
再生コンベヤベルトの製造方法
【課題】研磨作業を伴うことなく摩耗したカバーゴムを除去することが可能であり、しかも再生することを前提とした構成部材の追加を必要としない再生コンベヤベルトの製造方法を提供する。
【解決手段】本発明の再生コンベヤベルトの製造方法は、芯体2を埋設したベルト本体3にカバーゴム4を配設したコンベヤベルト1の、摩耗したカバーゴム4を再生するに当たり、コンベヤベルト1に長手方向の張力を加えるとともに、カバーゴム4に切り込ませた刃物5をコンベヤベルト1の幅方向に変位させながら、コンベヤベルト1又は刃物5をコンベヤベルト1の長手方向に相対変位させて摩耗したカバーゴム4aを切除し、次いで、カバーゴム4の切除面に、カバーゴム用の生ゴム6を直接的に積層配設し、しかる後、カバーゴム用の生ゴム6を、カバーゴムの切除残部4bに加硫接着することを特徴とする。
【解決手段】本発明の再生コンベヤベルトの製造方法は、芯体2を埋設したベルト本体3にカバーゴム4を配設したコンベヤベルト1の、摩耗したカバーゴム4を再生するに当たり、コンベヤベルト1に長手方向の張力を加えるとともに、カバーゴム4に切り込ませた刃物5をコンベヤベルト1の幅方向に変位させながら、コンベヤベルト1又は刃物5をコンベヤベルト1の長手方向に相対変位させて摩耗したカバーゴム4aを切除し、次いで、カバーゴム4の切除面に、カバーゴム用の生ゴム6を直接的に積層配設し、しかる後、カバーゴム用の生ゴム6を、カバーゴムの切除残部4bに加硫接着することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鉱石その他の被搬送物の搬送によってカバーゴムが摩耗したコンベヤベルトを再生する、再生コンベヤベルトの製造方法に関するものである。
【背景技術】
【0002】
耐張部材としてのスチールコードや帆布等の芯体を埋設したベルト本体に、カバーゴムを配設したコンベヤベルトにおいて、被搬送物の搬送によってカバーゴムが摩耗した場合の再生コンベヤベルトの製造方法としては、摩耗したカバーゴムの凹凸を研磨機によって除去した後、接着ゴムを間に挟んで新たな加硫済みカバーゴムを接合することが知られている。
また一方で、例えば特許文献1に記載されているように、カバーゴムと、芯体となるスチールコードとの間に予め帆布を埋設して、この帆布によってカバーゴムの結合強度を弱めておき、摩耗したカバーゴムを帆布から容易に引き剥がせるようにしたコンベヤベルトも知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】実開平2-64508号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、摩耗したカバーゴムの研磨機による除去は、作業に時間がかかるだけでなく、大量の研磨粉が発生する。このため、防塵マスク等を着用して研磨作業を行う必要があり、作業性が良いとは言えなかった。また研磨粉回収装置も必要である上、この研磨粉の回収が不十分となって大量の研磨粉が舞う場合には、粉塵爆発につながるおそれもあるため、その安全対策を十分に行う必要もあった。
この一方で、帆布を埋設して、摩耗したカバーゴムを帆布から引き剥がせるようにした場合には、上記のような研磨は必要ないものの、帆布を埋設することに起因する材料費と製造工数が嵩むため、コンベヤベルトのコストの増加が否めず、また、コンベヤベルトの重量の増加が不可避となる。
【0005】
本発明の課題は、摩耗したコンベヤベルトの再生にあたり、研磨作業を伴うことなく摩耗したカバーゴムを除去することが可能であり、しかも、再生ベルト専用のベルトではなく従来使用していたベルトでも再生可能であり、また埋設部材等の再生することを前提とした構成部材の追加を必要としない再生コンベヤベルトの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明の再生コンベヤベルトの製造方法は、芯体を埋設したベルト本体にカバーゴムを配設したコンベヤベルトの、摩耗したカバーゴムを再生するに当たり、コンベヤベルトに長手方向の張力を加えるとともに、カバーゴムに切り込ませた刃物をコンベヤベルトの幅方向に変位させながら、コンベヤベルト又は刃物をコンベヤベルトの長手方向に相対変位させて摩耗したカバーゴムを切除し、次いで、カバーゴムの切除面に、カバーゴム用の生ゴムを直接的に積層配設し、しかる後、カバーゴム用の生ゴムを、カバーゴムの切除残部に加硫接着することにある。
【0007】
このような再生コンベヤベルトの製造方法において好ましくは、摩耗したカバーゴムの除去後、14日以内に生ゴムの加硫接着を行う。
【発明の効果】
【0008】
この再生コンベヤベルトの製造方法では、コンベヤベルトに長手方向の張力を加えた状態で、カバーゴムに切り込ませた刃物をコンベヤベルトの幅方向に変位させながら、コンベヤベルト又は刃物をコンベヤベルトの長手方向に相対変位させているので、研磨粉の発生を伴わずに、摩耗したカバーゴムを切除することができる。従って、防塵マスク等が不要となって作業性が改善されるだけでなく、研磨粉に関連する設備を削減あるいは不要とすることができる。また、カバーゴムの切除面には、微小な凹凸が形成されるため、新たに積層配設するカバーゴム用の生ゴムをこの凹凸に入り込ませて加硫することができて、生ゴムと、カバーゴムの切除残部とを強固に接合させることができる。さらに、コンベヤベルトに新たな構成部材を追加する必要がないので、コンベヤベルトの価格上昇と重量増加を抑えることができる。
【0009】
この再生コンベヤベルトの製造方法で、カバーゴムの除去後、14日以内に生ゴムを加硫接着させる場合には、生ゴムと、カバーゴムの切除残部との接合強度をとりわけ強固に確保することができる。
【図面の簡単な説明】
【0010】
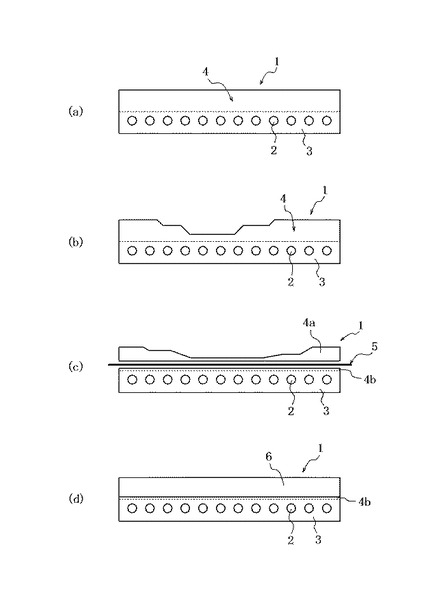
【図1】本発明の一実施形態を示すコンベヤベルトの幅方向断面図であって、(a)は、カバーゴムの摩耗前の状態を示す断面図であり、(b)は、被搬送物の搬送によってカバーゴムが摩耗した状態を示す断面図であり、(c)は、摩耗したカバーゴムを刃物で切除する工程を示す断面図であり、(d)は、カバーゴム用の生ゴムを、カバーゴムの切除残部に加硫接着させた状態を示す断面図である。
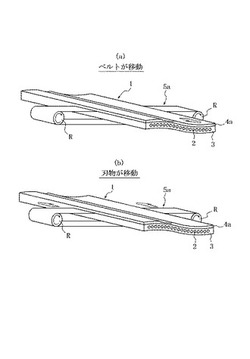
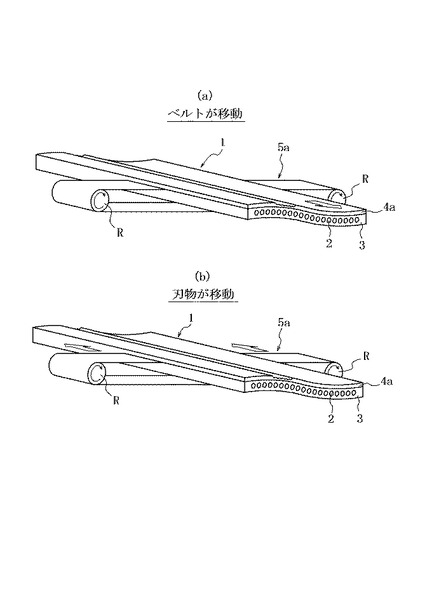
【図2】図1に示す摩耗したカバーゴムを、エンドレスに連続する刃物で切除する状態を示す要部斜視図であり、(a)は、刃物に対してコンベヤベルトをベルトの長手方向に変位させる場合を示す斜視図であり、(b)は、コンベヤベルトに対して刃物をコンベヤベルトの長手方向に変位させる場合を示す斜視図である。
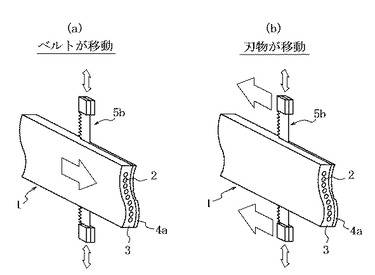
【図3】図2の変形例であり、コンベヤベルトをその幅方向が垂直方向となるように配置して、摩耗したカバーゴムを板状の刃物で切除する状態を示す要部斜視図であり、(a)は、刃物に対してコンベヤベルトをベルトの長手方向に変位させる場合を示す斜視図であり、(b)は、コンベヤベルトに対して刃物をコンベヤベルトの長手方向に変位させる場合を示す斜視図である。
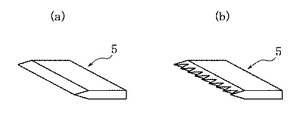
【図4】図2及び図3に示す刃物の刃先を誇張して示す要部斜視図であり、(a)は直線状の刃先を備える刃物の斜視図であり、(b)は鋸歯状の刃先を備える刃物の斜視図である。
【発明を実施するための形態】
【0011】
以下、図面を参照して、本発明をより具体的に説明する。
【0012】
図1(a)に示すところにおいて、1は、コンベヤベルトである。このコンベヤベルト1は、それの長手方向に沿って延びるスチールコードや帆布等の芯体2を、コンベヤベルト1のほぼ全幅にわたって埋設配置するとともに、コンベヤベルト1の搬送面となるカバーゴム4(図では破線の上側に位置する)を、このベルト本体3に加硫接着したものである。ここで、芯体2の材料、太さ等や、カバーゴム4の材料、厚さ等は、コンベヤベルト1で搬送する鉱石その他の被搬送物や、コンベヤベルト1の使用環境、コンベヤベルト1の幅、長さ等に応じて種々選択することができる。
【0013】
上記の構成となるコンベヤベルト1を、所定の搬送装置のプーリやローラ等に巻き掛けて被搬送物を搬送した場合、図1(b)に例示するように、カバーゴム4の外表面に局所的な凹みとなる摩耗部分が発生する。このカバーゴム4を凹みがない状態に再生するに当たっては、コンベヤベルト1を搬送装置から取り外し、コンベヤベルト1への引張力の作用下で、摩耗した部分を含むカバーゴム4aを、図1(c)に示すように刃物5で切除する。
【0014】
ここで刃物5は、例えばエンドレスに連続するものとすることができる。図2(a)に示すところでは、エンドレスの刃物5aは、その内側に、間隔をおいて配置した2個のプーリRによって弛み無く張られていて、これらプーリRの片方或いは双方の回転駆動によって、一方向に連続して走行できるようになっている。一方、コンベヤベルト1は、図示しない巻き出し装置から巻き取り装置に向けて、このコンベヤベルト1の幅方向が水平方向となる水平姿勢として、引張力の作用下で繰り出し走行され、このとき刃物5aは、その変位方向をコンベヤベルト1の幅方向とする水平姿勢で配置されている。
【0015】
上記のようにコンベヤベルト1と刃物5aを配置して、摩耗した部分を含むカバーゴム4aを切除するには、このコンベヤベルト1の長手方向に張力を加えておき、カバーゴム4に刃物5aを切り込ませて、その刃物5aをコンベヤベルト1の幅方向に変位させながら、コンベヤベルト1を巻き出し装置から巻き取り装置に向けて繰り出し走行させる。この時コンベヤベルト1は、その長手方向に張力が加えられているので、略水平姿勢のままで送り出すことができるため、刃物5aの直下にコンベヤベルト1を下方から支える支持体を設けても、設けなくてもよい。このようにして摩耗した部分を含むカバーゴム4aを切除することで、カバーゴムの切除残部4bの切除面は略水平でかつ適度の平面粗度の平滑面となり、この切除面には、微小な凹凸がコンベヤベルト1の長手方向に沿って形成される。なお、芯体2がコンベヤベルト1の厚み方向に多少波打って埋設されている場合があるため、カバーゴム4の切除位置は、芯体2の外表面がカバーゴム切除面に露出しない位置であれば良い。
【0016】
また、図2(b)に示すところでは、図2(a)に示したコンベヤベルト1の繰り出し走行に代えて、刃物5aをコンベヤベルト1の長手方向に変位させることで、摩耗した部分を含むカバーゴム4aを切除する。
【0017】
そしてまた、上記のエンドレスの刃物5aに代えて、往復変位する板状の刃物5bを採用することもできる。この場合、例えば図3(a)に示すように、コンベヤベルト1を、その幅方向が垂直方向となる垂直姿勢で配置するとともに、刃物5bの往復変位方向が、コンベヤベルト1の幅方向となるように、刃物5bを垂直姿勢で配置する。そして、コンベヤベルト1に、それの長手方向に張力を加えた状態で、刃物5bの往復変位位置に対して、コンベヤベルト1を長手方向に送り出すことで、摩耗した部分を含むカバーゴム4aを切除する。またここでは、図3(b)に示すように、刃物5bを、往復変位を伴ってコンベヤベルト1の長手方向に変位させて、このカバーゴム4aを切除することもできる。
【0018】
上記のようにして摩耗した部分を含むカバーゴム4aを切除した後、図1(d)に示すように、一定の厚さに形成されたカバーゴム用の生ゴム6を、カバーゴムの切除残部4bの切除面に、接着ゴム等を介在させることなく直接的に積層配設する。この場合、カバーゴムの切除残部4bの切除面は、適度の表面粗度の平滑面であるので、この切除面を研磨等して表面粗さを付与する作業は不要となる。そして、この生ゴム6を配設したままでコンベヤベルト1全体を加硫することで、生ゴム6をカバーゴムの切除残部4bに加硫接着させて、摩耗したコンベヤベルトを再生することができる。なおこの時、前記切除面にはコンベヤベルト1の長手方向に沿って微小の凹凸が形成されているので、この凹凸に生ゴム6が入り込み、両者は強固に接合されることになる。ところで、新たに配設した生ゴム6以外のコンベヤベルト部分は元々加硫されているため、この生ゴム6との接着によって再び加硫されることになるが、コンベヤベルト1を再生するに当たっては、コンベヤベルト部分がこれまで加硫された回数や、コンベヤベルト部分のゴムの物性等の調査を行い、加硫条件を調整した上で加硫を行うことで、コンベヤベルト部分の過度の加硫による性能の低下を抑えることができる。
【0019】
ここで、カバーゴムを切除したコンベヤベルト部分を長時間放置しておくと、コンベヤベルト部分に含まれる含有物がカバーゴムの切除残部4bの切除面に次第にしみ出すことになるが、切除後14日以内であれば、この含有物のしみ出し量がそれほど多くならないので、カバーゴム用の生ゴム6を、カバーゴムの切除残部4bと強固に加硫接着させることができる。
【0020】
ところで、刃物5a、5bの刃先の形状を、図4(a)に示すように略直線状とした場合は、カバーゴムの切除残部4bの切除面をより平滑にできるとともに、切粉の発生を有効に抑えることができる。一方、刃物5a、5bの刃先の形状を、図4(b)に示すように鋸歯状にすることも可能であり、この場合は切粉が多少発生するものの、カバーゴムの切除残部4bの切除面に形成される凹凸をより大きくすることができるので、カバーゴム用の生ゴム6と、カバーゴムの切除残部4bとの加硫接着を、より強固にすることができる。
【0021】
なお、図2(a)、(b)に示すところにおいて、コンベヤベルト1と刃物5aを垂直姿勢としてもよいし、図3(a)、(b)に示すところにおいて、コンベヤベルト1と刃物5bを水平姿勢としてもよく、これらの姿勢は作業性や他の装置の配置等に応じて適宜選択することができる。
【実施例】
【0022】
以下、本発明にしたがう適合コンベヤベルト、従来例となる基準コンベヤベルト、それぞれのコンベヤベルトについての、カバーゴム用の生ゴムの接合強度について調査を行った。その結果を表1に示す。具体的には、カバーゴム用の生ゴムを接合させたコンベヤベルトから、25mm幅の試験片を裁断してテストピースとし、カバーゴム用の生ゴムの接合境界面における剥離強さを、JIS−K6256に準拠して測定した。表1における値が大きいほど剥離強さが強く、生ゴムの接合強度が高いことを示す。
【0023】
ここで、適合コンベヤベルトは、摩耗したカバーゴムの切除に当たり、刃物の刃先の形状を図4(a)に示すように略直線状とし、コンベヤベルトと刃物を図2(a)に示すように水平姿勢で配置した装置を用いたものであり、カバーゴムの切除後に、このカバーゴムの切除残部の切除面に生ゴムを直接配設して加硫接着したものである。
また、基準コンベヤベルトは、摩耗したカバーゴムを研磨機で除去して、この除去面に生ゴムを直接配設して加硫接着したものである。
なお、適合コンベヤベルトと基準コンベヤベルトについては、摩耗したカバーゴムを除去してから生ゴムを配設するまでの時間を表1の如く変えて、接合強度を調査した。
【表1】

【0024】
その結果、適合コンベヤベルトは基準コンベヤベルトと同等の剥離強さを有することが確認された。特に、カバーゴムを除去してから生ゴムの加硫接着を行うまでの時間が14日以内であれば、剥離強さをとりわけ強固に確保できることが明らかとなった。
【符号の説明】
【0025】
1 コンベヤベルト
2 芯体
3 ベルト本体
4 カバーゴム
4a 摩耗した部分を含むカバーゴム
4b カバーゴムの切除残部
5 刃物
5a エンドレスの刃物
5b 板状の刃物
6 生ゴム
R プーリ
【技術分野】
【0001】
本発明は、鉱石その他の被搬送物の搬送によってカバーゴムが摩耗したコンベヤベルトを再生する、再生コンベヤベルトの製造方法に関するものである。
【背景技術】
【0002】
耐張部材としてのスチールコードや帆布等の芯体を埋設したベルト本体に、カバーゴムを配設したコンベヤベルトにおいて、被搬送物の搬送によってカバーゴムが摩耗した場合の再生コンベヤベルトの製造方法としては、摩耗したカバーゴムの凹凸を研磨機によって除去した後、接着ゴムを間に挟んで新たな加硫済みカバーゴムを接合することが知られている。
また一方で、例えば特許文献1に記載されているように、カバーゴムと、芯体となるスチールコードとの間に予め帆布を埋設して、この帆布によってカバーゴムの結合強度を弱めておき、摩耗したカバーゴムを帆布から容易に引き剥がせるようにしたコンベヤベルトも知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】実開平2-64508号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、摩耗したカバーゴムの研磨機による除去は、作業に時間がかかるだけでなく、大量の研磨粉が発生する。このため、防塵マスク等を着用して研磨作業を行う必要があり、作業性が良いとは言えなかった。また研磨粉回収装置も必要である上、この研磨粉の回収が不十分となって大量の研磨粉が舞う場合には、粉塵爆発につながるおそれもあるため、その安全対策を十分に行う必要もあった。
この一方で、帆布を埋設して、摩耗したカバーゴムを帆布から引き剥がせるようにした場合には、上記のような研磨は必要ないものの、帆布を埋設することに起因する材料費と製造工数が嵩むため、コンベヤベルトのコストの増加が否めず、また、コンベヤベルトの重量の増加が不可避となる。
【0005】
本発明の課題は、摩耗したコンベヤベルトの再生にあたり、研磨作業を伴うことなく摩耗したカバーゴムを除去することが可能であり、しかも、再生ベルト専用のベルトではなく従来使用していたベルトでも再生可能であり、また埋設部材等の再生することを前提とした構成部材の追加を必要としない再生コンベヤベルトの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明の再生コンベヤベルトの製造方法は、芯体を埋設したベルト本体にカバーゴムを配設したコンベヤベルトの、摩耗したカバーゴムを再生するに当たり、コンベヤベルトに長手方向の張力を加えるとともに、カバーゴムに切り込ませた刃物をコンベヤベルトの幅方向に変位させながら、コンベヤベルト又は刃物をコンベヤベルトの長手方向に相対変位させて摩耗したカバーゴムを切除し、次いで、カバーゴムの切除面に、カバーゴム用の生ゴムを直接的に積層配設し、しかる後、カバーゴム用の生ゴムを、カバーゴムの切除残部に加硫接着することにある。
【0007】
このような再生コンベヤベルトの製造方法において好ましくは、摩耗したカバーゴムの除去後、14日以内に生ゴムの加硫接着を行う。
【発明の効果】
【0008】
この再生コンベヤベルトの製造方法では、コンベヤベルトに長手方向の張力を加えた状態で、カバーゴムに切り込ませた刃物をコンベヤベルトの幅方向に変位させながら、コンベヤベルト又は刃物をコンベヤベルトの長手方向に相対変位させているので、研磨粉の発生を伴わずに、摩耗したカバーゴムを切除することができる。従って、防塵マスク等が不要となって作業性が改善されるだけでなく、研磨粉に関連する設備を削減あるいは不要とすることができる。また、カバーゴムの切除面には、微小な凹凸が形成されるため、新たに積層配設するカバーゴム用の生ゴムをこの凹凸に入り込ませて加硫することができて、生ゴムと、カバーゴムの切除残部とを強固に接合させることができる。さらに、コンベヤベルトに新たな構成部材を追加する必要がないので、コンベヤベルトの価格上昇と重量増加を抑えることができる。
【0009】
この再生コンベヤベルトの製造方法で、カバーゴムの除去後、14日以内に生ゴムを加硫接着させる場合には、生ゴムと、カバーゴムの切除残部との接合強度をとりわけ強固に確保することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の一実施形態を示すコンベヤベルトの幅方向断面図であって、(a)は、カバーゴムの摩耗前の状態を示す断面図であり、(b)は、被搬送物の搬送によってカバーゴムが摩耗した状態を示す断面図であり、(c)は、摩耗したカバーゴムを刃物で切除する工程を示す断面図であり、(d)は、カバーゴム用の生ゴムを、カバーゴムの切除残部に加硫接着させた状態を示す断面図である。
【図2】図1に示す摩耗したカバーゴムを、エンドレスに連続する刃物で切除する状態を示す要部斜視図であり、(a)は、刃物に対してコンベヤベルトをベルトの長手方向に変位させる場合を示す斜視図であり、(b)は、コンベヤベルトに対して刃物をコンベヤベルトの長手方向に変位させる場合を示す斜視図である。
【図3】図2の変形例であり、コンベヤベルトをその幅方向が垂直方向となるように配置して、摩耗したカバーゴムを板状の刃物で切除する状態を示す要部斜視図であり、(a)は、刃物に対してコンベヤベルトをベルトの長手方向に変位させる場合を示す斜視図であり、(b)は、コンベヤベルトに対して刃物をコンベヤベルトの長手方向に変位させる場合を示す斜視図である。
【図4】図2及び図3に示す刃物の刃先を誇張して示す要部斜視図であり、(a)は直線状の刃先を備える刃物の斜視図であり、(b)は鋸歯状の刃先を備える刃物の斜視図である。
【発明を実施するための形態】
【0011】
以下、図面を参照して、本発明をより具体的に説明する。
【0012】
図1(a)に示すところにおいて、1は、コンベヤベルトである。このコンベヤベルト1は、それの長手方向に沿って延びるスチールコードや帆布等の芯体2を、コンベヤベルト1のほぼ全幅にわたって埋設配置するとともに、コンベヤベルト1の搬送面となるカバーゴム4(図では破線の上側に位置する)を、このベルト本体3に加硫接着したものである。ここで、芯体2の材料、太さ等や、カバーゴム4の材料、厚さ等は、コンベヤベルト1で搬送する鉱石その他の被搬送物や、コンベヤベルト1の使用環境、コンベヤベルト1の幅、長さ等に応じて種々選択することができる。
【0013】
上記の構成となるコンベヤベルト1を、所定の搬送装置のプーリやローラ等に巻き掛けて被搬送物を搬送した場合、図1(b)に例示するように、カバーゴム4の外表面に局所的な凹みとなる摩耗部分が発生する。このカバーゴム4を凹みがない状態に再生するに当たっては、コンベヤベルト1を搬送装置から取り外し、コンベヤベルト1への引張力の作用下で、摩耗した部分を含むカバーゴム4aを、図1(c)に示すように刃物5で切除する。
【0014】
ここで刃物5は、例えばエンドレスに連続するものとすることができる。図2(a)に示すところでは、エンドレスの刃物5aは、その内側に、間隔をおいて配置した2個のプーリRによって弛み無く張られていて、これらプーリRの片方或いは双方の回転駆動によって、一方向に連続して走行できるようになっている。一方、コンベヤベルト1は、図示しない巻き出し装置から巻き取り装置に向けて、このコンベヤベルト1の幅方向が水平方向となる水平姿勢として、引張力の作用下で繰り出し走行され、このとき刃物5aは、その変位方向をコンベヤベルト1の幅方向とする水平姿勢で配置されている。
【0015】
上記のようにコンベヤベルト1と刃物5aを配置して、摩耗した部分を含むカバーゴム4aを切除するには、このコンベヤベルト1の長手方向に張力を加えておき、カバーゴム4に刃物5aを切り込ませて、その刃物5aをコンベヤベルト1の幅方向に変位させながら、コンベヤベルト1を巻き出し装置から巻き取り装置に向けて繰り出し走行させる。この時コンベヤベルト1は、その長手方向に張力が加えられているので、略水平姿勢のままで送り出すことができるため、刃物5aの直下にコンベヤベルト1を下方から支える支持体を設けても、設けなくてもよい。このようにして摩耗した部分を含むカバーゴム4aを切除することで、カバーゴムの切除残部4bの切除面は略水平でかつ適度の平面粗度の平滑面となり、この切除面には、微小な凹凸がコンベヤベルト1の長手方向に沿って形成される。なお、芯体2がコンベヤベルト1の厚み方向に多少波打って埋設されている場合があるため、カバーゴム4の切除位置は、芯体2の外表面がカバーゴム切除面に露出しない位置であれば良い。
【0016】
また、図2(b)に示すところでは、図2(a)に示したコンベヤベルト1の繰り出し走行に代えて、刃物5aをコンベヤベルト1の長手方向に変位させることで、摩耗した部分を含むカバーゴム4aを切除する。
【0017】
そしてまた、上記のエンドレスの刃物5aに代えて、往復変位する板状の刃物5bを採用することもできる。この場合、例えば図3(a)に示すように、コンベヤベルト1を、その幅方向が垂直方向となる垂直姿勢で配置するとともに、刃物5bの往復変位方向が、コンベヤベルト1の幅方向となるように、刃物5bを垂直姿勢で配置する。そして、コンベヤベルト1に、それの長手方向に張力を加えた状態で、刃物5bの往復変位位置に対して、コンベヤベルト1を長手方向に送り出すことで、摩耗した部分を含むカバーゴム4aを切除する。またここでは、図3(b)に示すように、刃物5bを、往復変位を伴ってコンベヤベルト1の長手方向に変位させて、このカバーゴム4aを切除することもできる。
【0018】
上記のようにして摩耗した部分を含むカバーゴム4aを切除した後、図1(d)に示すように、一定の厚さに形成されたカバーゴム用の生ゴム6を、カバーゴムの切除残部4bの切除面に、接着ゴム等を介在させることなく直接的に積層配設する。この場合、カバーゴムの切除残部4bの切除面は、適度の表面粗度の平滑面であるので、この切除面を研磨等して表面粗さを付与する作業は不要となる。そして、この生ゴム6を配設したままでコンベヤベルト1全体を加硫することで、生ゴム6をカバーゴムの切除残部4bに加硫接着させて、摩耗したコンベヤベルトを再生することができる。なおこの時、前記切除面にはコンベヤベルト1の長手方向に沿って微小の凹凸が形成されているので、この凹凸に生ゴム6が入り込み、両者は強固に接合されることになる。ところで、新たに配設した生ゴム6以外のコンベヤベルト部分は元々加硫されているため、この生ゴム6との接着によって再び加硫されることになるが、コンベヤベルト1を再生するに当たっては、コンベヤベルト部分がこれまで加硫された回数や、コンベヤベルト部分のゴムの物性等の調査を行い、加硫条件を調整した上で加硫を行うことで、コンベヤベルト部分の過度の加硫による性能の低下を抑えることができる。
【0019】
ここで、カバーゴムを切除したコンベヤベルト部分を長時間放置しておくと、コンベヤベルト部分に含まれる含有物がカバーゴムの切除残部4bの切除面に次第にしみ出すことになるが、切除後14日以内であれば、この含有物のしみ出し量がそれほど多くならないので、カバーゴム用の生ゴム6を、カバーゴムの切除残部4bと強固に加硫接着させることができる。
【0020】
ところで、刃物5a、5bの刃先の形状を、図4(a)に示すように略直線状とした場合は、カバーゴムの切除残部4bの切除面をより平滑にできるとともに、切粉の発生を有効に抑えることができる。一方、刃物5a、5bの刃先の形状を、図4(b)に示すように鋸歯状にすることも可能であり、この場合は切粉が多少発生するものの、カバーゴムの切除残部4bの切除面に形成される凹凸をより大きくすることができるので、カバーゴム用の生ゴム6と、カバーゴムの切除残部4bとの加硫接着を、より強固にすることができる。
【0021】
なお、図2(a)、(b)に示すところにおいて、コンベヤベルト1と刃物5aを垂直姿勢としてもよいし、図3(a)、(b)に示すところにおいて、コンベヤベルト1と刃物5bを水平姿勢としてもよく、これらの姿勢は作業性や他の装置の配置等に応じて適宜選択することができる。
【実施例】
【0022】
以下、本発明にしたがう適合コンベヤベルト、従来例となる基準コンベヤベルト、それぞれのコンベヤベルトについての、カバーゴム用の生ゴムの接合強度について調査を行った。その結果を表1に示す。具体的には、カバーゴム用の生ゴムを接合させたコンベヤベルトから、25mm幅の試験片を裁断してテストピースとし、カバーゴム用の生ゴムの接合境界面における剥離強さを、JIS−K6256に準拠して測定した。表1における値が大きいほど剥離強さが強く、生ゴムの接合強度が高いことを示す。
【0023】
ここで、適合コンベヤベルトは、摩耗したカバーゴムの切除に当たり、刃物の刃先の形状を図4(a)に示すように略直線状とし、コンベヤベルトと刃物を図2(a)に示すように水平姿勢で配置した装置を用いたものであり、カバーゴムの切除後に、このカバーゴムの切除残部の切除面に生ゴムを直接配設して加硫接着したものである。
また、基準コンベヤベルトは、摩耗したカバーゴムを研磨機で除去して、この除去面に生ゴムを直接配設して加硫接着したものである。
なお、適合コンベヤベルトと基準コンベヤベルトについては、摩耗したカバーゴムを除去してから生ゴムを配設するまでの時間を表1の如く変えて、接合強度を調査した。
【表1】
【0024】
その結果、適合コンベヤベルトは基準コンベヤベルトと同等の剥離強さを有することが確認された。特に、カバーゴムを除去してから生ゴムの加硫接着を行うまでの時間が14日以内であれば、剥離強さをとりわけ強固に確保できることが明らかとなった。
【符号の説明】
【0025】
1 コンベヤベルト
2 芯体
3 ベルト本体
4 カバーゴム
4a 摩耗した部分を含むカバーゴム
4b カバーゴムの切除残部
5 刃物
5a エンドレスの刃物
5b 板状の刃物
6 生ゴム
R プーリ
【特許請求の範囲】
【請求項1】
芯体を埋設したベルト本体にカバーゴムを配設したコンベヤベルトの、摩耗したカバーゴムを再生するに当たり、
コンベヤベルトに長手方向の張力を加えるとともに、カバーゴムに切り込ませた刃物をコンベヤベルトの幅方向に変位させながら、コンベヤベルト又は刃物をコンベヤベルトの長手方向に相対変位させて摩耗したカバーゴムを切除し、次いで、カバーゴムの切除面に、カバーゴム用の生ゴムを直接的に積層配設し、しかる後、カバーゴム用の生ゴムを、カバーゴムの切除残部に加硫接着する再生コンベヤベルトの製造方法。
【請求項2】
摩耗したカバーゴムの除去後、14日以内に前記加硫接着を行う請求項1記載の再生コンベヤベルトの製造方法。
【請求項1】
芯体を埋設したベルト本体にカバーゴムを配設したコンベヤベルトの、摩耗したカバーゴムを再生するに当たり、
コンベヤベルトに長手方向の張力を加えるとともに、カバーゴムに切り込ませた刃物をコンベヤベルトの幅方向に変位させながら、コンベヤベルト又は刃物をコンベヤベルトの長手方向に相対変位させて摩耗したカバーゴムを切除し、次いで、カバーゴムの切除面に、カバーゴム用の生ゴムを直接的に積層配設し、しかる後、カバーゴム用の生ゴムを、カバーゴムの切除残部に加硫接着する再生コンベヤベルトの製造方法。
【請求項2】
摩耗したカバーゴムの除去後、14日以内に前記加硫接着を行う請求項1記載の再生コンベヤベルトの製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−101863(P2012−101863A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2010−249105(P2010−249105)
【出願日】平成22年11月5日(2010.11.5)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成22年11月5日(2010.11.5)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]