
動力伝達ベルト
エンドレス動力伝達ベルト(10)は、複数のストランドから形成される心線から構成される耐荷重心線(22)を備え、ストランドはパラアラミドとポリビニルピロリドン(PVP)の繊維を備える。エンドレスベルト(10)の曲げ疲れ抵抗と耐久性を向上させる方法は、ベルトの耐荷重心線(22)としてパラアラミドとPVPの繊維を備えるヤーンを選択するステップを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、耐荷重心線を備えるエンドレスベルトであって、特に心線が複数のパラアラミド繊維と第2のポリマーを備えるベルトに関する。
【背景技術】
【0002】
複数のヤーン(yarn)で構成される耐荷重心線が使用された、エンドレスベルト及び他のゴム構成品の構造物において、心線を形成するために高強度繊維を使用することが知られている。自動車や一部の産業用途に用いることが意図された、上記構造物において、例えばパラアラミド、ポリエチレンナフタレート(PEN)、ポリ−p−フェニレンベンゾビスオキサゾール(PBO)のような材料を、耐荷重心線を形成する繊維として使用することが知られている。
【0003】
特に、但しそれに限られるわけではないが、電気機械駆動のような最近の多機能自動車用途を含む自動車用途で使用される、マルチVリブドベルト、同調すなわち歯付きベルト、及びVベルトの分野において、曲げ疲れ抵抗及び耐荷重性能の両方について要求される性能は、顕著に高くなっている。PEN、PBO、及びパラアラミドから形成されるものを含む高モジュラス心線は、高い耐荷重性能を目的として使用されるものと認識されているが、相対的に低い曲げ疲れ抵抗を示すものとして知られている。例えば上記心線から形成されるベルトの曲げ疲れ抵抗を改善するために、プライ心線又は撚りレベルを増加させた心線の代わりに、例えば編組心線を使用することによって心線の形状変更をなす試みが行われている。しかし、このような方法は、一般的に製造コストが増加し、かつ心線強度及びモジュラスの全てが減少する傾向にあり、これにより物質の有用性を低下させる。
【発明の開示】
【発明が解決しようとする課題】
【0004】
耐荷重性能及び曲げ疲れ抵抗の良好なバランスを有するエンドレスベルト又は類似のゴム構成製品へ組み込む必要性も含めて、耐荷重心線の必要性はある。
【課題を解決するための手段】
【0005】
本発明は、パラアラミド及びポリビニルピロリドン(PVP)を備える、複数の繊維を有する耐荷重心線を備えるエンドレスベルトを提供する。
【0006】
さらに付け加えた実施形態では、本発明は、耐荷重部の内部にある上記心線を備える、マルチVリブドベルト、Vベルト、又は歯付きベルトのようなエンドレスベルトを提供する。
【0007】
さらなる実施形態では、繊維におけるパラアラミドは、ポリ(p−フェニレンテレフタルアミド)(PPD−T)であって、その繊維はパラアラミドの重量を基準として、3〜30重量%のPVPを含む。
【0008】
エンドレスベルトの曲げ疲れ抵抗及び耐久性を向上させる方法がさらに提供され、それはベルトの耐荷重心線のために、パラアラミド及びPVPの繊維を備えるヤーンを選択するステップを備える。
【発明を実施するための最良の形態】
【0009】
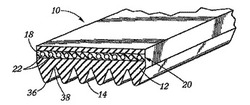
図1を参照すると、本発明の一実施形態に係るマルチVリブドベルト10が概略的に示される。マルチVリブドベルト10は、エラストマー主ベルト本体部12、すなわち心線下部と、主ベルト本体部12の内周に沿って位置するシーブ接触部14とを含む。ここで使用される“シーブ”という語は、動力伝達ベルトと共に使用される従来のプーリ及びスプロケットや、ローラ及び機械装置のようなものも含む。図1のベルトにおける、特殊なシーブ接触部14は、互いに対向する側面の間に形成される複数の溝エリア38に対して交互に形成された、立ち上げられたエリアすなわち頂部36を有する複数のリブの形状を呈する。図1、2の例それぞれでは、シーブ接触部14は主ベルト本体部12と一体化され、後述するように、同一のエラストマー材料から形成されるであろう。しかし、図3では、さらなる詳細は下述するように、従来同調ベルトとして使用されように作られた形状として、シーブ接触部14は補強布24を備えていても良く、その結果、本発明の本実施形態における主ベルト本体部12の物質と異なる物質で形成される。
【0010】
抗張、又は耐荷重部20は、ベルト10の強化と支持のために、心線下部12の上に配置される。描かれた形状において、抗張部は、さらなる詳細は以下に述べるが、少なくとも長手方向に延在する抗張心線22を備えると共に、ベルトの長手に沿って直線的に配列され、さらなる詳細は以下に述べるが、本発明の多様な実施形態に応じて、少なくとも部分的には接着ゴム部18に接触され、又は埋設される。知識を有する技術者は、複数の図1、2において、ベルトの他のエラストマー部と視覚的に区別するために、接着ゴム部18が誇張した形状で描かれていることを容易に理解するであろう。実際に、例えば加硫物は、接着ゴム部18と心線下部12のいずれか一方に繊維が混入され、これら以外に繊維が混入されていない場合を除いて、周囲のエラストマーベルト本体部の周辺部からしばしば視覚的に区別できない。実際には、接着ゴム層18は、エラストマー主ベルト本体12と同一の物質からなるであろう。
【0011】
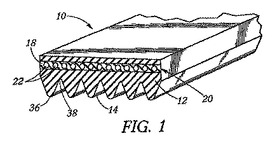
補強布(図1では不図示)は、選択的に使用され、VベルトやマルチVリブドベルトの場合には、ベルトの表面カバー又は心線上部を形成するために、ベルトにおけるシーブ接触部14の反対側の面に沿って密着している。その布は、いかなる好ましい角度で交差する経度及び緯糸から成る従来の織布のようにいかなる望ましい形状であり、また、タイヤコード布として例示されるように、間隔が開けられたピック心線によって結合された経糸から成り、または、編み若しくは組編形状、又は不織布形状であろう。布は主ベルト本体12と、同一又は異なるエラストマー成分によってフリクション又はスキムコートされているであろう。布は1枚より多く使用されていているかもしれない。もし望むのであれば、ストランドがベルトの幅方向に対して所定の角度で傾くように、布はバイアスに配置されるように切断され又は形成される。そのような補強布が使用された一態様は図2に示されており、図2ではゴムがスキムコートされたタイヤコード布29が誇張した形状で示される。
【0012】
図2を見ると、標準的なノッチドVベルト26が描かれる。Vベルト26は、図1に示されるものと同様に主エラストマーベルト本体部12と、これも図1と同様に、任意の接着ゴム部18に埋設される1本またはそれより多くの抗張心線22として形成される抗張又は耐荷重部20とを含む。Vベルト26において、主エラストマーベルト本体部12、接着ゴム部18、及び耐荷重部20は、図1を用いて述べたように、同一の物質から形成される。
【0013】
Vベルト26も、図1のマルチVリブドベルト10のように、シーブ接触部14を含む。主エラストマーベルト本体部12の側面は、すなわちVベルトの場合は圧縮部は、ベルトの駆動表面として使用される。描かれる実施形態では、シーブ接触部14は、切り欠けくぼみ表面、すなわち谷表面28及び歯突出部30が交互に形成される形状を呈する。このように交互に形成されるくぼみ表面28及び歯突出部30は、示されるように、好ましくは、シーブ接触部14が使用中にプーリの外周を通るとき、曲げ応力を分散させかつ最小にできるように、一般的な正弦曲線の軌跡に沿って形成される。
【0014】
描かれる実施形態において、Vベルト26がローエッジベルト形状を呈する場合、上述した補強布29は、さらにベルトの表面カバーすなわち上部心線として使用され、帯状Vベルトに形成されたベルトの周囲を完全に取り囲む。
【0015】
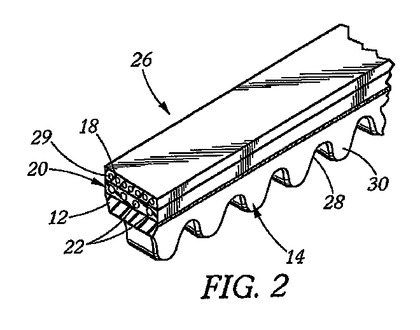
図3を見ると、歯付きベルト32が描かれる。歯付きベルト32は、図1、2のベルトの場合のように、主エラストマーベルト本体部12と、シーブ接触部14とを含み、さらには、図1、2のベルトによって先に述べられた耐荷重部20を含む。しかしながら、同調ベルト32において、シーブ接触部14は歯16と歯底面19とが交互に形成された形状を呈する。また、図1、2によって上述された補強布24も使用され、この場合、ベルト32の交互に形成された歯16と歯底面19とに沿って密着し、表面カバーを形成する。
【0016】
上記した図1〜3それぞれの場合において、主ベルト本体部12はいかなる従来の又は(及び)適切な加硫エラストマー成分によって形成されても良く、後述する選択的な接着ゴム部18に関する成分と同一であろうし、異なっている場合もある。本目的に使用されるであろう好適なエラストマーは、例えば、ポリウレタンエラストマー(ポリウレタン/ウレアエラストマーを含む)(PU)、ポリクロロプレンゴム(CR)、アクリロニトリルブタジエンゴム(NBR)、水素化NBR(HNBR)、スチレンブタジエンゴム(SBR)、アルキル化クロロスルフォン化ポリエチレン(ACSM)、エピクロヒドリン、ポリブタジエンゴム(BR)、天然ゴム(NR)、並びにエチレンプロピレン共重合体(EPM)、エチレンプロピレンジエン三元重合体(EPDM)、エチレンオクテン共重合体(EOM)、エチレンブテン共重合体(EBM)、エチレンオクテン三元重合体(EODM)、及びエチレンブテン三元重合体(EBDM)のようなエチレン−α−オレフィンエラストマー、並びにシリコンゴム、又はこれらの2またはそれ以上の組み合わせを含む。
【0017】
本発明の一実施形態にしたがって、エラストマーベルト本体部12を形成するために、エラストマーは、フィラー、可塑剤、加硫剤/硬化剤、及び促進剤を従来使用されている量で含む従来のゴムコンパウンド原料に混ぜ合わせられるであろう。例えば、エチレン−α−オレフィンエラストマーとHNBRのようなジエンエラストマーとを共に使用するために、得られる製品の動的性能を改善するために、従来使用される1又はそれ以上のα,β−有機酸の金属塩が、現在使用されている量で使用されるであろう。ジメタクリル酸亜鉛、及び/又はジアクリル酸亜鉛は、上記組成物に、約1〜50重量部、あるいは5〜30重量部、又は10〜25重量部の量で使用されるであろう。これらの物質は、現在よく知られているように、さらに組成物の接着性を向上させ、パーオキサイドによって又はイオン架橋を介して関係する添加剤によって加硫されるポリマーの全体の架橋結合密度を増加させる。
【0018】
関連する技術の当業者は、多数の適切な組成物がベルトのエラストマー部として又はエラストマー部に含まれて使用されることをすぐに理解するであろう。多数の適切なエラストマー組成物は、R.T.Vanderbiltゴムハンドブック(第13版、1996年刊行)に述べられ、EPM、EPDM組成物、特に高い引張モジュラス特性を有するこれら組成物に関しては、 例えば米国特許第5,610,217号明細書、第6,616,558号明細書それぞれに記載され、動力伝達ベルトの本体部の形成に使用されることが適切であるであろう種々のエラストマー組成物に関しては、特にここで参考として組み入れられる。加えて、本発明の種々の実施形態の実施において使用されるであろういくつかのPU組成物に関しては、ウー(Wu)その他のWO 09692584で例えば述べられ、その国際特許出願の内容はここに参考のために組み入れられる。
【0019】
自動車補機駆動の適用に関連する本発明の一実施形態において、エラストマーベルト本体部12は、EPM、EPDM、EBM、又はEOM組成物のような適切なエチレン−α−オレフィン組成物によって形成され、そしてそれは接着ゴム部の組成物として使用される組成物と同一又は異なる組成物であろう。
【0020】
エラストマー主ベルト本体部12は、さらに、これらに限定されるわけではないが、綿、ポリエステル、ガラス繊維、アラミド、及びナイロンを含む材料を使用し、ステープル、チョップド、フロック、パルプの形状を呈する従来よく知られている不連続繊維が、一般的な量で混入されるであろう。(例えば、切断により又は研磨により)形作られたマルチVリブドベルトに関する好ましい実施形態において、好ましくは、繊維の実質的な部分がベルトの走行方向に対して一般的に横断する方向に並べられて、形成・配置されるように、混入した上記繊維は形成・配置される。しかしながら、方法のフローに従って製造された、成型マルチVリブドベルト及び/又は同調ベルトにおいて、混入する繊維は、一般的に配向の程度が同じではないであろう。
【0021】
本発明の一実施形態にしたがって、図1〜3を用いていくつかの実施形態において上述された複合ベルト構造内で、少なくとも耐荷重心線に接触する部分に使用される加硫組成物は、2000回転/分(cpm)、歪0.09°、175℃で測定されたとき、15,000kPa以上、又は約25,000〜約100,000kPa、又は約35,000〜約75,000kPa、又は約40,000 〜約60,000kPaのうちの少なくとも1つの複素モジュラス(complex modulus)を示す。そして、ASTM D412に従って、125℃、クロスヘッド速度6インチ/分(15.24cm/分)で測定された引張モジュラスは、約250 psi(1.724 MPa)以上、又は約300 psi(2.068 MPa)〜約5000 psi(34.47 MPa)の範囲内、又は約350 (2.413 MPa)〜約3000 psi (20.68 MPa)の範囲内である。ここで、“複素モジュラス”の用語は、セントルイス州ミズーリのモンサント社(Monsanto Corporation of St. Louis, MO)製のルバープロセスアナライザー モデルNo.2000(Rubber Process Analyzer Model No. 2000)で例示されるような適切な装置の使用によって測定される動的機械的な流動学分析によって決定される特性であって、従来では用語“G*”で定義される複素モジュラスを述べるために使用される。この選択的な特徴及び利点は、先述した米国特許第6,616,558号明細書でさらに詳細に述べられ、その内容はここに参照のために組み入れられる。
【0022】
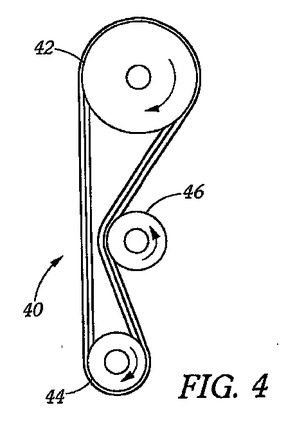
実施化において、例えば図1〜3で示されるベルトは、例えば模式的に図4に示されるように、一般的に少なくとも1つの原動プーリ42と1つの従動プーリ44に掛け回され、図示するように、選択的にアイドラプーリ46が組み合わされて、ベルト駆動40を形成する。
【0023】
本発明の一実施形態に従って、耐荷重心線の説明に話を変えると、一般的に耐荷重部20の心線22は、例えばプライされ又は編組されて、いかなる好適なかつ/又は従来の形状を呈しても良く、そして一般的に1本又は複数のストランドを備え、そのストランドはそのものが例えばプライされ又は編組されて、いかなる好適なかつ/又は従来の形状を呈していても良く、そして一般的にいかなる好適なかつ/又は従来の形状を呈する1又は複数のヤーンを備えていても良い。“ヤーン”とは、ヤーンの製造元から受け取ったものとして、フィラメント又は繊維が束ねられた形状のものを表し、それは撚りヤーン又は撚られていないヤーンを含むであろう。“ストランド”とは、心線製造の中間過程における、1本のヤーン、又は、撚られ、プライされ、又は編組された複数のヤーンを表す。本発明の一実施形態では、耐荷重部20の心線22を形成する少なくとも1本のストランドは、パラアラミド及びPVPを備える。ここでのPVPは、N−ビニル−2−ピロリドンのモノマー単位の鎖状ポリマー化の結果として得られるポリマーを意味し、そして、パラアラミドに対するPVPの相互作用を阻害するものとして集中して存在する少量のコモノマーを含む。
【0024】
ベルトの耐荷重部の心線のヤーンの繊維におけるPVP及びパラアラミドの重量のいかなる有用な組み合わせも、本発明の種々の実施例において、使用されるであろう。しかしながら、本発明の少なくとも1つの実施形態において、繊維は、パラアラミドの重量に対して、最大約30重量%のPVPを含む。さらなる実施形態では、PVPは約3%〜約30重量%、又は約5重量%〜約25重量%、又は約7重量%〜約20重量%の範囲内の量で存在するであろう。PVPが30%を超えると、繊維の物理的性質が低下する。PVPが3%を下回ると、PVPの有用な効果が見られ難いであろう。
【0025】
ここでのパラアラミドは、2つの芳香族環に直接的に結合されるアミド結合を有する長鎖合成ポリアミドを意味する。本発明におけるパラアラミドとしては、PPD−T、ポリ(p−ベンザミド)、p−フェニレン/3,4’−オキシジフェニレンテレフタルアミドのコポリマー、又はこれらに類似するものが使用される。
【0026】
本発明の一実施形態に従えば、パラアラミドはPPD−Tである。ここでのPPD−Tは、p−フェニレンジアミンとテレフタロイルクロライドとの分子−分子ポリマー化(mole-for-mole polymerization)の結果として得られる単独重合体を意味し、そして、少量の他のジアミンを含むp−フェニレンジアミンと、少量の他の二酸クロライドを含むテレフタロイルクロライドと、が組み入れられた結果として得られる共重合体をも意味する。一般的な法則として、もし他のジアミンや二酸クロライドが重合反応を阻害する反応基を有しさえしていなければ、他のジアミンと他の二酸クロライドは、p−フェニレンジアミン又はテレフタロイルクロライドに対して10モル%の量を限度として使用され、又はおそらく僅かにそれより多い量使用される。PPD−Tは、他の芳香族のジアミンと他の芳香族の二酸クロライドとが異方性の紡糸ドープ(anisotropic spin dope)ができることを許容できる量が存在しさえすれば、例えば、芳香族のジアミンと、例えば2,6−ナフタロイルクロライド、クロロテレフタロイルクロライド、又はジクロロテレフタロイルクロライドの他の芳香族の二酸クロライドとを組み合わせた結果として得られる共重合体も意味する。
【0027】
適切な繊維及びそのような繊維を製造する方法は、PPD−TとPVPとの組み合わせのドープが紡糸されたものを含み、例えばリー(Lee)による米国特許第5,135,687号明細書に示され、それらの関連する記載は参照としてここに組み入れられる。
【0028】
本発明の本実施形態に従った、耐荷重部の心線の繊維は、15g/デニールより大きいフィラメント強力(filament tenacity)、及び17g/デニールより大きい比強力(specific tenacity)を示す。繊維は、いかなる適切でかつ/又は従来の横断形状を有するが、特に、米国特許第5,135,687号明細書(参照のためにここに組み入られる)で述べられる、湿式紡糸法、さらにはエアキャップ紡糸法に従って形成されるとき、本発明の一実施形態の実施に有用な繊維は、一般的に、横断形状において非真円である。
【0029】
本発明の実施形態に従えば、先述した米国特許第5,135,687号明細書に開示されるように、PPD−P及びPVPを備える繊維の密度は、繊維におけるPVPの割合に従って変化し、そして本発明の実施形態では、繊維の密度は約1.45g/cm3(g/cc)(PVPの割合が相対的に低いとき)から約1.36g/cm3(g/cc)(PVPの割合が約7〜12%の範囲である場合)の範囲にあるが、繊維の密度は先述した米国特許5,135,687号明細書(参照のためにここに組み入られる)に述べられるよりも低くも、高くもなるだろう。
【0030】
本発明の実施形態に従えば、耐荷重心線は、PPD−TとPVPの1又はそれ以上の繊維によって形成され、上記繊維は、適切なかつ/または従来の技術によって、ヤーンにおいて適切に配置・形成され、上記ヤーンは心線において適切に配置・形成され、そして心線は、さらに後述するように螺旋状に巻き付けられ、かつ一般的には、少なくとも例えば、接着ゴム部18、又は接着ゴム部が省略され又は主ベルト部と同じ物質である場合には主ベルト本体12のような、ベルトのエラストマー部に接触し又は少なくともエラストマー部に埋設されるように、配置される。そして、心線は、長手方向、すなわちエンドレスベルト又は同様のゴム組成製品の走行方向に延びる。
【0031】
本実施形態に従って、PPD−T及びPVPの繊維を耐荷重心線及び/又はヤーンは、その分野においてよく知られた、製品におけるエラストマー成分の周囲への接着性を改善するため又は確立するために、いかなる適切なかつ/又は従来の物質、及び塗布工程が使用されて、1またはそれ以上の接着剤組成物によって処理されるであろう。例えば、心線は例えば、フィラメント同士が互いに接着するための、及びベルトのエラストマー部に対する心線の接着性を改善するための1の接着剤、又は複数の接着剤によって処理されるであろう。一実施形態に従えば、心線はプライマーによって第1処理が行われても良く、プライマーは水溶性ベース、又はポリイソシアネートとエポキシの配合物のように溶剤ベースでも良い。処理済心線は、その後、レゾルシン・ホルマリン・ラテックス(RFL)のような、従来及び/又は他の適切な、上記とは異なる接着剤によって処理される。各処理の後、心線は、一般的に、100℃〜260℃の温度で1つのオーブンの中を通されて、また連続的な複数のオーブンの中を通されて、乾燥されると共に、接着剤が硬化される。その後心線は、選択的に、付加的に接着性を改善するために、例えばロード社(Lord Corporation)製のCHEMLOK(商標名)として入手可能なオーバーコート又は他の適切なゴム糊によって、追加的な処理が行われても良い。
【0032】
あるいは、エラストマー成分の周囲がPUエラストマーで構成されるとき、上記処理は、プライマー塗布に限られ、又はさらなる改良がなされ、又は完全に省略されるであろう。しかしながら、PUベースのエンドレスベルトで利用される心線処理方法を開示する米国特許第5,807,194号明細書の例のように、いかなる適切な心線処理工程も使用されるであろう。そして上記の関連する内容はここに参照のために組み入れられる。
【0033】
本発明の実施形態に従って、PPD−TとPVPの繊維を備える心線の数、デニール、撚り度、及びその他の形状パラメータは、限定されず、そして、対象とする用途において求められるような、いかなる適切かつ/又は従来のパラメータが使用されると想像される。上記したように、各繊維又はヤーンはプライされ(すなわち、撚られ)又は編組され、ストランドを形成し、そして、本発明の種々の実施形態に従って、そのようなストランドはさらにプライされ又は編組され心線を形成する。
【0034】
いかなる適切かつ/又は従来の方法は、本発明の種々の実施形態に従って、ベルトを形成するために使用されるであろう。例えば、繊維が混入され、又は繊維が混入されないミラブルゴムのように、非注型タイプのベルトエラストマーが使用される場合、ベルト作製ステップは、
歯、リブ、又はノッチを形成するための溝部を有する適切な形状の金型キャビティの内部に、又は適切な形状のベルトビィルデングドラム又はマンドレルの上に、上述した選択的な布カバー要素を配置するステップ、
例えば、1本又はそれ以上の心線を布の周りに螺旋状に巻き付けることによって、布カバー要素の第2の表面に当てて耐荷重心線を配置するステップ、
追加的に交互に配置される抗張部材、及び/又は、与えられる構造によって要求されるように、この抗張部材に当てられるエラストマー材料を配置するステップ、
エラストマー材料を硬化又は加硫するために十分な温度と圧力を与えるステップ、
金型キャビティ又はマンドレルから成型物を取り除くステップ
を含むであろう。
【0035】
例えば、歯付きPUベルトの製造のように、注型タイプのベルト本体部が使用される場合、製造工程は、選択的にさらに、
布カバー要素の第1の表面をモールド溝部に隣接するように、耐磨耗布をモールド溝部の表面に被覆するステップ、
1本又はそれ以上の心線を布の周りに螺旋状に巻き付けることによって、耐磨耗布の周りに耐荷重心線を当て置くステップ、
実質的に液状のエラストマー材料を金型キャビティに注入するステップ、
ポリマー化して製品を形成するステップ
を含むであろう。さらに、このようなベルトの歯部は、曲線形状、台形形状、その他の形状を含む適切な形状を有するだろう。
【0036】
耐荷重心線として、PEN、PBO、及びアラミドのような、ますます高いモジュラス物質の繊維を選択することによってなされる、エンドレスベルトの耐久性を改善するための従来の試みは、一般的に、曲げ疲れ抵抗を減少させる結果をもたらすことが見出されていた。本発明は、耐荷重心線を形成する繊維として、パラアラミドとPVPの組み合わせを使用することによって、このような問題を克服する。そして、本発明の一実施形態において、パラアラミドはPPD−Tである。上記組み合わせは、従来、上記目的のために適切と信じられていた心線に比べ、相対的に軟らかい、すなわち低モジュラスの心線を形成する一方、耐荷重心線として、PVP成分が含まれない以外は同じパラアラミド繊維が使用され実質的に同一のベルトに比べて、耐荷重性能及び曲げ疲れ抵抗の顕著な増加という結果が予想外に見出された。
【0037】
本発明の実施形態の種々の利点を示すために、耐荷重心線の特定の種類を除いて、互いに実質的に同一の多数の無端マルチVリブドベルトが製造された。各例において使用されるモールドは、1225mmの外径を有していた。各例において、ベルトは3つのリブを有し、各例において心線下部は、先述の米国特許第5,610,217号明細書に記載される一般的な従来のEPDMベースの組成物であった。そして、耐荷重心線が埋設される接着ガムは同様に従来のEPDMベースの組成物であった。さらに、各ベルトは、背面布を備えていた。本発明の一実施形態に従って製造されるベルト及び従来の比較ベルトにおける、各例では耐荷重心線は1000-1/4で定義された4000デニールであった。すなわち、1000デニールのヤーンそれぞれが最初にZ方向に、各インチ当たり9回の割合で撚られ、そしてそのように撚られた4本のストランドが、各インチ当たり5回の割合で反対方向に撚られた。本発明の一実施形態に従って製造されたベルトでは、繊維は13重量%のPVPが含まれたPPD−Tであった一方、従来のベルトでは、繊維は同一のPPD−Tであったが、PVPは含まれていなかった。各例において、心線における繊維は、E.I.デュポン デ ネモウス社(E.I. DuPont de Nemours and Company)によって提供され、そして、PPD−T/PVP繊維に関しては、先述した米国特許第5,135,687号明細書(ここの参照のために組み入れられる)に記載されたエアギャップ紡糸法に従って形成されたと信じられる。
【0038】
各例において、ヤーン及びそこから形成された心線は、上述した従来の3回浸漬接着法を用い、その方法は、最初にヤーンにイソシアネートベースのプライマーを付着する工程と、次いでベルト物質の周囲に対して相溶性のある従来のRFLをヤーンに付着する工程と、その後、CHEMLOK(商標)としてロード社(Lord Corporation)から入手可能な接着剤組成物を撚り心線に付着させる工程とを備えていた。心線と従来のEPDMベースの接着ガムとの間の接着性は、ASTM D-413に基づいて剥離接着試験によって評価された。PPD−T/PVP心線と、PVPを含まないPPD−T心線との間における、顕著な接着レベルの違いは見られなかった。
【0039】
各ベルトにおいて、表1に示す引張特性は、ASTM D885に従って、以下のように特定された。耐久性は図5で示され、さらに以下で述べられるテスト配置を使用して特定された。ベルトの曲げ疲れ抵抗は図6で示され、さらに以下で述べられるテスト配置を使用して特定された。
【0040】
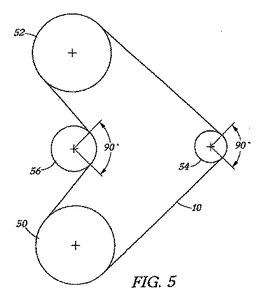
耐久性の分析においては、模式的に図5に示すように、ベルトは2つの溝が形成された主プーリ50、52と、2つの溝が形成され、内側に配置されたテンショナアイドラ54と、背面アイドラ56とに掛け回されていた。2つの主プーリの直径を測定すると120.65mmであり、背面アイドラの直径を測定すると76.2mmであり、テンショナアイドラの直径を測定すると44.45mmであった。100℃の温度下で、抗張心線の破壊又はゴムの分裂によって示される破損まで、77.1kgの一定水平張力が作用され、プーリ50が12.7kWの力と24.7Nmのトルクで4900rpmで駆動され、ベルトが運転された。
【0041】
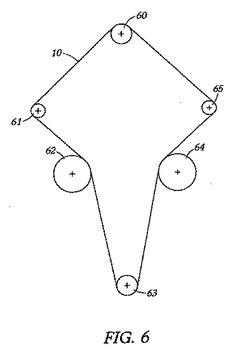
曲げ疲れ抵抗分析では、模式的に図6に示すように、ベルトは2つの溝が形成されたプーリ60、63と、4つの平アイドラ61、62、64、65に掛け回された。2つの溝が形成されたプーリの直径を測定すると38mmであり、平アイドラ62、64の直径を測定すると50.8mmであり、平アイドラ61、65の直径を測定すると17.45mmであった。室温下、45.36kgの鉛直張力が63で作用され、抗張心線の破壊又はゴムの分裂によって示される破損まで、プーリ60が8200rpmで駆動された。
【0042】
分析は各例において2回の試験によって行われ、各試験の結果は以下に分けて報告される。第1回目の試験の結果は、以下の表1に報告され、2つの同一のベルトが曲げ疲れ抵抗及び耐久性分析のそれぞれで評価され、そして2回の結果の平均が各例で報告される。
【0043】
【表1】

【0044】
第2回目の試験の結果は、以下の表2に報告され、4つの同一のベルトが曲げ疲れ抵抗及び耐久性分析のそれぞれで評価され、そして4回の結果の平均が各例で報告される。
【0045】
【表2】
【0046】
第3回目の試験では、実施例1、比較例Aとして上記したベルトのように、上述するように製造された2つのベルトを用いて、耐久性が再び特定された。その試験では、本発明に従って製造されたベルトの報告された2つの結果の平均値は191時間であり、比較ベルトでは151時間であった。
【0047】
表に報告される結果及び上述の記載は、心線のモジュラスは現に低い(特に、2%の伸び率のときに作用されるそれぞれの力が示すように)一方、本発明の一実施形態に従って製造されたベルトの曲げ疲れ抵抗は、27〜39%であり、従来技術に従って製造されたベルトに比べ高くなり、かつ耐久性は10〜37%であり、従来技術の比較ベルトに比べ高いことを示す。
【0048】
上記で提供された説明は、特に、EPDMベルト本体部を有するマルチVリブドベルトについて述べるが、関連する技術における当業者は、本発明はそれ程限定的ではないこと、並びに、本発明の利点は、高度の耐久性(すなわち、耐荷重性能の保持率)及び屈曲性の両方を要求するいかなる用途、例えばジェネレータースターター装置や補機駆動用途のような多機能自動車用途、自動車及び産業用のHNBRやPUで形成されるタイミングベルトにおいても、導き出されることがすぐに理解できるにちがいない。すなわち、動力伝達ベルトの耐荷重心線の繊維として、パラアラミド及びPVPから本質的に成り又は備える繊維を、一実施形態では上述したPPD−T及びPVPから本質的に成り又は備える繊維を、選択することによって、さらに、一実施形態における本発明は、従来技術に従って製造されたベルトに比べ、動力伝達ベルトにおける曲げ疲れ抵抗及び耐久性の両方を向上させる方法を提供する。
【0049】
本発明は、説明の目的のために上記において詳細に記載されたが、このような詳細は単にその目的のためであって、請求の範囲によって限定されるような範囲を除いて精神あるいは範囲から逸脱することなく、当業者によって種々の変形例が作られ得ることが理解される。ここに開示された本発明は、ここに特に開示されない、いくつかの要素がなくても適切に実現されるかもしれない。
【図面の簡単な説明】
【0050】
【図1】本発明の一実施形態に従って製造されたマルチVリブドベルトの一部について、部分的に断面に示した斜視図である。
【図2】本発明の他の実施形態に従って製造されたVリブドベルトの一部について、部分的に断面に示した斜視図である。
【図3】本発明の他の実施形態に従って製造された同調ベルトの一部について、部分的に断面に示した斜視図である。
【図4】本発明のさらなる他の実施形態に従う駆動装置において、2つのプーリに掛け回された図1のベルトの模式的な斜視図である。
【図5】本発明の一実施形態を示した、使用される耐久性試験の形態の模式的な図である。
【図6】本発明の一実施形態を示した、使用される曲げ疲れ抵抗試験の形態の模式的な図である。
【技術分野】
【0001】
本発明は、耐荷重心線を備えるエンドレスベルトであって、特に心線が複数のパラアラミド繊維と第2のポリマーを備えるベルトに関する。
【背景技術】
【0002】
複数のヤーン(yarn)で構成される耐荷重心線が使用された、エンドレスベルト及び他のゴム構成品の構造物において、心線を形成するために高強度繊維を使用することが知られている。自動車や一部の産業用途に用いることが意図された、上記構造物において、例えばパラアラミド、ポリエチレンナフタレート(PEN)、ポリ−p−フェニレンベンゾビスオキサゾール(PBO)のような材料を、耐荷重心線を形成する繊維として使用することが知られている。
【0003】
特に、但しそれに限られるわけではないが、電気機械駆動のような最近の多機能自動車用途を含む自動車用途で使用される、マルチVリブドベルト、同調すなわち歯付きベルト、及びVベルトの分野において、曲げ疲れ抵抗及び耐荷重性能の両方について要求される性能は、顕著に高くなっている。PEN、PBO、及びパラアラミドから形成されるものを含む高モジュラス心線は、高い耐荷重性能を目的として使用されるものと認識されているが、相対的に低い曲げ疲れ抵抗を示すものとして知られている。例えば上記心線から形成されるベルトの曲げ疲れ抵抗を改善するために、プライ心線又は撚りレベルを増加させた心線の代わりに、例えば編組心線を使用することによって心線の形状変更をなす試みが行われている。しかし、このような方法は、一般的に製造コストが増加し、かつ心線強度及びモジュラスの全てが減少する傾向にあり、これにより物質の有用性を低下させる。
【発明の開示】
【発明が解決しようとする課題】
【0004】
耐荷重性能及び曲げ疲れ抵抗の良好なバランスを有するエンドレスベルト又は類似のゴム構成製品へ組み込む必要性も含めて、耐荷重心線の必要性はある。
【課題を解決するための手段】
【0005】
本発明は、パラアラミド及びポリビニルピロリドン(PVP)を備える、複数の繊維を有する耐荷重心線を備えるエンドレスベルトを提供する。
【0006】
さらに付け加えた実施形態では、本発明は、耐荷重部の内部にある上記心線を備える、マルチVリブドベルト、Vベルト、又は歯付きベルトのようなエンドレスベルトを提供する。
【0007】
さらなる実施形態では、繊維におけるパラアラミドは、ポリ(p−フェニレンテレフタルアミド)(PPD−T)であって、その繊維はパラアラミドの重量を基準として、3〜30重量%のPVPを含む。
【0008】
エンドレスベルトの曲げ疲れ抵抗及び耐久性を向上させる方法がさらに提供され、それはベルトの耐荷重心線のために、パラアラミド及びPVPの繊維を備えるヤーンを選択するステップを備える。
【発明を実施するための最良の形態】
【0009】
図1を参照すると、本発明の一実施形態に係るマルチVリブドベルト10が概略的に示される。マルチVリブドベルト10は、エラストマー主ベルト本体部12、すなわち心線下部と、主ベルト本体部12の内周に沿って位置するシーブ接触部14とを含む。ここで使用される“シーブ”という語は、動力伝達ベルトと共に使用される従来のプーリ及びスプロケットや、ローラ及び機械装置のようなものも含む。図1のベルトにおける、特殊なシーブ接触部14は、互いに対向する側面の間に形成される複数の溝エリア38に対して交互に形成された、立ち上げられたエリアすなわち頂部36を有する複数のリブの形状を呈する。図1、2の例それぞれでは、シーブ接触部14は主ベルト本体部12と一体化され、後述するように、同一のエラストマー材料から形成されるであろう。しかし、図3では、さらなる詳細は下述するように、従来同調ベルトとして使用されように作られた形状として、シーブ接触部14は補強布24を備えていても良く、その結果、本発明の本実施形態における主ベルト本体部12の物質と異なる物質で形成される。
【0010】
抗張、又は耐荷重部20は、ベルト10の強化と支持のために、心線下部12の上に配置される。描かれた形状において、抗張部は、さらなる詳細は以下に述べるが、少なくとも長手方向に延在する抗張心線22を備えると共に、ベルトの長手に沿って直線的に配列され、さらなる詳細は以下に述べるが、本発明の多様な実施形態に応じて、少なくとも部分的には接着ゴム部18に接触され、又は埋設される。知識を有する技術者は、複数の図1、2において、ベルトの他のエラストマー部と視覚的に区別するために、接着ゴム部18が誇張した形状で描かれていることを容易に理解するであろう。実際に、例えば加硫物は、接着ゴム部18と心線下部12のいずれか一方に繊維が混入され、これら以外に繊維が混入されていない場合を除いて、周囲のエラストマーベルト本体部の周辺部からしばしば視覚的に区別できない。実際には、接着ゴム層18は、エラストマー主ベルト本体12と同一の物質からなるであろう。
【0011】
補強布(図1では不図示)は、選択的に使用され、VベルトやマルチVリブドベルトの場合には、ベルトの表面カバー又は心線上部を形成するために、ベルトにおけるシーブ接触部14の反対側の面に沿って密着している。その布は、いかなる好ましい角度で交差する経度及び緯糸から成る従来の織布のようにいかなる望ましい形状であり、また、タイヤコード布として例示されるように、間隔が開けられたピック心線によって結合された経糸から成り、または、編み若しくは組編形状、又は不織布形状であろう。布は主ベルト本体12と、同一又は異なるエラストマー成分によってフリクション又はスキムコートされているであろう。布は1枚より多く使用されていているかもしれない。もし望むのであれば、ストランドがベルトの幅方向に対して所定の角度で傾くように、布はバイアスに配置されるように切断され又は形成される。そのような補強布が使用された一態様は図2に示されており、図2ではゴムがスキムコートされたタイヤコード布29が誇張した形状で示される。
【0012】
図2を見ると、標準的なノッチドVベルト26が描かれる。Vベルト26は、図1に示されるものと同様に主エラストマーベルト本体部12と、これも図1と同様に、任意の接着ゴム部18に埋設される1本またはそれより多くの抗張心線22として形成される抗張又は耐荷重部20とを含む。Vベルト26において、主エラストマーベルト本体部12、接着ゴム部18、及び耐荷重部20は、図1を用いて述べたように、同一の物質から形成される。
【0013】
Vベルト26も、図1のマルチVリブドベルト10のように、シーブ接触部14を含む。主エラストマーベルト本体部12の側面は、すなわちVベルトの場合は圧縮部は、ベルトの駆動表面として使用される。描かれる実施形態では、シーブ接触部14は、切り欠けくぼみ表面、すなわち谷表面28及び歯突出部30が交互に形成される形状を呈する。このように交互に形成されるくぼみ表面28及び歯突出部30は、示されるように、好ましくは、シーブ接触部14が使用中にプーリの外周を通るとき、曲げ応力を分散させかつ最小にできるように、一般的な正弦曲線の軌跡に沿って形成される。
【0014】
描かれる実施形態において、Vベルト26がローエッジベルト形状を呈する場合、上述した補強布29は、さらにベルトの表面カバーすなわち上部心線として使用され、帯状Vベルトに形成されたベルトの周囲を完全に取り囲む。
【0015】
図3を見ると、歯付きベルト32が描かれる。歯付きベルト32は、図1、2のベルトの場合のように、主エラストマーベルト本体部12と、シーブ接触部14とを含み、さらには、図1、2のベルトによって先に述べられた耐荷重部20を含む。しかしながら、同調ベルト32において、シーブ接触部14は歯16と歯底面19とが交互に形成された形状を呈する。また、図1、2によって上述された補強布24も使用され、この場合、ベルト32の交互に形成された歯16と歯底面19とに沿って密着し、表面カバーを形成する。
【0016】
上記した図1〜3それぞれの場合において、主ベルト本体部12はいかなる従来の又は(及び)適切な加硫エラストマー成分によって形成されても良く、後述する選択的な接着ゴム部18に関する成分と同一であろうし、異なっている場合もある。本目的に使用されるであろう好適なエラストマーは、例えば、ポリウレタンエラストマー(ポリウレタン/ウレアエラストマーを含む)(PU)、ポリクロロプレンゴム(CR)、アクリロニトリルブタジエンゴム(NBR)、水素化NBR(HNBR)、スチレンブタジエンゴム(SBR)、アルキル化クロロスルフォン化ポリエチレン(ACSM)、エピクロヒドリン、ポリブタジエンゴム(BR)、天然ゴム(NR)、並びにエチレンプロピレン共重合体(EPM)、エチレンプロピレンジエン三元重合体(EPDM)、エチレンオクテン共重合体(EOM)、エチレンブテン共重合体(EBM)、エチレンオクテン三元重合体(EODM)、及びエチレンブテン三元重合体(EBDM)のようなエチレン−α−オレフィンエラストマー、並びにシリコンゴム、又はこれらの2またはそれ以上の組み合わせを含む。
【0017】
本発明の一実施形態にしたがって、エラストマーベルト本体部12を形成するために、エラストマーは、フィラー、可塑剤、加硫剤/硬化剤、及び促進剤を従来使用されている量で含む従来のゴムコンパウンド原料に混ぜ合わせられるであろう。例えば、エチレン−α−オレフィンエラストマーとHNBRのようなジエンエラストマーとを共に使用するために、得られる製品の動的性能を改善するために、従来使用される1又はそれ以上のα,β−有機酸の金属塩が、現在使用されている量で使用されるであろう。ジメタクリル酸亜鉛、及び/又はジアクリル酸亜鉛は、上記組成物に、約1〜50重量部、あるいは5〜30重量部、又は10〜25重量部の量で使用されるであろう。これらの物質は、現在よく知られているように、さらに組成物の接着性を向上させ、パーオキサイドによって又はイオン架橋を介して関係する添加剤によって加硫されるポリマーの全体の架橋結合密度を増加させる。
【0018】
関連する技術の当業者は、多数の適切な組成物がベルトのエラストマー部として又はエラストマー部に含まれて使用されることをすぐに理解するであろう。多数の適切なエラストマー組成物は、R.T.Vanderbiltゴムハンドブック(第13版、1996年刊行)に述べられ、EPM、EPDM組成物、特に高い引張モジュラス特性を有するこれら組成物に関しては、 例えば米国特許第5,610,217号明細書、第6,616,558号明細書それぞれに記載され、動力伝達ベルトの本体部の形成に使用されることが適切であるであろう種々のエラストマー組成物に関しては、特にここで参考として組み入れられる。加えて、本発明の種々の実施形態の実施において使用されるであろういくつかのPU組成物に関しては、ウー(Wu)その他のWO 09692584で例えば述べられ、その国際特許出願の内容はここに参考のために組み入れられる。
【0019】
自動車補機駆動の適用に関連する本発明の一実施形態において、エラストマーベルト本体部12は、EPM、EPDM、EBM、又はEOM組成物のような適切なエチレン−α−オレフィン組成物によって形成され、そしてそれは接着ゴム部の組成物として使用される組成物と同一又は異なる組成物であろう。
【0020】
エラストマー主ベルト本体部12は、さらに、これらに限定されるわけではないが、綿、ポリエステル、ガラス繊維、アラミド、及びナイロンを含む材料を使用し、ステープル、チョップド、フロック、パルプの形状を呈する従来よく知られている不連続繊維が、一般的な量で混入されるであろう。(例えば、切断により又は研磨により)形作られたマルチVリブドベルトに関する好ましい実施形態において、好ましくは、繊維の実質的な部分がベルトの走行方向に対して一般的に横断する方向に並べられて、形成・配置されるように、混入した上記繊維は形成・配置される。しかしながら、方法のフローに従って製造された、成型マルチVリブドベルト及び/又は同調ベルトにおいて、混入する繊維は、一般的に配向の程度が同じではないであろう。
【0021】
本発明の一実施形態にしたがって、図1〜3を用いていくつかの実施形態において上述された複合ベルト構造内で、少なくとも耐荷重心線に接触する部分に使用される加硫組成物は、2000回転/分(cpm)、歪0.09°、175℃で測定されたとき、15,000kPa以上、又は約25,000〜約100,000kPa、又は約35,000〜約75,000kPa、又は約40,000 〜約60,000kPaのうちの少なくとも1つの複素モジュラス(complex modulus)を示す。そして、ASTM D412に従って、125℃、クロスヘッド速度6インチ/分(15.24cm/分)で測定された引張モジュラスは、約250 psi(1.724 MPa)以上、又は約300 psi(2.068 MPa)〜約5000 psi(34.47 MPa)の範囲内、又は約350 (2.413 MPa)〜約3000 psi (20.68 MPa)の範囲内である。ここで、“複素モジュラス”の用語は、セントルイス州ミズーリのモンサント社(Monsanto Corporation of St. Louis, MO)製のルバープロセスアナライザー モデルNo.2000(Rubber Process Analyzer Model No. 2000)で例示されるような適切な装置の使用によって測定される動的機械的な流動学分析によって決定される特性であって、従来では用語“G*”で定義される複素モジュラスを述べるために使用される。この選択的な特徴及び利点は、先述した米国特許第6,616,558号明細書でさらに詳細に述べられ、その内容はここに参照のために組み入れられる。
【0022】
実施化において、例えば図1〜3で示されるベルトは、例えば模式的に図4に示されるように、一般的に少なくとも1つの原動プーリ42と1つの従動プーリ44に掛け回され、図示するように、選択的にアイドラプーリ46が組み合わされて、ベルト駆動40を形成する。
【0023】
本発明の一実施形態に従って、耐荷重心線の説明に話を変えると、一般的に耐荷重部20の心線22は、例えばプライされ又は編組されて、いかなる好適なかつ/又は従来の形状を呈しても良く、そして一般的に1本又は複数のストランドを備え、そのストランドはそのものが例えばプライされ又は編組されて、いかなる好適なかつ/又は従来の形状を呈していても良く、そして一般的にいかなる好適なかつ/又は従来の形状を呈する1又は複数のヤーンを備えていても良い。“ヤーン”とは、ヤーンの製造元から受け取ったものとして、フィラメント又は繊維が束ねられた形状のものを表し、それは撚りヤーン又は撚られていないヤーンを含むであろう。“ストランド”とは、心線製造の中間過程における、1本のヤーン、又は、撚られ、プライされ、又は編組された複数のヤーンを表す。本発明の一実施形態では、耐荷重部20の心線22を形成する少なくとも1本のストランドは、パラアラミド及びPVPを備える。ここでのPVPは、N−ビニル−2−ピロリドンのモノマー単位の鎖状ポリマー化の結果として得られるポリマーを意味し、そして、パラアラミドに対するPVPの相互作用を阻害するものとして集中して存在する少量のコモノマーを含む。
【0024】
ベルトの耐荷重部の心線のヤーンの繊維におけるPVP及びパラアラミドの重量のいかなる有用な組み合わせも、本発明の種々の実施例において、使用されるであろう。しかしながら、本発明の少なくとも1つの実施形態において、繊維は、パラアラミドの重量に対して、最大約30重量%のPVPを含む。さらなる実施形態では、PVPは約3%〜約30重量%、又は約5重量%〜約25重量%、又は約7重量%〜約20重量%の範囲内の量で存在するであろう。PVPが30%を超えると、繊維の物理的性質が低下する。PVPが3%を下回ると、PVPの有用な効果が見られ難いであろう。
【0025】
ここでのパラアラミドは、2つの芳香族環に直接的に結合されるアミド結合を有する長鎖合成ポリアミドを意味する。本発明におけるパラアラミドとしては、PPD−T、ポリ(p−ベンザミド)、p−フェニレン/3,4’−オキシジフェニレンテレフタルアミドのコポリマー、又はこれらに類似するものが使用される。
【0026】
本発明の一実施形態に従えば、パラアラミドはPPD−Tである。ここでのPPD−Tは、p−フェニレンジアミンとテレフタロイルクロライドとの分子−分子ポリマー化(mole-for-mole polymerization)の結果として得られる単独重合体を意味し、そして、少量の他のジアミンを含むp−フェニレンジアミンと、少量の他の二酸クロライドを含むテレフタロイルクロライドと、が組み入れられた結果として得られる共重合体をも意味する。一般的な法則として、もし他のジアミンや二酸クロライドが重合反応を阻害する反応基を有しさえしていなければ、他のジアミンと他の二酸クロライドは、p−フェニレンジアミン又はテレフタロイルクロライドに対して10モル%の量を限度として使用され、又はおそらく僅かにそれより多い量使用される。PPD−Tは、他の芳香族のジアミンと他の芳香族の二酸クロライドとが異方性の紡糸ドープ(anisotropic spin dope)ができることを許容できる量が存在しさえすれば、例えば、芳香族のジアミンと、例えば2,6−ナフタロイルクロライド、クロロテレフタロイルクロライド、又はジクロロテレフタロイルクロライドの他の芳香族の二酸クロライドとを組み合わせた結果として得られる共重合体も意味する。
【0027】
適切な繊維及びそのような繊維を製造する方法は、PPD−TとPVPとの組み合わせのドープが紡糸されたものを含み、例えばリー(Lee)による米国特許第5,135,687号明細書に示され、それらの関連する記載は参照としてここに組み入れられる。
【0028】
本発明の本実施形態に従った、耐荷重部の心線の繊維は、15g/デニールより大きいフィラメント強力(filament tenacity)、及び17g/デニールより大きい比強力(specific tenacity)を示す。繊維は、いかなる適切でかつ/又は従来の横断形状を有するが、特に、米国特許第5,135,687号明細書(参照のためにここに組み入られる)で述べられる、湿式紡糸法、さらにはエアキャップ紡糸法に従って形成されるとき、本発明の一実施形態の実施に有用な繊維は、一般的に、横断形状において非真円である。
【0029】
本発明の実施形態に従えば、先述した米国特許第5,135,687号明細書に開示されるように、PPD−P及びPVPを備える繊維の密度は、繊維におけるPVPの割合に従って変化し、そして本発明の実施形態では、繊維の密度は約1.45g/cm3(g/cc)(PVPの割合が相対的に低いとき)から約1.36g/cm3(g/cc)(PVPの割合が約7〜12%の範囲である場合)の範囲にあるが、繊維の密度は先述した米国特許5,135,687号明細書(参照のためにここに組み入られる)に述べられるよりも低くも、高くもなるだろう。
【0030】
本発明の実施形態に従えば、耐荷重心線は、PPD−TとPVPの1又はそれ以上の繊維によって形成され、上記繊維は、適切なかつ/または従来の技術によって、ヤーンにおいて適切に配置・形成され、上記ヤーンは心線において適切に配置・形成され、そして心線は、さらに後述するように螺旋状に巻き付けられ、かつ一般的には、少なくとも例えば、接着ゴム部18、又は接着ゴム部が省略され又は主ベルト部と同じ物質である場合には主ベルト本体12のような、ベルトのエラストマー部に接触し又は少なくともエラストマー部に埋設されるように、配置される。そして、心線は、長手方向、すなわちエンドレスベルト又は同様のゴム組成製品の走行方向に延びる。
【0031】
本実施形態に従って、PPD−T及びPVPの繊維を耐荷重心線及び/又はヤーンは、その分野においてよく知られた、製品におけるエラストマー成分の周囲への接着性を改善するため又は確立するために、いかなる適切なかつ/又は従来の物質、及び塗布工程が使用されて、1またはそれ以上の接着剤組成物によって処理されるであろう。例えば、心線は例えば、フィラメント同士が互いに接着するための、及びベルトのエラストマー部に対する心線の接着性を改善するための1の接着剤、又は複数の接着剤によって処理されるであろう。一実施形態に従えば、心線はプライマーによって第1処理が行われても良く、プライマーは水溶性ベース、又はポリイソシアネートとエポキシの配合物のように溶剤ベースでも良い。処理済心線は、その後、レゾルシン・ホルマリン・ラテックス(RFL)のような、従来及び/又は他の適切な、上記とは異なる接着剤によって処理される。各処理の後、心線は、一般的に、100℃〜260℃の温度で1つのオーブンの中を通されて、また連続的な複数のオーブンの中を通されて、乾燥されると共に、接着剤が硬化される。その後心線は、選択的に、付加的に接着性を改善するために、例えばロード社(Lord Corporation)製のCHEMLOK(商標名)として入手可能なオーバーコート又は他の適切なゴム糊によって、追加的な処理が行われても良い。
【0032】
あるいは、エラストマー成分の周囲がPUエラストマーで構成されるとき、上記処理は、プライマー塗布に限られ、又はさらなる改良がなされ、又は完全に省略されるであろう。しかしながら、PUベースのエンドレスベルトで利用される心線処理方法を開示する米国特許第5,807,194号明細書の例のように、いかなる適切な心線処理工程も使用されるであろう。そして上記の関連する内容はここに参照のために組み入れられる。
【0033】
本発明の実施形態に従って、PPD−TとPVPの繊維を備える心線の数、デニール、撚り度、及びその他の形状パラメータは、限定されず、そして、対象とする用途において求められるような、いかなる適切かつ/又は従来のパラメータが使用されると想像される。上記したように、各繊維又はヤーンはプライされ(すなわち、撚られ)又は編組され、ストランドを形成し、そして、本発明の種々の実施形態に従って、そのようなストランドはさらにプライされ又は編組され心線を形成する。
【0034】
いかなる適切かつ/又は従来の方法は、本発明の種々の実施形態に従って、ベルトを形成するために使用されるであろう。例えば、繊維が混入され、又は繊維が混入されないミラブルゴムのように、非注型タイプのベルトエラストマーが使用される場合、ベルト作製ステップは、
歯、リブ、又はノッチを形成するための溝部を有する適切な形状の金型キャビティの内部に、又は適切な形状のベルトビィルデングドラム又はマンドレルの上に、上述した選択的な布カバー要素を配置するステップ、
例えば、1本又はそれ以上の心線を布の周りに螺旋状に巻き付けることによって、布カバー要素の第2の表面に当てて耐荷重心線を配置するステップ、
追加的に交互に配置される抗張部材、及び/又は、与えられる構造によって要求されるように、この抗張部材に当てられるエラストマー材料を配置するステップ、
エラストマー材料を硬化又は加硫するために十分な温度と圧力を与えるステップ、
金型キャビティ又はマンドレルから成型物を取り除くステップ
を含むであろう。
【0035】
例えば、歯付きPUベルトの製造のように、注型タイプのベルト本体部が使用される場合、製造工程は、選択的にさらに、
布カバー要素の第1の表面をモールド溝部に隣接するように、耐磨耗布をモールド溝部の表面に被覆するステップ、
1本又はそれ以上の心線を布の周りに螺旋状に巻き付けることによって、耐磨耗布の周りに耐荷重心線を当て置くステップ、
実質的に液状のエラストマー材料を金型キャビティに注入するステップ、
ポリマー化して製品を形成するステップ
を含むであろう。さらに、このようなベルトの歯部は、曲線形状、台形形状、その他の形状を含む適切な形状を有するだろう。
【0036】
耐荷重心線として、PEN、PBO、及びアラミドのような、ますます高いモジュラス物質の繊維を選択することによってなされる、エンドレスベルトの耐久性を改善するための従来の試みは、一般的に、曲げ疲れ抵抗を減少させる結果をもたらすことが見出されていた。本発明は、耐荷重心線を形成する繊維として、パラアラミドとPVPの組み合わせを使用することによって、このような問題を克服する。そして、本発明の一実施形態において、パラアラミドはPPD−Tである。上記組み合わせは、従来、上記目的のために適切と信じられていた心線に比べ、相対的に軟らかい、すなわち低モジュラスの心線を形成する一方、耐荷重心線として、PVP成分が含まれない以外は同じパラアラミド繊維が使用され実質的に同一のベルトに比べて、耐荷重性能及び曲げ疲れ抵抗の顕著な増加という結果が予想外に見出された。
【0037】
本発明の実施形態の種々の利点を示すために、耐荷重心線の特定の種類を除いて、互いに実質的に同一の多数の無端マルチVリブドベルトが製造された。各例において使用されるモールドは、1225mmの外径を有していた。各例において、ベルトは3つのリブを有し、各例において心線下部は、先述の米国特許第5,610,217号明細書に記載される一般的な従来のEPDMベースの組成物であった。そして、耐荷重心線が埋設される接着ガムは同様に従来のEPDMベースの組成物であった。さらに、各ベルトは、背面布を備えていた。本発明の一実施形態に従って製造されるベルト及び従来の比較ベルトにおける、各例では耐荷重心線は1000-1/4で定義された4000デニールであった。すなわち、1000デニールのヤーンそれぞれが最初にZ方向に、各インチ当たり9回の割合で撚られ、そしてそのように撚られた4本のストランドが、各インチ当たり5回の割合で反対方向に撚られた。本発明の一実施形態に従って製造されたベルトでは、繊維は13重量%のPVPが含まれたPPD−Tであった一方、従来のベルトでは、繊維は同一のPPD−Tであったが、PVPは含まれていなかった。各例において、心線における繊維は、E.I.デュポン デ ネモウス社(E.I. DuPont de Nemours and Company)によって提供され、そして、PPD−T/PVP繊維に関しては、先述した米国特許第5,135,687号明細書(ここの参照のために組み入れられる)に記載されたエアギャップ紡糸法に従って形成されたと信じられる。
【0038】
各例において、ヤーン及びそこから形成された心線は、上述した従来の3回浸漬接着法を用い、その方法は、最初にヤーンにイソシアネートベースのプライマーを付着する工程と、次いでベルト物質の周囲に対して相溶性のある従来のRFLをヤーンに付着する工程と、その後、CHEMLOK(商標)としてロード社(Lord Corporation)から入手可能な接着剤組成物を撚り心線に付着させる工程とを備えていた。心線と従来のEPDMベースの接着ガムとの間の接着性は、ASTM D-413に基づいて剥離接着試験によって評価された。PPD−T/PVP心線と、PVPを含まないPPD−T心線との間における、顕著な接着レベルの違いは見られなかった。
【0039】
各ベルトにおいて、表1に示す引張特性は、ASTM D885に従って、以下のように特定された。耐久性は図5で示され、さらに以下で述べられるテスト配置を使用して特定された。ベルトの曲げ疲れ抵抗は図6で示され、さらに以下で述べられるテスト配置を使用して特定された。
【0040】
耐久性の分析においては、模式的に図5に示すように、ベルトは2つの溝が形成された主プーリ50、52と、2つの溝が形成され、内側に配置されたテンショナアイドラ54と、背面アイドラ56とに掛け回されていた。2つの主プーリの直径を測定すると120.65mmであり、背面アイドラの直径を測定すると76.2mmであり、テンショナアイドラの直径を測定すると44.45mmであった。100℃の温度下で、抗張心線の破壊又はゴムの分裂によって示される破損まで、77.1kgの一定水平張力が作用され、プーリ50が12.7kWの力と24.7Nmのトルクで4900rpmで駆動され、ベルトが運転された。
【0041】
曲げ疲れ抵抗分析では、模式的に図6に示すように、ベルトは2つの溝が形成されたプーリ60、63と、4つの平アイドラ61、62、64、65に掛け回された。2つの溝が形成されたプーリの直径を測定すると38mmであり、平アイドラ62、64の直径を測定すると50.8mmであり、平アイドラ61、65の直径を測定すると17.45mmであった。室温下、45.36kgの鉛直張力が63で作用され、抗張心線の破壊又はゴムの分裂によって示される破損まで、プーリ60が8200rpmで駆動された。
【0042】
分析は各例において2回の試験によって行われ、各試験の結果は以下に分けて報告される。第1回目の試験の結果は、以下の表1に報告され、2つの同一のベルトが曲げ疲れ抵抗及び耐久性分析のそれぞれで評価され、そして2回の結果の平均が各例で報告される。
【0043】
【表1】
【0044】
第2回目の試験の結果は、以下の表2に報告され、4つの同一のベルトが曲げ疲れ抵抗及び耐久性分析のそれぞれで評価され、そして4回の結果の平均が各例で報告される。
【0045】
【表2】
【0046】
第3回目の試験では、実施例1、比較例Aとして上記したベルトのように、上述するように製造された2つのベルトを用いて、耐久性が再び特定された。その試験では、本発明に従って製造されたベルトの報告された2つの結果の平均値は191時間であり、比較ベルトでは151時間であった。
【0047】
表に報告される結果及び上述の記載は、心線のモジュラスは現に低い(特に、2%の伸び率のときに作用されるそれぞれの力が示すように)一方、本発明の一実施形態に従って製造されたベルトの曲げ疲れ抵抗は、27〜39%であり、従来技術に従って製造されたベルトに比べ高くなり、かつ耐久性は10〜37%であり、従来技術の比較ベルトに比べ高いことを示す。
【0048】
上記で提供された説明は、特に、EPDMベルト本体部を有するマルチVリブドベルトについて述べるが、関連する技術における当業者は、本発明はそれ程限定的ではないこと、並びに、本発明の利点は、高度の耐久性(すなわち、耐荷重性能の保持率)及び屈曲性の両方を要求するいかなる用途、例えばジェネレータースターター装置や補機駆動用途のような多機能自動車用途、自動車及び産業用のHNBRやPUで形成されるタイミングベルトにおいても、導き出されることがすぐに理解できるにちがいない。すなわち、動力伝達ベルトの耐荷重心線の繊維として、パラアラミド及びPVPから本質的に成り又は備える繊維を、一実施形態では上述したPPD−T及びPVPから本質的に成り又は備える繊維を、選択することによって、さらに、一実施形態における本発明は、従来技術に従って製造されたベルトに比べ、動力伝達ベルトにおける曲げ疲れ抵抗及び耐久性の両方を向上させる方法を提供する。
【0049】
本発明は、説明の目的のために上記において詳細に記載されたが、このような詳細は単にその目的のためであって、請求の範囲によって限定されるような範囲を除いて精神あるいは範囲から逸脱することなく、当業者によって種々の変形例が作られ得ることが理解される。ここに開示された本発明は、ここに特に開示されない、いくつかの要素がなくても適切に実現されるかもしれない。
【図面の簡単な説明】
【0050】
【図1】本発明の一実施形態に従って製造されたマルチVリブドベルトの一部について、部分的に断面に示した斜視図である。
【図2】本発明の他の実施形態に従って製造されたVリブドベルトの一部について、部分的に断面に示した斜視図である。
【図3】本発明の他の実施形態に従って製造された同調ベルトの一部について、部分的に断面に示した斜視図である。
【図4】本発明のさらなる他の実施形態に従う駆動装置において、2つのプーリに掛け回された図1のベルトの模式的な斜視図である。
【図5】本発明の一実施形態を示した、使用される耐久性試験の形態の模式的な図である。
【図6】本発明の一実施形態を示した、使用される曲げ疲れ抵抗試験の形態の模式的な図である。
【特許請求の範囲】
【請求項1】
エラストマー主ベルト本体部と、シーブ接触部を備えると共に、前記ベルト本体部に埋設される耐荷重心線を有し、前記心線は、パラアラミドとポリビニルピロリドンを備える繊維を備えるエンドレスベルト。
【請求項2】
マルチVリブドベルト、Vベルト、及び歯付きベルトから選択されることを特徴とする請求項1に記載のエンドレスベルト。
【請求項3】
前記パラアラミドは、ポリ(p−フェニレンテレフタルアミド)であることを特徴とする請求項1に記載のエンドレスベルト。
【請求項4】
前記繊維は、パラアラミドの合計重量に対して、約30重量%以下のポリビニルピロリドンを備えることを特徴とする請求項1に記載のエンドレスベルト。
【請求項5】
前記繊維は、本質的に前記ポリ(p−フェニレンテレフタルアミド)と前記ポリビニルピロリドンから成ることを特徴とする請求項3に記載のエンドレスベルト。
【請求項6】
前記ポリビニルピロリドンは、前記ポリ(p−フェニレンテレフタルアミド)の合計重量に対して、約3重量%〜約30重量%の範囲内の量で、前記繊維中に存在することを特徴とする請求項3に記載のエンドレスベルト。
【請求項7】
前記ポリビニルピロリドンは、前記ポリ(p−フェニレンテレフタルアミド)の合計重量に対して、約5重量%〜約25重量%の範囲内の量で、前記繊維中に存在することを特徴とする請求項3に記載のエンドレスベルト。
【請求項8】
前記ポリビニルピロリドンは、前記ポリ(p−フェニレンテレフタルアミド)の合計重量に対して、約7重量%〜約20重量%の範囲内の量で、前記繊維中に存在することを特徴とする請求項3に記載のエンドレスベルト。
【請求項9】
前記エラストマーベルト本体部は、加硫されたエラストマー組成物を備えることを特徴とする請求項3に記載のエンドレスベルト。
【請求項10】
前記加硫されたエラストマー組成物は、
a)ポリウレタンエラストマー
b)ポリクロロプレンエラストマー
c)アクリロニトリルブタジエンエラストマー
d)水素化アクリロニトリルブタジエンエラストマー
e)スチレンブタジエンエラストマー
f)アルキル化クロロスルフォン化ポリエチレン
g)エピクロヒドリン
h)ポリブタジエンエラストマー
i)天然ゴム
j)エチレン−α−オレフィンエラストマー
k)シリコンエラストマー
から選択される少なくとも1つのエラストマーを備えることを特徴とする請求項9に記載のエンドレスベルト。
【請求項11】
前記エラストマーはエチレン−α−オレフィンエラストマーであって、前記エチレン−α−オレフィンエラストマーは、
a)エチレンプロピレン共重合体
b)エチレンプロピレンジエン三元重合体
c)エチレンオクテン共重合体
d)エチレンブテン共重合体
e)エチレンオクテン三元重合体
f)エチレンブテン三元重合体
から選択される少なくとも1つであることを特徴とする請求項10に記載のエンドレスベルト。
【請求項12】
前記耐荷重心線の少なくとも一部に接触する接着剤組成物を少なくとも1つはさらに備えることを特徴とする請求項1に記載のエンドレスベルト。
【請求項13】
エラストマー心線下部と、内周に沿って配置されるシーブ接触部と、前記心線下部の上に配置され、ベルトの長手に沿って直線的に配置される抗張部とを備え、前記抗張部は少なくとも1つの耐荷重心線を備えるエンドレスマルチVリブドベルトにおいて、
前記耐荷重心線は、本質的にポリ(p−フェニレンテレフタルアミド)とポリビニルピロリドンから成る複数の繊維を備え、前記ポリビニルピロリドンは、ポリ(p−フェニレンテレフタルアミド)の合計重量に対して、約7重量%〜約20重量%の範囲内の量が、繊維中に存在することを特徴とするエンドレスマルチVリブドベルト。
【請求項14】
少なくとも1つの駆動プーリと1つの従動プーリに掛け回されることを特徴とする請求項1に記載のエンドレスベルト。
【請求項15】
ベルトの耐荷重心線のために、パラアラミドとポリビニルピロリドンの繊維を備えるヤーンを選択するステップを備える、ベルト本体部と前記ベルト本体部に埋設される耐荷重撚り心線を備える動力伝達ベルトの曲げ疲れ抵抗と耐久性を向上させる方法。
【請求項16】
前記パラアラミドは、ポリ(p−フェニレンテレフタルアミド)であることを特徴とする請求項15に記載の方法。
【請求項1】
エラストマー主ベルト本体部と、シーブ接触部を備えると共に、前記ベルト本体部に埋設される耐荷重心線を有し、前記心線は、パラアラミドとポリビニルピロリドンを備える繊維を備えるエンドレスベルト。
【請求項2】
マルチVリブドベルト、Vベルト、及び歯付きベルトから選択されることを特徴とする請求項1に記載のエンドレスベルト。
【請求項3】
前記パラアラミドは、ポリ(p−フェニレンテレフタルアミド)であることを特徴とする請求項1に記載のエンドレスベルト。
【請求項4】
前記繊維は、パラアラミドの合計重量に対して、約30重量%以下のポリビニルピロリドンを備えることを特徴とする請求項1に記載のエンドレスベルト。
【請求項5】
前記繊維は、本質的に前記ポリ(p−フェニレンテレフタルアミド)と前記ポリビニルピロリドンから成ることを特徴とする請求項3に記載のエンドレスベルト。
【請求項6】
前記ポリビニルピロリドンは、前記ポリ(p−フェニレンテレフタルアミド)の合計重量に対して、約3重量%〜約30重量%の範囲内の量で、前記繊維中に存在することを特徴とする請求項3に記載のエンドレスベルト。
【請求項7】
前記ポリビニルピロリドンは、前記ポリ(p−フェニレンテレフタルアミド)の合計重量に対して、約5重量%〜約25重量%の範囲内の量で、前記繊維中に存在することを特徴とする請求項3に記載のエンドレスベルト。
【請求項8】
前記ポリビニルピロリドンは、前記ポリ(p−フェニレンテレフタルアミド)の合計重量に対して、約7重量%〜約20重量%の範囲内の量で、前記繊維中に存在することを特徴とする請求項3に記載のエンドレスベルト。
【請求項9】
前記エラストマーベルト本体部は、加硫されたエラストマー組成物を備えることを特徴とする請求項3に記載のエンドレスベルト。
【請求項10】
前記加硫されたエラストマー組成物は、
a)ポリウレタンエラストマー
b)ポリクロロプレンエラストマー
c)アクリロニトリルブタジエンエラストマー
d)水素化アクリロニトリルブタジエンエラストマー
e)スチレンブタジエンエラストマー
f)アルキル化クロロスルフォン化ポリエチレン
g)エピクロヒドリン
h)ポリブタジエンエラストマー
i)天然ゴム
j)エチレン−α−オレフィンエラストマー
k)シリコンエラストマー
から選択される少なくとも1つのエラストマーを備えることを特徴とする請求項9に記載のエンドレスベルト。
【請求項11】
前記エラストマーはエチレン−α−オレフィンエラストマーであって、前記エチレン−α−オレフィンエラストマーは、
a)エチレンプロピレン共重合体
b)エチレンプロピレンジエン三元重合体
c)エチレンオクテン共重合体
d)エチレンブテン共重合体
e)エチレンオクテン三元重合体
f)エチレンブテン三元重合体
から選択される少なくとも1つであることを特徴とする請求項10に記載のエンドレスベルト。
【請求項12】
前記耐荷重心線の少なくとも一部に接触する接着剤組成物を少なくとも1つはさらに備えることを特徴とする請求項1に記載のエンドレスベルト。
【請求項13】
エラストマー心線下部と、内周に沿って配置されるシーブ接触部と、前記心線下部の上に配置され、ベルトの長手に沿って直線的に配置される抗張部とを備え、前記抗張部は少なくとも1つの耐荷重心線を備えるエンドレスマルチVリブドベルトにおいて、
前記耐荷重心線は、本質的にポリ(p−フェニレンテレフタルアミド)とポリビニルピロリドンから成る複数の繊維を備え、前記ポリビニルピロリドンは、ポリ(p−フェニレンテレフタルアミド)の合計重量に対して、約7重量%〜約20重量%の範囲内の量が、繊維中に存在することを特徴とするエンドレスマルチVリブドベルト。
【請求項14】
少なくとも1つの駆動プーリと1つの従動プーリに掛け回されることを特徴とする請求項1に記載のエンドレスベルト。
【請求項15】
ベルトの耐荷重心線のために、パラアラミドとポリビニルピロリドンの繊維を備えるヤーンを選択するステップを備える、ベルト本体部と前記ベルト本体部に埋設される耐荷重撚り心線を備える動力伝達ベルトの曲げ疲れ抵抗と耐久性を向上させる方法。
【請求項16】
前記パラアラミドは、ポリ(p−フェニレンテレフタルアミド)であることを特徴とする請求項15に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2007−528477(P2007−528477A)
【公表日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願番号】特願2007−502923(P2007−502923)
【出願日】平成17年3月4日(2005.3.4)
【国際出願番号】PCT/US2005/007526
【国際公開番号】WO2005/087989
【国際公開日】平成17年9月22日(2005.9.22)
【出願人】(504005091)ザ ゲイツ コーポレイション (103)
【Fターム(参考)】
【公表日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願日】平成17年3月4日(2005.3.4)
【国際出願番号】PCT/US2005/007526
【国際公開番号】WO2005/087989
【国際公開日】平成17年9月22日(2005.9.22)
【出願人】(504005091)ザ ゲイツ コーポレイション (103)
【Fターム(参考)】
[ Back to top ]