
光ファイバ用プリフォームロッドの製造方法

【課題】 光ファイバ製造中にOH基のコアへの拡散を防止したプリフォームロッドの製造方法を提供する。
【解決手段】 コア部と第一クラッドとを有するコアロッドを延伸工程で延伸して、所定外径の出発材を製造し、当該出発材上に、気相堆積法、直接法または石英ガラス管をジャケットする方法のいずれかにより、第二クラッドを生成するプリフォームロッドの製造方法において、出発材の外径を5 mm以上とする。また、コアロッドのコア部外径aと第一クラッド外径tの比率を、t/a=3.8以上とする。また、第一クラッドと第二クラッド界面付近のOH基濃度が最大50ppm以下となるように制御する。
【解決手段】 コア部と第一クラッドとを有するコアロッドを延伸工程で延伸して、所定外径の出発材を製造し、当該出発材上に、気相堆積法、直接法または石英ガラス管をジャケットする方法のいずれかにより、第二クラッドを生成するプリフォームロッドの製造方法において、出発材の外径を5 mm以上とする。また、コアロッドのコア部外径aと第一クラッド外径tの比率を、t/a=3.8以上とする。また、第一クラッドと第二クラッド界面付近のOH基濃度が最大50ppm以下となるように制御する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、低OH基損失(Low Water Peak (LWP))光ファイバを製造するために使用される光ファイバ用プリフォームロッドの製造方法に関する。
【背景技術】
【0002】
光ファイバを製造するために使用されるプリフォームロッドは、一般に、以下の工程で製造される。
1) コアロッド製造工程
光が伝搬するコア部分と、その周囲の、ある程度厚みを持ったクラッド部分(以下第一クラッドという)とを有するコアロッドを製造する工程。
2) 延伸工程
コアロッドを次のクラッド生成工程に適する径に調整する工程。
(径調整のための延伸工程を終了したコアロッドを出発材という。)
3) クラッド生成工程
出発材の周囲に新たなクラッド部分(以下第二クラッドという)を生成する工程。
【0003】
このプリフォームロッドの成分や屈折率分布は、製造される光ファイバの通信性能に大きく影響を及ぼす。特に、光ファイバのコアに含まれたOH基は1385nmの伝送信号を大きく減衰させるという問題がある。そこで、低OH基損失(Low Water Peak (LWP))光ファイバ用プリフォームロッドの開発が要望されている。この要望に応えるために、コアロッド製造工程で使用される原材料に含まれる水分量を低減させたり、脱水工程を改善する工夫が進められている。これにより、OH基がほとんど存在しないコアロッドを製造する技術が完成している。なお、同様の課題を解決するために、各種の技術が開発されている(特許文献1−6)(非特許文献1−5)。
【特許文献1】特開2003−246639号公報
【特許文献2】特開2003−35339号公報
【特許文献3】特開2002−187733号公報
【特許文献4】特開平11−171575号公報
【特許文献5】特開2003−75293号公報
【特許文献6】特開2003−114347号公報
【非特許文献1】J. Stone, J. Lightwave Technol., LT-5, (1987), 5, p. 712-733.
【非特許文献2】M. Horiguchi and M. Kawachi, Appl. Opt., 17 (1978) 16, p. 2570 - 2574.
【非特許文献3】M. horiguchi et al., Electron. Lett., 13 (1977) 16, p. 2570 -2 574.
【非特許文献4】「固体内の拡散(Diffucion in Solids by Paul G. Shewmon)」, 笛木和雄/北澤宏一 共訳, コロナ社, 1994.
【非特許文献5】昭和60年度電子情報通信学会総合全国大会 講演予稿集 1144 「OH基の拡散を考慮した単一モードファイバの低損失化に関する検討」 畔蒜富夫ら 藤倉電線株式会社
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、上記の技術には、次のような解決すべき課題があった。
以下の工程にて発生する水分は、コアロッドの表面近傍に所定の濃度分布のOH基を残留させる。さらに、延伸工程や紡糸工程で加熱されると、そのOH基が拡散してコア内に進入する。具体的には次の(1)〜(3)の工程が問題になる。
【0005】
(1)延伸工程では、コアロッドの径を調整するときに、H2O2バーナを使用する。このとき、バーナにて生成した水分がロッド内に浸入して、OH基がコアロッド内に拡散する。
(2)クラッド生成工程では、出発材の表面を、気泡発生抑制の為に火炎研磨する。火炎研磨工程で、H2O2バーナを使用すると、バーナにて生成した水分が出発材内に浸入して、OH基が出発材内に拡散する。
(3)クラッド生成工程では、気相堆積法(VAD、OVD)または直接法(SiO2粉末を直接溶融堆積させる方法)を採用する。このとき、熱源・反応源であるH2O2バーナを使用すると、バーナにて生成した水分がプリフォームロッド内に浸入して、OH基がプリフォームロッド内に拡散する。
【0006】
上記(1)の対策として、バーナの代わりに電気炉を用いることが考えられる。
しかしながら、電気炉は、熱分布がブロードなので、加熱延伸して出発材の外径を精密に制御することが難しい。
その結果、コアロッドを延伸して取得できる出発材の歩留率が著しく悪く、コストアップの要因となる。
【0007】
上記(2)の対策として、出発材の表面研磨に、プラズマエッチング法を採用することが考えられる。しかし、設備コストが非常に高価である。特許文献1は、出発材の表面を研削する方法を紹介している。しかし、製造工程や製造設備が増加する。しかも、現実のPF製造に要求される平滑な出発材を製造するのは難しい。また、この特許文献1は、HFを用いた化学的なエッチング方法も紹介している。しかし、HFは非常に危険な薬品であり取り扱いに注意を有する。また、エッチング後の残留溶剤の除去が非常に難しく、水アカ状の欠陥が出発材表面に残留する。さらに、処理費用が高価でありこの方法もコストアップにつながる。
【0008】
上記(3)の対策として、特許文献2は、初期堆積段階では通常堆積段階にくらべて、堆積表面温度をさげる方法を紹介している。即ち、H2O2バーナの火炎流量を絞って、クラッド生成時のOH基拡散を防止する。これにより、低堆積表面温度層(低い温度で処理をして堆積された層)を形成後、通常堆積表面温度層で低堆積表面温度層全体を覆うように、プリフォームロッドを形成する。しかしながら、上記2種の堆積層の間には、密度や収縮率の差異が存在する。従って、クラックが発生したり気泡が残留する不良品の発生率が高まる。
【0009】
上記の問題を解決するには、特許文献3に記載した方法が有効である。この方法は、コアロッド製造時の第一クラッド/コア比率 (以下、t/aという。)をアップする方法である。相対的に第一クラッドの厚みを大きくするのである。tは第一クラッドの厚み、aはコアロッドの外径である。このt/aをアップすると、延伸工程や紡糸工程で、出発材と第二クラッドの界面付近に分布したOH基が、コア内に進入することなく拡散する。
【0010】
しかし、t/aのアップは、元来、製造速度の遅い第一クラッド層を厚く形成するため製造コストが高くなる。また、コア製造工程の負担が高まるから、結果的にコストの上昇につながる。
また、VAD製法等において、著しく大きなt/aのアップは、コアと第一クラッド部の堆積バランスを崩しやすく、非常に製造が難しくなるという問題が発生する。
【0011】
本発明は、以上の課題を解決するためになされたもので、光ファイバ製造中にOH基のコアへの拡散を防止したプリフォームロッドの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明の各実施例においては、それぞれ次のような構成により上記の課題を解決する。
〈構成1〉
コア部と第一クラッドとを有するコアロッドを延伸工程で延伸して、所定外径の出発材を製造し、当該出発材上に、気相堆積法、直接法または石英ガラス管をジャケットする方法のいずれかにより、第二クラッドを生成するプリフォームロッドの製造方法において、上記出発材の半径を5 mm以上とし、上記出発材のコア部外径aと第一クラッド外径tの比率を、t/a = 3.8以上としたことを特徴とする光ファイバ用プリフォームロッドの製造方法。
【0013】
出発材の半径を5mm以上にすると、後続する工程で熱処理されても、OH基がコア部まで拡散しないという効果がある。
【0014】
〈構成2〉
上記出発材の半径を200 mm以下としたことを特徴とする構成1記載の光ファイバ用プリフォームロッドの製造方法。
【0015】
出発材の半径を5 mm以上としt/a を 3.8以上にすると、第一クラッドが十分に厚いので、後続する工程で熱処理されても、OH基がコア部まで拡散しない。
【0016】
〈構成3〉
上記第一クラッドと第二クラッド界面付近のOH基濃度が最大50ppm以下となるように、制御することを特徴とする構成1又は2記載の光ファイバ用プリフォームロッドの製造方法。
【0017】
後続する各工程でOH基が拡散しても、OH基濃度が最大50ppm以下であれば、OH基がコア部まで拡散しない。
【0018】
〈構成4〉
上記出発材の半径を、次の式を満足するように設定することを特徴とする構成1ないし3のいずれかに記載の光ファイバ用プリフォームロッドの製造方法。
【数2】

[但し]
Rcore:出発材の半径 [mm]
COH:第一クラッドと第二クラッド界面近傍のOH基最大濃度 [重量ppm]
t:第一クラッド径
a:コア径
【発明を実施するための最良の形態】
【0019】
本発明では、出発材の外径や、コアロッドのコア部外径aと第一クラッド外径tの比率
や、第一クラッドと第二クラッド界面付近のOH基濃度を調整して,光ファイバのコア部へOH基が拡散するのを抑制する。以下、本発明の実施の形態を、具体例を用いて説明する。
【0020】
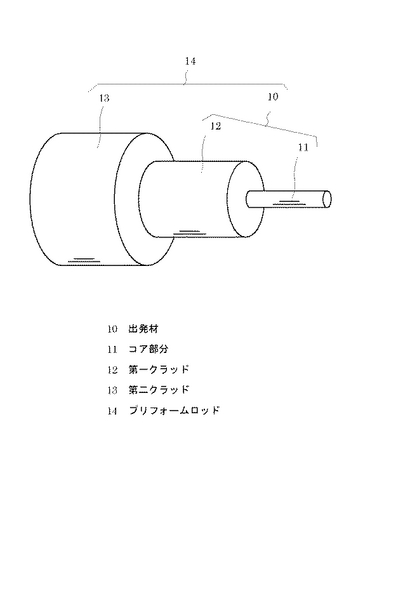
図1は、光ファイバプリフォームロッドの構成を示す部分斜視図である。出発材10は、コア部分11とクラッド部分(第一クラッド)12とを有する。気相堆積法等により、この出発材10に第二クラッド13を外付けして、光ファイバ用プリフォームロッドを製造する。この工程で、出発材10と第二クラッド13の界面(出発材表面)にOH基が残留してしまう。この残留メカニズムは次のとおりである。
【0021】
コアロッドは、コア部分に第一クラッドを外付けして製造する。このコアロッド製造時に、焼結処理時のガス雰囲気を厳密に管理したり、ガラス化炉のシールを厳密に行うことによって、コア中のOH基濃度を 0.8 ppb以下にすることができる。
【0022】
このOH基濃度では、波長1380nmの光信号伝送時に生じるOH基の吸収による損失は 0.05dB/km以下となる。ゆえに、これは、無視できる程度のOH基残留濃度といえる。このような製造方法によって作製されたコアロッドに対して、第二クラッド生成工程前に、延伸工程により、コアロッド径の調整および火炎研磨処理が実施される。これで、出発材が出来る。この際、H2O2バーナを用いるとコアロッド表面にはOH基が残留してしまう。
【0023】
また、第二クラッド生成工程を気相堆積法等にて実施する場合に、本プロセスで用いるH2がコアロッドに拡散してしまう。これにより、コアロッド出発材表面(出発材界面)にOH基が生成し、残留してしまう。また、第二クラッド生成工程でも、第一クラッドと第二クラッドとの界面(出発材表面)にOH基が生成して、残留してしまう。
【0024】
以上のように、コアロッド製造過程では、残留するOH基濃度が無視できる程度に、OH基を除去できるが、コアロッドの延伸工程や火炎研磨工程、あるいは、第二クラッド生成工程にて、第一クラッドと第二クラッドの界面(出発材界面)にOH基が残留してしまう。
【0025】
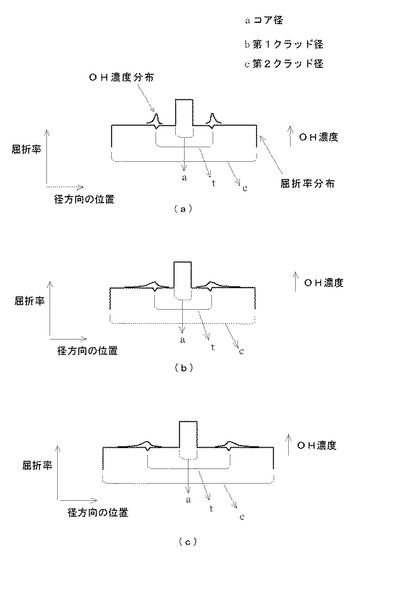
図2は、コアロッド中の残留OH基濃度分布の説明図である。
図の矩形の線は、プリフォームロッドの横断面からみた屈折率分布を示す。縦軸が屈折率で、上方ほど大きい。aはコア径、tは第一クラッド径、cは第二クラッド径である。また、第一クラッドと第二クラッドの界面部分に残留OH基濃度分布曲線が表示されている。縦軸は濃度で横軸は分布している位置である。
【0026】
図の(a)は、従来のプリフォームロッドの状態を示す図である。(b)は、気相堆積法におけるガラス化工程や、プリフォームロッドをファイバ化する紡糸工程を経た後の、従来のプリフォームロッドの状態を示す図である。この図のように、残留OH基は、熱処理のような所定の工程を経るとファイバ中に拡散されてしまう。その一部はコア部分の外周面近傍に達している。一般に、コア径(コア部分の外径)の3倍以上の範囲にOH基が0.1 ppm程度存在すると1380 nm帯のOH基吸収は、0.05dB/km程度になり、低OH光ファイバとはいえない。
【0027】
このようにコア部分に達するような残留OH基の拡散を防ぐためには、コアロッド中の第一クラッドの厚みを大きくして、第一クラッド外周面とコアとの距離を十分に確保するとよい。即ち、コアロッドあるいは出発材中のコア径と第一クラッド径の比率(t/a)を大きくすることが、有効な手段である。なお、コア径と第一クラッド径の比率(t/a)は、コアロッド中も出発材中も同一である。ガラス化工程や紡糸工程で拡散されたOH基が、コアから充分離れたところにあるので、光ファイバの損失増加にはいたらない。これは、既知の方法である。
【0028】
さらに、本願発明者等は、拡散理論に基づく数値解析と実験から、コアロッドの出発材径を一定以上太くすることも有効であることを見いだした。その理由は下記のとおりである。
(1)クラッド生成工程での熱履歴はコアロッドの出発材径が変わっても同じである。
(2)熱履歴が同じであれば、クラッド生成工程以降に拡散するOH基の拡散長が一定である。
(3)よって、コア出発材径が太ければOH基の拡散は、コア中心部分(コア)には到達しない。
【0029】
例えば、クラッド生成工程以降のOH基の拡散長が 1mmであると仮定すると、コアロッドの出発材径が2mmであれば、OH基はコアロッドの中心部分まで拡散されてしまう。一方、コアロッドの出発材径が10mmであったとすると、OH基はコアロッドの中心から4mm以内には達しない。従って、低OHファイバのプリフォームロッド製造設計においては、t/a だけでなくコアロッドの出発材径も勘案したものにすることが望ましいことが分かった。以上の観点から、コア出発材径、t/a、残留OH基濃度 をパラメータとしたとき、これらのパラメータと1380nmの光信号の損失増加との関係について数値解析を行った。
【0030】
[計算概要]
まず、紡糸直前のプリフォームロッドの第1クラッド/第2クラッド界面の残留OH基がほぼガウス分布であると仮定した。そして紡糸工程でのOH基の熱拡散を数値解析し、ファイバ紡糸後のOH分布計算結果からOH基による伝送損失増加量を求めた。なお数値解析結果の妥当性は、実験結果と合わせて検証した。さらに、t/aとプリフォームロッドのOH分布のピーク濃度をパラメータとして、OH基による伝送損失増加量が0.05dB/km以下となるプリフォームロッドの半径を計算により求めた。
【0031】
まず、紡糸前のプリフォームロッド中の第一クラッドと第二クラッド界面の残留OH基分布を、以下の式のように近似した。なお、原点を第一クラッドと第二クラッドの界面とした。
【数3】
【0032】
図3は、ファイバ紡糸工程でのOH基の拡散状態を推定するための説明図である。
紡糸炉中の加熱部分でプリフォームロッドの形状は徐々に細くなっていき光ファイバの径までになる。一般にこの状態の部分をネックダウンと呼ぶ。このネックダウンでのOH基拡散を求めていく。このネックダウンでの形状は、プリフォームロッドの半径および紡糸速度に大きく依存している。ここで、ネックダウンの部分を下図のようにn個に分割する。各要素 iでのプリフォームロッドの半径と速度には次のような関係にある。
【数4】
また、各要素 iをプリフォームロッドが通過する時間をtiとすると、tiは以下の式で表すことができる。
【数5】
lは各要素の長さである。ここで、iの部分での拡散長を求める。拡散長は、上記のような仮定と紡糸炉中の温度分布並びにネックダウン形状の実測データを基にして求めることができる。iの部分の拡散長Liは、以下のようにして求めることができる。
【数6】
以上のように、iを1〜nで計算することによりファイバでの拡散長Lnが求まる。この拡散長よりファイバ中のOH基濃度分布は、以下のような式で表すことができる。
【数7】
【0033】
以上のようにして、紡糸後のファイバ中のOH基濃度分布を求めることができる。
次にファイバ紡糸後のOH基分布とOH基による伝送損失増加量を推定した。
ファイバへ紡糸した後のOH分布解析結果と下式を用いてOH基による伝送損失増加量αを推定した。
【数8】
【0034】
なお、コア中心を原点とするような[数8]の第1式によって座標変換を行なった。透過光強度分布Itは、[数8]の第2、第3式から求めた。そして[数8]の第4式の積分を計算し、OH基による伝送損失増加量αを推量した。以上の計算手順を用いて、1380nmの損失増加分を0.05dB/kmとなるときの、第一クラッドと第二クラッドの境界部のコア中心からの距離をNoとRoをパラメータにして求めた。そしてRoから求めたt/a(=Ro/コア半径)と、No から求める残留OH基濃度との関係から導かれる最低出発材半径の計算結果を求めた。
【0035】
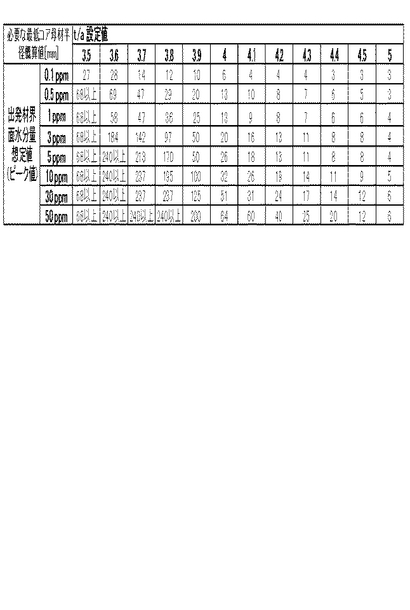
図4は、低OH損失化(約0.05dB/km)に必要な最低出発材半径の一覧表である。
図3と図4より、残留OH基量が増えると最低出発材半径が大きくなり、t/aが大きくなると最低出発材半径が小さくなることがわかる。例えば、t/a=4、残留OH基濃度が10ppmのとき、最低出発材半径は、32mmとなる。
【0036】
また、図4の関係を最小二乗法によって次のような式で近似した。
【数9】
なお、bとcは近似式で用いた係数であり、物理的な意味を持たない係数である。
【0037】
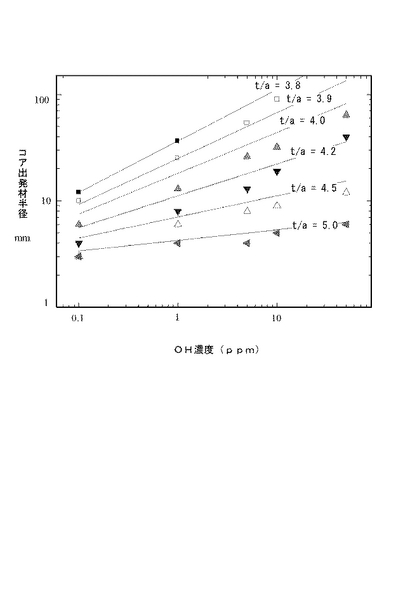
図5に第一クラッドと第二クラッド界面近傍のOH基ピーク濃度と最低出発材半径の関係をLog−Logプロットで示す。プロットしている点は図4で求めた結果であり、線は上記の式から求めた近似曲線である。
【0038】
図5より、本近似曲線と計算結果とが必ず一致するとは限らないが、ロッド製造時のばらつきなどを考慮するとこの不一致はおおむね無視することができる。また、本近似式を用いれば、実験を繰り返すことなく所望の特性が得られることになる。つまり、図5から、残留OH基濃度、コアロッドのt/aがわかれば、出発材半径を設計することができるようになる。従って、クラッド生成工程で生じるOH基のガラス内への拡散長を考慮して設計し、出発材半径を大きくすることで低OH損失光ファイバ用プリフォームを作製可能となる。また、出発材半径を大きくすることによって、電気炉延伸やエッチング等のOH除去手段も特に行う必要がないためプリフォームロッド製造工程を簡便効率化できるようになる。
【0039】
なお、実際の工程では、残留OH基濃度も出発材やコアロッドのt/aも、製造上でばらつき・変動を生じるものなので、統計的手法等を用いてばらつきの範囲を把握し、本計算結果にもとづいて、上記がばらついても所望の特性が達成できる出発材半径を設定することとなる。なお、防糸技術とコスト面を考慮すると、実用上は、出発材半径を200mm以下にすることが好ましい。
【0040】
図4のように設定された出発材半径を用いれば、波長1380nmでのOH基による損失増加量が0.05dB/km以下になるが、現実の製造プロセスを考慮すると出発材やコアロッドのt/aがなるべく小さい方が効率は良い。このようなことから、t/aを3.8以上とすることが望ましい。しかしながら、t/aが3.8未満であると出発材半径が大きくなりすぎるために、第二クラッドの製造を行なうためには何度かクラッド生成・ガラス化・延伸といったことを繰り返す必要がある。製造効率を考慮すれば、そのような工程の繰り返しは2度が限度である。従って、コアのt/aは3.8以上としクラッド生成工程の効率を上げることが必要である。同様に、第一クラッドと第二クラッドの界面に浸入するOH基量が多くなればなるほど、出発材半径が大きくなる。このためクラッド生成工程の効率化を考慮すると、第一クラッドと第二クラッドの界面のOH基濃度を50ppm以下とするようなことが望ましい。
【実施例1】
【0041】
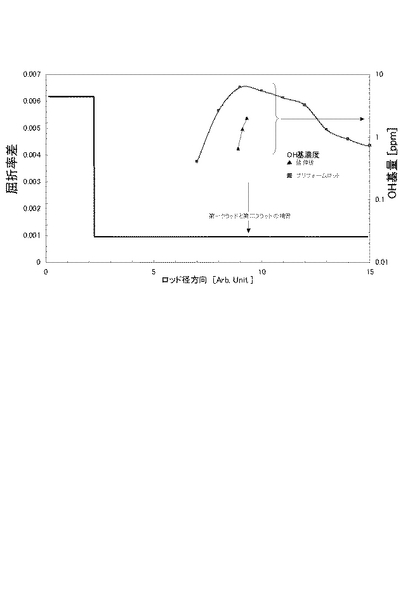
図5は、実施例1のコア付近の屈折率分布とOH基濃度の関係を示すグラフである。
図の太い直線は、屈折率分布、その縦軸は屈折率差、横軸はコアロッド径方向の位置、曲線は、プリフォームロッドのコア付近の位置における、OH基濃度であり、縦軸が濃度を示す。OH基濃度は、コアロッド延伸後、火炎研磨後のプリフォームロッドで測定した。 OH基の濃度はFT−IR法にて測定した。図の結果から、出発材を延伸し、火炎研磨し、プリフォームロッドを生成する過程でOH基濃度分布が次第に広がりを見せるが、図のコア部分には達していない。
【実施例2】
【0042】
VAD法にてt/a=3.9 のコアロッドを作製し充分に脱水・ガラス化を行った後、出発材半径を8mmにし、ジャケット法にて第二クラッドをつけプリフォームロッドとした。このプリフォームの第一クラッドと第二クラッド境界のOH基ピーク濃度は0.1ppmであった。このプリフォームロッドを光ファイバに紡糸したところ、波長1380nm のOH基吸収損失は、0.01dB/km の増加となり、充分 低損失(OH基吸収)光ファイバとなった。
【実施例3】
【0043】
MCVD法にてt/a=4.6のコアロッドを作製した後、出発材半径 を10mmにし、OVD法にて第二クラッドをつけプリフォームロッドとした。このプリフォームの第一クラッドと第二クラッド境界のOH基ピーク濃度は30ppmであった。このプリフォームロッドを光ファイバに紡糸したところ、波長1380nm のOH基吸収損失増加は、0.04dB/kmの増加となり、充分 低損失(OH基吸収)光ファイバとなった。
【実施例4】
【0044】
VAD法にてt/a=5.1のコアロッドを作製し充分に脱水・ガラス化を行った後、出発材半径を12mmにし、OVD法にて第二クラッドをつけプリフォームロッドとした。このプリフォームの第一クラッドと第二クラッド境界のOH基ピーク濃度は2ppmであった。このプリフォームロッドを光ファイバに紡糸したところ、波長1380nmのOH基吸収損失増加は、0.02dB/kmの増加となり、充分低損失(OH基吸収)光ファイバとなった。
【実施例5】
【0045】
VAD法にてt/a=3.9のコアロッドを作製し充分に脱水・ガラス化を行った後、出発材半径23mmにし、OVD法にて第二クラッドをつけプリフォームロッドとした。このプリフォームの第一クラッドと第二クラッド境界のOH基ピーク濃度は0.5ppmであった。このプリフォームロッドを光ファイバに紡糸したところ、波長1380nmのOH基吸収損失増加は、0.02dB/km の増加となり、充分低損失(OH基吸収)光ファイバとなった。
【実施例6】
【0046】
VAD法にてt/a=4.7のコアロッドを作製し充分に脱水・ガラス化を行った後、出発材半径12mmにし、OVD法にて第二クラッドをつけプリフォームロッドとした。このプリフォームの第一クラッドと第二クラッド境界のOH基ピーク濃度は60ppmであった。このプリフォームロッドを光ファイバに紡糸したところ、波長1380nmのOH基吸収損失増加は、0.02dB/kmの増加となり、充分低損失(OH基吸収)光ファイバとなった。
[比較例1]
【0047】
VAD法にてt/a=4.5のコアロッドを作製し充分に脱水・ガラス化を行った後、出発材半径を5mmにし、OVD法にて第二クラッドをつけプリフォームロッドとした。このプリフォームの第一クラッドと第二クラッド境界のOH基ピーク濃度は30ppmであった。このプリフォームロッドを光ファイバに紡糸したところ、波長1380nmのOH基吸収損失増加は、0.4dB/kmの増加となり、低損失光ファイバとならなかった。これは、出発材径が細かったことによるためである。
[比較例2]
【0048】
VAD法にてt/a=3.8のコアロッドを作製し充分に脱水・ガラス化を行った後、出発材半径を10mmにし、OVD法にて第二クラッドをつけプリフォームロッドとした。このプリフォームの第一クラッドと第二クラッド境界のOH基ピーク濃度は30ppmであった。このプリフォームロッドを光ファイバに紡糸したところ、波長1380nm のOH基吸収損失増加は、0.4dB/kmの増加となり、低損失光ファイバとならなかった。これは、出発材径が細かったことによるためである。
【0049】
図6は、最低出発材半径についての説明図である。
設定されたt/aと境界OH基濃度である場合、最低出発材半径以下でロッドの出発材を設定するとコア中心部分にまでOH基が拡散してしまい波長1380nmでの損失量が0.05dB/km以上となってしまう。例えば、実施例2のようなt/a=4.5で境界OH基濃度が30ppmのコアロッドを用いて第二クラッドをつける場合、出発材半径が13.9mm以下のロッドでプリフォームロッドを作製すると紡糸時のOH基の拡散がコア中心部にまで進んでしまい1380nmでの損失増加分が0.05dB/km以上となってしまう。従って、クラッド生成工程にて少なくとも 出発材半径14mmのコアロッドを用いてプリフォームロッドを製造することが望ましい。
【図面の簡単な説明】
【0050】
【図1】光ファイバプリフォームロッドの構成を示す部分斜視図である。
【図2】コアロッド中の残留OH基濃度分布の説明図である。
【図3】低OH基損失(Low Water Peak (LWP))光ファイバを製造するのに必要な出発材半径の最小値を算出した一覧表である。
【図4】第一クラッドと第二クラッド界面近傍のOH基ピーク濃度と出発材半径の関係をLog−Logプロットで示したグラフである。
【図5】実施例1のコア付近の屈折率分布とOH基濃度の関係を示すグラフである。
【符号の説明】
【0051】
10 コアロッド
11 コア部
12 第一クラッド
13 第二クラッド
14 プリフォームロッド
【技術分野】
【0001】
本発明は、低OH基損失(Low Water Peak (LWP))光ファイバを製造するために使用される光ファイバ用プリフォームロッドの製造方法に関する。
【背景技術】
【0002】
光ファイバを製造するために使用されるプリフォームロッドは、一般に、以下の工程で製造される。
1) コアロッド製造工程
光が伝搬するコア部分と、その周囲の、ある程度厚みを持ったクラッド部分(以下第一クラッドという)とを有するコアロッドを製造する工程。
2) 延伸工程
コアロッドを次のクラッド生成工程に適する径に調整する工程。
(径調整のための延伸工程を終了したコアロッドを出発材という。)
3) クラッド生成工程
出発材の周囲に新たなクラッド部分(以下第二クラッドという)を生成する工程。
【0003】
このプリフォームロッドの成分や屈折率分布は、製造される光ファイバの通信性能に大きく影響を及ぼす。特に、光ファイバのコアに含まれたOH基は1385nmの伝送信号を大きく減衰させるという問題がある。そこで、低OH基損失(Low Water Peak (LWP))光ファイバ用プリフォームロッドの開発が要望されている。この要望に応えるために、コアロッド製造工程で使用される原材料に含まれる水分量を低減させたり、脱水工程を改善する工夫が進められている。これにより、OH基がほとんど存在しないコアロッドを製造する技術が完成している。なお、同様の課題を解決するために、各種の技術が開発されている(特許文献1−6)(非特許文献1−5)。
【特許文献1】特開2003−246639号公報
【特許文献2】特開2003−35339号公報
【特許文献3】特開2002−187733号公報
【特許文献4】特開平11−171575号公報
【特許文献5】特開2003−75293号公報
【特許文献6】特開2003−114347号公報
【非特許文献1】J. Stone, J. Lightwave Technol., LT-5, (1987), 5, p. 712-733.
【非特許文献2】M. Horiguchi and M. Kawachi, Appl. Opt., 17 (1978) 16, p. 2570 - 2574.
【非特許文献3】M. horiguchi et al., Electron. Lett., 13 (1977) 16, p. 2570 -2 574.
【非特許文献4】「固体内の拡散(Diffucion in Solids by Paul G. Shewmon)」, 笛木和雄/北澤宏一 共訳, コロナ社, 1994.
【非特許文献5】昭和60年度電子情報通信学会総合全国大会 講演予稿集 1144 「OH基の拡散を考慮した単一モードファイバの低損失化に関する検討」 畔蒜富夫ら 藤倉電線株式会社
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、上記の技術には、次のような解決すべき課題があった。
以下の工程にて発生する水分は、コアロッドの表面近傍に所定の濃度分布のOH基を残留させる。さらに、延伸工程や紡糸工程で加熱されると、そのOH基が拡散してコア内に進入する。具体的には次の(1)〜(3)の工程が問題になる。
【0005】
(1)延伸工程では、コアロッドの径を調整するときに、H2O2バーナを使用する。このとき、バーナにて生成した水分がロッド内に浸入して、OH基がコアロッド内に拡散する。
(2)クラッド生成工程では、出発材の表面を、気泡発生抑制の為に火炎研磨する。火炎研磨工程で、H2O2バーナを使用すると、バーナにて生成した水分が出発材内に浸入して、OH基が出発材内に拡散する。
(3)クラッド生成工程では、気相堆積法(VAD、OVD)または直接法(SiO2粉末を直接溶融堆積させる方法)を採用する。このとき、熱源・反応源であるH2O2バーナを使用すると、バーナにて生成した水分がプリフォームロッド内に浸入して、OH基がプリフォームロッド内に拡散する。
【0006】
上記(1)の対策として、バーナの代わりに電気炉を用いることが考えられる。
しかしながら、電気炉は、熱分布がブロードなので、加熱延伸して出発材の外径を精密に制御することが難しい。
その結果、コアロッドを延伸して取得できる出発材の歩留率が著しく悪く、コストアップの要因となる。
【0007】
上記(2)の対策として、出発材の表面研磨に、プラズマエッチング法を採用することが考えられる。しかし、設備コストが非常に高価である。特許文献1は、出発材の表面を研削する方法を紹介している。しかし、製造工程や製造設備が増加する。しかも、現実のPF製造に要求される平滑な出発材を製造するのは難しい。また、この特許文献1は、HFを用いた化学的なエッチング方法も紹介している。しかし、HFは非常に危険な薬品であり取り扱いに注意を有する。また、エッチング後の残留溶剤の除去が非常に難しく、水アカ状の欠陥が出発材表面に残留する。さらに、処理費用が高価でありこの方法もコストアップにつながる。
【0008】
上記(3)の対策として、特許文献2は、初期堆積段階では通常堆積段階にくらべて、堆積表面温度をさげる方法を紹介している。即ち、H2O2バーナの火炎流量を絞って、クラッド生成時のOH基拡散を防止する。これにより、低堆積表面温度層(低い温度で処理をして堆積された層)を形成後、通常堆積表面温度層で低堆積表面温度層全体を覆うように、プリフォームロッドを形成する。しかしながら、上記2種の堆積層の間には、密度や収縮率の差異が存在する。従って、クラックが発生したり気泡が残留する不良品の発生率が高まる。
【0009】
上記の問題を解決するには、特許文献3に記載した方法が有効である。この方法は、コアロッド製造時の第一クラッド/コア比率 (以下、t/aという。)をアップする方法である。相対的に第一クラッドの厚みを大きくするのである。tは第一クラッドの厚み、aはコアロッドの外径である。このt/aをアップすると、延伸工程や紡糸工程で、出発材と第二クラッドの界面付近に分布したOH基が、コア内に進入することなく拡散する。
【0010】
しかし、t/aのアップは、元来、製造速度の遅い第一クラッド層を厚く形成するため製造コストが高くなる。また、コア製造工程の負担が高まるから、結果的にコストの上昇につながる。
また、VAD製法等において、著しく大きなt/aのアップは、コアと第一クラッド部の堆積バランスを崩しやすく、非常に製造が難しくなるという問題が発生する。
【0011】
本発明は、以上の課題を解決するためになされたもので、光ファイバ製造中にOH基のコアへの拡散を防止したプリフォームロッドの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明の各実施例においては、それぞれ次のような構成により上記の課題を解決する。
〈構成1〉
コア部と第一クラッドとを有するコアロッドを延伸工程で延伸して、所定外径の出発材を製造し、当該出発材上に、気相堆積法、直接法または石英ガラス管をジャケットする方法のいずれかにより、第二クラッドを生成するプリフォームロッドの製造方法において、上記出発材の半径を5 mm以上とし、上記出発材のコア部外径aと第一クラッド外径tの比率を、t/a = 3.8以上としたことを特徴とする光ファイバ用プリフォームロッドの製造方法。
【0013】
出発材の半径を5mm以上にすると、後続する工程で熱処理されても、OH基がコア部まで拡散しないという効果がある。
【0014】
〈構成2〉
上記出発材の半径を200 mm以下としたことを特徴とする構成1記載の光ファイバ用プリフォームロッドの製造方法。
【0015】
出発材の半径を5 mm以上としt/a を 3.8以上にすると、第一クラッドが十分に厚いので、後続する工程で熱処理されても、OH基がコア部まで拡散しない。
【0016】
〈構成3〉
上記第一クラッドと第二クラッド界面付近のOH基濃度が最大50ppm以下となるように、制御することを特徴とする構成1又は2記載の光ファイバ用プリフォームロッドの製造方法。
【0017】
後続する各工程でOH基が拡散しても、OH基濃度が最大50ppm以下であれば、OH基がコア部まで拡散しない。
【0018】
〈構成4〉
上記出発材の半径を、次の式を満足するように設定することを特徴とする構成1ないし3のいずれかに記載の光ファイバ用プリフォームロッドの製造方法。
【数2】
[但し]
Rcore:出発材の半径 [mm]
COH:第一クラッドと第二クラッド界面近傍のOH基最大濃度 [重量ppm]
t:第一クラッド径
a:コア径
【発明を実施するための最良の形態】
【0019】
本発明では、出発材の外径や、コアロッドのコア部外径aと第一クラッド外径tの比率
や、第一クラッドと第二クラッド界面付近のOH基濃度を調整して,光ファイバのコア部へOH基が拡散するのを抑制する。以下、本発明の実施の形態を、具体例を用いて説明する。
【0020】
図1は、光ファイバプリフォームロッドの構成を示す部分斜視図である。出発材10は、コア部分11とクラッド部分(第一クラッド)12とを有する。気相堆積法等により、この出発材10に第二クラッド13を外付けして、光ファイバ用プリフォームロッドを製造する。この工程で、出発材10と第二クラッド13の界面(出発材表面)にOH基が残留してしまう。この残留メカニズムは次のとおりである。
【0021】
コアロッドは、コア部分に第一クラッドを外付けして製造する。このコアロッド製造時に、焼結処理時のガス雰囲気を厳密に管理したり、ガラス化炉のシールを厳密に行うことによって、コア中のOH基濃度を 0.8 ppb以下にすることができる。
【0022】
このOH基濃度では、波長1380nmの光信号伝送時に生じるOH基の吸収による損失は 0.05dB/km以下となる。ゆえに、これは、無視できる程度のOH基残留濃度といえる。このような製造方法によって作製されたコアロッドに対して、第二クラッド生成工程前に、延伸工程により、コアロッド径の調整および火炎研磨処理が実施される。これで、出発材が出来る。この際、H2O2バーナを用いるとコアロッド表面にはOH基が残留してしまう。
【0023】
また、第二クラッド生成工程を気相堆積法等にて実施する場合に、本プロセスで用いるH2がコアロッドに拡散してしまう。これにより、コアロッド出発材表面(出発材界面)にOH基が生成し、残留してしまう。また、第二クラッド生成工程でも、第一クラッドと第二クラッドとの界面(出発材表面)にOH基が生成して、残留してしまう。
【0024】
以上のように、コアロッド製造過程では、残留するOH基濃度が無視できる程度に、OH基を除去できるが、コアロッドの延伸工程や火炎研磨工程、あるいは、第二クラッド生成工程にて、第一クラッドと第二クラッドの界面(出発材界面)にOH基が残留してしまう。
【0025】
図2は、コアロッド中の残留OH基濃度分布の説明図である。
図の矩形の線は、プリフォームロッドの横断面からみた屈折率分布を示す。縦軸が屈折率で、上方ほど大きい。aはコア径、tは第一クラッド径、cは第二クラッド径である。また、第一クラッドと第二クラッドの界面部分に残留OH基濃度分布曲線が表示されている。縦軸は濃度で横軸は分布している位置である。
【0026】
図の(a)は、従来のプリフォームロッドの状態を示す図である。(b)は、気相堆積法におけるガラス化工程や、プリフォームロッドをファイバ化する紡糸工程を経た後の、従来のプリフォームロッドの状態を示す図である。この図のように、残留OH基は、熱処理のような所定の工程を経るとファイバ中に拡散されてしまう。その一部はコア部分の外周面近傍に達している。一般に、コア径(コア部分の外径)の3倍以上の範囲にOH基が0.1 ppm程度存在すると1380 nm帯のOH基吸収は、0.05dB/km程度になり、低OH光ファイバとはいえない。
【0027】
このようにコア部分に達するような残留OH基の拡散を防ぐためには、コアロッド中の第一クラッドの厚みを大きくして、第一クラッド外周面とコアとの距離を十分に確保するとよい。即ち、コアロッドあるいは出発材中のコア径と第一クラッド径の比率(t/a)を大きくすることが、有効な手段である。なお、コア径と第一クラッド径の比率(t/a)は、コアロッド中も出発材中も同一である。ガラス化工程や紡糸工程で拡散されたOH基が、コアから充分離れたところにあるので、光ファイバの損失増加にはいたらない。これは、既知の方法である。
【0028】
さらに、本願発明者等は、拡散理論に基づく数値解析と実験から、コアロッドの出発材径を一定以上太くすることも有効であることを見いだした。その理由は下記のとおりである。
(1)クラッド生成工程での熱履歴はコアロッドの出発材径が変わっても同じである。
(2)熱履歴が同じであれば、クラッド生成工程以降に拡散するOH基の拡散長が一定である。
(3)よって、コア出発材径が太ければOH基の拡散は、コア中心部分(コア)には到達しない。
【0029】
例えば、クラッド生成工程以降のOH基の拡散長が 1mmであると仮定すると、コアロッドの出発材径が2mmであれば、OH基はコアロッドの中心部分まで拡散されてしまう。一方、コアロッドの出発材径が10mmであったとすると、OH基はコアロッドの中心から4mm以内には達しない。従って、低OHファイバのプリフォームロッド製造設計においては、t/a だけでなくコアロッドの出発材径も勘案したものにすることが望ましいことが分かった。以上の観点から、コア出発材径、t/a、残留OH基濃度 をパラメータとしたとき、これらのパラメータと1380nmの光信号の損失増加との関係について数値解析を行った。
【0030】
[計算概要]
まず、紡糸直前のプリフォームロッドの第1クラッド/第2クラッド界面の残留OH基がほぼガウス分布であると仮定した。そして紡糸工程でのOH基の熱拡散を数値解析し、ファイバ紡糸後のOH分布計算結果からOH基による伝送損失増加量を求めた。なお数値解析結果の妥当性は、実験結果と合わせて検証した。さらに、t/aとプリフォームロッドのOH分布のピーク濃度をパラメータとして、OH基による伝送損失増加量が0.05dB/km以下となるプリフォームロッドの半径を計算により求めた。
【0031】
まず、紡糸前のプリフォームロッド中の第一クラッドと第二クラッド界面の残留OH基分布を、以下の式のように近似した。なお、原点を第一クラッドと第二クラッドの界面とした。
【数3】
【0032】
図3は、ファイバ紡糸工程でのOH基の拡散状態を推定するための説明図である。
紡糸炉中の加熱部分でプリフォームロッドの形状は徐々に細くなっていき光ファイバの径までになる。一般にこの状態の部分をネックダウンと呼ぶ。このネックダウンでのOH基拡散を求めていく。このネックダウンでの形状は、プリフォームロッドの半径および紡糸速度に大きく依存している。ここで、ネックダウンの部分を下図のようにn個に分割する。各要素 iでのプリフォームロッドの半径と速度には次のような関係にある。
【数4】
また、各要素 iをプリフォームロッドが通過する時間をtiとすると、tiは以下の式で表すことができる。
【数5】
lは各要素の長さである。ここで、iの部分での拡散長を求める。拡散長は、上記のような仮定と紡糸炉中の温度分布並びにネックダウン形状の実測データを基にして求めることができる。iの部分の拡散長Liは、以下のようにして求めることができる。
【数6】
以上のように、iを1〜nで計算することによりファイバでの拡散長Lnが求まる。この拡散長よりファイバ中のOH基濃度分布は、以下のような式で表すことができる。
【数7】
【0033】
以上のようにして、紡糸後のファイバ中のOH基濃度分布を求めることができる。
次にファイバ紡糸後のOH基分布とOH基による伝送損失増加量を推定した。
ファイバへ紡糸した後のOH分布解析結果と下式を用いてOH基による伝送損失増加量αを推定した。
【数8】
【0034】
なお、コア中心を原点とするような[数8]の第1式によって座標変換を行なった。透過光強度分布Itは、[数8]の第2、第3式から求めた。そして[数8]の第4式の積分を計算し、OH基による伝送損失増加量αを推量した。以上の計算手順を用いて、1380nmの損失増加分を0.05dB/kmとなるときの、第一クラッドと第二クラッドの境界部のコア中心からの距離をNoとRoをパラメータにして求めた。そしてRoから求めたt/a(=Ro/コア半径)と、No から求める残留OH基濃度との関係から導かれる最低出発材半径の計算結果を求めた。
【0035】
図4は、低OH損失化(約0.05dB/km)に必要な最低出発材半径の一覧表である。
図3と図4より、残留OH基量が増えると最低出発材半径が大きくなり、t/aが大きくなると最低出発材半径が小さくなることがわかる。例えば、t/a=4、残留OH基濃度が10ppmのとき、最低出発材半径は、32mmとなる。
【0036】
また、図4の関係を最小二乗法によって次のような式で近似した。
【数9】
なお、bとcは近似式で用いた係数であり、物理的な意味を持たない係数である。
【0037】
図5に第一クラッドと第二クラッド界面近傍のOH基ピーク濃度と最低出発材半径の関係をLog−Logプロットで示す。プロットしている点は図4で求めた結果であり、線は上記の式から求めた近似曲線である。
【0038】
図5より、本近似曲線と計算結果とが必ず一致するとは限らないが、ロッド製造時のばらつきなどを考慮するとこの不一致はおおむね無視することができる。また、本近似式を用いれば、実験を繰り返すことなく所望の特性が得られることになる。つまり、図5から、残留OH基濃度、コアロッドのt/aがわかれば、出発材半径を設計することができるようになる。従って、クラッド生成工程で生じるOH基のガラス内への拡散長を考慮して設計し、出発材半径を大きくすることで低OH損失光ファイバ用プリフォームを作製可能となる。また、出発材半径を大きくすることによって、電気炉延伸やエッチング等のOH除去手段も特に行う必要がないためプリフォームロッド製造工程を簡便効率化できるようになる。
【0039】
なお、実際の工程では、残留OH基濃度も出発材やコアロッドのt/aも、製造上でばらつき・変動を生じるものなので、統計的手法等を用いてばらつきの範囲を把握し、本計算結果にもとづいて、上記がばらついても所望の特性が達成できる出発材半径を設定することとなる。なお、防糸技術とコスト面を考慮すると、実用上は、出発材半径を200mm以下にすることが好ましい。
【0040】
図4のように設定された出発材半径を用いれば、波長1380nmでのOH基による損失増加量が0.05dB/km以下になるが、現実の製造プロセスを考慮すると出発材やコアロッドのt/aがなるべく小さい方が効率は良い。このようなことから、t/aを3.8以上とすることが望ましい。しかしながら、t/aが3.8未満であると出発材半径が大きくなりすぎるために、第二クラッドの製造を行なうためには何度かクラッド生成・ガラス化・延伸といったことを繰り返す必要がある。製造効率を考慮すれば、そのような工程の繰り返しは2度が限度である。従って、コアのt/aは3.8以上としクラッド生成工程の効率を上げることが必要である。同様に、第一クラッドと第二クラッドの界面に浸入するOH基量が多くなればなるほど、出発材半径が大きくなる。このためクラッド生成工程の効率化を考慮すると、第一クラッドと第二クラッドの界面のOH基濃度を50ppm以下とするようなことが望ましい。
【実施例1】
【0041】
図5は、実施例1のコア付近の屈折率分布とOH基濃度の関係を示すグラフである。
図の太い直線は、屈折率分布、その縦軸は屈折率差、横軸はコアロッド径方向の位置、曲線は、プリフォームロッドのコア付近の位置における、OH基濃度であり、縦軸が濃度を示す。OH基濃度は、コアロッド延伸後、火炎研磨後のプリフォームロッドで測定した。 OH基の濃度はFT−IR法にて測定した。図の結果から、出発材を延伸し、火炎研磨し、プリフォームロッドを生成する過程でOH基濃度分布が次第に広がりを見せるが、図のコア部分には達していない。
【実施例2】
【0042】
VAD法にてt/a=3.9 のコアロッドを作製し充分に脱水・ガラス化を行った後、出発材半径を8mmにし、ジャケット法にて第二クラッドをつけプリフォームロッドとした。このプリフォームの第一クラッドと第二クラッド境界のOH基ピーク濃度は0.1ppmであった。このプリフォームロッドを光ファイバに紡糸したところ、波長1380nm のOH基吸収損失は、0.01dB/km の増加となり、充分 低損失(OH基吸収)光ファイバとなった。
【実施例3】
【0043】
MCVD法にてt/a=4.6のコアロッドを作製した後、出発材半径 を10mmにし、OVD法にて第二クラッドをつけプリフォームロッドとした。このプリフォームの第一クラッドと第二クラッド境界のOH基ピーク濃度は30ppmであった。このプリフォームロッドを光ファイバに紡糸したところ、波長1380nm のOH基吸収損失増加は、0.04dB/kmの増加となり、充分 低損失(OH基吸収)光ファイバとなった。
【実施例4】
【0044】
VAD法にてt/a=5.1のコアロッドを作製し充分に脱水・ガラス化を行った後、出発材半径を12mmにし、OVD法にて第二クラッドをつけプリフォームロッドとした。このプリフォームの第一クラッドと第二クラッド境界のOH基ピーク濃度は2ppmであった。このプリフォームロッドを光ファイバに紡糸したところ、波長1380nmのOH基吸収損失増加は、0.02dB/kmの増加となり、充分低損失(OH基吸収)光ファイバとなった。
【実施例5】
【0045】
VAD法にてt/a=3.9のコアロッドを作製し充分に脱水・ガラス化を行った後、出発材半径23mmにし、OVD法にて第二クラッドをつけプリフォームロッドとした。このプリフォームの第一クラッドと第二クラッド境界のOH基ピーク濃度は0.5ppmであった。このプリフォームロッドを光ファイバに紡糸したところ、波長1380nmのOH基吸収損失増加は、0.02dB/km の増加となり、充分低損失(OH基吸収)光ファイバとなった。
【実施例6】
【0046】
VAD法にてt/a=4.7のコアロッドを作製し充分に脱水・ガラス化を行った後、出発材半径12mmにし、OVD法にて第二クラッドをつけプリフォームロッドとした。このプリフォームの第一クラッドと第二クラッド境界のOH基ピーク濃度は60ppmであった。このプリフォームロッドを光ファイバに紡糸したところ、波長1380nmのOH基吸収損失増加は、0.02dB/kmの増加となり、充分低損失(OH基吸収)光ファイバとなった。
[比較例1]
【0047】
VAD法にてt/a=4.5のコアロッドを作製し充分に脱水・ガラス化を行った後、出発材半径を5mmにし、OVD法にて第二クラッドをつけプリフォームロッドとした。このプリフォームの第一クラッドと第二クラッド境界のOH基ピーク濃度は30ppmであった。このプリフォームロッドを光ファイバに紡糸したところ、波長1380nmのOH基吸収損失増加は、0.4dB/kmの増加となり、低損失光ファイバとならなかった。これは、出発材径が細かったことによるためである。
[比較例2]
【0048】
VAD法にてt/a=3.8のコアロッドを作製し充分に脱水・ガラス化を行った後、出発材半径を10mmにし、OVD法にて第二クラッドをつけプリフォームロッドとした。このプリフォームの第一クラッドと第二クラッド境界のOH基ピーク濃度は30ppmであった。このプリフォームロッドを光ファイバに紡糸したところ、波長1380nm のOH基吸収損失増加は、0.4dB/kmの増加となり、低損失光ファイバとならなかった。これは、出発材径が細かったことによるためである。
【0049】
図6は、最低出発材半径についての説明図である。
設定されたt/aと境界OH基濃度である場合、最低出発材半径以下でロッドの出発材を設定するとコア中心部分にまでOH基が拡散してしまい波長1380nmでの損失量が0.05dB/km以上となってしまう。例えば、実施例2のようなt/a=4.5で境界OH基濃度が30ppmのコアロッドを用いて第二クラッドをつける場合、出発材半径が13.9mm以下のロッドでプリフォームロッドを作製すると紡糸時のOH基の拡散がコア中心部にまで進んでしまい1380nmでの損失増加分が0.05dB/km以上となってしまう。従って、クラッド生成工程にて少なくとも 出発材半径14mmのコアロッドを用いてプリフォームロッドを製造することが望ましい。
【図面の簡単な説明】
【0050】
【図1】光ファイバプリフォームロッドの構成を示す部分斜視図である。
【図2】コアロッド中の残留OH基濃度分布の説明図である。
【図3】低OH基損失(Low Water Peak (LWP))光ファイバを製造するのに必要な出発材半径の最小値を算出した一覧表である。
【図4】第一クラッドと第二クラッド界面近傍のOH基ピーク濃度と出発材半径の関係をLog−Logプロットで示したグラフである。
【図5】実施例1のコア付近の屈折率分布とOH基濃度の関係を示すグラフである。
【符号の説明】
【0051】
10 コアロッド
11 コア部
12 第一クラッド
13 第二クラッド
14 プリフォームロッド
【特許請求の範囲】
【請求項1】
コア部と第一クラッドとを有するコアロッドを延伸工程で延伸して、所定外径の出発材を製造し、当該出発材上に、気相堆積法、直接法または石英ガラス管をジャケットする方法のいずれかにより、第二クラッドを生成するプリフォームロッドの製造方法において、
前記出発材の半径を5 mm以上とし、前記出発材のコア部外径aと第一クラッド外径tの比率を、t/a = 3.8以上としたことを特徴とする光ファイバ用プリフォームロッドの製造方法。
【請求項2】
前記出発材の半径を200 mm以下としたことを特徴とする請求項1記載の光ファイバ用プリフォームロッドの製造方法。
【請求項3】
前記第一クラッドと第二クラッド界面付近のOH基濃度が最大50ppm以下となるように、制御することを特徴とする請求項1又は2記載の光ファイバ用プリフォームロッドの製造方法。
【請求項4】
前記出発材の半径を、次の式を満足するように設定することを特徴とする請求項1ないし3のいずれかに記載の光ファイバ用プリフォームロッドの製造方法。
【数1】
[但し]
Rcore:出発材の半径〔mm〕
COH:第一クラッドと第二クラッド界面近傍のOH基最大濃度〔重量ppm〕
t:第一クラッド径
a:コア径
【請求項1】
コア部と第一クラッドとを有するコアロッドを延伸工程で延伸して、所定外径の出発材を製造し、当該出発材上に、気相堆積法、直接法または石英ガラス管をジャケットする方法のいずれかにより、第二クラッドを生成するプリフォームロッドの製造方法において、
前記出発材の半径を5 mm以上とし、前記出発材のコア部外径aと第一クラッド外径tの比率を、t/a = 3.8以上としたことを特徴とする光ファイバ用プリフォームロッドの製造方法。
【請求項2】
前記出発材の半径を200 mm以下としたことを特徴とする請求項1記載の光ファイバ用プリフォームロッドの製造方法。
【請求項3】
前記第一クラッドと第二クラッド界面付近のOH基濃度が最大50ppm以下となるように、制御することを特徴とする請求項1又は2記載の光ファイバ用プリフォームロッドの製造方法。
【請求項4】
前記出発材の半径を、次の式を満足するように設定することを特徴とする請求項1ないし3のいずれかに記載の光ファイバ用プリフォームロッドの製造方法。
【数1】
[但し]
Rcore:出発材の半径〔mm〕
COH:第一クラッドと第二クラッド界面近傍のOH基最大濃度〔重量ppm〕
t:第一クラッド径
a:コア径
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−206402(P2006−206402A)
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願番号】特願2005−22660(P2005−22660)
【出願日】平成17年1月31日(2005.1.31)
【出願人】(306013119)昭和電線デバイステクノロジー株式会社 (118)
【Fターム(参考)】
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願日】平成17年1月31日(2005.1.31)
【出願人】(306013119)昭和電線デバイステクノロジー株式会社 (118)
【Fターム(参考)】
[ Back to top ]