【0026】
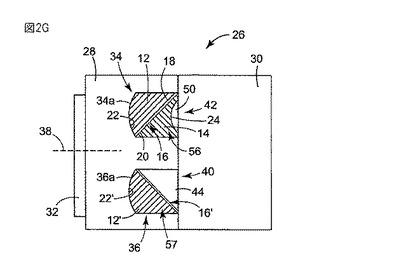
図2Gは、第2のポリマー材が充填されている第2のキャビティ56、及び、第1のポリマー材が充填されている第3のキャビティ57を示している。注入工程の後、第2のポリマー材を第2のキャビティ56の中で固化させて、第2のキャビティ56の寸法を備えている第2のプリズム14を形成させる。このプリズムには、第2のプリズム14の湾曲外面24が備わっており、前記外面は湾曲部分50の湾曲によって成形されている。また、第2のポリマー材の固化は典型的に、第2のプリズム14と偏光フィルム16の第2の面20の間の接着接合ももたらす。これによって、偏光フィルム16を第2のプリズム14に固定する一方で、偏光フィルム16に張力が加わった状態が維持される。この結果、偏光フィルム16が第1のプリズム12と第2のプリズム14の間に固定される。同様に、第1のプリズム12に関して上述した方法と同じ方法で、第1のポリマー材を第3のキャビティ57の中で固化して第1のプリズム12’を形成させる。この結果、第1のプリズム12’には、この代表的システムの湾曲壁36aの湾曲によって成形される湾曲外面22’が備わる。
【0027】
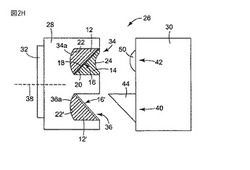
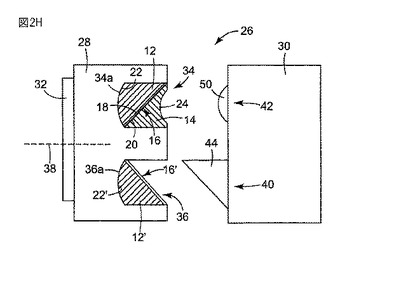
図2Hに示したように、第2のプリズムと第1のプリズム12’を形成させたら、再び、左ブロック28を右ブロック30から離して開く。これによって、第1の成型型34から第2の成型型壁42が分離し、第1の成型型34から湾曲部分50が外れる。続いてPBS10を第1の成型型34から取り出してよく、また、以下に示すように、その後に続く成形後工程を実施してよい。左ブロック28と右ブロック30を開くことによっても、第2の成型型36から第1の成型型壁40が離れ、第2の成型型34からダイインサート44が外れる。偏光フィルム16’はダイインサート44から外れて、上に記したとおり、第1のプリズム12’に接着した状態に保たれる。続いて、左ブロック28を再び回転させてよく、また、上記の方法を繰り返して本開示に従って引き続きPBSを製造してもよい。
【0028】
上では、射出成形システム26は代表的なPBS10を作製するためのシステムとして説明されているが、射出成形システム26を用いて、様々な寸法、湾曲、全体構造(例えばプリズム型以外の構造)を備えているPBSを作製してもよい。例えば、第1及び第2の成型型の寸法を変更してもよい。或いは、互換性のある成型型インサートを用いて、様々な表面機構を第1及び第2のプリズムにもたらしてもよい。つまり、本開示を用いて、広範な用途向けのPBSを作製してもよい。
【0029】
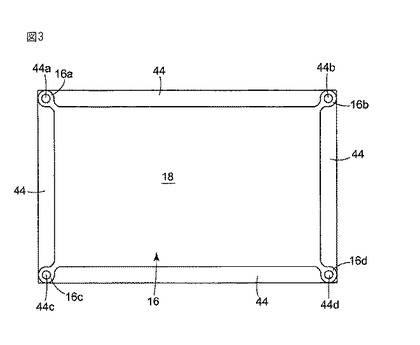
図3は、右ブロック30のダイインサート44に担持されている偏光フィルム16の代表的実施形態の正面斜視図である。図示したとおり、ダイインサート44にはピン44a〜44dが備わっており、これらのピンはそれぞれ、偏光フィルム16のタブ16a〜16dを通して挿入してある。偏光フィルム16は、タブ16a〜16dとともに事前に切断してから、ダイインサート44の上で延伸(又は伸張)させて、タブ16a〜16dを通じてピン44a〜44dを挿入してよい。この処置によって、張力がかかった状態で偏光フィルム16をダイインサート44で担持させることが可能になり、偏光フィルム16の平面平滑性が向上し、それによって、偏光フィルム16の偏光機能が維持される。また、前記処置によって、左ブロック28を右ブロック30から離して開いた時に偏光フィルム16をダイインサート44から外すこと(及び、第1のプリズムに接着させ続けること)ができるようになる。
【0030】
本開示の実施形態において偏光フィルム16として用いるのに適している反射偏光フィルムの例としては、ジョンザ(Jonza)らの米国特許第5,882,774号、ウェバー(Weber)らの米国特許第6,609,795号、及び、マガリル(Magarill)らの米国特許第6,719,426号に記載されているような複屈折ポリマーフィルム、例えばミネソタ州セントポールの3M社(3M Corporation)が製造している多層光学フィルム(MOF)反射偏光フィルムが挙げられ、前記開示はこれによって本明細書に組み込まれる。偏光フィルム16に適している反射偏光フィルムとしては、異なるポリマー材から成る複数の層を備えているポリマー反射偏光フィルムも挙げられる。例えば、偏光フィルム16には第1の層と第2の層を搭載してよく、この場合、第1及び第2の層のポリマー材は異なっており、第1及び第2の層の少なくとも1つは複屈折フィルムである。本開示のある1つの実施形態では、偏光フィルム16には、ウェバー(Weber)らの米国特許第6,609,795号に開示されているように、異なるポリマー材から成る第1及び第2の代替層の多層積層体を搭載してよい。本開示の別の実施形態では、複数の反射偏光フィルムを用いてもよい。
【0031】
適切な反射偏光フィルムは典型的に、第1のポリマー材と第2のポリマー材の屈折率の差が、前記フィルム面の第1の方向沿いでは大きく、第1のポリマー材と第2のポリマー材の屈折率の差が、前記フィルム面の第2の方向(前記第1の方向と直交している方向)沿いでは小さいことを特徴としている。代表的な実施形態の一部では、反射偏光フィルムも、第1のポリマー材と第2のポリマー材(例えば異なるポリマー材から成る第1の層と第2の層)の屈折率の差が、前記フィルムの厚み方向沿いでは小さいことを特徴としている。第1のポリマー材と第2のポリマー材の屈折率の適切な差のうち、延伸方向(すなわちx方向)沿いの差の例は、約0.15〜約0.20である。非伸長方向(すなわちy方向とz方向)の屈折率は、所定の材料又は層のそれぞれの約5%以内であるとともに、異なる材料又は隣接層の当該非伸長方向の約5%以内であるのが望ましい。
【0032】
代表的な多層反射偏光フィルム16の層用として選択されるポリマー材としては、吸光性のレベルが低い材料を挙げてよい。例えば、ポリエチレンテレフタレート(PET)の吸収係数は1.0×10−5cm−1未満である。したがって、PETが含まれており、厚みが約125マイクロメートルである反射偏光フィルム34では、予測吸収率は約0.0000223%であり、同等のワイヤグリッド偏光子の吸収率の約1/200,000である。
【0033】
低い吸収率が好ましい。これは、PBS内で用いる偏光子が非常に高い密度にさらされ、それによって、偏光子の機能不全につながる可能性があるためである。例えば、吸収型偏光フィルムは、不要な偏光とともに、すべての光を吸収する。これによって、かなりの熱が発生する。このため、偏光フィルムを避けるように熱を伝導させるためには、サファイアのような熱伝導率の高い基材が必要になる。さらには、前記基材に高い熱負荷がかかり、それに応じて、前記基材内で熱複屈折が発生する。前記基材内における熱複屈折は、画像表示システムのような光学システムのコントラストとコントラストの均一性を低下させる。このため、従来型PBSの基材用として適した材料はごくわずかしかない(例えばサファイア、石英、鉛含有ガラス、セラミックス)。
【0034】
同様に、透明基材上にコーティングされている薄い金属片(例えばアルミニウム片)を用いているワイヤグリッド偏光子は、受容光のごく一部を吸収する。これによって、基材内に熱も発生する。例えば、アルミニウムミラーの表面と同じように、前記アルミニウム片は光の5〜10%を吸収する。ワイヤグリッド偏光子の性能は、前記金属片の幾何学的安定性の影響を受けやすいため、熱膨張によって基材がわずかに変化すると、前記偏光子の性能が低下する可能性がある。
【0035】
対照的に、吸収係数の低いポリマー材(例えばPET)を用いることによって、反射偏光フィルム16を避けるように熱を伝導させる目的で熱伝導率の高い基材を必要とすることなしに、反射偏光フィルム16を用いることができるようになる。このため、反射偏光フィルム16は第1のプリズム12と第2のプリズム14とともに長期間にわたり用いてよい。
【0036】
上記の反射偏光フィルムとともにポリマープリズム(すなわち第1のプリズム12及び第2のプリズム14)を用いることの別の利点は、偏光フィルムとプリズムの双方をポリマー材から作製できる点である。これによって、プリズムと反射偏光フィルムの間を更に容易に接合及び光結合可能になる。
【0037】
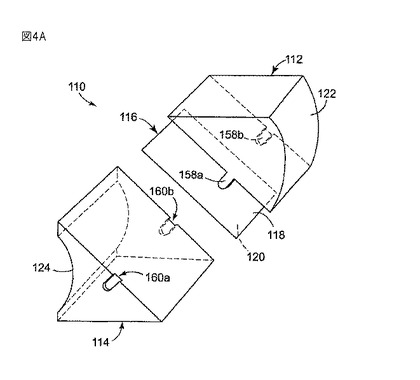
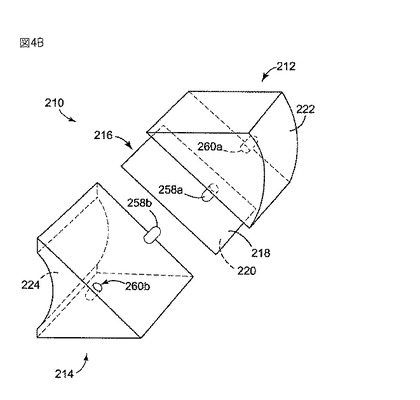
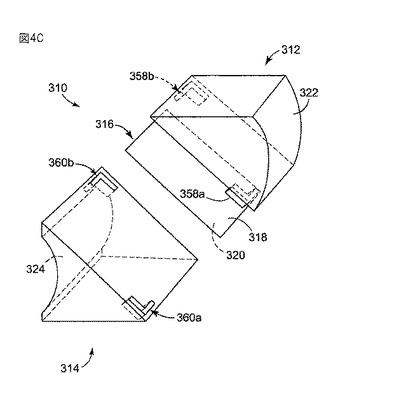
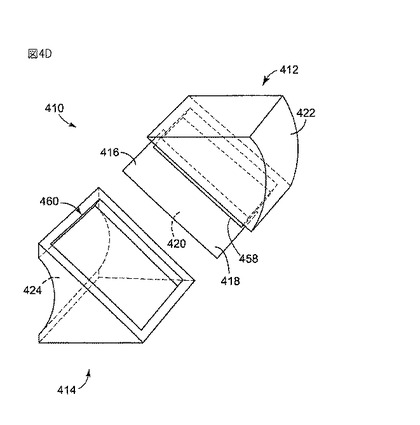
図4A〜4Dは代表的PBS110、210、310、及び、410の分解斜視図であり、第1のプリズムを第2のプリズムに固定するための代表的な嵌合機構が描かれている。PBS110、210、310、及び410には、PBS10と同様の全体構造が備わっており、各参照番号は100、200、300、400の順に増えている。嵌合機構については、「偏光ビームスプリッタ(Polarizing Beam Splitter)」という表題が付された同時継続中の同一所有者による出願(代理人整理番号第6105US002号)で更に論じられている。嵌合機構は、偏光フィルムを所定の配置に保ち、それによって、組立て中に、各プリズムに対する偏光フィルムの位置と配向を所定の配置に固定するのにも適している。
【0038】
図4Aに示したように、PBS110の第1のプリズム112には更に、1つ以上の雄部材158a及び158bのような1つ以上の凸部が備わっており、前記雄部材は第1のプリズム112から伸びている。同様に、第2のプリズム114には、第2のプリズム114内に配置されている1つ以上の雌部160a及び160bが備わっており、各雌部は、雄部材158a、158bのうちの1つを中に受け入れることができる。PBS114は、第1のプリズム112から伸びている雄部材158a及び158bとともに、並びに、第2のプリズム114内に配置されている雌部160a及び160bとともに描かれているが、代替的に反対の定位を用いてもよい。この代替的な設計では、雄部材158a及び158bは第2のプリズム114から伸びており、雌部160a及び160bは第1のプリズム112の中に配置されている。別の代替的な設計では、第1のプリズム112には、第2のプリズム114の第2の雄部材及び第2の雌部に相当する第1の雄部材及び第2の雌部を搭載してもよい。
【0039】
図4Bには、PBS110に似ているとともに、第1のプリズム212と第2のプリズム214を備えているPBS210が描かれており、第1のプリズム212には雄部材258aと雌部260aが備わっており、第2のプリズム214には雄部材258bと雌部260bが備わっている。この代表的な実施形態の雄部材258a及び258bは、反射偏光フィルムに隣接している表面から突出しているペグである。同様に、雌部260a及び260bは、反射偏光フィルムに隣接している表面内に配置されているとともに、前記表面内に形成されている凹部又はスロットとして設定されている。
【0040】
図4Cには、PBS110に似ているとともに、第1のプリズム312と第2のプリズム314を備えているPBS310が描かれており、第1のプリズム312には雄部材358a及び358bが備わっており、第2のプリズム314には雌部360a及び360bが備わっている。雄部材358a及び358bは、第1のプリズム312の表面のうち、反射偏光フィルムに隣接している表面上に配置されている「L」字型部材であり、前記表面から突出している。同様に、雌部360a及び360bは、反射偏光フィルムに隣接している第2のプリズム314の表面内に配置されている「L」字型凹部である。
【0041】
図4Dには、PBS110に似ているとともに、第1のプリズム412と第2のプリズム414を備えているPBS410が描かれており、第1のプリズム412には雄部材458が備わっており、第2のプリズム414には雌部460が備わっている。雄部材458は、反射偏光フィルムに隣接しているとともに、反射偏光フィルムから突出している第1のプリズム412の表面の大半を包み込んでいる長方形の面である。同様に、雌部460は、反射偏光フィルムに隣接している第2のプリズム414の表面の大半の中に配置されている長方形の凹部である。
【0042】
図4A〜4Dに示されている雄部材と雌部をその他の嵌合機構と置き換えて、対向するプリズム内に配置されている各雌部と嵌合する構造になっている雄部材が少なくとも1つ、1つのプリズムに備わるようにしてもよい。上で述べたように、雄部材と雌部はPBS110〜410とともに用いた形で示してあるが、代替的な嵌合機構は、本開示のいずれのPBSにも適している。当業者であれば、本明細書で例示した数とは異なる数の雄部材及び雌部を本開示に従って用いてもよいことを容易に理解するであろう。例えば、代表的なPBSには、3つ以上の雌部の中に収まる3つ以上の雄部材を搭載してもよい。
【0043】
上記の雄部材及び雌部は、対応する第1及び第2のプリズムで成形させてもよい。続いて、雄部材及び雌部の力によって第1及び第2のプリズムを合わせて固定して、PBS(例えばPBS110、210、310、及び、410)を形成させてもよい。この技法には、第1のプリズムと第2のプリズムの間に反射偏光フィルムを配置することを含めてもよい。続いて、第1のプリズムを第2のプリズムと相対する方向に向けて、雄部材が当該雌部と揃うようにしてもよい。この配列は、第2のプリズムと相対するように第1のプリズムを正確に配置するようにするのに有益である。続いて、雄部材を当該雌部に一斉に挿入することによって、第1のプリズムを第2のプリズムに嵌合させてよい。これによって、第1のプリズムと第2のプリズムの入射面の間に反射偏光フィルムが押し込まれ、平滑な平面接合部をもたらす。雄部材は接着剤で当該雌部に固定してよい。これに加えて、雄部材を当該雌部に嵌めこむか、及び/又は、溶接すること(例えば超音波、赤外線、熱かしめ、スナップ嵌め、プレス嵌め、及び、化学溶接)によって、第1のプリズムを第2のプリズムに固定してよい。
【0044】
或いは、雄部材及び雌部は、図2A〜2Hの部分で上述したように、2回射出式成形の実施中に第1及び第2のプリズムで形成させてもよい。以下の論議は、図4Aに示したPBS110を対象としているが、上記の嵌合機構のいずれにも同様に当てはまる。雄部材158a及び158bは、第2のプリズム114の雌部160a及び160bを寸法的な面で画定する溝付きのダイインサート44を機械加工することによって、第1のプリズム112で成形させてよい。第1の密閉キャビティ52の中に第1のポリマー材を注入すると、第1のポリマー材の一部がダイインサート44の溝の中に流入し、第1のプリズム112の残部とともに固化して雄部材158a及び158bを形成させる。続いて、第2のポリマー材を第2のキャビティ56の中に注入すると、雌部160a及び160bが形成される。第2のポリマー材は、注入時には雄部材158a及び158bの周囲を流れ、第2のプリズム114の残部とともに、雄部材158a及び158bの周囲で固化して雌部160a及び160bを形成させる。
【0045】
第1のポリマー材と第2のポリマー材のガラス転移温度が近い場合(例えば、第2のポリマー材と第2のポリマー材が同じ材料である場合)、代表的な実施例の一部では、第2のポリマー材の高温化によって、第2のポリマー材とともに、雄部材158a及び158bの一部が溶解及び流入すると思われる。このため、第2のポリマー材が固化すると、雌部160a及び160bの位置で、雄部材158a及び158bが第2のプリズム114と融合する。これによって、第1のプリズム112が第2のプリズム114に物理的に固定されるとともに、偏光フィルム116が第1のプリズム112と第2のプリズム114の間に配置される。
【0046】
代替的な設計では、雄部材158a及び158bは第2のプリズム114から伸ばしてよく、雌部160a及び160bは第1のプリズム112内に配置されている。これは、雄部材158a及び158bを寸法的な面で画定する延伸部を備えているダイインサート44を形成させることによって行ってよい。第1のキャビティ52の中に第1のポリマー材を注入すると、第1のポリマー材がダイインサート44の延伸部の中に流入してから固化して、第1のプリズム112内に雌部160a及び160bを形成させる。続いて、第2のポリマー材を第2のキャビティ56の中に注入すると、雄部材158a及び158bが形成される。第2のポリマー材の一部が雌部160a及び160bの中に流入し、プリズム114の残部とともに固化して雄部材158a及び158bを形成させる。この配列でも、雄部材158a及び158bが雌部160a及び160bに融合すると思われる。
【0047】
上に示したプロセス又は別の適切なプロセスに従って成形した後、第1のプリズム、第2のプリズム、又は、PBS10全体に成形後加工、例えば熱処理、研磨、機械加工、及び、これらの組み合わせを施してもよい。本開示のある1つの実施形態では、第1のプリズム、第2のプリズム、又は、PBS10全体に熱処理加工を施して、構成要素である第1のポリマー、第2のポリマー、又は、これら双方の複屈折を改善(すなわち減少)させてもよい。代表的な熱処理加工としては、室温に近い温度を、第1のポリマー材及び第2のポリマー材のガラス転移温度よりも約20℃低い最高温度まで上昇させる温度に、第1のプリズム、第2のプリズム、又は、PBS10全体をさらすことが挙げられる。第1のポリマー材と第2のポリマー材が異なる材料である場合には、最高温度は、第1のポリマー材のガラス転移温度と第2のガラス転移温度のうち低い方の温度よりも約20℃低いのが望ましい。温度は、約1時間超にわたって上昇させるのが望ましい。
【0048】
続いて、用いるポリマー材とPBS10の寸法に応じて約1時間〜約24時間にわたって前記最高温度を維持させる。前記維持時間が経過した後、続いて、約3℃/時〜約7℃/時の速度で温度を室温に近い温度まで低下させる。熱処理によって、第1のプリズム12と第2のプリズム14の中の分子が緩和され、それに応じて、第1のプリズム及び/または第2のプリズムの構造応力が低下する。前記応力の低下によって、第1のプリズム12と第2のプリズム14の各々の複屈折を減少させることができ、前記プリズムの双方を熱処理する場合には、それによって、PBSから投影される画像のコントラストが向上する。
【0049】
ポリメチルメタクリレートのようなアクリルポリマー類の場合の適切な熱処理条件としては、約1時間にわたって温度を室温に近い温度から最高温度まで上昇させることが挙げられる。適切な最高温度の例は約60℃〜約95℃であり、とりわけ適切な最高温度は約80℃〜約90℃である。続いて、約2時間〜約10時間にわたって最高温度を維持させる。最後に、約5℃/時の速度で温度を最高温度から室温に近い温度まで低下させる。
【0050】
最高温度をポリマー材のガラス転移温度よりも約20℃低くに保つことによって、第1のプリズム12と第2のプリズム14の表面機構の変形が回避される。例えば、ポリマー材のガラス転移温度でPBS10を熱処理すると、湾曲外面22及び24の湾曲が変形するであろう。これは結果的に、PBS10の所望の光学的品質を低下させるであろう。しかし、本開示の熱処理加工によって、第1のプリズム12と第2のプリズム14の変形が実質的に回避されるとともに、該当する複屈折も改善される。これによって、複屈折が小さく、画像装置用として高品質な表面機構を備えているプリズムをPBSにもたらす。
【0051】
本開示の別の実施形態にしたがってPBS10の性能を更に高めるためには、上記のとおりに、または、別の適切な成形法によって第1のプリズム12を成形し、任意に応じて上記のとおりに熱処理してから、偏光フィルム16を受け入れる構造になっているプリズム面を機械加工するとともに、任意に応じて所望の平坦度になるまで前記プリズム面を研磨することができる。PBS10を組み立てる前に、同じ又は同様のプロセスを第2のプリズム14に対して繰り返し、偏光フィルム12を第1のプリズム12と第2のプリズム14の間に接着又はその他の方法で固定することができる。
【0052】
好ましい実施形態を参照しながら本開示を説明してきたが、本発明の精神及び範囲から逸脱しない範囲で形態及び細部の変更を行えることは、当業者であれば理解できるであろう。
【技術分野】
【0001】
本開示は、画像表示システムで使われるような偏光分離装置を作製する方法に関する。具体的には、本開示は、ポリマー偏光ビームスプリッタ(PBS)を作製する方法に関する。
【背景技術】
【0002】
PBSを内臓している画像表示システムは、投写型ディスプレイなどの表示スクリーン上に画像を形成させるために用いる。典型的な画像表示システムには照明源が内臓されており、前記照明源は、投写させたい画像が含まれているイメージャに、前記照明源から発せられる光線が反射するように配置されている。このような従来型システムの中には、一般に光線を折り曲げて、前記照明源から発せられる光線と投影画像の光線がPBSとイメージャの間の同じ物理的空間を共有するようにするものもある。
【0003】
画像表示システムのイメージャは典型的には反射型液晶(LCoS)などの偏光回転型画像形成装置であり、前記装置は、光線の偏光を回転させることによって機能する。LCoSイメージャは偏光回転型であり、これは、偏光線を、最暗状態をもたらすために実質的に無修正の偏光で透過させるか、所望のグレースケールをもたらすために回転させた偏光で透過させることを意味する。したがって、偏光線が含まれている入力ビームは一般に、LCoSイメージャを照明する目的で使われる。
【発明の概要】
【0004】
本開示はPBSを作製する方法に関する。ある1つの実施形態では、前記方法には、成型型内に偏光フィルムを担持させること、前記偏光フィルムの第1の面に隣接させてポリマー材を成型型の中に注入すること、第1のポリマー材を固化させて第1のプリズムを形成させること、及び、第2のプリズムを偏光フィルムの第2の面に固定することが含まれている。
【0005】
別の実施形態では、前記方法には、第1のポリマー材を含む偏光ビームスプリッタの構成要素を射出成形すること、及び、第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理することが含まれている。
【図面の簡単な説明】
【0006】
【図1】本開示の方法に従って作製した代表的なPBS10の分解斜視図。
【図2A】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図2B】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図2C】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図2D】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図2E】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図2F】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図2G】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図2H】本開示の方法に従ってPBSを作製する際に用いてよい射出成形システムの模式図。
【図3】射出成形システムのダイインサートとともに用いられている偏光フィルムの代表的実施形態の正面斜視図。
【図4A】本開示の方法に従って構築したPBSの更なる代表的実施形態の分解斜視図。
【図4B】本開示の方法に従って構築したPBSの更なる代表的実施形態の分解斜視図。
【図4C】本開示の方法に従って構築したPBSの更なる代表的実施形態の分解斜視図。
【図4D】本開示の方法に従って構築したPBSの更なる代表的実施形態の分解斜視図。
【0007】
上記の図面には本開示の複数の代表的実施形態が記載されているが、論議の中で記述したとおり、その他の実施形態も考えられる。すべての場合において、本開示では、限定的な例ではなく代表例によって本発明を説明している。本開示の原理の精神及び範囲内に収まる他の修正及び実施形態を当業者が数多く考案可能であることを理解すべきである。図面は縮尺通りに描かれていない場合もある。複数の図を通じて同様の参照番号を用い、同様の部分を示している。
【発明を実施するための形態】
【0008】
本開示の方法に従って作製したPBSを用いることによって魅力的なデザインを得られる。これは、例えば、光線を偏光させる機能と屈曲させる機能の双方を前記PBSが果たすことができるためである。図1はPBS10の分解斜視図であり、本開示に従って作製可能な代表的なPBSである。PBS10には、第1のプリズム12、第2のプリズム14、及び、偏光フィルム16が備わっている。代表的な実施形態の一部では、第1のプリズム12と第2のプリズム14は、偏光フィルム16の対向する側面上に、相互に隣接し合うように配置されている低複屈折ポリマープリズムである。
【0009】
偏光フィルム16は典型的にはポリマー反射偏光フィルムであり、第1の面18と第2の面20を備えている。偏光フィルム16用として適切なフィルムの例については後に論じる。偏光フィルム16は、第1のプリズム12と第2のプリズム14を通った光を反射偏光成分(S偏光)と透過偏光成分(P偏光)に分離させる。この結果として、PBS10は、様々な画像表示システムで光線を偏光及び屈折させるのに適している。
【0010】
本開示の代表的なPBS10作製法の一部には、偏光フィルム16の第1の面18に直接接するように第1のプリズム12を射出成形することが含まれている。これによって、第1のプリズム12を偏光フィルム16に固定する。続いて、第2のプリズム14を偏光フィルム16の第2の面20に固定してもよい。本開示のある1つの実施形態では、第2のプリズム14も、偏光フィルム16の第2の面20に直接接するように射出成形してよい。これによって、第2のプリズム14を偏光フィルム16と第1のプリズム12に固定する。或いは、第2のプリズム14は別に形成させてから、偏光フィルム16の第2の面20に固定してもよい。本開示の別の実施形態では、第1のプリズム12を成形してから、偏光フィルム16の第1の面18を第1のプリズム12に固定してもよい。続いて、第2のプリズム14を偏光フィルム16の第2の面20に直接接するように射出成形してよい。後に論じるように、PBS10を熱処理して、第1のプリズム12と第2のプリズム14のうちの少なくとも1つの複屈折を改善(すなわち減少)させてもよい。
【0011】
図1に更に示したように、代表的な第1のプリズム12には湾曲外面22が備わっており、代表的な第2のプリズム14には湾曲外面24が備わっている。湾曲外面22及び24は、PBS10を貫通した光線の方向を変える目的でPBS10に組み込まれているレンズと同様の形の屈折力がある屈折面として機能することができる。本開示の方法は、特定の用途で求められる様々な表面機構、例えば湾曲面、回折機構、マイクロレンズ、フレネルレンズ、及び、これらの組み合わせを備えている第1のプリズム12と第2のプリズム14を形成させるのにとりわけ適している。湾曲面を備えている適切なPBSであって、本開示に従って構築可能なPBSの例は、「偏光ビームスプリッタ(Polarizing Beam Splitter)」という表題が付された同時継続中の同一所有者による出願(代理人整理番号第6105US002号)に開示されており、この開示は、参照することにより本明細書に組み込まれる。
【0012】
図2A〜2Hは射出成形システム26の模式図であり、本開示の代表的な方法に従ってPBS10を作製する際の前記システムの利用法が図解されている。射出成形システム26は2回射出式成形システムで、本開示に従ってPBS10を作製するための適切なシステムの1例である。
【0013】
図2Aに示したとおり、代表的な射出成形システム26には左ブロック28と右ブロック30が備わっており、これらは、それぞれに対して開閉することになりうる対向ダイブロックである。左、右という表記は論じやすくするためのものに過ぎず、限定することは意図していない。左ブロック28には、回転プラテン32、第1の成型型34、及び、第2の成型型36が備わっている。回転プラテン32は左ブロック28を担持しており、左ブロック28が軸38を中心に回転できるようにする。この代表的な成形システムでは、第1の成型型34には湾曲壁34aが、第2の成型型36には湾曲壁36aが備わっており、第1の成型型34と第2の成型型36は、PBS10を複数構築するための全く同じ成型型である。ただし、第1の成型型34と第2の成型型36のうちの1つ又は双方に平面壁を搭載してよく(上記の表面機構の有無は問わない)、或いは、第1の成型型34と第2の成型型36には、異なる湾曲部又は異なる種類の湾曲部(例えば凹部又は凸部)を備えている壁を搭載してよい。第1の成型型34と第2の成型型36は、軸38から等間隔で配置して、左ブロック28が回転した場合に、対応する部分が入れ替わるようにするのが好ましい。
【0014】
右ブロック30には、第1の成形壁40、第2の成形壁42、ダイインサート44、第1の注入線46(図示なし)、及び、第2の注入線48(図示なし)が備わっている。第1の成形壁40は、右ブロック30の面のうち、第1の成型型34と合わさる面であり、第2の成形壁42は、右ブロック30の面のうち、第2の成型型36と合わさる面である。代表的な実施形態の一部では、第2の成形壁42に湾曲部50を搭載してよく、湾曲部50は、第2の成形壁42に接合させるか、第2の成形壁42と一体形成させるかしてよい。ダイインサート44は、一般にその寸法の一部がPBS10の第2のプリズムのものと同じである成形コンポーネントであり、第1の成形壁40に接合されている。或いは、ダイインサート44は第1の成形壁40と一体形成させてもよい。第1の注入線46と第2の注入線48はスプルー・ランナーシステムであり、前記システムは、右ブロック30を貫いて伸びているか、又は、別の形で、流動性ポリマー材を成型型34及び36に注入させて第1のプリズム12と第2のプリズム14を形成させる構造になっている。第1の注入線46と第2の注入線48は、ポリマー材を供給するための外部押出システム(図示なし)に接合している。
【0015】
PBS10を製造するためには、まず偏光フィルム16をダイインサート44の上に担持させ、ダイインサート44に接するように第2の面20が配置されるようにするとともに、第1の面18が第1の成型型34と向かい合うようにする。偏光フィルム16は、様々な手段、例えば摩擦、接着、真空(すなわちダイインサート44内の真空ベント)、及び、静電気で、並びに、ピン、又は、その他の類似の締結装置を用いて、ダイインサート44の上に担持させてよい。前記締結装置は、図3と関連させながら以下で論じるように、偏光フィルム16の周辺縁部又は角部を通じて挿入させる。偏光フィルム16は、張力をかけた状態でダイインサート44の上に担持させるのも望ましい。これによって偏光フィルム16の平面平滑性が向上し、それに応じて、偏光フィルム16の偏光機能が維持される。偏光フィルム16をダイインサート44の上に担持させたら、右ブロック30と接するように左ブロック28を閉じる。
【0016】
図2Bには、左ブロック28が右ブロック30と接するように閉じた状態にある代表的な射出成形システム26が描かれている。図示したように、ダイインサート44と偏光フィルム16は第1の成型型34の中に挿入されており、第1の成型型壁40は第1の成型型34を密封している。偏光フィルム16/ダイインサート44と第1の成型型34の露出壁によって画定される空間によって、第1のキャビティ52が形成される。第1のキャビティ52は、寸法的な面でPBS10の第1のプリズム12を画定するとともに、第1の注入線46に接合する。
【0017】
左ブロック28と右ブロック30を合わせて閉じたら、続いて第1のポリマー材を第1の注入線46を通じて、第1のキャビティ52の中に注入してよい。偏光フィルム16を備えているダイインサート44は、第1の成型型34の壁に最低限の空隙をもたらし、それによって、第1のポリマー材を第1のキャビティ52の中に閉じ込める。PBS10が、射出成形システム26で製造した最初のPBSである場合には、第2の注入線48を通じて注入される材料はない。
【0018】
図2Cは、第1のポリマー材が充填されている第1のキャビティ52を示している。射出工程の後、第1のポリマー材を固化させて、第1のキャビティ52の寸法を備えている第1のプリズム12を形成させる。図示したように、代表的な第1のプリズム10には、湾曲壁34aの湾曲によって成形された湾曲外面22が備わっている。
【0019】
第1のポリマー材は様々な方法で固化させてよく、特定の方法は一般に、用いるポリマー材によって決まる(例えば熱可塑性材の場合は冷却)。第1のプリズム12に適しているポリマー材の例としては、アクリルポリマー類(例えばポリメチルメタクリレート)、環状オレフィンコポリマー類、ポリカーボネート類、及び、これらの混合物などの透明光学ポリマー類が挙げられる。熱可塑性アクリルポリマー類は、左ブロック28内の熱伝達管によって第1の成型型キャビティ34の中で急冷されるため、望ましい。とりわけ適しているポリマー材の例としては、「オプトレッツ(OPTOREZ)OZ−1330」シリーズポリマーという商品名で日本の東京の日立化成工業社から市販されているアクリルポリマー類が挙げられる。また、注入前に、アクリルポリマー材を高温(例えば約100℃)で乾燥させて、前記材料内の含水量を減少させるのが望ましい。周囲空気を除去するとともに、アクリルポリマー材を乾燥した状態に保つために、乾燥窒素ガスを加えてもよい。
【0020】
また、第1のポリマー材の固化は典型的に、第1のプリズム12と偏光フィルム16の間の接着接合ももたらす。これによって、偏光フィルム16を第1のプリズム12に固定する一方で、偏光フィルム16に張力が加わる。この結果、第1のプリズム16に接着する時、偏光フィルム16に張力が加わった状態が保たれ、これによって、偏光フィルム16の平面平滑性が維持される。
【0021】
図2Dに示したように、第1のポリマー材を固化させて第1のプリズム12を形成させた後、左ブロック28を右ブロック30から離して開く。これによって、第1の成型型34から第1の成型型壁40が分離し、第1の成型型34からダイインサート44が外れる。偏光フィルム16は第1のプリズム12にしっかり接着しているため、偏光フィルム16はダイインサート44から外れて、第1のプリズム12に接着した状態に保たれる。
【0022】
図2Eは、第1の成型型34と第2の成型型36の位置が入れ替わるように、回転プラテン32と左ブロック28を軸38を中心に回転させた射出成形システム26を示している。第1のプリズム12を形成させた後、矢印54で示したように、回転プラテン32を手動又は自動で回転させてよい。これによって、第1の成型型34が第2の成型型壁42及び湾曲部分50と揃うとともに、第2の成型型36が第1の成型型壁40及びダイインサート44と揃う。これに加えて、第2の偏光フィルム16’をダイインサート44の上に担持させて、上記の方法と同じ方法で第2のPBS10(PBS10’)を作製し始めてもよい。偏光フィルム(例えば偏光フィルム16及び16’)は手動又は自動でダイインサート44の上に担持させてよい。つまり、本開示物は、複数のPBSを製造する連続工程としての射出成形システム26によって予備形成させてよい。
【0023】
図2Fに示したように、回転工程の後、右ブロック30と接するように左ブロック28を再び閉じる。この結果、第2の成型型壁42が第1の成型型34を密封するとともに、この代表的システムに湾曲部50が備わっている場合には、前記密封によって、湾曲部分50が第1の成型型34の中に入る。第1のプリズム12/偏光フィルム16、第1の成型型34の露出壁、及び、第2の成型型壁42の湾曲部分50によって画定される空間によって、第2のキャビティ56が形成される。第2のキャビティ56は、寸法的な面でPBS10の第2のプリズム14を画定するとともに、第2の注入線48に接合する。
【0024】
同様に、第1の成型型壁40は第2の成型型36を密封し、それによって、ダイインサート44が第2の成型型36の中に入る。偏光フィルム16’/ダイインサート44と第1の成型型34の露出壁によって画定される空間によって、第3のキャビティ57が形成される。第3のキャビティ57は、上記と同じ方法で、寸法的な面でPBS10’の第2のプリズム12’を画定するとともに、第1の注入線46に接合する。
【0025】
続いて、第2のポリマー材を第2の注入線48を通じて、第2のキャビティ56の中に注入する。第2のポリマー材は、第1のプリズム12で用いたポリマー材と同じでも、同じでなくてもよい。ただし、第1のプリズム12と第2のプリズム14は、同じポリマー材から形成させて、第1のプリズム12と第2のプリズム14の間の光偏差を減少させるのが望ましい。第2のプリズム14に適しているポリマー材の例としては、図2Cの部分で第1のプリズムについて上述した透明ポリマー類と同じものが挙げられる。第1及び第2のポリマー材は、同じ材料にも、異なる材料にもすることができる。これに加えて、第2のポリマー材を第2のキャビティ34に注入する一方で、第1のポリマー材を第1の注入線46を通じて、第3のキャビティ57の中に注入して、第1のプリズム12’を形成させる。
【0026】
図2Gは、第2のポリマー材が充填されている第2のキャビティ56、及び、第1のポリマー材が充填されている第3のキャビティ57を示している。注入工程の後、第2のポリマー材を第2のキャビティ56の中で固化させて、第2のキャビティ56の寸法を備えている第2のプリズム14を形成させる。このプリズムには、第2のプリズム14の湾曲外面24が備わっており、前記外面は湾曲部分50の湾曲によって成形されている。また、第2のポリマー材の固化は典型的に、第2のプリズム14と偏光フィルム16の第2の面20の間の接着接合ももたらす。これによって、偏光フィルム16を第2のプリズム14に固定する一方で、偏光フィルム16に張力が加わった状態が維持される。この結果、偏光フィルム16が第1のプリズム12と第2のプリズム14の間に固定される。同様に、第1のプリズム12に関して上述した方法と同じ方法で、第1のポリマー材を第3のキャビティ57の中で固化して第1のプリズム12’を形成させる。この結果、第1のプリズム12’には、この代表的システムの湾曲壁36aの湾曲によって成形される湾曲外面22’が備わる。
【0027】
図2Hに示したように、第2のプリズムと第1のプリズム12’を形成させたら、再び、左ブロック28を右ブロック30から離して開く。これによって、第1の成型型34から第2の成型型壁42が分離し、第1の成型型34から湾曲部分50が外れる。続いてPBS10を第1の成型型34から取り出してよく、また、以下に示すように、その後に続く成形後工程を実施してよい。左ブロック28と右ブロック30を開くことによっても、第2の成型型36から第1の成型型壁40が離れ、第2の成型型34からダイインサート44が外れる。偏光フィルム16’はダイインサート44から外れて、上に記したとおり、第1のプリズム12’に接着した状態に保たれる。続いて、左ブロック28を再び回転させてよく、また、上記の方法を繰り返して本開示に従って引き続きPBSを製造してもよい。
【0028】
上では、射出成形システム26は代表的なPBS10を作製するためのシステムとして説明されているが、射出成形システム26を用いて、様々な寸法、湾曲、全体構造(例えばプリズム型以外の構造)を備えているPBSを作製してもよい。例えば、第1及び第2の成型型の寸法を変更してもよい。或いは、互換性のある成型型インサートを用いて、様々な表面機構を第1及び第2のプリズムにもたらしてもよい。つまり、本開示を用いて、広範な用途向けのPBSを作製してもよい。
【0029】
図3は、右ブロック30のダイインサート44に担持されている偏光フィルム16の代表的実施形態の正面斜視図である。図示したとおり、ダイインサート44にはピン44a〜44dが備わっており、これらのピンはそれぞれ、偏光フィルム16のタブ16a〜16dを通して挿入してある。偏光フィルム16は、タブ16a〜16dとともに事前に切断してから、ダイインサート44の上で延伸(又は伸張)させて、タブ16a〜16dを通じてピン44a〜44dを挿入してよい。この処置によって、張力がかかった状態で偏光フィルム16をダイインサート44で担持させることが可能になり、偏光フィルム16の平面平滑性が向上し、それによって、偏光フィルム16の偏光機能が維持される。また、前記処置によって、左ブロック28を右ブロック30から離して開いた時に偏光フィルム16をダイインサート44から外すこと(及び、第1のプリズムに接着させ続けること)ができるようになる。
【0030】
本開示の実施形態において偏光フィルム16として用いるのに適している反射偏光フィルムの例としては、ジョンザ(Jonza)らの米国特許第5,882,774号、ウェバー(Weber)らの米国特許第6,609,795号、及び、マガリル(Magarill)らの米国特許第6,719,426号に記載されているような複屈折ポリマーフィルム、例えばミネソタ州セントポールの3M社(3M Corporation)が製造している多層光学フィルム(MOF)反射偏光フィルムが挙げられ、前記開示はこれによって本明細書に組み込まれる。偏光フィルム16に適している反射偏光フィルムとしては、異なるポリマー材から成る複数の層を備えているポリマー反射偏光フィルムも挙げられる。例えば、偏光フィルム16には第1の層と第2の層を搭載してよく、この場合、第1及び第2の層のポリマー材は異なっており、第1及び第2の層の少なくとも1つは複屈折フィルムである。本開示のある1つの実施形態では、偏光フィルム16には、ウェバー(Weber)らの米国特許第6,609,795号に開示されているように、異なるポリマー材から成る第1及び第2の代替層の多層積層体を搭載してよい。本開示の別の実施形態では、複数の反射偏光フィルムを用いてもよい。
【0031】
適切な反射偏光フィルムは典型的に、第1のポリマー材と第2のポリマー材の屈折率の差が、前記フィルム面の第1の方向沿いでは大きく、第1のポリマー材と第2のポリマー材の屈折率の差が、前記フィルム面の第2の方向(前記第1の方向と直交している方向)沿いでは小さいことを特徴としている。代表的な実施形態の一部では、反射偏光フィルムも、第1のポリマー材と第2のポリマー材(例えば異なるポリマー材から成る第1の層と第2の層)の屈折率の差が、前記フィルムの厚み方向沿いでは小さいことを特徴としている。第1のポリマー材と第2のポリマー材の屈折率の適切な差のうち、延伸方向(すなわちx方向)沿いの差の例は、約0.15〜約0.20である。非伸長方向(すなわちy方向とz方向)の屈折率は、所定の材料又は層のそれぞれの約5%以内であるとともに、異なる材料又は隣接層の当該非伸長方向の約5%以内であるのが望ましい。
【0032】
代表的な多層反射偏光フィルム16の層用として選択されるポリマー材としては、吸光性のレベルが低い材料を挙げてよい。例えば、ポリエチレンテレフタレート(PET)の吸収係数は1.0×10−5cm−1未満である。したがって、PETが含まれており、厚みが約125マイクロメートルである反射偏光フィルム34では、予測吸収率は約0.0000223%であり、同等のワイヤグリッド偏光子の吸収率の約1/200,000である。
【0033】
低い吸収率が好ましい。これは、PBS内で用いる偏光子が非常に高い密度にさらされ、それによって、偏光子の機能不全につながる可能性があるためである。例えば、吸収型偏光フィルムは、不要な偏光とともに、すべての光を吸収する。これによって、かなりの熱が発生する。このため、偏光フィルムを避けるように熱を伝導させるためには、サファイアのような熱伝導率の高い基材が必要になる。さらには、前記基材に高い熱負荷がかかり、それに応じて、前記基材内で熱複屈折が発生する。前記基材内における熱複屈折は、画像表示システムのような光学システムのコントラストとコントラストの均一性を低下させる。このため、従来型PBSの基材用として適した材料はごくわずかしかない(例えばサファイア、石英、鉛含有ガラス、セラミックス)。
【0034】
同様に、透明基材上にコーティングされている薄い金属片(例えばアルミニウム片)を用いているワイヤグリッド偏光子は、受容光のごく一部を吸収する。これによって、基材内に熱も発生する。例えば、アルミニウムミラーの表面と同じように、前記アルミニウム片は光の5〜10%を吸収する。ワイヤグリッド偏光子の性能は、前記金属片の幾何学的安定性の影響を受けやすいため、熱膨張によって基材がわずかに変化すると、前記偏光子の性能が低下する可能性がある。
【0035】
対照的に、吸収係数の低いポリマー材(例えばPET)を用いることによって、反射偏光フィルム16を避けるように熱を伝導させる目的で熱伝導率の高い基材を必要とすることなしに、反射偏光フィルム16を用いることができるようになる。このため、反射偏光フィルム16は第1のプリズム12と第2のプリズム14とともに長期間にわたり用いてよい。
【0036】
上記の反射偏光フィルムとともにポリマープリズム(すなわち第1のプリズム12及び第2のプリズム14)を用いることの別の利点は、偏光フィルムとプリズムの双方をポリマー材から作製できる点である。これによって、プリズムと反射偏光フィルムの間を更に容易に接合及び光結合可能になる。
【0037】
図4A〜4Dは代表的PBS110、210、310、及び、410の分解斜視図であり、第1のプリズムを第2のプリズムに固定するための代表的な嵌合機構が描かれている。PBS110、210、310、及び410には、PBS10と同様の全体構造が備わっており、各参照番号は100、200、300、400の順に増えている。嵌合機構については、「偏光ビームスプリッタ(Polarizing Beam Splitter)」という表題が付された同時継続中の同一所有者による出願(代理人整理番号第6105US002号)で更に論じられている。嵌合機構は、偏光フィルムを所定の配置に保ち、それによって、組立て中に、各プリズムに対する偏光フィルムの位置と配向を所定の配置に固定するのにも適している。
【0038】
図4Aに示したように、PBS110の第1のプリズム112には更に、1つ以上の雄部材158a及び158bのような1つ以上の凸部が備わっており、前記雄部材は第1のプリズム112から伸びている。同様に、第2のプリズム114には、第2のプリズム114内に配置されている1つ以上の雌部160a及び160bが備わっており、各雌部は、雄部材158a、158bのうちの1つを中に受け入れることができる。PBS114は、第1のプリズム112から伸びている雄部材158a及び158bとともに、並びに、第2のプリズム114内に配置されている雌部160a及び160bとともに描かれているが、代替的に反対の定位を用いてもよい。この代替的な設計では、雄部材158a及び158bは第2のプリズム114から伸びており、雌部160a及び160bは第1のプリズム112の中に配置されている。別の代替的な設計では、第1のプリズム112には、第2のプリズム114の第2の雄部材及び第2の雌部に相当する第1の雄部材及び第2の雌部を搭載してもよい。
【0039】
図4Bには、PBS110に似ているとともに、第1のプリズム212と第2のプリズム214を備えているPBS210が描かれており、第1のプリズム212には雄部材258aと雌部260aが備わっており、第2のプリズム214には雄部材258bと雌部260bが備わっている。この代表的な実施形態の雄部材258a及び258bは、反射偏光フィルムに隣接している表面から突出しているペグである。同様に、雌部260a及び260bは、反射偏光フィルムに隣接している表面内に配置されているとともに、前記表面内に形成されている凹部又はスロットとして設定されている。
【0040】
図4Cには、PBS110に似ているとともに、第1のプリズム312と第2のプリズム314を備えているPBS310が描かれており、第1のプリズム312には雄部材358a及び358bが備わっており、第2のプリズム314には雌部360a及び360bが備わっている。雄部材358a及び358bは、第1のプリズム312の表面のうち、反射偏光フィルムに隣接している表面上に配置されている「L」字型部材であり、前記表面から突出している。同様に、雌部360a及び360bは、反射偏光フィルムに隣接している第2のプリズム314の表面内に配置されている「L」字型凹部である。
【0041】
図4Dには、PBS110に似ているとともに、第1のプリズム412と第2のプリズム414を備えているPBS410が描かれており、第1のプリズム412には雄部材458が備わっており、第2のプリズム414には雌部460が備わっている。雄部材458は、反射偏光フィルムに隣接しているとともに、反射偏光フィルムから突出している第1のプリズム412の表面の大半を包み込んでいる長方形の面である。同様に、雌部460は、反射偏光フィルムに隣接している第2のプリズム414の表面の大半の中に配置されている長方形の凹部である。
【0042】
図4A〜4Dに示されている雄部材と雌部をその他の嵌合機構と置き換えて、対向するプリズム内に配置されている各雌部と嵌合する構造になっている雄部材が少なくとも1つ、1つのプリズムに備わるようにしてもよい。上で述べたように、雄部材と雌部はPBS110〜410とともに用いた形で示してあるが、代替的な嵌合機構は、本開示のいずれのPBSにも適している。当業者であれば、本明細書で例示した数とは異なる数の雄部材及び雌部を本開示に従って用いてもよいことを容易に理解するであろう。例えば、代表的なPBSには、3つ以上の雌部の中に収まる3つ以上の雄部材を搭載してもよい。
【0043】
上記の雄部材及び雌部は、対応する第1及び第2のプリズムで成形させてもよい。続いて、雄部材及び雌部の力によって第1及び第2のプリズムを合わせて固定して、PBS(例えばPBS110、210、310、及び、410)を形成させてもよい。この技法には、第1のプリズムと第2のプリズムの間に反射偏光フィルムを配置することを含めてもよい。続いて、第1のプリズムを第2のプリズムと相対する方向に向けて、雄部材が当該雌部と揃うようにしてもよい。この配列は、第2のプリズムと相対するように第1のプリズムを正確に配置するようにするのに有益である。続いて、雄部材を当該雌部に一斉に挿入することによって、第1のプリズムを第2のプリズムに嵌合させてよい。これによって、第1のプリズムと第2のプリズムの入射面の間に反射偏光フィルムが押し込まれ、平滑な平面接合部をもたらす。雄部材は接着剤で当該雌部に固定してよい。これに加えて、雄部材を当該雌部に嵌めこむか、及び/又は、溶接すること(例えば超音波、赤外線、熱かしめ、スナップ嵌め、プレス嵌め、及び、化学溶接)によって、第1のプリズムを第2のプリズムに固定してよい。
【0044】
或いは、雄部材及び雌部は、図2A〜2Hの部分で上述したように、2回射出式成形の実施中に第1及び第2のプリズムで形成させてもよい。以下の論議は、図4Aに示したPBS110を対象としているが、上記の嵌合機構のいずれにも同様に当てはまる。雄部材158a及び158bは、第2のプリズム114の雌部160a及び160bを寸法的な面で画定する溝付きのダイインサート44を機械加工することによって、第1のプリズム112で成形させてよい。第1の密閉キャビティ52の中に第1のポリマー材を注入すると、第1のポリマー材の一部がダイインサート44の溝の中に流入し、第1のプリズム112の残部とともに固化して雄部材158a及び158bを形成させる。続いて、第2のポリマー材を第2のキャビティ56の中に注入すると、雌部160a及び160bが形成される。第2のポリマー材は、注入時には雄部材158a及び158bの周囲を流れ、第2のプリズム114の残部とともに、雄部材158a及び158bの周囲で固化して雌部160a及び160bを形成させる。
【0045】
第1のポリマー材と第2のポリマー材のガラス転移温度が近い場合(例えば、第2のポリマー材と第2のポリマー材が同じ材料である場合)、代表的な実施例の一部では、第2のポリマー材の高温化によって、第2のポリマー材とともに、雄部材158a及び158bの一部が溶解及び流入すると思われる。このため、第2のポリマー材が固化すると、雌部160a及び160bの位置で、雄部材158a及び158bが第2のプリズム114と融合する。これによって、第1のプリズム112が第2のプリズム114に物理的に固定されるとともに、偏光フィルム116が第1のプリズム112と第2のプリズム114の間に配置される。
【0046】
代替的な設計では、雄部材158a及び158bは第2のプリズム114から伸ばしてよく、雌部160a及び160bは第1のプリズム112内に配置されている。これは、雄部材158a及び158bを寸法的な面で画定する延伸部を備えているダイインサート44を形成させることによって行ってよい。第1のキャビティ52の中に第1のポリマー材を注入すると、第1のポリマー材がダイインサート44の延伸部の中に流入してから固化して、第1のプリズム112内に雌部160a及び160bを形成させる。続いて、第2のポリマー材を第2のキャビティ56の中に注入すると、雄部材158a及び158bが形成される。第2のポリマー材の一部が雌部160a及び160bの中に流入し、プリズム114の残部とともに固化して雄部材158a及び158bを形成させる。この配列でも、雄部材158a及び158bが雌部160a及び160bに融合すると思われる。
【0047】
上に示したプロセス又は別の適切なプロセスに従って成形した後、第1のプリズム、第2のプリズム、又は、PBS10全体に成形後加工、例えば熱処理、研磨、機械加工、及び、これらの組み合わせを施してもよい。本開示のある1つの実施形態では、第1のプリズム、第2のプリズム、又は、PBS10全体に熱処理加工を施して、構成要素である第1のポリマー、第2のポリマー、又は、これら双方の複屈折を改善(すなわち減少)させてもよい。代表的な熱処理加工としては、室温に近い温度を、第1のポリマー材及び第2のポリマー材のガラス転移温度よりも約20℃低い最高温度まで上昇させる温度に、第1のプリズム、第2のプリズム、又は、PBS10全体をさらすことが挙げられる。第1のポリマー材と第2のポリマー材が異なる材料である場合には、最高温度は、第1のポリマー材のガラス転移温度と第2のガラス転移温度のうち低い方の温度よりも約20℃低いのが望ましい。温度は、約1時間超にわたって上昇させるのが望ましい。
【0048】
続いて、用いるポリマー材とPBS10の寸法に応じて約1時間〜約24時間にわたって前記最高温度を維持させる。前記維持時間が経過した後、続いて、約3℃/時〜約7℃/時の速度で温度を室温に近い温度まで低下させる。熱処理によって、第1のプリズム12と第2のプリズム14の中の分子が緩和され、それに応じて、第1のプリズム及び/または第2のプリズムの構造応力が低下する。前記応力の低下によって、第1のプリズム12と第2のプリズム14の各々の複屈折を減少させることができ、前記プリズムの双方を熱処理する場合には、それによって、PBSから投影される画像のコントラストが向上する。
【0049】
ポリメチルメタクリレートのようなアクリルポリマー類の場合の適切な熱処理条件としては、約1時間にわたって温度を室温に近い温度から最高温度まで上昇させることが挙げられる。適切な最高温度の例は約60℃〜約95℃であり、とりわけ適切な最高温度は約80℃〜約90℃である。続いて、約2時間〜約10時間にわたって最高温度を維持させる。最後に、約5℃/時の速度で温度を最高温度から室温に近い温度まで低下させる。
【0050】
最高温度をポリマー材のガラス転移温度よりも約20℃低くに保つことによって、第1のプリズム12と第2のプリズム14の表面機構の変形が回避される。例えば、ポリマー材のガラス転移温度でPBS10を熱処理すると、湾曲外面22及び24の湾曲が変形するであろう。これは結果的に、PBS10の所望の光学的品質を低下させるであろう。しかし、本開示の熱処理加工によって、第1のプリズム12と第2のプリズム14の変形が実質的に回避されるとともに、該当する複屈折も改善される。これによって、複屈折が小さく、画像装置用として高品質な表面機構を備えているプリズムをPBSにもたらす。
【0051】
本開示の別の実施形態にしたがってPBS10の性能を更に高めるためには、上記のとおりに、または、別の適切な成形法によって第1のプリズム12を成形し、任意に応じて上記のとおりに熱処理してから、偏光フィルム16を受け入れる構造になっているプリズム面を機械加工するとともに、任意に応じて所望の平坦度になるまで前記プリズム面を研磨することができる。PBS10を組み立てる前に、同じ又は同様のプロセスを第2のプリズム14に対して繰り返し、偏光フィルム12を第1のプリズム12と第2のプリズム14の間に接着又はその他の方法で固定することができる。
【0052】
好ましい実施形態を参照しながら本開示を説明してきたが、本発明の精神及び範囲から逸脱しない範囲で形態及び細部の変更を行えることは、当業者であれば理解できるであろう。
【特許請求の範囲】
【請求項1】
偏光ビームスプリッタを作製する方法であって、
第1の面と第2の面を備えている偏光フィルムを成型型内に担持させる工程と、
前記偏光フィルムの第1の面に隣接させてポリマー材を前記成型型の中に注入する工程と、
前記第1のポリマー材を固化させて第1のプリズムを形成させる工程と、及び、
第2のプリズムを前記偏光フィルムの第2の面に固定する工程とを、含む方法。
【請求項2】
前記ポリマー材が、アクリルポリマー類、環状オレフィンコポリマー類、ポリカーボネート類、及びこれらの混合物から成る群から選択される、請求項1に記載の方法。
【請求項3】
前記ポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記偏光ビームスプリッタを熱処理する工程を更に含む、請求項1に記載の方法。
【請求項4】
前記第1のポリマーを前記成型型キャビティの中に注入する前、又は、注入している最中に、前記偏光フィルムに張力を加える工程を更に含む、請求項1に記載の方法。
【請求項5】
前記第2のプリズムを固定する工程が、成型型キャビティ内で前記第2のプリズムを射出成形する工程を含み、前記成型型キャビティが前記偏光フィルムによって部分的に画定されている、請求項1に記載の方法。
【請求項6】
前記成型型が、前記第1のプリズムの表面の特徴を付与する構造になっている、請求項1に記載の方法。
【請求項7】
偏光ビームスプリッタを作製する方法であって、
第1の面と第2の面を備えている偏光フィルムを第1の成型型内に担持させる工程と、
前記偏光フィルムの前記第1の面に隣接させて第1のポリマー材を前記第1の成型型の中に注入する工程と、
前記第1のポリマー材を固化させて第1のプリズムを形成させる工程と、
前記偏光フィルムの前記第2の面に隣接させて第2のポリマー材を第2の成型型の中に注入する工程と、
前記第2のポリマー材を固化させて第2のプリズムを形成させる工程とを含み、前記偏光フィルムを前記第1のプリズムと前記第2のプリズムの間に配する、方法。
【請求項8】
前記第1のポリマー材と前記第2のポリマー材のうち少なくとも一方が、アクリルポリマー類、環状オレフィンコポリマー類、ポリカーボネート類、及びこれらの混合物から成る群から選択されている、請求項7に記載の方法。
【請求項9】
前記第1のポリマー材のガラス転移温度又は前記第2のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記偏光ビームスプリッタを熱処理する工程を更に含む、請求項7に記載の方法。
【請求項10】
前記第1のポリマーを前記成型型の中に注入する前又は注入している最中に、前記偏光フィルムに張力を加える工程を更に含む、請求項7に記載の方法。
【請求項11】
前記偏光フィルムを前記成型型内に担持させる工程が、ダイインサートにもたせかけて前記偏光フィルムを保持させる工程を含む、請求項7に記載の方法。
【請求項12】
前記ダイインサートと前記偏光フィルムを前記成型型内に挿入する工程と、
前記ダイインサートを前記成型型から取り外すと前記偏光フィルムが前記ダイインサートから離れてもはや保持されなくなるように、前記第1のポリマー材を固化させて前記第1のプリズムを形成させた後に前記ダイインサートを前記成型型から取り外す工程とを更に含む、請求項11に記載の方法。
【請求項13】
前記成型型キャビティが、前記第1のプリズムの表面の特徴を付与する構造になっている、請求項7に記載の方法。
【請求項14】
前記第1のプリズムが、前記偏光フィルムに隣接する表面上に配されかつ前記偏光フィルムから突出している雄部材を少なくとも1つ備え、前記第2のプリズムが、前記少なくとも1つの雄部材を中に受け入れることのできる雌部を少なくとも1つ備えている、請求項7に記載の方法。
【請求項15】
前記第1のポリマー材が第1の注入ラインから注入され、前記第2のポリマー材が第2の注入ラインから注入され、前記方法が前記第1の注入ラインに隣接する第1の位置から、前記第2の注入ラインに隣接する第2の位置まで前記第1の成型型を回転させる工程を更に含む、請求項7に記載の方法。
【請求項16】
偏光ビームスプリッタを作製する方法であって、
前記偏光ビームスプリッタの構成要素を第1のポリマー材から射出成形する工程と、
前記第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理する工程と、を含む方法。
【請求項17】
前記構成要素が第1のプリズムを備え、前記第1のプリズムと第2のプリズムとの間に偏光フィルムを固定する工程を更に含む、請求項16に記載の方法。
【請求項18】
前記構成要素が第1のプリズムを備え、かつ前記方法が前記第1のプリズムの表面を機械加工する工程を更に含む、請求項16に記載の方法。
【請求項19】
前記偏光フィルムスプリッタの第2の構成要素を第2のポリマー材から射出成形する工程を更に含み、熱処理が前記第2のポリマー材のガラス転移温度よりも約20℃低い温度を超えない、請求項16に記載の方法。
【請求項20】
前記第1のポリマー材が、アクリルポリマー類、環状オレフィンコポリマー類、ポリカーボネート類、及びこれらの混合物から成る群から選択されている、請求項16に記載の方法。
【請求項21】
前記構成要素が、偏光フィルムに隣接させて射出成形される、請求項16に記載の方法。
【請求項1】
偏光ビームスプリッタを作製する方法であって、
第1の面と第2の面を備えている偏光フィルムを成型型内に担持させる工程と、
前記偏光フィルムの第1の面に隣接させてポリマー材を前記成型型の中に注入する工程と、
前記第1のポリマー材を固化させて第1のプリズムを形成させる工程と、及び、
第2のプリズムを前記偏光フィルムの第2の面に固定する工程とを、含む方法。
【請求項2】
前記ポリマー材が、アクリルポリマー類、環状オレフィンコポリマー類、ポリカーボネート類、及びこれらの混合物から成る群から選択される、請求項1に記載の方法。
【請求項3】
前記ポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記偏光ビームスプリッタを熱処理する工程を更に含む、請求項1に記載の方法。
【請求項4】
前記第1のポリマーを前記成型型キャビティの中に注入する前、又は、注入している最中に、前記偏光フィルムに張力を加える工程を更に含む、請求項1に記載の方法。
【請求項5】
前記第2のプリズムを固定する工程が、成型型キャビティ内で前記第2のプリズムを射出成形する工程を含み、前記成型型キャビティが前記偏光フィルムによって部分的に画定されている、請求項1に記載の方法。
【請求項6】
前記成型型が、前記第1のプリズムの表面の特徴を付与する構造になっている、請求項1に記載の方法。
【請求項7】
偏光ビームスプリッタを作製する方法であって、
第1の面と第2の面を備えている偏光フィルムを第1の成型型内に担持させる工程と、
前記偏光フィルムの前記第1の面に隣接させて第1のポリマー材を前記第1の成型型の中に注入する工程と、
前記第1のポリマー材を固化させて第1のプリズムを形成させる工程と、
前記偏光フィルムの前記第2の面に隣接させて第2のポリマー材を第2の成型型の中に注入する工程と、
前記第2のポリマー材を固化させて第2のプリズムを形成させる工程とを含み、前記偏光フィルムを前記第1のプリズムと前記第2のプリズムの間に配する、方法。
【請求項8】
前記第1のポリマー材と前記第2のポリマー材のうち少なくとも一方が、アクリルポリマー類、環状オレフィンコポリマー類、ポリカーボネート類、及びこれらの混合物から成る群から選択されている、請求項7に記載の方法。
【請求項9】
前記第1のポリマー材のガラス転移温度又は前記第2のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記偏光ビームスプリッタを熱処理する工程を更に含む、請求項7に記載の方法。
【請求項10】
前記第1のポリマーを前記成型型の中に注入する前又は注入している最中に、前記偏光フィルムに張力を加える工程を更に含む、請求項7に記載の方法。
【請求項11】
前記偏光フィルムを前記成型型内に担持させる工程が、ダイインサートにもたせかけて前記偏光フィルムを保持させる工程を含む、請求項7に記載の方法。
【請求項12】
前記ダイインサートと前記偏光フィルムを前記成型型内に挿入する工程と、
前記ダイインサートを前記成型型から取り外すと前記偏光フィルムが前記ダイインサートから離れてもはや保持されなくなるように、前記第1のポリマー材を固化させて前記第1のプリズムを形成させた後に前記ダイインサートを前記成型型から取り外す工程とを更に含む、請求項11に記載の方法。
【請求項13】
前記成型型キャビティが、前記第1のプリズムの表面の特徴を付与する構造になっている、請求項7に記載の方法。
【請求項14】
前記第1のプリズムが、前記偏光フィルムに隣接する表面上に配されかつ前記偏光フィルムから突出している雄部材を少なくとも1つ備え、前記第2のプリズムが、前記少なくとも1つの雄部材を中に受け入れることのできる雌部を少なくとも1つ備えている、請求項7に記載の方法。
【請求項15】
前記第1のポリマー材が第1の注入ラインから注入され、前記第2のポリマー材が第2の注入ラインから注入され、前記方法が前記第1の注入ラインに隣接する第1の位置から、前記第2の注入ラインに隣接する第2の位置まで前記第1の成型型を回転させる工程を更に含む、請求項7に記載の方法。
【請求項16】
偏光ビームスプリッタを作製する方法であって、
前記偏光ビームスプリッタの構成要素を第1のポリマー材から射出成形する工程と、
前記第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理する工程と、を含む方法。
【請求項17】
前記構成要素が第1のプリズムを備え、前記第1のプリズムと第2のプリズムとの間に偏光フィルムを固定する工程を更に含む、請求項16に記載の方法。
【請求項18】
前記構成要素が第1のプリズムを備え、かつ前記方法が前記第1のプリズムの表面を機械加工する工程を更に含む、請求項16に記載の方法。
【請求項19】
前記偏光フィルムスプリッタの第2の構成要素を第2のポリマー材から射出成形する工程を更に含み、熱処理が前記第2のポリマー材のガラス転移温度よりも約20℃低い温度を超えない、請求項16に記載の方法。
【請求項20】
前記第1のポリマー材が、アクリルポリマー類、環状オレフィンコポリマー類、ポリカーボネート類、及びこれらの混合物から成る群から選択されている、請求項16に記載の方法。
【請求項21】
前記構成要素が、偏光フィルムに隣接させて射出成形される、請求項16に記載の方法。
【図1】


【図2A】
【図2B】
【図2C】
【図2D】
【図2E】
【図2F】
【図2G】
【図2H】
【図3】
【図4A】
【図4B】
【図4C】
【図4D】
【図2A】
【図2B】
【図2C】
【図2D】
【図2E】
【図2F】
【図2G】
【図2H】
【図3】
【図4A】
【図4B】
【図4C】
【図4D】
【公開番号】特開2013−28179(P2013−28179A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−224867(P2012−224867)
【出願日】平成24年10月10日(2012.10.10)
【分割の表示】特願2008−524018(P2008−524018)の分割
【原出願日】平成18年7月24日(2006.7.24)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2012−224867(P2012−224867)
【出願日】平成24年10月10日(2012.10.10)
【分割の表示】特願2008−524018(P2008−524018)の分割
【原出願日】平成18年7月24日(2006.7.24)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]