
光学フィルムの製造方法
【課題】アクリル系樹脂からなる光学フィルムの製造方法であって、光学フィルムが易接着層を有し、かつトリミング工程を経るにも拘わらず、傷の発生および異物の付着が少なく、位相差ムラなどの光学特性が改善された光学フィルムが得られる方法を提供する。
【解決手段】アクリル重合体を含む熱可塑性樹脂を溶融成膜して帯状の原フィルムを形成する工程、形成した原フィルムを縦延伸する工程、縦延伸した原フィルムを横延伸して光学フィルムを形成する工程および形成した光学フィルムを巻き取る工程を連続して行い、縦延伸工程と横延伸工程との間に、原フィルムの表面に易接着組成物を塗布する工程をさらに含み、横延伸工程において、原フィルムに加えられる熱によって、当該フィルムの表面に形成された易接着組成物の塗布膜を乾燥して易接着層を形成し、横延伸工程と巻き取り工程との間に、光学フィルムをトリミングする工程をさらに含む、方法とする。
【解決手段】アクリル重合体を含む熱可塑性樹脂を溶融成膜して帯状の原フィルムを形成する工程、形成した原フィルムを縦延伸する工程、縦延伸した原フィルムを横延伸して光学フィルムを形成する工程および形成した光学フィルムを巻き取る工程を連続して行い、縦延伸工程と横延伸工程との間に、原フィルムの表面に易接着組成物を塗布する工程をさらに含み、横延伸工程において、原フィルムに加えられる熱によって、当該フィルムの表面に形成された易接着組成物の塗布膜を乾燥して易接着層を形成し、横延伸工程と巻き取り工程との間に、光学フィルムをトリミングする工程をさらに含む、方法とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アクリル系熱可塑性樹脂からなる光学フィルムの製造方法に関する。
【背景技術】
【0002】
近年、液晶表示装置の大画面化が進み、使用環境が広がるにつれ、視認性(より明るく、より見やすく、よりコントラスト良く、より高視野角、など)に対する要求が厳しくなっている。しかし、液晶セル本体の改良のみでは視認性向上の要求を十分満足することができない。このため、液晶表示装置が備える位相差フィルム、偏光子保護フィルムなど、光学フィルムの性能向上が期待される。例えば、光学フィルムには、その種類によって異なるが、高い透明性、低い光弾性率、耐熱性、耐光性、高い表面硬度、高い機械的強度、大きい位相差、位相差の波長依存性が小さいこと、位相差の入射角依存性が小さいことが要求される。
【0003】
従来、樹脂フィルムに光学的異方性を発現させて位相差フィルムとしたり、可撓性に優れる光学フィルムを樹脂フィルムから得るために、樹脂フィルムを一軸または二軸延伸により延伸配向させることが行われている。一軸延伸フィルムの製造方法として、縦一軸延伸法(例えば特許文献1)、テンター延伸機などを用いた横一軸延伸法(例えば特許文献2)が従来から行われている。二軸延伸フィルムの製造方法として、横延伸後に縦延伸を行う逐次二軸延伸法、および縦延伸後に横延伸を行う逐次二軸延伸法(例えば特許文献3)が従来から行われている。通常、これらの延伸は、流延(溶液キャスト)成膜、カレンダー成膜、溶融成膜により未延伸の原フィルム(原反)を形成し、これを一旦巻き取った後、巻き取った原フィルムを繰り出して行うことが一般的である。
【0004】
原フィルムおよびこれを延伸した延伸フィルムは、製品形状にするために、あるいは、厚さまたは端面形状が不均一であることが原因となる巻取り時のフィルムの巻きズレを防ぐために、フィルムを巻取る前に、その一部、典型的には、帯状のフィルムにおける幅方向の両端部を切断する(トリミングする)ことがある(特許文献4参照)。
【0005】
ポリメチルメタクリレート(PMMA)に代表されるアクリル重合体は、光線透過率が高く、屈折率の波長依存性が小さいなど、優れた光学特性を有することから、光学フィルムとして様々な開発が進められている(例えば特許文献5)。一方、ポリスチレンに代表されるスチレン系重合体は、負の固有複屈折を有するとともにアクリル重合体と相溶性が高く、アクリル重合体が正の固有複屈折を有する場合においても、当該重合体との混合量を増すことによって負の固有複屈折を有する樹脂が実現できることから、アクリル重合体と混合した上で負の位相差フィルムに適用する検討がなされている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−171290号公報
【特許文献2】特開2001−215332号公報
【特許文献3】特開2002−148438号公報
【特許文献4】特開2009−154252号公報
【特許文献5】特開平3−194503号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
アクリル樹脂からなる未延伸の原フィルムは、機械的強度が極端に低く、トリミング時に発生する切粉が多い。発生した切粉がフィルムに付着して異物となることで、また、フィルムの巻取り時に切粉がフィルムに傷を付けることで、製品フィルムの品質が低下する。フィルムに付着した異物を除去する手段に、粘着ロールの使用がある。しかし、偏光子保護フィルムを製造する場合など、フィルムの表面に易接着層を設ける場合には、易接着層に切粉が固着するため、粘着ロールによる切粉の除去が難しい。
【0008】
また、アクリル樹脂からなる未延伸の原フィルムは、表面平滑性が高く、巻取りの際にフィルム面間に空気層が存在し難いため、高い密着性によるゲージバンドが発生しやすい。このため、原フィルムの巻取りやその後の巻き戻しの際に、フィルム表面に傷が付いたり、剥がれが生じたりすることがある。この問題は、原フィルムに保護フィルム(プロテクトフィルム)を積層した状態で巻き取ることにより低減できるが、保護フィルムに元から付着していた微小な異物によって、「押し跡」と呼ばれる傷が原フィルムに付くことがある。これに加えて、原フィルムを延伸する際に保護フィルムを剥離するが、その際に発生する静電気によって埃やゴミが引き寄せられ、フィルムに付着して、製品フィルムの品質が低下することがある。
【0009】
ところで、易接着層は、延伸が終了したフィルムを巻き取った後、得られたフィルムロールからフィルムを繰り出し、繰り出した当該フィルム上に易接着組成物を塗布し、乾燥して設けることができる。その際、易接着組成物の塗布膜を乾燥させるためにフィルムに加えられる熱によって、製品フィルムに位相差の低下、位相差ムラ、光軸ムラなどが発生することがある。
【0010】
本発明は、これらの問題点に鑑みてなされたものであって、アクリル重合体を含む熱可塑性樹脂からなる光学フィルムの製造方法であって、当該光学フィルムが易接着層を有し、かつトリミング工程を経るにも拘わらず、傷の発生および異物の付着が少なく、位相差ムラが低減するなど、光学特性が改善された光学フィルムが得られる方法の提供を目的とする。
【課題を解決するための手段】
【0011】
本発明の製造方法は、アクリル重合体を含む熱可塑性樹脂からなる光学フィルムの製造方法であって、前記熱可塑性樹脂を溶融成膜して帯状の原フィルムを形成する工程(溶融成膜工程)、前記形成した原フィルムを縦延伸する工程(縦延伸工程)、前記縦延伸した原フィルムを横延伸して光学フィルムを形成する工程(横延伸工程)、および前記形成した光学フィルムを巻き取る工程(巻き取り工程)を連続して行い、前記縦延伸工程と前記横延伸工程との間に、前記縦延伸した原フィルムの表面に易接着組成物を塗布する工程(塗工工程)をさらに含み、前記横延伸工程において、前記原フィルムに加えられる熱によって、当該フィルムの表面に形成された前記易接着組成物の塗布膜を乾燥して易接着層を形成し、前記横延伸工程と前記巻き取り工程との間に、前記形成した光学フィルムをトリミングする工程(トリミング工程)をさらに含む方法である。
【発明の効果】
【0012】
本発明によれば、アクリル重合体を含む熱可塑性樹脂からなる光学フィルムを、当該光学フィルムが易接着層を有し、かつトリミング工程を経るにも拘わらず、異物の付着および傷の発生を抑えるとともに光学特性を改善しながら、安定して連続的に製造することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の製造方法が実施される光学フィルム製造装置の一例を示す模式図である。
【図2】本発明の製造方法が実施される光学フィルム製造装置の別の一例を示す模式図である。
【図3】比較例において用いた、原フィルムの製造装置を示す模式図である。
【図4】比較例において用いた、原フィルムから位相差フィルムを作製する製造装置を示す模式図である。
【発明を実施するための形態】
【0014】
これ以降の説明において、特に記載がない限り、「%」は「質量%」を、「部」は「質量部」を、それぞれ意味する。また、範囲を示す「A〜B」は、A以上B以下であることを示す。
【0015】
本明細書における「樹脂」は「重合体」よりも広い概念である。樹脂は、例えば1種または2種以上の重合体からなってもよいし、必要に応じて、重合体以外の材料、例えば紫外線吸収剤、酸化防止剤、フィラーなどの添加剤、相溶化剤、安定化剤などを含んでいてもよい。
【0016】
[光学フィルムの製造方法]
本発明の光学フィルムの製造方法は、アクリル重合体を含む熱可塑性樹脂に対して、溶融成膜工程、縦延伸工程、横延伸工程、巻取り工程の順に連続して実施し、光学フィルムを製造する方法である。溶融成膜工程では、アクリル重合体を含む熱可塑性樹脂からなる帯状の原フィルムが形成される。縦延伸工程では、溶融成膜工程で形成した原フィルムを縦延伸する。横延伸工程では、縦延伸した原フィルムを横延伸して光学フィルムを形成する。巻き取り工程では、形成された光学フィルムを巻き取り、ロールとする。本発明の製造方法は、縦延伸工程と横延伸工程との間に、縦延伸した原フィルムの表面に易接着組成物を塗布する工程(塗布工程)をさらに含む。このとき、原フィルムの当該表面に、易接着組成物の塗布膜が形成される。横延伸工程では、原フィルムが横延伸されるが、その際、原フィルムに加えられる熱によって、原フィルムの表面に形成された易接着組成物の塗布膜が乾燥して易接着層となる。本発明の製造方法は、横延伸工程と巻き取り工程との間に、形成した光学フィルムをトリミングする工程(トリミング工程)をさらに含む。
【0017】
縦延伸とは、帯状の原フィルムの流れ方向(MD方向、溶融成膜の方向)に当該フィルムを延伸することをいう。横延伸とは、帯状の原フィルムの幅方向(TD方向)に当該フィルムを延伸することをいう。
【0018】
本発明の光学フィルムの製造方法において、巻き取り工程に至るまでは、溶融成膜工程で形成された原フィルムおよび当該フィルムから形成された光学フィルムがロールに巻き取られることがない。このため、フィルムを巻き取る際に生じる、主としてフィルムの巻締りによる、傷、割れなどの発生が抑えられる。これに加えて、フィルムを巻き取る際に必要に応じて逐次行われるトリミングの回数を低減でき、切粉の発生ならびに発生した切粉による異物の付着(特に、易接着層に対する異物の付着)および傷の発生が抑制される。また、巻き取ったフィルムを次工程に繰り出す際の通紙作業による製品ロスを少なくすることができる。
【0019】
本発明の製造方法では、縦延伸および横延伸を経て形成された光学フィルムに対してトリミングが行われる。縦延伸および横延伸を経たフィルムは、アクリル重合体を含んでいたとしても、延伸配向によって機械的強度が向上しており、トリミングの際に発生する切粉が少ない。このため、本発明の製造方法では、切粉の発生ならびに発生した切粉による異物の付着(特に、易接着層に対する異物の付着)および傷の発生が抑制される。
【0020】
本発明の製造方法では、縦延伸工程と横延伸工程との間に易接着組成物の塗布膜を形成し、フィルムの光学特性が定まる横延伸工程において、延伸のためにフィルムに加えられる熱を利用して当該塗布膜から易接着層が形成される。このため、延伸終了後に改めて熱を加えて易接着層を形成する場合に比べて、得られた光学フィルムに位相差の低下、位相差ムラ、光軸ムラなどが生じにくい。
【0021】
溶融成膜工程の具体的な例としては、樹脂を構成する各成分をオムニミキサーなどの混合機でプレブレンドした後、得られた混合物を混練機から押出混練してもよい。押出混練に用いる混練機は特に限定されず、例えば、単軸押出機、二軸押出機などの押出機、あるいは加圧ニーダーなどの公知の混練機を用いることができる。
【0022】
また、別途形成した熱可塑性樹脂を溶融押出成形して成膜してもよい。溶融成膜法には、例えば、Tダイ法、インフレーション法などがあり、その際の成形温度は、好ましくは200〜350℃、より好ましくは250〜320℃、さらに好ましくは255℃〜310℃、特に好ましくは260℃〜300℃である。
【0023】
Tダイ法を用いる場合、押出機の先端部にTダイを取り付け、このTダイから溶融樹脂を押し出して、原フィルムを成膜する。
【0024】
溶融成膜に押出機を用いる場合、押出機の種類は特に限定されず、単軸であっても二軸であっても多軸であってもよいが、そのL/D値は(Lは押出機のシリンダの長さ、Dはシリンダ内径)、熱可塑性樹脂を十分に可塑化して良好な混練状態を得るために、好ましくは10以上100以下であり、より好ましくは15以上80以下であり、さらに好ましくは20以上60以下である。L/D値が10未満の場合、熱可塑性樹脂を十分に可塑化できず、良好な混練状態が得られないことがある。一方、L/D値が100を超えると、熱可塑性樹脂に対して過度に剪断発熱が加わることで、樹脂が熱分解する可能性がある。
【0025】
またこの場合、シリンダの設定温度は、好ましくは200℃以上350℃以下であり、より好ましくは250℃以上320℃以下である。設定温度が200℃未満では、熱可塑性樹脂の溶融粘度が過度に高くなって、原フィルムの生産性が低下する。一方、設定温度が350℃を超えると、樹脂が熱分解する可能性がある。
【0026】
溶融成膜に押出機を用いる場合、押出機の形状は特に限定されないが、1個以上の開放ベント部を有することが好ましい。このような押出機を用いることによって、開放ベント部から分解ガスを吸引することができ、得られた原フィルムに残存する揮発成分の量を低減できる。開放ベント部から分解ガスを吸引するためには、例えば、開放ベント部を減圧状態にすればよく、その減圧度は、開放ベント部の圧力にして、931〜1.3hPaの範囲が好ましく、798〜13.3hPaの範囲がより好ましい。開放ベント部の圧力が931hPaより高い場合、揮発成分、あるいは樹脂の分解により発生する単量体成分などが、樹脂中に残存しやすい。一方、開放ベント部の圧力を1.3hPaより低く保つことは工業的に困難である。
【0027】
溶融成膜の際には、ポリマーフィルターで濾過した樹脂を成形して原フィルムとすることが好ましい。ポリマーフィルターにより、樹脂中に存在する異物を除去できるため、最終的に得られた光学フィルムの外観上の欠点を低減できる。なお、ポリマーフィルターによる濾過時には、樹脂は高温の溶融状態となる。このため、ポリマーフィルターを通過する際に樹脂が劣化し、劣化により形成されたガス成分や着色劣化物が流れだして、得られたフィルムに、穴あき、流れ模様、流れスジなどの欠点が観察されることがある。この欠点は、特に、フィルムを連続して溶融成膜する際に観察されやすい。このため、ポリマーフィルターで濾過した樹脂を成形する際には、その成形温度は、樹脂の溶融粘度を低下させ、ポリマーフィルターにおける樹脂の滞留時間を短くするために、例えば、250〜320℃であり、260〜300℃が好ましい。
【0028】
ポリマーフィルターの構成は特に限定されないが、ハウジング内に多数枚のリーフディスク型フィルターを配したポリマーフィルターを好適に用いることができる。リーフディスク型フィルターの濾材は、金属繊維不織布を焼結したタイプ、金属粉末を焼結したタイプ、金網を数枚積層したタイプ、あるいはそれらを組み合わせたハイブリッドタイプのいずれでもよいが、金属繊維不織布を焼結したタイプが最も好ましい。
【0029】
ポリマーフィルターによる濾過精度は特に限定されないが、通常15μm以下、好ましくは10μm以下、より好ましくは5μm以下である。濾過精度が1μm以下になると、ポリマーフィルタにおける樹脂の滞留時間が長くなることで当該樹脂の熱劣化が大きくなる他、原フィルムおよび光学フィルムの生産性が低下する。一方、濾過精度が15μmを超えると、樹脂中の異物を除去することが難しくなる。
【0030】
ポリマーフィルターの形状は特に限定されず、例えば、複数の樹脂流通口を有し、センターポール内に樹脂の流路を有する内流型;断面が複数の頂点もしくは面においてリーフディスクフィルタの内周面に接し、センターポールの外面に樹脂の流路がある外流型;などがある。特に、樹脂の滞留箇所の少ない外流型を用いることが好ましい。
【0031】
ポリマーフィルターにおける樹脂の滞留時間に特に制限はないが、好ましくは20分以下であり、より好ましくは10分以下であり、さらに好ましくは5分以下である。また、濾過時におけるフィルター入口圧およびフィルター出口圧は、例えば、それぞれ、3〜15MPaおよび0.3〜10MPaであり、圧力損失(フィルターの入口圧と出口圧の圧力差)は、1MPa〜15MPaの範囲が好ましい。圧力損失が1MPa以下になると、樹脂がフィルターを通過する流路に偏りが生じやすく、得られた原フィルムおよび光学フィルムの品質が低下する傾向がある。一方、圧力損失が15MPaを超えると、ポリマーフィルターの破損が起こり易くなる。
【0032】
ポリマーフィルターに導入される樹脂の温度は、その溶融粘度に応じて適宜設定すればよく、例えば250〜320℃であり、好ましくは255〜310℃であり、さらに好ましくは260〜300℃である。
【0033】
ポリマーフィルターを用いた濾過処理により、異物、着色物の少ない光学フィルムを得る具体的な工程は、特に限定されない。例えば、(1)クリーン環境下で樹脂の形成および濾過処理を行い、引き続いてクリーン環境下で樹脂の成形を行うプロセス、(2)異物または着色物を有する樹脂を、クリーン環境下で濾過処理した後、引き続いてクリーン環境下で樹脂の成形を行うプロセス、(3)異物または着色物を有する樹脂を、クリーン環境下で濾過処理すると同時に成形を行うプロセス、などが挙げられる。それぞれの工程毎に、複数回、ポリマーフィルターによる樹脂の濾過処理を行ってもよい。
【0034】
ポリマーフィルターによって樹脂を濾過する際には、押出機とポリマーフィルターとの間にギアポンプを設置して、フィルター内の樹脂の圧力を安定化することが好ましい。
【0035】
本発明の製造方法における縦延伸工程の具体的な方法は限定されず、例えば、オーブン延伸、ロール延伸いずれの方法であってもかまわない。
【0036】
オーブン縦延伸機は、オーブン入口側および出口側のそれぞれにある搬送ロールとオーブンとから構成される。オーブン入口側にある搬送ロールと、出口側にある搬送ロールとの間に周速差をつけることによって原フィルムをその流れ方向(長手方向)に延伸する。オーブンは、原フィルムを延伸可能な温度にまで加熱する機能を有する。延伸条件によっては、オーブンによって、延伸後の原フィルムに熱処理効果を与えることができる。
【0037】
オーブン縦延伸における延伸温度は、原フィルムのガラス転移温度(Tg)を基準に、(Tg−10)℃〜(Tg+50)℃が好ましく、より好ましくは(Tg−5)℃〜(Tg+40)℃であり、さらに好ましくは、(Tg)℃〜(Tg+30)℃である。(Tg−10)℃未満で延伸すると原フィルムの破断のおそれがある。(Tg+50)℃を越えると、原フィルムのたるみが大きくなるために、装置とのこすれや破断のおそれが生じる。
【0038】
一方、ロール縦延伸機は、加熱可能な多数のロールあるいはニップロール(加熱ロール)と、冷却可能な多数のロールあるいはニップロール(冷却ロール)とから構成される。原フィルムは多数の加熱ロールに連続接触しながら延伸温度にまで余熱され、加熱ロールと冷却ロールとの間に設けられた短区間(延伸区間)のニップロールによって延伸された後、冷却ロールによって冷却される。延伸温度を安定化するため、延伸区間内に補助加熱装置を設けても良い。
【0039】
加熱ロールの温度は、ロールの設定温度である。原フィルムの延伸温度および延伸倍率は、縦延伸後に得られた原フィルムの機械的強度、表面性および厚み精度を指標として適宜調整することができる。延伸の際に原フィルムを、当該フィルムのガラス転移温度(Tg)を基準に、加熱ロールによって(Tg−10)℃〜(Tg+20)℃にまで加熱することが好ましく、さらに延伸区間内に設けた補助加熱装置によって、(Tg)℃〜(Tg+30)℃以下にまで加熱することがより好ましい。加熱ロールでの原フィルムの加熱が、(Tg−10)℃よりも低い場合には、原フィルムが裂ける、割れるなどの工程上の問題を引き起こしやすい。(Tg+20)℃よりも高い場合には、原フィルムがロールに付着するトラブルが起こりやすい。また、補助加熱装置での加熱が(Tg)℃よりも低い場合には、原フィルムにシワが発生しやすく、フィルムの裂けや割れなどの工程上の問題を引き起こしやすく、(Tg+30)℃よりも高い場合には、最終的に得られた光学フィルムの伸び率や引っ張り強度、可とう性などの力学的性質が改善されず、2次加工性が悪くなることがある。なお、加熱ロールの合計本数は5本以上が好ましい。5本よりも少ない場合には加熱効果が少なくなるため、原フィルムを十分に暖めることができない。加熱効果を高めるためにロール径を大きくする方法は、加熱によるフィルムの熱膨張を逃がすことができず、シワの発生およびシワ由来の破断が発生しやすくなるため好ましくない。延伸区間内に設けた補助加熱装置としては、従来公知の方法が使用でき、IRヒーター、セラミックヒーター、熱風ヒーターの中から選ばれるいずれかの加熱方法が装置の導入コストの観点から好ましい。
【0040】
また、延伸区間の加熱ロール(低速ロール)中心と冷却ロール(高速ロール)中心との間の距離を延伸区間長A、縦延伸前の原フィルム幅をBとした場合、比A/Bが0.05以上0.5以下であることが好ましい。0.05より小さい場合は、原フィルムの幅に対して延伸区間長が短くなりすぎ、高速ロールの直径を小さくする必要がある。この場合はロールがたわみなど、延伸装置の強度が不足するため、均一な延伸を行うことができなくなる。0.5より大きい場合は、縦延伸におけるネックインの影響がフィルムセンター部まで及ぼされるため、幅方向の位相差および厚みの均一性に不利となる。当該比は、より好ましくは0.1以上0.45以下である。
【0041】
本発明の製造方法における横延伸工程は、原フィルムをその幅方向に延伸する工程である。横延伸に用いる装置は、グリップ式でもピン式でもかまわないが、原フィルムの引き裂けが生じにくいことから、グリップ式がより好ましい。グリップ式のテンター延伸機は、横延伸用のグリップ走行装置とオーブンとから構成される。グリップ走行装置は原フィルムの横端部をグリップで掴んで搬送すると同時にグリップ走行装置のガイドレールを開いて左右2列のグリップ間の距離を広げることによって、当該フィルムを延伸する。なお、フィルムの長手方向にもグリップの拡縮機能を持たせた同時二軸延伸機であってもよい。また、オーブンは原フィルムを延伸可能な温度にまで加熱する(予熱する)機能を有する。延伸条件によっては、オーブンによって、横延伸後のフィルムに熱処理効果を与えることができる。オーブンから出たフィルムは、その後冷却される。いずれの場合においても、フィルムの延伸温度は、熱可塑性樹脂フィルムのガラス転移温度(Tg)を基準に、(Tg−10)℃〜(Tg+50)℃が好ましく、より好ましくは(Tg−5)℃〜(Tg+30)℃である。また、延伸温度が、原フィルムのガラス転移温度に達するまで延伸を行わないことが好ましい。これにより、厚みムラ、位相差ムラが小さい位相差フィルムとすることができる。なお、横延伸工程とは、加熱(予熱)、延伸、冷却の一連の工程を指す。横延伸工程では、原フィルムの幅方向の延伸が行われるが、その際、原フィルムの流れ方向の延伸を併せて行うこともできる。
【0042】
横延伸工程における延伸倍率は、面積比で、好ましくは1.1〜25倍の範囲、より好ましくは1.2〜10倍の範囲、さらに好ましくは1.3〜5倍の範囲である。1.1倍よりも小さいと、延伸に伴う位相差性能の発現や靭性の向上につながらないために好ましくない。25倍よりも大きいと、延伸倍率を上げるだけの効果が認められない。
【0043】
縦方向および横方向のそれぞれの方向に対する延伸倍率は、好ましくは1.05〜10倍の範囲、より好ましくは1.1〜5倍の範囲、さらに好ましくは1.2〜3倍の範囲である。1.05倍よりも小さいと、フィルムの強度が不十分となったり、所望する位相差値が得られない場合があり好ましくない。10倍よりも大きいと、延伸倍率を上げるだけの効果が認められず、また延伸中にフィルムの破断が起こる場合があり好ましくない。
【0044】
延伸速度は、好ましくは10〜20000%/分の範囲、より好ましくは100〜10000%/分の範囲である。10%/分よりも遅いと、十分な延伸倍率を得るために時間がかかり、製造コストが高くなるために好ましくない。20000%/分よりも早いと、フィルムの破断等が起こるおそれがあるために好ましくない。
【0045】
本発明の製造方法における塗工工程は、縦延伸工程と横延伸工程との間に行われる。縦延伸後の原フィルムに対する易接着組成物の塗布には、任意の適切な方法を採用することができる。例えば、バーコート法、ロールコート法、グラビアコート法、ロッドコート法、スロットオリフィスコート法、カーテンコート法、ファウンテンコート法等が挙げられる。横延伸工程の前に形成された易接着組成物の塗布膜は、横延伸工程において原フィルムに加えられる熱によって、乾燥し、易接着層となる。易接着層が形成されるタイミングは、典型的には、横延伸工程において原フィルムが予熱されるタイミングである。易接着層は、横延伸工程における他のタイミング、例えば、延伸のタイミング、で形成されてもよい。乾燥温度は、代表的には50℃以上、好ましくは90℃以上、さらに好ましくは110℃以上である。乾燥温度をこのような範囲とすることにより、例えば、耐色性(特に、高温高湿下における)に優れた光学フィルムを提供することができる。本発明において、横延伸工程における延伸温度を、塗膜の乾燥温度として好ましい範囲とすることができることから、易接着層とフィルムとの密着性を向上することができる。なお、縦延伸工程の前に塗工工程を実施した場合、縦延伸に使用するロールによって、フィルムの表面にスクラッチ状の傷が発生する。また、ロールが汚れることで、異物の付着量が多くなる。
【0046】
本発明の製造方法におけるトリミング工程は、横延伸工程と巻き取り工程との間に行われる。トリミング工程は、典型的には、横延伸工程で使用するグリップの掴み跡がついたフィルムの両端部を切断する工程である。通常、直線状のカッター刃や円形刃をフィルムに押し当てて、フィルムの部分を切断する。アクリル重合体および/またはスチレン系重合体を含む樹脂では、横延伸工程におけるグリップの掴み跡部分は延伸されておらず、非常に脆いため、両端部を切断する事によって、安定したフィルムの走行が得られ、巻き取り工程におけるフィルムの巻き崩れなどを防止できる。
【0047】
本発明の製造方法では、溶融成膜工程と縦延伸工程との間、および、縦延伸工程と横延伸工程との間にトリミング工程を含まず、最初に行うトリミング工程が前記横延伸工程と巻き取り工程との間のトリミング工程であることが好ましい。別の言い方をすれば、本発明の製造方法は、横延伸工程を経る前のフィルム、すなわち、原フィルムをトリミングする工程を含まないことが好ましい。アクリル重合体および/またはスチレン系重合体を含む熱可塑性樹脂は、硬く脆いため、トリミング工程の際に切粉が発生しやすく、発生した切粉がフィルムに付着してフィルムを傷つけるおそれがあり、トリミング工程を多用することは好ましくない。
【0048】
トリミング工程では、フィルムの両端部の切断にシェアカッターを用いることが好ましい。シェアカッターとは、上刃と下刃を擦り合わせ連続回転(ハサミ切)させて、剪断によりフィルムの切断を行う装置であり、切断面が滑らかであるため、高い切り口精度を実現できる。シェアカッターの上刃は反時計方向に、下刃は時計方向に回転してフィルムの切断を行うのが一般的である。上刃と下刃の両方を駆動ロールで回転駆動させてもよいし、どちらか一方の刃のみを回転駆動させ、もう一方の刃はフィルムの搬送に従って受動的に回転させてもよい。
【0049】
シェアカッターの切断速度は、横延伸工程におけるフィルム搬送速度の99%以上100%未満である。好ましくは99.0%以上99.8%以下、より好ましくは99.0%以上99.5%以下である。なお、シェアカッターの切断速度は、シェアカッターの刃の回転速度と一致し、シェアカッターの駆動ロールの回転速度により調整できる。シェアカッターの切断速度を横延伸工程におけるフィルム搬送速度の99%未満、または100%以上にすると、トリミング中にフィルムが破断し、安定して光学フィルムを得ることができない。上刃と下刃の回転速度が互いに異なる場合は、遅い方の刃の回転速度をシェアカッターの切断速度とする。
【0050】
上刃および下刃は、いわゆる皿型刃、椀型刃、その他の形状の円形刃のいずれでもよい。上刃および下刃の素材は、金属でもセラミックでもよいが、超硬合金やハイス鋼を用いることが好ましい。切粉の発生量および切断面の滑らかさの観点からは、超硬合金からなる超硬刃を用いることが好ましい。上刃の直径は90mm〜150mm程度、厚さは1mm〜5mm程度である。下刃の直径は90mm〜150mm程度、厚さは1mm〜10mm程度である。
【0051】
トリミング工程は、レーザーカッターを用いて行ってもよい。レーザーとしては、固体レーザー、半導体レーザー、液体レーザー、気体レーザーなどを用いるのがよく、なかでもCO2レーザー、YAGレーザーを用いるのがよい。
【0052】
本発明の製造方法における巻き取り工程には、任意の巻き取り装置を用いることができる。具体的には、巻取機に巻き芯をセットし、当該巻き芯に搬送されてきた光学フィルムを巻きつけ、フィルムのラインスピードとほぼ同じ速度になるように、巻取速度を調整する。ここで、張力テーパーを5%以上30%以下の割合とし、ロール径の増加に従って張力を減少させることにより、光学フィルムをロール状に巻き取ることが好ましい。
【0053】
巻き取り時における初期張力は、巻き取る光学フィルムの膜厚などにより適宜設定されるが、例えば、2Nを超え500N未満に設定することができる。さらに、巻き取り速度は、例えば、1〜100m/分の範囲に設定することができる。
【0054】
本発明の製造方法は、光学フィルムの幅方向の両端部にナーリング部を設けるナーリング工程を含んでいてもよい。ナーリング工程によって形成されるナーリング部の凹凸の高さは特に限定されないが、1〜20μmが好ましい。1μm未満であるとロールとしたときのフィルム同士の貼りつきが起こりやすくなるために好ましくない。20μmよりも大きくなると、ロールとしたときにフィルムの幅方向における中央部と両端部の見かけ上の直径差が大きくなり、馬の背故障、変形故障などの故障を誘発するので好ましくない。
【0055】
ナーリング部の幅は、各端部において、それぞれ、フィルム全体の幅の0.3〜5%が好ましく、凹凸の突起の個数は、ナーリング部における面積1cm2あたり10〜100個程度が好ましい。
【0056】
ナーリング部の位置は、フィルムの幅方向の両端部からフィルム全体の幅の5%以内の部位であることが好ましい。
【0057】
ナーリング部の長さは、フィルムの長手方向に対し20%以上であることが好ましい。
【0058】
ナーリング部における凹凸の形状は特に限定されないが、例えば、円錐台形、角柱台形、円柱、角柱、円錐、角錐であり、不定形であってもよい。2種以上の形状を混在させてもよい。
【0059】
ナーリングとは、微小な凹凸型付けによる厚み出し加工のことをいい、ナーリング加工、ローレット加工、エンボス加工と呼ばれることもある。
【0060】
ナーリング部を形成する方法は特に限定されないが、例えば、フィルムの両端部を、凹凸が刻印された刻印ロール、エンボスロールまたはエンボスベルトによって押圧する。
【0061】
ナーリング工程は、常温で行っても、加熱下で行っても構わない。加熱下でナーリング部を形成する場合、刻印ロールを外部ヒーターにより加熱する方法、内部に加熱手段を有する刻印ロールを用いる方法、加熱された平坦ロールを用いる方法、あるいはフィルムをあらかじめ加熱してから刻印ロールを通過させる方法などが用いられる。刻印ロールおよび平坦ロールを加熱する場合は、これらロールの円周の温度を均一化させるために、ロール内部に熱電対などの温度測定手段を設け、ロールの温度コントロールを可能とすることが好ましい。
【0062】
ナーリング工程は、トリミング工程と巻き取り工程との間に実施することが好ましい。
【0063】
本発明の製造方法は、全工程において保護フィルム(プロテクトフィルム)を貼合する工程を含まないことが好ましい。換言すれば、原フィルムまたは前記光学フィルムに対して保護フィルムを貼り合わせる工程(貼合工程)を含まないことが好ましい。アクリル重合体および/またはスチレン系重合体を含む熱可塑性樹脂は、硬く脆いため、巻き取り工程やフィルムロールの運搬時におけるフィルムの破断やひび割れを抑制するために、ポリエチレンなどのポリオレフィン樹脂を基材とする保護フィルムを貼合することが通常である。本発明の製造方法では、保護フィルムの貼り合わせを省略しながら、傷の発生および異物の付着が少なく、位相差ムラが低減するなど、光学特性が改善された光学フィルムが得られる。保護フィルムの貼合をやむを得ず行う場合には、巻き取り工程の直前に行うことが好ましい。
【0064】
図1,2に、本発明の製造方法が実施される光学フィルム製造装置の例を示す。
【0065】
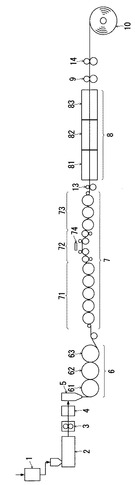
図1に示す製造装置は、原料、例えば樹脂ペレット、を乾燥する乾燥機1;樹脂を溶融成膜する、押出機2、ギアポンプ3、ポリマーフィルター4およびダイ5;第1冷却ロール61、第2冷却ロール62および第3冷却ロール63を備えたキャスティング装置6;予備加熱ロール群71、延伸ロール群72、冷却ロール群73および保熱用ヒーター(例えば、赤外線ヒーター)74を備え、原フィルムを縦延伸する縦延伸装置7;縦延伸装置7を経た原フィルムの表面に易接着組成物を塗布する塗工装置13;予熱部81、横延伸部82および熱固定部83を備え、易接着組成物が塗布された原フィルムを横延伸する横延伸装置8;横延伸装置8における横延伸により形成された光学フィルムをトリミングするトリミング装置9;トリミング装置9でトリミングした光学フィルムにナーリング部を設けるナーリング装置14;およびナーリング装置14でナーリング部が形成された光学フィルムを巻き取る巻き取り装置10を備える。押出機2〜ダイ5では溶融成膜工程が、縦延伸装置7では縦延伸工程が、塗工装置13では塗工工程が、横延伸装置8では、易接着層の形成を含む横延伸工程が、トリミング装置9ではトリミング工程が、ナーリング装置14ではナーリング工程が、巻き取り装置10では巻き取り工程が、それぞれ行われる。
【0066】
図2に示す製造装置は、縦延伸装置7が、低速ロール75、高速ロール76およびオーブン77を備えるオーブン縦延伸機である以外、図1に示す製造装置と同一である。オーブン縦延伸機では、低速ロール75および高速ロール76の周速差によって、原フィルムが縦延伸される。一方、図1に示す製造装置における縦延伸装置7はロール縦延伸機であり、延伸ロール群72を構成するロール間の周速差によって、原フィルムが縦延伸される。
【0067】
本発明の効果が得られる限り、本発明の製造方法は、上述した工程以外の任意の工程を含んでいてもよい。
【0068】
[光学フィルム]
本発明の製造方法により得た光学フィルムの厚さは、例えば、1μm以上1000μm未満であり、好ましくは10μm以上350μm未満である。厚さが1μm未満になると、フィルムとしての強度が不十分となる場合があり、後加工を行う際に、破断などが生じやすい。
【0069】
本発明の製造方法により得た光学フィルムのガラス転移温度は、110℃以上であることが好ましい。より好ましくは115℃以上、さらに好ましくは120℃以上である。上限は200℃以下、より好ましくは180℃以下である。
【0070】
本発明の製造方法により得た光学フィルムの全光線透過率は85%以上であることが好ましい。より好ましくは90%以上、さらに好ましくは91%以上である。全光線透過率は、透明性の目安であり、85%未満であると透明性が低下し、光学フィルムとして適さないことがある。
【0071】
本発明の製造方法により得た光学フィルムは、好ましくはヘイズが5%以下であり、より好ましくは3%以下である。ヘイズが5%を越えると透過率が低下し、光学用途に適さないことがある。
【0072】
本発明の製造方法により得た、巻き取り工程後の光学フィルムに存在する長さ20μm以上の傷および付着異物の数は、15個/m2以下であることが好ましく、より好ましくは10個/m2以下であり、さらに好ましくは5個/m2以下である。傷の発生要因である、トリミング工程の回数を減らし、付着異物の要因となる保護フィルムの貼合工程および剥離工程をなくすことにより、本発明の製造方法では、光学フィルムの欠点となる傷および付着異物を減らすことができる。欠点が多いと、画像表示装置に光学フィルムを組み込んだ際に、光漏れや色ムラが生じやすい。
【0073】
フィルム表面の傷および付着異物の数は、JIS K6718に記載の外観の観察方法に準じた方法で測定する。具体的には、幅を狭めることなく1000mmの長さに切り出した光学用フィルムを反射光および透過光によって目視で外観検査した後、長さ20μm以上の傷および付着異物を、倍率20〜100倍の顕微鏡を用いてカウントすることによって、計ることができる。
【0074】
単位面積である1m2以上の範囲を観察することが好ましいが、単位面積よりも小さな試験片を数枚切り出し、各試験片において計った数の平均を単位面積あたりに換算してもよい。
【0075】
本発明の製造方法により得た光学フィルムの位相差値は特に限定されない。当該フィルムの幅方向における面内位相差の均一性は高く、幅方向の位相差ムラは10nm以下であることが好ましく、より好ましくは5nm以下であり、さらに好ましくは3nm以下、特に好ましくは2nm以下である。位相差のムラが大きい場合、画像表示装置に組み込んだ際に、光漏れや色ムラが生じやすい。
【0076】
本発明の製造方法により得た光学フィルムは、光軸である遅相軸の均一性がフィルム幅方向において高く、光軸ムラは1°以下であることが好ましく、より好ましくは0.5°以下であり、さらに好ましくは0.1°以下である。光軸ムラが大きい場合、画像表示装置に組み込んだ際に、光漏れや色ムラが生じやすい。
【0077】
本発明の製造方法により得た光学フィルムは、易接着層を有する。
【0078】
易接着層は、微粒子を含むことが好ましい。易接着層が微粒子を含むことにより、巻き取り時に生じるブロッキングを効果的に抑制して、巻き取り性に優れた光学フィルムとなる。さらに、微粒子の平均粒子径と粒度分布が特定の範囲を取ることにより、微粒子の含有量が少ないながらも、優れた易接着性を有しながら、耐ブロッキング性および透明性が両立した光学フィルムとなる。
【0079】
微粒子の平均粒子径は特に限定されないが、200nm以上であることが好ましい。より好ましくは220nm以上であり、さらに好ましくは250nm以上であり、さらに好ましくは280nm以上である。また、平均粒子径の上限は、好ましくは1000nm以下であり、さらに好ましくは500nm以下であり、さらに好ましくは400nm以下であり、特に好ましくは350nm以下である。このような平均粒子径の微粒子を用いることにより、透明性を維持しながら、少ない添加量でも効率的に光学フィルムに耐ブロッキング性を付与できる。
【0080】
微粒子の粒度分布は特に限定されないが、1.0〜1.4であることが好ましい。より好ましくは、1.0〜1.2である。このような粒度分布の少ない微粒子を用いることにより、易接着性および透明性に優れた光学フィルムが得られる。
【0081】
易接着層の微粒子について、Particle Sizing Systems社製粒度分布測定装置(Submicron Particle Sizer NICOMP380)で測定した等価球形分布において大粒子側から積算した積算体積分率50%の粒径を平均粒子径(d50)とした。また、粒度分布は、積算体積分率25%および75%の値をそれぞれd25、d75とし、その比(d25/d75)を粒度分布とした。
【0082】
微粒子の好ましい形態のひとつは、水分散性の微粒子である。具体的には、無機系微粒子、有機系微粒子のいずれも用いることができる。無機系微粒子としては、例えば、シリカ、チタニア、アルミナ、ジルコニアなどの無機酸化物、炭酸カルシウム、タルク、クレイ、焼成カオリン、焼成珪酸カルシウム、水和珪酸カルシウム、珪酸アルミニウム、珪酸マグネシウム、燐酸カルシウムなどが挙げられる。有機系微粒子としては、例えば、シリコーン系樹脂、フッ素系樹脂、(メタ)アクリル系樹脂等が挙げられる。
【0083】
これらの中でも、好ましい実施形態のひとつは、シリカである。ブロッキング抑制能にさらに優れ、透明性に優れ、ヘイズを生じず、着色もないので、光学フィルムの光学特性に与える影響がより小さいからである。また、シリカは、易接着組成物への分散性および分散安定性が良好であるので、易接着層を形成する際の作業性にもより優れる。さらに、シリカは、アクリル重合体および/またはスチレン系重合体を含む熱可塑性樹脂からなるフィルムとの密着性にも優れる。
【0084】
易接着組成物が水系の場合、好ましくは、微粒子は水分散体として配合される。具体的には、微粒子としてシリカを採用する場合、好ましくは、コロイダルシリカとして配合される。コロイダルシリカとしては、市販品をそのまま用いることができる。市販品としては、例えば、扶桑化学工業(株)製のクォートロンPLシリーズ、日産化学工業(株)製のスノーテックスシリーズ、日本アエロジル(株)のAERODISPシリーズおよびAEROSILシリーズ、(株)日本触媒製のシーホスターシリーズなどが挙げられる。
【0085】
易接着層における微粒子の含有量の上限は好ましくは1質量%未満、さらに好ましくは0.5質量%未満、特に好ましくは0.3質量%未満である。易接着層における微粒子の含有量が1質量%以上では、易接着層の塗膜強度が不足することがある。また、易接着層における微粒子の含有量の下限は、好ましくは0.1質量%以上、さらに好ましくは0.15質量%以上、特に好ましくは0.2質量%以上である。易接着層における微粒子の含有量が0.1質量%未満では、光学フィルムの耐ブロッキング性能が不足する。
【0086】
易接着層の厚みは、任意の適切な値に設定し得る。好ましくは0.1〜10μm、さらに好ましくは0.1〜5μm、特に好ましくは0.2〜1.5μmである。このような範囲に設定することにより、偏光子との密着性に優れ得、易接着層に位相差が発現するのを抑制できる。
【0087】
易接着層としては、ウレタン系樹脂、セルロース系樹脂、ポリオール系樹脂、ポリカルボン酸系樹脂、ポリエステル系樹脂、水性(メタ)アクリル系樹脂分散体など、易接着性を有する各種の樹脂を使用することができる。
【0088】
易接着性を有する樹脂の数平均分子量は、好ましくは5000〜600000、さらに好ましくは10000〜400000である。
【0089】
易接着層は、易接着性を有する樹脂と微粒子とを含む易接着組成物から形成する。易接着組成物は、好ましくは水系である。水系は、溶剤系に比べて環境面に優れ、作業性にも優れる。
【0090】
易接着組成物は、任意の適切な添加剤をさらに含み得る。添加剤としては、例えば、分散安定剤、揺変剤、酸化防止剤、紫外線吸収剤、消泡剤、増粘剤、分散剤、界面活性剤、触媒、帯電防止剤などが挙げられる。
【0091】
易接着層および易接着組成物の組成は、限定されない。
【0092】
易接着層はウレタン系樹脂を含むウレタン系樹脂層であることが好ましい。易接着層がウレタン系樹脂層であることにより、アクリル重合体および/またはスチレン系重合体を含む熱可塑性樹脂からなる光学フィルムとの密着性に優れた易接着層が形成される。
【0093】
ウレタン系樹脂は、代表的には、ポリオールとポリイソシアネートとを反応させることにより得られる。ポリオールとしては、分子中にヒドロキシル基を2個以上有するものであれば特に限定されず、任意の適切なポリオールを採用し得る。例えば、ポリアクリルポリオール、ポリエステルポリオール、ポリエーテルポリオールなどが挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0094】
ポリアクリルポリオールは、代表的には、(メタ)アクリル酸エステルと、水酸基を有する単量体とを共重合させることにより得られる。(メタ)アクリル酸エステルとしては、例えば、(メタ)アクリル酸メチル、(メタ)アクリル酸ブチル、(メタ)アクリル酸2−エチルヘキシル、(メタ)アクリル酸シクロヘキシルなどが挙げられる。水酸基を有する単量体としては、例えば、(メタ)アクリル酸2−ヒドロキシエチル、(メタ)アクリル酸2−ヒドロキシプロピル、(メタ)アクリル酸3−ヒドキシプロピル、(メタ)アクリル酸2−ヒドロキシブチル、(メタ)アクリル酸4−ヒドロキシブチル、(メタ)アクリル酸2−ヒドロキシペンチル等の(メタ)アクリル酸のヒドロキシアルキルエステル;グリセリン、トリメチロールプロパン等の多価アルコールの(メタ)アクリル酸モノエステル;N−メチロール(メタ)アクリルアミドなどが挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0095】
ポリアクリルポリオールは、前記単量体成分に加えて、他の単量体を共重合させてもよい。他の単量体としては、共重合可能な限り、任意の適切な単量体を用いることができる。具体的には、(メタ)アクリル酸などの不飽和モノカルボン酸;マレイン酸などの不飽和ジカルボン酸ならびにその無水物およびモノまたはジエステル類;(メタ)アクリロニトリルなどの不飽和ニトリル類;(メタ)アクリルアミド、N−メチロール(メタ)アクリルアミドなどの不飽和アミド類;酢酸ビニル、プロピオン酸ビニルなどのビニルエステル類;メチルビニルエーテルなどのビニルエーテル類;エチレン、プロピレンなどのα−オレフィン類;塩化ビニル、塩化ビニリデンなどのハロゲン化α,β−不飽和脂肪族単量体;スチレン、α−メチルスチレンなどのα,β−不飽和芳香族単量体が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0096】
ポリエステルポリオールは、代表的には、多塩基酸成分とポリオール成分とを反応させることにより得られる。多塩基酸成分としては、例えば、オルトフタル酸、イソフタル酸、テレフタル酸、1,4−ナフタレンジカルボン酸、2,5−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、ビフェニルジカルボン酸、テトラヒドロフタル酸等の芳香族ジカルボン酸;シュウ酸、コハク酸、マロン酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、デカンジカルボン酸、ドデカンジカルボン酸、オクタデカンジカルボン酸、酒石酸、アルキルコハク酸、リノレイン酸、マレイン酸、フマール酸、メサコン酸、シトラコン酸、イタコン酸等の脂肪族ジカルボン酸;ヘキサヒドロフタル酸、テトラヒドロフタル酸、1,3−シクロヘキサンジカルボン酸、1,4−シクロヘキサンジカルボン酸などの脂環式ジカルボン酸;あるいは、これらの酸無水物、アルキルエステル、酸ハライド等の反応性誘導体等が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0097】
ポリオール成分としては、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、1,3−ブタンジオール、1,4−ブタンジオール、ネオペンチルグリコール、ペンタンジオール、1,6−ヘキサンジオール、1,8−オクタンジオール、1,10−デカンジオール、1−メチル−1,3−ブチレングリコール、2−メチル−1,3−ブチレングリコール、1−メチル−1,4−ペンチレングリコール、2−メチル−1,4−ペンチレングリコール、1,2−ジメチル−ネオペンチルグリコール、2,3−ジメチル−ネオペンチルグリコール、1−メチル−1,5−ペンチレングリコール、2−メチル−1,5−ペンチレングリコール、3−メチル−1,5−ペンチレングリコール、1,2−ジメチルブチレングリコール、1,3−ジメチルブチレングリコール、2,3−ジメチルブチレングリコール、1,4−ジメチルブチレングリコール、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、ジプロピレングリコール、ポリプロピレングリコール、1,4−シクロヘキサンジメタノール、1,4−シクロヘキサンジオール、ビスフェノールA、ビスフェノールF、水添ビスフェノールA、水添ビスフェノールF等が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0098】
ポリエーテルポリオールは、代表的には、多価アルコールにアルキレンオキシドを開環重合して付加させることにより得られる。多価アルコールとしては、例えば、エチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、グリセリン、トリメチロールプロパン等が挙げられる。アルキレンオキシドとしては、例えば、エチレンオキシド、プロピレンオキシド、ブチレンオキシド、スチレンオキシド、テトラヒドロフラン等が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0099】
前記ポリイソシアネートとしては、例えば、テトラメチレンジイソシアネート、ドデカメチレンジイソシアネート、1,4−ブタンジイソシアネート、ヘキサメチレンジイソシアネート、2,2,4−トリメチルヘキサメチレンジイソシアネート、2,4,4−トリメチルヘキサメチレンジイソシアネート、リジンジイソシアネート、2−メチルペンタン−1,5−ジイソシアネート、3−メチルペンタン−1,5−ジイソシアネート等の脂肪族ジイソシアネート;イソホロンジイソシアネート、水添キシリレンジイソシアネート、4,4′−シクロヘキシルメタンジイソシアネート、1,4−シクロヘキサンジイソシアネート、メチルシクロヘキシレンジイソシアネート、1,3−ビス(イソシアネートメチル)シクロヘキサン等の脂環族ジイソシアネート;トリレンジイソシアネート、2,2′−ジフェニルメタンジイソシアネート、2,4′−ジフェニルメタンジイソシアネート、4,4′−ジフェニルメタンジイソシアネート、4,4′−ジフェニルジメチルメタンジイソシアネート、4,4′−ジベンジルジイソシアネート、1,5−ナフチレンジイソシアネート、キシリレンジイソシアネート、1,3−フェニレンジイソシアネート、1,4−フェニレンジイソシアネート等の芳香族ジイソシアネート;ジアルキルジフェニルメタンジイソシアネート、テトラアルキルジフェニルメタンジイソシアネート、α,α,α,α−テトラメチルキシリレンジイソシアネート等の芳香脂肪族ジイソシアネート等が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0100】
前記ウレタン系樹脂は、好ましくは、カルボキシル基を有する。カルボキシル基を有することにより、偏光子との密着性(特に、高温・高湿下における)に優れた光学フィルムを提供することができる。カルボキシル基を有するウレタン系樹脂は、例えば、前記ポリオールと前記ポリイソシアネートとに加え、遊離カルボキシル基を有する鎖長剤を反応させることにより得られる。遊離カルボキシル基を有する鎖長剤は、例えば、ジヒドロキシカルボン酸、ジヒドロキシスクシン酸等が挙げられる。ジヒドロキシカルボン酸は、例えば、ジメチロールアルカン酸(例えば、ジメチロール酢酸、ジメチロールブタン酸、ジメチロールプロピオン酸、ジメチロール酪酸、ジメチロールペンタン酸)等のジアルキロールアルカン酸が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0101】
前記ウレタン系樹脂の酸価は、好ましくは10以上、さらに好ましくは10〜50、特に好ましくは20〜45である。酸価がこのような範囲内であることにより、偏光子との密着性がより優れる。
【0102】
前記ウレタン系樹脂の製造において、前記の成分に加えて、他のポリオール、他の鎖長剤を反応させることができる。他のポリオールとしては、例えば、ソルビトール、1,2,3,6−ヘキサンテトラオール、1,4−ソルビタン、1,2,4−ブタントリオール、1,2,5−ペンタントリオール、グリセリン、トリメチロールエタン、トリメチロールプロパン、ペンタエリスリトール等の水酸基数が3個以上のポリオールが挙げられる。他の鎖長剤としては、例えば、エチレングリコール、ジエチレングリコール、トリエチレングリコール、1,3−プロパンジオール、1,3−ブタンジオール、1,4−ブタンジオール、ネオペンチルグリコール、ペンタンジオール、1,6−ヘキサンジオール、プロピレングリコール等のグリコール類;エチレンジアミン、プロピレンジアミン、ヘキサメチレンジアミン、1,4−ブタンジアミン、アミノエチルエタノールアミン等の脂肪族ジアミン;イソホロンジアミン、4,4′−ジシクロヘキシルメタンジアミン等の脂環族ジアミン;キシリレンジアミン、トリレンジアミン等の芳香族ジアミン等が挙げられる。
【0103】
前記ウレタン系樹脂の製造方法は、任意の適切な方法を用いることができる。具体的には、前記各成分を一度に反応させるワンショット法、段階的に反応させる多段法が挙げられる。ウレタン系樹脂がカルボキシル基を有する場合、好ましくは、多段法である。カルボキシル基を容易に導入し得るからである。なお、前記ウレタン系樹脂の製造に際し、任意の適切なウレタン反応触媒を用いることができる。
【0104】
易接着層がウレタン系樹脂層の場合は、ウレタン系樹脂層はウレタン系樹脂と微粒子を含むウレタン系樹脂組成物を基材に塗布し、必要に応じて乾燥することによって得られることが好ましい。ウレタン系樹脂組成物は、好ましくは、水系である。水系は、溶剤系に比べて環境面に優れ、作業性にも優れる。前記ウレタン系樹脂組成物が水系の場合、好ましくは、前記ウレタン系樹脂の製造において中和剤を用いる。中和剤を用いることにより、水中におけるウレタン系樹脂の安定性が向上し得る。中和剤としては、例えば、アンモニア、N−メチルモルホリン、トリエチルアミン、ジメチルエタノールアミン、メチルジエタノールアミン、トリエタノールアミン、モルホリン、トリプロピルアミン、エタノールアミン、トリイソプロパノールアミン、2−アミノ−2−メチル−1−プロパノール等が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0105】
前記ウレタン系樹脂組成物が水系の場合、ウレタン系樹脂の製造に際し、好ましくは、前記ポリイソシアネートに対して不活性で、水と相溶する有機溶剤を用いる。当前記有機溶剤としては、例えば、酢酸エチル、酢酸ブチル、エチルセロソルブアセテート等のエステル系溶剤;アセトン、メチルエチルケトン、メチルイソブチルケトン等のケトン系溶剤;ジオキサン、テトラハイドロフラン、プロピレングリコールモノメチルエーテル等のエーテル系溶剤等が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0106】
前記ウレタン系樹脂組成物は、好ましくは、架橋剤を含む。当前記架橋剤は、任意の適切な架橋剤を用いることができる。具体的には、前記ウレタン系樹脂がカルボキシル基を有する場合、架橋剤としては、好ましくは、カルボキシル基と反応し得る基を有するポリマーが挙げられる。カルボキシル基と反応し得る基としては、例えば、有機アミノ基、オキサゾリン基、エポキシ基、カルボジイミド基等が挙げられる。好ましくは、架橋剤は、オキサゾリン基を有する。これらの中でも、オキサゾリン基を有する架橋剤は、前記ウレタン系樹脂と混合したときの室温でのポットライフが長く、加熱することによって架橋反応が進行するため、作業性が良好である。
【0107】
前記ポリマーとしては、任意の適切なポリマーを用いることができる。例えば、アクリル系ポリマー、スチレン・アクリル系ポリマー等が挙げられる。好ましくは、アクリル系ポリマーである。アクリル系ポリマーを用いることにより、偏光子との密着性がさらに向上し得る。また、水系のウレタン系樹脂組成物に安定的に相溶し、前記ウレタン系樹脂と良好に架橋することができる。
【0108】
上述したように、ウレタン系樹脂組成物は、好ましくは水系である。ウレタン系樹脂組成物におけるウレタン系樹脂の濃度は、好ましくは1.5〜15質量%、さらに好ましくは2〜10質量%である。ウレタン系樹脂層形成時の作業性に優れるからである。ウレタン系樹脂組成物中の架橋剤(固形分)の含有量は、ウレタン系樹脂(固形分)100重量部に対して、好ましくは1〜30重量部、さらに好ましくは3〜20重量部である。1重量部以上とすることにより、偏光子との密着性に優れ得る。一方、30重量部以下とすることにより、ウレタン系樹脂層に位相差が発現するのを抑制し得る。ウレタン系樹脂組成物中の微粒子(固形分)の含有量は、ウレタン系樹脂(固形分:架橋剤を含む場合は架橋剤をも含めた固形分)100重量部に対して、好ましくは0.3〜10重量部、さらに好ましくは0.6〜3重量部である。
【0109】
アクリル重合体および/またはスチレン系重合体を含む熱可塑性樹脂からなるフィルムと易接着層の摩擦係数は、好ましくは0.1〜0.6、さらに好ましくは0.2〜0.4である。
【0110】
本発明の製造方法により得た光学フィルムの表面には、必要に応じて、各種の機能性コーティング層が形成されていてもよい。機能性コーティング層は、例えば、帯電防止層、粘接着剤層、防眩(ノングレア)層、光触媒層などの防汚層、反射防止層、ハードコート層、紫外線遮蔽層、熱線遮蔽層、電磁波遮蔽層、ガスバリヤー層などである。
【0111】
本発明の製造方法により得た光学フィルムの用途は特に限定されないが、光学部材として好適に用いることができる。光学部材は、例えば、光学用保護フィルム、具体的には、各種の光ディスク(VD、CD、DVD、MD、LDなど)基板の保護フィルム、液晶表示装置(LCD)などの画像表示装置が備える偏光板に用いる偏光子保護フィルムである。位相差フィルム、視野角補償フィルム、光拡散フィルム、反射フィルム、反射防止フィルム、防眩フィルム、輝度向上フィルム、タッチパネル用導電フィルムなどの光学フィルムとして、本発明により製造される光学フィルムを用いてもよい。縦延伸および横延伸の条件ならびに樹脂の組成により、位相差を示す光学フィルムとすることも、実質的に位相差がゼロの光学フィルムとすることもできる。
【0112】
[熱可塑性樹脂]
本発明の製造方法に使用する熱可塑性樹脂(C)は、アクリル重合体(A)を含む。当該樹脂は、スチレン系重合体(B)をさらに含んでもよい。
【0113】
[アクリル重合体(A)]
アクリル重合体(A)は、構成単位に(メタ)アクリル酸エステル単位を有する重合体であり、本発明の効果を損なわない限り特に限定されず、公知の熱可塑性アクリル重合体を用いることが出来る。アクリル重合体(A)における(メタ)アクリル酸エステル単位の含有量は10質量%以上が好ましく、さらに好ましくは30質量%以上、特に好ましくは50質量%以上である。また、アクリル重合体(A)が主鎖に環構造を有する場合には、全構成単位に占める(メタ)アクリル酸エステル単位の割合と環構造の含有率との合計は30質量%以上が好ましく、より好ましくは50質量%以上、さらに好ましくは70質量%以上、特に好ましくは90%重量以上である。
【0114】
(メタ)アクリル酸エステル単量体の好ましい具体例としては、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸n−プロピル、(メタ)アクリル酸n−ブチル、(メタ)アクリル酸t−ブチル、(メタ)アクリル酸n−ヘキシル、(メタ)アクリル酸シクロヘキシルなどの(メタ)アクリル酸アルキルエステル;(メタ)アクリル酸ベンジル;(メタ)アクリル酸クロロメチル;(メタ)アクリル酸2−クロロエチル;(メタ)アクリル酸ジシクロペンタニルオキシエチル;(メタ)アクリル酸ジシクロペンタニル;(メタ)アクリル酸2−ヒドロキシエチル;(メタ)アクリル酸3−ヒドロキシプロピル;(メタ)アクリル酸2,3,4,5,6−ペンタヒドロキシヘキシルおよび(メタ)アクリル酸2,3,4,5−テトラヒドロキシペンチルなどが挙げられ、これらの(メタ)アクリル酸エステル単量体由来の構造単位のうち1種を単独で含んでいてもよいし、2種以上併存してもよい。中でも、熱安定性や光学特性に優れる点で(メタ)アクリル酸アルキルエステルが好ましく、メタクリル酸メチルが最も好ましい。また、(メタ)アクリル酸ベンジルは弱いながらもアクリル重合体(A)に正の固有複屈折を与える作用を有している。
【0115】
アクリル重合体(A)は主鎖に環構造を有していてもよい。この場合、アクリル重合体(A)および樹脂組成物のTgが高くなり、当該組成物から得た樹脂成形品の耐熱性が向上する。このように主鎖に環構造を有するアクリル重合体(A)を含む樹脂組成物から得た樹脂成形品、例えばフィルムは画像表示装置における光源などの発熱部近傍への配置が容易になるなど光学部材としての用途に好適である。
【0116】
環構造の種類は特に限定されないが、例えば、ラクトン環構造、無水グルタル酸構造、グルタルイミド構造、N−置換マレイミド構造および無水マレイン酸構造から選ばれる少なくとも1種である。
【0117】
以下の一般式(1)に無水グルタル酸構造およびグルタルイミド構造を示す。
【0118】
【化1】

【0119】
上記一般式(1)におけるR1、R2は互いに独立して水素原子、またはメチル基であり、X1は酸素原子または窒素原子である。X1が酸素原子であるとき、R3は存在せず、X1が窒素原子のとき、R3は、水素原子、炭素数1から6の直鎖アルキル基、シクロペンチル基、シクロヘキシル基またはフェニル基である。
【0120】
X1が酸素原子のとき一般式(1)により示される環構造は無水グルタル酸構造となる。無水グルタル酸構造は、例えば、(メタ)アクリル酸エステルと(メタ)アクリル酸との共重合体を分子内で脱アルコール環化縮合させて形成できる。
【0121】
X1が窒素原子のとき、一般式(1)により示される環構造はグルタルイミド構造となる。グルタルイミド構造は、例えば、(メタ)アクリル酸エステル重合体をメチルアミンなどのイミド化剤によりイミド化して形成できる。
【0122】
以下の一般式(2)に、無水マレイン酸構造およびN−置換マレイミド構造を示す。
【0123】
【化2】
【0124】
上記一般式(2)におけるR4、R5は互いに独立して水素原子、またはメチル基であり、X2は酸素原子または窒素原子である。X2が酸素原子であるとき、R6は存在せず、X2が窒素原子のとき、R6は、水素原子、炭素数1から6の直鎖アルキル基、シクロペンチル基、シクロヘキシル基またはフェニル基である。
【0125】
X2が酸素原子のとき一般式(2)により示される環構造は無水マレイン酸構造となる。無水マレイン酸構造は、例えば、無水マレイン酸と(メタ)アクリル酸エステルとを共重合体して形成できる。
【0126】
X2が窒素原子のとき、一般式(2)により示される環構造はN−置換マレイミド構造となる。N−置換マレイミド構造は、例えば、フェニルマレイミドなどのN−置換マレイミドと(メタ)アクリル酸エステルとを重合体して形成できる。
【0127】
なお、一般式(1)、(2)の説明において例示した環構造を形成する各方法では、各々の環構造を形成に用いる重合体が全て(メタ)アクリル酸エステル単位を構成単として有するため、当該方法により得た樹脂はアクリル系熱可塑性樹脂となる。
【0128】
アクリル重合体(A)が主鎖に有していてもよいラクトン環構造は特に限定されず、例えば、4から8員環であってもよいが、環構造の安定性に優れることから5員環または6員環であることが好ましく、6員環であることがより好ましい。6員環であるラクトン環構造は、例えば、特開2004−168882号公報に開示されている構造であるが、前駆体の重合収率が高いこと、前駆体の環化縮合反応により、高いラクトン環含有率を有するアクリル重合体(A)が得られること、メタクリル酸メチル単位を構成単位として有する重合体を前駆体にできること、などの理由から以下の一般式(3)に示される構造が好ましい。
【0129】
【化3】
【0130】
上記一般式(3)において、R7、R8およびR9は、互いに独立して、水素原子または炭素数1から20の範囲の有機残基である。当該有機残基は酸素原子を含んでいてもよい。
【0131】
一般式(3)における有機残基は、例えば、メチル基、エチル基、プロピル基などの炭素数1から20の範囲のアルキル基、エテニル基、プロペニル基などの炭素数1から20の範囲の不飽和脂肪族炭化水素基、フェニル基、ナフチル基などの炭素数1から20の範囲の芳香族炭化水素基であり、上記アルキル基、上記不飽和脂肪族炭化水素基、上記芳香族炭化水素基は、水素原子の一つ以上が、水酸基、カルボキシル基、エーテル基、およびエステル基から選ばれる少なくとも1種類の基により置換されていてもよい。
【0132】
アクリル重合体(A)におけるラクトン環構造を除く上記環構造の含有率は特に限定されないが、例えば5〜90%であり、好ましくは10〜70%であり、よりこの好ましくは10〜60%であり、さらに好ましくは10〜50%である。
【0133】
アクリル重合体(A)が主鎖にラクトン環構造を有する場合、当該樹脂におけるラクトン環構造の含有率は特に限定はされないが、例えば5〜90%であり、好ましくは10〜80%であり、より好ましくは10〜70%であり、さらに好ましくは20〜60%である。
【0134】
アクリル重合体(A)における環構造の含有率が過渡に小さくなると、フィルムの耐熱性の低下や、耐溶剤性および表面硬度が不十分となることがある。一方、上記含有率が過渡に大きくなると、フィルムの成形性や機械的特性が低下する。
【0135】
主鎖に環構造を有するアクリル重合体(A)は公知の方法により製造できる。環構造が無水グルタル酸構造あるいはグルタルイミド構造であるアクリル系熱可塑性樹脂は、例えば、WO2007/26659号公報あるいはWO2005/108438号公報に記載の方法により製造できる。環構造が無水マレイン酸構造あるいはN−置換マレイミド構造であるアクリル系熱可塑性樹脂は、例えば、特開昭57−153008号公報、特開2007−31537号公報に記載の方法により製造できる。環構造がラクトン環構造であるアクリル系熱可塑性樹脂は、例えば、特開2006−96960号公報、特開2006−171464号公報あるいは特開2007−63541号公報に記載の方法により製造できる。
【0136】
アクリル重合体(A)は、上述した(メタ)アクリル酸エステル単量体由来以外の構造単位を含んでも良く、(メタ)アクリル酸エステル単量体以外の単量体を含む単量体混合物を重合して得られる。(メタ)アクリル酸エステル単量体以外の単量体としては、例えば、アクリロニトリル、メチルビニルケトン、エチレン、プロピレン、4−メチル−1−ペンテン、酢酸ビニル、メタリルアルコール、アリルアルコール、2−ヒドロキシメチル−1−ブテンなどのアリルアルコール、アクリル酸、メタクリル酸、クロトン酸などの(メタ)アクリル酸、2−(ヒドロキシメチル)アクリル酸メチル、2−(ヒドロキシメチル)アクリル酸エチルなどの2−(ヒドロキシアルキル)アクリル酸エステル、2−(ヒドロキシエチル)アクリル酸などの2−(ヒドロキシアルキル)アクリル酸、N−ビニルピロリドン、N−ビニルカルバゾールなどが挙げられ、これらの単量体は1種のみ用いてもよいし、2種以上を併用してもよい。
【0137】
アクリル重合体(A)は、スチレン系単量体単位の含有割合が、好ましくは5質量%未満、より好ましくは3質量%未満、さらに好ましくは1質量%未満、特に好ましくは0.1質量%未満である。スチレン系単量体単位を5質量%以上含む場合には、延伸後も高いフィルム強度を得ることは難しい。また、スチレン系単量体の含有割合が5質量%以上で共重合した後に環化反応を行う場合には、環化が不十分になり、フィルムの耐熱性や強度が低下してしまうことがある。更には、未環化の反応性基によって架橋反応などが起こってしまうため、成形加工性が低下したり、フィルムの外観欠点が増加することがある。スチレン系単量体は芳香族ビニル系単量体であれば、本発明の効果を損なわない限り、特に限定されず、例えば、スチレン、ビニルトルエン、α−メチルスチレン、α−ヒドロキシメチルスチレン、α−ヒドロキシエチルスチレン、クロロスチレンなどが挙げられる。
【0138】
アクリル重合体(A)の重量平均分子量は、例えば1000〜300000の範囲であり、好ましくは5000〜250000の範囲であり、より好ましくは10000〜200000の範囲であり、さらに好ましくは50000〜200000の範囲である。
【0139】
アクリル重合体(A)のガラス転移温度は、例えば100℃以上であり、好ましくは110℃以上であり、より好ましくは120℃以上であり、さらに好ましくは130℃以上である。ガラス転移温度の上限としては成形加工性が乏しくなることから200℃以下が好ましい。
【0140】
ガラス転移温度はJIS K7121の規定に準拠して求めることができる。具体的には、示差走査熱量計(リガク製、DSC−8230)を用い、窒素ガス雰囲気下、約10mgのサンプルを常温から200℃まで昇温速度20℃/分で昇温して得られたDSC曲線から始点法により算出した。リファレンスには、α−アルミナを用いた。
【0141】
[スチレン系重合体(B)]
スチレン系重合体(B)は特に限定されず、スチレン系単量体に由来する構成単位(スチレン単位)を含む公知のスチレン系重合体を使用できる。スチレン系単量体としては特に限定されず、例えば、スチレン、ビニルトルエン、α−メチルスチレン、α−ヒドロキシメチルスチレン、α−ヒドロキシエチルスチレン、クロロスチレンなどが挙げられる。スチレン系重合体(B)のスチレン単位の含有量は10質量%以上が好ましく、更に好ましくは30質量%以上、特に好ましくは50質量%以上である。
【0142】
スチレン系重合体(B)は(メタ)アクリル酸エステル単量体に由来する構成単位を含んでいてもよい。(メタ)アクリル酸エステル単量体としては、上記(メタ)アクリル酸エステル単量体を用いることができる。
【0143】
スチレン系重合体(B)の具体的な種類は特に限定されないが、例えば、ポリスチレン、スチレン−(メタ)アクリル酸メチル共重合体、アクリロニトリル−スチレン共重合体、アクリロニトリル−スチレン−マレイミド共重合体、スチレン−ブタジエンブロック共重合体などであってもよい。アクリル重合体(A)との相容性に優れることから、アクリロニトリルやメタクリロニトリルなどのシアン化ビニル系単量体に由来する構成単位を含むスチレン系重合体が好ましく、アクリロニトリルに由来する構成単位を含むスチレン系重合体がより好ましく、アクリロニトリル−スチレン共重合体やアクリロニトリル−スチレン−マレイミド共重合体が特に好ましい。
【0144】
なお、スチレン系重合体(B)がアクリル重合体(A)と相容性を有するか否かは、両者を混合して得た樹脂組成物のTgを測定することにより確認できる。一般的には、当該組成物のTgが1点のみ確認されれば、スチレン系重合体(B)はアクリル重合体(A)と相容性を有しているといえる。
【0145】
スチレン系重合体(B)が、アクリロニトリル−スチレン共重合体である場合、当該共重合体の全構成単位におけるスチレン単位が占める割合は特に限定されないが、通常、60〜80質量%程度の範囲であればよい。
【0146】
スチレン系重合体(B)がアクリロニトリル−スチレン−マレイミド共重合体である場合、当該共重合体の全構成単位におけるスチレン単位が占める割合は特に限定されないが、通常、55〜80質量%程度の範囲であればよい。
【0147】
スチレン系重合体(B)はグラフト鎖にスチレン系重合体を有するゴム質重合体を含んでいてもよい。グラフト鎖にスチレン系重合体を有するゴム質重合体は、特に限定されないが、例えば、微粒子のアクリルゴムやブタジエンゴムなどの存在下にスチレン系単量体を含む単量体を重合することによって製造が可能である。
【0148】
グラフト鎖にスチレン系重合体を有するゴム質重合体としては、グラフト鎖にアクリロニトリルに由来する構成単位を含むスチレン系重合体を有するゴム質重合体が好ましい。グラフト鎖がアクリロニトリルに由来する構成単位を含むと、アクリル重合体(A)との相容性が向上するため、樹脂組成物中でゴム質重合体が均一に分散し、得られる位相差フィルムの全光線透過率が向上する。具体的には、アクリルゴムやブタジエンゴム、エチレン−プロピレンゴムにアクリロニトリル−スチレン共重合体をグラフトしたASA樹脂やABS樹脂、AES樹脂が挙げられ、スチレン系重合体(B)の負の固有複屈折を低下させないことから、ASA樹脂が特に好ましい。
【0149】
スチレン系重合体(B)の重量平均分子量は、好ましくは10,000〜500,000、より好ましくは150,000〜300,000である。
【0150】
[熱可塑性樹脂(C)]
熱可塑性樹脂(C)におけるアクリル重合体(A)の含有割合は、50質量%以上100質量%以下が好ましく、より好ましくは60質量%以上95質量%以下である。また、スチレン系重合体の含有割合は0質量%以上50質量%以下が好ましく、より好ましくは5質量%以上40質量%以下である。
【0151】
熱可塑性樹脂(C)は耐熱性、物性、光学特性を損なわない範囲で紫外線吸収能を有してもよい。具体的には、アクリル重合体(A)を製造する時の単量体成分として紫外線吸収性単量体および/または紫外線安定性単量体を用いる方法や、紫外線吸収剤および/または紫外線安定剤を上記アクリル重合体(A)に配合する方法がある。またこれらは、アクリル重合体(A)を含む光学フィルムに支障がない限り、これらの方法を併用してもかまわない。また、上記紫外線吸収機能を持続させるためには、紫外線吸収性単量体と紫外線安定性単量体を併用することや、紫外線吸収剤と紫外線安定剤を併用する事が好ましい。また、紫外線吸収性単量体および/または紫外線安定性単量体と合わせて、紫外線吸収剤および/または紫外線安定剤を併用することも好ましい。
【0152】
上記、紫外線吸収性単量体の種類としては、ベンゾトリアゾール系化合物あるいはベンゾフェノン系化合物あるいはトリアジン系化合物と重合性不飽和基を有するアクリル系単量体が挙げられる。ベンゾトリアゾール系化合物としては、例えば2−[2’−ヒドロキシ−5’−(メタ)アクリロイルオキシメチルフェニル]−2H−ベンゾトリアゾール、2−[2’−ヒドロキシ−5’−(メタ)アクリロイルオキシエチルフェニル]−2H−ベンゾトリアゾール、2−[2’−ヒドロキシ−5’−(メタ)アクリロイルオキシプロピルフェニル]−2H−ベンゾトリアゾール、2−[2’−ヒドロキシ−5’−(メタ)アクリロイルオキシヘキシルフェニル]−2H−ベンゾトリアゾール、2−[2’−ヒドロキシ−3’−tert−ブチル−5’−(メタ)アクリロイルオキシエチルフェニル]−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−5’−(β−(メタ)アクリロイルオキシエトキシ)−3’−tert−ブチルフェニル〕−5−tert−ブチル−2H−ベンゾトリアゾール、2−[2’−ヒドロキシ−3’−メタクリルアミノメチル−5’−(1”,1”,3”,3”−テトラメチル)ブチルフェニル]−2H−ベンゾトリアゾールなどを用いることができる。また、ベンゾフェノン系化合物としは、例えば、2−ヒドロキシ−4−[2−(メタ)アクリロイルオキシ]エトキシベンゾフェノン、2−ヒドロキシ−4−[2−(メタ)アクリロイルオキシ]ブトキシベンゾフェノン、2,2’−ジヒドロキシ−4−[2−(メタ)アクリロイルオキシ]エトキシベンゾフェノン、2−ヒドロキシ−4−[2−(メタ)アクリロイルオキシ]エトキシ−4’−(2−ヒドロキシエトキシ)ベンゾフェノンなどを用いることができる。また、トリアジン系化合物としては、例えば,4−ジフェニル−6−[2−ヒドロキシ−4−(2−アクリロイルオキシエトキシ)]−s−トリアジン、2,4−ビス(2−メチルフェニル)−6−[2−ヒドロキシ−4−(2−アクリロイルオキシエトキシ)]−s−トリアジン、2,4−ビス(2−メトキシフェニル)−6−[2−ヒドロキシ−4−(2−アクリロイルオキシエトキシ)]−s−トリアジンなどを用いることができる。このような紫外線吸収性単量体を用いる場合には、全単量体の0.1〜25質量%共重合されることが好ましく、さらに好ましくは1〜15質量%共重合されることが好ましい。含有量が少ないと耐候性向上の寄与が低く、含有量が多すぎると耐熱水性、耐溶剤性が低下したり、黄変を引き起こす場合がある。
【0153】
上記紫外線安定性単量体としては、ヒンダードアミン系化合物に重合性不飽和基が結合されたものを用いることができ、具体例としては、4−(メタ)アクリロイルオキシ−2,2,6,6−テトラメチルピペリジン、4−(メタ)アクリロイルアミノ−2,2,6,6−テトラメチルピペリジン、4−(メタ)アクリロイルオキシ−1,2,2,6,6−ペンタメチルピペリジン、4−(メタ)アクリロイルアミノ−1,2,2,6,6−ペンタメチルピペリジン、4−シアノ−4−(メタ)アクリロイルアミノ−2,2,6,6−テトラメチルピペリジン、4−クロトノイルオキシ−2,2,6,6−テトラメチルピペリジン、4−クロトノイルアミノ−2,2,6,6−テトラメチルピペリジン、1−(メタ)アクリロイル−4−(メタ)アクリロイルアミノ−2,2,6,6−テトラメチルピペリジン、1−(メタ)アクリロイル−4−シアノ−4−(メタ)アクリロイルアミノ−2,2,6,6−テトラメチルピペリジン、1−クロトノイル−4−クロトノイルオキシ−2,2,6,6−テトラメチルピペリジンなどが挙げられる。このような紫外線安定性単量体を用いる場合には、全単量体の0.1〜25質量%共重合されることが好ましく、さらに好ましくは1〜15質量%共重合されることが好ましい。含有量が少ないと耐候性向上の寄与が低く、含有量が多すぎると耐熱水性、耐溶剤性が低下したり、黄変を引き起こす場合がある。
【0154】
上記紫外線吸収剤としては、ベンゾフェノン系化合物、サリシケート系化合物、ベンゾエート系化合物、トリアゾール系化合物およびトリアジン系化合物等が挙げられる。ベンゾフェノン系化合物としては、2,4−ジーヒドロキシベンゾフェノン、4−n−オクチルオキシ−2−ヒドロキシベンゾフェノン、2,2’−ジヒドロキシ−4,4’−ジメトキシベンゾフェノン、2−ヒドロキシ−4−n−オクチルオキシベンゾフェノン、ビス(5−ベンゾイル−4−ヒドロキシ−2−メトキシフェニル)メタン、1,4−ビス(4−ベンゾイル−3−ヒドロキシフェノン)−ブタン等が挙げられる。サリシケート系化合物としては、p−t−ブチルフェニルサリシケート等が挙げられる。ベンゾエート系化合物としては、2,4−ジ−t−ブチルフェニル−3’,5’−ジ−t−ブチル−4’−ヒドロキシベンゾエート等が挙げられる。また、トリアゾール系化合物としては、2,2’−メチレンビス[4−(1,1,3,3−テトラメチルブチル)−6−(2H−ベンゾトリアゾール−2−イル)フェノール]、2−(3,5−ジ−tert−ブチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール、2−(2H−ベンゾトリアゾール−2−イル)−p−クレゾール、2−(2H−ベンゾトリアゾール−2−イル)−4,6−ビス(1−メチル−1−フェニルエチル)フェノール、2−ベンゾトリアゾール−2−イル−4,6−ジ−tert−ブチルフェノール、2−[5−クロロ(2H)−ベンゾトリアゾール−2−イル]−4−メチル−6−t−ブチルフェノール、2−(2H−ベンゾトリアゾール−2−イル)−4,6−ジ−t−ブチルフェノール、2−(2H−ベンゾトリアゾール−2−イル)−4−(1,1,3,3−テトラメチルブチル)フェノール、2−(2H−ベンゾトリアゾール−2−イル)−4−メチル−6−(3,4,5,6−テトラヒドロフタルイミジルメチル)フェノール、メチル3−(3−(2H−ベンゾトリアゾール−2−イル)−5−t−ブチル−4−ヒドロキシフェニル)プロピオネート/ポリエチレングリコール300の反応生成物、2−(2H−ベンゾトリアゾール−2−イル)−6−(直鎖及び側鎖ドデシル)−4−メチルフェノール、2−(5−メチル−2−ヒドロキシフェニル)ベンゾトリアゾール、2−[2−ヒドロキシ−3,5−ビス(α,α−ジメチルベンジル)フェニル]−2H−ベンゾトリアゾール、3−(2H−ベンゾトリアゾール−2−イル)−5−(1,1−ジメチルエチル)−4−ヒドロキシ−C7−9側鎖及び直鎖アルキルエステルが挙げられる。さらに、トリアジン系化合物としては、2,4−ジフェニル−6−(2−ヒドロキシ−4−メトキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−6−(2−ヒドロキシ−4−エトキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−(2−ヒドロキシ−4−プロポキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−(2−ヒドロキシ−4−ブトキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−6−(2−ヒドロキシ−4−ブトキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−6−(2−ヒドロキシ−4−ヘキシルオキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−6−(2−ヒドロキシ−4−オクチルオキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−6−(2−ヒドロキシ−4−ドデシルオキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−6−(2−ヒドロキシ−4−ベンジルオキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−6−(2−ヒドロキシ−4−ブトキシエトキシ)−1,3,5−トリアジン、2,4−ビス(2−ヒドロキシ−4−ブトキシフェニル)−6−(2,4−ジブトキシフェニル)−1,3−5−トリアジン等が挙げられる。その中でも、アクリル系熱可塑性樹脂と相溶性が高く吸収特性が優れている点から、2,4−ビス(2,4−ジメチルフェニル)−6−[2−ヒドロキシ−4−(3−アルキルオキシ−2−ヒドロキシプロピルオキシ)−5−α−クミルフェニル]−s−トリアジン骨格(アルキルオキシ;オクチルオキシ、ノニルオキシ、デシルオキシなどの長鎖アルキルオキシ基)を有する紫外線吸収剤が挙げられる。市販品としては、例えば、トリアジン系紫外線吸収剤として「チヌビン1577」「チヌビン460」「チヌビン477」(チバジャパン製)、トリアゾール系紫外線吸収剤として「アデカスタブLA−31」(ADEKA製)等が挙げられる。
【0155】
これらは単独で、または2種類以上の組み合わせて使用することができる。上記紫外線吸収剤の配合量は特に限定されないが、アクリル重合体(A)を含むフィルム中に0.01〜25質量%であることが好ましく、さらに好ましくは0.05〜10質量%である。添加量が少なすぎると耐候性向上の寄与が低く、また多すぎると機械的強度の低下や黄変を引き起こす場合がある。
【0156】
熱可塑性樹脂(C)は、本発明の効果を損なわない範囲で、その他の樹脂を含んでいてもよい。その他の樹脂の含有割合は、好ましくは0〜50質量%、より好ましくは0〜25質量%、さらに好ましくは0〜10質量%である。
【0157】
その他の樹脂成分としては、例えば、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、ポリ(4−メチル−1−ペンテン)等のオレフィン系ポリマー;塩化ビニル、塩素化ビニル樹脂等の含ハロゲン系ポリマー;ポリメタクリル酸メチル等のアクリル系ポリマー;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル;ポリ乳酸、ポリブチレンサクシネートなどの生分解性ポリエステル;ポリカーボネート;ナイロン6、ナイロン66、ナイロン610等のポリアミド;ポリアセタール;ポリフェニレンオキシド;ポリフェニレンスルフィド;ポリエーテルエーテルケトン;ポリエーテルニトリル;ポリサルホン;ポリエーテルサルホン:ポリオキシペンジレン;ポリアミドイミド;スチレン系重合体をグラフト鎖に有しないゴム質重合体;などが挙げられる。また、ゴム質重合体は、表面にアクリル重合体(A)と相溶し得る組成のグラフト部を有するのが好ましく、ゴム質重合体の平均粒子径は、フィルムとした際の透明性向上の観点から、100nm以下である事が好ましく、70nm以下である事が更に好ましい。
【0158】
熱可塑性樹脂(C)は、その他の添加剤を含んでいてもよい。熱可塑性樹脂(C)中のその他の添加剤の含有割合は、好ましくは0〜5質量%、より好ましくは0〜2質量%、さらに好ましくは0〜0.5質量%である。その他の添加剤としては、例えば、ヒンダードフェノール系、リン系、イオウ系等の酸化防止剤;耐光安定剤、耐候安定剤、熱安定剤等の安定剤;位相差上昇剤、位相差低減剤、位相差安定剤などの位相差調整剤、ガラス繊維、炭素繊維等の補強材;近赤外線吸収剤;トリス(ジブロモプロピル)ホスフェート、トリアリルホスフェート、酸化アンチモン等の難燃剤;アニオン系、カチオン系、ノニオン系の界面活性剤等の帯電防止剤;無機顔料、有機顔料、染料等の着色剤;有機フィラーや無機フィラー;樹脂改質剤;可塑剤;滑剤などが挙げられる。
【0159】
上記酸化防止剤は、公知の酸化防止剤が使用できる。フェノール系酸化防止剤としては、例えば、n−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、n−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)アセテート、n−オクタデシル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエート、n−ヘキシル−3,5−ジ−t−ブチル−4−ヒドロキシフェニルベンゾエート、n−ドデシル−3,5−ジ−t−ブチル−4−ヒドロキシフェニルベンゾエート、ネオドデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、ドデシル−β−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、エチル−α−(4−ヒドロキシ−3,5−ジ−t−ブチルフェニル)イソブチレート、オクタデシル−α−(4−ヒドロキシ−3,5−ジ−t−ブチルフェニル)イソブチレート、オクタデシル−α−(4−ヒドロキシ−3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、2−(n−オクチルチオ)エチル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエート、2−(n−オクチルチオ)エチル−3,5−ジ−t−ブチル−4−ヒドロキシフェニルアセテート、2−(n−オクタデシルチオ)エチル−3,5−ジ−t−ブチル−4−ヒドロキシフェニルアセテート、2−(n−オクタデシルチオ)エチル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエート、2−(2−ヒドロキシエチルチオ)エチル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエート、ジエチルグリコールビス−(3,5−ジ−t−ブチル−4−ヒドロキシ−フェニル)プロピオネート、2−(n−オクタデシルチオ)エチル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、ステアルアミド−N,N−ビス−[エチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、n−ブチルイミノ−N,N−ビス−[エチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、2−(2−ステアロイルオキシエチルチオ)エチル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエート、2−(2−ステアロイルオキシエチルチオ)エチル−7−(3−メチル−5−t−ブチル−4−ヒドロキシフェニル)ヘプタノエート、1,2−プロピレングリコールビス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、エチレングリコールビス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、ネオペンチルグリコールビス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、エチレングリコールビス−(3,5−ジ−t−ブチル−4−ヒドロキシフェニルアセテート)、グリセリン−1−n−オクタデカノエート−2,3−ビス−(3,5−ジ−t−ブチル−4−ヒドロキシフェニルアセテート)、ペンタエリスリトールテトラキス−[3−(3′,5′−ジ−t−ブチル−4′−ヒドロキシフェニル)プロピオネート]、1,1,1−トリメチロールエタントリス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、ソルビトールヘキサ−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、2−ヒドロキシエチル−7−(3−メチル−5−t−ブチル−4−ヒドロキシフェニル)プロピオネート、2−ステアロイルオキシエチル−7−(3−メチル−5−t−ブチル−4−ヒドロキシフェニル)ヘプタノエート、1,6−n−ヘキサンジオールビス−[(3′,5′−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、ペンタエリトリトールテトラキス−(3,5−ジ−t−ブチル−4−ヒドロキシヒドロシンナメート)、3,9−ビス[1,1−ジメチル−2−[β−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ]エチル]2,4,8,10−テトラオキサスピロ[5,5]−ウンデカン、2,4−ジ−t−アミル−6−[1−(3,5−ジ−t−アミル−2−ヒドロキシフェニル)エチル]フェニルアクリレート及び2−t−ブチル−6−(3−t−ブチル−2−ヒドロキシ−5−メチルベンジル)−4−メチルフェニルアクリレートが挙げられる。
【0160】
チオエーテル系酸化防止剤としては、例えば、ペンタエリスリチルテトラキス(3−ラウリルチオプロピオネート)、ジラウリル−3,3’−チオジプロピオネート、ジミリスチル−3,3’−チオジプロピオネート、ジステアリル−3,3’−チオジプロピオネートが挙げられる。
【0161】
リン系酸化防止剤としては、例えば、トリス(2,4−ジ−t−ブチルフェニル)フォスファイト、2−[[2,4,8,10−テトラキス(1,1−ジメチルエチル)ジベンゾ[d,f][1,3,2]ジオキサフォスフェピン−6−イル]オキシ]−N,N−ビス[2−[[2,4,8,10−テトラキス(1,1ジメチルエチル)ジベンゾ[d,f][1,3,2]ジオキサフォスフェピン−6−イル]オキシ]−エチル]エタナミン、ジフェニルトリデシルフォスファイト、トリフェニルフォスファイト、2,2−メチレンビス(4,6−ジ−t−ブチルフェニル)オクチルホスファイト、ビス(2,6−ジ−t−ブチル−4−メチルフェニル)ペンタエリストールジホスファイト、ジステアリルペンタエリスリトールジフォスファイト、サイクリックネオペンタンテトライルビス(2,6−ジ−t−ブチル−4−メチルフェニル)フォスファイトが挙げられる。
【0162】
熱可塑性樹脂(C)は、特に限定されないが、アクリル重合体(A)とスチレン系重合体(B)および、その他の熱可塑性樹脂や添加剤などを、従来公知の混合方法にて混合することで製造できる。例えば、オムニミキサー等の混合機でプレブレンドした後、得られた混合物を押出混練する方法を採用することができる。この場合、押出混練に用いる混練機は、特に限定されるものではなく、例えば、単軸押出機、二軸押出機等の押出機や加圧ニーダー等、例えば、従来公知の混練機を用いることができる。成形温度は、好ましくは200〜350℃、より好ましくは250〜300℃、更に好ましくは255℃〜300℃、特に好ましくは260℃〜300℃である。
【実施例】
【0163】
以下、実施例により本発明をより詳細に説明する。本発明は、以下に示す実施例に限定されない。
【0164】
<ガラス転移温度>
各サンプルのガラス転移温度(Tg)はJIS K7121の規定に準拠して求めた。具体的には、示差走査熱量計(リガク製、DSC−8230)を用い、窒素ガス雰囲気下、約10mgのサンプルを常温から200℃まで昇温速度20℃/分で昇温して得られたDSC曲線から始点法により算出した。リファレンスには、α−アルミナを用いた。
【0165】
<重量平均分子量>
重量平均分子量は、ゲル浸透クロマトグラフィー(GPC)により以下の条件で求めた。
システム:東ソー社製GPCシステム HLC−8220
展開溶媒:クロロホルム(和光純薬工業製、特級)、流量:0.6ml/分
標準試料:TSK標準ポリスチレン(東ソー社製、PS−オリゴマーキット)
測定側カラム構成:ガードカラム(東ソー社製、TSKguardcolumn SuperHZ−L)、分離カラム(東ソー社製、TSKgel SuperHZM−M)2本直列接続
リファレンス側カラム構成:リファレンスカラム(東ソー社製、TSKgel SuperH−RC)
【0166】
<屈折率異方性>
波長589nmの光に対する光学フィルムの面内位相差Re、厚さ方向の位相差Rthは、大塚電子社製RETS−100を用いて測定した。
【0167】
厚さ方向の位相差値Rthは、アッベ屈折率計で測定したフィルムの平均屈折率、フィルムの厚さd、40°傾斜させて測定した位相差値(Re(40°))、三次元屈折率nx、ny、nzの値を得た後、下記式から求めた。なお、フィルムの面内における遅相軸方向の屈折率をnx、進相軸方向の屈折率をny、フィルムの厚さ方向の屈折率をnzとした。
厚さ方向位相差Rth(nm)={(nx+ny)/2−nz}×d
【0168】
なお、傾斜させる方向は、遅相軸を傾斜軸としたRe(S40°)と進相軸を傾斜軸としたRe(F40°)を測定し、Re(S40°)>Re(F40°)となる場合は遅相軸を傾斜軸とし、逆にRe(S40°)<Re(F40°)となる場合は進相軸を傾斜軸とした。
【0169】
また、ロールフィルムの流れ方向に対して垂直にフィルムを切り出し、この切り出したエッジをRETS−100の基準バーに合わせて基準軸がぶれないようにサンプルをセットして測定した時の遅相軸の向きを光軸とした。
【0170】
なお、位相差(Re、Rth)は、幅方向にフィルム中央で測定した。位相差、光軸のバラツキは、幅方向にフィルム中央より両側15cmまでの30cm幅を3cmピッチで位相差、光軸を測定し、その最大値と最小値との差から求めた。
【0171】
<フィルムの厚さ>
フィルムの厚さdは、デジマチックマイクロメーター((株)ミツトヨ製)を用いて測定した。
【0172】
<フィルム表面の付着異物、傷の測定>
フィルムに存在する傷および付着異物の数は、JIS K6718に記載の外観の観察方法に準じた方法で測定した。具体的には、幅を狭めることなく1000mmの長さに切り出した光学用フィルムを反射光および透過光によって目視で外観検査した後、長さ20μm以上の傷および付着異物を、倍率20〜100倍の顕微鏡を用いてカウントすることによって計測した。
【0173】
(製造例1)
撹拌装置、温度センサー、冷却管、窒素導入管を付した反応釜に、メチルメタクリレート(MMA)40部、2−(ヒドロキシメチル)アクリル酸メチル(MHMA)10部、トルエン50部、アデカスタブ2112(ADEKA製)0.025部を仕込み、これに窒素を通じつつ105℃まで昇温し、還流したところで、開始剤としてt−アミルパーオキシイソノナノエート(アトフィナ吉富社製、商品名:ルペロックス570)0.05部を添加すると同時に、t−アミルパーオキシイソノナノエート0.1部を2時間かけて滴下しながら、約105〜110℃の還流下で溶液重合を行い、さらに4時間かけて熟成を行った。
【0174】
得られた重合体溶液に、リン酸ステアリル(堺化学製、商品名:Phoslex A−18)0.05部を加え、90〜105℃の還流下で2時間、環化縮合反応を行った。次いで、得られた重合体溶液を熱交換器に通して240℃まで昇温し、シリンダ温度240℃、減圧度13.3〜400hPa(10〜300mmHg)、リアベント数1個およびフォアベント数4個(上流側から第1、第2、第3、第4ベントと称する)、第3ベントと第4ベントとの間にサイドフィーダーが設けられており、先端部にリーフディスク型のポリマーフィルター(濾過精度5μm)が配置されたベントタイプスクリュー二軸押出機(L/D=52)に、樹脂量換算で90部/時の処理速度で導入し、脱揮を行った。
【0175】
その際、別途準備しておいた酸化防止剤/環化触媒失活剤の混合溶液を1.35部/時の投入速度で第1ベントの後ろから、イオン交換水を1.35部/時の投入速度で第2および第3ベントの後ろから、それぞれ投入した。酸化防止剤/環化触媒失活剤の混合溶液には、5部の酸化防止剤(チバスペシャリティケミカルズ社製、イルガノックス1010)と、失活剤として36部のオクチル酸亜鉛(日本化学産業製、ニッカオクチクス亜鉛3.6質量%)とを、トルエン94部に溶解させた溶液を用いた。また、上記サイドフィーダーから、スチレン−アクリロニトリル共重合体(スチレン/アクリロニトリルの比率は73質量%/27質量%、重量平均分子量22万)のペレットを投入速度10部/時で投入した。
【0176】
上記脱揮操作により、スチレン系重合体の含有割合が10質量%である熱可塑性樹脂(1C)のペレットを得た。熱可塑性樹脂(1C)のガラス転移温度は128℃、重量平均分子量は135000であった。
【0177】
(製造例2)
撹拌装置、温度センサー、冷却管、窒素導入管を付した反応釜に、MMA40部、MHMA10部、トルエン50部、アデカスタブ2112(ADEKA製)0.025部を仕込み、これに窒素を通じつつ105℃まで昇温し、還流したところで、開始剤としてt−アミルパーオキシイソノナノエート(アトフィナ吉富社製、商品名:ルペロックス570)0.05部を添加すると同時に、t−アミルパーオキシイソノナノエート0.1部を2時間かけて滴下しながら、約105〜110℃の還流下で溶液重合を行い、さらに4時間かけて熟成を行った。
【0178】
得られた重合体溶液に、リン酸2−エチルヘキシル(堺化学製、商品名:Phoslex A−8)0.05部を加え、90〜105℃の還流下で2時間、環化縮合反応を行った。次いで、得られた重合体溶液を熱交換器に通して240℃まで昇温し、シリンダ温度240℃、減圧度13.3〜400hPa(10〜300mmHg)、リアベント数1個およびフォアベント数4個(上流側から第1、第2、第3、第4ベントと称する)、第3ベントと第4ベントとの間にサイドフィーダーが設けられており、先端部にリーフディスク型のポリマーフィルター(濾過精度5μm)が配置されたベントタイプスクリュー二軸押出機(L/D=52)に、樹脂量換算で65部/時の処理速度で導入し、脱揮を行った。
【0179】
その際、別途準備しておいた酸化防止剤/環化触媒失活剤の混合溶液を0.98部/時の投入速度で第1ベントの後ろから、イオン交換水を0.98部/時の投入速度で第2および第3ベントの後ろから、それぞれ投入した。酸化防止剤/環化触媒失活剤の混合溶液には、5部の酸化防止剤(チバスペシャリティケミカルズ社製、イルガノックス1010)と、失活剤として43部のオクチル酸亜鉛(日本化学産業製、ニッカオクチクス亜鉛3.6質量%)とを、トルエン50部に溶解させた溶液を用いた。また、上記サイドフィーダーから、スチレン−アクリロニトリル共重合体(スチレン/アクリロニトリルの比率は73質量%/27質量%、重量平均分子量22万)のペレットを投入速度35部/時で投入した。
【0180】
上記脱揮操作により、スチレン系重合体の含有割合が35質量%である熱可塑性樹脂(2C)のペレットを得た。熱可塑性樹脂(2C)のガラス転移温度は120℃、重量平均分子量は163000であった。
【0181】
(製造例3)
ウレタン系樹脂(第一工業製薬製、スーパーフレックス210、固形分35質量%)20部、微粒子分散体(日本触媒社製、シーホスターKE−W30、平均粒子径0.28μm、粒度分布1.1、固形分20質量%)0.09部および純水80部を混合し、易接着剤組成物を得た。
【0182】
(実施例1)
製造例1で得られた樹脂ペレット(1C)を、図1に準じた製造工程にて溶融成膜、縦延伸、易接着組成物の塗工、横延伸、トリミング、ナーリング、巻き取りを連続して実施し、二軸延伸光学フィルムを得た。
【0183】
溶融成膜は282℃で行い、厚み210μmの原フィルムを成膜した後、そのまま連続的に7本の加熱ロールによってフィルム温度が130℃になるまで予備加熱した後に、赤外線ヒーターで加熱することによってフィルム温度を140℃にして、縦方向に延伸倍率2.0倍の延伸を行った。
【0184】
さらに連続して、製造例3で調製した易接着組成物をグラビアコート法により原フィルムの片面に乾燥後の膜厚が1050nmになるように塗布した後、両端部から20mmの位置を2インチのクリップで掴みテンター延伸機へ供給し、オーブンの温度を140℃として、易接着層の形成と延伸倍率2.0倍の横延伸とを行った。この後、さらに連続的に、シェアカッターを用いて幅700mmにトリミングした後、フィルムの両端部にナーリング加工を施して、巻き取り機で巻き取り、連続した500m長の二軸延伸光学フィルムを得た。得られたフィルム(巻き取り後)の特性は次の通りであった。
【0185】
厚み(μm) :60
面内位相差Re(nm) :0.2
厚み位相差Rth(nm) :1.1
傷および付着異物の数(個/m2) :4.0
【0186】
(実施例2)
製造例2で得られた樹脂ペレット(2A)を使用した以外は実施例1と同様にして、二軸延伸光学フィルムを得た。
【0187】
溶融成膜は280℃で行い、厚み275μmの原フィルムを成膜した後、そのまま連続的に7本の加熱ロールによってフィルム温度が130℃になるまで予備加熱した後に、赤外線ヒーターで加熱することによってフィルム温度を140℃にして、縦方向に延伸倍率1.5倍の延伸を行った。
【0188】
さらに連続して、製造例3で調製した易接着組成物をグラビアコート法により原フィルムの片面に乾燥後の膜厚が1050nmになるように塗布した後、両端部から20mmの位置を2インチのクリップで掴みテンター延伸機へ供給し、オーブンの温度を130℃として、易接着層の形成と延伸倍率2.8倍の横延伸とを行った。この後、さらに連続的に、シェアカッターを用いて幅700mmにトリミングした後、フィルムの両端部にナーリング加工を施して、巻き取り機で巻き取り、連続した500m長の二軸延伸光学フィルムを得た。得られたフィルム(巻き取り後)の特性は次の通りであった。
【0189】
厚み(μm) :60
面内位相差Re(nm) :107.3
厚み位相差Rth(nm) :−105.2
面内位相差Reのバラツキ(nm) :1.29
厚み位相差Rthのバラツキ(nm):0.56
光軸のバラツキ(°) :0.14
キズと付着異物の総数(個/m2) : 3.0
【0190】
(比較例1)
図3に準じた製造工程にて溶融成膜を行い、保護フィルムを積層した後、フィルム端部をトリミングして原フィルムを巻き取った。図3における符号16は、保護フィルム繰り出し部、符号11は原フィルム巻き取り部、符号17はトリミング装置である。図3におけるその他の符号が指し示す部材は、図1,2において同一の符号が指し示す部材と同一である。その後、図4に順ずる製造工程にて保護フィルムを剥離して、原フィルムに対する縦延伸、易接着組成物の塗工、横延伸、フィルム端部のトリミング、ナーリング、および巻き取りを連続して実施して、二軸延伸光学フィルムを得た。延伸条件、易接着組成物の塗工条件、トリミング条件など、その他の条件は実施例1と同一とした。得られたフィルム(巻き取り後)の特性は次の通りであった。なお、図4における符号18は原フィルム繰り出し部、符号19は保護フィルム巻き取り部である。図4におけるその他の符号が指し示す部材は、図1において同一の符号が指し示す部材と同一である。
【0191】
厚み(μm) :60
面内位相差Re(nm) :0.2
厚み位相差Rth(nm) :1.2
キズと付着異物の総数(個/m2) : 22.0
【0192】
(比較例2)
図3に準じた製造工程にて溶融成膜を行い、保護フィルムを積層した後、フィルム端部をトリミングして原フィルムを巻き取った。その後、図4に順ずる製造工程にて保護フィルムを剥離して、原フィルムに対する縦延伸、易接着組成物の塗工、横延伸、フィルム端部のトリミング、ナーリング、および巻き取りを連続して実施して、二軸延伸光学フィルムを得た。延伸条件、易接着組成物の塗工条件、トリミング条件など、その他の条件は実施例2と同一とした。得られたフィルム(巻き取り後)の特性は次の通りであった。
【0193】
厚み(μm) :60
面内位相差Re(nm) :106.5
厚み位相差Rth(nm) :−105.0
面内位相差Reのバラツキ(nm) :1.40
厚み位相差Rthのバラツキ(nm):0.82
光軸のバラツキ(°) :0.26
キズと付着異物の総数(個/m2) : 18.0
【産業上の利用可能性】
【0194】
本発明の製造方法は、液晶表示装置などのフラットパネル画像表示装置に用いられる、偏光子保護フィルム、反射防止フィルム、位相差フィルム、偏光フィルムなどの各種の光学フィルムの製造に好適に適用できる。
【符号の説明】
【0195】
1 : 乾燥機
2 : 押出機
3 : ギアポンプ
4 : ポリマーフィルター
5 : ダイ
6 : キャスティング装置
61: 第1冷却ロール
62: 第2冷却ロール
63: 第3冷却ロール
7 : 縦延伸装置
71: 予備加熱ロール群
72: 延伸ロール群
73: 冷却ロール群
74: 保熱用ヒーター(赤外線ヒーター)
75: 低速ロール
76: 高速ロール
77: オーブン
8 : 横延伸装置
81: 予熱部
82: 横延伸部
83: 熱固定部
9,17 : トリミング装置
10: 製品巻き取り部
11: 原フィルム巻き取り部
13: 塗工装置
14: ナーリング装置
18: 原フィルム繰り出し部
19: 保護フィルム巻き取り部
【技術分野】
【0001】
本発明は、アクリル系熱可塑性樹脂からなる光学フィルムの製造方法に関する。
【背景技術】
【0002】
近年、液晶表示装置の大画面化が進み、使用環境が広がるにつれ、視認性(より明るく、より見やすく、よりコントラスト良く、より高視野角、など)に対する要求が厳しくなっている。しかし、液晶セル本体の改良のみでは視認性向上の要求を十分満足することができない。このため、液晶表示装置が備える位相差フィルム、偏光子保護フィルムなど、光学フィルムの性能向上が期待される。例えば、光学フィルムには、その種類によって異なるが、高い透明性、低い光弾性率、耐熱性、耐光性、高い表面硬度、高い機械的強度、大きい位相差、位相差の波長依存性が小さいこと、位相差の入射角依存性が小さいことが要求される。
【0003】
従来、樹脂フィルムに光学的異方性を発現させて位相差フィルムとしたり、可撓性に優れる光学フィルムを樹脂フィルムから得るために、樹脂フィルムを一軸または二軸延伸により延伸配向させることが行われている。一軸延伸フィルムの製造方法として、縦一軸延伸法(例えば特許文献1)、テンター延伸機などを用いた横一軸延伸法(例えば特許文献2)が従来から行われている。二軸延伸フィルムの製造方法として、横延伸後に縦延伸を行う逐次二軸延伸法、および縦延伸後に横延伸を行う逐次二軸延伸法(例えば特許文献3)が従来から行われている。通常、これらの延伸は、流延(溶液キャスト)成膜、カレンダー成膜、溶融成膜により未延伸の原フィルム(原反)を形成し、これを一旦巻き取った後、巻き取った原フィルムを繰り出して行うことが一般的である。
【0004】
原フィルムおよびこれを延伸した延伸フィルムは、製品形状にするために、あるいは、厚さまたは端面形状が不均一であることが原因となる巻取り時のフィルムの巻きズレを防ぐために、フィルムを巻取る前に、その一部、典型的には、帯状のフィルムにおける幅方向の両端部を切断する(トリミングする)ことがある(特許文献4参照)。
【0005】
ポリメチルメタクリレート(PMMA)に代表されるアクリル重合体は、光線透過率が高く、屈折率の波長依存性が小さいなど、優れた光学特性を有することから、光学フィルムとして様々な開発が進められている(例えば特許文献5)。一方、ポリスチレンに代表されるスチレン系重合体は、負の固有複屈折を有するとともにアクリル重合体と相溶性が高く、アクリル重合体が正の固有複屈折を有する場合においても、当該重合体との混合量を増すことによって負の固有複屈折を有する樹脂が実現できることから、アクリル重合体と混合した上で負の位相差フィルムに適用する検討がなされている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−171290号公報
【特許文献2】特開2001−215332号公報
【特許文献3】特開2002−148438号公報
【特許文献4】特開2009−154252号公報
【特許文献5】特開平3−194503号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
アクリル樹脂からなる未延伸の原フィルムは、機械的強度が極端に低く、トリミング時に発生する切粉が多い。発生した切粉がフィルムに付着して異物となることで、また、フィルムの巻取り時に切粉がフィルムに傷を付けることで、製品フィルムの品質が低下する。フィルムに付着した異物を除去する手段に、粘着ロールの使用がある。しかし、偏光子保護フィルムを製造する場合など、フィルムの表面に易接着層を設ける場合には、易接着層に切粉が固着するため、粘着ロールによる切粉の除去が難しい。
【0008】
また、アクリル樹脂からなる未延伸の原フィルムは、表面平滑性が高く、巻取りの際にフィルム面間に空気層が存在し難いため、高い密着性によるゲージバンドが発生しやすい。このため、原フィルムの巻取りやその後の巻き戻しの際に、フィルム表面に傷が付いたり、剥がれが生じたりすることがある。この問題は、原フィルムに保護フィルム(プロテクトフィルム)を積層した状態で巻き取ることにより低減できるが、保護フィルムに元から付着していた微小な異物によって、「押し跡」と呼ばれる傷が原フィルムに付くことがある。これに加えて、原フィルムを延伸する際に保護フィルムを剥離するが、その際に発生する静電気によって埃やゴミが引き寄せられ、フィルムに付着して、製品フィルムの品質が低下することがある。
【0009】
ところで、易接着層は、延伸が終了したフィルムを巻き取った後、得られたフィルムロールからフィルムを繰り出し、繰り出した当該フィルム上に易接着組成物を塗布し、乾燥して設けることができる。その際、易接着組成物の塗布膜を乾燥させるためにフィルムに加えられる熱によって、製品フィルムに位相差の低下、位相差ムラ、光軸ムラなどが発生することがある。
【0010】
本発明は、これらの問題点に鑑みてなされたものであって、アクリル重合体を含む熱可塑性樹脂からなる光学フィルムの製造方法であって、当該光学フィルムが易接着層を有し、かつトリミング工程を経るにも拘わらず、傷の発生および異物の付着が少なく、位相差ムラが低減するなど、光学特性が改善された光学フィルムが得られる方法の提供を目的とする。
【課題を解決するための手段】
【0011】
本発明の製造方法は、アクリル重合体を含む熱可塑性樹脂からなる光学フィルムの製造方法であって、前記熱可塑性樹脂を溶融成膜して帯状の原フィルムを形成する工程(溶融成膜工程)、前記形成した原フィルムを縦延伸する工程(縦延伸工程)、前記縦延伸した原フィルムを横延伸して光学フィルムを形成する工程(横延伸工程)、および前記形成した光学フィルムを巻き取る工程(巻き取り工程)を連続して行い、前記縦延伸工程と前記横延伸工程との間に、前記縦延伸した原フィルムの表面に易接着組成物を塗布する工程(塗工工程)をさらに含み、前記横延伸工程において、前記原フィルムに加えられる熱によって、当該フィルムの表面に形成された前記易接着組成物の塗布膜を乾燥して易接着層を形成し、前記横延伸工程と前記巻き取り工程との間に、前記形成した光学フィルムをトリミングする工程(トリミング工程)をさらに含む方法である。
【発明の効果】
【0012】
本発明によれば、アクリル重合体を含む熱可塑性樹脂からなる光学フィルムを、当該光学フィルムが易接着層を有し、かつトリミング工程を経るにも拘わらず、異物の付着および傷の発生を抑えるとともに光学特性を改善しながら、安定して連続的に製造することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の製造方法が実施される光学フィルム製造装置の一例を示す模式図である。
【図2】本発明の製造方法が実施される光学フィルム製造装置の別の一例を示す模式図である。
【図3】比較例において用いた、原フィルムの製造装置を示す模式図である。
【図4】比較例において用いた、原フィルムから位相差フィルムを作製する製造装置を示す模式図である。
【発明を実施するための形態】
【0014】
これ以降の説明において、特に記載がない限り、「%」は「質量%」を、「部」は「質量部」を、それぞれ意味する。また、範囲を示す「A〜B」は、A以上B以下であることを示す。
【0015】
本明細書における「樹脂」は「重合体」よりも広い概念である。樹脂は、例えば1種または2種以上の重合体からなってもよいし、必要に応じて、重合体以外の材料、例えば紫外線吸収剤、酸化防止剤、フィラーなどの添加剤、相溶化剤、安定化剤などを含んでいてもよい。
【0016】
[光学フィルムの製造方法]
本発明の光学フィルムの製造方法は、アクリル重合体を含む熱可塑性樹脂に対して、溶融成膜工程、縦延伸工程、横延伸工程、巻取り工程の順に連続して実施し、光学フィルムを製造する方法である。溶融成膜工程では、アクリル重合体を含む熱可塑性樹脂からなる帯状の原フィルムが形成される。縦延伸工程では、溶融成膜工程で形成した原フィルムを縦延伸する。横延伸工程では、縦延伸した原フィルムを横延伸して光学フィルムを形成する。巻き取り工程では、形成された光学フィルムを巻き取り、ロールとする。本発明の製造方法は、縦延伸工程と横延伸工程との間に、縦延伸した原フィルムの表面に易接着組成物を塗布する工程(塗布工程)をさらに含む。このとき、原フィルムの当該表面に、易接着組成物の塗布膜が形成される。横延伸工程では、原フィルムが横延伸されるが、その際、原フィルムに加えられる熱によって、原フィルムの表面に形成された易接着組成物の塗布膜が乾燥して易接着層となる。本発明の製造方法は、横延伸工程と巻き取り工程との間に、形成した光学フィルムをトリミングする工程(トリミング工程)をさらに含む。
【0017】
縦延伸とは、帯状の原フィルムの流れ方向(MD方向、溶融成膜の方向)に当該フィルムを延伸することをいう。横延伸とは、帯状の原フィルムの幅方向(TD方向)に当該フィルムを延伸することをいう。
【0018】
本発明の光学フィルムの製造方法において、巻き取り工程に至るまでは、溶融成膜工程で形成された原フィルムおよび当該フィルムから形成された光学フィルムがロールに巻き取られることがない。このため、フィルムを巻き取る際に生じる、主としてフィルムの巻締りによる、傷、割れなどの発生が抑えられる。これに加えて、フィルムを巻き取る際に必要に応じて逐次行われるトリミングの回数を低減でき、切粉の発生ならびに発生した切粉による異物の付着(特に、易接着層に対する異物の付着)および傷の発生が抑制される。また、巻き取ったフィルムを次工程に繰り出す際の通紙作業による製品ロスを少なくすることができる。
【0019】
本発明の製造方法では、縦延伸および横延伸を経て形成された光学フィルムに対してトリミングが行われる。縦延伸および横延伸を経たフィルムは、アクリル重合体を含んでいたとしても、延伸配向によって機械的強度が向上しており、トリミングの際に発生する切粉が少ない。このため、本発明の製造方法では、切粉の発生ならびに発生した切粉による異物の付着(特に、易接着層に対する異物の付着)および傷の発生が抑制される。
【0020】
本発明の製造方法では、縦延伸工程と横延伸工程との間に易接着組成物の塗布膜を形成し、フィルムの光学特性が定まる横延伸工程において、延伸のためにフィルムに加えられる熱を利用して当該塗布膜から易接着層が形成される。このため、延伸終了後に改めて熱を加えて易接着層を形成する場合に比べて、得られた光学フィルムに位相差の低下、位相差ムラ、光軸ムラなどが生じにくい。
【0021】
溶融成膜工程の具体的な例としては、樹脂を構成する各成分をオムニミキサーなどの混合機でプレブレンドした後、得られた混合物を混練機から押出混練してもよい。押出混練に用いる混練機は特に限定されず、例えば、単軸押出機、二軸押出機などの押出機、あるいは加圧ニーダーなどの公知の混練機を用いることができる。
【0022】
また、別途形成した熱可塑性樹脂を溶融押出成形して成膜してもよい。溶融成膜法には、例えば、Tダイ法、インフレーション法などがあり、その際の成形温度は、好ましくは200〜350℃、より好ましくは250〜320℃、さらに好ましくは255℃〜310℃、特に好ましくは260℃〜300℃である。
【0023】
Tダイ法を用いる場合、押出機の先端部にTダイを取り付け、このTダイから溶融樹脂を押し出して、原フィルムを成膜する。
【0024】
溶融成膜に押出機を用いる場合、押出機の種類は特に限定されず、単軸であっても二軸であっても多軸であってもよいが、そのL/D値は(Lは押出機のシリンダの長さ、Dはシリンダ内径)、熱可塑性樹脂を十分に可塑化して良好な混練状態を得るために、好ましくは10以上100以下であり、より好ましくは15以上80以下であり、さらに好ましくは20以上60以下である。L/D値が10未満の場合、熱可塑性樹脂を十分に可塑化できず、良好な混練状態が得られないことがある。一方、L/D値が100を超えると、熱可塑性樹脂に対して過度に剪断発熱が加わることで、樹脂が熱分解する可能性がある。
【0025】
またこの場合、シリンダの設定温度は、好ましくは200℃以上350℃以下であり、より好ましくは250℃以上320℃以下である。設定温度が200℃未満では、熱可塑性樹脂の溶融粘度が過度に高くなって、原フィルムの生産性が低下する。一方、設定温度が350℃を超えると、樹脂が熱分解する可能性がある。
【0026】
溶融成膜に押出機を用いる場合、押出機の形状は特に限定されないが、1個以上の開放ベント部を有することが好ましい。このような押出機を用いることによって、開放ベント部から分解ガスを吸引することができ、得られた原フィルムに残存する揮発成分の量を低減できる。開放ベント部から分解ガスを吸引するためには、例えば、開放ベント部を減圧状態にすればよく、その減圧度は、開放ベント部の圧力にして、931〜1.3hPaの範囲が好ましく、798〜13.3hPaの範囲がより好ましい。開放ベント部の圧力が931hPaより高い場合、揮発成分、あるいは樹脂の分解により発生する単量体成分などが、樹脂中に残存しやすい。一方、開放ベント部の圧力を1.3hPaより低く保つことは工業的に困難である。
【0027】
溶融成膜の際には、ポリマーフィルターで濾過した樹脂を成形して原フィルムとすることが好ましい。ポリマーフィルターにより、樹脂中に存在する異物を除去できるため、最終的に得られた光学フィルムの外観上の欠点を低減できる。なお、ポリマーフィルターによる濾過時には、樹脂は高温の溶融状態となる。このため、ポリマーフィルターを通過する際に樹脂が劣化し、劣化により形成されたガス成分や着色劣化物が流れだして、得られたフィルムに、穴あき、流れ模様、流れスジなどの欠点が観察されることがある。この欠点は、特に、フィルムを連続して溶融成膜する際に観察されやすい。このため、ポリマーフィルターで濾過した樹脂を成形する際には、その成形温度は、樹脂の溶融粘度を低下させ、ポリマーフィルターにおける樹脂の滞留時間を短くするために、例えば、250〜320℃であり、260〜300℃が好ましい。
【0028】
ポリマーフィルターの構成は特に限定されないが、ハウジング内に多数枚のリーフディスク型フィルターを配したポリマーフィルターを好適に用いることができる。リーフディスク型フィルターの濾材は、金属繊維不織布を焼結したタイプ、金属粉末を焼結したタイプ、金網を数枚積層したタイプ、あるいはそれらを組み合わせたハイブリッドタイプのいずれでもよいが、金属繊維不織布を焼結したタイプが最も好ましい。
【0029】
ポリマーフィルターによる濾過精度は特に限定されないが、通常15μm以下、好ましくは10μm以下、より好ましくは5μm以下である。濾過精度が1μm以下になると、ポリマーフィルタにおける樹脂の滞留時間が長くなることで当該樹脂の熱劣化が大きくなる他、原フィルムおよび光学フィルムの生産性が低下する。一方、濾過精度が15μmを超えると、樹脂中の異物を除去することが難しくなる。
【0030】
ポリマーフィルターの形状は特に限定されず、例えば、複数の樹脂流通口を有し、センターポール内に樹脂の流路を有する内流型;断面が複数の頂点もしくは面においてリーフディスクフィルタの内周面に接し、センターポールの外面に樹脂の流路がある外流型;などがある。特に、樹脂の滞留箇所の少ない外流型を用いることが好ましい。
【0031】
ポリマーフィルターにおける樹脂の滞留時間に特に制限はないが、好ましくは20分以下であり、より好ましくは10分以下であり、さらに好ましくは5分以下である。また、濾過時におけるフィルター入口圧およびフィルター出口圧は、例えば、それぞれ、3〜15MPaおよび0.3〜10MPaであり、圧力損失(フィルターの入口圧と出口圧の圧力差)は、1MPa〜15MPaの範囲が好ましい。圧力損失が1MPa以下になると、樹脂がフィルターを通過する流路に偏りが生じやすく、得られた原フィルムおよび光学フィルムの品質が低下する傾向がある。一方、圧力損失が15MPaを超えると、ポリマーフィルターの破損が起こり易くなる。
【0032】
ポリマーフィルターに導入される樹脂の温度は、その溶融粘度に応じて適宜設定すればよく、例えば250〜320℃であり、好ましくは255〜310℃であり、さらに好ましくは260〜300℃である。
【0033】
ポリマーフィルターを用いた濾過処理により、異物、着色物の少ない光学フィルムを得る具体的な工程は、特に限定されない。例えば、(1)クリーン環境下で樹脂の形成および濾過処理を行い、引き続いてクリーン環境下で樹脂の成形を行うプロセス、(2)異物または着色物を有する樹脂を、クリーン環境下で濾過処理した後、引き続いてクリーン環境下で樹脂の成形を行うプロセス、(3)異物または着色物を有する樹脂を、クリーン環境下で濾過処理すると同時に成形を行うプロセス、などが挙げられる。それぞれの工程毎に、複数回、ポリマーフィルターによる樹脂の濾過処理を行ってもよい。
【0034】
ポリマーフィルターによって樹脂を濾過する際には、押出機とポリマーフィルターとの間にギアポンプを設置して、フィルター内の樹脂の圧力を安定化することが好ましい。
【0035】
本発明の製造方法における縦延伸工程の具体的な方法は限定されず、例えば、オーブン延伸、ロール延伸いずれの方法であってもかまわない。
【0036】
オーブン縦延伸機は、オーブン入口側および出口側のそれぞれにある搬送ロールとオーブンとから構成される。オーブン入口側にある搬送ロールと、出口側にある搬送ロールとの間に周速差をつけることによって原フィルムをその流れ方向(長手方向)に延伸する。オーブンは、原フィルムを延伸可能な温度にまで加熱する機能を有する。延伸条件によっては、オーブンによって、延伸後の原フィルムに熱処理効果を与えることができる。
【0037】
オーブン縦延伸における延伸温度は、原フィルムのガラス転移温度(Tg)を基準に、(Tg−10)℃〜(Tg+50)℃が好ましく、より好ましくは(Tg−5)℃〜(Tg+40)℃であり、さらに好ましくは、(Tg)℃〜(Tg+30)℃である。(Tg−10)℃未満で延伸すると原フィルムの破断のおそれがある。(Tg+50)℃を越えると、原フィルムのたるみが大きくなるために、装置とのこすれや破断のおそれが生じる。
【0038】
一方、ロール縦延伸機は、加熱可能な多数のロールあるいはニップロール(加熱ロール)と、冷却可能な多数のロールあるいはニップロール(冷却ロール)とから構成される。原フィルムは多数の加熱ロールに連続接触しながら延伸温度にまで余熱され、加熱ロールと冷却ロールとの間に設けられた短区間(延伸区間)のニップロールによって延伸された後、冷却ロールによって冷却される。延伸温度を安定化するため、延伸区間内に補助加熱装置を設けても良い。
【0039】
加熱ロールの温度は、ロールの設定温度である。原フィルムの延伸温度および延伸倍率は、縦延伸後に得られた原フィルムの機械的強度、表面性および厚み精度を指標として適宜調整することができる。延伸の際に原フィルムを、当該フィルムのガラス転移温度(Tg)を基準に、加熱ロールによって(Tg−10)℃〜(Tg+20)℃にまで加熱することが好ましく、さらに延伸区間内に設けた補助加熱装置によって、(Tg)℃〜(Tg+30)℃以下にまで加熱することがより好ましい。加熱ロールでの原フィルムの加熱が、(Tg−10)℃よりも低い場合には、原フィルムが裂ける、割れるなどの工程上の問題を引き起こしやすい。(Tg+20)℃よりも高い場合には、原フィルムがロールに付着するトラブルが起こりやすい。また、補助加熱装置での加熱が(Tg)℃よりも低い場合には、原フィルムにシワが発生しやすく、フィルムの裂けや割れなどの工程上の問題を引き起こしやすく、(Tg+30)℃よりも高い場合には、最終的に得られた光学フィルムの伸び率や引っ張り強度、可とう性などの力学的性質が改善されず、2次加工性が悪くなることがある。なお、加熱ロールの合計本数は5本以上が好ましい。5本よりも少ない場合には加熱効果が少なくなるため、原フィルムを十分に暖めることができない。加熱効果を高めるためにロール径を大きくする方法は、加熱によるフィルムの熱膨張を逃がすことができず、シワの発生およびシワ由来の破断が発生しやすくなるため好ましくない。延伸区間内に設けた補助加熱装置としては、従来公知の方法が使用でき、IRヒーター、セラミックヒーター、熱風ヒーターの中から選ばれるいずれかの加熱方法が装置の導入コストの観点から好ましい。
【0040】
また、延伸区間の加熱ロール(低速ロール)中心と冷却ロール(高速ロール)中心との間の距離を延伸区間長A、縦延伸前の原フィルム幅をBとした場合、比A/Bが0.05以上0.5以下であることが好ましい。0.05より小さい場合は、原フィルムの幅に対して延伸区間長が短くなりすぎ、高速ロールの直径を小さくする必要がある。この場合はロールがたわみなど、延伸装置の強度が不足するため、均一な延伸を行うことができなくなる。0.5より大きい場合は、縦延伸におけるネックインの影響がフィルムセンター部まで及ぼされるため、幅方向の位相差および厚みの均一性に不利となる。当該比は、より好ましくは0.1以上0.45以下である。
【0041】
本発明の製造方法における横延伸工程は、原フィルムをその幅方向に延伸する工程である。横延伸に用いる装置は、グリップ式でもピン式でもかまわないが、原フィルムの引き裂けが生じにくいことから、グリップ式がより好ましい。グリップ式のテンター延伸機は、横延伸用のグリップ走行装置とオーブンとから構成される。グリップ走行装置は原フィルムの横端部をグリップで掴んで搬送すると同時にグリップ走行装置のガイドレールを開いて左右2列のグリップ間の距離を広げることによって、当該フィルムを延伸する。なお、フィルムの長手方向にもグリップの拡縮機能を持たせた同時二軸延伸機であってもよい。また、オーブンは原フィルムを延伸可能な温度にまで加熱する(予熱する)機能を有する。延伸条件によっては、オーブンによって、横延伸後のフィルムに熱処理効果を与えることができる。オーブンから出たフィルムは、その後冷却される。いずれの場合においても、フィルムの延伸温度は、熱可塑性樹脂フィルムのガラス転移温度(Tg)を基準に、(Tg−10)℃〜(Tg+50)℃が好ましく、より好ましくは(Tg−5)℃〜(Tg+30)℃である。また、延伸温度が、原フィルムのガラス転移温度に達するまで延伸を行わないことが好ましい。これにより、厚みムラ、位相差ムラが小さい位相差フィルムとすることができる。なお、横延伸工程とは、加熱(予熱)、延伸、冷却の一連の工程を指す。横延伸工程では、原フィルムの幅方向の延伸が行われるが、その際、原フィルムの流れ方向の延伸を併せて行うこともできる。
【0042】
横延伸工程における延伸倍率は、面積比で、好ましくは1.1〜25倍の範囲、より好ましくは1.2〜10倍の範囲、さらに好ましくは1.3〜5倍の範囲である。1.1倍よりも小さいと、延伸に伴う位相差性能の発現や靭性の向上につながらないために好ましくない。25倍よりも大きいと、延伸倍率を上げるだけの効果が認められない。
【0043】
縦方向および横方向のそれぞれの方向に対する延伸倍率は、好ましくは1.05〜10倍の範囲、より好ましくは1.1〜5倍の範囲、さらに好ましくは1.2〜3倍の範囲である。1.05倍よりも小さいと、フィルムの強度が不十分となったり、所望する位相差値が得られない場合があり好ましくない。10倍よりも大きいと、延伸倍率を上げるだけの効果が認められず、また延伸中にフィルムの破断が起こる場合があり好ましくない。
【0044】
延伸速度は、好ましくは10〜20000%/分の範囲、より好ましくは100〜10000%/分の範囲である。10%/分よりも遅いと、十分な延伸倍率を得るために時間がかかり、製造コストが高くなるために好ましくない。20000%/分よりも早いと、フィルムの破断等が起こるおそれがあるために好ましくない。
【0045】
本発明の製造方法における塗工工程は、縦延伸工程と横延伸工程との間に行われる。縦延伸後の原フィルムに対する易接着組成物の塗布には、任意の適切な方法を採用することができる。例えば、バーコート法、ロールコート法、グラビアコート法、ロッドコート法、スロットオリフィスコート法、カーテンコート法、ファウンテンコート法等が挙げられる。横延伸工程の前に形成された易接着組成物の塗布膜は、横延伸工程において原フィルムに加えられる熱によって、乾燥し、易接着層となる。易接着層が形成されるタイミングは、典型的には、横延伸工程において原フィルムが予熱されるタイミングである。易接着層は、横延伸工程における他のタイミング、例えば、延伸のタイミング、で形成されてもよい。乾燥温度は、代表的には50℃以上、好ましくは90℃以上、さらに好ましくは110℃以上である。乾燥温度をこのような範囲とすることにより、例えば、耐色性(特に、高温高湿下における)に優れた光学フィルムを提供することができる。本発明において、横延伸工程における延伸温度を、塗膜の乾燥温度として好ましい範囲とすることができることから、易接着層とフィルムとの密着性を向上することができる。なお、縦延伸工程の前に塗工工程を実施した場合、縦延伸に使用するロールによって、フィルムの表面にスクラッチ状の傷が発生する。また、ロールが汚れることで、異物の付着量が多くなる。
【0046】
本発明の製造方法におけるトリミング工程は、横延伸工程と巻き取り工程との間に行われる。トリミング工程は、典型的には、横延伸工程で使用するグリップの掴み跡がついたフィルムの両端部を切断する工程である。通常、直線状のカッター刃や円形刃をフィルムに押し当てて、フィルムの部分を切断する。アクリル重合体および/またはスチレン系重合体を含む樹脂では、横延伸工程におけるグリップの掴み跡部分は延伸されておらず、非常に脆いため、両端部を切断する事によって、安定したフィルムの走行が得られ、巻き取り工程におけるフィルムの巻き崩れなどを防止できる。
【0047】
本発明の製造方法では、溶融成膜工程と縦延伸工程との間、および、縦延伸工程と横延伸工程との間にトリミング工程を含まず、最初に行うトリミング工程が前記横延伸工程と巻き取り工程との間のトリミング工程であることが好ましい。別の言い方をすれば、本発明の製造方法は、横延伸工程を経る前のフィルム、すなわち、原フィルムをトリミングする工程を含まないことが好ましい。アクリル重合体および/またはスチレン系重合体を含む熱可塑性樹脂は、硬く脆いため、トリミング工程の際に切粉が発生しやすく、発生した切粉がフィルムに付着してフィルムを傷つけるおそれがあり、トリミング工程を多用することは好ましくない。
【0048】
トリミング工程では、フィルムの両端部の切断にシェアカッターを用いることが好ましい。シェアカッターとは、上刃と下刃を擦り合わせ連続回転(ハサミ切)させて、剪断によりフィルムの切断を行う装置であり、切断面が滑らかであるため、高い切り口精度を実現できる。シェアカッターの上刃は反時計方向に、下刃は時計方向に回転してフィルムの切断を行うのが一般的である。上刃と下刃の両方を駆動ロールで回転駆動させてもよいし、どちらか一方の刃のみを回転駆動させ、もう一方の刃はフィルムの搬送に従って受動的に回転させてもよい。
【0049】
シェアカッターの切断速度は、横延伸工程におけるフィルム搬送速度の99%以上100%未満である。好ましくは99.0%以上99.8%以下、より好ましくは99.0%以上99.5%以下である。なお、シェアカッターの切断速度は、シェアカッターの刃の回転速度と一致し、シェアカッターの駆動ロールの回転速度により調整できる。シェアカッターの切断速度を横延伸工程におけるフィルム搬送速度の99%未満、または100%以上にすると、トリミング中にフィルムが破断し、安定して光学フィルムを得ることができない。上刃と下刃の回転速度が互いに異なる場合は、遅い方の刃の回転速度をシェアカッターの切断速度とする。
【0050】
上刃および下刃は、いわゆる皿型刃、椀型刃、その他の形状の円形刃のいずれでもよい。上刃および下刃の素材は、金属でもセラミックでもよいが、超硬合金やハイス鋼を用いることが好ましい。切粉の発生量および切断面の滑らかさの観点からは、超硬合金からなる超硬刃を用いることが好ましい。上刃の直径は90mm〜150mm程度、厚さは1mm〜5mm程度である。下刃の直径は90mm〜150mm程度、厚さは1mm〜10mm程度である。
【0051】
トリミング工程は、レーザーカッターを用いて行ってもよい。レーザーとしては、固体レーザー、半導体レーザー、液体レーザー、気体レーザーなどを用いるのがよく、なかでもCO2レーザー、YAGレーザーを用いるのがよい。
【0052】
本発明の製造方法における巻き取り工程には、任意の巻き取り装置を用いることができる。具体的には、巻取機に巻き芯をセットし、当該巻き芯に搬送されてきた光学フィルムを巻きつけ、フィルムのラインスピードとほぼ同じ速度になるように、巻取速度を調整する。ここで、張力テーパーを5%以上30%以下の割合とし、ロール径の増加に従って張力を減少させることにより、光学フィルムをロール状に巻き取ることが好ましい。
【0053】
巻き取り時における初期張力は、巻き取る光学フィルムの膜厚などにより適宜設定されるが、例えば、2Nを超え500N未満に設定することができる。さらに、巻き取り速度は、例えば、1〜100m/分の範囲に設定することができる。
【0054】
本発明の製造方法は、光学フィルムの幅方向の両端部にナーリング部を設けるナーリング工程を含んでいてもよい。ナーリング工程によって形成されるナーリング部の凹凸の高さは特に限定されないが、1〜20μmが好ましい。1μm未満であるとロールとしたときのフィルム同士の貼りつきが起こりやすくなるために好ましくない。20μmよりも大きくなると、ロールとしたときにフィルムの幅方向における中央部と両端部の見かけ上の直径差が大きくなり、馬の背故障、変形故障などの故障を誘発するので好ましくない。
【0055】
ナーリング部の幅は、各端部において、それぞれ、フィルム全体の幅の0.3〜5%が好ましく、凹凸の突起の個数は、ナーリング部における面積1cm2あたり10〜100個程度が好ましい。
【0056】
ナーリング部の位置は、フィルムの幅方向の両端部からフィルム全体の幅の5%以内の部位であることが好ましい。
【0057】
ナーリング部の長さは、フィルムの長手方向に対し20%以上であることが好ましい。
【0058】
ナーリング部における凹凸の形状は特に限定されないが、例えば、円錐台形、角柱台形、円柱、角柱、円錐、角錐であり、不定形であってもよい。2種以上の形状を混在させてもよい。
【0059】
ナーリングとは、微小な凹凸型付けによる厚み出し加工のことをいい、ナーリング加工、ローレット加工、エンボス加工と呼ばれることもある。
【0060】
ナーリング部を形成する方法は特に限定されないが、例えば、フィルムの両端部を、凹凸が刻印された刻印ロール、エンボスロールまたはエンボスベルトによって押圧する。
【0061】
ナーリング工程は、常温で行っても、加熱下で行っても構わない。加熱下でナーリング部を形成する場合、刻印ロールを外部ヒーターにより加熱する方法、内部に加熱手段を有する刻印ロールを用いる方法、加熱された平坦ロールを用いる方法、あるいはフィルムをあらかじめ加熱してから刻印ロールを通過させる方法などが用いられる。刻印ロールおよび平坦ロールを加熱する場合は、これらロールの円周の温度を均一化させるために、ロール内部に熱電対などの温度測定手段を設け、ロールの温度コントロールを可能とすることが好ましい。
【0062】
ナーリング工程は、トリミング工程と巻き取り工程との間に実施することが好ましい。
【0063】
本発明の製造方法は、全工程において保護フィルム(プロテクトフィルム)を貼合する工程を含まないことが好ましい。換言すれば、原フィルムまたは前記光学フィルムに対して保護フィルムを貼り合わせる工程(貼合工程)を含まないことが好ましい。アクリル重合体および/またはスチレン系重合体を含む熱可塑性樹脂は、硬く脆いため、巻き取り工程やフィルムロールの運搬時におけるフィルムの破断やひび割れを抑制するために、ポリエチレンなどのポリオレフィン樹脂を基材とする保護フィルムを貼合することが通常である。本発明の製造方法では、保護フィルムの貼り合わせを省略しながら、傷の発生および異物の付着が少なく、位相差ムラが低減するなど、光学特性が改善された光学フィルムが得られる。保護フィルムの貼合をやむを得ず行う場合には、巻き取り工程の直前に行うことが好ましい。
【0064】
図1,2に、本発明の製造方法が実施される光学フィルム製造装置の例を示す。
【0065】
図1に示す製造装置は、原料、例えば樹脂ペレット、を乾燥する乾燥機1;樹脂を溶融成膜する、押出機2、ギアポンプ3、ポリマーフィルター4およびダイ5;第1冷却ロール61、第2冷却ロール62および第3冷却ロール63を備えたキャスティング装置6;予備加熱ロール群71、延伸ロール群72、冷却ロール群73および保熱用ヒーター(例えば、赤外線ヒーター)74を備え、原フィルムを縦延伸する縦延伸装置7;縦延伸装置7を経た原フィルムの表面に易接着組成物を塗布する塗工装置13;予熱部81、横延伸部82および熱固定部83を備え、易接着組成物が塗布された原フィルムを横延伸する横延伸装置8;横延伸装置8における横延伸により形成された光学フィルムをトリミングするトリミング装置9;トリミング装置9でトリミングした光学フィルムにナーリング部を設けるナーリング装置14;およびナーリング装置14でナーリング部が形成された光学フィルムを巻き取る巻き取り装置10を備える。押出機2〜ダイ5では溶融成膜工程が、縦延伸装置7では縦延伸工程が、塗工装置13では塗工工程が、横延伸装置8では、易接着層の形成を含む横延伸工程が、トリミング装置9ではトリミング工程が、ナーリング装置14ではナーリング工程が、巻き取り装置10では巻き取り工程が、それぞれ行われる。
【0066】
図2に示す製造装置は、縦延伸装置7が、低速ロール75、高速ロール76およびオーブン77を備えるオーブン縦延伸機である以外、図1に示す製造装置と同一である。オーブン縦延伸機では、低速ロール75および高速ロール76の周速差によって、原フィルムが縦延伸される。一方、図1に示す製造装置における縦延伸装置7はロール縦延伸機であり、延伸ロール群72を構成するロール間の周速差によって、原フィルムが縦延伸される。
【0067】
本発明の効果が得られる限り、本発明の製造方法は、上述した工程以外の任意の工程を含んでいてもよい。
【0068】
[光学フィルム]
本発明の製造方法により得た光学フィルムの厚さは、例えば、1μm以上1000μm未満であり、好ましくは10μm以上350μm未満である。厚さが1μm未満になると、フィルムとしての強度が不十分となる場合があり、後加工を行う際に、破断などが生じやすい。
【0069】
本発明の製造方法により得た光学フィルムのガラス転移温度は、110℃以上であることが好ましい。より好ましくは115℃以上、さらに好ましくは120℃以上である。上限は200℃以下、より好ましくは180℃以下である。
【0070】
本発明の製造方法により得た光学フィルムの全光線透過率は85%以上であることが好ましい。より好ましくは90%以上、さらに好ましくは91%以上である。全光線透過率は、透明性の目安であり、85%未満であると透明性が低下し、光学フィルムとして適さないことがある。
【0071】
本発明の製造方法により得た光学フィルムは、好ましくはヘイズが5%以下であり、より好ましくは3%以下である。ヘイズが5%を越えると透過率が低下し、光学用途に適さないことがある。
【0072】
本発明の製造方法により得た、巻き取り工程後の光学フィルムに存在する長さ20μm以上の傷および付着異物の数は、15個/m2以下であることが好ましく、より好ましくは10個/m2以下であり、さらに好ましくは5個/m2以下である。傷の発生要因である、トリミング工程の回数を減らし、付着異物の要因となる保護フィルムの貼合工程および剥離工程をなくすことにより、本発明の製造方法では、光学フィルムの欠点となる傷および付着異物を減らすことができる。欠点が多いと、画像表示装置に光学フィルムを組み込んだ際に、光漏れや色ムラが生じやすい。
【0073】
フィルム表面の傷および付着異物の数は、JIS K6718に記載の外観の観察方法に準じた方法で測定する。具体的には、幅を狭めることなく1000mmの長さに切り出した光学用フィルムを反射光および透過光によって目視で外観検査した後、長さ20μm以上の傷および付着異物を、倍率20〜100倍の顕微鏡を用いてカウントすることによって、計ることができる。
【0074】
単位面積である1m2以上の範囲を観察することが好ましいが、単位面積よりも小さな試験片を数枚切り出し、各試験片において計った数の平均を単位面積あたりに換算してもよい。
【0075】
本発明の製造方法により得た光学フィルムの位相差値は特に限定されない。当該フィルムの幅方向における面内位相差の均一性は高く、幅方向の位相差ムラは10nm以下であることが好ましく、より好ましくは5nm以下であり、さらに好ましくは3nm以下、特に好ましくは2nm以下である。位相差のムラが大きい場合、画像表示装置に組み込んだ際に、光漏れや色ムラが生じやすい。
【0076】
本発明の製造方法により得た光学フィルムは、光軸である遅相軸の均一性がフィルム幅方向において高く、光軸ムラは1°以下であることが好ましく、より好ましくは0.5°以下であり、さらに好ましくは0.1°以下である。光軸ムラが大きい場合、画像表示装置に組み込んだ際に、光漏れや色ムラが生じやすい。
【0077】
本発明の製造方法により得た光学フィルムは、易接着層を有する。
【0078】
易接着層は、微粒子を含むことが好ましい。易接着層が微粒子を含むことにより、巻き取り時に生じるブロッキングを効果的に抑制して、巻き取り性に優れた光学フィルムとなる。さらに、微粒子の平均粒子径と粒度分布が特定の範囲を取ることにより、微粒子の含有量が少ないながらも、優れた易接着性を有しながら、耐ブロッキング性および透明性が両立した光学フィルムとなる。
【0079】
微粒子の平均粒子径は特に限定されないが、200nm以上であることが好ましい。より好ましくは220nm以上であり、さらに好ましくは250nm以上であり、さらに好ましくは280nm以上である。また、平均粒子径の上限は、好ましくは1000nm以下であり、さらに好ましくは500nm以下であり、さらに好ましくは400nm以下であり、特に好ましくは350nm以下である。このような平均粒子径の微粒子を用いることにより、透明性を維持しながら、少ない添加量でも効率的に光学フィルムに耐ブロッキング性を付与できる。
【0080】
微粒子の粒度分布は特に限定されないが、1.0〜1.4であることが好ましい。より好ましくは、1.0〜1.2である。このような粒度分布の少ない微粒子を用いることにより、易接着性および透明性に優れた光学フィルムが得られる。
【0081】
易接着層の微粒子について、Particle Sizing Systems社製粒度分布測定装置(Submicron Particle Sizer NICOMP380)で測定した等価球形分布において大粒子側から積算した積算体積分率50%の粒径を平均粒子径(d50)とした。また、粒度分布は、積算体積分率25%および75%の値をそれぞれd25、d75とし、その比(d25/d75)を粒度分布とした。
【0082】
微粒子の好ましい形態のひとつは、水分散性の微粒子である。具体的には、無機系微粒子、有機系微粒子のいずれも用いることができる。無機系微粒子としては、例えば、シリカ、チタニア、アルミナ、ジルコニアなどの無機酸化物、炭酸カルシウム、タルク、クレイ、焼成カオリン、焼成珪酸カルシウム、水和珪酸カルシウム、珪酸アルミニウム、珪酸マグネシウム、燐酸カルシウムなどが挙げられる。有機系微粒子としては、例えば、シリコーン系樹脂、フッ素系樹脂、(メタ)アクリル系樹脂等が挙げられる。
【0083】
これらの中でも、好ましい実施形態のひとつは、シリカである。ブロッキング抑制能にさらに優れ、透明性に優れ、ヘイズを生じず、着色もないので、光学フィルムの光学特性に与える影響がより小さいからである。また、シリカは、易接着組成物への分散性および分散安定性が良好であるので、易接着層を形成する際の作業性にもより優れる。さらに、シリカは、アクリル重合体および/またはスチレン系重合体を含む熱可塑性樹脂からなるフィルムとの密着性にも優れる。
【0084】
易接着組成物が水系の場合、好ましくは、微粒子は水分散体として配合される。具体的には、微粒子としてシリカを採用する場合、好ましくは、コロイダルシリカとして配合される。コロイダルシリカとしては、市販品をそのまま用いることができる。市販品としては、例えば、扶桑化学工業(株)製のクォートロンPLシリーズ、日産化学工業(株)製のスノーテックスシリーズ、日本アエロジル(株)のAERODISPシリーズおよびAEROSILシリーズ、(株)日本触媒製のシーホスターシリーズなどが挙げられる。
【0085】
易接着層における微粒子の含有量の上限は好ましくは1質量%未満、さらに好ましくは0.5質量%未満、特に好ましくは0.3質量%未満である。易接着層における微粒子の含有量が1質量%以上では、易接着層の塗膜強度が不足することがある。また、易接着層における微粒子の含有量の下限は、好ましくは0.1質量%以上、さらに好ましくは0.15質量%以上、特に好ましくは0.2質量%以上である。易接着層における微粒子の含有量が0.1質量%未満では、光学フィルムの耐ブロッキング性能が不足する。
【0086】
易接着層の厚みは、任意の適切な値に設定し得る。好ましくは0.1〜10μm、さらに好ましくは0.1〜5μm、特に好ましくは0.2〜1.5μmである。このような範囲に設定することにより、偏光子との密着性に優れ得、易接着層に位相差が発現するのを抑制できる。
【0087】
易接着層としては、ウレタン系樹脂、セルロース系樹脂、ポリオール系樹脂、ポリカルボン酸系樹脂、ポリエステル系樹脂、水性(メタ)アクリル系樹脂分散体など、易接着性を有する各種の樹脂を使用することができる。
【0088】
易接着性を有する樹脂の数平均分子量は、好ましくは5000〜600000、さらに好ましくは10000〜400000である。
【0089】
易接着層は、易接着性を有する樹脂と微粒子とを含む易接着組成物から形成する。易接着組成物は、好ましくは水系である。水系は、溶剤系に比べて環境面に優れ、作業性にも優れる。
【0090】
易接着組成物は、任意の適切な添加剤をさらに含み得る。添加剤としては、例えば、分散安定剤、揺変剤、酸化防止剤、紫外線吸収剤、消泡剤、増粘剤、分散剤、界面活性剤、触媒、帯電防止剤などが挙げられる。
【0091】
易接着層および易接着組成物の組成は、限定されない。
【0092】
易接着層はウレタン系樹脂を含むウレタン系樹脂層であることが好ましい。易接着層がウレタン系樹脂層であることにより、アクリル重合体および/またはスチレン系重合体を含む熱可塑性樹脂からなる光学フィルムとの密着性に優れた易接着層が形成される。
【0093】
ウレタン系樹脂は、代表的には、ポリオールとポリイソシアネートとを反応させることにより得られる。ポリオールとしては、分子中にヒドロキシル基を2個以上有するものであれば特に限定されず、任意の適切なポリオールを採用し得る。例えば、ポリアクリルポリオール、ポリエステルポリオール、ポリエーテルポリオールなどが挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0094】
ポリアクリルポリオールは、代表的には、(メタ)アクリル酸エステルと、水酸基を有する単量体とを共重合させることにより得られる。(メタ)アクリル酸エステルとしては、例えば、(メタ)アクリル酸メチル、(メタ)アクリル酸ブチル、(メタ)アクリル酸2−エチルヘキシル、(メタ)アクリル酸シクロヘキシルなどが挙げられる。水酸基を有する単量体としては、例えば、(メタ)アクリル酸2−ヒドロキシエチル、(メタ)アクリル酸2−ヒドロキシプロピル、(メタ)アクリル酸3−ヒドキシプロピル、(メタ)アクリル酸2−ヒドロキシブチル、(メタ)アクリル酸4−ヒドロキシブチル、(メタ)アクリル酸2−ヒドロキシペンチル等の(メタ)アクリル酸のヒドロキシアルキルエステル;グリセリン、トリメチロールプロパン等の多価アルコールの(メタ)アクリル酸モノエステル;N−メチロール(メタ)アクリルアミドなどが挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0095】
ポリアクリルポリオールは、前記単量体成分に加えて、他の単量体を共重合させてもよい。他の単量体としては、共重合可能な限り、任意の適切な単量体を用いることができる。具体的には、(メタ)アクリル酸などの不飽和モノカルボン酸;マレイン酸などの不飽和ジカルボン酸ならびにその無水物およびモノまたはジエステル類;(メタ)アクリロニトリルなどの不飽和ニトリル類;(メタ)アクリルアミド、N−メチロール(メタ)アクリルアミドなどの不飽和アミド類;酢酸ビニル、プロピオン酸ビニルなどのビニルエステル類;メチルビニルエーテルなどのビニルエーテル類;エチレン、プロピレンなどのα−オレフィン類;塩化ビニル、塩化ビニリデンなどのハロゲン化α,β−不飽和脂肪族単量体;スチレン、α−メチルスチレンなどのα,β−不飽和芳香族単量体が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0096】
ポリエステルポリオールは、代表的には、多塩基酸成分とポリオール成分とを反応させることにより得られる。多塩基酸成分としては、例えば、オルトフタル酸、イソフタル酸、テレフタル酸、1,4−ナフタレンジカルボン酸、2,5−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、ビフェニルジカルボン酸、テトラヒドロフタル酸等の芳香族ジカルボン酸;シュウ酸、コハク酸、マロン酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、デカンジカルボン酸、ドデカンジカルボン酸、オクタデカンジカルボン酸、酒石酸、アルキルコハク酸、リノレイン酸、マレイン酸、フマール酸、メサコン酸、シトラコン酸、イタコン酸等の脂肪族ジカルボン酸;ヘキサヒドロフタル酸、テトラヒドロフタル酸、1,3−シクロヘキサンジカルボン酸、1,4−シクロヘキサンジカルボン酸などの脂環式ジカルボン酸;あるいは、これらの酸無水物、アルキルエステル、酸ハライド等の反応性誘導体等が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0097】
ポリオール成分としては、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、1,3−ブタンジオール、1,4−ブタンジオール、ネオペンチルグリコール、ペンタンジオール、1,6−ヘキサンジオール、1,8−オクタンジオール、1,10−デカンジオール、1−メチル−1,3−ブチレングリコール、2−メチル−1,3−ブチレングリコール、1−メチル−1,4−ペンチレングリコール、2−メチル−1,4−ペンチレングリコール、1,2−ジメチル−ネオペンチルグリコール、2,3−ジメチル−ネオペンチルグリコール、1−メチル−1,5−ペンチレングリコール、2−メチル−1,5−ペンチレングリコール、3−メチル−1,5−ペンチレングリコール、1,2−ジメチルブチレングリコール、1,3−ジメチルブチレングリコール、2,3−ジメチルブチレングリコール、1,4−ジメチルブチレングリコール、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、ジプロピレングリコール、ポリプロピレングリコール、1,4−シクロヘキサンジメタノール、1,4−シクロヘキサンジオール、ビスフェノールA、ビスフェノールF、水添ビスフェノールA、水添ビスフェノールF等が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0098】
ポリエーテルポリオールは、代表的には、多価アルコールにアルキレンオキシドを開環重合して付加させることにより得られる。多価アルコールとしては、例えば、エチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、グリセリン、トリメチロールプロパン等が挙げられる。アルキレンオキシドとしては、例えば、エチレンオキシド、プロピレンオキシド、ブチレンオキシド、スチレンオキシド、テトラヒドロフラン等が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0099】
前記ポリイソシアネートとしては、例えば、テトラメチレンジイソシアネート、ドデカメチレンジイソシアネート、1,4−ブタンジイソシアネート、ヘキサメチレンジイソシアネート、2,2,4−トリメチルヘキサメチレンジイソシアネート、2,4,4−トリメチルヘキサメチレンジイソシアネート、リジンジイソシアネート、2−メチルペンタン−1,5−ジイソシアネート、3−メチルペンタン−1,5−ジイソシアネート等の脂肪族ジイソシアネート;イソホロンジイソシアネート、水添キシリレンジイソシアネート、4,4′−シクロヘキシルメタンジイソシアネート、1,4−シクロヘキサンジイソシアネート、メチルシクロヘキシレンジイソシアネート、1,3−ビス(イソシアネートメチル)シクロヘキサン等の脂環族ジイソシアネート;トリレンジイソシアネート、2,2′−ジフェニルメタンジイソシアネート、2,4′−ジフェニルメタンジイソシアネート、4,4′−ジフェニルメタンジイソシアネート、4,4′−ジフェニルジメチルメタンジイソシアネート、4,4′−ジベンジルジイソシアネート、1,5−ナフチレンジイソシアネート、キシリレンジイソシアネート、1,3−フェニレンジイソシアネート、1,4−フェニレンジイソシアネート等の芳香族ジイソシアネート;ジアルキルジフェニルメタンジイソシアネート、テトラアルキルジフェニルメタンジイソシアネート、α,α,α,α−テトラメチルキシリレンジイソシアネート等の芳香脂肪族ジイソシアネート等が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0100】
前記ウレタン系樹脂は、好ましくは、カルボキシル基を有する。カルボキシル基を有することにより、偏光子との密着性(特に、高温・高湿下における)に優れた光学フィルムを提供することができる。カルボキシル基を有するウレタン系樹脂は、例えば、前記ポリオールと前記ポリイソシアネートとに加え、遊離カルボキシル基を有する鎖長剤を反応させることにより得られる。遊離カルボキシル基を有する鎖長剤は、例えば、ジヒドロキシカルボン酸、ジヒドロキシスクシン酸等が挙げられる。ジヒドロキシカルボン酸は、例えば、ジメチロールアルカン酸(例えば、ジメチロール酢酸、ジメチロールブタン酸、ジメチロールプロピオン酸、ジメチロール酪酸、ジメチロールペンタン酸)等のジアルキロールアルカン酸が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0101】
前記ウレタン系樹脂の酸価は、好ましくは10以上、さらに好ましくは10〜50、特に好ましくは20〜45である。酸価がこのような範囲内であることにより、偏光子との密着性がより優れる。
【0102】
前記ウレタン系樹脂の製造において、前記の成分に加えて、他のポリオール、他の鎖長剤を反応させることができる。他のポリオールとしては、例えば、ソルビトール、1,2,3,6−ヘキサンテトラオール、1,4−ソルビタン、1,2,4−ブタントリオール、1,2,5−ペンタントリオール、グリセリン、トリメチロールエタン、トリメチロールプロパン、ペンタエリスリトール等の水酸基数が3個以上のポリオールが挙げられる。他の鎖長剤としては、例えば、エチレングリコール、ジエチレングリコール、トリエチレングリコール、1,3−プロパンジオール、1,3−ブタンジオール、1,4−ブタンジオール、ネオペンチルグリコール、ペンタンジオール、1,6−ヘキサンジオール、プロピレングリコール等のグリコール類;エチレンジアミン、プロピレンジアミン、ヘキサメチレンジアミン、1,4−ブタンジアミン、アミノエチルエタノールアミン等の脂肪族ジアミン;イソホロンジアミン、4,4′−ジシクロヘキシルメタンジアミン等の脂環族ジアミン;キシリレンジアミン、トリレンジアミン等の芳香族ジアミン等が挙げられる。
【0103】
前記ウレタン系樹脂の製造方法は、任意の適切な方法を用いることができる。具体的には、前記各成分を一度に反応させるワンショット法、段階的に反応させる多段法が挙げられる。ウレタン系樹脂がカルボキシル基を有する場合、好ましくは、多段法である。カルボキシル基を容易に導入し得るからである。なお、前記ウレタン系樹脂の製造に際し、任意の適切なウレタン反応触媒を用いることができる。
【0104】
易接着層がウレタン系樹脂層の場合は、ウレタン系樹脂層はウレタン系樹脂と微粒子を含むウレタン系樹脂組成物を基材に塗布し、必要に応じて乾燥することによって得られることが好ましい。ウレタン系樹脂組成物は、好ましくは、水系である。水系は、溶剤系に比べて環境面に優れ、作業性にも優れる。前記ウレタン系樹脂組成物が水系の場合、好ましくは、前記ウレタン系樹脂の製造において中和剤を用いる。中和剤を用いることにより、水中におけるウレタン系樹脂の安定性が向上し得る。中和剤としては、例えば、アンモニア、N−メチルモルホリン、トリエチルアミン、ジメチルエタノールアミン、メチルジエタノールアミン、トリエタノールアミン、モルホリン、トリプロピルアミン、エタノールアミン、トリイソプロパノールアミン、2−アミノ−2−メチル−1−プロパノール等が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0105】
前記ウレタン系樹脂組成物が水系の場合、ウレタン系樹脂の製造に際し、好ましくは、前記ポリイソシアネートに対して不活性で、水と相溶する有機溶剤を用いる。当前記有機溶剤としては、例えば、酢酸エチル、酢酸ブチル、エチルセロソルブアセテート等のエステル系溶剤;アセトン、メチルエチルケトン、メチルイソブチルケトン等のケトン系溶剤;ジオキサン、テトラハイドロフラン、プロピレングリコールモノメチルエーテル等のエーテル系溶剤等が挙げられる。これらは単独で、または2種以上を組み合わせて用いることができる。
【0106】
前記ウレタン系樹脂組成物は、好ましくは、架橋剤を含む。当前記架橋剤は、任意の適切な架橋剤を用いることができる。具体的には、前記ウレタン系樹脂がカルボキシル基を有する場合、架橋剤としては、好ましくは、カルボキシル基と反応し得る基を有するポリマーが挙げられる。カルボキシル基と反応し得る基としては、例えば、有機アミノ基、オキサゾリン基、エポキシ基、カルボジイミド基等が挙げられる。好ましくは、架橋剤は、オキサゾリン基を有する。これらの中でも、オキサゾリン基を有する架橋剤は、前記ウレタン系樹脂と混合したときの室温でのポットライフが長く、加熱することによって架橋反応が進行するため、作業性が良好である。
【0107】
前記ポリマーとしては、任意の適切なポリマーを用いることができる。例えば、アクリル系ポリマー、スチレン・アクリル系ポリマー等が挙げられる。好ましくは、アクリル系ポリマーである。アクリル系ポリマーを用いることにより、偏光子との密着性がさらに向上し得る。また、水系のウレタン系樹脂組成物に安定的に相溶し、前記ウレタン系樹脂と良好に架橋することができる。
【0108】
上述したように、ウレタン系樹脂組成物は、好ましくは水系である。ウレタン系樹脂組成物におけるウレタン系樹脂の濃度は、好ましくは1.5〜15質量%、さらに好ましくは2〜10質量%である。ウレタン系樹脂層形成時の作業性に優れるからである。ウレタン系樹脂組成物中の架橋剤(固形分)の含有量は、ウレタン系樹脂(固形分)100重量部に対して、好ましくは1〜30重量部、さらに好ましくは3〜20重量部である。1重量部以上とすることにより、偏光子との密着性に優れ得る。一方、30重量部以下とすることにより、ウレタン系樹脂層に位相差が発現するのを抑制し得る。ウレタン系樹脂組成物中の微粒子(固形分)の含有量は、ウレタン系樹脂(固形分:架橋剤を含む場合は架橋剤をも含めた固形分)100重量部に対して、好ましくは0.3〜10重量部、さらに好ましくは0.6〜3重量部である。
【0109】
アクリル重合体および/またはスチレン系重合体を含む熱可塑性樹脂からなるフィルムと易接着層の摩擦係数は、好ましくは0.1〜0.6、さらに好ましくは0.2〜0.4である。
【0110】
本発明の製造方法により得た光学フィルムの表面には、必要に応じて、各種の機能性コーティング層が形成されていてもよい。機能性コーティング層は、例えば、帯電防止層、粘接着剤層、防眩(ノングレア)層、光触媒層などの防汚層、反射防止層、ハードコート層、紫外線遮蔽層、熱線遮蔽層、電磁波遮蔽層、ガスバリヤー層などである。
【0111】
本発明の製造方法により得た光学フィルムの用途は特に限定されないが、光学部材として好適に用いることができる。光学部材は、例えば、光学用保護フィルム、具体的には、各種の光ディスク(VD、CD、DVD、MD、LDなど)基板の保護フィルム、液晶表示装置(LCD)などの画像表示装置が備える偏光板に用いる偏光子保護フィルムである。位相差フィルム、視野角補償フィルム、光拡散フィルム、反射フィルム、反射防止フィルム、防眩フィルム、輝度向上フィルム、タッチパネル用導電フィルムなどの光学フィルムとして、本発明により製造される光学フィルムを用いてもよい。縦延伸および横延伸の条件ならびに樹脂の組成により、位相差を示す光学フィルムとすることも、実質的に位相差がゼロの光学フィルムとすることもできる。
【0112】
[熱可塑性樹脂]
本発明の製造方法に使用する熱可塑性樹脂(C)は、アクリル重合体(A)を含む。当該樹脂は、スチレン系重合体(B)をさらに含んでもよい。
【0113】
[アクリル重合体(A)]
アクリル重合体(A)は、構成単位に(メタ)アクリル酸エステル単位を有する重合体であり、本発明の効果を損なわない限り特に限定されず、公知の熱可塑性アクリル重合体を用いることが出来る。アクリル重合体(A)における(メタ)アクリル酸エステル単位の含有量は10質量%以上が好ましく、さらに好ましくは30質量%以上、特に好ましくは50質量%以上である。また、アクリル重合体(A)が主鎖に環構造を有する場合には、全構成単位に占める(メタ)アクリル酸エステル単位の割合と環構造の含有率との合計は30質量%以上が好ましく、より好ましくは50質量%以上、さらに好ましくは70質量%以上、特に好ましくは90%重量以上である。
【0114】
(メタ)アクリル酸エステル単量体の好ましい具体例としては、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸n−プロピル、(メタ)アクリル酸n−ブチル、(メタ)アクリル酸t−ブチル、(メタ)アクリル酸n−ヘキシル、(メタ)アクリル酸シクロヘキシルなどの(メタ)アクリル酸アルキルエステル;(メタ)アクリル酸ベンジル;(メタ)アクリル酸クロロメチル;(メタ)アクリル酸2−クロロエチル;(メタ)アクリル酸ジシクロペンタニルオキシエチル;(メタ)アクリル酸ジシクロペンタニル;(メタ)アクリル酸2−ヒドロキシエチル;(メタ)アクリル酸3−ヒドロキシプロピル;(メタ)アクリル酸2,3,4,5,6−ペンタヒドロキシヘキシルおよび(メタ)アクリル酸2,3,4,5−テトラヒドロキシペンチルなどが挙げられ、これらの(メタ)アクリル酸エステル単量体由来の構造単位のうち1種を単独で含んでいてもよいし、2種以上併存してもよい。中でも、熱安定性や光学特性に優れる点で(メタ)アクリル酸アルキルエステルが好ましく、メタクリル酸メチルが最も好ましい。また、(メタ)アクリル酸ベンジルは弱いながらもアクリル重合体(A)に正の固有複屈折を与える作用を有している。
【0115】
アクリル重合体(A)は主鎖に環構造を有していてもよい。この場合、アクリル重合体(A)および樹脂組成物のTgが高くなり、当該組成物から得た樹脂成形品の耐熱性が向上する。このように主鎖に環構造を有するアクリル重合体(A)を含む樹脂組成物から得た樹脂成形品、例えばフィルムは画像表示装置における光源などの発熱部近傍への配置が容易になるなど光学部材としての用途に好適である。
【0116】
環構造の種類は特に限定されないが、例えば、ラクトン環構造、無水グルタル酸構造、グルタルイミド構造、N−置換マレイミド構造および無水マレイン酸構造から選ばれる少なくとも1種である。
【0117】
以下の一般式(1)に無水グルタル酸構造およびグルタルイミド構造を示す。
【0118】
【化1】
【0119】
上記一般式(1)におけるR1、R2は互いに独立して水素原子、またはメチル基であり、X1は酸素原子または窒素原子である。X1が酸素原子であるとき、R3は存在せず、X1が窒素原子のとき、R3は、水素原子、炭素数1から6の直鎖アルキル基、シクロペンチル基、シクロヘキシル基またはフェニル基である。
【0120】
X1が酸素原子のとき一般式(1)により示される環構造は無水グルタル酸構造となる。無水グルタル酸構造は、例えば、(メタ)アクリル酸エステルと(メタ)アクリル酸との共重合体を分子内で脱アルコール環化縮合させて形成できる。
【0121】
X1が窒素原子のとき、一般式(1)により示される環構造はグルタルイミド構造となる。グルタルイミド構造は、例えば、(メタ)アクリル酸エステル重合体をメチルアミンなどのイミド化剤によりイミド化して形成できる。
【0122】
以下の一般式(2)に、無水マレイン酸構造およびN−置換マレイミド構造を示す。
【0123】
【化2】
【0124】
上記一般式(2)におけるR4、R5は互いに独立して水素原子、またはメチル基であり、X2は酸素原子または窒素原子である。X2が酸素原子であるとき、R6は存在せず、X2が窒素原子のとき、R6は、水素原子、炭素数1から6の直鎖アルキル基、シクロペンチル基、シクロヘキシル基またはフェニル基である。
【0125】
X2が酸素原子のとき一般式(2)により示される環構造は無水マレイン酸構造となる。無水マレイン酸構造は、例えば、無水マレイン酸と(メタ)アクリル酸エステルとを共重合体して形成できる。
【0126】
X2が窒素原子のとき、一般式(2)により示される環構造はN−置換マレイミド構造となる。N−置換マレイミド構造は、例えば、フェニルマレイミドなどのN−置換マレイミドと(メタ)アクリル酸エステルとを重合体して形成できる。
【0127】
なお、一般式(1)、(2)の説明において例示した環構造を形成する各方法では、各々の環構造を形成に用いる重合体が全て(メタ)アクリル酸エステル単位を構成単として有するため、当該方法により得た樹脂はアクリル系熱可塑性樹脂となる。
【0128】
アクリル重合体(A)が主鎖に有していてもよいラクトン環構造は特に限定されず、例えば、4から8員環であってもよいが、環構造の安定性に優れることから5員環または6員環であることが好ましく、6員環であることがより好ましい。6員環であるラクトン環構造は、例えば、特開2004−168882号公報に開示されている構造であるが、前駆体の重合収率が高いこと、前駆体の環化縮合反応により、高いラクトン環含有率を有するアクリル重合体(A)が得られること、メタクリル酸メチル単位を構成単位として有する重合体を前駆体にできること、などの理由から以下の一般式(3)に示される構造が好ましい。
【0129】
【化3】
【0130】
上記一般式(3)において、R7、R8およびR9は、互いに独立して、水素原子または炭素数1から20の範囲の有機残基である。当該有機残基は酸素原子を含んでいてもよい。
【0131】
一般式(3)における有機残基は、例えば、メチル基、エチル基、プロピル基などの炭素数1から20の範囲のアルキル基、エテニル基、プロペニル基などの炭素数1から20の範囲の不飽和脂肪族炭化水素基、フェニル基、ナフチル基などの炭素数1から20の範囲の芳香族炭化水素基であり、上記アルキル基、上記不飽和脂肪族炭化水素基、上記芳香族炭化水素基は、水素原子の一つ以上が、水酸基、カルボキシル基、エーテル基、およびエステル基から選ばれる少なくとも1種類の基により置換されていてもよい。
【0132】
アクリル重合体(A)におけるラクトン環構造を除く上記環構造の含有率は特に限定されないが、例えば5〜90%であり、好ましくは10〜70%であり、よりこの好ましくは10〜60%であり、さらに好ましくは10〜50%である。
【0133】
アクリル重合体(A)が主鎖にラクトン環構造を有する場合、当該樹脂におけるラクトン環構造の含有率は特に限定はされないが、例えば5〜90%であり、好ましくは10〜80%であり、より好ましくは10〜70%であり、さらに好ましくは20〜60%である。
【0134】
アクリル重合体(A)における環構造の含有率が過渡に小さくなると、フィルムの耐熱性の低下や、耐溶剤性および表面硬度が不十分となることがある。一方、上記含有率が過渡に大きくなると、フィルムの成形性や機械的特性が低下する。
【0135】
主鎖に環構造を有するアクリル重合体(A)は公知の方法により製造できる。環構造が無水グルタル酸構造あるいはグルタルイミド構造であるアクリル系熱可塑性樹脂は、例えば、WO2007/26659号公報あるいはWO2005/108438号公報に記載の方法により製造できる。環構造が無水マレイン酸構造あるいはN−置換マレイミド構造であるアクリル系熱可塑性樹脂は、例えば、特開昭57−153008号公報、特開2007−31537号公報に記載の方法により製造できる。環構造がラクトン環構造であるアクリル系熱可塑性樹脂は、例えば、特開2006−96960号公報、特開2006−171464号公報あるいは特開2007−63541号公報に記載の方法により製造できる。
【0136】
アクリル重合体(A)は、上述した(メタ)アクリル酸エステル単量体由来以外の構造単位を含んでも良く、(メタ)アクリル酸エステル単量体以外の単量体を含む単量体混合物を重合して得られる。(メタ)アクリル酸エステル単量体以外の単量体としては、例えば、アクリロニトリル、メチルビニルケトン、エチレン、プロピレン、4−メチル−1−ペンテン、酢酸ビニル、メタリルアルコール、アリルアルコール、2−ヒドロキシメチル−1−ブテンなどのアリルアルコール、アクリル酸、メタクリル酸、クロトン酸などの(メタ)アクリル酸、2−(ヒドロキシメチル)アクリル酸メチル、2−(ヒドロキシメチル)アクリル酸エチルなどの2−(ヒドロキシアルキル)アクリル酸エステル、2−(ヒドロキシエチル)アクリル酸などの2−(ヒドロキシアルキル)アクリル酸、N−ビニルピロリドン、N−ビニルカルバゾールなどが挙げられ、これらの単量体は1種のみ用いてもよいし、2種以上を併用してもよい。
【0137】
アクリル重合体(A)は、スチレン系単量体単位の含有割合が、好ましくは5質量%未満、より好ましくは3質量%未満、さらに好ましくは1質量%未満、特に好ましくは0.1質量%未満である。スチレン系単量体単位を5質量%以上含む場合には、延伸後も高いフィルム強度を得ることは難しい。また、スチレン系単量体の含有割合が5質量%以上で共重合した後に環化反応を行う場合には、環化が不十分になり、フィルムの耐熱性や強度が低下してしまうことがある。更には、未環化の反応性基によって架橋反応などが起こってしまうため、成形加工性が低下したり、フィルムの外観欠点が増加することがある。スチレン系単量体は芳香族ビニル系単量体であれば、本発明の効果を損なわない限り、特に限定されず、例えば、スチレン、ビニルトルエン、α−メチルスチレン、α−ヒドロキシメチルスチレン、α−ヒドロキシエチルスチレン、クロロスチレンなどが挙げられる。
【0138】
アクリル重合体(A)の重量平均分子量は、例えば1000〜300000の範囲であり、好ましくは5000〜250000の範囲であり、より好ましくは10000〜200000の範囲であり、さらに好ましくは50000〜200000の範囲である。
【0139】
アクリル重合体(A)のガラス転移温度は、例えば100℃以上であり、好ましくは110℃以上であり、より好ましくは120℃以上であり、さらに好ましくは130℃以上である。ガラス転移温度の上限としては成形加工性が乏しくなることから200℃以下が好ましい。
【0140】
ガラス転移温度はJIS K7121の規定に準拠して求めることができる。具体的には、示差走査熱量計(リガク製、DSC−8230)を用い、窒素ガス雰囲気下、約10mgのサンプルを常温から200℃まで昇温速度20℃/分で昇温して得られたDSC曲線から始点法により算出した。リファレンスには、α−アルミナを用いた。
【0141】
[スチレン系重合体(B)]
スチレン系重合体(B)は特に限定されず、スチレン系単量体に由来する構成単位(スチレン単位)を含む公知のスチレン系重合体を使用できる。スチレン系単量体としては特に限定されず、例えば、スチレン、ビニルトルエン、α−メチルスチレン、α−ヒドロキシメチルスチレン、α−ヒドロキシエチルスチレン、クロロスチレンなどが挙げられる。スチレン系重合体(B)のスチレン単位の含有量は10質量%以上が好ましく、更に好ましくは30質量%以上、特に好ましくは50質量%以上である。
【0142】
スチレン系重合体(B)は(メタ)アクリル酸エステル単量体に由来する構成単位を含んでいてもよい。(メタ)アクリル酸エステル単量体としては、上記(メタ)アクリル酸エステル単量体を用いることができる。
【0143】
スチレン系重合体(B)の具体的な種類は特に限定されないが、例えば、ポリスチレン、スチレン−(メタ)アクリル酸メチル共重合体、アクリロニトリル−スチレン共重合体、アクリロニトリル−スチレン−マレイミド共重合体、スチレン−ブタジエンブロック共重合体などであってもよい。アクリル重合体(A)との相容性に優れることから、アクリロニトリルやメタクリロニトリルなどのシアン化ビニル系単量体に由来する構成単位を含むスチレン系重合体が好ましく、アクリロニトリルに由来する構成単位を含むスチレン系重合体がより好ましく、アクリロニトリル−スチレン共重合体やアクリロニトリル−スチレン−マレイミド共重合体が特に好ましい。
【0144】
なお、スチレン系重合体(B)がアクリル重合体(A)と相容性を有するか否かは、両者を混合して得た樹脂組成物のTgを測定することにより確認できる。一般的には、当該組成物のTgが1点のみ確認されれば、スチレン系重合体(B)はアクリル重合体(A)と相容性を有しているといえる。
【0145】
スチレン系重合体(B)が、アクリロニトリル−スチレン共重合体である場合、当該共重合体の全構成単位におけるスチレン単位が占める割合は特に限定されないが、通常、60〜80質量%程度の範囲であればよい。
【0146】
スチレン系重合体(B)がアクリロニトリル−スチレン−マレイミド共重合体である場合、当該共重合体の全構成単位におけるスチレン単位が占める割合は特に限定されないが、通常、55〜80質量%程度の範囲であればよい。
【0147】
スチレン系重合体(B)はグラフト鎖にスチレン系重合体を有するゴム質重合体を含んでいてもよい。グラフト鎖にスチレン系重合体を有するゴム質重合体は、特に限定されないが、例えば、微粒子のアクリルゴムやブタジエンゴムなどの存在下にスチレン系単量体を含む単量体を重合することによって製造が可能である。
【0148】
グラフト鎖にスチレン系重合体を有するゴム質重合体としては、グラフト鎖にアクリロニトリルに由来する構成単位を含むスチレン系重合体を有するゴム質重合体が好ましい。グラフト鎖がアクリロニトリルに由来する構成単位を含むと、アクリル重合体(A)との相容性が向上するため、樹脂組成物中でゴム質重合体が均一に分散し、得られる位相差フィルムの全光線透過率が向上する。具体的には、アクリルゴムやブタジエンゴム、エチレン−プロピレンゴムにアクリロニトリル−スチレン共重合体をグラフトしたASA樹脂やABS樹脂、AES樹脂が挙げられ、スチレン系重合体(B)の負の固有複屈折を低下させないことから、ASA樹脂が特に好ましい。
【0149】
スチレン系重合体(B)の重量平均分子量は、好ましくは10,000〜500,000、より好ましくは150,000〜300,000である。
【0150】
[熱可塑性樹脂(C)]
熱可塑性樹脂(C)におけるアクリル重合体(A)の含有割合は、50質量%以上100質量%以下が好ましく、より好ましくは60質量%以上95質量%以下である。また、スチレン系重合体の含有割合は0質量%以上50質量%以下が好ましく、より好ましくは5質量%以上40質量%以下である。
【0151】
熱可塑性樹脂(C)は耐熱性、物性、光学特性を損なわない範囲で紫外線吸収能を有してもよい。具体的には、アクリル重合体(A)を製造する時の単量体成分として紫外線吸収性単量体および/または紫外線安定性単量体を用いる方法や、紫外線吸収剤および/または紫外線安定剤を上記アクリル重合体(A)に配合する方法がある。またこれらは、アクリル重合体(A)を含む光学フィルムに支障がない限り、これらの方法を併用してもかまわない。また、上記紫外線吸収機能を持続させるためには、紫外線吸収性単量体と紫外線安定性単量体を併用することや、紫外線吸収剤と紫外線安定剤を併用する事が好ましい。また、紫外線吸収性単量体および/または紫外線安定性単量体と合わせて、紫外線吸収剤および/または紫外線安定剤を併用することも好ましい。
【0152】
上記、紫外線吸収性単量体の種類としては、ベンゾトリアゾール系化合物あるいはベンゾフェノン系化合物あるいはトリアジン系化合物と重合性不飽和基を有するアクリル系単量体が挙げられる。ベンゾトリアゾール系化合物としては、例えば2−[2’−ヒドロキシ−5’−(メタ)アクリロイルオキシメチルフェニル]−2H−ベンゾトリアゾール、2−[2’−ヒドロキシ−5’−(メタ)アクリロイルオキシエチルフェニル]−2H−ベンゾトリアゾール、2−[2’−ヒドロキシ−5’−(メタ)アクリロイルオキシプロピルフェニル]−2H−ベンゾトリアゾール、2−[2’−ヒドロキシ−5’−(メタ)アクリロイルオキシヘキシルフェニル]−2H−ベンゾトリアゾール、2−[2’−ヒドロキシ−3’−tert−ブチル−5’−(メタ)アクリロイルオキシエチルフェニル]−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−5’−(β−(メタ)アクリロイルオキシエトキシ)−3’−tert−ブチルフェニル〕−5−tert−ブチル−2H−ベンゾトリアゾール、2−[2’−ヒドロキシ−3’−メタクリルアミノメチル−5’−(1”,1”,3”,3”−テトラメチル)ブチルフェニル]−2H−ベンゾトリアゾールなどを用いることができる。また、ベンゾフェノン系化合物としは、例えば、2−ヒドロキシ−4−[2−(メタ)アクリロイルオキシ]エトキシベンゾフェノン、2−ヒドロキシ−4−[2−(メタ)アクリロイルオキシ]ブトキシベンゾフェノン、2,2’−ジヒドロキシ−4−[2−(メタ)アクリロイルオキシ]エトキシベンゾフェノン、2−ヒドロキシ−4−[2−(メタ)アクリロイルオキシ]エトキシ−4’−(2−ヒドロキシエトキシ)ベンゾフェノンなどを用いることができる。また、トリアジン系化合物としては、例えば,4−ジフェニル−6−[2−ヒドロキシ−4−(2−アクリロイルオキシエトキシ)]−s−トリアジン、2,4−ビス(2−メチルフェニル)−6−[2−ヒドロキシ−4−(2−アクリロイルオキシエトキシ)]−s−トリアジン、2,4−ビス(2−メトキシフェニル)−6−[2−ヒドロキシ−4−(2−アクリロイルオキシエトキシ)]−s−トリアジンなどを用いることができる。このような紫外線吸収性単量体を用いる場合には、全単量体の0.1〜25質量%共重合されることが好ましく、さらに好ましくは1〜15質量%共重合されることが好ましい。含有量が少ないと耐候性向上の寄与が低く、含有量が多すぎると耐熱水性、耐溶剤性が低下したり、黄変を引き起こす場合がある。
【0153】
上記紫外線安定性単量体としては、ヒンダードアミン系化合物に重合性不飽和基が結合されたものを用いることができ、具体例としては、4−(メタ)アクリロイルオキシ−2,2,6,6−テトラメチルピペリジン、4−(メタ)アクリロイルアミノ−2,2,6,6−テトラメチルピペリジン、4−(メタ)アクリロイルオキシ−1,2,2,6,6−ペンタメチルピペリジン、4−(メタ)アクリロイルアミノ−1,2,2,6,6−ペンタメチルピペリジン、4−シアノ−4−(メタ)アクリロイルアミノ−2,2,6,6−テトラメチルピペリジン、4−クロトノイルオキシ−2,2,6,6−テトラメチルピペリジン、4−クロトノイルアミノ−2,2,6,6−テトラメチルピペリジン、1−(メタ)アクリロイル−4−(メタ)アクリロイルアミノ−2,2,6,6−テトラメチルピペリジン、1−(メタ)アクリロイル−4−シアノ−4−(メタ)アクリロイルアミノ−2,2,6,6−テトラメチルピペリジン、1−クロトノイル−4−クロトノイルオキシ−2,2,6,6−テトラメチルピペリジンなどが挙げられる。このような紫外線安定性単量体を用いる場合には、全単量体の0.1〜25質量%共重合されることが好ましく、さらに好ましくは1〜15質量%共重合されることが好ましい。含有量が少ないと耐候性向上の寄与が低く、含有量が多すぎると耐熱水性、耐溶剤性が低下したり、黄変を引き起こす場合がある。
【0154】
上記紫外線吸収剤としては、ベンゾフェノン系化合物、サリシケート系化合物、ベンゾエート系化合物、トリアゾール系化合物およびトリアジン系化合物等が挙げられる。ベンゾフェノン系化合物としては、2,4−ジーヒドロキシベンゾフェノン、4−n−オクチルオキシ−2−ヒドロキシベンゾフェノン、2,2’−ジヒドロキシ−4,4’−ジメトキシベンゾフェノン、2−ヒドロキシ−4−n−オクチルオキシベンゾフェノン、ビス(5−ベンゾイル−4−ヒドロキシ−2−メトキシフェニル)メタン、1,4−ビス(4−ベンゾイル−3−ヒドロキシフェノン)−ブタン等が挙げられる。サリシケート系化合物としては、p−t−ブチルフェニルサリシケート等が挙げられる。ベンゾエート系化合物としては、2,4−ジ−t−ブチルフェニル−3’,5’−ジ−t−ブチル−4’−ヒドロキシベンゾエート等が挙げられる。また、トリアゾール系化合物としては、2,2’−メチレンビス[4−(1,1,3,3−テトラメチルブチル)−6−(2H−ベンゾトリアゾール−2−イル)フェノール]、2−(3,5−ジ−tert−ブチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール、2−(2H−ベンゾトリアゾール−2−イル)−p−クレゾール、2−(2H−ベンゾトリアゾール−2−イル)−4,6−ビス(1−メチル−1−フェニルエチル)フェノール、2−ベンゾトリアゾール−2−イル−4,6−ジ−tert−ブチルフェノール、2−[5−クロロ(2H)−ベンゾトリアゾール−2−イル]−4−メチル−6−t−ブチルフェノール、2−(2H−ベンゾトリアゾール−2−イル)−4,6−ジ−t−ブチルフェノール、2−(2H−ベンゾトリアゾール−2−イル)−4−(1,1,3,3−テトラメチルブチル)フェノール、2−(2H−ベンゾトリアゾール−2−イル)−4−メチル−6−(3,4,5,6−テトラヒドロフタルイミジルメチル)フェノール、メチル3−(3−(2H−ベンゾトリアゾール−2−イル)−5−t−ブチル−4−ヒドロキシフェニル)プロピオネート/ポリエチレングリコール300の反応生成物、2−(2H−ベンゾトリアゾール−2−イル)−6−(直鎖及び側鎖ドデシル)−4−メチルフェノール、2−(5−メチル−2−ヒドロキシフェニル)ベンゾトリアゾール、2−[2−ヒドロキシ−3,5−ビス(α,α−ジメチルベンジル)フェニル]−2H−ベンゾトリアゾール、3−(2H−ベンゾトリアゾール−2−イル)−5−(1,1−ジメチルエチル)−4−ヒドロキシ−C7−9側鎖及び直鎖アルキルエステルが挙げられる。さらに、トリアジン系化合物としては、2,4−ジフェニル−6−(2−ヒドロキシ−4−メトキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−6−(2−ヒドロキシ−4−エトキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−(2−ヒドロキシ−4−プロポキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−(2−ヒドロキシ−4−ブトキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−6−(2−ヒドロキシ−4−ブトキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−6−(2−ヒドロキシ−4−ヘキシルオキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−6−(2−ヒドロキシ−4−オクチルオキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−6−(2−ヒドロキシ−4−ドデシルオキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−6−(2−ヒドロキシ−4−ベンジルオキシフェニル)−1,3,5−トリアジン、2,4−ジフェニル−6−(2−ヒドロキシ−4−ブトキシエトキシ)−1,3,5−トリアジン、2,4−ビス(2−ヒドロキシ−4−ブトキシフェニル)−6−(2,4−ジブトキシフェニル)−1,3−5−トリアジン等が挙げられる。その中でも、アクリル系熱可塑性樹脂と相溶性が高く吸収特性が優れている点から、2,4−ビス(2,4−ジメチルフェニル)−6−[2−ヒドロキシ−4−(3−アルキルオキシ−2−ヒドロキシプロピルオキシ)−5−α−クミルフェニル]−s−トリアジン骨格(アルキルオキシ;オクチルオキシ、ノニルオキシ、デシルオキシなどの長鎖アルキルオキシ基)を有する紫外線吸収剤が挙げられる。市販品としては、例えば、トリアジン系紫外線吸収剤として「チヌビン1577」「チヌビン460」「チヌビン477」(チバジャパン製)、トリアゾール系紫外線吸収剤として「アデカスタブLA−31」(ADEKA製)等が挙げられる。
【0155】
これらは単独で、または2種類以上の組み合わせて使用することができる。上記紫外線吸収剤の配合量は特に限定されないが、アクリル重合体(A)を含むフィルム中に0.01〜25質量%であることが好ましく、さらに好ましくは0.05〜10質量%である。添加量が少なすぎると耐候性向上の寄与が低く、また多すぎると機械的強度の低下や黄変を引き起こす場合がある。
【0156】
熱可塑性樹脂(C)は、本発明の効果を損なわない範囲で、その他の樹脂を含んでいてもよい。その他の樹脂の含有割合は、好ましくは0〜50質量%、より好ましくは0〜25質量%、さらに好ましくは0〜10質量%である。
【0157】
その他の樹脂成分としては、例えば、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、ポリ(4−メチル−1−ペンテン)等のオレフィン系ポリマー;塩化ビニル、塩素化ビニル樹脂等の含ハロゲン系ポリマー;ポリメタクリル酸メチル等のアクリル系ポリマー;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル;ポリ乳酸、ポリブチレンサクシネートなどの生分解性ポリエステル;ポリカーボネート;ナイロン6、ナイロン66、ナイロン610等のポリアミド;ポリアセタール;ポリフェニレンオキシド;ポリフェニレンスルフィド;ポリエーテルエーテルケトン;ポリエーテルニトリル;ポリサルホン;ポリエーテルサルホン:ポリオキシペンジレン;ポリアミドイミド;スチレン系重合体をグラフト鎖に有しないゴム質重合体;などが挙げられる。また、ゴム質重合体は、表面にアクリル重合体(A)と相溶し得る組成のグラフト部を有するのが好ましく、ゴム質重合体の平均粒子径は、フィルムとした際の透明性向上の観点から、100nm以下である事が好ましく、70nm以下である事が更に好ましい。
【0158】
熱可塑性樹脂(C)は、その他の添加剤を含んでいてもよい。熱可塑性樹脂(C)中のその他の添加剤の含有割合は、好ましくは0〜5質量%、より好ましくは0〜2質量%、さらに好ましくは0〜0.5質量%である。その他の添加剤としては、例えば、ヒンダードフェノール系、リン系、イオウ系等の酸化防止剤;耐光安定剤、耐候安定剤、熱安定剤等の安定剤;位相差上昇剤、位相差低減剤、位相差安定剤などの位相差調整剤、ガラス繊維、炭素繊維等の補強材;近赤外線吸収剤;トリス(ジブロモプロピル)ホスフェート、トリアリルホスフェート、酸化アンチモン等の難燃剤;アニオン系、カチオン系、ノニオン系の界面活性剤等の帯電防止剤;無機顔料、有機顔料、染料等の着色剤;有機フィラーや無機フィラー;樹脂改質剤;可塑剤;滑剤などが挙げられる。
【0159】
上記酸化防止剤は、公知の酸化防止剤が使用できる。フェノール系酸化防止剤としては、例えば、n−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、n−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)アセテート、n−オクタデシル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエート、n−ヘキシル−3,5−ジ−t−ブチル−4−ヒドロキシフェニルベンゾエート、n−ドデシル−3,5−ジ−t−ブチル−4−ヒドロキシフェニルベンゾエート、ネオドデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、ドデシル−β−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、エチル−α−(4−ヒドロキシ−3,5−ジ−t−ブチルフェニル)イソブチレート、オクタデシル−α−(4−ヒドロキシ−3,5−ジ−t−ブチルフェニル)イソブチレート、オクタデシル−α−(4−ヒドロキシ−3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、2−(n−オクチルチオ)エチル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエート、2−(n−オクチルチオ)エチル−3,5−ジ−t−ブチル−4−ヒドロキシフェニルアセテート、2−(n−オクタデシルチオ)エチル−3,5−ジ−t−ブチル−4−ヒドロキシフェニルアセテート、2−(n−オクタデシルチオ)エチル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエート、2−(2−ヒドロキシエチルチオ)エチル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエート、ジエチルグリコールビス−(3,5−ジ−t−ブチル−4−ヒドロキシ−フェニル)プロピオネート、2−(n−オクタデシルチオ)エチル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、ステアルアミド−N,N−ビス−[エチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、n−ブチルイミノ−N,N−ビス−[エチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、2−(2−ステアロイルオキシエチルチオ)エチル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエート、2−(2−ステアロイルオキシエチルチオ)エチル−7−(3−メチル−5−t−ブチル−4−ヒドロキシフェニル)ヘプタノエート、1,2−プロピレングリコールビス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、エチレングリコールビス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、ネオペンチルグリコールビス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、エチレングリコールビス−(3,5−ジ−t−ブチル−4−ヒドロキシフェニルアセテート)、グリセリン−1−n−オクタデカノエート−2,3−ビス−(3,5−ジ−t−ブチル−4−ヒドロキシフェニルアセテート)、ペンタエリスリトールテトラキス−[3−(3′,5′−ジ−t−ブチル−4′−ヒドロキシフェニル)プロピオネート]、1,1,1−トリメチロールエタントリス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、ソルビトールヘキサ−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、2−ヒドロキシエチル−7−(3−メチル−5−t−ブチル−4−ヒドロキシフェニル)プロピオネート、2−ステアロイルオキシエチル−7−(3−メチル−5−t−ブチル−4−ヒドロキシフェニル)ヘプタノエート、1,6−n−ヘキサンジオールビス−[(3′,5′−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、ペンタエリトリトールテトラキス−(3,5−ジ−t−ブチル−4−ヒドロキシヒドロシンナメート)、3,9−ビス[1,1−ジメチル−2−[β−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ]エチル]2,4,8,10−テトラオキサスピロ[5,5]−ウンデカン、2,4−ジ−t−アミル−6−[1−(3,5−ジ−t−アミル−2−ヒドロキシフェニル)エチル]フェニルアクリレート及び2−t−ブチル−6−(3−t−ブチル−2−ヒドロキシ−5−メチルベンジル)−4−メチルフェニルアクリレートが挙げられる。
【0160】
チオエーテル系酸化防止剤としては、例えば、ペンタエリスリチルテトラキス(3−ラウリルチオプロピオネート)、ジラウリル−3,3’−チオジプロピオネート、ジミリスチル−3,3’−チオジプロピオネート、ジステアリル−3,3’−チオジプロピオネートが挙げられる。
【0161】
リン系酸化防止剤としては、例えば、トリス(2,4−ジ−t−ブチルフェニル)フォスファイト、2−[[2,4,8,10−テトラキス(1,1−ジメチルエチル)ジベンゾ[d,f][1,3,2]ジオキサフォスフェピン−6−イル]オキシ]−N,N−ビス[2−[[2,4,8,10−テトラキス(1,1ジメチルエチル)ジベンゾ[d,f][1,3,2]ジオキサフォスフェピン−6−イル]オキシ]−エチル]エタナミン、ジフェニルトリデシルフォスファイト、トリフェニルフォスファイト、2,2−メチレンビス(4,6−ジ−t−ブチルフェニル)オクチルホスファイト、ビス(2,6−ジ−t−ブチル−4−メチルフェニル)ペンタエリストールジホスファイト、ジステアリルペンタエリスリトールジフォスファイト、サイクリックネオペンタンテトライルビス(2,6−ジ−t−ブチル−4−メチルフェニル)フォスファイトが挙げられる。
【0162】
熱可塑性樹脂(C)は、特に限定されないが、アクリル重合体(A)とスチレン系重合体(B)および、その他の熱可塑性樹脂や添加剤などを、従来公知の混合方法にて混合することで製造できる。例えば、オムニミキサー等の混合機でプレブレンドした後、得られた混合物を押出混練する方法を採用することができる。この場合、押出混練に用いる混練機は、特に限定されるものではなく、例えば、単軸押出機、二軸押出機等の押出機や加圧ニーダー等、例えば、従来公知の混練機を用いることができる。成形温度は、好ましくは200〜350℃、より好ましくは250〜300℃、更に好ましくは255℃〜300℃、特に好ましくは260℃〜300℃である。
【実施例】
【0163】
以下、実施例により本発明をより詳細に説明する。本発明は、以下に示す実施例に限定されない。
【0164】
<ガラス転移温度>
各サンプルのガラス転移温度(Tg)はJIS K7121の規定に準拠して求めた。具体的には、示差走査熱量計(リガク製、DSC−8230)を用い、窒素ガス雰囲気下、約10mgのサンプルを常温から200℃まで昇温速度20℃/分で昇温して得られたDSC曲線から始点法により算出した。リファレンスには、α−アルミナを用いた。
【0165】
<重量平均分子量>
重量平均分子量は、ゲル浸透クロマトグラフィー(GPC)により以下の条件で求めた。
システム:東ソー社製GPCシステム HLC−8220
展開溶媒:クロロホルム(和光純薬工業製、特級)、流量:0.6ml/分
標準試料:TSK標準ポリスチレン(東ソー社製、PS−オリゴマーキット)
測定側カラム構成:ガードカラム(東ソー社製、TSKguardcolumn SuperHZ−L)、分離カラム(東ソー社製、TSKgel SuperHZM−M)2本直列接続
リファレンス側カラム構成:リファレンスカラム(東ソー社製、TSKgel SuperH−RC)
【0166】
<屈折率異方性>
波長589nmの光に対する光学フィルムの面内位相差Re、厚さ方向の位相差Rthは、大塚電子社製RETS−100を用いて測定した。
【0167】
厚さ方向の位相差値Rthは、アッベ屈折率計で測定したフィルムの平均屈折率、フィルムの厚さd、40°傾斜させて測定した位相差値(Re(40°))、三次元屈折率nx、ny、nzの値を得た後、下記式から求めた。なお、フィルムの面内における遅相軸方向の屈折率をnx、進相軸方向の屈折率をny、フィルムの厚さ方向の屈折率をnzとした。
厚さ方向位相差Rth(nm)={(nx+ny)/2−nz}×d
【0168】
なお、傾斜させる方向は、遅相軸を傾斜軸としたRe(S40°)と進相軸を傾斜軸としたRe(F40°)を測定し、Re(S40°)>Re(F40°)となる場合は遅相軸を傾斜軸とし、逆にRe(S40°)<Re(F40°)となる場合は進相軸を傾斜軸とした。
【0169】
また、ロールフィルムの流れ方向に対して垂直にフィルムを切り出し、この切り出したエッジをRETS−100の基準バーに合わせて基準軸がぶれないようにサンプルをセットして測定した時の遅相軸の向きを光軸とした。
【0170】
なお、位相差(Re、Rth)は、幅方向にフィルム中央で測定した。位相差、光軸のバラツキは、幅方向にフィルム中央より両側15cmまでの30cm幅を3cmピッチで位相差、光軸を測定し、その最大値と最小値との差から求めた。
【0171】
<フィルムの厚さ>
フィルムの厚さdは、デジマチックマイクロメーター((株)ミツトヨ製)を用いて測定した。
【0172】
<フィルム表面の付着異物、傷の測定>
フィルムに存在する傷および付着異物の数は、JIS K6718に記載の外観の観察方法に準じた方法で測定した。具体的には、幅を狭めることなく1000mmの長さに切り出した光学用フィルムを反射光および透過光によって目視で外観検査した後、長さ20μm以上の傷および付着異物を、倍率20〜100倍の顕微鏡を用いてカウントすることによって計測した。
【0173】
(製造例1)
撹拌装置、温度センサー、冷却管、窒素導入管を付した反応釜に、メチルメタクリレート(MMA)40部、2−(ヒドロキシメチル)アクリル酸メチル(MHMA)10部、トルエン50部、アデカスタブ2112(ADEKA製)0.025部を仕込み、これに窒素を通じつつ105℃まで昇温し、還流したところで、開始剤としてt−アミルパーオキシイソノナノエート(アトフィナ吉富社製、商品名:ルペロックス570)0.05部を添加すると同時に、t−アミルパーオキシイソノナノエート0.1部を2時間かけて滴下しながら、約105〜110℃の還流下で溶液重合を行い、さらに4時間かけて熟成を行った。
【0174】
得られた重合体溶液に、リン酸ステアリル(堺化学製、商品名:Phoslex A−18)0.05部を加え、90〜105℃の還流下で2時間、環化縮合反応を行った。次いで、得られた重合体溶液を熱交換器に通して240℃まで昇温し、シリンダ温度240℃、減圧度13.3〜400hPa(10〜300mmHg)、リアベント数1個およびフォアベント数4個(上流側から第1、第2、第3、第4ベントと称する)、第3ベントと第4ベントとの間にサイドフィーダーが設けられており、先端部にリーフディスク型のポリマーフィルター(濾過精度5μm)が配置されたベントタイプスクリュー二軸押出機(L/D=52)に、樹脂量換算で90部/時の処理速度で導入し、脱揮を行った。
【0175】
その際、別途準備しておいた酸化防止剤/環化触媒失活剤の混合溶液を1.35部/時の投入速度で第1ベントの後ろから、イオン交換水を1.35部/時の投入速度で第2および第3ベントの後ろから、それぞれ投入した。酸化防止剤/環化触媒失活剤の混合溶液には、5部の酸化防止剤(チバスペシャリティケミカルズ社製、イルガノックス1010)と、失活剤として36部のオクチル酸亜鉛(日本化学産業製、ニッカオクチクス亜鉛3.6質量%)とを、トルエン94部に溶解させた溶液を用いた。また、上記サイドフィーダーから、スチレン−アクリロニトリル共重合体(スチレン/アクリロニトリルの比率は73質量%/27質量%、重量平均分子量22万)のペレットを投入速度10部/時で投入した。
【0176】
上記脱揮操作により、スチレン系重合体の含有割合が10質量%である熱可塑性樹脂(1C)のペレットを得た。熱可塑性樹脂(1C)のガラス転移温度は128℃、重量平均分子量は135000であった。
【0177】
(製造例2)
撹拌装置、温度センサー、冷却管、窒素導入管を付した反応釜に、MMA40部、MHMA10部、トルエン50部、アデカスタブ2112(ADEKA製)0.025部を仕込み、これに窒素を通じつつ105℃まで昇温し、還流したところで、開始剤としてt−アミルパーオキシイソノナノエート(アトフィナ吉富社製、商品名:ルペロックス570)0.05部を添加すると同時に、t−アミルパーオキシイソノナノエート0.1部を2時間かけて滴下しながら、約105〜110℃の還流下で溶液重合を行い、さらに4時間かけて熟成を行った。
【0178】
得られた重合体溶液に、リン酸2−エチルヘキシル(堺化学製、商品名:Phoslex A−8)0.05部を加え、90〜105℃の還流下で2時間、環化縮合反応を行った。次いで、得られた重合体溶液を熱交換器に通して240℃まで昇温し、シリンダ温度240℃、減圧度13.3〜400hPa(10〜300mmHg)、リアベント数1個およびフォアベント数4個(上流側から第1、第2、第3、第4ベントと称する)、第3ベントと第4ベントとの間にサイドフィーダーが設けられており、先端部にリーフディスク型のポリマーフィルター(濾過精度5μm)が配置されたベントタイプスクリュー二軸押出機(L/D=52)に、樹脂量換算で65部/時の処理速度で導入し、脱揮を行った。
【0179】
その際、別途準備しておいた酸化防止剤/環化触媒失活剤の混合溶液を0.98部/時の投入速度で第1ベントの後ろから、イオン交換水を0.98部/時の投入速度で第2および第3ベントの後ろから、それぞれ投入した。酸化防止剤/環化触媒失活剤の混合溶液には、5部の酸化防止剤(チバスペシャリティケミカルズ社製、イルガノックス1010)と、失活剤として43部のオクチル酸亜鉛(日本化学産業製、ニッカオクチクス亜鉛3.6質量%)とを、トルエン50部に溶解させた溶液を用いた。また、上記サイドフィーダーから、スチレン−アクリロニトリル共重合体(スチレン/アクリロニトリルの比率は73質量%/27質量%、重量平均分子量22万)のペレットを投入速度35部/時で投入した。
【0180】
上記脱揮操作により、スチレン系重合体の含有割合が35質量%である熱可塑性樹脂(2C)のペレットを得た。熱可塑性樹脂(2C)のガラス転移温度は120℃、重量平均分子量は163000であった。
【0181】
(製造例3)
ウレタン系樹脂(第一工業製薬製、スーパーフレックス210、固形分35質量%)20部、微粒子分散体(日本触媒社製、シーホスターKE−W30、平均粒子径0.28μm、粒度分布1.1、固形分20質量%)0.09部および純水80部を混合し、易接着剤組成物を得た。
【0182】
(実施例1)
製造例1で得られた樹脂ペレット(1C)を、図1に準じた製造工程にて溶融成膜、縦延伸、易接着組成物の塗工、横延伸、トリミング、ナーリング、巻き取りを連続して実施し、二軸延伸光学フィルムを得た。
【0183】
溶融成膜は282℃で行い、厚み210μmの原フィルムを成膜した後、そのまま連続的に7本の加熱ロールによってフィルム温度が130℃になるまで予備加熱した後に、赤外線ヒーターで加熱することによってフィルム温度を140℃にして、縦方向に延伸倍率2.0倍の延伸を行った。
【0184】
さらに連続して、製造例3で調製した易接着組成物をグラビアコート法により原フィルムの片面に乾燥後の膜厚が1050nmになるように塗布した後、両端部から20mmの位置を2インチのクリップで掴みテンター延伸機へ供給し、オーブンの温度を140℃として、易接着層の形成と延伸倍率2.0倍の横延伸とを行った。この後、さらに連続的に、シェアカッターを用いて幅700mmにトリミングした後、フィルムの両端部にナーリング加工を施して、巻き取り機で巻き取り、連続した500m長の二軸延伸光学フィルムを得た。得られたフィルム(巻き取り後)の特性は次の通りであった。
【0185】
厚み(μm) :60
面内位相差Re(nm) :0.2
厚み位相差Rth(nm) :1.1
傷および付着異物の数(個/m2) :4.0
【0186】
(実施例2)
製造例2で得られた樹脂ペレット(2A)を使用した以外は実施例1と同様にして、二軸延伸光学フィルムを得た。
【0187】
溶融成膜は280℃で行い、厚み275μmの原フィルムを成膜した後、そのまま連続的に7本の加熱ロールによってフィルム温度が130℃になるまで予備加熱した後に、赤外線ヒーターで加熱することによってフィルム温度を140℃にして、縦方向に延伸倍率1.5倍の延伸を行った。
【0188】
さらに連続して、製造例3で調製した易接着組成物をグラビアコート法により原フィルムの片面に乾燥後の膜厚が1050nmになるように塗布した後、両端部から20mmの位置を2インチのクリップで掴みテンター延伸機へ供給し、オーブンの温度を130℃として、易接着層の形成と延伸倍率2.8倍の横延伸とを行った。この後、さらに連続的に、シェアカッターを用いて幅700mmにトリミングした後、フィルムの両端部にナーリング加工を施して、巻き取り機で巻き取り、連続した500m長の二軸延伸光学フィルムを得た。得られたフィルム(巻き取り後)の特性は次の通りであった。
【0189】
厚み(μm) :60
面内位相差Re(nm) :107.3
厚み位相差Rth(nm) :−105.2
面内位相差Reのバラツキ(nm) :1.29
厚み位相差Rthのバラツキ(nm):0.56
光軸のバラツキ(°) :0.14
キズと付着異物の総数(個/m2) : 3.0
【0190】
(比較例1)
図3に準じた製造工程にて溶融成膜を行い、保護フィルムを積層した後、フィルム端部をトリミングして原フィルムを巻き取った。図3における符号16は、保護フィルム繰り出し部、符号11は原フィルム巻き取り部、符号17はトリミング装置である。図3におけるその他の符号が指し示す部材は、図1,2において同一の符号が指し示す部材と同一である。その後、図4に順ずる製造工程にて保護フィルムを剥離して、原フィルムに対する縦延伸、易接着組成物の塗工、横延伸、フィルム端部のトリミング、ナーリング、および巻き取りを連続して実施して、二軸延伸光学フィルムを得た。延伸条件、易接着組成物の塗工条件、トリミング条件など、その他の条件は実施例1と同一とした。得られたフィルム(巻き取り後)の特性は次の通りであった。なお、図4における符号18は原フィルム繰り出し部、符号19は保護フィルム巻き取り部である。図4におけるその他の符号が指し示す部材は、図1において同一の符号が指し示す部材と同一である。
【0191】
厚み(μm) :60
面内位相差Re(nm) :0.2
厚み位相差Rth(nm) :1.2
キズと付着異物の総数(個/m2) : 22.0
【0192】
(比較例2)
図3に準じた製造工程にて溶融成膜を行い、保護フィルムを積層した後、フィルム端部をトリミングして原フィルムを巻き取った。その後、図4に順ずる製造工程にて保護フィルムを剥離して、原フィルムに対する縦延伸、易接着組成物の塗工、横延伸、フィルム端部のトリミング、ナーリング、および巻き取りを連続して実施して、二軸延伸光学フィルムを得た。延伸条件、易接着組成物の塗工条件、トリミング条件など、その他の条件は実施例2と同一とした。得られたフィルム(巻き取り後)の特性は次の通りであった。
【0193】
厚み(μm) :60
面内位相差Re(nm) :106.5
厚み位相差Rth(nm) :−105.0
面内位相差Reのバラツキ(nm) :1.40
厚み位相差Rthのバラツキ(nm):0.82
光軸のバラツキ(°) :0.26
キズと付着異物の総数(個/m2) : 18.0
【産業上の利用可能性】
【0194】
本発明の製造方法は、液晶表示装置などのフラットパネル画像表示装置に用いられる、偏光子保護フィルム、反射防止フィルム、位相差フィルム、偏光フィルムなどの各種の光学フィルムの製造に好適に適用できる。
【符号の説明】
【0195】
1 : 乾燥機
2 : 押出機
3 : ギアポンプ
4 : ポリマーフィルター
5 : ダイ
6 : キャスティング装置
61: 第1冷却ロール
62: 第2冷却ロール
63: 第3冷却ロール
7 : 縦延伸装置
71: 予備加熱ロール群
72: 延伸ロール群
73: 冷却ロール群
74: 保熱用ヒーター(赤外線ヒーター)
75: 低速ロール
76: 高速ロール
77: オーブン
8 : 横延伸装置
81: 予熱部
82: 横延伸部
83: 熱固定部
9,17 : トリミング装置
10: 製品巻き取り部
11: 原フィルム巻き取り部
13: 塗工装置
14: ナーリング装置
18: 原フィルム繰り出し部
19: 保護フィルム巻き取り部
【特許請求の範囲】
【請求項1】
アクリル重合体を含む熱可塑性樹脂からなる光学フィルムの製造方法であって、
前記熱可塑性樹脂を溶融成膜して帯状の原フィルムを形成する工程(溶融成膜工程)、前記形成した原フィルムを縦延伸する工程(縦延伸工程)、前記縦延伸した原フィルムを横延伸して光学フィルムを形成する工程(横延伸工程)、および前記形成した光学フィルムを巻き取る工程(巻き取り工程)を連続して行い、
前記縦延伸工程と前記横延伸工程との間に、前記縦延伸した原フィルムの表面に易接着組成物を塗布する工程(塗工工程)をさらに含み、
前記横延伸工程において、前記原フィルムに加えられる熱によって、当該フィルムの表面に形成された前記易接着組成物の塗布膜を乾燥して易接着層を形成し、
前記横延伸工程と前記巻き取り工程との間に、前記形成した光学フィルムをトリミングする工程(トリミング工程)をさらに含む、光学フィルムの製造方法。
【請求項2】
前記熱可塑性樹脂が、スチレン系重合体をさらに含む請求項1に記載の光学フィルムの製造方法。
【請求項3】
前記原フィルムをトリミングする工程を含まない請求項1または2に記載の光学フィルムの製造方法。
【請求項4】
前記原フィルムまたは前記光学フィルムに対して保護フィルムを貼り合わせる工程(貼合工程)を含まない請求項1〜3のいずれかに記載の光学フィルムの製造方法。
【請求項5】
前記巻き取り工程後の光学フィルムに存在する、長さ20μm以上の傷および付着異物の数が、15個/m2以下である請求項1〜4のいずれかに記載の光学フィルムの製造方法。
【請求項6】
前記アクリル重合体が、主鎖に環構造を有する請求項1〜5のいずれかに記載の光学フィルムの製造方法。
【請求項7】
前記熱可塑性樹脂が、スチレン−アクリロニトリル共重合体をさらに含む請求項6に記載の光学フィルムの製造方法。
【請求項1】
アクリル重合体を含む熱可塑性樹脂からなる光学フィルムの製造方法であって、
前記熱可塑性樹脂を溶融成膜して帯状の原フィルムを形成する工程(溶融成膜工程)、前記形成した原フィルムを縦延伸する工程(縦延伸工程)、前記縦延伸した原フィルムを横延伸して光学フィルムを形成する工程(横延伸工程)、および前記形成した光学フィルムを巻き取る工程(巻き取り工程)を連続して行い、
前記縦延伸工程と前記横延伸工程との間に、前記縦延伸した原フィルムの表面に易接着組成物を塗布する工程(塗工工程)をさらに含み、
前記横延伸工程において、前記原フィルムに加えられる熱によって、当該フィルムの表面に形成された前記易接着組成物の塗布膜を乾燥して易接着層を形成し、
前記横延伸工程と前記巻き取り工程との間に、前記形成した光学フィルムをトリミングする工程(トリミング工程)をさらに含む、光学フィルムの製造方法。
【請求項2】
前記熱可塑性樹脂が、スチレン系重合体をさらに含む請求項1に記載の光学フィルムの製造方法。
【請求項3】
前記原フィルムをトリミングする工程を含まない請求項1または2に記載の光学フィルムの製造方法。
【請求項4】
前記原フィルムまたは前記光学フィルムに対して保護フィルムを貼り合わせる工程(貼合工程)を含まない請求項1〜3のいずれかに記載の光学フィルムの製造方法。
【請求項5】
前記巻き取り工程後の光学フィルムに存在する、長さ20μm以上の傷および付着異物の数が、15個/m2以下である請求項1〜4のいずれかに記載の光学フィルムの製造方法。
【請求項6】
前記アクリル重合体が、主鎖に環構造を有する請求項1〜5のいずれかに記載の光学フィルムの製造方法。
【請求項7】
前記熱可塑性樹脂が、スチレン−アクリロニトリル共重合体をさらに含む請求項6に記載の光学フィルムの製造方法。
【図1】

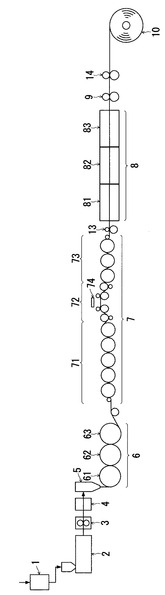
【図2】
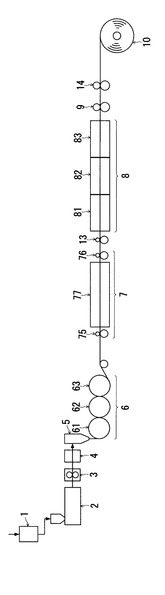
【図3】
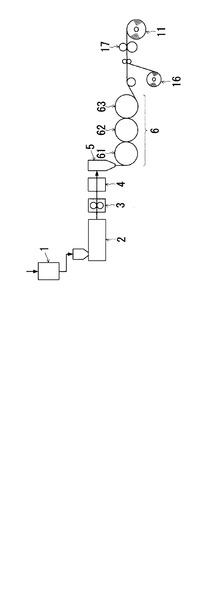
【図4】
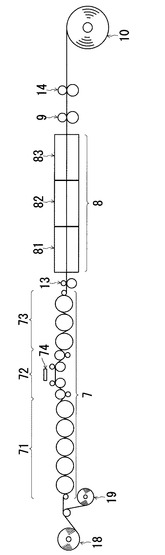
【図2】
【図3】
【図4】
【公開番号】特開2012−118479(P2012−118479A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2010−270911(P2010−270911)
【出願日】平成22年12月3日(2010.12.3)
【出願人】(000004628)株式会社日本触媒 (2,292)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年12月3日(2010.12.3)
【出願人】(000004628)株式会社日本触媒 (2,292)
【Fターム(参考)】
[ Back to top ]