
包装機
【課題】 フィルムロールの自動装填を簡易な構成によって効率よく行うことが可能な包装機を提供する。
【解決手段】 製袋包装機3では、フィルムロール9を片持ち支持する第2シャフト60aを有する仮受け部60を用いて、ストック部52内の複数のフィルムロール9の中から選定されたフィルムロール9を自動的に片持ち支持の支持部16に装填する。まず、仮受け部60によって装填するフィルムロール9を受け取り、一方の端部に開放端を有する第2シャフト60aと、支持部16の一方の端部に開放端を有する第1シャフト16aとが、互いの開放端同士が対向し、かつ一直線上になる位置まで仮受け部60を移動させる。この状態において、仮受け部60のブラケット60bをエアシリンダ60cによって上記開放端側へ第2シャフト60aに対して相対移動させる。
【解決手段】 製袋包装機3では、フィルムロール9を片持ち支持する第2シャフト60aを有する仮受け部60を用いて、ストック部52内の複数のフィルムロール9の中から選定されたフィルムロール9を自動的に片持ち支持の支持部16に装填する。まず、仮受け部60によって装填するフィルムロール9を受け取り、一方の端部に開放端を有する第2シャフト60aと、支持部16の一方の端部に開放端を有する第1シャフト16aとが、互いの開放端同士が対向し、かつ一直線上になる位置まで仮受け部60を移動させる。この状態において、仮受け部60のブラケット60bをエアシリンダ60cによって上記開放端側へ第2シャフト60aに対して相対移動させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルムロールを回転させてフィルムを引き出しながら商品の包装を行う包装機であって、特にフィルムロールを自動的に装填する包装機に関する。
【背景技術】
【0002】
従来より、包装機のフィルムロールの交換は、装置の運転を一旦停止させ、人の手によってフィルムがなくなった紙管(芯材)を取り外した後、新しいフィルムロールを取り付けていた。しかし、フィルムロールは通常1000m近く紙管に巻きつけられているため、重量が数十キロにもなることから、フィルムロールの交換作業は、作業者にとって重労働であり負担が大きかった。さらに、フィルムロールの交換は運転を停止させた状態で行うため、できる限り効率よく短時間で完了させることが望ましい。
【0003】
そこで、このようなフィルムロールの交換を、機械によって自動的に行う包装機が製造されるようになっている(特許文献1,2参照)。
【0004】
例えば、特許文献1には、交換用のフィルムロールを自動的に装填する包装機が開示されている。これらの包装機によれば、現在使用中のフィルムロールから全てのフィルムが送り出された場合には、まず、紙管(ロールホルダ)を自動排出する。そして、フィルムロールの紙管を両端から支持する両持ち支持の複数のコロ(支持部)に対して、支持軸に対する垂直方向から新たなフィルムロールをガイドレールに沿って転動させて取り付けている。
【特許文献1】特開平5−97124号公報(平成5年4月20日公開)
【特許文献2】特公平7−2547号公報(平成7年1月18日公告)
【特許文献3】実開平3−129206号公報(平成3年12月25日公開)
【特許文献4】特公平8−9441号公報(平成8年1月31日公告)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の包装機では、以下に示すような問題点を有している。
【0006】
すなわち、上記公報に開示された包装機では、フィルムロールを回転軸の両側から支持する両持ち支持の構成であるため、新たなフィルムロールを回転軸に対する垂直方向から取り付ける必要がある。このため、フィルムロールを交換する際にはフィルムロールを支持する支持部材の構造を工夫する必要があるため、交換時間の延長、機構の複雑化等の問題を生じやすい。
【0007】
また、特許文献3,4には、フィルムロールを回転軸に平行な方向から挿入して交換が可能な片持ち支持の包装機について開示されているものの、フィルムロールの自動装填については何ら考慮されていない。
【0008】
本発明の課題は、フィルムロールの自動装填を簡易な構成によって効率よく行うことが可能な包装機を提供することにある。
【課題を解決するための手段】
【0009】
第1の発明に係る包装機は、フィルムロールを自動的に装填する包装機であって、第1支持軸と、仮受け部と、を備えている。第1支持軸は、一方の端部に第1開放端を有し、フィルムロールを回転可能な状態で片持ち支持する。仮受け部は、第2支持軸と、移動機構とを有している。第2支持軸は、一方の端部に第2開放端を有し、交換用のフィルムロールを搬送する搬送機構からフィルムロールを受け取って一時的に片持ち支持する。移動機構は、第2支持軸によって片持ち支持されたフィルムロールを第2開放端側へ移動させる。さらに、仮受け部は、第1開放端と第2開放端とが対向して第2支持軸が第1支持軸と一直線上になる位置まで移動すると、移動機構によってフィルムロールを第2開放端側へ移動させて第1支持軸に対してフィルムロールを引き渡す。
【0010】
ここでは、本体側においてフィルムロールを片持ちで支持する第1支持軸に対して自動的にフィルムロールを装填する包装機において、ストック場所等から搬送機構によって搬送されてくるフィルムロールを一旦受け取って片持ち支持する第2支持軸を有する仮受け部を備えている。そして、仮受け部は、第2支持軸においてフィルムロールを片持ち支持したまま、本体側の第1支持軸に対して互いの開放端が対向し、第1支持軸と第2支持軸とが一直線上(同軸上)になる位置まで移動する。ここで、仮受け部の移動機構が第1支持軸の第2開放端側へ移動して、第2支持軸と一直線上になっている第1支持軸までフィルムロールを移動させる。
【0011】
これにより、片持ち支持の第1支持軸に対して、第1支持軸の開放端側からスムーズにフィルムロールを自動的に装填することができる。この結果、例えば、両持ち支持でフィルムロールを支持する構成を有する包装機と比較して、効率よく所望のフィルムロールを自動的に装填することが可能になる。
【0012】
第2の発明に係る包装機は、第1の発明に係る包装機であって、移動機構は、第2支持軸の第2開放端とは反対側の端部に取り付けられた板材と、板材を第2開放端側へ第2支持軸に対して相対的に移動させる駆動機構と、を有している。
【0013】
ここでは、第2支持軸の第2開放端とは反対側の端部に取り付けられた板材を、第2開放端側へ移動させることで、第2支持軸から第1支持軸へのフィルムロールの受渡しを行う。
【0014】
これにより、例えば、エアシリンダ等の駆動機構によって板材を移動させることで、移動機構の構成を簡略化できる。
【0015】
第3の発明に係る包装機は、第1または第2の発明に係る包装機であって、仮受け部は、第1支持軸側へフィルムロールを移動させると、搬送機構からのフィルムロールの受け取り位置まで戻る。
【0016】
ここでは、第1支持軸に対してフィルムロールを移動させた後には、仮受け部を搬送機構からのフィルムロールの受け取り位置に戻って待機させる。
【0017】
これにより、次に装填するフィルムロールをすぐに受け取って効率よく次回の装填を行うことができる。
【0018】
第4の発明に係る包装機は、第1から第3の発明のいずれか1つに係る包装機であって、フィルムロールを構成するフィルムを巻き付けた芯材を、第1支持軸の第1開放端側から取り外す芯材除去機構をさらに備えている。
【0019】
ここでは、フィルムロールからフィルムを使い切ると、芯材除去機構によってフィルムが巻きつけられていた芯材が第1支持軸の第1開放端側から除去される。
【0020】
これにより、フィルムロールのフィルムを使い切った場合には、最初に芯材を第1支持軸から自動的に除去することで第1支持軸を新たなフィルムロールを取り付け可能な状態とすることができる。この結果、すぐに上記仮受け部によって新しいフィルムロールを第1支持軸に装填することができる。
【0021】
第5の発明に係る包装機は、第4の発明に係る包装機であって、芯材除去機構は、第1支持軸の第1開放端とは反対側の端部に取り付けられた板材と、板材を第1開放端側へ第1支持軸に対して相対的に移動させる駆動機構と、を有している。
【0022】
ここでは、第1支持軸の第1開放端とは反対側に設けられた板材を、第1支持軸に対して相対的に第1開放端側へ移動させることで芯材を除去する。
【0023】
これにより、例えば、エアシリンダ等の駆動機構によって板材を移動させることで、芯材除去機構の構成を簡略化できる。
【0024】
第6の発明に係る包装機は、第4または第5の発明に係る包装機であって、仮受け部は、第1支持軸においてフィルムロールが芯材の状態になると、第2開放端と第1開放端とが対向し第2支持軸が第1支持軸と一直線上になる位置まで移動する。そして、芯材除去機構によって第1支持軸から除去される芯材を第2支持軸において第2開放端側から受け取って所定の排出位置まで搬送する。
【0025】
ここでは、第1支持軸から除去されるフィルムロールの芯材を、互いの開放端を介して仮受け部の第2支持軸で受け取り、所定の廃棄場所まで搬送する。
【0026】
これにより、仮受け部は、第1支持軸から受け取った芯材を、廃棄場所において板材を第2支持軸の第2開放端側へ移動させることで廃棄することができる。これにより、仮受け部をフィルムロールの取り付け時だけでなく、芯材の廃棄時にも使用することができる。さらに、芯材を所定の廃棄場所まで搬送することで、芯材が包装機の周辺に散乱してトラブルが発生する等の問題を回避できる。
【0027】
第7の発明に係る包装機は、第1から第6の発明のいずれか1つに係る包装機であって、第1支持軸は、単数設けられている。
【0028】
ここでは、フィルムロールを単数保持している。
【0029】
ここで、本発明の包装機は、上述のように効率よくフィルムロールの自動装填が可能であるため、複数のフィルムロールを装置内に保持している必要がない。この結果、装置の小型化、構成の簡略化が図れる。
【0030】
第8の発明に係る包装機は、第1から第7の発明のいずれか1つに係る包装機であって、フィルムロールのフィルム面に対して近接配置されてフィルムの終端を引き出す爪部材をさらに備えている。
【0031】
ここでは、新たなフィルムロールを装填した後、フィルムロールに巻かれたフィルムの終端を引き出すために、フィルムロールのフィルム面に対して近接して配置された爪部材を用いている。
【0032】
これにより、フィルムロールを回転させることにより、フィルムに対して近接配置させた爪部材によってフィルムの終端を引っ掛けてフィルムロールから浮き上がらせて容易に引き出すことができる。
【0033】
なお、爪部材の材質としては、滑り性のよい樹脂等であることが望ましい。これにより、爪部材がフィルムロールに当たってフィルムに傷が入る等の不具合の発生を回避することができる。
【0034】
第9の発明に係る包装機は、第8の発明に係る包装機であって、爪部材によってフィルムロールから引き出されたフィルムの終端を、フィルム同士の継ぎ目を接続するスプライサ部まで搬送するフィルム搬送部を、さらに備えている。
【0035】
ここでは、フィルム搬送部によって、フィルムロールから引き出したフィルムの終端を包装機のスプライサ部まで搬送する。
【0036】
これにより、爪部材によってフィルムロールから引き出したフィルムの終端をそのままフィルム同士の継ぎ目を形成するスプライサ部まで搬送することで、包装機の運転をすぐに開始することができる。なお、フィルム搬送部としては、ローラ間にフィルムを挟んで搬送する一対のローラ対等を用いることができる。
【発明の効果】
【0037】
本発明の包装機によれば、両持ち支持でフィルムロールを支持する構成を有する包装機と比較して、効率よく所望のフィルムロールを自動的に装填することが可能になる。
【発明を実施するための最良の形態】
【0038】
本発明の一実施形態に係る製袋包装機(包装機)について、図1〜図12(b)を用いて説明すれば以下の通りである。
【0039】
[製袋包装機3の構成]
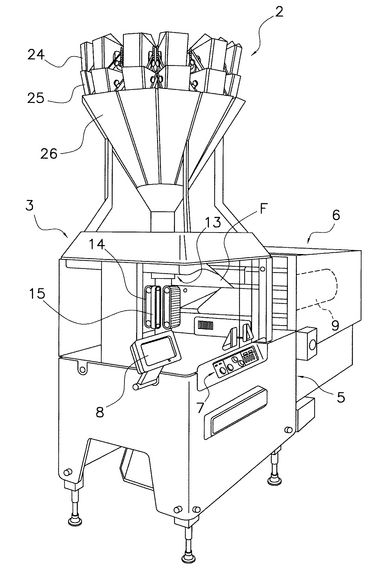
本実施形態に係る製袋包装機3は、図1に示すように、被包装物となるポテトチップス等の食品をフィルムで覆い、筒状となったフィルムを縦および横にシールして袋を製造する機械である。また、製袋包装機3は、後述する製袋包装システム50(図8参照)が有する複数の製袋包装機の中に含まれている。
【0040】
被包装物は、製袋包装機3の上方に設けられた計量機2から、原則として所定量ずつ落下してくる。計量機2は、フィーダ、プールホッパ24、計量ホッパ25、集合排出シュート26などから構成される組合せ計量装置である。
【0041】
製袋包装機3は、被包装物の袋詰めを行う本体部分である製袋包装ユニット5(図3参照)と、この製袋包装ユニット5に袋となるフィルムFを供給するフィルム供給ユニット6と、両ユニット5,6等の駆動部分の動きを制御する第1制御部20(図2参照)とから構成されている。
【0042】
[フィルム供給ユニット6]
フィルム供給ユニット6は、製袋包装ユニット5の成形機構13(図3参照)に対してシート状のフィルムFを供給するユニットであって、製袋包装ユニット5に隣接して設けられている。このフィルム供給ユニット6では、第2制御部30によって選定されたフィルムロール9が搬送装置51によってストック部(ストック場所)52から製袋包装機3の横まで搬送されると(図8参照)、これを自動的に装填する。なお、第2制御部30によって選定されたフィルムロール9の自動装填(自動交換)については、後段にて詳述する。
【0043】
フィルムロール9から繰り出されるフィルムFは、フィルムロール9を回転させる送出モータ6a(図2参照)や、後述する搬送ベルト6cおよび製袋包装ユニット5のプルダウンベルト機構14の作動により製袋包装ユニット5側に引っ張られて搬送される。
【0044】
また、フィルム供給ユニット6は、図10(c)等に示すように、自動装填するフィルムロール9を支持する第1シャフト(第1支持軸)16a、第1シャフト16aの一方の端部に取り付けられており第1シャフト16aに沿って第1シャフト16aに対して相対的に移動可能なブラケット16b(移動機構、芯材除去機構、板材)、ブラケット16bを移動させるエアシリンダ16cを含む支持部16を、各製袋包装機3に1つずつ有している。
【0045】
第1シャフト16aは、一方の端部が開放された開放端を有し、この開放端側からフィルムロール9の芯材9aに挿入されて、フィルムロール9を片持ち支持する。なお、第1シャフト16aにおけるフィルムロール9の保持は、空気圧によって半径方向外側へ広がって芯材9aの部分を保持するエアチャックが用いられている。
【0046】
ブラケット16bは、第1シャフト16aにおける上記開放端とは反対側の端部に配置されており、第1シャフト16aに装填されたフィルムロール9の位置を決定するストッパとして機能する。そして、ブラケット16bは、エアシリンダ(駆動部)16cによって第1シャフト16aに沿って第1シャフト16aに対して相対的に開放端側へ移動することで、後述するフィルムロール9の芯材9aの除去やフィルムロール9の効果等を行う。
【0047】
エアシリンダ16cは、ブラケット16bを第1シャフト16aに沿って相対的に移動させる駆動機構であって、第1シャフト16aからみてブラケット16bの背後に配置されている。
【0048】
さらに、フィルム供給ユニット6は、図8および図10(a)等に示すように、後述するフィルムロール9の自動装填制御を行う際に、装填するフィルムロール9を搬送装置51から受け取って支持部16まで搬送する仮受け部60を備えている。
【0049】
仮受け部60は、一方の端部に開放端を有しており支持部16まで搬送するフィルムロール9を支持する第2シャフト(第2支持軸)60a、第2シャフト60aの一方の端部に取り付けられており第2シャフト60aに沿って第2シャフト60aに対して相対的に移動可能なブラケット(移動機構、板材、芯材除去機構)60b、ブラケット60bを移動させるエアシリンダ60cを有している。
【0050】
第2シャフト60aは、第1シャフト16aと同様に、一方の端部が開放された開放端を有し、この開放端側からフィルムロール9の芯材9aに挿入されて、フィルムロール9を片持ち支持する。なお、この第2シャフト60aにおいても第1シャフト16aと同様に、エアチャックによってフィルムロール9の芯材9a部分が保持される。
【0051】
ブラケット60bは、ブラケット16bと同様に、第2シャフト60aにおける上記開放端とは反対側の端部に配置されており、第2シャフト60aに装填されたフィルムロール9の位置を決定するストッパとして機能する。そして、ブラケット60bは、ブラケット16bと同じように、エアシリンダ(駆動部)60cによって第2シャフト60aに対して相対的に開放端側へ移動することで、支持しているフィルムロール9を支持部16に対して引き渡したり、芯材9aを廃棄場所53へ廃棄したりする。
【0052】
エアシリンダ60cは、ブラケット60bを第2シャフト60aに沿って相対的に移動させる駆動機構であって、第2シャフト60aからみてブラケット60bの背後に配置されている。
【0053】
なお、支持部16および仮受け部60を用いたフィルムロール9の自動装填制御、自動交換制御、芯材除去制御については、後段にて詳述する。
【0054】
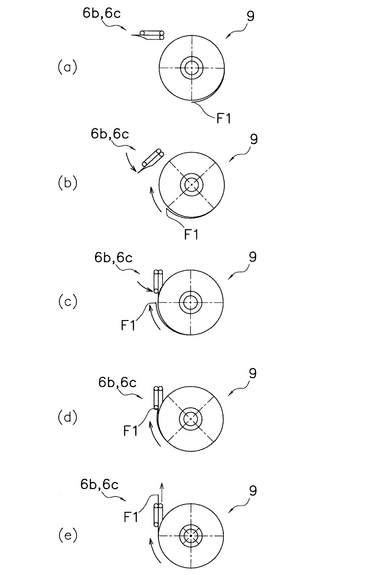
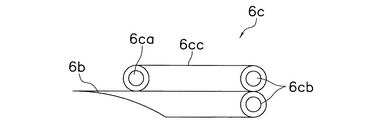
フィルム供給ユニット6は、図4(a)〜図4(e)および図5に示すように、自動的に装填されたフィルムロール9からフィルムFの終端(フィルムロール9の最も外側にくるフィルムFの端部)F1を自動的に引き出すための爪部材6bと、爪部材6bによってフィルムロール9から引き出されたフィルムFの終端F1を、下流側に配置されたオートスプライサ(フィルム継ぎ装置、スプライサ部)6dまで搬送する搬送ベルト6cとを備えている。
【0055】
爪部材6bは、図5に示すように、搬送ベルト6cの端部に取り付けられており、尖った先端部分によってフィルムロール9からフィルムFの終端F1を引っ掛けるようにして引き出す。
【0056】
搬送ベルト6cは、図5に示すように、爪部材6bとともに一体として形成されており、駆動ローラ6caと従動ローラ6cbと無端状ベルト6ccとを有している。そして、搬送ベルト6cは、爪部材6bによってフィルムロール9から引き出されたフィルムの終端F1を挟み込んで、下流側のオートスプライサ6d(図2参照)まで搬送する。
【0057】
オートスプライサ6dは、フィルムロール9から全てのフィルムFが送出されると、フィルムFの最後の端部(始端F0)を吸引して密着させる。そして、新たに装填したフィルムロール9から引き出されたフィルムFについても同様に吸引して密着させた状態とする。そして、前にセットされていたフィルムロール9のフィルムFの始端F0と、新たに装填したフィルムロール9のフィルムFの終端F1とを自動的に継ぎ合わせる。このように、直前に装填されていたフィルムロール9の端部(始端F0)と、今回新たに装填したフィルムロール9の終端F1とを継ぎ合わせることで、フィルムロール9を交換した場合でも、継続して製袋包装機3へフィルムFを供給することが可能になる。
【0058】
ここで、第1制御部20によって行われるフィルムロール9からフィルムFの終端F1を引き出す処理について、図4(a)〜図4(e)を用いて説明すれば以下の通りである。
【0059】
本実施形態の製袋包装機3では、図4(a)に示すように、装填されたフィルムロール9の近傍には爪部材6bが配置されている。
【0060】
第1制御部20は、図4(b)に示すように、フィルムFの終端F1を引っ掛ける先端部分とは反対側の端部付近を中心として爪部材6bを回動させる。そして、図4(c)に示すように、爪部材6bの先端がフィルムロール9のフィルム面に沿って0.3〜1.0mmの間隔をあけて近接する位置まで移動させる。このように、フィルムロール9を装填した後に爪部材6bを近接配置することで、フィルムロール9の装填中に爪部材6bがフィルムFに接触してフィルムFが損傷する等の問題の発生を回避することができる。
【0061】
次に、第1制御部20は、図4(c)の状態において、送出モータ6aによってフィルムロール9を1回転させる。すると、図4(d)に示すように、後述する粘着性部材9bによってフィルムロール9のフィルム面から若干浮き上がっているフィルムFの終端F1(図6(b)参照)が、爪部材6bの先端部分に引っ掛かって持ち上げられる。このとき、第1制御部20は、図4(e)に示すように、搬送ベルト6cを駆動させているため、フィルムFの終端F1はそのまま下流側へと自動的に搬送される。そして、第1制御部20は、フィルムロール9からフィルムFの終端F1を引き出した後、爪部材6bを再度回動させて元の待機位置へ戻す。
【0062】
搬送ベルト6cによって下流側へと搬送されたフィルムFの終端F1は、下流側に配置されたオートスプライサ6d(図2参照)まで搬送され、ここで前に装填されていたフィルムロール9のフィルムFの端部と継ぎ合わせられる。
【0063】
[製袋包装ユニット5]
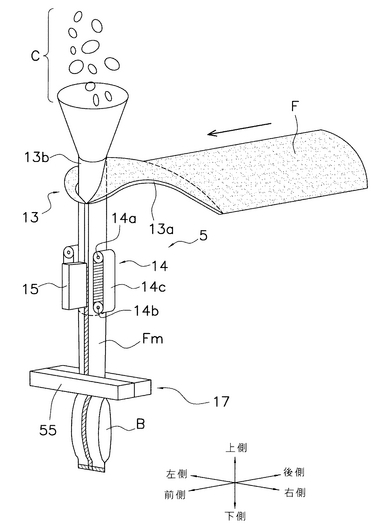
製袋包装ユニット5は、図3に示すように、シート状で送られてくるフィルムFを筒状に成形する成形機構13と、筒状となったフィルムF(以下、筒状フィルムFmという。)を下方に搬送するプルダウンベルト機構14と、筒状フィルムFmの重なり部分を縦にシールする縦シール機構15と、筒状フィルムFmを横にシールすることで袋Bの上下の端部を封止する横シール機構17とを有している。
【0064】
<成形機構13>
成形機構13は、チューブ13bと、フォーマー13aとを有している。チューブ13bは、円筒形状の部材であり、上下端が開口している。このチューブ13bの上端の開口部には、計量機2で計量された被包装物Cが投入される。フォーマー13aは、チューブ13bを取り囲むように配置されている。このフォーマー13aの形状は、フィルムロール9から繰り出されてきたシート状のフィルムFがフォーマー13aとチューブ13bとの間を通るときに筒状に成形されるような形状となっている(図3参照)。また、成形機構13のチューブ13bやフォーマー13aは、製造する袋の大きさに応じて取り替えることができる。
【0065】
<プルダウンベルト機構14>
プルダウンベルト機構14は、チューブ13bに巻き付いた筒状フィルムFmを吸着して下方に搬送する機構であり、図3に示すように、チューブ13bを挟んで左右両側にそれぞれベルト14cが設けられている。プルダウンベルト機構14では、吸着機能を有するベルト14cを駆動ローラ14aおよび従動ローラ14bによって回して筒状フィルムFmを下方に運ぶ。なお、図3においては、駆動ローラ14a等を回転させるローラ駆動モータの図示を省略している。
【0066】
<縦シール機構15>
縦シール機構15は、チューブ13bに巻き付いた筒状フィルムFmの重なり部分を、一定の圧力でチューブ13bに押しつけながら加熱して縦にシールする機構である。この縦シール機構15は、チューブ13bの正面側に位置しており、ヒーターや、そのヒーターにより加熱され筒状フィルムFmの重なり部分に接触するヒータベルトを有している。また、縦シール機構15は、図示しないが、ヒータベルトをチューブ13bに近づけたり遠ざけたりするための駆動装置も備えている。
【0067】
<横シール機構17>
横シール機構17は、成形機構13、プルダウンベルト機構14および縦シール機構15の下方に配置されている。横シール機構17は、図3に示すように、ヒーターを内蔵する一対のシールジョー55を含む機構である。
【0068】
一対のシールジョー55は、互いに押しつけ合うようにして筒状フィルムFmを挟持し、袋の上下のそれぞれの端部となる筒状フィルムFmの一部に圧力および熱を加えてシールを施す。
【0069】
[第1制御部20]
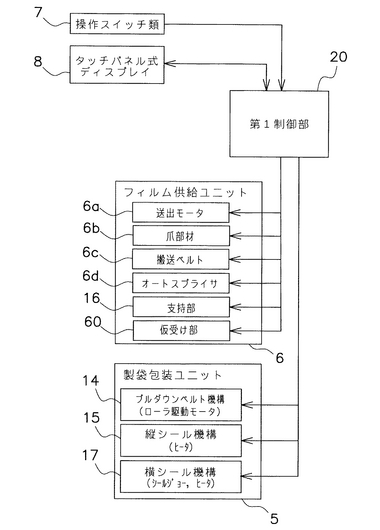
第1制御部20は、計量機2、製袋包装機3における各種制御を行うものであって、CPU、ROM、RAMなどから構成されており、各製袋包装機3の内部に備えられている。また、第1制御部20は、図1および図2に示す操作スイッチ類7やタッチパネル式ディスプレイ8から入力された操作や設定に従って各種制御を行う。
【0070】
具体的には、第1制御部20は、フィルム供給ユニット6においてフィルムロール9を回転させてフィルムFを送り出す送出モータ6a、フィルムロール9からフィルムFの終端F1を引き出す爪部材6b、爪部材6bによって引き出された終端F1を下流側へ搬送する搬送ベルト6c、搬送ベルト6cによって搬送されたフィルムFの終端F1と前のフィルムロール9の切れ端とを継ぎ合わせるオートスプライサ6d、フィルムロール9を支持する支持部16、フィルムロール9を搬送装置51から支持部16まで搬送する仮受け部60、製袋包装ユニット5の各機構の駆動部分などを制御する。
【0071】
さらに、第1制御部20は、計量機2のフィーダ(図示せず)、プールホッパ24、計量ホッパ25などの駆動を制御する。さらに、第1制御部20は、製袋包装機3において、計量機2および製袋包装機3にある各種センサから必要な情報を取り込み、その情報を各種制御において利用する。
【0072】
また、第1制御部20は、連続的に計量および製袋包装を行う連続運転制御に加え、間欠的に計量および製袋包装を行う間欠運転制御を行うことができる。間欠運転制御では、製袋包装機3において、フィルム供給ユニット6から間欠的にフィルムFが製袋包装ユニット5へと供給され、製袋包装ユニット5において袋が間欠的に製造される。
【0073】
特に、第1制御部20は、後述するフィルムロール9の自動装填、自動交換、芯材除去等を行う際には、支持部16および仮受け部60においてブラケット16b,60bを移動させるエアシリンダ(駆動部)16c,60cの駆動を制御する。
【0074】
[フィルムロール9]
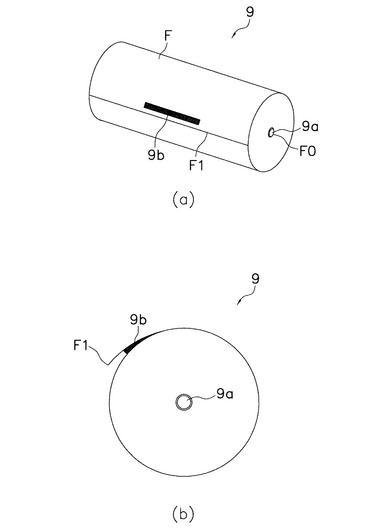
本実施形態では、製袋包装機3に搭載されるフィルムロールとして、図6(a)および図6(b)に示すようなフィルムロール9を用いている。
【0075】
すなわち、本実施形態のフィルムロール9は、芯材9aに巻回された長尺のフィルムFと、フィルム面とフィルムFの終端F1とを仮固定する粘着性部材9bと、によって構成されている。このように、フィルムFの終端F1をフィルムロール9に対して仮固定することで、フィルムロール9の搬送中等において、フィルムFの終端F1がフィルムロール9から離れてトラブル発生の原因となることを回避することができる。
【0076】
フィルムFの終端F1を仮固定する粘着性部材9bは、図6(a)および図6(b)に示すように、フィルムFの終端F1から10数ミリ内側(フィルムFの搬送方向から見て上流側、フィルムFの始端F0側)の部分の裏面側(フィルムFとの接触側)と、終端F1の部分が上に重なるフィルムロール9の部分の表面側(終端F1部分との接触側)と、の間に配置されている。そして、粘着性部材9bは、図6(b)に示すように、フィルムロール9の内側から終端F1側に近づくにつれて厚みが大きくなるように形成されている。このため、本実施形態のフィルムロール9では、フィルムロール9からフィルムFの終端F1をその下のフィルム面から0.5〜1.0mm程度浮き上がらせることができる。また、粘着性部材9bは、均一の厚さではなく、終端F1側に近づくにつれて厚みが大きくなっている。このため、粘着性部材9bが接着されている位置よりも内側のフィルムFの部分がフィルムロール9から浮き上がってフィルムFが損傷したりトラブルが発生したりすることを回避できる。このように、フィルムロール9から終端F1だけを必要最小限だけフィルム面から浮き上がらせることで、フィルムロール9のフィルムFが損傷することなく、終端F1を引き出し易いフィルムロール9を得ることができる。
【0077】
粘着性部材9bとしては、両面テープが用いられている。なお、この粘着性部材9bは、通常の粘着テープと比較して粘着力が小さい、いわゆる弱粘性の粘着力を有していることが好ましい。このような弱粘性の粘着性部材9bを用いることにより、フィルムロール9の搬送中等ではフィルム面にくっついており、支持部16に装填された後にはフィルムロール9からフィルムFの終端F1を引き出し易くすることができる。
【0078】
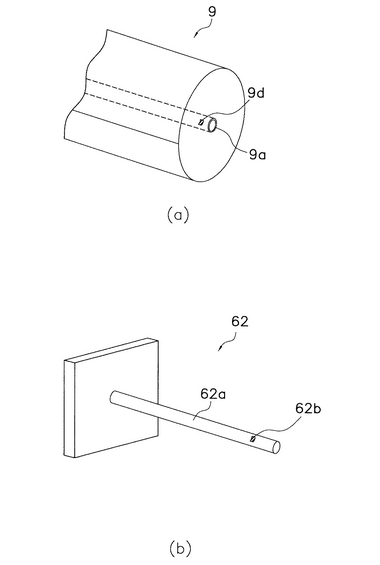
また、それぞれのフィルムロール9には、図7(a)に示すように、IDタグ(記憶部)9dが取り付けられている。IDタグ9dは、各フィルムロール9に対応する商品に関するデータや、フィルムFの巾、材質等のデータ、ストック部52に搬入された日時、フィルムFの残量等のデータを記憶しており、図9の制御ブロック図に含まれる記憶部31に相当する。そして、このIDタグ9dに記憶されたデータは、図7(b)に示すように、ストック部52においてフィルムロール9を支持しているストック支持部62の第3シャフト62aに取り付けられた読取部62bによって読み取られる。
【0079】
[製袋包装システム50の構成]
本実施形態の製袋包装システム50は、図8および図9に示すように、上述した製袋包装機3を複数備えており、各製袋包装機3に対してフィルムロール9の選定から装填、交換、芯材除去までを自動的に行うシステムである。
【0080】
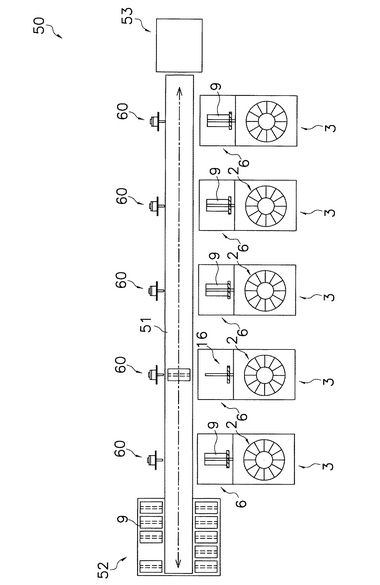
製袋包装システム50は、図8に示すように、上述した製袋包装機3を5台備えている。そして、製袋包装システム50は、新たに装填する(あるいは支持部16から取り外された)フィルムロール9を搬送する搬送装置51、フィルムロール9を複数格納したストック部52および芯材9aや不要なフィルムF等の廃棄場所53を備えている。
【0081】
搬送装置51は、無端状の搬送ベルトを回転させて搬送ベルト上の物品を搬送するベルトコンベアであって、第2制御部30において選定されたフィルムロール9を、装填される製袋包装機3の横まで搬送する。
【0082】
ストック部52は、図7(b)に示すストック支持部62を複数備えており、製袋包装機3において現在使用されていない複数のフィルムロール9を格納した自動倉庫である。なお、図8に示す平面図では、フィルムロール9を格納する場所が10箇所記載されているが、実際にはこの格納場所は複数段に渡って設けられており、数10本のフィルムロール9を格納する。
【0083】
ストック支持部62は、第3シャフト62a、読取部62bを有している。そして、ストック支持部62は、第2制御部30において新たに製袋包装機3に装填されるフィルムロール9が選定されると、このフィルムロール9を支持しているストック支持部62が搬送装置51まで移動してフィルムロール9を搬送装置51に引き渡す。なお、ストック部52におけるストック支持部62から搬送装置51へのフィルムロール9の引渡しについては、上述した支持部16や仮受け部60が有しているブラケット16b,60bをエアシリンダ16c,60c等の駆動機構によって移動させて行うことができる。
【0084】
第3シャフト62aは、フィルムロール9の芯材9aの中に挿入される棒状の部材であって、ストック部52においてフィルムロール9を支持する。
【0085】
読取部62bは、各フィルムロール9の芯材9aに取り付けられているIDタグ9d(図7(a)参照)に記憶されている各フィルムロール9ごとの各種データを読み取って、第2制御部30へ送信する。
【0086】
[第2制御部30]
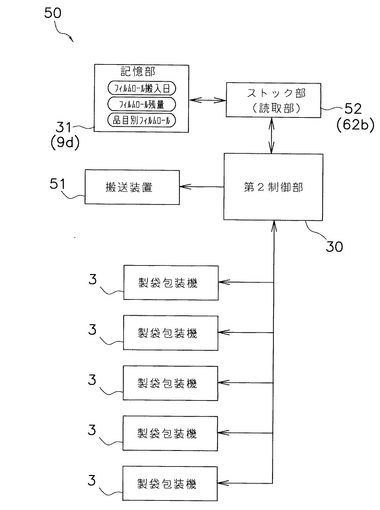
第2制御部30は、CPU、ROM、RAMなどから構成されており、製袋包装システム50を構成するいずれか1つの製袋包装機3の内部に第1制御部20とともに備えられている。また、第2制御部30は、製袋包装システム50を構成する複数の製袋包装機3、搬送装置51、ストック部52に接続されている。そして、第2制御部30は、製袋包装システム50における各製袋包装機3に対するフィルムロール9の自動装填制御、芯材9aの自動除去制御等の製袋包装システム50全体における各種制御を行う。
【0087】
また、第2制御部30は、ストック部52に格納されている複数のフィルムロール9に取り付けられているIDタグ9dに記憶された情報を読み取る読取部62bから各フィルムロール9の個別情報(対応する商品、フィルムの巾、材質、搬入日、フィルム残量)を受信する。これにより、第2制御部30は、フィルムロール9の自動装填制御を行う場合には、読取部62bから受信したフィルムロール9の個別情報に基づいて、装填先である製袋包装機3に対応するフィルムロール9の選定を行うとともに、ストック部52からフィルムロール9を取り出す。
【0088】
さらに、第2制御部30は、選定したフィルムロール9を搬送装置51によって製袋包装機3の横まで搬送し、第1制御部20を介して各製袋包装機3においてフィルムロール9の自動装填を行わせる。
【0089】
<製袋包装システム50におけるフィルムロールの自動装填(交換)制御>
本実施形態の製袋包装システム50では、各製袋包装機3においてフィルムロール9の自動装填を行う際には、図9に示す記憶部31(IDタグ9d(図7(a)参照))に格納されている各種データに基づいて、図8に示すストック部52に格納された複数のフィルムロール9の中から適正なフィルムロール9の選定を行う。
【0090】
記憶部31(IDタグ9d)に格納されている各種データとしては、フィルムロール9のフィルムFの材質、幅等と製袋包装機3において包装される商品とを対応付けした品目別フィルムロールのデータ、フィルムロール9の搬入日に関するデータ、フィルムロール9のフィルム残量に関するデータ等がある。
【0091】
具体的には、製袋包装機3に対して新たにフィルムロール9を装填する場合には、第2制御部30は、まず、上記品目別フィルムロールのデータに基づいて、製袋包装機3において包装される商品に対応するフィルムロール9を、ストック部52に複数格納されているフィルムロール9の中から選定する。次に、対応する同種のフィルムロール9が複数ある場合には、記憶部31に格納されているフィルムロール搬入日のデータに基づいて、同種のフィルムロール9の中から最も搬入日が古いフィルムロール9を選定する。これにより、同種のフィルムロールがストック部52に複数ある場合には搬入日が古いものから優先して使用することができる。
【0092】
さらに、第2制御部30は、同じ搬入日に同種のフィルムロール9が複数搬入されている場合には、同じく記憶部31に格納されているフィルムロール9のフィルムFの残量に関するデータに基づいて、最もフィルム残量の少ないフィルムロール9を選定する。これにより、同種で搬入日が同じフィルムロール9については、フィルムロール9に残っているフィルムFの残量に基づいて少ないフィルムロール9を優先させて選定することができる。この結果、少しずつフィルムFが残ったフィルムロール9が大量に残されて、ストック部52におけるフィルムロール9の在庫が増えることを防止できる。
【0093】
なお、作業者によって生産計画に基づくその日のフィルムFの使用量が入力されているような場合には、第2制御部30は、その日のフィルムFの使用量と記憶部31に記憶されているフィルム残量とを比較する。ここで、その日のフィルムFの使用予定量が装填されたフィルムロール9のフィルム残量を上回っている場合には、同種のフィルムロール9をストック部52から取り出して搬送装置51によって運転中の製袋包装機3の横まで搬送して待機させる。
【0094】
以上のように、その日の運転中にフィルムロール9からフィルムFがなくなってしまうことが分かっている場合には、リアルタイムの生産状況とリンクさせて同種のフィルムロール9をその製袋包装機3の横まで搬送して待機させておくことで、フィルムFが切れた際のフィルムロール9の装填を効率よく行うことが可能になる。さらに、フィルムロール9の選定を自動化することで、作業者によって行われるフィルムロール9の選定と比較してフィルムロール9の交換のタイミングや選定間違い等の発生を防止できる。
【0095】
ここで、このように第2制御部30によって選定されたフィルムロール9を各製袋包装機3に対して自動装填する際の工程について、図10(a)〜図10(c)を用いて説明すれば以下の通りである。
【0096】
最初に、第2制御部30によって選定されたフィルムロール9は、ストック部52から取り出されて搬送装置51によってこのフィルムロール9を装填する製袋包装機3の横まで搬送される(図8の左から2番目の製袋包装機3横参照)。
【0097】
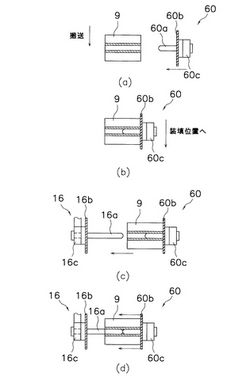
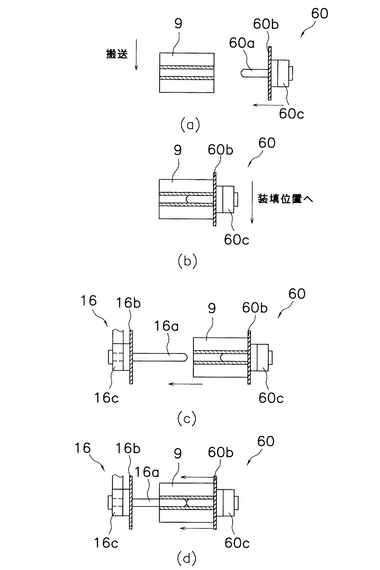
ここで、図10(a)に示すように、製袋包装機3に対して配置された仮受け部60が、搬送装置51上のフィルムロール9の位置まで移動する。
【0098】
そして、仮受け部60は、図10(b)に示すように、第2シャフト60aを開放端側からフィルムロール9の芯材9aの内部へ挿入してフィルムロール9を支持する。
【0099】
第2シャフト60aによって支持されたフィルムロール9は、図10(b)に示す支持状態のまま製袋包装機3への装填位置まで搬送される。製袋包装機3における装填位置では、図示しない位置決めセンサによって第1シャフト16aと第2シャフト60aのセンター同士を合致させる。そして、図10(c)に示すように、支持部16の第1シャフト16aの開放端と仮受け部60の第2シャフト60aの開放端とが対向し、かつ第1シャフト16aと第2シャフト60aとが一直線上(同軸上)にさせる。
【0100】
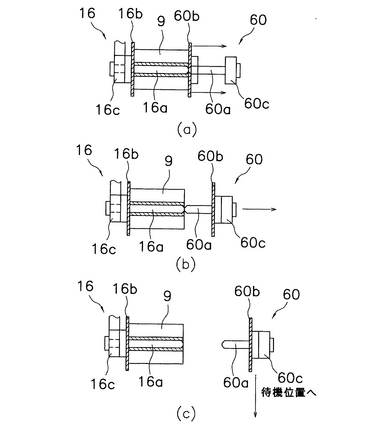
この状態において、図10(d)に示すように、仮受け部60のブラケット60bがエアシリンダ(駆動部)60cによって第2シャフト60aに対して相対的に開放端側へ前進する。これにより、フィルムロール9が、図11(a)に示すように、ブラケット60bに押し出されるように仮受け部60から支持部16側へと移動する。この結果、フィルムロール9を仮受け部60から支持部16に対して引き渡すことができる。仮受け部60からフィルムロール9を引き渡された支持部16では、第1シャフト16aのエアチャックによってフィルムロール9を保持する。
【0101】
また、フィルムロール9を引き渡した仮受け部60は、図11(b)に示すように、エアシリンダ60cによってブラケット60bを元の位置へ戻し、図11(c)に示すように、搬送装置51横の待機位置まで移動する。
【0102】
以上のような工程により、本実施形態の製袋包装システム50では、従来は作業者によって行われていたフィルムロール9の選定から装填までの作業を自動的に行うことができる。この結果、生産効率を向上させることができるとともに、重労働であったフィルムロール9の装填作業等を自動化することで生産ラインの省力化、負荷低減が図れる。
【0103】
なお、現在製袋包装機3に装填されているフィルムロール9を別のフィルムロール9に交換する場合には、上述したフィルムロール9の自動装填制御を行う前に、第2制御部30によって、以下のように制御される。
【0104】
すなわち、まず、製袋包装機3の支持部16において現在フィルムロール9を支持している第1シャフト16aと第2シャフト60aとが、互いの開放端同士が対向して一直線上になる位置へ仮受け部60を移動させる(図11(b)参照)。
【0105】
そして、支持部16の第1シャフト16aにおけるエアチャックを解除した後、エアシリンダ16cによってブラケット16bを移動させてフィルムロール9を仮受け部60に対して引き渡す。支持部16からフィルムロール9を受け取った仮受け部60は、搬送装置51上へ移動してフィルムロール9を搬送装置51へ引き渡す。このとき、フィルムロール9の引渡しは、エアシリンダ60cによってブラケット60bを移動させて行われる。
【0106】
続いて、フィルムロール9は、搬送装置51によってストック部52へと搬送され、ストック部52において現在空いているストック支持部62によって支持される。ストック支持部62において支持されたフィルムロール9は、読取部62bによってIDタグ9dに記憶されたフィルム残量等の情報が読み取られて第2制御部30へ送信される。
【0107】
これにより、従来は作業者によって行われていた製袋包装機3に装填中のフィルムロール9の取り外し作業を、製袋包装機3が自動的に行うことができる。この結果、フィルムロール9の取り外し、装填までの全ての工程を自動化した製袋包装システム50を構築することができる。
【0108】
<製袋包装システム50による芯材除去制御>
製袋包装機3のフィルム供給ユニット6においてフィルムロール9のフィルムFを全て供給して芯材9aだけが残されている場合には、新たなフィルムロール9を装填する前に、この芯材9aを第1シャフト16aから除去する必要がある。本実施形態の製袋包装システム50では、この芯材9aの除去についても、第2制御部30が第1制御部20を介して自動的に行う。
【0109】
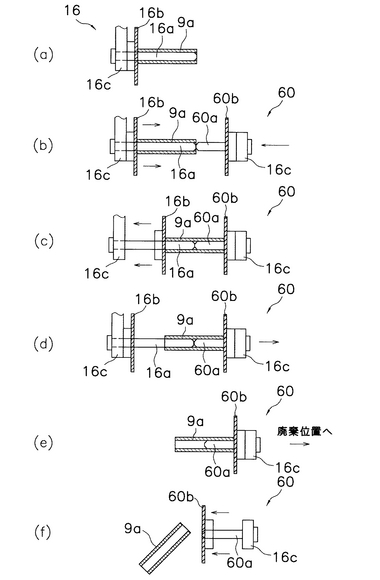
すなわち、第2制御部30は、図12(a)に示すように、フィルムFが全て供給されて芯材9aだけが残された状態になると、図12(b)に示すように、仮受け部60を支持部16の前まで移動させる。このとき、上述したフィルムロール9の装填時と同様に、図示しない位置決めセンサによって第1シャフト16aと第2シャフト60aとのセンターを合致させる。そして、互いの開放端同士を対向させ、かつ第1シャフト16aと第2シャフト60aとが一直線上(同軸上)になるように仮受け部60を移動させる。
【0110】
そして、この状態のまま、支持部16におけるエアチャックを解除した後、図12(c)に示すように、エアシリンダ16cによってブラケット16bを第1シャフト16aに対して開放端側へ相対移動させる。これにより、第1シャフト16aに支持された芯材9aを、仮受け部60の第2シャフト60a側へ移動させることができる。
【0111】
続いて、図12(d)に示す状態で、第2シャフト60aにおいて芯材9aをエアチャックし、第2シャフト60aで芯材9aを保持する。そして、図12(e)に示すように、仮受け部60を廃棄場所53(図8参照)まで移動させる。
【0112】
廃棄場所53まで移動した仮受け部60は、図12(f)に示すように、エアチャックを解除した後、エアシリンダ60cによってブラケット60bを第2シャフト60aに対して相対的に移動させて、第2シャフト60aから芯材9aを廃棄する。
【0113】
以上のように、芯材9aの廃棄についても支持部16および仮受け部60を用いて自動的に行うことで、さらに自動化が進んだ製袋包装システム50を構築することができる。この結果、生産効率の向上、生産ラインの省力化、負荷低減が図れる。
【0114】
[本製袋包装機3の特徴]
(1)
本実施形態の製袋包装機3では、図10(a)〜図11(c)に示すように、フィルムロール9を片持ち支持する第2シャフト60aを有する仮受け部60を用いて、ストック部52内の複数のフィルムロール9の中から選定されたフィルムロール9を自動的に片持ち支持の支持部16に装填する。具体的には、まず、仮受け部60によって装填するフィルムロール9を受け取り、一方の端部に開放端を有する第2シャフト60aと、支持部16の一方の端部に開放端を有する第1シャフト16aとが、互いの開放端同士が対向し、かつ一直線上になる位置まで仮受け部60を移動させる。この状態において、仮受け部60のブラケット60bをエアシリンダ60cによって上記開放端側へ第2シャフト60aに対して相対移動させる。すると、ブラケット60bによってフィルムロール9が押し出されるようにして支持部16の第1シャフト16a側へ移動して支持部16へ引き渡される。
【0115】
これにより、第2制御部30によって選定されて製袋包装機3の横まで搬送されてきたフィルムロール9を、作業者の手を介すことなく自動的に支持部16へ装填することができる。この結果、重量が大きいフィルムロール9の装填作業を完全自動化することで、作業者の負担の軽減、生産性の向上、生産ラインの省力化等が図れる。
【0116】
(2)
本実施形態の製袋包装機3では、仮受け部60において受け取ったフィルムロール9を支持部16に対して引き渡すための移動機構として、図10(a)〜図11(c)に示すように、第2シャフト60aの開放端とは反対側の端部に移動可能な状態で取り付けられたブラケット60bおよびブラケット60bを駆動するエアシリンダ60cを用いている。
【0117】
これにより、ブラケット60bという板材とエアシリンダ60cという駆動機構とを組み合わせた簡易な構成により、フィルムロール9を仮受け部60から支持部16に対して引き渡すことができる。
【0118】
(3)
本実施形態の製袋包装機3では、支持部16の第1シャフト16aに対してフィルムロール9を引き渡した仮受け部60は、図8に示す搬送装置51の近傍の待機位置へ戻される。
【0119】
これにより、次に搬送装置51によってストック部52から搬送されてきたフィルムロール9をすぐに受け取って、支持部16に対して引き渡すことができる。この結果、フィルムロール9の装填工程における作業効率を向上させることができる。
【0120】
(4)
本実施形態の製袋包装機3では、フィルムロール9から全てのフィルムFが使い切られて第1シャフト16aに残された芯材9aを、図12(a)〜図12(f)に示すように、第1シャフト16aから自動的に除去する芯材除去機構(ブラケット16b、エアシリンダ16c)を備えている。
【0121】
これにより、第1シャフト16aに残されたフィルムロール9の芯材9aを自動的に除去して、新しいフィルムロール9を自動装填することができる。よって、従来は作業者によって行われていた芯材9aの除去を自動化して、さらに生産効率の向上が図れる。
【0122】
(5)
本実施形態の製袋包装機3では、第1シャフト16aに残された芯材9aを、図12(a)〜図12(f)に示すように、第1シャフト16aに対して開放端側へ相対移動するブラケット16bおよびブラケット16bを駆動するエアシリンダ16cによって除去する。
【0123】
これにより、ブラケット16bという板材と、エアシリンダ16cという単純な駆動機構とを組み合わせた簡易な構成により、芯材9a支持部16から容易に除去することができる。
【0124】
(6)
本実施形態の製袋包装機3では、第1シャフト16aに支持されたフィルムロール9が芯材9aの状態になると、図12(a)〜図12(f)に示すように、仮受け部60が支持部16の側方まで移動する。そして、第2シャフト60aが支持部16の第1シャフト16aに対して、互いの開放端同士が対向し、かつ一直線上に並ぶ位置まで仮受け部60を移動させる。ここで、支持部16は、エアシリンダ16cによってブラケット16bを開放端側へ駆動して、芯材9aを仮受け部60の第2シャフト60aへ引き渡す。そして、仮受け部60は、受け取った芯材9aを廃棄場所53まで搬送して廃棄する。
【0125】
これにより、仮受け部60を利用して芯材9aを確実に廃棄場所53まで搬送することができる。この結果、芯材9aが製袋包装システム50内に散乱してトラブルが発生することを回避するとともに、作業性の向上が図れる。
【0126】
(7)
本実施形態の製袋包装機3では、フィルムロール9を支持する支持部16を単数設けている。
【0127】
ここで、本実施形態の製袋包装機3は、上述のようにフィルムロール9の装填、交換、芯材除去等の作業を自動化することで、生産効率の向上を図っている。このため、従来の製袋包装機のように複数のフィルムロールを装填していなくても、フィルムロールの交換に伴う生産性の低下を最小限に抑制することができる。よって、フィルムロール9を単数支持する製袋包装機であっても、フィルムロールの交換に伴って生じる生産性の低下という問題の発生を最小限に抑制することができるとともに、装置の小型化、構成の簡略化が図れる。
【0128】
(8)
本実施形態の製袋包装機3では、支持部16に装填したフィルムロール9について、フィルムFの終端F1を自動的に引き出すための部材として、図4(a)〜図4(e)および図5に示すように、装填されたフィルムロール9のフィルム面にその先端部分が近接配置される爪部材6bを備えている。
【0129】
これにより、装填されたフィルムロール9を送出モータ6aによって回転させることで、爪部材6bの先端部分によってフィルムFの終端F1を引っ掛けて、フィルムロール9から容易に引き出すことができる。よって、フィルムロール9の選定から装填、交換、芯材9aの除去、終端F1の引き出しまでを自動化した製袋包装機3を提供することができる。
【0130】
(9)
本実施形態の製袋包装機3では、図4(e)および図5に示すように、上記爪部材6bによってフィルムロール9から引き出されたフィルムFの終端F1を、下流側に配置されたオートスプライサ6dまで搬送する搬送ベルト6cを備えている。
【0131】
これにより、フィルムロール9から引き出したフィルムFの終端F1を、自動的にオートスプライサ6dまで搬送して、前に装填されていたフィルムロールのフィルム端と自動的に継ぎ合わせることができる。よって、フィルムロール9を新たに装填した後、早急に製袋包装機3の運転を開始することができる。
【0132】
[他の実施形態]
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。
【0133】
(A)
上記実施形態では、図8に示すように、製袋包装システム50に含まれる各製袋包装機3が個々に対応する仮受け部60を有している例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0134】
例えば、1つの製袋包装システム50に対して1つの仮受け部60が搬送装置51の近傍に配置されており、1つの仮受け部60によって全ての製袋包装機3に対するフィルムロール9の自動装填、自動交換、芯材除去等を行ってもよい。
【0135】
また、反対に、1つの製袋包装機3に対して複数の仮受け部60が設けられており、一方でフィルムロール9の交換、装填、他方で芯材9aの除去等を行う製袋包装機3であってもよい。この場合には、芯材9aの除去と新たなフィルムロール9の装填とをほぼ同時に行うことができるため、さらに生産性の向上が図れる。
【0136】
(B)
上記実施形態では、製袋包装システム50全体の制御を行う第2制御部30が、各製袋包装機3の制御を行う第1制御部20を介して、フィルムロール9の自動装填、交換、芯材除去等の制御を行う例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0137】
例えば、第2制御部30はフィルムロール9の選定〜搬送のみを行い、搬送装置51によって搬送されたフィルムロール9の自動装填、交換、芯材除去については、各製袋包装機3の第1制御部20において行ってもよい。
【0138】
(C)
上記実施形態では、支持部16および仮受け部60におけるブラケット16b,60bの移動をエアシリンダ16c,60cによって行う例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0139】
例えば、ボールねじ等の他の駆動機構を用いてブラケット16b,60bを第1・第2シャフト16a,60aに対して開放端側へ相対移動させてもよい。
【0140】
(D)
上記実施形態では、フィルムロール9の選定に際して、同種のフィルムロールについてはフィルムロール9の搬入日に基づいて搬入日が古いものから優先して選定し、搬入日が同じフィルムロールについてはフィルム残量の少ないものから優先して選定する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0141】
例えば、搬入日よりもフィルム残量を優先させてフィルムロール9の選定を行なってもよいし、いずれか一方の選定条件だけで同種のフィルムロール9の選定を行なってもよい。
【0142】
(E)
上記実施形態では、フィルムロール9のフィルムFが全て供給されて第1シャフト16aに残された芯材9aを廃棄する際には、仮受け部60によって芯材9aを受け取って廃棄場所まで搬送して廃棄する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0143】
例えば、支持部16の下部に芯材9aを廃棄場所まで搬送する搬送装置や廃棄用のボックス等が設けられている場合には、仮受け部60によって芯材9aを受け取らずに第1シャフト16aにおいてそのままブラケット16bを移動させて芯材9aを落下させて廃棄してもよい。
【0144】
(F)
上記実施形態では、製袋包装機3を制御する第1制御部20と、製袋包装システム50を制御する第2制御部30とが別々に設けられている例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0145】
例えば、第1制御部と第2制御部とが1つの制御部として、製袋包装システム50全体を制御するとともに、各製袋包装機3を制御してもよい。
【0146】
(G)
上記実施形態では、製袋包装システム50が5台の製袋包装機3を備えており、各製袋包装機3に対するフィルムロール9の自動交換、自動装填の制御を行う例を挙げて説明した。しかし、本発明は製袋包装システム50に含まれる製袋包装機3の台数について上記実施形態に限定されるものではない。
【0147】
例えば、製袋包装システム50に含まれる製袋包装機3が1台であってもよいし、10台以上の製袋包装機3を含むシステムであってもよい。
【0148】
(H)
上記実施形態では、フィルムロール9のフィルムFの終端F1を、仮固定する粘着性部材9bとして、両面テープを用いた例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0149】
例えば、粘着性部材として、ミクロ吸盤を表裏面に有するミクロ吸盤シートを用いてもよい。この場合には、両面テープ等の粘着テープを使用した場合と比較して、フィルムFの表面に粘着成分を残さずにフィルムFの終端F1の仮固定を行うことができる。
【0150】
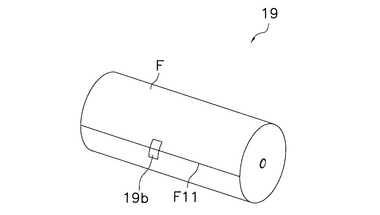
さらに、粘着性部材として、図13に示すように、終端F19の上から貼り付けられる粘着テープ19b等を採用したフィルムロール19であってもよい。
【0151】
ただし、上記実施形態のように、フィルムFの終端F1の部分とその下のフィルム面との間に両面テープ等を挟んで終端F1の仮固定を行った場合には、終端F1をフィルムロール9のフィルム面から若干浮き上がらせることができ、爪部材6bによって引き剥がしやすくなる点では、粘着性部材を終端F1とその下のフィルム面との間に配置することがより好ましい。
【0152】
(I)
上記実施形態では、自動交換するロール体としてフィルムロール9,19を自動交換する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0153】
例えば、フィルムロール以外にも、製袋した袋を取り付けるストリップテープや印字用のリボン等のロール体の自動交換に対して仮受け部60等の本発明の各構成を適用することで、上記と同様の効果を得ることができる。
【0154】
(J)
上記実施形態では、装填したフィルムロール9からフィルムFの終端F1を引き出して下流側へ搬送するための部材として、図5に示す爪部材6b、搬送ベルト6c等を用いた例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0155】
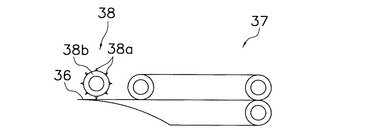
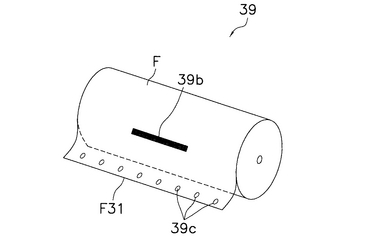
例えば、図14に示すように、爪部材36と搬送ベルト37とが一体化された部材の爪部材36の近傍に引出し搬送ローラ38を配置したものを用いてもよい。図14に示す引出し搬送ローラ38は、回転駆動されるロール体38bの表面に突起38aが形成されており、例えば、図15に示すように、粘着性部材39bによって仮固定されたフィルムFの終端F31部分に複数の孔39cが形成されたフィルムロール39からフィルムFの終端F31を引き出す際に使用される。
【0156】
具体的には、装填したフィルムロール39に対して爪部材36等を近接配置した後、フィルムロール39を回転させて爪部材36によってフィルムFの終端F31を引き上げる。そして、引出し搬送ローラ38を回転駆動させる。このとき、フィルムFの終端F31部分には孔39cが形成されているため、引出し搬送ロール38の突起38aが孔39cに入り込んでフィルムFの終端F31を下流側へと搬送する。これによれば、爪部材36によって引き出したフィルムFの終端F31をよりスムーズに下流側へ搬送することができる。
【産業上の利用可能性】
【0157】
本発明の包装機は、フィルムロールの自動装填、交換等を効率よく行うことができるという効果を奏することから、フィルムロールを装填、交換等する各種装置に対して広く適用可能である。
【図面の簡単な説明】
【0158】
【図1】本発明の一実施形態に係る製袋包装機および計量機の概略斜視図。
【図2】図1の製袋包装機の制御ブロック図。
【図3】図1の製袋包装機の製袋包装ユニットの概略を示す斜視構成図。
【図4】(a)〜(e)は、装填されたフィルムロールからフィルムの終端を引き出す工程を示す説明図。
【図5】図4(a)〜図4(e)に示すフィルムロールからフィルムの終端を引き出す際に用いられる爪部材、搬送ベルトの概略的な構成を示す側面図。
【図6】(a)は、図1の製袋包装機に装填されるフィルムロールを示す斜視図。 (b)は、その側面図。
【図7】(a)は、フィルムロールに取り付けられたIDタグを示す斜視図。 (b)は、フィルムロールに取り付けられたIDタグと読取装置との関係を示す図。
【図8】図1の製袋包装機を複数含む製袋包装システムの概略的な構成を示す平面図。
【図9】図8の製袋包装システムを構成する制御ブロック図。
【図10】(a)〜(d)は、図1の製袋包装機が備えている支持部に対してフィルムロールを自動装填する工程を示す説明図。
【図11】(a)〜(c)は、図10(a)〜図10(d)に示すフィルムロールを自動装填する工程の続きの工程を示す説明図。
【図12】(a)〜(f)は、製袋包装機3の支持部から芯材を除去する工程を示す説明図。
【図13】本発明の他の実施形態に係る製袋包装機に装填されるフィルムロールを示す斜視図。
【図14】本発明のさらに他の実施形態に係る製袋包装機が備えているフィルムロールからフィルムの終端を引き出す爪部材周辺の構成を示す図。
【図15】図14に示す製袋包装機に装填されるフィルムロールのさらに他の例を示す斜視図。
【符号の説明】
【0159】
2 計量機
3 製袋包装機(包装機)
5 製袋包装ユニット
6 フィルム供給ユニット
6a 送出モータ
6b 爪部材
6c 搬送ベルト(フィルム搬送部)
6d オートスプライサ(スプライサ部)
9 フィルムロール
9a 紙管(芯材)
9b 粘着性部材
9d IDタグ(記憶部)
13 成形機構
15 縦シール機構
16 支持部
16a 第1シャフト(第1支持軸)
16b ブラケット(移動機構、板材)
16c エアシリンダ(駆動機構)
17 横シール機構
19 フィルムロール
20 第1制御部
30 第2制御部
31 記憶部
36 爪部材
37 搬送ベルト
38 引出しローラ
38a 突起
38b 回転ローラ
39 フィルムロール
39c 孔
50 製袋包装システム(フィルムロールの自動交換システム)
51 搬送装置
52 ストック部
53 廃棄場所
55 シールジョー
60 仮受け部
60a 第2シャフト(第2支持軸)
60b ブラケット(移動機構、板材)
60c エアシリンダ(駆動機構)
F フィルム
F0 始端
F1 終端
【技術分野】
【0001】
本発明は、フィルムロールを回転させてフィルムを引き出しながら商品の包装を行う包装機であって、特にフィルムロールを自動的に装填する包装機に関する。
【背景技術】
【0002】
従来より、包装機のフィルムロールの交換は、装置の運転を一旦停止させ、人の手によってフィルムがなくなった紙管(芯材)を取り外した後、新しいフィルムロールを取り付けていた。しかし、フィルムロールは通常1000m近く紙管に巻きつけられているため、重量が数十キロにもなることから、フィルムロールの交換作業は、作業者にとって重労働であり負担が大きかった。さらに、フィルムロールの交換は運転を停止させた状態で行うため、できる限り効率よく短時間で完了させることが望ましい。
【0003】
そこで、このようなフィルムロールの交換を、機械によって自動的に行う包装機が製造されるようになっている(特許文献1,2参照)。
【0004】
例えば、特許文献1には、交換用のフィルムロールを自動的に装填する包装機が開示されている。これらの包装機によれば、現在使用中のフィルムロールから全てのフィルムが送り出された場合には、まず、紙管(ロールホルダ)を自動排出する。そして、フィルムロールの紙管を両端から支持する両持ち支持の複数のコロ(支持部)に対して、支持軸に対する垂直方向から新たなフィルムロールをガイドレールに沿って転動させて取り付けている。
【特許文献1】特開平5−97124号公報(平成5年4月20日公開)
【特許文献2】特公平7−2547号公報(平成7年1月18日公告)
【特許文献3】実開平3−129206号公報(平成3年12月25日公開)
【特許文献4】特公平8−9441号公報(平成8年1月31日公告)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の包装機では、以下に示すような問題点を有している。
【0006】
すなわち、上記公報に開示された包装機では、フィルムロールを回転軸の両側から支持する両持ち支持の構成であるため、新たなフィルムロールを回転軸に対する垂直方向から取り付ける必要がある。このため、フィルムロールを交換する際にはフィルムロールを支持する支持部材の構造を工夫する必要があるため、交換時間の延長、機構の複雑化等の問題を生じやすい。
【0007】
また、特許文献3,4には、フィルムロールを回転軸に平行な方向から挿入して交換が可能な片持ち支持の包装機について開示されているものの、フィルムロールの自動装填については何ら考慮されていない。
【0008】
本発明の課題は、フィルムロールの自動装填を簡易な構成によって効率よく行うことが可能な包装機を提供することにある。
【課題を解決するための手段】
【0009】
第1の発明に係る包装機は、フィルムロールを自動的に装填する包装機であって、第1支持軸と、仮受け部と、を備えている。第1支持軸は、一方の端部に第1開放端を有し、フィルムロールを回転可能な状態で片持ち支持する。仮受け部は、第2支持軸と、移動機構とを有している。第2支持軸は、一方の端部に第2開放端を有し、交換用のフィルムロールを搬送する搬送機構からフィルムロールを受け取って一時的に片持ち支持する。移動機構は、第2支持軸によって片持ち支持されたフィルムロールを第2開放端側へ移動させる。さらに、仮受け部は、第1開放端と第2開放端とが対向して第2支持軸が第1支持軸と一直線上になる位置まで移動すると、移動機構によってフィルムロールを第2開放端側へ移動させて第1支持軸に対してフィルムロールを引き渡す。
【0010】
ここでは、本体側においてフィルムロールを片持ちで支持する第1支持軸に対して自動的にフィルムロールを装填する包装機において、ストック場所等から搬送機構によって搬送されてくるフィルムロールを一旦受け取って片持ち支持する第2支持軸を有する仮受け部を備えている。そして、仮受け部は、第2支持軸においてフィルムロールを片持ち支持したまま、本体側の第1支持軸に対して互いの開放端が対向し、第1支持軸と第2支持軸とが一直線上(同軸上)になる位置まで移動する。ここで、仮受け部の移動機構が第1支持軸の第2開放端側へ移動して、第2支持軸と一直線上になっている第1支持軸までフィルムロールを移動させる。
【0011】
これにより、片持ち支持の第1支持軸に対して、第1支持軸の開放端側からスムーズにフィルムロールを自動的に装填することができる。この結果、例えば、両持ち支持でフィルムロールを支持する構成を有する包装機と比較して、効率よく所望のフィルムロールを自動的に装填することが可能になる。
【0012】
第2の発明に係る包装機は、第1の発明に係る包装機であって、移動機構は、第2支持軸の第2開放端とは反対側の端部に取り付けられた板材と、板材を第2開放端側へ第2支持軸に対して相対的に移動させる駆動機構と、を有している。
【0013】
ここでは、第2支持軸の第2開放端とは反対側の端部に取り付けられた板材を、第2開放端側へ移動させることで、第2支持軸から第1支持軸へのフィルムロールの受渡しを行う。
【0014】
これにより、例えば、エアシリンダ等の駆動機構によって板材を移動させることで、移動機構の構成を簡略化できる。
【0015】
第3の発明に係る包装機は、第1または第2の発明に係る包装機であって、仮受け部は、第1支持軸側へフィルムロールを移動させると、搬送機構からのフィルムロールの受け取り位置まで戻る。
【0016】
ここでは、第1支持軸に対してフィルムロールを移動させた後には、仮受け部を搬送機構からのフィルムロールの受け取り位置に戻って待機させる。
【0017】
これにより、次に装填するフィルムロールをすぐに受け取って効率よく次回の装填を行うことができる。
【0018】
第4の発明に係る包装機は、第1から第3の発明のいずれか1つに係る包装機であって、フィルムロールを構成するフィルムを巻き付けた芯材を、第1支持軸の第1開放端側から取り外す芯材除去機構をさらに備えている。
【0019】
ここでは、フィルムロールからフィルムを使い切ると、芯材除去機構によってフィルムが巻きつけられていた芯材が第1支持軸の第1開放端側から除去される。
【0020】
これにより、フィルムロールのフィルムを使い切った場合には、最初に芯材を第1支持軸から自動的に除去することで第1支持軸を新たなフィルムロールを取り付け可能な状態とすることができる。この結果、すぐに上記仮受け部によって新しいフィルムロールを第1支持軸に装填することができる。
【0021】
第5の発明に係る包装機は、第4の発明に係る包装機であって、芯材除去機構は、第1支持軸の第1開放端とは反対側の端部に取り付けられた板材と、板材を第1開放端側へ第1支持軸に対して相対的に移動させる駆動機構と、を有している。
【0022】
ここでは、第1支持軸の第1開放端とは反対側に設けられた板材を、第1支持軸に対して相対的に第1開放端側へ移動させることで芯材を除去する。
【0023】
これにより、例えば、エアシリンダ等の駆動機構によって板材を移動させることで、芯材除去機構の構成を簡略化できる。
【0024】
第6の発明に係る包装機は、第4または第5の発明に係る包装機であって、仮受け部は、第1支持軸においてフィルムロールが芯材の状態になると、第2開放端と第1開放端とが対向し第2支持軸が第1支持軸と一直線上になる位置まで移動する。そして、芯材除去機構によって第1支持軸から除去される芯材を第2支持軸において第2開放端側から受け取って所定の排出位置まで搬送する。
【0025】
ここでは、第1支持軸から除去されるフィルムロールの芯材を、互いの開放端を介して仮受け部の第2支持軸で受け取り、所定の廃棄場所まで搬送する。
【0026】
これにより、仮受け部は、第1支持軸から受け取った芯材を、廃棄場所において板材を第2支持軸の第2開放端側へ移動させることで廃棄することができる。これにより、仮受け部をフィルムロールの取り付け時だけでなく、芯材の廃棄時にも使用することができる。さらに、芯材を所定の廃棄場所まで搬送することで、芯材が包装機の周辺に散乱してトラブルが発生する等の問題を回避できる。
【0027】
第7の発明に係る包装機は、第1から第6の発明のいずれか1つに係る包装機であって、第1支持軸は、単数設けられている。
【0028】
ここでは、フィルムロールを単数保持している。
【0029】
ここで、本発明の包装機は、上述のように効率よくフィルムロールの自動装填が可能であるため、複数のフィルムロールを装置内に保持している必要がない。この結果、装置の小型化、構成の簡略化が図れる。
【0030】
第8の発明に係る包装機は、第1から第7の発明のいずれか1つに係る包装機であって、フィルムロールのフィルム面に対して近接配置されてフィルムの終端を引き出す爪部材をさらに備えている。
【0031】
ここでは、新たなフィルムロールを装填した後、フィルムロールに巻かれたフィルムの終端を引き出すために、フィルムロールのフィルム面に対して近接して配置された爪部材を用いている。
【0032】
これにより、フィルムロールを回転させることにより、フィルムに対して近接配置させた爪部材によってフィルムの終端を引っ掛けてフィルムロールから浮き上がらせて容易に引き出すことができる。
【0033】
なお、爪部材の材質としては、滑り性のよい樹脂等であることが望ましい。これにより、爪部材がフィルムロールに当たってフィルムに傷が入る等の不具合の発生を回避することができる。
【0034】
第9の発明に係る包装機は、第8の発明に係る包装機であって、爪部材によってフィルムロールから引き出されたフィルムの終端を、フィルム同士の継ぎ目を接続するスプライサ部まで搬送するフィルム搬送部を、さらに備えている。
【0035】
ここでは、フィルム搬送部によって、フィルムロールから引き出したフィルムの終端を包装機のスプライサ部まで搬送する。
【0036】
これにより、爪部材によってフィルムロールから引き出したフィルムの終端をそのままフィルム同士の継ぎ目を形成するスプライサ部まで搬送することで、包装機の運転をすぐに開始することができる。なお、フィルム搬送部としては、ローラ間にフィルムを挟んで搬送する一対のローラ対等を用いることができる。
【発明の効果】
【0037】
本発明の包装機によれば、両持ち支持でフィルムロールを支持する構成を有する包装機と比較して、効率よく所望のフィルムロールを自動的に装填することが可能になる。
【発明を実施するための最良の形態】
【0038】
本発明の一実施形態に係る製袋包装機(包装機)について、図1〜図12(b)を用いて説明すれば以下の通りである。
【0039】
[製袋包装機3の構成]
本実施形態に係る製袋包装機3は、図1に示すように、被包装物となるポテトチップス等の食品をフィルムで覆い、筒状となったフィルムを縦および横にシールして袋を製造する機械である。また、製袋包装機3は、後述する製袋包装システム50(図8参照)が有する複数の製袋包装機の中に含まれている。
【0040】
被包装物は、製袋包装機3の上方に設けられた計量機2から、原則として所定量ずつ落下してくる。計量機2は、フィーダ、プールホッパ24、計量ホッパ25、集合排出シュート26などから構成される組合せ計量装置である。
【0041】
製袋包装機3は、被包装物の袋詰めを行う本体部分である製袋包装ユニット5(図3参照)と、この製袋包装ユニット5に袋となるフィルムFを供給するフィルム供給ユニット6と、両ユニット5,6等の駆動部分の動きを制御する第1制御部20(図2参照)とから構成されている。
【0042】
[フィルム供給ユニット6]
フィルム供給ユニット6は、製袋包装ユニット5の成形機構13(図3参照)に対してシート状のフィルムFを供給するユニットであって、製袋包装ユニット5に隣接して設けられている。このフィルム供給ユニット6では、第2制御部30によって選定されたフィルムロール9が搬送装置51によってストック部(ストック場所)52から製袋包装機3の横まで搬送されると(図8参照)、これを自動的に装填する。なお、第2制御部30によって選定されたフィルムロール9の自動装填(自動交換)については、後段にて詳述する。
【0043】
フィルムロール9から繰り出されるフィルムFは、フィルムロール9を回転させる送出モータ6a(図2参照)や、後述する搬送ベルト6cおよび製袋包装ユニット5のプルダウンベルト機構14の作動により製袋包装ユニット5側に引っ張られて搬送される。
【0044】
また、フィルム供給ユニット6は、図10(c)等に示すように、自動装填するフィルムロール9を支持する第1シャフト(第1支持軸)16a、第1シャフト16aの一方の端部に取り付けられており第1シャフト16aに沿って第1シャフト16aに対して相対的に移動可能なブラケット16b(移動機構、芯材除去機構、板材)、ブラケット16bを移動させるエアシリンダ16cを含む支持部16を、各製袋包装機3に1つずつ有している。
【0045】
第1シャフト16aは、一方の端部が開放された開放端を有し、この開放端側からフィルムロール9の芯材9aに挿入されて、フィルムロール9を片持ち支持する。なお、第1シャフト16aにおけるフィルムロール9の保持は、空気圧によって半径方向外側へ広がって芯材9aの部分を保持するエアチャックが用いられている。
【0046】
ブラケット16bは、第1シャフト16aにおける上記開放端とは反対側の端部に配置されており、第1シャフト16aに装填されたフィルムロール9の位置を決定するストッパとして機能する。そして、ブラケット16bは、エアシリンダ(駆動部)16cによって第1シャフト16aに沿って第1シャフト16aに対して相対的に開放端側へ移動することで、後述するフィルムロール9の芯材9aの除去やフィルムロール9の効果等を行う。
【0047】
エアシリンダ16cは、ブラケット16bを第1シャフト16aに沿って相対的に移動させる駆動機構であって、第1シャフト16aからみてブラケット16bの背後に配置されている。
【0048】
さらに、フィルム供給ユニット6は、図8および図10(a)等に示すように、後述するフィルムロール9の自動装填制御を行う際に、装填するフィルムロール9を搬送装置51から受け取って支持部16まで搬送する仮受け部60を備えている。
【0049】
仮受け部60は、一方の端部に開放端を有しており支持部16まで搬送するフィルムロール9を支持する第2シャフト(第2支持軸)60a、第2シャフト60aの一方の端部に取り付けられており第2シャフト60aに沿って第2シャフト60aに対して相対的に移動可能なブラケット(移動機構、板材、芯材除去機構)60b、ブラケット60bを移動させるエアシリンダ60cを有している。
【0050】
第2シャフト60aは、第1シャフト16aと同様に、一方の端部が開放された開放端を有し、この開放端側からフィルムロール9の芯材9aに挿入されて、フィルムロール9を片持ち支持する。なお、この第2シャフト60aにおいても第1シャフト16aと同様に、エアチャックによってフィルムロール9の芯材9a部分が保持される。
【0051】
ブラケット60bは、ブラケット16bと同様に、第2シャフト60aにおける上記開放端とは反対側の端部に配置されており、第2シャフト60aに装填されたフィルムロール9の位置を決定するストッパとして機能する。そして、ブラケット60bは、ブラケット16bと同じように、エアシリンダ(駆動部)60cによって第2シャフト60aに対して相対的に開放端側へ移動することで、支持しているフィルムロール9を支持部16に対して引き渡したり、芯材9aを廃棄場所53へ廃棄したりする。
【0052】
エアシリンダ60cは、ブラケット60bを第2シャフト60aに沿って相対的に移動させる駆動機構であって、第2シャフト60aからみてブラケット60bの背後に配置されている。
【0053】
なお、支持部16および仮受け部60を用いたフィルムロール9の自動装填制御、自動交換制御、芯材除去制御については、後段にて詳述する。
【0054】
フィルム供給ユニット6は、図4(a)〜図4(e)および図5に示すように、自動的に装填されたフィルムロール9からフィルムFの終端(フィルムロール9の最も外側にくるフィルムFの端部)F1を自動的に引き出すための爪部材6bと、爪部材6bによってフィルムロール9から引き出されたフィルムFの終端F1を、下流側に配置されたオートスプライサ(フィルム継ぎ装置、スプライサ部)6dまで搬送する搬送ベルト6cとを備えている。
【0055】
爪部材6bは、図5に示すように、搬送ベルト6cの端部に取り付けられており、尖った先端部分によってフィルムロール9からフィルムFの終端F1を引っ掛けるようにして引き出す。
【0056】
搬送ベルト6cは、図5に示すように、爪部材6bとともに一体として形成されており、駆動ローラ6caと従動ローラ6cbと無端状ベルト6ccとを有している。そして、搬送ベルト6cは、爪部材6bによってフィルムロール9から引き出されたフィルムの終端F1を挟み込んで、下流側のオートスプライサ6d(図2参照)まで搬送する。
【0057】
オートスプライサ6dは、フィルムロール9から全てのフィルムFが送出されると、フィルムFの最後の端部(始端F0)を吸引して密着させる。そして、新たに装填したフィルムロール9から引き出されたフィルムFについても同様に吸引して密着させた状態とする。そして、前にセットされていたフィルムロール9のフィルムFの始端F0と、新たに装填したフィルムロール9のフィルムFの終端F1とを自動的に継ぎ合わせる。このように、直前に装填されていたフィルムロール9の端部(始端F0)と、今回新たに装填したフィルムロール9の終端F1とを継ぎ合わせることで、フィルムロール9を交換した場合でも、継続して製袋包装機3へフィルムFを供給することが可能になる。
【0058】
ここで、第1制御部20によって行われるフィルムロール9からフィルムFの終端F1を引き出す処理について、図4(a)〜図4(e)を用いて説明すれば以下の通りである。
【0059】
本実施形態の製袋包装機3では、図4(a)に示すように、装填されたフィルムロール9の近傍には爪部材6bが配置されている。
【0060】
第1制御部20は、図4(b)に示すように、フィルムFの終端F1を引っ掛ける先端部分とは反対側の端部付近を中心として爪部材6bを回動させる。そして、図4(c)に示すように、爪部材6bの先端がフィルムロール9のフィルム面に沿って0.3〜1.0mmの間隔をあけて近接する位置まで移動させる。このように、フィルムロール9を装填した後に爪部材6bを近接配置することで、フィルムロール9の装填中に爪部材6bがフィルムFに接触してフィルムFが損傷する等の問題の発生を回避することができる。
【0061】
次に、第1制御部20は、図4(c)の状態において、送出モータ6aによってフィルムロール9を1回転させる。すると、図4(d)に示すように、後述する粘着性部材9bによってフィルムロール9のフィルム面から若干浮き上がっているフィルムFの終端F1(図6(b)参照)が、爪部材6bの先端部分に引っ掛かって持ち上げられる。このとき、第1制御部20は、図4(e)に示すように、搬送ベルト6cを駆動させているため、フィルムFの終端F1はそのまま下流側へと自動的に搬送される。そして、第1制御部20は、フィルムロール9からフィルムFの終端F1を引き出した後、爪部材6bを再度回動させて元の待機位置へ戻す。
【0062】
搬送ベルト6cによって下流側へと搬送されたフィルムFの終端F1は、下流側に配置されたオートスプライサ6d(図2参照)まで搬送され、ここで前に装填されていたフィルムロール9のフィルムFの端部と継ぎ合わせられる。
【0063】
[製袋包装ユニット5]
製袋包装ユニット5は、図3に示すように、シート状で送られてくるフィルムFを筒状に成形する成形機構13と、筒状となったフィルムF(以下、筒状フィルムFmという。)を下方に搬送するプルダウンベルト機構14と、筒状フィルムFmの重なり部分を縦にシールする縦シール機構15と、筒状フィルムFmを横にシールすることで袋Bの上下の端部を封止する横シール機構17とを有している。
【0064】
<成形機構13>
成形機構13は、チューブ13bと、フォーマー13aとを有している。チューブ13bは、円筒形状の部材であり、上下端が開口している。このチューブ13bの上端の開口部には、計量機2で計量された被包装物Cが投入される。フォーマー13aは、チューブ13bを取り囲むように配置されている。このフォーマー13aの形状は、フィルムロール9から繰り出されてきたシート状のフィルムFがフォーマー13aとチューブ13bとの間を通るときに筒状に成形されるような形状となっている(図3参照)。また、成形機構13のチューブ13bやフォーマー13aは、製造する袋の大きさに応じて取り替えることができる。
【0065】
<プルダウンベルト機構14>
プルダウンベルト機構14は、チューブ13bに巻き付いた筒状フィルムFmを吸着して下方に搬送する機構であり、図3に示すように、チューブ13bを挟んで左右両側にそれぞれベルト14cが設けられている。プルダウンベルト機構14では、吸着機能を有するベルト14cを駆動ローラ14aおよび従動ローラ14bによって回して筒状フィルムFmを下方に運ぶ。なお、図3においては、駆動ローラ14a等を回転させるローラ駆動モータの図示を省略している。
【0066】
<縦シール機構15>
縦シール機構15は、チューブ13bに巻き付いた筒状フィルムFmの重なり部分を、一定の圧力でチューブ13bに押しつけながら加熱して縦にシールする機構である。この縦シール機構15は、チューブ13bの正面側に位置しており、ヒーターや、そのヒーターにより加熱され筒状フィルムFmの重なり部分に接触するヒータベルトを有している。また、縦シール機構15は、図示しないが、ヒータベルトをチューブ13bに近づけたり遠ざけたりするための駆動装置も備えている。
【0067】
<横シール機構17>
横シール機構17は、成形機構13、プルダウンベルト機構14および縦シール機構15の下方に配置されている。横シール機構17は、図3に示すように、ヒーターを内蔵する一対のシールジョー55を含む機構である。
【0068】
一対のシールジョー55は、互いに押しつけ合うようにして筒状フィルムFmを挟持し、袋の上下のそれぞれの端部となる筒状フィルムFmの一部に圧力および熱を加えてシールを施す。
【0069】
[第1制御部20]
第1制御部20は、計量機2、製袋包装機3における各種制御を行うものであって、CPU、ROM、RAMなどから構成されており、各製袋包装機3の内部に備えられている。また、第1制御部20は、図1および図2に示す操作スイッチ類7やタッチパネル式ディスプレイ8から入力された操作や設定に従って各種制御を行う。
【0070】
具体的には、第1制御部20は、フィルム供給ユニット6においてフィルムロール9を回転させてフィルムFを送り出す送出モータ6a、フィルムロール9からフィルムFの終端F1を引き出す爪部材6b、爪部材6bによって引き出された終端F1を下流側へ搬送する搬送ベルト6c、搬送ベルト6cによって搬送されたフィルムFの終端F1と前のフィルムロール9の切れ端とを継ぎ合わせるオートスプライサ6d、フィルムロール9を支持する支持部16、フィルムロール9を搬送装置51から支持部16まで搬送する仮受け部60、製袋包装ユニット5の各機構の駆動部分などを制御する。
【0071】
さらに、第1制御部20は、計量機2のフィーダ(図示せず)、プールホッパ24、計量ホッパ25などの駆動を制御する。さらに、第1制御部20は、製袋包装機3において、計量機2および製袋包装機3にある各種センサから必要な情報を取り込み、その情報を各種制御において利用する。
【0072】
また、第1制御部20は、連続的に計量および製袋包装を行う連続運転制御に加え、間欠的に計量および製袋包装を行う間欠運転制御を行うことができる。間欠運転制御では、製袋包装機3において、フィルム供給ユニット6から間欠的にフィルムFが製袋包装ユニット5へと供給され、製袋包装ユニット5において袋が間欠的に製造される。
【0073】
特に、第1制御部20は、後述するフィルムロール9の自動装填、自動交換、芯材除去等を行う際には、支持部16および仮受け部60においてブラケット16b,60bを移動させるエアシリンダ(駆動部)16c,60cの駆動を制御する。
【0074】
[フィルムロール9]
本実施形態では、製袋包装機3に搭載されるフィルムロールとして、図6(a)および図6(b)に示すようなフィルムロール9を用いている。
【0075】
すなわち、本実施形態のフィルムロール9は、芯材9aに巻回された長尺のフィルムFと、フィルム面とフィルムFの終端F1とを仮固定する粘着性部材9bと、によって構成されている。このように、フィルムFの終端F1をフィルムロール9に対して仮固定することで、フィルムロール9の搬送中等において、フィルムFの終端F1がフィルムロール9から離れてトラブル発生の原因となることを回避することができる。
【0076】
フィルムFの終端F1を仮固定する粘着性部材9bは、図6(a)および図6(b)に示すように、フィルムFの終端F1から10数ミリ内側(フィルムFの搬送方向から見て上流側、フィルムFの始端F0側)の部分の裏面側(フィルムFとの接触側)と、終端F1の部分が上に重なるフィルムロール9の部分の表面側(終端F1部分との接触側)と、の間に配置されている。そして、粘着性部材9bは、図6(b)に示すように、フィルムロール9の内側から終端F1側に近づくにつれて厚みが大きくなるように形成されている。このため、本実施形態のフィルムロール9では、フィルムロール9からフィルムFの終端F1をその下のフィルム面から0.5〜1.0mm程度浮き上がらせることができる。また、粘着性部材9bは、均一の厚さではなく、終端F1側に近づくにつれて厚みが大きくなっている。このため、粘着性部材9bが接着されている位置よりも内側のフィルムFの部分がフィルムロール9から浮き上がってフィルムFが損傷したりトラブルが発生したりすることを回避できる。このように、フィルムロール9から終端F1だけを必要最小限だけフィルム面から浮き上がらせることで、フィルムロール9のフィルムFが損傷することなく、終端F1を引き出し易いフィルムロール9を得ることができる。
【0077】
粘着性部材9bとしては、両面テープが用いられている。なお、この粘着性部材9bは、通常の粘着テープと比較して粘着力が小さい、いわゆる弱粘性の粘着力を有していることが好ましい。このような弱粘性の粘着性部材9bを用いることにより、フィルムロール9の搬送中等ではフィルム面にくっついており、支持部16に装填された後にはフィルムロール9からフィルムFの終端F1を引き出し易くすることができる。
【0078】
また、それぞれのフィルムロール9には、図7(a)に示すように、IDタグ(記憶部)9dが取り付けられている。IDタグ9dは、各フィルムロール9に対応する商品に関するデータや、フィルムFの巾、材質等のデータ、ストック部52に搬入された日時、フィルムFの残量等のデータを記憶しており、図9の制御ブロック図に含まれる記憶部31に相当する。そして、このIDタグ9dに記憶されたデータは、図7(b)に示すように、ストック部52においてフィルムロール9を支持しているストック支持部62の第3シャフト62aに取り付けられた読取部62bによって読み取られる。
【0079】
[製袋包装システム50の構成]
本実施形態の製袋包装システム50は、図8および図9に示すように、上述した製袋包装機3を複数備えており、各製袋包装機3に対してフィルムロール9の選定から装填、交換、芯材除去までを自動的に行うシステムである。
【0080】
製袋包装システム50は、図8に示すように、上述した製袋包装機3を5台備えている。そして、製袋包装システム50は、新たに装填する(あるいは支持部16から取り外された)フィルムロール9を搬送する搬送装置51、フィルムロール9を複数格納したストック部52および芯材9aや不要なフィルムF等の廃棄場所53を備えている。
【0081】
搬送装置51は、無端状の搬送ベルトを回転させて搬送ベルト上の物品を搬送するベルトコンベアであって、第2制御部30において選定されたフィルムロール9を、装填される製袋包装機3の横まで搬送する。
【0082】
ストック部52は、図7(b)に示すストック支持部62を複数備えており、製袋包装機3において現在使用されていない複数のフィルムロール9を格納した自動倉庫である。なお、図8に示す平面図では、フィルムロール9を格納する場所が10箇所記載されているが、実際にはこの格納場所は複数段に渡って設けられており、数10本のフィルムロール9を格納する。
【0083】
ストック支持部62は、第3シャフト62a、読取部62bを有している。そして、ストック支持部62は、第2制御部30において新たに製袋包装機3に装填されるフィルムロール9が選定されると、このフィルムロール9を支持しているストック支持部62が搬送装置51まで移動してフィルムロール9を搬送装置51に引き渡す。なお、ストック部52におけるストック支持部62から搬送装置51へのフィルムロール9の引渡しについては、上述した支持部16や仮受け部60が有しているブラケット16b,60bをエアシリンダ16c,60c等の駆動機構によって移動させて行うことができる。
【0084】
第3シャフト62aは、フィルムロール9の芯材9aの中に挿入される棒状の部材であって、ストック部52においてフィルムロール9を支持する。
【0085】
読取部62bは、各フィルムロール9の芯材9aに取り付けられているIDタグ9d(図7(a)参照)に記憶されている各フィルムロール9ごとの各種データを読み取って、第2制御部30へ送信する。
【0086】
[第2制御部30]
第2制御部30は、CPU、ROM、RAMなどから構成されており、製袋包装システム50を構成するいずれか1つの製袋包装機3の内部に第1制御部20とともに備えられている。また、第2制御部30は、製袋包装システム50を構成する複数の製袋包装機3、搬送装置51、ストック部52に接続されている。そして、第2制御部30は、製袋包装システム50における各製袋包装機3に対するフィルムロール9の自動装填制御、芯材9aの自動除去制御等の製袋包装システム50全体における各種制御を行う。
【0087】
また、第2制御部30は、ストック部52に格納されている複数のフィルムロール9に取り付けられているIDタグ9dに記憶された情報を読み取る読取部62bから各フィルムロール9の個別情報(対応する商品、フィルムの巾、材質、搬入日、フィルム残量)を受信する。これにより、第2制御部30は、フィルムロール9の自動装填制御を行う場合には、読取部62bから受信したフィルムロール9の個別情報に基づいて、装填先である製袋包装機3に対応するフィルムロール9の選定を行うとともに、ストック部52からフィルムロール9を取り出す。
【0088】
さらに、第2制御部30は、選定したフィルムロール9を搬送装置51によって製袋包装機3の横まで搬送し、第1制御部20を介して各製袋包装機3においてフィルムロール9の自動装填を行わせる。
【0089】
<製袋包装システム50におけるフィルムロールの自動装填(交換)制御>
本実施形態の製袋包装システム50では、各製袋包装機3においてフィルムロール9の自動装填を行う際には、図9に示す記憶部31(IDタグ9d(図7(a)参照))に格納されている各種データに基づいて、図8に示すストック部52に格納された複数のフィルムロール9の中から適正なフィルムロール9の選定を行う。
【0090】
記憶部31(IDタグ9d)に格納されている各種データとしては、フィルムロール9のフィルムFの材質、幅等と製袋包装機3において包装される商品とを対応付けした品目別フィルムロールのデータ、フィルムロール9の搬入日に関するデータ、フィルムロール9のフィルム残量に関するデータ等がある。
【0091】
具体的には、製袋包装機3に対して新たにフィルムロール9を装填する場合には、第2制御部30は、まず、上記品目別フィルムロールのデータに基づいて、製袋包装機3において包装される商品に対応するフィルムロール9を、ストック部52に複数格納されているフィルムロール9の中から選定する。次に、対応する同種のフィルムロール9が複数ある場合には、記憶部31に格納されているフィルムロール搬入日のデータに基づいて、同種のフィルムロール9の中から最も搬入日が古いフィルムロール9を選定する。これにより、同種のフィルムロールがストック部52に複数ある場合には搬入日が古いものから優先して使用することができる。
【0092】
さらに、第2制御部30は、同じ搬入日に同種のフィルムロール9が複数搬入されている場合には、同じく記憶部31に格納されているフィルムロール9のフィルムFの残量に関するデータに基づいて、最もフィルム残量の少ないフィルムロール9を選定する。これにより、同種で搬入日が同じフィルムロール9については、フィルムロール9に残っているフィルムFの残量に基づいて少ないフィルムロール9を優先させて選定することができる。この結果、少しずつフィルムFが残ったフィルムロール9が大量に残されて、ストック部52におけるフィルムロール9の在庫が増えることを防止できる。
【0093】
なお、作業者によって生産計画に基づくその日のフィルムFの使用量が入力されているような場合には、第2制御部30は、その日のフィルムFの使用量と記憶部31に記憶されているフィルム残量とを比較する。ここで、その日のフィルムFの使用予定量が装填されたフィルムロール9のフィルム残量を上回っている場合には、同種のフィルムロール9をストック部52から取り出して搬送装置51によって運転中の製袋包装機3の横まで搬送して待機させる。
【0094】
以上のように、その日の運転中にフィルムロール9からフィルムFがなくなってしまうことが分かっている場合には、リアルタイムの生産状況とリンクさせて同種のフィルムロール9をその製袋包装機3の横まで搬送して待機させておくことで、フィルムFが切れた際のフィルムロール9の装填を効率よく行うことが可能になる。さらに、フィルムロール9の選定を自動化することで、作業者によって行われるフィルムロール9の選定と比較してフィルムロール9の交換のタイミングや選定間違い等の発生を防止できる。
【0095】
ここで、このように第2制御部30によって選定されたフィルムロール9を各製袋包装機3に対して自動装填する際の工程について、図10(a)〜図10(c)を用いて説明すれば以下の通りである。
【0096】
最初に、第2制御部30によって選定されたフィルムロール9は、ストック部52から取り出されて搬送装置51によってこのフィルムロール9を装填する製袋包装機3の横まで搬送される(図8の左から2番目の製袋包装機3横参照)。
【0097】
ここで、図10(a)に示すように、製袋包装機3に対して配置された仮受け部60が、搬送装置51上のフィルムロール9の位置まで移動する。
【0098】
そして、仮受け部60は、図10(b)に示すように、第2シャフト60aを開放端側からフィルムロール9の芯材9aの内部へ挿入してフィルムロール9を支持する。
【0099】
第2シャフト60aによって支持されたフィルムロール9は、図10(b)に示す支持状態のまま製袋包装機3への装填位置まで搬送される。製袋包装機3における装填位置では、図示しない位置決めセンサによって第1シャフト16aと第2シャフト60aのセンター同士を合致させる。そして、図10(c)に示すように、支持部16の第1シャフト16aの開放端と仮受け部60の第2シャフト60aの開放端とが対向し、かつ第1シャフト16aと第2シャフト60aとが一直線上(同軸上)にさせる。
【0100】
この状態において、図10(d)に示すように、仮受け部60のブラケット60bがエアシリンダ(駆動部)60cによって第2シャフト60aに対して相対的に開放端側へ前進する。これにより、フィルムロール9が、図11(a)に示すように、ブラケット60bに押し出されるように仮受け部60から支持部16側へと移動する。この結果、フィルムロール9を仮受け部60から支持部16に対して引き渡すことができる。仮受け部60からフィルムロール9を引き渡された支持部16では、第1シャフト16aのエアチャックによってフィルムロール9を保持する。
【0101】
また、フィルムロール9を引き渡した仮受け部60は、図11(b)に示すように、エアシリンダ60cによってブラケット60bを元の位置へ戻し、図11(c)に示すように、搬送装置51横の待機位置まで移動する。
【0102】
以上のような工程により、本実施形態の製袋包装システム50では、従来は作業者によって行われていたフィルムロール9の選定から装填までの作業を自動的に行うことができる。この結果、生産効率を向上させることができるとともに、重労働であったフィルムロール9の装填作業等を自動化することで生産ラインの省力化、負荷低減が図れる。
【0103】
なお、現在製袋包装機3に装填されているフィルムロール9を別のフィルムロール9に交換する場合には、上述したフィルムロール9の自動装填制御を行う前に、第2制御部30によって、以下のように制御される。
【0104】
すなわち、まず、製袋包装機3の支持部16において現在フィルムロール9を支持している第1シャフト16aと第2シャフト60aとが、互いの開放端同士が対向して一直線上になる位置へ仮受け部60を移動させる(図11(b)参照)。
【0105】
そして、支持部16の第1シャフト16aにおけるエアチャックを解除した後、エアシリンダ16cによってブラケット16bを移動させてフィルムロール9を仮受け部60に対して引き渡す。支持部16からフィルムロール9を受け取った仮受け部60は、搬送装置51上へ移動してフィルムロール9を搬送装置51へ引き渡す。このとき、フィルムロール9の引渡しは、エアシリンダ60cによってブラケット60bを移動させて行われる。
【0106】
続いて、フィルムロール9は、搬送装置51によってストック部52へと搬送され、ストック部52において現在空いているストック支持部62によって支持される。ストック支持部62において支持されたフィルムロール9は、読取部62bによってIDタグ9dに記憶されたフィルム残量等の情報が読み取られて第2制御部30へ送信される。
【0107】
これにより、従来は作業者によって行われていた製袋包装機3に装填中のフィルムロール9の取り外し作業を、製袋包装機3が自動的に行うことができる。この結果、フィルムロール9の取り外し、装填までの全ての工程を自動化した製袋包装システム50を構築することができる。
【0108】
<製袋包装システム50による芯材除去制御>
製袋包装機3のフィルム供給ユニット6においてフィルムロール9のフィルムFを全て供給して芯材9aだけが残されている場合には、新たなフィルムロール9を装填する前に、この芯材9aを第1シャフト16aから除去する必要がある。本実施形態の製袋包装システム50では、この芯材9aの除去についても、第2制御部30が第1制御部20を介して自動的に行う。
【0109】
すなわち、第2制御部30は、図12(a)に示すように、フィルムFが全て供給されて芯材9aだけが残された状態になると、図12(b)に示すように、仮受け部60を支持部16の前まで移動させる。このとき、上述したフィルムロール9の装填時と同様に、図示しない位置決めセンサによって第1シャフト16aと第2シャフト60aとのセンターを合致させる。そして、互いの開放端同士を対向させ、かつ第1シャフト16aと第2シャフト60aとが一直線上(同軸上)になるように仮受け部60を移動させる。
【0110】
そして、この状態のまま、支持部16におけるエアチャックを解除した後、図12(c)に示すように、エアシリンダ16cによってブラケット16bを第1シャフト16aに対して開放端側へ相対移動させる。これにより、第1シャフト16aに支持された芯材9aを、仮受け部60の第2シャフト60a側へ移動させることができる。
【0111】
続いて、図12(d)に示す状態で、第2シャフト60aにおいて芯材9aをエアチャックし、第2シャフト60aで芯材9aを保持する。そして、図12(e)に示すように、仮受け部60を廃棄場所53(図8参照)まで移動させる。
【0112】
廃棄場所53まで移動した仮受け部60は、図12(f)に示すように、エアチャックを解除した後、エアシリンダ60cによってブラケット60bを第2シャフト60aに対して相対的に移動させて、第2シャフト60aから芯材9aを廃棄する。
【0113】
以上のように、芯材9aの廃棄についても支持部16および仮受け部60を用いて自動的に行うことで、さらに自動化が進んだ製袋包装システム50を構築することができる。この結果、生産効率の向上、生産ラインの省力化、負荷低減が図れる。
【0114】
[本製袋包装機3の特徴]
(1)
本実施形態の製袋包装機3では、図10(a)〜図11(c)に示すように、フィルムロール9を片持ち支持する第2シャフト60aを有する仮受け部60を用いて、ストック部52内の複数のフィルムロール9の中から選定されたフィルムロール9を自動的に片持ち支持の支持部16に装填する。具体的には、まず、仮受け部60によって装填するフィルムロール9を受け取り、一方の端部に開放端を有する第2シャフト60aと、支持部16の一方の端部に開放端を有する第1シャフト16aとが、互いの開放端同士が対向し、かつ一直線上になる位置まで仮受け部60を移動させる。この状態において、仮受け部60のブラケット60bをエアシリンダ60cによって上記開放端側へ第2シャフト60aに対して相対移動させる。すると、ブラケット60bによってフィルムロール9が押し出されるようにして支持部16の第1シャフト16a側へ移動して支持部16へ引き渡される。
【0115】
これにより、第2制御部30によって選定されて製袋包装機3の横まで搬送されてきたフィルムロール9を、作業者の手を介すことなく自動的に支持部16へ装填することができる。この結果、重量が大きいフィルムロール9の装填作業を完全自動化することで、作業者の負担の軽減、生産性の向上、生産ラインの省力化等が図れる。
【0116】
(2)
本実施形態の製袋包装機3では、仮受け部60において受け取ったフィルムロール9を支持部16に対して引き渡すための移動機構として、図10(a)〜図11(c)に示すように、第2シャフト60aの開放端とは反対側の端部に移動可能な状態で取り付けられたブラケット60bおよびブラケット60bを駆動するエアシリンダ60cを用いている。
【0117】
これにより、ブラケット60bという板材とエアシリンダ60cという駆動機構とを組み合わせた簡易な構成により、フィルムロール9を仮受け部60から支持部16に対して引き渡すことができる。
【0118】
(3)
本実施形態の製袋包装機3では、支持部16の第1シャフト16aに対してフィルムロール9を引き渡した仮受け部60は、図8に示す搬送装置51の近傍の待機位置へ戻される。
【0119】
これにより、次に搬送装置51によってストック部52から搬送されてきたフィルムロール9をすぐに受け取って、支持部16に対して引き渡すことができる。この結果、フィルムロール9の装填工程における作業効率を向上させることができる。
【0120】
(4)
本実施形態の製袋包装機3では、フィルムロール9から全てのフィルムFが使い切られて第1シャフト16aに残された芯材9aを、図12(a)〜図12(f)に示すように、第1シャフト16aから自動的に除去する芯材除去機構(ブラケット16b、エアシリンダ16c)を備えている。
【0121】
これにより、第1シャフト16aに残されたフィルムロール9の芯材9aを自動的に除去して、新しいフィルムロール9を自動装填することができる。よって、従来は作業者によって行われていた芯材9aの除去を自動化して、さらに生産効率の向上が図れる。
【0122】
(5)
本実施形態の製袋包装機3では、第1シャフト16aに残された芯材9aを、図12(a)〜図12(f)に示すように、第1シャフト16aに対して開放端側へ相対移動するブラケット16bおよびブラケット16bを駆動するエアシリンダ16cによって除去する。
【0123】
これにより、ブラケット16bという板材と、エアシリンダ16cという単純な駆動機構とを組み合わせた簡易な構成により、芯材9a支持部16から容易に除去することができる。
【0124】
(6)
本実施形態の製袋包装機3では、第1シャフト16aに支持されたフィルムロール9が芯材9aの状態になると、図12(a)〜図12(f)に示すように、仮受け部60が支持部16の側方まで移動する。そして、第2シャフト60aが支持部16の第1シャフト16aに対して、互いの開放端同士が対向し、かつ一直線上に並ぶ位置まで仮受け部60を移動させる。ここで、支持部16は、エアシリンダ16cによってブラケット16bを開放端側へ駆動して、芯材9aを仮受け部60の第2シャフト60aへ引き渡す。そして、仮受け部60は、受け取った芯材9aを廃棄場所53まで搬送して廃棄する。
【0125】
これにより、仮受け部60を利用して芯材9aを確実に廃棄場所53まで搬送することができる。この結果、芯材9aが製袋包装システム50内に散乱してトラブルが発生することを回避するとともに、作業性の向上が図れる。
【0126】
(7)
本実施形態の製袋包装機3では、フィルムロール9を支持する支持部16を単数設けている。
【0127】
ここで、本実施形態の製袋包装機3は、上述のようにフィルムロール9の装填、交換、芯材除去等の作業を自動化することで、生産効率の向上を図っている。このため、従来の製袋包装機のように複数のフィルムロールを装填していなくても、フィルムロールの交換に伴う生産性の低下を最小限に抑制することができる。よって、フィルムロール9を単数支持する製袋包装機であっても、フィルムロールの交換に伴って生じる生産性の低下という問題の発生を最小限に抑制することができるとともに、装置の小型化、構成の簡略化が図れる。
【0128】
(8)
本実施形態の製袋包装機3では、支持部16に装填したフィルムロール9について、フィルムFの終端F1を自動的に引き出すための部材として、図4(a)〜図4(e)および図5に示すように、装填されたフィルムロール9のフィルム面にその先端部分が近接配置される爪部材6bを備えている。
【0129】
これにより、装填されたフィルムロール9を送出モータ6aによって回転させることで、爪部材6bの先端部分によってフィルムFの終端F1を引っ掛けて、フィルムロール9から容易に引き出すことができる。よって、フィルムロール9の選定から装填、交換、芯材9aの除去、終端F1の引き出しまでを自動化した製袋包装機3を提供することができる。
【0130】
(9)
本実施形態の製袋包装機3では、図4(e)および図5に示すように、上記爪部材6bによってフィルムロール9から引き出されたフィルムFの終端F1を、下流側に配置されたオートスプライサ6dまで搬送する搬送ベルト6cを備えている。
【0131】
これにより、フィルムロール9から引き出したフィルムFの終端F1を、自動的にオートスプライサ6dまで搬送して、前に装填されていたフィルムロールのフィルム端と自動的に継ぎ合わせることができる。よって、フィルムロール9を新たに装填した後、早急に製袋包装機3の運転を開始することができる。
【0132】
[他の実施形態]
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。
【0133】
(A)
上記実施形態では、図8に示すように、製袋包装システム50に含まれる各製袋包装機3が個々に対応する仮受け部60を有している例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0134】
例えば、1つの製袋包装システム50に対して1つの仮受け部60が搬送装置51の近傍に配置されており、1つの仮受け部60によって全ての製袋包装機3に対するフィルムロール9の自動装填、自動交換、芯材除去等を行ってもよい。
【0135】
また、反対に、1つの製袋包装機3に対して複数の仮受け部60が設けられており、一方でフィルムロール9の交換、装填、他方で芯材9aの除去等を行う製袋包装機3であってもよい。この場合には、芯材9aの除去と新たなフィルムロール9の装填とをほぼ同時に行うことができるため、さらに生産性の向上が図れる。
【0136】
(B)
上記実施形態では、製袋包装システム50全体の制御を行う第2制御部30が、各製袋包装機3の制御を行う第1制御部20を介して、フィルムロール9の自動装填、交換、芯材除去等の制御を行う例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0137】
例えば、第2制御部30はフィルムロール9の選定〜搬送のみを行い、搬送装置51によって搬送されたフィルムロール9の自動装填、交換、芯材除去については、各製袋包装機3の第1制御部20において行ってもよい。
【0138】
(C)
上記実施形態では、支持部16および仮受け部60におけるブラケット16b,60bの移動をエアシリンダ16c,60cによって行う例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0139】
例えば、ボールねじ等の他の駆動機構を用いてブラケット16b,60bを第1・第2シャフト16a,60aに対して開放端側へ相対移動させてもよい。
【0140】
(D)
上記実施形態では、フィルムロール9の選定に際して、同種のフィルムロールについてはフィルムロール9の搬入日に基づいて搬入日が古いものから優先して選定し、搬入日が同じフィルムロールについてはフィルム残量の少ないものから優先して選定する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0141】
例えば、搬入日よりもフィルム残量を優先させてフィルムロール9の選定を行なってもよいし、いずれか一方の選定条件だけで同種のフィルムロール9の選定を行なってもよい。
【0142】
(E)
上記実施形態では、フィルムロール9のフィルムFが全て供給されて第1シャフト16aに残された芯材9aを廃棄する際には、仮受け部60によって芯材9aを受け取って廃棄場所まで搬送して廃棄する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0143】
例えば、支持部16の下部に芯材9aを廃棄場所まで搬送する搬送装置や廃棄用のボックス等が設けられている場合には、仮受け部60によって芯材9aを受け取らずに第1シャフト16aにおいてそのままブラケット16bを移動させて芯材9aを落下させて廃棄してもよい。
【0144】
(F)
上記実施形態では、製袋包装機3を制御する第1制御部20と、製袋包装システム50を制御する第2制御部30とが別々に設けられている例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0145】
例えば、第1制御部と第2制御部とが1つの制御部として、製袋包装システム50全体を制御するとともに、各製袋包装機3を制御してもよい。
【0146】
(G)
上記実施形態では、製袋包装システム50が5台の製袋包装機3を備えており、各製袋包装機3に対するフィルムロール9の自動交換、自動装填の制御を行う例を挙げて説明した。しかし、本発明は製袋包装システム50に含まれる製袋包装機3の台数について上記実施形態に限定されるものではない。
【0147】
例えば、製袋包装システム50に含まれる製袋包装機3が1台であってもよいし、10台以上の製袋包装機3を含むシステムであってもよい。
【0148】
(H)
上記実施形態では、フィルムロール9のフィルムFの終端F1を、仮固定する粘着性部材9bとして、両面テープを用いた例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0149】
例えば、粘着性部材として、ミクロ吸盤を表裏面に有するミクロ吸盤シートを用いてもよい。この場合には、両面テープ等の粘着テープを使用した場合と比較して、フィルムFの表面に粘着成分を残さずにフィルムFの終端F1の仮固定を行うことができる。
【0150】
さらに、粘着性部材として、図13に示すように、終端F19の上から貼り付けられる粘着テープ19b等を採用したフィルムロール19であってもよい。
【0151】
ただし、上記実施形態のように、フィルムFの終端F1の部分とその下のフィルム面との間に両面テープ等を挟んで終端F1の仮固定を行った場合には、終端F1をフィルムロール9のフィルム面から若干浮き上がらせることができ、爪部材6bによって引き剥がしやすくなる点では、粘着性部材を終端F1とその下のフィルム面との間に配置することがより好ましい。
【0152】
(I)
上記実施形態では、自動交換するロール体としてフィルムロール9,19を自動交換する例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0153】
例えば、フィルムロール以外にも、製袋した袋を取り付けるストリップテープや印字用のリボン等のロール体の自動交換に対して仮受け部60等の本発明の各構成を適用することで、上記と同様の効果を得ることができる。
【0154】
(J)
上記実施形態では、装填したフィルムロール9からフィルムFの終端F1を引き出して下流側へ搬送するための部材として、図5に示す爪部材6b、搬送ベルト6c等を用いた例を挙げて説明した。しかし、本発明はこれに限定されるものではない。
【0155】
例えば、図14に示すように、爪部材36と搬送ベルト37とが一体化された部材の爪部材36の近傍に引出し搬送ローラ38を配置したものを用いてもよい。図14に示す引出し搬送ローラ38は、回転駆動されるロール体38bの表面に突起38aが形成されており、例えば、図15に示すように、粘着性部材39bによって仮固定されたフィルムFの終端F31部分に複数の孔39cが形成されたフィルムロール39からフィルムFの終端F31を引き出す際に使用される。
【0156】
具体的には、装填したフィルムロール39に対して爪部材36等を近接配置した後、フィルムロール39を回転させて爪部材36によってフィルムFの終端F31を引き上げる。そして、引出し搬送ローラ38を回転駆動させる。このとき、フィルムFの終端F31部分には孔39cが形成されているため、引出し搬送ロール38の突起38aが孔39cに入り込んでフィルムFの終端F31を下流側へと搬送する。これによれば、爪部材36によって引き出したフィルムFの終端F31をよりスムーズに下流側へ搬送することができる。
【産業上の利用可能性】
【0157】
本発明の包装機は、フィルムロールの自動装填、交換等を効率よく行うことができるという効果を奏することから、フィルムロールを装填、交換等する各種装置に対して広く適用可能である。
【図面の簡単な説明】
【0158】
【図1】本発明の一実施形態に係る製袋包装機および計量機の概略斜視図。
【図2】図1の製袋包装機の制御ブロック図。
【図3】図1の製袋包装機の製袋包装ユニットの概略を示す斜視構成図。
【図4】(a)〜(e)は、装填されたフィルムロールからフィルムの終端を引き出す工程を示す説明図。
【図5】図4(a)〜図4(e)に示すフィルムロールからフィルムの終端を引き出す際に用いられる爪部材、搬送ベルトの概略的な構成を示す側面図。
【図6】(a)は、図1の製袋包装機に装填されるフィルムロールを示す斜視図。 (b)は、その側面図。
【図7】(a)は、フィルムロールに取り付けられたIDタグを示す斜視図。 (b)は、フィルムロールに取り付けられたIDタグと読取装置との関係を示す図。
【図8】図1の製袋包装機を複数含む製袋包装システムの概略的な構成を示す平面図。
【図9】図8の製袋包装システムを構成する制御ブロック図。
【図10】(a)〜(d)は、図1の製袋包装機が備えている支持部に対してフィルムロールを自動装填する工程を示す説明図。
【図11】(a)〜(c)は、図10(a)〜図10(d)に示すフィルムロールを自動装填する工程の続きの工程を示す説明図。
【図12】(a)〜(f)は、製袋包装機3の支持部から芯材を除去する工程を示す説明図。
【図13】本発明の他の実施形態に係る製袋包装機に装填されるフィルムロールを示す斜視図。
【図14】本発明のさらに他の実施形態に係る製袋包装機が備えているフィルムロールからフィルムの終端を引き出す爪部材周辺の構成を示す図。
【図15】図14に示す製袋包装機に装填されるフィルムロールのさらに他の例を示す斜視図。
【符号の説明】
【0159】
2 計量機
3 製袋包装機(包装機)
5 製袋包装ユニット
6 フィルム供給ユニット
6a 送出モータ
6b 爪部材
6c 搬送ベルト(フィルム搬送部)
6d オートスプライサ(スプライサ部)
9 フィルムロール
9a 紙管(芯材)
9b 粘着性部材
9d IDタグ(記憶部)
13 成形機構
15 縦シール機構
16 支持部
16a 第1シャフト(第1支持軸)
16b ブラケット(移動機構、板材)
16c エアシリンダ(駆動機構)
17 横シール機構
19 フィルムロール
20 第1制御部
30 第2制御部
31 記憶部
36 爪部材
37 搬送ベルト
38 引出しローラ
38a 突起
38b 回転ローラ
39 フィルムロール
39c 孔
50 製袋包装システム(フィルムロールの自動交換システム)
51 搬送装置
52 ストック部
53 廃棄場所
55 シールジョー
60 仮受け部
60a 第2シャフト(第2支持軸)
60b ブラケット(移動機構、板材)
60c エアシリンダ(駆動機構)
F フィルム
F0 始端
F1 終端
【特許請求の範囲】
【請求項1】
フィルムロールを自動的に装填する包装機であって、
一方の端部に第1開放端を有し、前記フィルムロールを回転可能な状態で片持ち支持する第1支持軸と、
一方の端部に第2開放端を有しており交換用の前記フィルムロールを搬送する前記搬送機構から前記フィルムロールを受け取って一時的に片持ち支持する第2支持軸と、前記第2支持軸によって片持ち支持された前記フィルムロールを前記第2開放端側へ移動させる移動機構と、を有する仮受け部と、
を備えており、
前記仮受け部は、前記第1開放端と前記第2開放端とが対向して前記第2支持軸が前記第1支持軸と一直線上になる位置まで移動すると、前記移動機構によって前記フィルムロールを前記第2開放端側へ移動させて前記第1支持軸に対して前記フィルムロールを引き渡す、
包装機。
【請求項2】
前記移動機構は、前記第2支持軸の前記第2開放端とは反対側の端部に取り付けられた板材と、前記板材を前記第2開放端側へ前記第2支持軸に対して相対的に移動させる駆動機構と、を有している、
請求項1に記載の包装機。
【請求項3】
前記仮受け部は、前記第1支持軸側へ前記フィルムロールを移動させると、前記搬送機構からの前記フィルムロールの受け取り位置まで戻る、
請求項1または2に記載の包装機。
【請求項4】
前記フィルムロールを構成するフィルムを巻き付けた芯材を、前記第1支持軸の第1開放端側から取り外す芯材除去機構をさらに備えた、
請求項1から3のいずれか1項に記載の包装機。
【請求項5】
前記芯材除去機構は、前記第1支持軸の第1開放端とは反対側の端部に取り付けられた板材と、前記板材を第1開放端側へ前記第1支持軸に対して相対的に移動させる駆動機構と、を有している
請求項4に記載の包装機。
【請求項6】
前記仮受け部は、前記第1支持軸において前記フィルムロールが前記芯材の状態になると、前記第2開放端と前記第1開放端とが対向し前記第2支持軸が前記第1支持軸と一直線上になる位置まで移動し、前記芯材除去機構によって前記第1支持軸から除去される前記芯材を前記第2支持軸において前記第2開放端側から受け取って所定の排出位置まで搬送する、
請求項4または5に記載の包装機。
【請求項7】
前記第1支持軸は、単数設けられている、
請求項1から6のいずれか1項に記載の包装機。
【請求項8】
前記フィルムロールの前記フィルム面に対して近接配置されてフィルムの終端を引き出す爪部材をさらに備えた、
請求項1から7のいずれか1項に記載の包装機。
【請求項9】
前記爪部材によって前記フィルムロールから引き出されたフィルムの終端を、フィルム同士の継ぎ目を接続するスプライサ部まで搬送するフィルム搬送部を、さらに備えた、
請求項8に記載の包装機。
【請求項1】
フィルムロールを自動的に装填する包装機であって、
一方の端部に第1開放端を有し、前記フィルムロールを回転可能な状態で片持ち支持する第1支持軸と、
一方の端部に第2開放端を有しており交換用の前記フィルムロールを搬送する前記搬送機構から前記フィルムロールを受け取って一時的に片持ち支持する第2支持軸と、前記第2支持軸によって片持ち支持された前記フィルムロールを前記第2開放端側へ移動させる移動機構と、を有する仮受け部と、
を備えており、
前記仮受け部は、前記第1開放端と前記第2開放端とが対向して前記第2支持軸が前記第1支持軸と一直線上になる位置まで移動すると、前記移動機構によって前記フィルムロールを前記第2開放端側へ移動させて前記第1支持軸に対して前記フィルムロールを引き渡す、
包装機。
【請求項2】
前記移動機構は、前記第2支持軸の前記第2開放端とは反対側の端部に取り付けられた板材と、前記板材を前記第2開放端側へ前記第2支持軸に対して相対的に移動させる駆動機構と、を有している、
請求項1に記載の包装機。
【請求項3】
前記仮受け部は、前記第1支持軸側へ前記フィルムロールを移動させると、前記搬送機構からの前記フィルムロールの受け取り位置まで戻る、
請求項1または2に記載の包装機。
【請求項4】
前記フィルムロールを構成するフィルムを巻き付けた芯材を、前記第1支持軸の第1開放端側から取り外す芯材除去機構をさらに備えた、
請求項1から3のいずれか1項に記載の包装機。
【請求項5】
前記芯材除去機構は、前記第1支持軸の第1開放端とは反対側の端部に取り付けられた板材と、前記板材を第1開放端側へ前記第1支持軸に対して相対的に移動させる駆動機構と、を有している
請求項4に記載の包装機。
【請求項6】
前記仮受け部は、前記第1支持軸において前記フィルムロールが前記芯材の状態になると、前記第2開放端と前記第1開放端とが対向し前記第2支持軸が前記第1支持軸と一直線上になる位置まで移動し、前記芯材除去機構によって前記第1支持軸から除去される前記芯材を前記第2支持軸において前記第2開放端側から受け取って所定の排出位置まで搬送する、
請求項4または5に記載の包装機。
【請求項7】
前記第1支持軸は、単数設けられている、
請求項1から6のいずれか1項に記載の包装機。
【請求項8】
前記フィルムロールの前記フィルム面に対して近接配置されてフィルムの終端を引き出す爪部材をさらに備えた、
請求項1から7のいずれか1項に記載の包装機。
【請求項9】
前記爪部材によって前記フィルムロールから引き出されたフィルムの終端を、フィルム同士の継ぎ目を接続するスプライサ部まで搬送するフィルム搬送部を、さらに備えた、
請求項8に記載の包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2006−199488(P2006−199488A)
【公開日】平成18年8月3日(2006.8.3)
【国際特許分類】
【出願番号】特願2005−15881(P2005−15881)
【出願日】平成17年1月24日(2005.1.24)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成18年8月3日(2006.8.3)
【国際特許分類】
【出願日】平成17年1月24日(2005.1.24)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]