
化成処理めっき鋼板およびその製造方法
【課題】有機樹脂を含む化成処理皮膜を有する化成処理Zn系めっき鋼板であって、耐候性、耐水性、耐黒変性、皮膜密着性および加工性のすべてに優れる化成処理Zn系めっき鋼板を提供すること。
【解決手段】Al含有Zn系合金めっき鋼板の表面に化成処理液を塗布し、乾燥させて、膜厚が0.5〜10μmの化成処理皮膜を形成する。化成処理液は、親水性官能基0.05〜5質量%とF原子7〜20質量%とを含有し、数平均分子量が1000〜200万の範囲内であるフッ素含有樹脂と、4A族金属の酸素酸塩、フッ化物、水酸化物、有機酸塩、炭酸塩または過酸化塩のいずれかと、平均粒子径が0.1〜10μmの樹脂粒子とを含有する。また、化成処理液中のフッ素含有樹脂に対する4A族金属の酸素酸塩、フッ化物、水酸化物、有機酸塩、炭酸塩または過酸化塩の量は、金属換算で0.1〜5質量%の範囲内である。
【解決手段】Al含有Zn系合金めっき鋼板の表面に化成処理液を塗布し、乾燥させて、膜厚が0.5〜10μmの化成処理皮膜を形成する。化成処理液は、親水性官能基0.05〜5質量%とF原子7〜20質量%とを含有し、数平均分子量が1000〜200万の範囲内であるフッ素含有樹脂と、4A族金属の酸素酸塩、フッ化物、水酸化物、有機酸塩、炭酸塩または過酸化塩のいずれかと、平均粒子径が0.1〜10μmの樹脂粒子とを含有する。また、化成処理液中のフッ素含有樹脂に対する4A族金属の酸素酸塩、フッ化物、水酸化物、有機酸塩、炭酸塩または過酸化塩の量は、金属換算で0.1〜5質量%の範囲内である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、耐候性、耐水性、耐黒変性、皮膜密着性および加工性に優れる化成処理Zn系めっき鋼板およびその製造方法に関する。
【背景技術】
【0002】
めっき鋼板は、成形加工時のカジリを防止するために、有機樹脂を含む化成処理皮膜が形成されることがある(例えば、特許文献1、2参照)。特許文献1、2には、亜鉛系めっき鋼板の表面に、ウレタン樹脂などの有機樹脂を含む化成処理皮膜を形成することが記載されている。このようにめっき鋼板の表面を、有機樹脂を含む化成処理皮膜で被覆することで、耐カジリ性だけでなく、耐食性や耐変色性なども向上させることができる。
【0003】
一方、化成処理めっき鋼板の耐候性を向上させるために、化成処理皮膜を構成する有機樹脂として耐候性に優れるフッ素樹脂を使用することがある。このように耐候性の向上を目的としてフッ素樹脂を使用する場合、有機溶剤系フッ素樹脂組成物が使用されることが多い。しかし、このような有機溶剤系フッ素樹脂組成物には、火災の危険性や有害性、大気汚染などの問題がある。
【0004】
また、水系フッ素樹脂組成物も様々なものが提案されている(例えば、特許文献3参照)。しかし、このような水系フッ素樹脂組成物は、いずれも高温での焼付けを必要とする(例えば180〜230℃、特許文献3参照)。このような高温での焼き付けは、現場での塗装においては現実的に不可能であり(通常は常乾樹脂を使用する)、加熱乾燥が主流である工場ラインにおいても不利である。
【0005】
さらに、水系フッ素樹脂組成物の問題点を解消すべく、硬化性部位(有機官能基)を導入して、低温でも造膜可能な水系フッ素樹脂組成物も提案されている(例えば、特許文献4参照)。しかし、有機官能基を反応させて硬化させた皮膜では、当該硬化部から優先的に耐候劣化してしまうため、皮膜が多孔質状になり、耐水性が低下してしまう。また、密着性改善のためにエポキシ系樹脂やウレタン樹脂などによる下地処理が施された場合も、有機樹脂が優先的に耐候劣化してしまい、皮膜密着性が急激に低下してしまうことになる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−15834号公報
【特許文献2】特開2005−206764号公報
【特許文献3】特開昭57−38845号公報
【特許文献4】特開平5−202260号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
前述の通り、めっき鋼板の表面に有機樹脂を含む化成処理皮膜を形成することで、耐カジリ性や耐食性、耐変色性などを向上させることができる。しかしながら、有機樹脂を含む化成処理皮膜を形成された従来の化成処理めっき鋼板は、外装建材として使用した場合に耐候性が不十分である場合があった。すなわち、ウレタン樹脂などの多くの有機樹脂は紫外線により劣化してしまうため、従来の化成処理めっき鋼板を外装建材として使用した場合、めっき鋼板の表面を被覆する化成処理皮膜が時間の経過とともに失われてしまうおそれがある。このように化成処理皮膜が失われてしまうと、変色や錆などが発生して美観が損なわれるおそれがあり、外装建材として好ましくない。
【0008】
このような化成処理めっき鋼板の耐候性を向上させる手段としては、化成処理皮膜を構成する有機樹脂として耐候性に優れるフッ素樹脂を使用することが考えられる。そこで、本発明者は取り扱いが容易な水系フッ素樹脂のエマルションを用いてめっき鋼板の表面に化成処理皮膜を形成する予備実験を行った。その結果、水系フッ素樹脂のエマルションを使用することで、耐紫外線性を向上させることはできたが、その一方で造膜性、耐水性および皮膜密着性が低下してしまった。本発明者によるさらなる検討の結果、これらの品質の低下は、水系フッ素樹脂のエマルションを製造する際に使用される乳化剤(例えば、ペルフルオロオクタン酸アンモニウム塩)が化成処理皮膜中に残存するためであることが推察された(後述の参考実験参照)。
【0009】
以上のように、有機樹脂を含む化成処理皮膜を形成された従来の化成処理めっき鋼板は、耐候性が不十分である場合があった。また、有機樹脂として水系フッ素樹脂を使用することで、化成処理めっき鋼板の耐候性(耐紫外線性)を向上させることはできるが、その一方で造膜性、耐水性および皮膜密着性が低下してしまうため、耐候性と、耐水性、耐黒変性および皮膜密着性とを両立させることはできなかった。
【0010】
本発明は、かかる点に鑑みてなされたものであり、有機樹脂を含む化成処理皮膜を有する化成処理Zn系めっき鋼板であって、耐候性、耐水性、耐黒変性、皮膜密着性および加工性のすべてに優れる化成処理Zn系めっき鋼板を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者は、有機樹脂として親水性官能基を導入した高分子量のフッ素含有樹脂を使用し、かつこれらのフッ素含有樹脂を4A族金属化合物で架橋することで、化成処理皮膜の耐候性、耐水性、耐黒変性および皮膜密着性を向上させうることを見出し、さらに検討を加えて本発明を完成させた。
【0012】
すなわち、本発明の第一は、以下の化成処理Zn系めっき鋼板に関する。
[1]Alを0.05〜60質量%含むAl含有Zn系合金めっき鋼板と、前記Al含有Zn系合金めっき鋼板の表面に形成された、膜厚0.5〜10μmの化成処理皮膜と、を有する化成処理Zn系めっき鋼板であって;前記化成処理皮膜は、カルボキシル基、スルホン酸基およびこれらの塩からなる群から選ばれる親水性官能基0.05〜5質量%とF原子7〜20質量%とを含有するフッ素含有樹脂と、前記フッ素含有樹脂に対して金属換算で0.1〜5質量%の4A族金属化合物と、平均粒子径0.1〜10μmの樹脂粒子とを含有し;前記化成処理皮膜の表面における前記樹脂粒子の面積占有率は、0.1面積%以上である、化成処理Zn系めっき鋼板。
[2]前記フッ素含有樹脂が有するカルボキシル基とスルホン酸基との比率は、カルボキシル基/スルホン酸基のモル比で5〜60の範囲内である、[1]に記載の化成処理Zn系めっき鋼板。
[3]前記樹脂粒子は、ポリエチレン樹脂粒子の表面にフッ素樹脂微粒子が結合されているポリエチレン−フッ素樹脂粒子である、[1]または[2]に記載の化成処理Zn系めっき鋼板。
[4]前記化成処理皮膜は、さらにポリエチレン樹脂を含有し;前記ポリエチレン−フッ素樹脂粒子は、前記化成処理皮膜の表面の一部において、前記化成処理皮膜の表面から突出しており;前記ポリエチレン樹脂は、前記化成処理皮膜の表面の残部の全部または一部を被覆している、[3]に記載の化成処理Zn系めっき鋼板。
[5]前記化成処理皮膜は、さらにリン酸塩を含有し;前記フッ素含有樹脂に対する前記リン酸塩の量は、P換算で0.05〜3質量%の範囲内である、[1]〜[4]のいずれか一項に記載の化成処理Zn系めっき鋼板。
[6]前記化成処理皮膜は、さらにシランカップリング剤を含有し;前記フッ素含有樹脂に対する前記シランカップリング剤の量は、0.5〜5質量%の範囲内である、[1]〜[5]のいずれか一項に記載の化成処理Zn系めっき鋼板。
[7]前記4A族金属は、Ti、Zr、Hfおよびこれらの組み合わせからなる群から選ばれる、[1]〜[6]のいずれか一項に記載の化成処理Zn系めっき鋼板。
[8]前記Al含有Zn系合金めっき鋼板と、前記化成処理皮膜との間に形成された、バルブメタルの酸化物または水酸化物、およびバルブメタルのフッ化物を含有する下地化成処理皮膜をさらに有する、[1]〜[7]のいずれか一項に記載の化成処理Zn系めっき鋼板。
【0013】
本発明の第二は、以下の化成処理Zn系めっき鋼板の製造方法に関する。
[9]Alを0.05〜60質量%含むAl含有Zn系合金めっき鋼板を準備するステップと、前記Al含有Zn系合金めっき鋼板の表面に化成処理液を塗布し、乾燥させて、膜厚が0.5〜10μmの化成処理皮膜を形成するステップとを含み;前記化成処理液は、カルボキシル基、スルホン酸基およびこれらの塩からなる群から選ばれる親水性官能基0.05〜5質量%とF原子7〜20質量%とを含有し、数平均分子量が1000〜200万の範囲内であるフッ素含有樹脂と、4A族金属の酸素酸塩、フッ化物、水酸化物、有機酸塩、炭酸塩または過酸化塩のいずれかと、平均粒子径が0.1〜10μmの樹脂粒子とを含有し;前記フッ素含有樹脂に対する、前記4A族金属の酸素酸塩、フッ化物、水酸化物、有機酸塩、炭酸塩または過酸化塩の量は、金属換算で0.1〜5質量%の範囲内であり;前記化成処理液中の固形分に対する、前記樹脂粒子の量は、0.5〜20質量%の範囲内である、化成処理Zn系めっき鋼板の製造方法。
[10]前記フッ素含有樹脂が有するカルボキシル基とスルホン酸基との比率は、カルボキシル基/スルホン酸基のモル比で5〜60の範囲内である、[9]に記載の化成処理Zn系めっき鋼板の製造方法。
[11]前記樹脂粒子は、ポリエチレン樹脂粒子の表面にフッ素樹脂微粒子が結合されているポリエチレン−フッ素樹脂粒子である、[9]または[10]に記載の化成処理Zn系めっき鋼板の製造方法。
[12]前記化成処理液は、さらにポリエチレン樹脂粒子を含有する、[11]に記載の化成処理Zn系めっき鋼板の製造方法。
[13]前記化成処理液は、さらにリン酸塩を含有し;前記フッ素含有樹脂に対する前記リン酸塩の量は、P換算で0.05〜3質量%の範囲内である、[9]〜[12]のいずれか一項に記載の化成処理Zn系めっき鋼板の製造方法。
[14]前記化成処理液は、さらにシランカップリング剤を含有し;前記フッ素含有樹脂に対する前記シランカップリング剤の量は、0.5〜5質量%の範囲内である、[9]〜[13]のいずれか一項に記載の化成処理Zn系めっき鋼板の製造方法。
[15]前記4A族金属は、Ti、Zr、Hfおよびこれらの組み合わせからなる群から選ばれる、[9]〜[14]のいずれか一項に記載の化成処理Zn系めっき鋼板の製造方法。
[16]前記化成処理皮膜を形成するステップの前に、前記Al含有Zn系合金めっき鋼板の表面に下地化成処理液を塗布し、乾燥させて、下地化成処理皮膜を形成するステップをさらに含み;前記下地化成処理液は、バルブメタル塩とフッ化物イオンとを含有する、[9]〜[15]のいずれか一項に記載の化成処理Zn系めっき鋼板の製造方法。
【発明の効果】
【0014】
本発明によれば、耐候性、耐水性、耐黒変性、皮膜密着性および加工性のすべてに優れる化成処理Zn系めっき鋼板を提供することができる。本発明の化成処理Zn系めっき鋼板は、耐候性、耐水性、耐食性、耐変色性および加工性に優れているため、例えば外装建材用のめっき鋼板として有用である。
【図面の簡単な説明】
【0015】
【図1】図1A〜図1Dは、所定の温度で加熱されたポリエチレン樹脂粒子またはポリエチレン−フッ素樹脂粒子を含む化成処理皮膜のSEM像である。
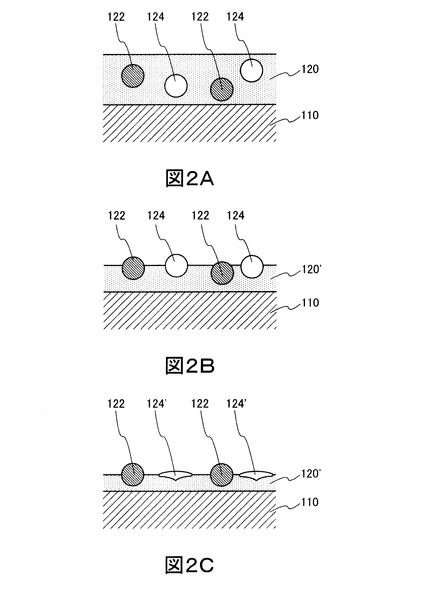
【図2】図2A〜図2Cは、化成処理皮膜の形成過程を示す断面模式図である。
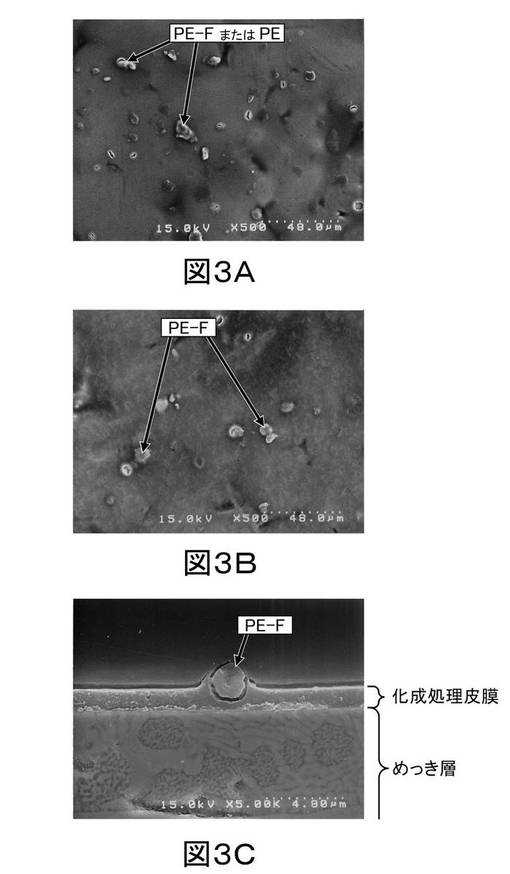
【図3】図3A〜図3Cは、化成処理皮膜の形成過程を示すSEM像である。
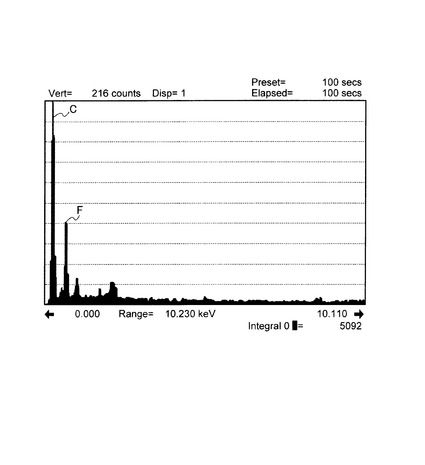
【図4】化成処理皮膜中のポリエチレン−フッ素樹脂粒子の蛍光X線スペクトルである。
【図5】フッ素樹脂皮膜における4A族金属の量と透湿度との関係を示すグラフである。
【図6】フッ素含有樹脂のエマルション中の乳化剤の濃度とフッ素樹脂皮膜の透湿度との関係を示すグラフである。
【発明を実施するための形態】
【0016】
1.化成処理Zn系めっき鋼板
本発明の化成処理Zn系めっき鋼板は、Al含有Zn系合金めっき鋼板(化成処理原板)と、Al含有Zn系合金めっき鋼板の表面に形成された化成処理皮膜とを有する。本発明の化成処理Zn系めっき鋼板は、化成処理皮膜が親水性官能基(カルボキシル基やスルホン酸基など)を導入した高分子量のフッ素含有樹脂、4A族金属化合物および樹脂粒子(潤滑剤)を含むことを一つの特徴とする。
【0017】
以下、本発明の化成処理Zn系めっき鋼板の各構成要素について説明する。
【0018】
[化成処理原板]
化成処理原板としては、耐食性および意匠性に優れる、Al含有Zn系合金めっき鋼板が使用される。ここで「Al含有Zn系合金めっき鋼板」とは、Alを0.05〜60質量%含むZn系合金めっき層を有する鋼板を意味する。Al含有Zn系合金めっき鋼板の例には、溶融Al−Znめっき鋼板(溶融Zn−0.1%Alめっき、溶融Zn−55%Alめっき、溶融Zn−6%Al−3%Mgめっき、溶融Zn−11%Al−3%Mg−0.2%Si、溶融Zn−5%Al−0.75%Mg)、合金化Znめっき鋼板(溶融0.1%Al−Znめっき後に合金化処理した合金化溶融Al−Znめっき)などが含まれる。
【0019】
Al含有Zn系合金めっき鋼板の下地鋼としては、低炭素鋼や中炭素鋼、高炭素鋼、合金鋼などが使用される。加工性が必要とされる場合は、低炭素Ti添加鋼、低炭素Nb添加鋼などの深絞り用鋼板が下地鋼として好ましい。
【0020】
[下地化成処理皮膜]
化成処理原板として使用されるAl含有Zn系合金めっき鋼板の表面には、バルブメタルの酸化物または水酸化物と、バルブメタルのフッ化物とを含有する下地化成処理皮膜が形成されている場合もある。このように、Al含有Zn系合金めっき鋼板の表面に下地化成処理皮膜が形成されている場合、化成処理皮膜は、下地化成処理皮膜を介してAl含有Zn系合金めっき鋼板の表面に形成される。
【0021】
バルブメタルの酸化物および水酸化物は、高い絶縁抵抗を示す。このため、バルブメタルの酸化物または水酸化物を含む下地化成処理皮膜は、電子の移動に対する抵抗体として作用する。したがって、雰囲気中の水分に含まれている溶存酸素の還元反応が抑えられ、対となるAl含有Zn系合金めっき鋼板の酸化反応も抑えられる。その結果、基材となるAl含有Zn系合金めっき鋼板からの金属成分の溶出(腐食)が抑制される。なかでも、Ti、Zr、HfなどのIV族A元素の4価化合物は安定な化合物であり、優れた高絶縁性皮膜を形成する。
【0022】
また、化成処理皮膜には、通常、化成処理時や成形加工時に、皮膜欠陥が不可避的に発生する。皮膜欠陥部では基材が露出するため、化成処理されていても、腐食抑制作用が期待できない。これに対して、前述の下地化成処理皮膜は、バルブメタルのフッ化物をも含むので、自己修復作用を有する。つまり、バルブメタルのフッ化物は、雰囲気中の水分に溶け出した後、皮膜欠陥部から露出している下地鋼の表面に難溶性酸化物または水酸化物となって再析出する。その結果、皮膜欠陥部が埋められるので、自己修復作用が発揮される。
【0023】
本発明の化成処理Zn系合金めっき鋼板は、Al含有Zn系合金めっき鋼板に化成処理をすることで製造されるが、化成処理前のZn系合金めっき鋼板は、耐食性が十分でない。そのため、化成処理前のZn系合金めっき鋼板を保存または運搬したり、成形加工をしたりする間に、腐食が発生するおそれがある。そこで、化成処理前のZn系合金めっき鋼板に下地化成処理皮膜を形成しておくことで、化成処理前のZn系合金めっき鋼板における腐食の発生を確実に防止することができる。
【0024】
下地化成処理皮膜を形成したAl含有Zn系合金めっき鋼板を、保存、運搬または成形加工(溶接などを含む)したときに、一部の下地化成処理皮膜が剥離、欠損または欠落することがある。それにより、Al含有Zn系合金めっき鋼板の表面が露出するが、この露出面には、フッ素含有樹脂および4A族金属化合物を含む化成処理皮膜が直接接触する。
【0025】
下地化成処理皮膜は、Al含有Zn系合金めっき鋼板と、化成処理皮膜との密着性を向上させる作用を示す。このため、下地化成処理皮膜が剥離した箇所に形成された化成処理皮膜は、一般的にはその皮膜密着性が低下するとも思われる。しかしながら、化成処理皮膜には、直接接触するめっき層からAlが溶出している。この化成処理皮膜に溶出したAlによって、化成処理皮膜の耐食性および皮膜密着性が向上する。このように、下地化成処理皮膜が剥離した箇所においても、化成処理皮膜とAl含有Zn系合金めっき鋼板との密着性が高く、化成処理皮膜の耐食性が高まる。化成処理皮膜中にAlが存在することによって、化成処理皮膜の耐食性および皮膜密着性が向上するメカニズムについては後述する。
【0026】
下地化成処理皮膜は、基材となるAl含有Zn系合金めっき鋼板の表面に形成された下地化成処理液の塗布膜を、乾燥させることにより形成されうる。下地化成処理液には、バルブメタル塩と、フッ化物イオンと、溶媒である水とが含まれる。下地化成処理液の塗膜を乾燥させることで、バルブメタル塩が、下地化成処理皮膜に含まれるバルブメタルの酸化物もしくは水酸化物、またはフッ化物となる。
【0027】
バルブメタルの例には、Ti、Zr、Hf、V、Nb、Ta、Mo、およびWが含まれる。下地化成処理液に添加されるバルブメタル塩は、バルブメタルのハロゲン化物や酸素酸塩などでありうる。添加されるバルブメタル塩がフッ化物であれば、フッ化物イオン源としても作用する。
【0028】
チタン塩の例には、KnTiF6(K:アルカリ金属又はアルカリ土類金属、n:1または2)、K2[TiO(COO)2]、(NH4)2TiF6、TiCl4、TiOSO4、Ti(SO4)2、およびTi(OH)4などが含まれる。一方、下地化成処理液に含まれるフッ化物イオン源は、フッ素原子を含むバルブメタル塩であってもよいし、可溶性フッ化物(例えば、(NH4)Fなど)であってもよい。
【0029】
下地化成処理液には、バルブメタル塩を安定化するために、キレート作用のある有機酸が添加されていることが好ましい。有機酸は、金属イオンをキレート化して化成処理液を安定させることができる。そのため、有機酸の添加量は、有機酸/金属イオンのモル比が、0.02以上となるように設定される。有機酸の例には、酒石酸、タンニン酸、クエン酸、蓚酸、マロン酸、乳酸、酢酸、およびアスコルビン酸などが含まれる。なかでも、酒石酸などのオキシカルボン酸や、タンニン酸などの多価フェノール類は、下地化成処理液を安定化させるとともに、フッ化物の自己修復作用を補完する作用も示し、密着性の向上にも有効である。
【0030】
下地化成処理液には、各種金属のオルソリン酸塩またはポリリン酸塩が添加されていてもよい。形成される下地化成処理皮膜に、可溶性または難溶性の、金属リン酸塩または複合リン酸塩を含ませるためである。
【0031】
可溶性の金属リン酸塩または複合リン酸塩は、下地化成処理皮膜から皮膜欠陥部に溶出して、基材であるAl含有Zn系合金めっき鋼板のめっき成分(ZnやAlなど)と反応して、不溶性リン酸塩を析出させる。このようにして、チタンフッ化物の自己修復作用を補完する。また、可溶性リン酸塩が解離する際に、雰囲気が若干酸性化するため、チタンフッ化物の加水分解、ひいては難溶性チタン酸化物または水酸化物の生成が促進される。
【0032】
可溶性リン酸塩または複合リン酸塩の金属は、アルカリ金属やアルカリ土類金属、Mnなどでありうる。可溶性リン酸塩または複合リン酸塩は、各種金属リン酸塩の形態で下地化成処理液に添加されてもよいし、各種金属塩と、リン酸、ポリリン酸またはリン酸塩とを組み合わせて化成処理液に添加されてもよい。
【0033】
一方、難溶性の金属リン酸塩または複合リン酸塩は、下地化成処理皮膜に分散して、皮膜欠陥を解消するとともに皮膜強度を向上させる。難溶性リン酸塩または複合リン酸塩の金属は、Al、Ti、Zr、Hf、Znなどでありうる。難溶性リン酸塩または複合リン酸塩は、各種金属リン酸塩の形態で化成処理液に添加されてもよいし、各種金属塩とリン酸、ポリリン酸またはリン酸塩とを組み合わせて化成処理液に添加されてもよい。
【0034】
下地化成処理液には、フッ素系、ポリエチレン系、スチレン系などの有機ワックスや、シリカ、二硫化モリブデン、タルクなどの無機質潤滑剤などを添加することもできる。これらを添加することで、下地化成処理皮膜の潤滑性を向上させることができる。低融点の有機ワックスは、下地化成処理液の塗布膜を乾燥させるときに、膜表面にブリードし、潤滑性を発現すると考えられる。一方、高融点の有機ワックスや無機系潤滑剤は、皮膜中に分散して存在するが、皮膜の最表層では島状分布で皮膜表面に露出することによって潤滑性を発現させるものと考えられる。
【0035】
下地化成処理液の塗布膜を乾燥させて得た下地化成処理皮膜を、蛍光X線、ESCAなどで元素分析すると、下地化成処理皮膜に含まれているOおよびFの濃度が測定される。これらの元素の濃度比F/O(原子比率)は、1/100以上であることが好ましい。得られた化成処理鋼板の腐食を抑制するためである。特に、元素濃度比F/O(原子比率)が1/100以上であると、皮膜欠陥部を起点とする腐食の発生が大幅に減少する。これは、十分な量のチタンフッ化物が下地化成処理皮膜中に含まれており、自己修復作用を発揮しているためと推察される。
【0036】
[化成処理皮膜]
化成処理皮膜は、上述のAl含有Zn系合金めっき鋼板(化成処理原板)の表面に形成されている。化成処理原板の表面には、下地となる皮膜を形成するなどの下地化成処理をしてもよいが、下地化成処理をしなくてもよい。なお、化成処理原板の表面に下地化成処理をしない場合には、化成処理原板の表面には化成処理皮膜が直接形成される。この化成処理皮膜は、Al含有Zn系合金めっき鋼板の耐候性や耐黒変性、加工性(潤滑性)などを向上させる。
【0037】
本発明は、化成処理Zn系めっき鋼板の耐候性、耐水性、耐黒変性、皮膜密着性および加工性のすべてを向上させることを目的としている。前述の通り、化成処理皮膜の耐候性(耐紫外線性)を向上させるためには、有機樹脂としてフッ素含有樹脂を使用すればよい。フッ素含有樹脂は、溶剤系フッ素含有樹脂と水系フッ素含有樹脂に大別される。溶剤系フッ素含有樹脂を用いて化成処理皮膜を形成する場合は、揮発した溶剤の回収が問題となるが、水系フッ素含有樹脂を用いた場合は、このような問題は生じない。そこで、本発明者は、取り扱いが容易な水系フッ素含有樹脂を使用して耐候性、耐水性、耐黒変性、皮膜密着性および加工性のすべてに優れた化成処理Zn系めっき鋼板を形成することを試みた。
【0038】
前述の通り、本発明者の予備実験によれば、水系フッ素含有樹脂のエマルションを用いて化成処理皮膜を形成した場合に耐水性が低下するのは、水系フッ素含有樹脂のエマルションを製造する際に使用される乳化剤が化成処理皮膜中に残存するためと考えられた(後述の参考実験参照)。そこで、本発明者は、乳化剤をほとんど使用せずに水系フッ素含有樹脂のエマルションを製造することができれば、化成処理皮膜の耐水性の低下を抑制できると考えた。そして、本発明者は、様々な水系フッ素含有樹脂について検討した結果、一定量の親水性官能基を導入したフッ素含有樹脂は、乳化剤をほとんど使用せずに水系エマルションを製造することができ、乳化剤をほとんど含まない化成処理皮膜を容易に形成できることを見出した。
【0039】
また、本発明者は、化成処理皮膜の耐水性の低下を抑制するだけでなく、耐水性を向上させることについても検討した。そして、様々な観点から検討した結果、水系フッ素含有樹脂の分子量を大きくし、かつ水系フッ素樹脂を4A族金属化合物で架橋することで、化成処理皮膜の耐水性を顕著に向上させうることを見出した。
【0040】
そして、本発明者は、親水性官能基を導入した高分子量のフッ素含有樹脂をベースとする化成処理液に、さらに4A族金属化合物を配合することで、耐候性と、耐水性、耐黒変性および皮膜密着性とを両立した化成処理皮膜を形成できることを見出したのである。
【0041】
さらに、本発明者は、化成処理Zn系めっき鋼板の加工性(潤滑性)を向上させることについて検討した。そして、本発明者は、様々な手段について検討した結果、平均粒子径が0.1〜10μmの樹脂粒子を化成処理皮膜中に分散させることで、耐候性、耐水性、耐黒変性および皮膜密着性に加えて、さらに加工性(潤滑性)にも優れた化成処理皮膜を形成できることを見出したのである。
【0042】
本発明の化成処理Zn系めっき鋼板の化成処理皮膜では、1)フッ素含有樹脂(好ましくはフッ素含有オレフィン樹脂)を配合することで、耐候性(耐紫外線性)を向上させている。また、2)親水性官能基を導入したフッ素含有樹脂を使用することでエマルション製造時の乳化剤の使用を極力減らし、かつ3)フッ素含有樹脂の分子量を大きくし、かつ4)フッ素含有樹脂を4A族金属化合物で架橋させることで、耐候性(耐紫外線性)および耐水性を向上させている。また、5)平均粒子径が0.1〜10μmの樹脂粒子を分散させることで加工性(潤滑性)を向上させている。
【0043】
以下、化成処理皮膜に含まれる各成分について説明する。
【0044】
1)水系フッ素含有樹脂
化成処理皮膜は、フッ素含有樹脂、より具体的にはフッ素含有オレフィン樹脂を主成分として含む。化成処理皮膜に主成分として含まれるフッ素含有樹脂の量は、70〜99質量%の範囲内が好ましい。前述の通り、化成処理皮膜を構成する有機樹脂としてフッ素含有樹脂を用いることで、化成処理皮膜の耐候性(耐紫外線性)を向上させることができる。
【0045】
フッ素含有樹脂は、有機溶剤系フッ素樹脂よりも、取り扱いが容易な水系フッ素含有樹脂であることが好ましい。「水系フッ素含有樹脂」とは、親水性官能基を有するフッ素含有樹脂をいう。親水性官能基の好ましい例には、カルボキシル基、スルホン酸基およびこれらの塩が含まれる。カルボキシル基またはスルホン酸基の塩の例としては、アンモニウム塩、アミン塩、アルカリ金属塩などが含まれる。
【0046】
好ましい水系フッ素含有樹脂(好ましくはフッ素含有オレフィン樹脂)は、親水性官能基を0.05〜5質量%有する。親水性官能基を0.05〜5質量%有するフッ素含有樹脂は、乳化剤をほとんど使用せずとも、水系エマルションとすることができる。乳化剤をほとんど含まない化成処理皮膜は、耐水性に優れた化成処理皮膜とすることができる。
【0047】
水系フッ素含有樹脂中の親水性官能基の含有量は、水系フッ素含有樹脂に含まれる親水性官能基の総モル質量を、水系フッ素含有樹脂の数平均分子量で除して求めればよい。カルボキシル基のモル質量は45であり、スルホン酸基のモル質量は81であるので、水系フッ素含有樹脂に含まれるカルボキシル基およびスルホン酸基それぞれの数を求め、それぞれにモル質量を乗じることで、水系フッ素含有樹脂に含まれる親水性官能基の総モル質量が求まる。水系フッ素含有樹脂の数平均分子量はGPCで測定される。
【0048】
水系フッ素含有樹脂におけるカルボキシル基は、めっき層表面と水素結合などを形成して化成処理皮膜とめっき層表面との密着性の向上に寄与するが、H+が解離しにくいため4A族金属化合物との架橋反応が生じにくい。一方、水系フッ素含有樹脂におけるスルホン酸基は、H+が解離しやすいものの、4A族金属化合物と架橋反応せずに未反応のまま皮膜中に残存すると、水分子の吸着作用が強いため皮膜の耐水性を著しく低下させてしまうおそれがある。したがって、それぞれの特徴を活かすべく、水系フッ素含有樹脂には、カルボキシル基およびスルホン酸基の両方を含むことが好ましい。この場合、カルボキシル基とスルホン酸基との比率は、カルボキシル基/スルホン酸基のモル比で5〜60の範囲内が好ましい。
【0049】
化成処理皮膜に含まれる水系フッ素含有樹脂(好ましくはフッ素含有オレフィン樹脂)の数平均分子量は、1000以上が好ましく、1万以上がより好ましく、20万以上が特に好ましい。
【0050】
化成処理皮膜に含まれる水系フッ素含有樹脂の分子量が小さすぎると、化成処理皮膜の透水性および耐水性を十分に向上させることができない。このような場合、湿気や腐食性ガスなどが化成処理皮膜を容易に貫通してめっき鋼板に達するため、めっき鋼板は容易に腐食してしまうおそれがある。また、分子量が小さい水系フッ素含有樹脂を使用した場合は、光エネルギーなどの作用により発生したラジカルがポリマー鎖の末端に作用しやすいため、水などの相乗作用により水系フッ素含有樹脂が容易に加水分解されてしまうおそれがある。これらの問題を防ぐためには、化成処理皮膜に含まれる水系フッ素含有樹脂の分子量をある程度大きくしたり、水系フッ素含有樹脂間に架橋構造を形成したりすればよい。水系フッ素含有樹脂の分子量を大きくすることにより、分子間力が強くなり、化成処理皮膜の凝集力が高まるため、耐水性が向上する。また、水系フッ素含有樹脂の主鎖における原子間の結合が安定化されるため、加水分解も生じにくくなる。
【0051】
一方で、化成処理皮膜に含まれる水系フッ素含有樹脂の数平均分子量は、200万以下が好ましい。数平均分子量が200万超の場合、ゲル化などの処理液安定性に問題が生じるおそれがある。
【0052】
化成処理皮膜に含まれる水系フッ素含有樹脂中のF原子の含有量は、7〜20質量%の範囲内が好ましい。F原子の含有量が7質量%未満の場合、化成処理皮膜の耐候性を十分に向上させることができない。一方、F原子の含有量が20質量%超の場合、塗料化が困難であり、かつ密着性および乾燥性が低下するおそれがある。水系フッ素含有樹脂中のF原子の含有量は、蛍光X線分析装置を用いることで測定することができる。
【0053】
水系フッ素含有樹脂としては、フルオロオレフィンと親水性官能基含有モノマーとの共重合体が挙げられる。親水性官能基含有モノマーとは、カルボキシル基含有モノマーやスルホン酸基含有モノマーである。
【0054】
フルオロオレフィンの例には、テトラフルオロエチレン、トリフルオロエチレン、クロロトリフルオロエチレン、ヘキサフルオロプロピレン、フッ化ビニル、フッ化ビニリデン、ペンタフルオロプロピレン、2,2,3,3−テトラフルオロプロピレン、3,3,3−トリフルオロプロピレン、ブロモトリフルオロエチレン、1−クロロ−1,2−ジフルオロエチレン、1,1−ジクロロ−2,2−ジフルオロエチレンなどが含まれる。これらのフルオロオレフィンは、単独で使用されてもよいし、2種類以上を組み合わせて使用されてもよい。耐候性(耐紫外線性)の観点からは、これらのフルオロオレフィンの中でも、テトラフルオロエチレン、ヘキサフルオロプロピレンなどのパーフルオロオレフィンや、フッ化ビニリデンなどが好ましい。クロロトリフルオロエチレンなどの塩素を含むフルオロオレフィンは、塩素イオンによる腐食が生じるおそれがあるため好ましくない。
【0055】
カルボキシル基含有モノマーの一例としては、以下の式(1)に示される不飽和カルボン酸や、これらのエステルまたは酸無水物などの不飽和カルボン酸類が挙げられる。
【化1】

(式中、R1、R2およびR3は同じかまたは異なり、いずれも水素原子、アルキル基、カルボキシル基またはエステル基である。nは0〜20の範囲内である。)
【0056】
上記式(1)に示される不飽和カルボン酸の例には、アクリル酸、メタクリル酸、ビニル酢酸、クロトン酸、桂皮酸、イタコン酸、イタコン酸モノエステル、マレイン酸、マレイン酸モノエステル、フマル酸、フマル酸モノエステル、5−ヘキセン酸、5−ヘプテン酸、6−ヘプテン酸、7−オクテン酸、8−ノネン酸、9−デセン酸、10−ウンデシレン酸、11−ドデシレン酸、17−オクタデシレン酸、オレイン酸などが含まれる。
【0057】
カルボキシル基含有モノマーの別の例としては、以下の式(2)に示されるカルボキシル基含有ビニルエーテルモノマーが挙げられる。
【化2】
(式中、R4およびR5は同じかまたは異なり、いずれも飽和または不飽和の直鎖または環状アルキル基である。nは0または1である。mは0または1である。)
【0058】
上記式(2)に示されるカルボキシル基含有ビニルエーテルモノマーの例には、3−(2−アリロキシエトキシカルボニル)プロピオン酸、3−(2−アリロキシブトキシカルボニル)プロピオン酸、3−(2−ビニロキシエトキシカルボニル)プロピオン酸、3−(2−ビニロキシブトキシカルボニル)プロピオン酸などが含まれる。
【0059】
スルホン酸基含有モノマーの例としては、ビニルスルホン酸、アリルスルホン酸、メタリルスルホン酸、スチレンスルホン酸、2−アクリルアミド−2−メチルプロパンスルホン酸、2−メタクリロイルオキシエタンスルホン酸、3−メタクリロイルオキシプロパンスルホン酸、4−メタクリロイルオキシブタンスルホン酸、3−メタクリロイルオキシ−2−ヒドロキシプロパンスルホン酸、3−アクリロイルオキシプロパンスルホン酸、アリルオキシベンゼンスルホイン酸、メタリルオキシベンゼンスルホン酸、イソプレンスルホン酸、3−アリロキシ−2−ヒドロキシプロパンスルホン酸などが挙げられる。
【0060】
フルオロオレフィンと親水性官能基含有モノマーとの共重合体には、必要に応じてさらに共重合可能な他のモノマーを共重合されていてもよい。共重合可能な他のモノマーとしては、カルボン酸ビニルエステル類、アルキルビニルエーテル類、非フッ素系オレフィン類などが挙げられる。
【0061】
カルボン酸ビニルエステル類は、相溶性および光沢を向上させたり、ガラス転移温度を上昇させたりすることができる。カルボン酸ビニルエステル類の例には、酢酸ビニル、プロピオン酸ビニル、酪酸ビニル、イソ酪酸ビニル、ピバリン酸ビニル、カプロン酸ビニル、バーサチック酸ビニル、ラウリン酸ビニル、ステアリン酸ビニル、シクロヘキシルカルボン酸ビニル、安息香酸ビニル、パラ−t−ブチル安息香酸ビニルなどが含まれる。
【0062】
アルキルビニルエーテル類は、光沢および柔軟性を向上させることができる。アルキルビニルエーテル類の例には、メチルビニルエーテル、エチルビニルエーテル、ブチルビニルエーテルなどが含まれる。
【0063】
非フッ素系オレフィン類は、可とう性を向上させることができる。非フッ素系オレフィン類の例には、エチレン、プロピレン、n−ブテン、イソブテンなどが含まれる。
【0064】
上記モノマーを公知の重合法で共重合させることで、親水性官能基を有するフルオロオレフィン共重合体を得ることができる。このとき、フルオロオレフィン共重合体が親水性官能基を0.05〜5質量%有するように、原料モノマー組成物におけるフルオロオレフィンの量を調整することで、乳化剤をほとんど使用せずにフルオロオレフィン共重合体の水系エマルションを製造することができる。乳化剤をほとんど含有しない(1質量%以下)フルオロオレフィン共重合体のエマルションを用いて形成された化成処理皮膜には、乳化剤がほとんど含まれない。
【0065】
このように、化成処理皮膜を構成する水系フッ素含有樹脂として、親水性官能基を有するフッ素含有樹脂を用いることで、乳化剤をほとんど含まない化成処理皮膜を容易に形成することができる。このようにして形成された化成処理皮膜は、乳化剤の残留による耐水性の劣化がほとんど見られず、優れた耐水性を発揮する。
【0066】
2)4A族金属化合物
化成処理皮膜は、4A族金属化合物を含む。4A族金属化合物は、水系フッ素含有樹脂中のカルボキシル基やスルホン酸基などの官能基と反応しやすく、水系フッ素含有樹脂の硬化または架橋反応を促進する。そのため、低温乾燥でも化成処理皮膜の耐水性を向上させることができる。
【0067】
フッ素含有樹脂の架橋に、メラミン樹脂やイソシアネート樹脂などを使用した場合、耐候劣化しやすいという問題がある。たとえば、メラミン樹脂を使用して硬化させた化成処理皮膜では、エステル結合やホルムエーテル結合などが酸化、加水分解することによりすぐに耐候劣化してしまう。また、酸性雨に含まれる硫酸イオンや硝酸イオンなどの酸性物質によって架橋構造が切断されることによっても、耐候劣化が進行する。イソシアネート樹脂を使用して硬化させた化成処理皮膜では、架橋部分に形成されるウレタン結合はF結合よりも弱いため、架橋構造が優先的に切断されてしまい、耐候劣化が進行する。
【0068】
これに対し、フッ素含有樹脂の架橋に4A族金属化合物を使用することで、このような問題を回避することが可能であり、耐候性を向上させることもできる。
【0069】
また、4A族金属化合物は、皮膜密着性、耐水性および耐黒変性も向上させる。すなわち、Al含有Zn系合金めっき鋼板の表面に存在する強固なAl酸化物は、化成処理皮膜の密着性を低下させるが、化成処理皮膜に4A族金属化合物を含ませることにより、このAl酸化物による皮膜密着性の低下を抑制することができる。また、4A族金属化合物は、エッチング反応により溶出したAlイオンと反応する4A族金属イオンの供給源ともなる。反応生成物は、めっき層と化成処理皮膜の界面に濃化して、初期の耐食性および耐黒変性を向上させる。4A族金属の例には、TiやZr、Hfなどが含まれる。
【0070】
化成処理皮膜中の4A族金属化合物の含有量は、フッ素含有樹脂に対して金属換算で0.1〜5質量%の範囲内が好ましい。含有量が金属換算で0.1質量%未満の場合、Al酸化物の濃化に起因する悪影響を十分に抑制することができず、また水系フッ素含有樹脂脂を十分に架橋させることができず、結果として化成処理皮膜の耐水性を十分に向上させることができない。一方、含有量が金属換算で5質量%超の場合、化成処理皮膜が多孔質状となり、加工性、耐候性が低下するおそれがある。
【0071】
化成処理皮膜中の4A族金属化合物の金属換算量は、蛍光X線分析装置を用いることで測定することができる。
【0072】
上述のように化成処理皮膜中にはめっき層から溶出したAlが存在する。このAlは、耐食性の向上に寄与する。Alの存在により耐食性が向上するのは、以下のメカニズムによるものと推察される。すなわち、1)化成処理液が弱アルカリ性であるため、化成処理液を塗布した際に、めっき層に含まれるAlの酸化物および金属Alが選択的に化成処理液に溶出する(Znはほとんど溶出しない)。2)化成処理液のpH域では、AlはAl(OH)4−の状態で化成処理液に溶解する。3)化成処理液を乾燥させて化成処理皮膜を形成する際に、化成処理液中のAlは脱水縮合などにより化成処理皮膜中に取り込まれる。4)その結果として、化成処理皮膜の絶縁性や緻密度などが向上し、耐食性が向上する。
【0073】
3)樹脂粒子
化成処理皮膜は、樹脂粒子を含む。樹脂粒子は、化成処理皮膜中に分散しており、少なくともその一部は化成処理皮膜の表面において露出(突出)している(図3C参照)。化成処理皮膜の表面において突出している樹脂粒子は、成形加工時に「コロ」のように機能することで、化成処理皮膜表面の潤滑性を向上させる。その結果、化成処理Zn系めっき鋼板の加工性を向上させることができる。
【0074】
樹脂粒子の平均粒子径は、0.1〜10μmの範囲内が好ましい。樹脂粒子の平均粒子径が0.1μm未満の場合、大部分の樹脂粒子が化成処理皮膜中に埋没してしまうため、化成処理皮膜表面の潤滑性を効率よく向上させることができない。一方、樹脂粒子の平均粒子径が10μm超の場合、成形加工時に樹脂粒子が脱落しやすくなるおそれがある。このように樹脂粒子が脱落してしまうと、化成処理皮膜に欠陥が生じてしまい、耐食性が低下してしまうことになる。なお、本明細書において、樹脂粒子の平均粒子径とは、レーザ回折散乱法によって測定した粒子径分布における積算値50%での粒子径(メジアン径)を意味する。
【0075】
化成処理皮膜中の樹脂粒子の含有量は、化成処理皮膜の表面における樹脂粒子の面積占有率が0.1面積%以上となるように調整される。樹脂粒子の面積占有率が0.1面積%未満の場合、化成処理皮膜の潤滑性を十分に向上させることができない。化成処理皮膜の表面における樹脂粒子の面積占有率は、化成処理皮膜の表面を走査型電子顕微鏡(SEM)で観察することで求めることができる。
【0076】
樹脂粒子の種類は、特に限定されないが、耐熱性および分散性の観点からはポリエチレン−フッ素樹脂粒子が好ましい。
【0077】
ポリエチレン樹脂粒子は、比重が小さいため(例えば、0.95)化成処理液中の分散性に優れるが、融点が低いため(例えば、123℃)耐熱性に劣る。このように耐熱性が低い樹脂粒子を使用した場合、化成処理皮膜を形成するために化成処理液を加熱乾燥する際に粒子の形状を維持できないおそれがある。具体的には、化成処理液を140〜180℃程度で加熱乾燥すると、ポリエチレン樹脂粒子は溶融してしまう。このように樹脂粒子が溶融してしまうと、樹脂粒子は「コロ」として機能することができず、潤滑性の向上に寄与することができない。
【0078】
一方、フッ素樹脂粒子は、融点が高いため(例えば、330℃)耐熱性に優れるが、比重が大きいため(例えば、2.2)化成処理液中の分散性に劣る。このように化成処理液中の分散性が低い樹脂粒子を使用した場合、化成処理皮膜中に均一に樹脂粒子を分散させることが困難となる。
【0079】
ポリエチレン−フッ素樹脂粒子は、加熱して軟化させたポリエチレン樹脂粒子にフッ素樹脂微粒子を接触させることにより、ポリエチレン樹脂粒子の表面にフッ素樹脂微粒子を結合(吸着)させたものである。ポリエチレン樹脂粒子の表面にフッ素樹脂微粒子を結合させることで、140〜180℃程度で加熱しても粒子の形状を維持することができる程度の耐熱性と、化成処理液中の分散性(比重:例えば1.1)とを両立させることができる。また、ポリエチレン樹脂粒子の表面にフッ素樹脂微粒子を結合させることで、耐候性も向上させることができる。
【0080】
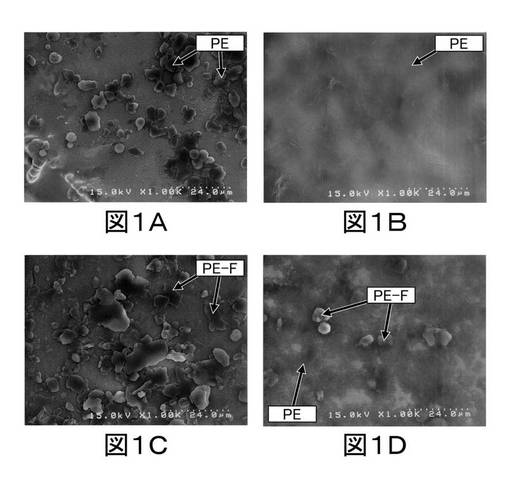
図1は、50℃または150℃まで加熱された、ポリエチレン樹脂粒子またはポリエチレン−フッ素樹脂粒子を含む化成処理皮膜のSEM像(平面視)である。図1Aは、ポリエチレン樹脂粒子を含む化成処理液をめっき鋼板の表面に塗布し、50℃で乾燥させることにより形成した化成処理皮膜のSEM像である。図1Bは、ポリエチレン樹脂粒子を含む化成処理液をめっき鋼板の表面に塗布し、150℃で乾燥させることにより形成した化成処理皮膜のSEM像である。図1Cは、ポリエチレン−フッ素樹脂粒子を含む化成処理液をめっき鋼板の表面に塗布し、50℃で乾燥させることにより形成した化成処理皮膜のSEM像である。図1Dは、ポリエチレン−フッ素樹脂粒子を含む化成処理液をめっき鋼板の表面に塗布し、150℃で乾燥させることにより形成した化成処理皮膜のSEM像である。
【0081】
図1Aに示されるように、ポリエチレン樹脂粒子を含む化成処理液を50℃で乾燥させた場合、ポリエチレン樹脂粒子の形状は維持され、化成処理皮膜の表面からポリエチレン樹脂粒子が突出していた(図中「PE」参照)。一方、図1Bに示されるように、ポリエチレン樹脂粒子を含む化成処理液を150℃で乾燥させた場合は、ポリエチレン樹脂粒子は溶融してしまい、ポリエチレン樹脂は化成処理皮膜の表面に均一に分布していた(図中「PE」参照)。
【0082】
図1Cに示されるように、ポリエチレン−フッ素樹脂粒子を含む化成処理液を50℃で乾燥させた場合、ポリエチレン−フッ素樹脂粒子の形状は維持され、化成処理皮膜の表面からポリエチレン−フッ素樹脂粒子が突出していた(図中「PE−F」参照)。また、図1Dに示されるように、ポリエチレン−フッ素樹脂粒子を含む化成処理液を150℃で乾燥させた場合、一部のポリエチレン−フッ素樹脂粒子(フッ素樹脂微粒子の付着量が少ないもの)は溶融したが(図中「PE」参照)、残部のポリエチレン−フッ素樹脂(フッ素樹脂微粒子の付着量が多いもの)は溶融しなかった(図中「PE−F」参照)。
【0083】
このように、乾燥温度が低い場合は、ポリエチレン樹脂粒子でも問題ないが、乾燥温度が高い場合は、ポリエチレン−フッ素樹脂粒子を使用することが好ましい。また、耐候性の観点からも、ポリエチレン−フッ素樹脂粒子を使用することが好ましい。
【0084】
ポリエチレン−フッ素樹脂粒子を構成するポリエチレン樹脂粒子の平均粒子径は、ポリエチレン−フッ素樹脂粒子の平均粒子径が0.1〜10μmの範囲内となれば特に限定されない。使用できるポリエチレン樹脂粒子の市販品としては、HYTEC E−9016、HYTEC E−1000(いずれも東邦化学株式会社)、CJ−172B、CJ−137(いずれも興洋化学株式会社)、パーマリンKUE−4、パーマリンKUE−5(いずれも三洋化成工業株式会社)などが挙げられる。一方、ポリエチレン−フッ素樹脂粒子を構成するフッ素樹脂微粒子の平均粒子径は、ポリエチレン樹脂粒子の平均粒子径に応じて適宜設定すればよい。たとえば、フッ素樹脂微粒子の平均粒子径は、0.3μm以下が好ましい。
【0085】
ポリエチレン−フッ素樹脂粒子中のフッ素樹脂の割合は、5〜40質量%の範囲内が好ましい。フッ素樹脂の割合が5質量%未満の場合、フッ素樹脂を付着させることによる効果を十分に発揮させることができないおそれがある。一方、フッ素樹脂の割合が40質量%超の場合、ポリエチレン−フッ素樹脂粒子が化成処理皮膜から脱落しやすくなるおそれがある。ポリエチレン−フッ素樹脂粒子中におけるフッ素樹脂の割合は、蛍光X線分析装置を用いることで測定することができる。
【0086】
4)ポリエチレン樹脂
化成処理皮膜がポリエチレン−フッ素樹脂粒子を含む場合、化成処理皮膜は、さらにポリエチレン樹脂を含むことが好ましい。通常、ポリエチレン樹脂は、化成処理皮膜の表面のうち、ポリエチレン−フッ素樹脂粒子が突出していない領域の全部または一部を被覆している(図2C参照)。この化成処理皮膜の表面を被覆しているポリエチレン樹脂は、製造工程において化成処理皮膜の表面にブリードしたポリエチレン樹脂である。ポリエチレン樹脂粒子は、ポリエチレン−フッ素樹脂粒子と共に化成処理皮膜表面の潤滑性を向上させることで、化成処理Zn系めっき鋼板の加工性をさらに向上させる。
【0087】
化成処理皮膜中のポリエチレン樹脂の含有量は、化成処理皮膜に対して0.1〜16質量%の範囲内が好ましい。ポリエチレン樹脂の含有量が0.1質量%未満の場合、ポリエチレン樹脂の効果を十分に発揮させることができない。一方、ポリエチレン樹脂の含有量が16質量%超の場合、耐候性が低下してしまうおそれがある。
【0088】
5)リン酸塩
化成処理皮膜は、さらにリン酸塩を含むことが好ましい。リン酸塩は、Al含有Zn系合金めっき鋼板のめっき層表面と反応して、化成処理皮膜のAl含有Zn系合金めっき鋼板への密着性を向上させる。
【0089】
リン酸塩の種類は、リン酸アニオンを有する化合物であって、水溶性のものであれば特に限定されない。リン酸塩の例には、リン酸ナトリウム、リン酸アンモニウム、リン酸マグネシウム、リン酸カリウム、リン酸マンガン、リン酸亜鉛、オルトリン酸、メタリン酸、ピロリン酸(二リン酸)、三リン酸、四リン酸などが含まれる。これらのリン酸塩は、単独で使用されてもよいし、2種類以上を組み合わせて使用されてもよい。
【0090】
化成処理皮膜中のリン酸塩の含有量は、フッ素含有樹脂に対してP換算量として0.05〜3質量%の範囲内が好ましい。P換算量が0.05質量%未満の場合、めっき層表面との反応が不足して、化成処理皮膜の密着性を十分に向上させることができない。一方、P換算量が3質量%超の場合、4A族金属化合物との反応が過剰に進行して、4A族金属化合物による架橋効果が損なわれてしまう。
【0091】
化成処理皮膜中のリン酸塩のP換算量は、蛍光X線分析装置を用いることで測定することができる。
【0092】
6)シランカップリング剤
化成処理皮膜は、さらにシランカップリング剤を含むことが好ましい。シランカップリング剤を配合することで、化成処理皮膜の密着性をより向上させることができる。シランカップリング剤としては、アミノ基、エポキシ基、メルカプト基、アクリロキシ基、メタクリロキシ基、アルコキシ基、ビニル基、スチリル基、イソシアネート基、クロロプロピル基などの官能基を1種類または2種類以上含むシラン化合物が使用される。
【0093】
化成処理皮膜中のシランカップリング剤の含有量は、フッ素含有樹脂に対して0.5〜5質量%の範囲内が好ましい。シランカップリング剤の含有量が0.5質量%未満の場合、化成処理皮膜の密着性を十分に向上させることができない。一方、シランカップリング剤の含有量が5質量%超の場合、皮膜密着性は飽和し、それ以上の向上は認められない。
【0094】
化成処理皮膜中のシランカップリング剤の含有量は、蛍光X線分析装置を用いることで測定することができる。
【0095】
化成処理皮膜の膜厚は、0.5〜10μmの範囲内が好ましい。膜厚が0.5μm未満の場合、耐食性や耐変色性などを十分に付与することができない。一方、膜厚を10μm超としても、膜厚の増加に伴う性能向上を期待することはできない。
【0096】
2.化成処理Zn系めっき鋼板の製造方法
本発明の化成処理Zn系めっき鋼板の製造方法は、特に限定されないが、例えば以下の方法により製造されうる。
【0097】
本発明の化成処理Zn系めっき鋼板の製造方法は、1)Al含有Zn系合金めっき鋼板(化成処理原板)を準備する第1のステップと、2)化成処理液を準備する第2のステップと、3)Al含有Zn系合金めっき鋼板の表面に化成処理皮膜を形成する第3のステップとを含む。なお、下地化成処理皮膜を介してAl含有Zn系合金めっき鋼板の表面に化成処理皮膜を形成する場合には、化成処理皮膜を形成する第3のステップの前に、Al含有Zn系合金めっき鋼板の表面に下地化成処理皮膜を形成するステップをさらに含む。
【0098】
[化成処理原板の準備]
第1のステップでは、化成処理原板として前述のAl含有Zn系合金めっき鋼板を準備する。
【0099】
[化成処理液の準備]
第2のステップでは、前述の親水性官能基を有するフッ素含有樹脂(好ましくは、フッ素含有オレフィン樹脂)、4A族金属化合物および樹脂粒子を含む化成処理液を準備する。
【0100】
化成処理液は、前述の親水性官能基を有するフッ素含有樹脂(好ましくは、フッ素含有オレフィン樹脂)の水系エマルションに、4A族金属化合物および樹脂粒子(例えば、ポリエチレン−フッ素樹脂粒子)を添加することで調製されうる。化成処理液に添加する4A族金属化合物としては、4A族金属の酸素酸塩やフッ化物、水酸化物、有機酸塩、炭酸塩、過酸化塩などが用いられる。酸素酸塩の例には、水素酸塩、アンモニウム塩、アルカリ金属塩、アルカリ土類金属塩などが含まれる。化成処理液には、さらに必要に応じてポリエチレン樹脂粒子やリン酸塩、シランカップリング剤などを添加してもよい。
【0101】
水系エマルションに含まれるフッ素含有樹脂の数平均分子量は、1000以上が好ましく、1万以上がより好ましく、20万以上が特に好ましい。前述の通り、化成処理皮膜に耐水性を付与するためである。一方、処理液の安定性の観点から、フッ素含有樹脂の数平均分子量は、200万以下が好ましい。
【0102】
フッ素含有樹脂は、乳化剤をほとんど使用せずに水系エマルションを調製する観点から、親水性官能基を0.05〜5質量%有することが好ましい。
【0103】
フッ素含有樹脂の水系エマルション中の乳化剤の含有量は、1質量%以下が好ましい。乳化剤が1質量%超の場合、第3のステップにおいて化成処理皮膜を形成した場合に、乾燥温度によっては化成処理皮膜中に乳化剤が残存してしまうおそれがある。このように化成処理皮膜中に乳化剤が残存してしまうと、化成処理皮膜の耐水性が顕著に低下してしまうため、好ましくない。前述の通り、親水性官能基を有するフッ素含有樹脂であれば、乳化剤の量を1質量%以下としても、水系エマルションを調製することができる。
【0104】
フッ素含有樹脂の水系エマルション中に含まれてもよい乳化剤としては、耐候性および耐水性の観点から、パーフルオロオクタン酸のアンモニウム塩、パーフルオロノナン酸のアンモニウム塩などのフッ素系乳化剤が好ましい。その他、公知のフッ素系界面活性剤も乳化剤として使用することができる。
【0105】
化成処理液中のフッ素含有樹脂の含有量は、水100質量部に対して、10〜70質量部の範囲内が好ましい。フッ素含有樹脂の含有量が10質量部未満の場合、乾燥過程において水の蒸発量が多くなり、化成処理皮膜の成膜性および緻密性が低下するおそれがある。一方、フッ素含有樹脂の含有量が70質量部超の場合、化成処理液の保存安定性が低下するおそれがある。
【0106】
化成処理液中の4A族金属の酸素酸塩、フッ化物、水酸化物、有機酸塩、炭酸塩または過酸化塩の含有量は、フッ素含有樹脂100質量部に対して、金属換算で0.1〜5質量部の範囲内が好ましい。これらの塩の含有量が0.1質量部未満の場合、架橋反応およびめっき層表面との反応が不足して、化成処理皮膜の耐水性および皮膜密着性を十分に向上させることができない。一方、これらの塩の含有量が5質量部超の場合、架橋反応が進行して、化成処理液の保存安定性が低下するおそれがある。
【0107】
化成処理液中の樹脂粒子(例えば、ポリエチレン−フッ素樹脂粒子)の含有量は、固形分(フッ素含有樹脂や4A族金属化合物など)100質量部に対して、0.5〜20質量部の範囲内が好ましい。前述の通り、樹脂粒子の含有量が0.5質量%未満の場合、化成処理皮膜の潤滑性を十分に向上させることができない。一方、樹脂粒子の含有量が20質量%超の場合、化成処理皮膜の耐候性が低下してしまうおそれがある。
【0108】
ポリエチレン−フッ素樹脂粒子に加えて、さらにポリエチレン樹脂粒子を化成処理液に添加する場合、化成処理液中のポリエチレン樹脂粒子の含有量は、固形分100質量部に対して、0.1〜16質量部の範囲内が好ましい。前述の通り、ポリエチレン樹脂粒子の含有量が0.1質量%未満の場合、ポリエチレン樹脂の効果を十分に発揮させることができない。一方、添加量が16質量%超の場合、化成処理皮膜の耐候性が低下してしまうおそれがある。また、ポリエチレン樹脂粒子の平均粒子径は、0.1〜10μmの範囲内が好ましい。平均粒子径が0.1μm未満の場合、大部分のポリエチレン樹脂粒子が化成処理皮膜中に埋没してしまい、ポリエチレン樹脂を化成処理皮膜の表面にブリードさせることができない。一方、平均粒子径が10μm超の場合、化成処理液を乾燥させている間にポリエチレン樹脂粒子が脱落してしまうおそれがある。
【0109】
化成処理液にリン酸塩を添加する場合、化成処理液中のリン酸塩の含有量は、フッ素含有樹脂100質量部に対して、P換算で0.05〜3質量部の範囲内が好ましい。リン酸塩の含有量が0.05質量部未満の場合、化成処理皮膜の密着性を十分に向上させることができない。一方、リン酸塩の含有量が3質量部超の場合、4A族金属化合物との反応が過剰に進行して、4A族金属化合物による架橋効果が損なわれてしまうおそれがある。
【0110】
化成処理液にシランカップリング剤を添加する場合、化成処理液中のシランカップリング剤の含有量は、フッ素含有樹脂100質量部に対して、0.5〜5質量部の範囲内が好ましい。シランカップリング剤の含有量が0.5質量部未満の場合、化成処理皮膜の密着性を十分に向上させることができない。一方、シランカップリング剤の含有量が5質量部超の場合、皮膜密着性は飽和し、それ以上の向上は認められない。また、化成処理液の安定性が低下してしまうおそれもある。
【0111】
化成処理液には、その他の成分として、エッチング剤や無機化合物、無機潤滑剤、着色顔料、染料などを必要に応じて添加してもよい。エッチング剤としては、フッ化物などが使用される。エッチング剤は、めっき層表面を活性化することにより化成処理皮膜の密着性をより高める。MgやCa、Sr、V、W、Mn、B、Si、Snなどの無機化合物(酸化物、リン酸塩など)は、化成処理皮膜を緻密化して耐水性を向上させる。二硫化モリブデンやタルクなどの無機潤滑剤は、化成処理皮膜の潤滑性、さらには化成処理Zn系めっき鋼板の加工性をさらに向上させる。また、無機顔料や有機顔料、有機染料などを配合することで、化成処理皮膜に所定の色調を付与することができる。
【0112】
[化成処理皮膜の形成]
第3のステップでは、第1のステップで準備したAl含有Zn系合金めっき鋼板の表面に、化成処理皮膜を形成する。化成処理皮膜を形成するには、第2のステップで準備した化成処理液を第1のステップで準備したAl含有Zn系合金めっき鋼板の表面に塗布し、乾燥させればよい。
【0113】
化成処理液の塗布方法は、特に限定されず、公知の方法から適宜選択すればよい。そのような塗布方法の例には、ロールコート法やカーテンフロー法、スピンコート法、スプレー法、浸漬引き上げ法などが含まれる。
【0114】
化成処理液の乾燥は、常温乾燥であってもよいが、連続操業を考慮すると50℃以上に保持して乾燥時間を短縮することが好ましい。しかし、300℃超に保持した場合、有機成分が熱分解して化成処理皮膜の性能が低下するおそれがある。本発明の製造方法では、化成処理液中に含まれる乳化剤の含有量が少ないため、乾燥温度を50℃程度としても乳化剤がほとんど含まれず、耐水性に優れた化成処理皮膜を形成することができる。
【0115】
図2は、化成処理皮膜の形成過程を示す断面模式図である。図2では、ポリエチレン−フッ素樹脂粒子およびポリエチレン樹脂粒子を添加した化成処理液を塗布した様子を示している。
【0116】
まず、Al含有Zn系合金めっき鋼板110の表面に化成処理液を塗布して、化成処理液の塗膜120を形成する(図2A参照)。化成処理液の塗膜120には、ポリエチレン−フッ素樹脂粒子122およびポリエチレン樹脂粒子124が分散している。
【0117】
次いで、50℃程度まで温度を上げると、水分が蒸発して、化成処理皮膜120’が形成される(図2B参照)。このとき、ポリエチレン−フッ素樹脂粒子122およびポリエチレン樹脂粒子124の大部分は、化成処理皮膜120’の表面から突出する。図3Aは、化成処理液の塗膜を50℃で乾燥させた後の、化成処理皮膜のSEM像(平面視)である。ポリエチレン−フッ素樹脂粒子とポリエチレン樹脂粒子とを区別することはできないが、これらの粒子が化成処理皮膜の表面から突出していることがわかる(図中「PE−FまたはPE」参照)。
【0118】
さらに、150℃程度まで温度を上げると、ポリエチレン樹脂粒子124が溶融して、ポリエチレン樹脂は表面にブリードする(図2C参照)。ブリードしたポリエチレン樹脂124’は、化成処理皮膜120’の表面の全部または一部を被覆する。一方、ポリエチレン−フッ素樹脂粒子122は、溶融することなくそのままの状態で維持される。図3Bは、化成処理液の塗膜を150℃で乾燥させた後の、化成処理皮膜のSEM像(平面視)である。ポリエチレン−フッ素樹脂粒子のみが化成処理皮膜の表面から突出していることがわかる(図中「PE−F」参照)。図3Cは、化成処理皮膜の表面から突出しているポリエチレン−フッ素樹脂粒子のSEM像(断面視)である。この化成処理皮膜の表面から突出している粒子が、ポリエチレン−フッ素樹脂粒子であることは、蛍光X線分析により確認することができる。図4は、化成処理皮膜の表面から突出しているポリエチレン−フッ素樹脂粒子の蛍光X線スペクトルである。
【0119】
以上の手順により、耐候性、耐水性、耐黒変性、皮膜密着性および加工性のすべてに優れる本発明の化成処理Zn系めっき鋼板を製造することができる。
【0120】
[下地化成処理皮膜の形成]
下地化成処理皮膜を形成するステップでは、化成処理皮膜を形成する前に、第1のステップで準備したAl含有Zn系合金めっき鋼板の表面に下地化成処理液を塗布して塗布膜を形成する。下地化成処理液は、例えば、ロールコート法、スピンコート法、スプレー法等などで塗布することができる。下地化成処理液の塗布量は、バルブメタル付着量が1mg/m2以上となるように調整することが好ましい。得られる化成処理鋼板に十分な耐食性を付与するためである。また、下地化成処理液の塗布量は、形成される下地化成処理皮膜の厚さが3nm以上1000nm以下となるように調整することが好ましい。3nm以上で十分な耐食性が発現し、1000nmを超えると鋼板を成形加工しようとするときに、応力によってクラックが発生するおそれがある。
【0121】
Al含有Zn系合金めっき鋼板の表面に形成された塗布膜を、水洗することなく乾燥することにより、下地化成処理皮膜を形成することができる。常温で乾燥することもできるが、連続操業を考慮すると50℃以上に保持して乾燥時間を短縮することが好ましい。ただし、200℃を超える乾燥温度では、化成処理皮膜に含まれている有機成分が熱分解し、有機成分で付与された特性が損なわれることがある。
【0122】
以下、本発明を実施例を参照して詳細に説明するが、本発明はこれらの実施例により限定されない。
【実施例】
【0123】
[実施例]
1.化成処理Zn系めっき鋼板の作製
板厚0.8mmのSPCCを基材として、以下の3種類の溶融Al含有Zn系合金めっき鋼板を作製した。本実施例では、これら3種類の溶融Al含有Zn系合金めっき鋼板を化成処理原板として使用した。
[Al含有Zn系合金めっき鋼板A]
・溶融Zn−0.18質量%Al合金めっき鋼板
・めっき付着量45g/m2
[Al含有Zn系合金めっき鋼板B]
・溶融Zn−6質量%Al−3質量%Mg合金めっき鋼板
・めっき付着量45g/m2
[Al含有Zn系合金めっき鋼板C]
・溶融Zn−55質量%Al合金めっき鋼板
・めっき付着量45g/m2
【0124】
各Al含有Zn系合金めっき鋼板の表面に表1に示す組成の化成処理液を塗布し、到達板温140℃で加熱乾燥して、膜厚2.0μmの化成処理皮膜を形成した。
【0125】
表1に示される処理液No.1〜12の化成処理液は、所定量のカルボキシル基およびスルホン酸基を含むフッ素含有樹脂と、乳化剤とを含む水系エマルション(不揮発分25質量%;表2参照)に、4A族金属化合物、ポリエチレン−フッ素樹脂粒子(樹脂粒子)などを添加して調製した。処理液No.13の化成処理液は、ウレタン樹脂と乳化剤とを含む水系エマルション(不揮発分25質量%;表2参照)に、4A族金属化合物、ポリエチレン−フッ素樹脂粒子(樹脂粒子)などを添加して調製した。
【0126】
フッ素含有樹脂を含む水系エマルションは、水溶媒に、所定量のフルオロオレフィン、カルボキシル基含有モノマー、スルホン酸基含有モノマーおよび乳化剤を添加して、それらを共重合反応させることで得た。ウレタン樹脂を含む水系エマルションは、PR135(住化バイエルンウレタン株式会社)を使用した。シランカップリング剤は、A−1891(モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社)を使用した。
【0127】
【表1】
【0128】
【表2】
【0129】
各化成処理Zn系めっき鋼板の化成処理皮膜における有機樹脂に対する4A族金属、リン酸塩およびシランカップリング剤の量を蛍光X線分析装置を用いて測定した。リン酸塩およびシランカップリング剤の含有量は、PおよびSiの測定値から算出した。また、各化成処理Zn系めっき鋼板の化成処理皮膜の表面におけるポリエチレン−フッ素樹脂粒子の面積占有率を走査型電子顕微鏡を用いて測定した。各化成処理液について、形成される化成処理皮膜における有機樹脂に対する4A族金属、リン酸塩およびシランカップリング剤の量、ならびに化成処理皮膜の表面におけるポリエチレン−フッ素樹脂粒子の面積占有率を表3に示す。
【0130】
【表3】
【0131】
2.化成処理Zn系めっき鋼板の評価
(1)促進耐候性試験
各化成処理Zn系めっき鋼板から試験片を切り出し、JIS K5600−7−7:2008に準拠して促進耐候性試験(キセノンランプ法)を実施した。本試験では、キセノンアーク灯の光を120分間照射する間に18分間水を噴射する工程を1サイクル(2時間)とし、この工程を0〜1000サイクル(0、500、1000サイクル)繰り返した。
【0132】
(2)耐候性の評価
各化成処理Zn系めっき鋼板について、促進耐候試験前後の化成処理皮膜の厚さを断面検鏡により測定し、塗膜残存率を求めた。各化成処理Zn系めっき鋼板について、塗膜残存率が95%以上の場合は「◎」、80%以上95%未満の場合は「○」、60%以上80%未満の場合は「△」、30%以上60%未満の場合は「▲」、30%未満の場合は「×」と評価した。
【0133】
(3)耐黒変性の評価
各化成処理Zn系めっき鋼板について、促進耐候試験前後の化成処理皮膜の表面の明度差(ΔL*値)を測定し、耐黒変性を評価した。各化成処理Zn系めっき鋼板について、明度差(ΔL*値)が1以下の場合は「◎」、1を超え2以下の場合は「○」、2を超え5以下の場合は「△」、5を超え10以下の場合は「▲」、10を超える場合は「×」と評価した。
【0134】
(4)平坦部の耐食性の評価
各化成処理Zn系めっき鋼板について、促進耐候試験後の試験片を用いて塩水噴霧試験(JIS Z2371に準拠;120時間)を行い、平坦部の白錆発生面積率を評価した。各化成処理Zn系めっき鋼板について、白錆発生面積率が5%以下の場合は「◎」、5%を超え10%以下の場合は「○」、10%を超え30%以下の場合は「△」、30%を超え50%以下の場合は「▲」、50%を超える場合は「×」と評価した。
【0135】
(5)潤滑性の評価
各化成処理Zn系めっき鋼板から幅30mm、長さ300mmの試験片を切り出した。各試験片の両面にSKD11製の金型を接触させ、金型を介して600kgfの荷重を加えながら試験片を100mm/分の速度で引き抜いた。このときの引き抜き力を測定して、潤滑性を評価した。各化成処理Zn系めっき鋼板について、引き抜き力が200kgf以下の場合は「◎」、200kgfを超え250kgf以下の場合は「○」、250kgfを超え300kgf以下の場合は「△」、300kgfを超え400kgf以下の場合は「▲」、400kgfを超える場合は「×」と評価した。
【0136】
(6)評価結果
各化成処理Zn系めっき鋼板(実施例1〜21、比較例1〜18)についての、化成処理原板の種類、使用した処理液の種類、ならびに耐候性試験、耐黒変性試験、平坦部耐食性試験および潤滑性試験の評価結果を表4および表5に示す。
【0137】
【表4】
【0138】
【表5】
【0139】
耐候性は、促進耐候性試験後の化成処理皮膜の塗膜残存率により評価した。ウレタン樹脂を含む化成処理皮膜を形成した比較例6、比較例12および比較例18の化成処理Zn系めっき鋼板では、500サイクル(屋外暴露5年相当)で化成処理皮膜が消失してしまった。また、過剰に大きいポリエチレン−フッ素樹脂粒子を含む化成処理皮膜を形成した比較例4、比較例10および比較例16の化成処理Zn系めっき鋼板でも、ポリエチレン−フッ素樹脂粒子が化成処理皮膜から脱落してしまったため、耐候性が劣っていた。一方、所定量の親水性官能基を有するフッ素含有樹脂および4A族金属化合物を含む化成処理皮膜を形成した実施例1〜21の化成処理Zn系めっき鋼板では、1000サイクル(屋外暴露10年相当)繰り返した後でも化成処理皮膜の膜厚はほとんど変化しなかった。
【0140】
耐黒変性は、促進耐候性試験前後の明度差(ΔL*値)により評価した。ウレタン樹脂を含む化成処理皮膜を形成した比較例6、比較例12および比較例18の化成処理Zn系めっき鋼板では、サイクル数の増加に伴いめっき層の黒変が進行して、明度が低下してしまった。一方、所定量の親水性官能基を有するフッ素含有樹脂および4A族金属化合物を含む化成処理皮膜を形成した実施例1〜21の化成処理Zn系めっき鋼板では、1000サイクル(屋外暴露10年相当)繰り返した後でも明度はほとんど低下しなかった。
【0141】
耐食性は、塩水噴霧試験後の白錆発生面積率により評価した。ウレタン樹脂を含む化成処理皮膜を形成した比較例6、比較例12および比較例18の化成処理Zn系めっき鋼板では、促進耐候性試験前は耐食性が良好であったものの、皮膜の消失に伴い耐食性が著しく低下してしまった。また、過剰量または過少量の親水性官能基を有するフッ素含有樹脂を含む化成処理皮膜を形成した比較例1、比較例2、比較例7、比較例8、比較例13および比較例14の化成処理Zn系めっき鋼板、ならびに4A族金属化合物を含まない化成処理皮膜を形成した比較例3、比較例5、比較例9、比較例11、比較例15および比較例17の化成処理Zn系めっき鋼板では、促進耐候性試験前から耐食性が劣っていた。一方、所定量の親水性官能基を有するフッ素含有樹脂および4A族金属化合物を含む化成処理皮膜を形成した実施例1〜21の化成処理Zn系めっき鋼板では、1000サイクル(屋外暴露10年相当)繰り返した後でも耐食性が良好であった。
【0142】
潤滑性は、荷重を加えてられている試験片を引き抜く際に要する引き抜き力により評価した。比較例1、比較例7および比較例13の化成処理Zn系めっき鋼板は、化成処理皮膜中のポリエチレン−フッ素樹脂粒子の量が少ないため、潤滑性が劣っていた。同様に、ポリエチレン−フッ素樹脂粒子を含まない比較例5、比較例11および比較例17の化成処理Zn系めっき鋼板も、潤滑性が劣っていた。また、比較例6、比較例12および比較例18の化成処理Zn系めっき鋼板は、ポリエチレン−フッ素樹脂粒子の平均粒子径が小さく、化成処理皮膜中に埋没してしまったため、潤滑性が劣っていた。一方、平均粒子径が所定の範囲内のポリエチレン−フッ素樹脂粒子を所定量含む化成処理皮膜を形成した実施例1〜21の化成処理Zn系めっき鋼板では、潤滑性が良好であった。
【0143】
以上の結果から、本発明の化成処理Zn系めっき鋼板は、耐候性、耐黒変性および加工性(潤滑性)に優れていることがわかる。
【0144】
[参考実験]
参考実験として、フッ素樹脂皮膜中の4A族金属化合物の量および乳化剤の量と、透湿度との関係を調べた結果を示す。
【0145】
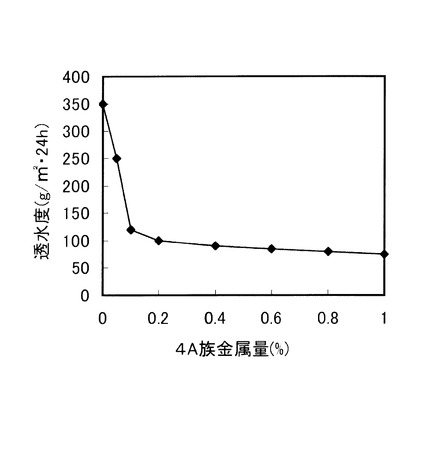
親水性官能基含有モノマーを1質量%となるように添加し、乳化剤を1質量%となるように添加して作製した親水性官能基を有するフッ素含有樹脂の水系エマルションに、所定量の4A族金属化合物を添加して調製した化成処理液を、めっき鋼板の表面にバーコーターで塗布し、到達板温140℃で加熱乾燥して、膜厚30μmのフッ素樹脂皮膜を形成した。このフッ素樹脂皮膜をめっき鋼板から剥がし、所定の大きさに切り出して試験片とした。各試験片(遊離フッ素樹脂皮膜)について、JIS Z0208に準拠して透湿度を測定した(測定条件、温度40±0.5℃、相対湿度90±2%、24時間)。
【0146】
図5は、フッ素樹脂皮膜における4A族金属の量と透湿度との関係を示すグラフである。このグラフから、フッ素樹脂皮膜中の4A族金属の量を0.1質量%以上とすることで、フッ素樹脂皮膜の透湿度を顕著に低下させうることがわかる。
【0147】
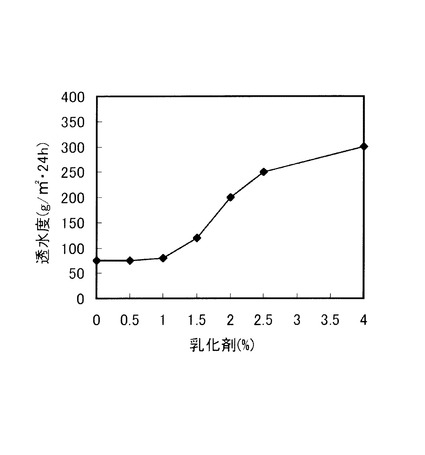
親水性官能基含有モノマーを1質量%となるように添加し、所定量の乳化剤を添加して作製した親水性官能基を有するフッ素含有樹脂の水系エマルションに、4A族金属化合物を終濃度が金属換算で1質量%となるように添加して調製した化成処理液を、めっき鋼板の表面にバーコーターで塗布し、到達板温140℃で加熱乾燥して、膜厚30μmのフッ素樹脂皮膜を形成した。このフッ素樹脂皮膜をめっき鋼板から剥がし、所定の大きさに切り出して試験片とした。各試験片(遊離フッ素樹脂皮膜)について、JIS Z0208に準拠して透湿度を測定した(測定条件、温度40±0.5℃、相対湿度90±2%、24時間)。
【0148】
図6は、フッ素含有樹脂の水系エマルション中の乳化剤の濃度とフッ素樹脂皮膜の透湿度との関係を示すグラフである。このグラフから、エマルション中の乳化剤の濃度を1質量%以下とすることで、フッ素樹脂皮膜の透湿度を顕著に低下させうることがわかる。
【0149】
以上の結果から、4A族金属化合物の量が多く、乳化剤の残存量が少ないフッ素樹脂皮膜は、耐水性に優れていることがわかる。
【産業上の利用可能性】
【0150】
本発明の化成処理Zn系めっき鋼板は、耐候性、耐水性、耐黒変性、皮膜密着性および加工性に優れているため、外装建材などの様々な用途において有用である。たとえば、本発明の化成処理Zn系めっき鋼板は、1)ビニールハウスまたは農業ハウス用の鋼管、形鋼、支柱、梁、搬送用部材、2)遮音壁、防音壁、吸音壁、防雪壁、ガードレール、高欄、防護柵、支柱、3)鉄道車両用部材、架線用部材、電気設備用部材、安全環境用部材、構造用部材、太陽光架台などの用途に好適に使用されうる。
【0151】
Al含有Zn系合金めっき鋼板は、高温高湿下において塗膜と十分に密着するとともに、耐食性に優れる。よって、本発明の化成処理Zn系めっき鋼板は、高温高湿環境下で使用される外装用材料として特に好適である。
【符号の説明】
【0152】
110 Al含有Zn系合金めっき鋼板
120 化成処理液の塗膜
120’ 化成処理皮膜
122 ポリエチレン−フッ素樹脂粒子
124 ポリエチレン樹脂粒子
124’ ブリードしたポリエチレン樹脂
【技術分野】
【0001】
本発明は、耐候性、耐水性、耐黒変性、皮膜密着性および加工性に優れる化成処理Zn系めっき鋼板およびその製造方法に関する。
【背景技術】
【0002】
めっき鋼板は、成形加工時のカジリを防止するために、有機樹脂を含む化成処理皮膜が形成されることがある(例えば、特許文献1、2参照)。特許文献1、2には、亜鉛系めっき鋼板の表面に、ウレタン樹脂などの有機樹脂を含む化成処理皮膜を形成することが記載されている。このようにめっき鋼板の表面を、有機樹脂を含む化成処理皮膜で被覆することで、耐カジリ性だけでなく、耐食性や耐変色性なども向上させることができる。
【0003】
一方、化成処理めっき鋼板の耐候性を向上させるために、化成処理皮膜を構成する有機樹脂として耐候性に優れるフッ素樹脂を使用することがある。このように耐候性の向上を目的としてフッ素樹脂を使用する場合、有機溶剤系フッ素樹脂組成物が使用されることが多い。しかし、このような有機溶剤系フッ素樹脂組成物には、火災の危険性や有害性、大気汚染などの問題がある。
【0004】
また、水系フッ素樹脂組成物も様々なものが提案されている(例えば、特許文献3参照)。しかし、このような水系フッ素樹脂組成物は、いずれも高温での焼付けを必要とする(例えば180〜230℃、特許文献3参照)。このような高温での焼き付けは、現場での塗装においては現実的に不可能であり(通常は常乾樹脂を使用する)、加熱乾燥が主流である工場ラインにおいても不利である。
【0005】
さらに、水系フッ素樹脂組成物の問題点を解消すべく、硬化性部位(有機官能基)を導入して、低温でも造膜可能な水系フッ素樹脂組成物も提案されている(例えば、特許文献4参照)。しかし、有機官能基を反応させて硬化させた皮膜では、当該硬化部から優先的に耐候劣化してしまうため、皮膜が多孔質状になり、耐水性が低下してしまう。また、密着性改善のためにエポキシ系樹脂やウレタン樹脂などによる下地処理が施された場合も、有機樹脂が優先的に耐候劣化してしまい、皮膜密着性が急激に低下してしまうことになる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−15834号公報
【特許文献2】特開2005−206764号公報
【特許文献3】特開昭57−38845号公報
【特許文献4】特開平5−202260号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
前述の通り、めっき鋼板の表面に有機樹脂を含む化成処理皮膜を形成することで、耐カジリ性や耐食性、耐変色性などを向上させることができる。しかしながら、有機樹脂を含む化成処理皮膜を形成された従来の化成処理めっき鋼板は、外装建材として使用した場合に耐候性が不十分である場合があった。すなわち、ウレタン樹脂などの多くの有機樹脂は紫外線により劣化してしまうため、従来の化成処理めっき鋼板を外装建材として使用した場合、めっき鋼板の表面を被覆する化成処理皮膜が時間の経過とともに失われてしまうおそれがある。このように化成処理皮膜が失われてしまうと、変色や錆などが発生して美観が損なわれるおそれがあり、外装建材として好ましくない。
【0008】
このような化成処理めっき鋼板の耐候性を向上させる手段としては、化成処理皮膜を構成する有機樹脂として耐候性に優れるフッ素樹脂を使用することが考えられる。そこで、本発明者は取り扱いが容易な水系フッ素樹脂のエマルションを用いてめっき鋼板の表面に化成処理皮膜を形成する予備実験を行った。その結果、水系フッ素樹脂のエマルションを使用することで、耐紫外線性を向上させることはできたが、その一方で造膜性、耐水性および皮膜密着性が低下してしまった。本発明者によるさらなる検討の結果、これらの品質の低下は、水系フッ素樹脂のエマルションを製造する際に使用される乳化剤(例えば、ペルフルオロオクタン酸アンモニウム塩)が化成処理皮膜中に残存するためであることが推察された(後述の参考実験参照)。
【0009】
以上のように、有機樹脂を含む化成処理皮膜を形成された従来の化成処理めっき鋼板は、耐候性が不十分である場合があった。また、有機樹脂として水系フッ素樹脂を使用することで、化成処理めっき鋼板の耐候性(耐紫外線性)を向上させることはできるが、その一方で造膜性、耐水性および皮膜密着性が低下してしまうため、耐候性と、耐水性、耐黒変性および皮膜密着性とを両立させることはできなかった。
【0010】
本発明は、かかる点に鑑みてなされたものであり、有機樹脂を含む化成処理皮膜を有する化成処理Zn系めっき鋼板であって、耐候性、耐水性、耐黒変性、皮膜密着性および加工性のすべてに優れる化成処理Zn系めっき鋼板を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者は、有機樹脂として親水性官能基を導入した高分子量のフッ素含有樹脂を使用し、かつこれらのフッ素含有樹脂を4A族金属化合物で架橋することで、化成処理皮膜の耐候性、耐水性、耐黒変性および皮膜密着性を向上させうることを見出し、さらに検討を加えて本発明を完成させた。
【0012】
すなわち、本発明の第一は、以下の化成処理Zn系めっき鋼板に関する。
[1]Alを0.05〜60質量%含むAl含有Zn系合金めっき鋼板と、前記Al含有Zn系合金めっき鋼板の表面に形成された、膜厚0.5〜10μmの化成処理皮膜と、を有する化成処理Zn系めっき鋼板であって;前記化成処理皮膜は、カルボキシル基、スルホン酸基およびこれらの塩からなる群から選ばれる親水性官能基0.05〜5質量%とF原子7〜20質量%とを含有するフッ素含有樹脂と、前記フッ素含有樹脂に対して金属換算で0.1〜5質量%の4A族金属化合物と、平均粒子径0.1〜10μmの樹脂粒子とを含有し;前記化成処理皮膜の表面における前記樹脂粒子の面積占有率は、0.1面積%以上である、化成処理Zn系めっき鋼板。
[2]前記フッ素含有樹脂が有するカルボキシル基とスルホン酸基との比率は、カルボキシル基/スルホン酸基のモル比で5〜60の範囲内である、[1]に記載の化成処理Zn系めっき鋼板。
[3]前記樹脂粒子は、ポリエチレン樹脂粒子の表面にフッ素樹脂微粒子が結合されているポリエチレン−フッ素樹脂粒子である、[1]または[2]に記載の化成処理Zn系めっき鋼板。
[4]前記化成処理皮膜は、さらにポリエチレン樹脂を含有し;前記ポリエチレン−フッ素樹脂粒子は、前記化成処理皮膜の表面の一部において、前記化成処理皮膜の表面から突出しており;前記ポリエチレン樹脂は、前記化成処理皮膜の表面の残部の全部または一部を被覆している、[3]に記載の化成処理Zn系めっき鋼板。
[5]前記化成処理皮膜は、さらにリン酸塩を含有し;前記フッ素含有樹脂に対する前記リン酸塩の量は、P換算で0.05〜3質量%の範囲内である、[1]〜[4]のいずれか一項に記載の化成処理Zn系めっき鋼板。
[6]前記化成処理皮膜は、さらにシランカップリング剤を含有し;前記フッ素含有樹脂に対する前記シランカップリング剤の量は、0.5〜5質量%の範囲内である、[1]〜[5]のいずれか一項に記載の化成処理Zn系めっき鋼板。
[7]前記4A族金属は、Ti、Zr、Hfおよびこれらの組み合わせからなる群から選ばれる、[1]〜[6]のいずれか一項に記載の化成処理Zn系めっき鋼板。
[8]前記Al含有Zn系合金めっき鋼板と、前記化成処理皮膜との間に形成された、バルブメタルの酸化物または水酸化物、およびバルブメタルのフッ化物を含有する下地化成処理皮膜をさらに有する、[1]〜[7]のいずれか一項に記載の化成処理Zn系めっき鋼板。
【0013】
本発明の第二は、以下の化成処理Zn系めっき鋼板の製造方法に関する。
[9]Alを0.05〜60質量%含むAl含有Zn系合金めっき鋼板を準備するステップと、前記Al含有Zn系合金めっき鋼板の表面に化成処理液を塗布し、乾燥させて、膜厚が0.5〜10μmの化成処理皮膜を形成するステップとを含み;前記化成処理液は、カルボキシル基、スルホン酸基およびこれらの塩からなる群から選ばれる親水性官能基0.05〜5質量%とF原子7〜20質量%とを含有し、数平均分子量が1000〜200万の範囲内であるフッ素含有樹脂と、4A族金属の酸素酸塩、フッ化物、水酸化物、有機酸塩、炭酸塩または過酸化塩のいずれかと、平均粒子径が0.1〜10μmの樹脂粒子とを含有し;前記フッ素含有樹脂に対する、前記4A族金属の酸素酸塩、フッ化物、水酸化物、有機酸塩、炭酸塩または過酸化塩の量は、金属換算で0.1〜5質量%の範囲内であり;前記化成処理液中の固形分に対する、前記樹脂粒子の量は、0.5〜20質量%の範囲内である、化成処理Zn系めっき鋼板の製造方法。
[10]前記フッ素含有樹脂が有するカルボキシル基とスルホン酸基との比率は、カルボキシル基/スルホン酸基のモル比で5〜60の範囲内である、[9]に記載の化成処理Zn系めっき鋼板の製造方法。
[11]前記樹脂粒子は、ポリエチレン樹脂粒子の表面にフッ素樹脂微粒子が結合されているポリエチレン−フッ素樹脂粒子である、[9]または[10]に記載の化成処理Zn系めっき鋼板の製造方法。
[12]前記化成処理液は、さらにポリエチレン樹脂粒子を含有する、[11]に記載の化成処理Zn系めっき鋼板の製造方法。
[13]前記化成処理液は、さらにリン酸塩を含有し;前記フッ素含有樹脂に対する前記リン酸塩の量は、P換算で0.05〜3質量%の範囲内である、[9]〜[12]のいずれか一項に記載の化成処理Zn系めっき鋼板の製造方法。
[14]前記化成処理液は、さらにシランカップリング剤を含有し;前記フッ素含有樹脂に対する前記シランカップリング剤の量は、0.5〜5質量%の範囲内である、[9]〜[13]のいずれか一項に記載の化成処理Zn系めっき鋼板の製造方法。
[15]前記4A族金属は、Ti、Zr、Hfおよびこれらの組み合わせからなる群から選ばれる、[9]〜[14]のいずれか一項に記載の化成処理Zn系めっき鋼板の製造方法。
[16]前記化成処理皮膜を形成するステップの前に、前記Al含有Zn系合金めっき鋼板の表面に下地化成処理液を塗布し、乾燥させて、下地化成処理皮膜を形成するステップをさらに含み;前記下地化成処理液は、バルブメタル塩とフッ化物イオンとを含有する、[9]〜[15]のいずれか一項に記載の化成処理Zn系めっき鋼板の製造方法。
【発明の効果】
【0014】
本発明によれば、耐候性、耐水性、耐黒変性、皮膜密着性および加工性のすべてに優れる化成処理Zn系めっき鋼板を提供することができる。本発明の化成処理Zn系めっき鋼板は、耐候性、耐水性、耐食性、耐変色性および加工性に優れているため、例えば外装建材用のめっき鋼板として有用である。
【図面の簡単な説明】
【0015】
【図1】図1A〜図1Dは、所定の温度で加熱されたポリエチレン樹脂粒子またはポリエチレン−フッ素樹脂粒子を含む化成処理皮膜のSEM像である。
【図2】図2A〜図2Cは、化成処理皮膜の形成過程を示す断面模式図である。
【図3】図3A〜図3Cは、化成処理皮膜の形成過程を示すSEM像である。
【図4】化成処理皮膜中のポリエチレン−フッ素樹脂粒子の蛍光X線スペクトルである。
【図5】フッ素樹脂皮膜における4A族金属の量と透湿度との関係を示すグラフである。
【図6】フッ素含有樹脂のエマルション中の乳化剤の濃度とフッ素樹脂皮膜の透湿度との関係を示すグラフである。
【発明を実施するための形態】
【0016】
1.化成処理Zn系めっき鋼板
本発明の化成処理Zn系めっき鋼板は、Al含有Zn系合金めっき鋼板(化成処理原板)と、Al含有Zn系合金めっき鋼板の表面に形成された化成処理皮膜とを有する。本発明の化成処理Zn系めっき鋼板は、化成処理皮膜が親水性官能基(カルボキシル基やスルホン酸基など)を導入した高分子量のフッ素含有樹脂、4A族金属化合物および樹脂粒子(潤滑剤)を含むことを一つの特徴とする。
【0017】
以下、本発明の化成処理Zn系めっき鋼板の各構成要素について説明する。
【0018】
[化成処理原板]
化成処理原板としては、耐食性および意匠性に優れる、Al含有Zn系合金めっき鋼板が使用される。ここで「Al含有Zn系合金めっき鋼板」とは、Alを0.05〜60質量%含むZn系合金めっき層を有する鋼板を意味する。Al含有Zn系合金めっき鋼板の例には、溶融Al−Znめっき鋼板(溶融Zn−0.1%Alめっき、溶融Zn−55%Alめっき、溶融Zn−6%Al−3%Mgめっき、溶融Zn−11%Al−3%Mg−0.2%Si、溶融Zn−5%Al−0.75%Mg)、合金化Znめっき鋼板(溶融0.1%Al−Znめっき後に合金化処理した合金化溶融Al−Znめっき)などが含まれる。
【0019】
Al含有Zn系合金めっき鋼板の下地鋼としては、低炭素鋼や中炭素鋼、高炭素鋼、合金鋼などが使用される。加工性が必要とされる場合は、低炭素Ti添加鋼、低炭素Nb添加鋼などの深絞り用鋼板が下地鋼として好ましい。
【0020】
[下地化成処理皮膜]
化成処理原板として使用されるAl含有Zn系合金めっき鋼板の表面には、バルブメタルの酸化物または水酸化物と、バルブメタルのフッ化物とを含有する下地化成処理皮膜が形成されている場合もある。このように、Al含有Zn系合金めっき鋼板の表面に下地化成処理皮膜が形成されている場合、化成処理皮膜は、下地化成処理皮膜を介してAl含有Zn系合金めっき鋼板の表面に形成される。
【0021】
バルブメタルの酸化物および水酸化物は、高い絶縁抵抗を示す。このため、バルブメタルの酸化物または水酸化物を含む下地化成処理皮膜は、電子の移動に対する抵抗体として作用する。したがって、雰囲気中の水分に含まれている溶存酸素の還元反応が抑えられ、対となるAl含有Zn系合金めっき鋼板の酸化反応も抑えられる。その結果、基材となるAl含有Zn系合金めっき鋼板からの金属成分の溶出(腐食)が抑制される。なかでも、Ti、Zr、HfなどのIV族A元素の4価化合物は安定な化合物であり、優れた高絶縁性皮膜を形成する。
【0022】
また、化成処理皮膜には、通常、化成処理時や成形加工時に、皮膜欠陥が不可避的に発生する。皮膜欠陥部では基材が露出するため、化成処理されていても、腐食抑制作用が期待できない。これに対して、前述の下地化成処理皮膜は、バルブメタルのフッ化物をも含むので、自己修復作用を有する。つまり、バルブメタルのフッ化物は、雰囲気中の水分に溶け出した後、皮膜欠陥部から露出している下地鋼の表面に難溶性酸化物または水酸化物となって再析出する。その結果、皮膜欠陥部が埋められるので、自己修復作用が発揮される。
【0023】
本発明の化成処理Zn系合金めっき鋼板は、Al含有Zn系合金めっき鋼板に化成処理をすることで製造されるが、化成処理前のZn系合金めっき鋼板は、耐食性が十分でない。そのため、化成処理前のZn系合金めっき鋼板を保存または運搬したり、成形加工をしたりする間に、腐食が発生するおそれがある。そこで、化成処理前のZn系合金めっき鋼板に下地化成処理皮膜を形成しておくことで、化成処理前のZn系合金めっき鋼板における腐食の発生を確実に防止することができる。
【0024】
下地化成処理皮膜を形成したAl含有Zn系合金めっき鋼板を、保存、運搬または成形加工(溶接などを含む)したときに、一部の下地化成処理皮膜が剥離、欠損または欠落することがある。それにより、Al含有Zn系合金めっき鋼板の表面が露出するが、この露出面には、フッ素含有樹脂および4A族金属化合物を含む化成処理皮膜が直接接触する。
【0025】
下地化成処理皮膜は、Al含有Zn系合金めっき鋼板と、化成処理皮膜との密着性を向上させる作用を示す。このため、下地化成処理皮膜が剥離した箇所に形成された化成処理皮膜は、一般的にはその皮膜密着性が低下するとも思われる。しかしながら、化成処理皮膜には、直接接触するめっき層からAlが溶出している。この化成処理皮膜に溶出したAlによって、化成処理皮膜の耐食性および皮膜密着性が向上する。このように、下地化成処理皮膜が剥離した箇所においても、化成処理皮膜とAl含有Zn系合金めっき鋼板との密着性が高く、化成処理皮膜の耐食性が高まる。化成処理皮膜中にAlが存在することによって、化成処理皮膜の耐食性および皮膜密着性が向上するメカニズムについては後述する。
【0026】
下地化成処理皮膜は、基材となるAl含有Zn系合金めっき鋼板の表面に形成された下地化成処理液の塗布膜を、乾燥させることにより形成されうる。下地化成処理液には、バルブメタル塩と、フッ化物イオンと、溶媒である水とが含まれる。下地化成処理液の塗膜を乾燥させることで、バルブメタル塩が、下地化成処理皮膜に含まれるバルブメタルの酸化物もしくは水酸化物、またはフッ化物となる。
【0027】
バルブメタルの例には、Ti、Zr、Hf、V、Nb、Ta、Mo、およびWが含まれる。下地化成処理液に添加されるバルブメタル塩は、バルブメタルのハロゲン化物や酸素酸塩などでありうる。添加されるバルブメタル塩がフッ化物であれば、フッ化物イオン源としても作用する。
【0028】
チタン塩の例には、KnTiF6(K:アルカリ金属又はアルカリ土類金属、n:1または2)、K2[TiO(COO)2]、(NH4)2TiF6、TiCl4、TiOSO4、Ti(SO4)2、およびTi(OH)4などが含まれる。一方、下地化成処理液に含まれるフッ化物イオン源は、フッ素原子を含むバルブメタル塩であってもよいし、可溶性フッ化物(例えば、(NH4)Fなど)であってもよい。
【0029】
下地化成処理液には、バルブメタル塩を安定化するために、キレート作用のある有機酸が添加されていることが好ましい。有機酸は、金属イオンをキレート化して化成処理液を安定させることができる。そのため、有機酸の添加量は、有機酸/金属イオンのモル比が、0.02以上となるように設定される。有機酸の例には、酒石酸、タンニン酸、クエン酸、蓚酸、マロン酸、乳酸、酢酸、およびアスコルビン酸などが含まれる。なかでも、酒石酸などのオキシカルボン酸や、タンニン酸などの多価フェノール類は、下地化成処理液を安定化させるとともに、フッ化物の自己修復作用を補完する作用も示し、密着性の向上にも有効である。
【0030】
下地化成処理液には、各種金属のオルソリン酸塩またはポリリン酸塩が添加されていてもよい。形成される下地化成処理皮膜に、可溶性または難溶性の、金属リン酸塩または複合リン酸塩を含ませるためである。
【0031】
可溶性の金属リン酸塩または複合リン酸塩は、下地化成処理皮膜から皮膜欠陥部に溶出して、基材であるAl含有Zn系合金めっき鋼板のめっき成分(ZnやAlなど)と反応して、不溶性リン酸塩を析出させる。このようにして、チタンフッ化物の自己修復作用を補完する。また、可溶性リン酸塩が解離する際に、雰囲気が若干酸性化するため、チタンフッ化物の加水分解、ひいては難溶性チタン酸化物または水酸化物の生成が促進される。
【0032】
可溶性リン酸塩または複合リン酸塩の金属は、アルカリ金属やアルカリ土類金属、Mnなどでありうる。可溶性リン酸塩または複合リン酸塩は、各種金属リン酸塩の形態で下地化成処理液に添加されてもよいし、各種金属塩と、リン酸、ポリリン酸またはリン酸塩とを組み合わせて化成処理液に添加されてもよい。
【0033】
一方、難溶性の金属リン酸塩または複合リン酸塩は、下地化成処理皮膜に分散して、皮膜欠陥を解消するとともに皮膜強度を向上させる。難溶性リン酸塩または複合リン酸塩の金属は、Al、Ti、Zr、Hf、Znなどでありうる。難溶性リン酸塩または複合リン酸塩は、各種金属リン酸塩の形態で化成処理液に添加されてもよいし、各種金属塩とリン酸、ポリリン酸またはリン酸塩とを組み合わせて化成処理液に添加されてもよい。
【0034】
下地化成処理液には、フッ素系、ポリエチレン系、スチレン系などの有機ワックスや、シリカ、二硫化モリブデン、タルクなどの無機質潤滑剤などを添加することもできる。これらを添加することで、下地化成処理皮膜の潤滑性を向上させることができる。低融点の有機ワックスは、下地化成処理液の塗布膜を乾燥させるときに、膜表面にブリードし、潤滑性を発現すると考えられる。一方、高融点の有機ワックスや無機系潤滑剤は、皮膜中に分散して存在するが、皮膜の最表層では島状分布で皮膜表面に露出することによって潤滑性を発現させるものと考えられる。
【0035】
下地化成処理液の塗布膜を乾燥させて得た下地化成処理皮膜を、蛍光X線、ESCAなどで元素分析すると、下地化成処理皮膜に含まれているOおよびFの濃度が測定される。これらの元素の濃度比F/O(原子比率)は、1/100以上であることが好ましい。得られた化成処理鋼板の腐食を抑制するためである。特に、元素濃度比F/O(原子比率)が1/100以上であると、皮膜欠陥部を起点とする腐食の発生が大幅に減少する。これは、十分な量のチタンフッ化物が下地化成処理皮膜中に含まれており、自己修復作用を発揮しているためと推察される。
【0036】
[化成処理皮膜]
化成処理皮膜は、上述のAl含有Zn系合金めっき鋼板(化成処理原板)の表面に形成されている。化成処理原板の表面には、下地となる皮膜を形成するなどの下地化成処理をしてもよいが、下地化成処理をしなくてもよい。なお、化成処理原板の表面に下地化成処理をしない場合には、化成処理原板の表面には化成処理皮膜が直接形成される。この化成処理皮膜は、Al含有Zn系合金めっき鋼板の耐候性や耐黒変性、加工性(潤滑性)などを向上させる。
【0037】
本発明は、化成処理Zn系めっき鋼板の耐候性、耐水性、耐黒変性、皮膜密着性および加工性のすべてを向上させることを目的としている。前述の通り、化成処理皮膜の耐候性(耐紫外線性)を向上させるためには、有機樹脂としてフッ素含有樹脂を使用すればよい。フッ素含有樹脂は、溶剤系フッ素含有樹脂と水系フッ素含有樹脂に大別される。溶剤系フッ素含有樹脂を用いて化成処理皮膜を形成する場合は、揮発した溶剤の回収が問題となるが、水系フッ素含有樹脂を用いた場合は、このような問題は生じない。そこで、本発明者は、取り扱いが容易な水系フッ素含有樹脂を使用して耐候性、耐水性、耐黒変性、皮膜密着性および加工性のすべてに優れた化成処理Zn系めっき鋼板を形成することを試みた。
【0038】
前述の通り、本発明者の予備実験によれば、水系フッ素含有樹脂のエマルションを用いて化成処理皮膜を形成した場合に耐水性が低下するのは、水系フッ素含有樹脂のエマルションを製造する際に使用される乳化剤が化成処理皮膜中に残存するためと考えられた(後述の参考実験参照)。そこで、本発明者は、乳化剤をほとんど使用せずに水系フッ素含有樹脂のエマルションを製造することができれば、化成処理皮膜の耐水性の低下を抑制できると考えた。そして、本発明者は、様々な水系フッ素含有樹脂について検討した結果、一定量の親水性官能基を導入したフッ素含有樹脂は、乳化剤をほとんど使用せずに水系エマルションを製造することができ、乳化剤をほとんど含まない化成処理皮膜を容易に形成できることを見出した。
【0039】
また、本発明者は、化成処理皮膜の耐水性の低下を抑制するだけでなく、耐水性を向上させることについても検討した。そして、様々な観点から検討した結果、水系フッ素含有樹脂の分子量を大きくし、かつ水系フッ素樹脂を4A族金属化合物で架橋することで、化成処理皮膜の耐水性を顕著に向上させうることを見出した。
【0040】
そして、本発明者は、親水性官能基を導入した高分子量のフッ素含有樹脂をベースとする化成処理液に、さらに4A族金属化合物を配合することで、耐候性と、耐水性、耐黒変性および皮膜密着性とを両立した化成処理皮膜を形成できることを見出したのである。
【0041】
さらに、本発明者は、化成処理Zn系めっき鋼板の加工性(潤滑性)を向上させることについて検討した。そして、本発明者は、様々な手段について検討した結果、平均粒子径が0.1〜10μmの樹脂粒子を化成処理皮膜中に分散させることで、耐候性、耐水性、耐黒変性および皮膜密着性に加えて、さらに加工性(潤滑性)にも優れた化成処理皮膜を形成できることを見出したのである。
【0042】
本発明の化成処理Zn系めっき鋼板の化成処理皮膜では、1)フッ素含有樹脂(好ましくはフッ素含有オレフィン樹脂)を配合することで、耐候性(耐紫外線性)を向上させている。また、2)親水性官能基を導入したフッ素含有樹脂を使用することでエマルション製造時の乳化剤の使用を極力減らし、かつ3)フッ素含有樹脂の分子量を大きくし、かつ4)フッ素含有樹脂を4A族金属化合物で架橋させることで、耐候性(耐紫外線性)および耐水性を向上させている。また、5)平均粒子径が0.1〜10μmの樹脂粒子を分散させることで加工性(潤滑性)を向上させている。
【0043】
以下、化成処理皮膜に含まれる各成分について説明する。
【0044】
1)水系フッ素含有樹脂
化成処理皮膜は、フッ素含有樹脂、より具体的にはフッ素含有オレフィン樹脂を主成分として含む。化成処理皮膜に主成分として含まれるフッ素含有樹脂の量は、70〜99質量%の範囲内が好ましい。前述の通り、化成処理皮膜を構成する有機樹脂としてフッ素含有樹脂を用いることで、化成処理皮膜の耐候性(耐紫外線性)を向上させることができる。
【0045】
フッ素含有樹脂は、有機溶剤系フッ素樹脂よりも、取り扱いが容易な水系フッ素含有樹脂であることが好ましい。「水系フッ素含有樹脂」とは、親水性官能基を有するフッ素含有樹脂をいう。親水性官能基の好ましい例には、カルボキシル基、スルホン酸基およびこれらの塩が含まれる。カルボキシル基またはスルホン酸基の塩の例としては、アンモニウム塩、アミン塩、アルカリ金属塩などが含まれる。
【0046】
好ましい水系フッ素含有樹脂(好ましくはフッ素含有オレフィン樹脂)は、親水性官能基を0.05〜5質量%有する。親水性官能基を0.05〜5質量%有するフッ素含有樹脂は、乳化剤をほとんど使用せずとも、水系エマルションとすることができる。乳化剤をほとんど含まない化成処理皮膜は、耐水性に優れた化成処理皮膜とすることができる。
【0047】
水系フッ素含有樹脂中の親水性官能基の含有量は、水系フッ素含有樹脂に含まれる親水性官能基の総モル質量を、水系フッ素含有樹脂の数平均分子量で除して求めればよい。カルボキシル基のモル質量は45であり、スルホン酸基のモル質量は81であるので、水系フッ素含有樹脂に含まれるカルボキシル基およびスルホン酸基それぞれの数を求め、それぞれにモル質量を乗じることで、水系フッ素含有樹脂に含まれる親水性官能基の総モル質量が求まる。水系フッ素含有樹脂の数平均分子量はGPCで測定される。
【0048】
水系フッ素含有樹脂におけるカルボキシル基は、めっき層表面と水素結合などを形成して化成処理皮膜とめっき層表面との密着性の向上に寄与するが、H+が解離しにくいため4A族金属化合物との架橋反応が生じにくい。一方、水系フッ素含有樹脂におけるスルホン酸基は、H+が解離しやすいものの、4A族金属化合物と架橋反応せずに未反応のまま皮膜中に残存すると、水分子の吸着作用が強いため皮膜の耐水性を著しく低下させてしまうおそれがある。したがって、それぞれの特徴を活かすべく、水系フッ素含有樹脂には、カルボキシル基およびスルホン酸基の両方を含むことが好ましい。この場合、カルボキシル基とスルホン酸基との比率は、カルボキシル基/スルホン酸基のモル比で5〜60の範囲内が好ましい。
【0049】
化成処理皮膜に含まれる水系フッ素含有樹脂(好ましくはフッ素含有オレフィン樹脂)の数平均分子量は、1000以上が好ましく、1万以上がより好ましく、20万以上が特に好ましい。
【0050】
化成処理皮膜に含まれる水系フッ素含有樹脂の分子量が小さすぎると、化成処理皮膜の透水性および耐水性を十分に向上させることができない。このような場合、湿気や腐食性ガスなどが化成処理皮膜を容易に貫通してめっき鋼板に達するため、めっき鋼板は容易に腐食してしまうおそれがある。また、分子量が小さい水系フッ素含有樹脂を使用した場合は、光エネルギーなどの作用により発生したラジカルがポリマー鎖の末端に作用しやすいため、水などの相乗作用により水系フッ素含有樹脂が容易に加水分解されてしまうおそれがある。これらの問題を防ぐためには、化成処理皮膜に含まれる水系フッ素含有樹脂の分子量をある程度大きくしたり、水系フッ素含有樹脂間に架橋構造を形成したりすればよい。水系フッ素含有樹脂の分子量を大きくすることにより、分子間力が強くなり、化成処理皮膜の凝集力が高まるため、耐水性が向上する。また、水系フッ素含有樹脂の主鎖における原子間の結合が安定化されるため、加水分解も生じにくくなる。
【0051】
一方で、化成処理皮膜に含まれる水系フッ素含有樹脂の数平均分子量は、200万以下が好ましい。数平均分子量が200万超の場合、ゲル化などの処理液安定性に問題が生じるおそれがある。
【0052】
化成処理皮膜に含まれる水系フッ素含有樹脂中のF原子の含有量は、7〜20質量%の範囲内が好ましい。F原子の含有量が7質量%未満の場合、化成処理皮膜の耐候性を十分に向上させることができない。一方、F原子の含有量が20質量%超の場合、塗料化が困難であり、かつ密着性および乾燥性が低下するおそれがある。水系フッ素含有樹脂中のF原子の含有量は、蛍光X線分析装置を用いることで測定することができる。
【0053】
水系フッ素含有樹脂としては、フルオロオレフィンと親水性官能基含有モノマーとの共重合体が挙げられる。親水性官能基含有モノマーとは、カルボキシル基含有モノマーやスルホン酸基含有モノマーである。
【0054】
フルオロオレフィンの例には、テトラフルオロエチレン、トリフルオロエチレン、クロロトリフルオロエチレン、ヘキサフルオロプロピレン、フッ化ビニル、フッ化ビニリデン、ペンタフルオロプロピレン、2,2,3,3−テトラフルオロプロピレン、3,3,3−トリフルオロプロピレン、ブロモトリフルオロエチレン、1−クロロ−1,2−ジフルオロエチレン、1,1−ジクロロ−2,2−ジフルオロエチレンなどが含まれる。これらのフルオロオレフィンは、単独で使用されてもよいし、2種類以上を組み合わせて使用されてもよい。耐候性(耐紫外線性)の観点からは、これらのフルオロオレフィンの中でも、テトラフルオロエチレン、ヘキサフルオロプロピレンなどのパーフルオロオレフィンや、フッ化ビニリデンなどが好ましい。クロロトリフルオロエチレンなどの塩素を含むフルオロオレフィンは、塩素イオンによる腐食が生じるおそれがあるため好ましくない。
【0055】
カルボキシル基含有モノマーの一例としては、以下の式(1)に示される不飽和カルボン酸や、これらのエステルまたは酸無水物などの不飽和カルボン酸類が挙げられる。
【化1】
(式中、R1、R2およびR3は同じかまたは異なり、いずれも水素原子、アルキル基、カルボキシル基またはエステル基である。nは0〜20の範囲内である。)
【0056】
上記式(1)に示される不飽和カルボン酸の例には、アクリル酸、メタクリル酸、ビニル酢酸、クロトン酸、桂皮酸、イタコン酸、イタコン酸モノエステル、マレイン酸、マレイン酸モノエステル、フマル酸、フマル酸モノエステル、5−ヘキセン酸、5−ヘプテン酸、6−ヘプテン酸、7−オクテン酸、8−ノネン酸、9−デセン酸、10−ウンデシレン酸、11−ドデシレン酸、17−オクタデシレン酸、オレイン酸などが含まれる。
【0057】
カルボキシル基含有モノマーの別の例としては、以下の式(2)に示されるカルボキシル基含有ビニルエーテルモノマーが挙げられる。
【化2】
(式中、R4およびR5は同じかまたは異なり、いずれも飽和または不飽和の直鎖または環状アルキル基である。nは0または1である。mは0または1である。)
【0058】
上記式(2)に示されるカルボキシル基含有ビニルエーテルモノマーの例には、3−(2−アリロキシエトキシカルボニル)プロピオン酸、3−(2−アリロキシブトキシカルボニル)プロピオン酸、3−(2−ビニロキシエトキシカルボニル)プロピオン酸、3−(2−ビニロキシブトキシカルボニル)プロピオン酸などが含まれる。
【0059】
スルホン酸基含有モノマーの例としては、ビニルスルホン酸、アリルスルホン酸、メタリルスルホン酸、スチレンスルホン酸、2−アクリルアミド−2−メチルプロパンスルホン酸、2−メタクリロイルオキシエタンスルホン酸、3−メタクリロイルオキシプロパンスルホン酸、4−メタクリロイルオキシブタンスルホン酸、3−メタクリロイルオキシ−2−ヒドロキシプロパンスルホン酸、3−アクリロイルオキシプロパンスルホン酸、アリルオキシベンゼンスルホイン酸、メタリルオキシベンゼンスルホン酸、イソプレンスルホン酸、3−アリロキシ−2−ヒドロキシプロパンスルホン酸などが挙げられる。
【0060】
フルオロオレフィンと親水性官能基含有モノマーとの共重合体には、必要に応じてさらに共重合可能な他のモノマーを共重合されていてもよい。共重合可能な他のモノマーとしては、カルボン酸ビニルエステル類、アルキルビニルエーテル類、非フッ素系オレフィン類などが挙げられる。
【0061】
カルボン酸ビニルエステル類は、相溶性および光沢を向上させたり、ガラス転移温度を上昇させたりすることができる。カルボン酸ビニルエステル類の例には、酢酸ビニル、プロピオン酸ビニル、酪酸ビニル、イソ酪酸ビニル、ピバリン酸ビニル、カプロン酸ビニル、バーサチック酸ビニル、ラウリン酸ビニル、ステアリン酸ビニル、シクロヘキシルカルボン酸ビニル、安息香酸ビニル、パラ−t−ブチル安息香酸ビニルなどが含まれる。
【0062】
アルキルビニルエーテル類は、光沢および柔軟性を向上させることができる。アルキルビニルエーテル類の例には、メチルビニルエーテル、エチルビニルエーテル、ブチルビニルエーテルなどが含まれる。
【0063】
非フッ素系オレフィン類は、可とう性を向上させることができる。非フッ素系オレフィン類の例には、エチレン、プロピレン、n−ブテン、イソブテンなどが含まれる。
【0064】
上記モノマーを公知の重合法で共重合させることで、親水性官能基を有するフルオロオレフィン共重合体を得ることができる。このとき、フルオロオレフィン共重合体が親水性官能基を0.05〜5質量%有するように、原料モノマー組成物におけるフルオロオレフィンの量を調整することで、乳化剤をほとんど使用せずにフルオロオレフィン共重合体の水系エマルションを製造することができる。乳化剤をほとんど含有しない(1質量%以下)フルオロオレフィン共重合体のエマルションを用いて形成された化成処理皮膜には、乳化剤がほとんど含まれない。
【0065】
このように、化成処理皮膜を構成する水系フッ素含有樹脂として、親水性官能基を有するフッ素含有樹脂を用いることで、乳化剤をほとんど含まない化成処理皮膜を容易に形成することができる。このようにして形成された化成処理皮膜は、乳化剤の残留による耐水性の劣化がほとんど見られず、優れた耐水性を発揮する。
【0066】
2)4A族金属化合物
化成処理皮膜は、4A族金属化合物を含む。4A族金属化合物は、水系フッ素含有樹脂中のカルボキシル基やスルホン酸基などの官能基と反応しやすく、水系フッ素含有樹脂の硬化または架橋反応を促進する。そのため、低温乾燥でも化成処理皮膜の耐水性を向上させることができる。
【0067】
フッ素含有樹脂の架橋に、メラミン樹脂やイソシアネート樹脂などを使用した場合、耐候劣化しやすいという問題がある。たとえば、メラミン樹脂を使用して硬化させた化成処理皮膜では、エステル結合やホルムエーテル結合などが酸化、加水分解することによりすぐに耐候劣化してしまう。また、酸性雨に含まれる硫酸イオンや硝酸イオンなどの酸性物質によって架橋構造が切断されることによっても、耐候劣化が進行する。イソシアネート樹脂を使用して硬化させた化成処理皮膜では、架橋部分に形成されるウレタン結合はF結合よりも弱いため、架橋構造が優先的に切断されてしまい、耐候劣化が進行する。
【0068】
これに対し、フッ素含有樹脂の架橋に4A族金属化合物を使用することで、このような問題を回避することが可能であり、耐候性を向上させることもできる。
【0069】
また、4A族金属化合物は、皮膜密着性、耐水性および耐黒変性も向上させる。すなわち、Al含有Zn系合金めっき鋼板の表面に存在する強固なAl酸化物は、化成処理皮膜の密着性を低下させるが、化成処理皮膜に4A族金属化合物を含ませることにより、このAl酸化物による皮膜密着性の低下を抑制することができる。また、4A族金属化合物は、エッチング反応により溶出したAlイオンと反応する4A族金属イオンの供給源ともなる。反応生成物は、めっき層と化成処理皮膜の界面に濃化して、初期の耐食性および耐黒変性を向上させる。4A族金属の例には、TiやZr、Hfなどが含まれる。
【0070】
化成処理皮膜中の4A族金属化合物の含有量は、フッ素含有樹脂に対して金属換算で0.1〜5質量%の範囲内が好ましい。含有量が金属換算で0.1質量%未満の場合、Al酸化物の濃化に起因する悪影響を十分に抑制することができず、また水系フッ素含有樹脂脂を十分に架橋させることができず、結果として化成処理皮膜の耐水性を十分に向上させることができない。一方、含有量が金属換算で5質量%超の場合、化成処理皮膜が多孔質状となり、加工性、耐候性が低下するおそれがある。
【0071】
化成処理皮膜中の4A族金属化合物の金属換算量は、蛍光X線分析装置を用いることで測定することができる。
【0072】
上述のように化成処理皮膜中にはめっき層から溶出したAlが存在する。このAlは、耐食性の向上に寄与する。Alの存在により耐食性が向上するのは、以下のメカニズムによるものと推察される。すなわち、1)化成処理液が弱アルカリ性であるため、化成処理液を塗布した際に、めっき層に含まれるAlの酸化物および金属Alが選択的に化成処理液に溶出する(Znはほとんど溶出しない)。2)化成処理液のpH域では、AlはAl(OH)4−の状態で化成処理液に溶解する。3)化成処理液を乾燥させて化成処理皮膜を形成する際に、化成処理液中のAlは脱水縮合などにより化成処理皮膜中に取り込まれる。4)その結果として、化成処理皮膜の絶縁性や緻密度などが向上し、耐食性が向上する。
【0073】
3)樹脂粒子
化成処理皮膜は、樹脂粒子を含む。樹脂粒子は、化成処理皮膜中に分散しており、少なくともその一部は化成処理皮膜の表面において露出(突出)している(図3C参照)。化成処理皮膜の表面において突出している樹脂粒子は、成形加工時に「コロ」のように機能することで、化成処理皮膜表面の潤滑性を向上させる。その結果、化成処理Zn系めっき鋼板の加工性を向上させることができる。
【0074】
樹脂粒子の平均粒子径は、0.1〜10μmの範囲内が好ましい。樹脂粒子の平均粒子径が0.1μm未満の場合、大部分の樹脂粒子が化成処理皮膜中に埋没してしまうため、化成処理皮膜表面の潤滑性を効率よく向上させることができない。一方、樹脂粒子の平均粒子径が10μm超の場合、成形加工時に樹脂粒子が脱落しやすくなるおそれがある。このように樹脂粒子が脱落してしまうと、化成処理皮膜に欠陥が生じてしまい、耐食性が低下してしまうことになる。なお、本明細書において、樹脂粒子の平均粒子径とは、レーザ回折散乱法によって測定した粒子径分布における積算値50%での粒子径(メジアン径)を意味する。
【0075】
化成処理皮膜中の樹脂粒子の含有量は、化成処理皮膜の表面における樹脂粒子の面積占有率が0.1面積%以上となるように調整される。樹脂粒子の面積占有率が0.1面積%未満の場合、化成処理皮膜の潤滑性を十分に向上させることができない。化成処理皮膜の表面における樹脂粒子の面積占有率は、化成処理皮膜の表面を走査型電子顕微鏡(SEM)で観察することで求めることができる。
【0076】
樹脂粒子の種類は、特に限定されないが、耐熱性および分散性の観点からはポリエチレン−フッ素樹脂粒子が好ましい。
【0077】
ポリエチレン樹脂粒子は、比重が小さいため(例えば、0.95)化成処理液中の分散性に優れるが、融点が低いため(例えば、123℃)耐熱性に劣る。このように耐熱性が低い樹脂粒子を使用した場合、化成処理皮膜を形成するために化成処理液を加熱乾燥する際に粒子の形状を維持できないおそれがある。具体的には、化成処理液を140〜180℃程度で加熱乾燥すると、ポリエチレン樹脂粒子は溶融してしまう。このように樹脂粒子が溶融してしまうと、樹脂粒子は「コロ」として機能することができず、潤滑性の向上に寄与することができない。
【0078】
一方、フッ素樹脂粒子は、融点が高いため(例えば、330℃)耐熱性に優れるが、比重が大きいため(例えば、2.2)化成処理液中の分散性に劣る。このように化成処理液中の分散性が低い樹脂粒子を使用した場合、化成処理皮膜中に均一に樹脂粒子を分散させることが困難となる。
【0079】
ポリエチレン−フッ素樹脂粒子は、加熱して軟化させたポリエチレン樹脂粒子にフッ素樹脂微粒子を接触させることにより、ポリエチレン樹脂粒子の表面にフッ素樹脂微粒子を結合(吸着)させたものである。ポリエチレン樹脂粒子の表面にフッ素樹脂微粒子を結合させることで、140〜180℃程度で加熱しても粒子の形状を維持することができる程度の耐熱性と、化成処理液中の分散性(比重:例えば1.1)とを両立させることができる。また、ポリエチレン樹脂粒子の表面にフッ素樹脂微粒子を結合させることで、耐候性も向上させることができる。
【0080】
図1は、50℃または150℃まで加熱された、ポリエチレン樹脂粒子またはポリエチレン−フッ素樹脂粒子を含む化成処理皮膜のSEM像(平面視)である。図1Aは、ポリエチレン樹脂粒子を含む化成処理液をめっき鋼板の表面に塗布し、50℃で乾燥させることにより形成した化成処理皮膜のSEM像である。図1Bは、ポリエチレン樹脂粒子を含む化成処理液をめっき鋼板の表面に塗布し、150℃で乾燥させることにより形成した化成処理皮膜のSEM像である。図1Cは、ポリエチレン−フッ素樹脂粒子を含む化成処理液をめっき鋼板の表面に塗布し、50℃で乾燥させることにより形成した化成処理皮膜のSEM像である。図1Dは、ポリエチレン−フッ素樹脂粒子を含む化成処理液をめっき鋼板の表面に塗布し、150℃で乾燥させることにより形成した化成処理皮膜のSEM像である。
【0081】
図1Aに示されるように、ポリエチレン樹脂粒子を含む化成処理液を50℃で乾燥させた場合、ポリエチレン樹脂粒子の形状は維持され、化成処理皮膜の表面からポリエチレン樹脂粒子が突出していた(図中「PE」参照)。一方、図1Bに示されるように、ポリエチレン樹脂粒子を含む化成処理液を150℃で乾燥させた場合は、ポリエチレン樹脂粒子は溶融してしまい、ポリエチレン樹脂は化成処理皮膜の表面に均一に分布していた(図中「PE」参照)。
【0082】
図1Cに示されるように、ポリエチレン−フッ素樹脂粒子を含む化成処理液を50℃で乾燥させた場合、ポリエチレン−フッ素樹脂粒子の形状は維持され、化成処理皮膜の表面からポリエチレン−フッ素樹脂粒子が突出していた(図中「PE−F」参照)。また、図1Dに示されるように、ポリエチレン−フッ素樹脂粒子を含む化成処理液を150℃で乾燥させた場合、一部のポリエチレン−フッ素樹脂粒子(フッ素樹脂微粒子の付着量が少ないもの)は溶融したが(図中「PE」参照)、残部のポリエチレン−フッ素樹脂(フッ素樹脂微粒子の付着量が多いもの)は溶融しなかった(図中「PE−F」参照)。
【0083】
このように、乾燥温度が低い場合は、ポリエチレン樹脂粒子でも問題ないが、乾燥温度が高い場合は、ポリエチレン−フッ素樹脂粒子を使用することが好ましい。また、耐候性の観点からも、ポリエチレン−フッ素樹脂粒子を使用することが好ましい。
【0084】
ポリエチレン−フッ素樹脂粒子を構成するポリエチレン樹脂粒子の平均粒子径は、ポリエチレン−フッ素樹脂粒子の平均粒子径が0.1〜10μmの範囲内となれば特に限定されない。使用できるポリエチレン樹脂粒子の市販品としては、HYTEC E−9016、HYTEC E−1000(いずれも東邦化学株式会社)、CJ−172B、CJ−137(いずれも興洋化学株式会社)、パーマリンKUE−4、パーマリンKUE−5(いずれも三洋化成工業株式会社)などが挙げられる。一方、ポリエチレン−フッ素樹脂粒子を構成するフッ素樹脂微粒子の平均粒子径は、ポリエチレン樹脂粒子の平均粒子径に応じて適宜設定すればよい。たとえば、フッ素樹脂微粒子の平均粒子径は、0.3μm以下が好ましい。
【0085】
ポリエチレン−フッ素樹脂粒子中のフッ素樹脂の割合は、5〜40質量%の範囲内が好ましい。フッ素樹脂の割合が5質量%未満の場合、フッ素樹脂を付着させることによる効果を十分に発揮させることができないおそれがある。一方、フッ素樹脂の割合が40質量%超の場合、ポリエチレン−フッ素樹脂粒子が化成処理皮膜から脱落しやすくなるおそれがある。ポリエチレン−フッ素樹脂粒子中におけるフッ素樹脂の割合は、蛍光X線分析装置を用いることで測定することができる。
【0086】
4)ポリエチレン樹脂
化成処理皮膜がポリエチレン−フッ素樹脂粒子を含む場合、化成処理皮膜は、さらにポリエチレン樹脂を含むことが好ましい。通常、ポリエチレン樹脂は、化成処理皮膜の表面のうち、ポリエチレン−フッ素樹脂粒子が突出していない領域の全部または一部を被覆している(図2C参照)。この化成処理皮膜の表面を被覆しているポリエチレン樹脂は、製造工程において化成処理皮膜の表面にブリードしたポリエチレン樹脂である。ポリエチレン樹脂粒子は、ポリエチレン−フッ素樹脂粒子と共に化成処理皮膜表面の潤滑性を向上させることで、化成処理Zn系めっき鋼板の加工性をさらに向上させる。
【0087】
化成処理皮膜中のポリエチレン樹脂の含有量は、化成処理皮膜に対して0.1〜16質量%の範囲内が好ましい。ポリエチレン樹脂の含有量が0.1質量%未満の場合、ポリエチレン樹脂の効果を十分に発揮させることができない。一方、ポリエチレン樹脂の含有量が16質量%超の場合、耐候性が低下してしまうおそれがある。
【0088】
5)リン酸塩
化成処理皮膜は、さらにリン酸塩を含むことが好ましい。リン酸塩は、Al含有Zn系合金めっき鋼板のめっき層表面と反応して、化成処理皮膜のAl含有Zn系合金めっき鋼板への密着性を向上させる。
【0089】
リン酸塩の種類は、リン酸アニオンを有する化合物であって、水溶性のものであれば特に限定されない。リン酸塩の例には、リン酸ナトリウム、リン酸アンモニウム、リン酸マグネシウム、リン酸カリウム、リン酸マンガン、リン酸亜鉛、オルトリン酸、メタリン酸、ピロリン酸(二リン酸)、三リン酸、四リン酸などが含まれる。これらのリン酸塩は、単独で使用されてもよいし、2種類以上を組み合わせて使用されてもよい。
【0090】
化成処理皮膜中のリン酸塩の含有量は、フッ素含有樹脂に対してP換算量として0.05〜3質量%の範囲内が好ましい。P換算量が0.05質量%未満の場合、めっき層表面との反応が不足して、化成処理皮膜の密着性を十分に向上させることができない。一方、P換算量が3質量%超の場合、4A族金属化合物との反応が過剰に進行して、4A族金属化合物による架橋効果が損なわれてしまう。
【0091】
化成処理皮膜中のリン酸塩のP換算量は、蛍光X線分析装置を用いることで測定することができる。
【0092】
6)シランカップリング剤
化成処理皮膜は、さらにシランカップリング剤を含むことが好ましい。シランカップリング剤を配合することで、化成処理皮膜の密着性をより向上させることができる。シランカップリング剤としては、アミノ基、エポキシ基、メルカプト基、アクリロキシ基、メタクリロキシ基、アルコキシ基、ビニル基、スチリル基、イソシアネート基、クロロプロピル基などの官能基を1種類または2種類以上含むシラン化合物が使用される。
【0093】
化成処理皮膜中のシランカップリング剤の含有量は、フッ素含有樹脂に対して0.5〜5質量%の範囲内が好ましい。シランカップリング剤の含有量が0.5質量%未満の場合、化成処理皮膜の密着性を十分に向上させることができない。一方、シランカップリング剤の含有量が5質量%超の場合、皮膜密着性は飽和し、それ以上の向上は認められない。
【0094】
化成処理皮膜中のシランカップリング剤の含有量は、蛍光X線分析装置を用いることで測定することができる。
【0095】
化成処理皮膜の膜厚は、0.5〜10μmの範囲内が好ましい。膜厚が0.5μm未満の場合、耐食性や耐変色性などを十分に付与することができない。一方、膜厚を10μm超としても、膜厚の増加に伴う性能向上を期待することはできない。
【0096】
2.化成処理Zn系めっき鋼板の製造方法
本発明の化成処理Zn系めっき鋼板の製造方法は、特に限定されないが、例えば以下の方法により製造されうる。
【0097】
本発明の化成処理Zn系めっき鋼板の製造方法は、1)Al含有Zn系合金めっき鋼板(化成処理原板)を準備する第1のステップと、2)化成処理液を準備する第2のステップと、3)Al含有Zn系合金めっき鋼板の表面に化成処理皮膜を形成する第3のステップとを含む。なお、下地化成処理皮膜を介してAl含有Zn系合金めっき鋼板の表面に化成処理皮膜を形成する場合には、化成処理皮膜を形成する第3のステップの前に、Al含有Zn系合金めっき鋼板の表面に下地化成処理皮膜を形成するステップをさらに含む。
【0098】
[化成処理原板の準備]
第1のステップでは、化成処理原板として前述のAl含有Zn系合金めっき鋼板を準備する。
【0099】
[化成処理液の準備]
第2のステップでは、前述の親水性官能基を有するフッ素含有樹脂(好ましくは、フッ素含有オレフィン樹脂)、4A族金属化合物および樹脂粒子を含む化成処理液を準備する。
【0100】
化成処理液は、前述の親水性官能基を有するフッ素含有樹脂(好ましくは、フッ素含有オレフィン樹脂)の水系エマルションに、4A族金属化合物および樹脂粒子(例えば、ポリエチレン−フッ素樹脂粒子)を添加することで調製されうる。化成処理液に添加する4A族金属化合物としては、4A族金属の酸素酸塩やフッ化物、水酸化物、有機酸塩、炭酸塩、過酸化塩などが用いられる。酸素酸塩の例には、水素酸塩、アンモニウム塩、アルカリ金属塩、アルカリ土類金属塩などが含まれる。化成処理液には、さらに必要に応じてポリエチレン樹脂粒子やリン酸塩、シランカップリング剤などを添加してもよい。
【0101】
水系エマルションに含まれるフッ素含有樹脂の数平均分子量は、1000以上が好ましく、1万以上がより好ましく、20万以上が特に好ましい。前述の通り、化成処理皮膜に耐水性を付与するためである。一方、処理液の安定性の観点から、フッ素含有樹脂の数平均分子量は、200万以下が好ましい。
【0102】
フッ素含有樹脂は、乳化剤をほとんど使用せずに水系エマルションを調製する観点から、親水性官能基を0.05〜5質量%有することが好ましい。
【0103】
フッ素含有樹脂の水系エマルション中の乳化剤の含有量は、1質量%以下が好ましい。乳化剤が1質量%超の場合、第3のステップにおいて化成処理皮膜を形成した場合に、乾燥温度によっては化成処理皮膜中に乳化剤が残存してしまうおそれがある。このように化成処理皮膜中に乳化剤が残存してしまうと、化成処理皮膜の耐水性が顕著に低下してしまうため、好ましくない。前述の通り、親水性官能基を有するフッ素含有樹脂であれば、乳化剤の量を1質量%以下としても、水系エマルションを調製することができる。
【0104】
フッ素含有樹脂の水系エマルション中に含まれてもよい乳化剤としては、耐候性および耐水性の観点から、パーフルオロオクタン酸のアンモニウム塩、パーフルオロノナン酸のアンモニウム塩などのフッ素系乳化剤が好ましい。その他、公知のフッ素系界面活性剤も乳化剤として使用することができる。
【0105】
化成処理液中のフッ素含有樹脂の含有量は、水100質量部に対して、10〜70質量部の範囲内が好ましい。フッ素含有樹脂の含有量が10質量部未満の場合、乾燥過程において水の蒸発量が多くなり、化成処理皮膜の成膜性および緻密性が低下するおそれがある。一方、フッ素含有樹脂の含有量が70質量部超の場合、化成処理液の保存安定性が低下するおそれがある。
【0106】
化成処理液中の4A族金属の酸素酸塩、フッ化物、水酸化物、有機酸塩、炭酸塩または過酸化塩の含有量は、フッ素含有樹脂100質量部に対して、金属換算で0.1〜5質量部の範囲内が好ましい。これらの塩の含有量が0.1質量部未満の場合、架橋反応およびめっき層表面との反応が不足して、化成処理皮膜の耐水性および皮膜密着性を十分に向上させることができない。一方、これらの塩の含有量が5質量部超の場合、架橋反応が進行して、化成処理液の保存安定性が低下するおそれがある。
【0107】
化成処理液中の樹脂粒子(例えば、ポリエチレン−フッ素樹脂粒子)の含有量は、固形分(フッ素含有樹脂や4A族金属化合物など)100質量部に対して、0.5〜20質量部の範囲内が好ましい。前述の通り、樹脂粒子の含有量が0.5質量%未満の場合、化成処理皮膜の潤滑性を十分に向上させることができない。一方、樹脂粒子の含有量が20質量%超の場合、化成処理皮膜の耐候性が低下してしまうおそれがある。
【0108】
ポリエチレン−フッ素樹脂粒子に加えて、さらにポリエチレン樹脂粒子を化成処理液に添加する場合、化成処理液中のポリエチレン樹脂粒子の含有量は、固形分100質量部に対して、0.1〜16質量部の範囲内が好ましい。前述の通り、ポリエチレン樹脂粒子の含有量が0.1質量%未満の場合、ポリエチレン樹脂の効果を十分に発揮させることができない。一方、添加量が16質量%超の場合、化成処理皮膜の耐候性が低下してしまうおそれがある。また、ポリエチレン樹脂粒子の平均粒子径は、0.1〜10μmの範囲内が好ましい。平均粒子径が0.1μm未満の場合、大部分のポリエチレン樹脂粒子が化成処理皮膜中に埋没してしまい、ポリエチレン樹脂を化成処理皮膜の表面にブリードさせることができない。一方、平均粒子径が10μm超の場合、化成処理液を乾燥させている間にポリエチレン樹脂粒子が脱落してしまうおそれがある。
【0109】
化成処理液にリン酸塩を添加する場合、化成処理液中のリン酸塩の含有量は、フッ素含有樹脂100質量部に対して、P換算で0.05〜3質量部の範囲内が好ましい。リン酸塩の含有量が0.05質量部未満の場合、化成処理皮膜の密着性を十分に向上させることができない。一方、リン酸塩の含有量が3質量部超の場合、4A族金属化合物との反応が過剰に進行して、4A族金属化合物による架橋効果が損なわれてしまうおそれがある。
【0110】
化成処理液にシランカップリング剤を添加する場合、化成処理液中のシランカップリング剤の含有量は、フッ素含有樹脂100質量部に対して、0.5〜5質量部の範囲内が好ましい。シランカップリング剤の含有量が0.5質量部未満の場合、化成処理皮膜の密着性を十分に向上させることができない。一方、シランカップリング剤の含有量が5質量部超の場合、皮膜密着性は飽和し、それ以上の向上は認められない。また、化成処理液の安定性が低下してしまうおそれもある。
【0111】
化成処理液には、その他の成分として、エッチング剤や無機化合物、無機潤滑剤、着色顔料、染料などを必要に応じて添加してもよい。エッチング剤としては、フッ化物などが使用される。エッチング剤は、めっき層表面を活性化することにより化成処理皮膜の密着性をより高める。MgやCa、Sr、V、W、Mn、B、Si、Snなどの無機化合物(酸化物、リン酸塩など)は、化成処理皮膜を緻密化して耐水性を向上させる。二硫化モリブデンやタルクなどの無機潤滑剤は、化成処理皮膜の潤滑性、さらには化成処理Zn系めっき鋼板の加工性をさらに向上させる。また、無機顔料や有機顔料、有機染料などを配合することで、化成処理皮膜に所定の色調を付与することができる。
【0112】
[化成処理皮膜の形成]
第3のステップでは、第1のステップで準備したAl含有Zn系合金めっき鋼板の表面に、化成処理皮膜を形成する。化成処理皮膜を形成するには、第2のステップで準備した化成処理液を第1のステップで準備したAl含有Zn系合金めっき鋼板の表面に塗布し、乾燥させればよい。
【0113】
化成処理液の塗布方法は、特に限定されず、公知の方法から適宜選択すればよい。そのような塗布方法の例には、ロールコート法やカーテンフロー法、スピンコート法、スプレー法、浸漬引き上げ法などが含まれる。
【0114】
化成処理液の乾燥は、常温乾燥であってもよいが、連続操業を考慮すると50℃以上に保持して乾燥時間を短縮することが好ましい。しかし、300℃超に保持した場合、有機成分が熱分解して化成処理皮膜の性能が低下するおそれがある。本発明の製造方法では、化成処理液中に含まれる乳化剤の含有量が少ないため、乾燥温度を50℃程度としても乳化剤がほとんど含まれず、耐水性に優れた化成処理皮膜を形成することができる。
【0115】
図2は、化成処理皮膜の形成過程を示す断面模式図である。図2では、ポリエチレン−フッ素樹脂粒子およびポリエチレン樹脂粒子を添加した化成処理液を塗布した様子を示している。
【0116】
まず、Al含有Zn系合金めっき鋼板110の表面に化成処理液を塗布して、化成処理液の塗膜120を形成する(図2A参照)。化成処理液の塗膜120には、ポリエチレン−フッ素樹脂粒子122およびポリエチレン樹脂粒子124が分散している。
【0117】
次いで、50℃程度まで温度を上げると、水分が蒸発して、化成処理皮膜120’が形成される(図2B参照)。このとき、ポリエチレン−フッ素樹脂粒子122およびポリエチレン樹脂粒子124の大部分は、化成処理皮膜120’の表面から突出する。図3Aは、化成処理液の塗膜を50℃で乾燥させた後の、化成処理皮膜のSEM像(平面視)である。ポリエチレン−フッ素樹脂粒子とポリエチレン樹脂粒子とを区別することはできないが、これらの粒子が化成処理皮膜の表面から突出していることがわかる(図中「PE−FまたはPE」参照)。
【0118】
さらに、150℃程度まで温度を上げると、ポリエチレン樹脂粒子124が溶融して、ポリエチレン樹脂は表面にブリードする(図2C参照)。ブリードしたポリエチレン樹脂124’は、化成処理皮膜120’の表面の全部または一部を被覆する。一方、ポリエチレン−フッ素樹脂粒子122は、溶融することなくそのままの状態で維持される。図3Bは、化成処理液の塗膜を150℃で乾燥させた後の、化成処理皮膜のSEM像(平面視)である。ポリエチレン−フッ素樹脂粒子のみが化成処理皮膜の表面から突出していることがわかる(図中「PE−F」参照)。図3Cは、化成処理皮膜の表面から突出しているポリエチレン−フッ素樹脂粒子のSEM像(断面視)である。この化成処理皮膜の表面から突出している粒子が、ポリエチレン−フッ素樹脂粒子であることは、蛍光X線分析により確認することができる。図4は、化成処理皮膜の表面から突出しているポリエチレン−フッ素樹脂粒子の蛍光X線スペクトルである。
【0119】
以上の手順により、耐候性、耐水性、耐黒変性、皮膜密着性および加工性のすべてに優れる本発明の化成処理Zn系めっき鋼板を製造することができる。
【0120】
[下地化成処理皮膜の形成]
下地化成処理皮膜を形成するステップでは、化成処理皮膜を形成する前に、第1のステップで準備したAl含有Zn系合金めっき鋼板の表面に下地化成処理液を塗布して塗布膜を形成する。下地化成処理液は、例えば、ロールコート法、スピンコート法、スプレー法等などで塗布することができる。下地化成処理液の塗布量は、バルブメタル付着量が1mg/m2以上となるように調整することが好ましい。得られる化成処理鋼板に十分な耐食性を付与するためである。また、下地化成処理液の塗布量は、形成される下地化成処理皮膜の厚さが3nm以上1000nm以下となるように調整することが好ましい。3nm以上で十分な耐食性が発現し、1000nmを超えると鋼板を成形加工しようとするときに、応力によってクラックが発生するおそれがある。
【0121】
Al含有Zn系合金めっき鋼板の表面に形成された塗布膜を、水洗することなく乾燥することにより、下地化成処理皮膜を形成することができる。常温で乾燥することもできるが、連続操業を考慮すると50℃以上に保持して乾燥時間を短縮することが好ましい。ただし、200℃を超える乾燥温度では、化成処理皮膜に含まれている有機成分が熱分解し、有機成分で付与された特性が損なわれることがある。
【0122】
以下、本発明を実施例を参照して詳細に説明するが、本発明はこれらの実施例により限定されない。
【実施例】
【0123】
[実施例]
1.化成処理Zn系めっき鋼板の作製
板厚0.8mmのSPCCを基材として、以下の3種類の溶融Al含有Zn系合金めっき鋼板を作製した。本実施例では、これら3種類の溶融Al含有Zn系合金めっき鋼板を化成処理原板として使用した。
[Al含有Zn系合金めっき鋼板A]
・溶融Zn−0.18質量%Al合金めっき鋼板
・めっき付着量45g/m2
[Al含有Zn系合金めっき鋼板B]
・溶融Zn−6質量%Al−3質量%Mg合金めっき鋼板
・めっき付着量45g/m2
[Al含有Zn系合金めっき鋼板C]
・溶融Zn−55質量%Al合金めっき鋼板
・めっき付着量45g/m2
【0124】
各Al含有Zn系合金めっき鋼板の表面に表1に示す組成の化成処理液を塗布し、到達板温140℃で加熱乾燥して、膜厚2.0μmの化成処理皮膜を形成した。
【0125】
表1に示される処理液No.1〜12の化成処理液は、所定量のカルボキシル基およびスルホン酸基を含むフッ素含有樹脂と、乳化剤とを含む水系エマルション(不揮発分25質量%;表2参照)に、4A族金属化合物、ポリエチレン−フッ素樹脂粒子(樹脂粒子)などを添加して調製した。処理液No.13の化成処理液は、ウレタン樹脂と乳化剤とを含む水系エマルション(不揮発分25質量%;表2参照)に、4A族金属化合物、ポリエチレン−フッ素樹脂粒子(樹脂粒子)などを添加して調製した。
【0126】
フッ素含有樹脂を含む水系エマルションは、水溶媒に、所定量のフルオロオレフィン、カルボキシル基含有モノマー、スルホン酸基含有モノマーおよび乳化剤を添加して、それらを共重合反応させることで得た。ウレタン樹脂を含む水系エマルションは、PR135(住化バイエルンウレタン株式会社)を使用した。シランカップリング剤は、A−1891(モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社)を使用した。
【0127】
【表1】
【0128】
【表2】
【0129】
各化成処理Zn系めっき鋼板の化成処理皮膜における有機樹脂に対する4A族金属、リン酸塩およびシランカップリング剤の量を蛍光X線分析装置を用いて測定した。リン酸塩およびシランカップリング剤の含有量は、PおよびSiの測定値から算出した。また、各化成処理Zn系めっき鋼板の化成処理皮膜の表面におけるポリエチレン−フッ素樹脂粒子の面積占有率を走査型電子顕微鏡を用いて測定した。各化成処理液について、形成される化成処理皮膜における有機樹脂に対する4A族金属、リン酸塩およびシランカップリング剤の量、ならびに化成処理皮膜の表面におけるポリエチレン−フッ素樹脂粒子の面積占有率を表3に示す。
【0130】
【表3】
【0131】
2.化成処理Zn系めっき鋼板の評価
(1)促進耐候性試験
各化成処理Zn系めっき鋼板から試験片を切り出し、JIS K5600−7−7:2008に準拠して促進耐候性試験(キセノンランプ法)を実施した。本試験では、キセノンアーク灯の光を120分間照射する間に18分間水を噴射する工程を1サイクル(2時間)とし、この工程を0〜1000サイクル(0、500、1000サイクル)繰り返した。
【0132】
(2)耐候性の評価
各化成処理Zn系めっき鋼板について、促進耐候試験前後の化成処理皮膜の厚さを断面検鏡により測定し、塗膜残存率を求めた。各化成処理Zn系めっき鋼板について、塗膜残存率が95%以上の場合は「◎」、80%以上95%未満の場合は「○」、60%以上80%未満の場合は「△」、30%以上60%未満の場合は「▲」、30%未満の場合は「×」と評価した。
【0133】
(3)耐黒変性の評価
各化成処理Zn系めっき鋼板について、促進耐候試験前後の化成処理皮膜の表面の明度差(ΔL*値)を測定し、耐黒変性を評価した。各化成処理Zn系めっき鋼板について、明度差(ΔL*値)が1以下の場合は「◎」、1を超え2以下の場合は「○」、2を超え5以下の場合は「△」、5を超え10以下の場合は「▲」、10を超える場合は「×」と評価した。
【0134】
(4)平坦部の耐食性の評価
各化成処理Zn系めっき鋼板について、促進耐候試験後の試験片を用いて塩水噴霧試験(JIS Z2371に準拠;120時間)を行い、平坦部の白錆発生面積率を評価した。各化成処理Zn系めっき鋼板について、白錆発生面積率が5%以下の場合は「◎」、5%を超え10%以下の場合は「○」、10%を超え30%以下の場合は「△」、30%を超え50%以下の場合は「▲」、50%を超える場合は「×」と評価した。
【0135】
(5)潤滑性の評価
各化成処理Zn系めっき鋼板から幅30mm、長さ300mmの試験片を切り出した。各試験片の両面にSKD11製の金型を接触させ、金型を介して600kgfの荷重を加えながら試験片を100mm/分の速度で引き抜いた。このときの引き抜き力を測定して、潤滑性を評価した。各化成処理Zn系めっき鋼板について、引き抜き力が200kgf以下の場合は「◎」、200kgfを超え250kgf以下の場合は「○」、250kgfを超え300kgf以下の場合は「△」、300kgfを超え400kgf以下の場合は「▲」、400kgfを超える場合は「×」と評価した。
【0136】
(6)評価結果
各化成処理Zn系めっき鋼板(実施例1〜21、比較例1〜18)についての、化成処理原板の種類、使用した処理液の種類、ならびに耐候性試験、耐黒変性試験、平坦部耐食性試験および潤滑性試験の評価結果を表4および表5に示す。
【0137】
【表4】
【0138】
【表5】
【0139】
耐候性は、促進耐候性試験後の化成処理皮膜の塗膜残存率により評価した。ウレタン樹脂を含む化成処理皮膜を形成した比較例6、比較例12および比較例18の化成処理Zn系めっき鋼板では、500サイクル(屋外暴露5年相当)で化成処理皮膜が消失してしまった。また、過剰に大きいポリエチレン−フッ素樹脂粒子を含む化成処理皮膜を形成した比較例4、比較例10および比較例16の化成処理Zn系めっき鋼板でも、ポリエチレン−フッ素樹脂粒子が化成処理皮膜から脱落してしまったため、耐候性が劣っていた。一方、所定量の親水性官能基を有するフッ素含有樹脂および4A族金属化合物を含む化成処理皮膜を形成した実施例1〜21の化成処理Zn系めっき鋼板では、1000サイクル(屋外暴露10年相当)繰り返した後でも化成処理皮膜の膜厚はほとんど変化しなかった。
【0140】
耐黒変性は、促進耐候性試験前後の明度差(ΔL*値)により評価した。ウレタン樹脂を含む化成処理皮膜を形成した比較例6、比較例12および比較例18の化成処理Zn系めっき鋼板では、サイクル数の増加に伴いめっき層の黒変が進行して、明度が低下してしまった。一方、所定量の親水性官能基を有するフッ素含有樹脂および4A族金属化合物を含む化成処理皮膜を形成した実施例1〜21の化成処理Zn系めっき鋼板では、1000サイクル(屋外暴露10年相当)繰り返した後でも明度はほとんど低下しなかった。
【0141】
耐食性は、塩水噴霧試験後の白錆発生面積率により評価した。ウレタン樹脂を含む化成処理皮膜を形成した比較例6、比較例12および比較例18の化成処理Zn系めっき鋼板では、促進耐候性試験前は耐食性が良好であったものの、皮膜の消失に伴い耐食性が著しく低下してしまった。また、過剰量または過少量の親水性官能基を有するフッ素含有樹脂を含む化成処理皮膜を形成した比較例1、比較例2、比較例7、比較例8、比較例13および比較例14の化成処理Zn系めっき鋼板、ならびに4A族金属化合物を含まない化成処理皮膜を形成した比較例3、比較例5、比較例9、比較例11、比較例15および比較例17の化成処理Zn系めっき鋼板では、促進耐候性試験前から耐食性が劣っていた。一方、所定量の親水性官能基を有するフッ素含有樹脂および4A族金属化合物を含む化成処理皮膜を形成した実施例1〜21の化成処理Zn系めっき鋼板では、1000サイクル(屋外暴露10年相当)繰り返した後でも耐食性が良好であった。
【0142】
潤滑性は、荷重を加えてられている試験片を引き抜く際に要する引き抜き力により評価した。比較例1、比較例7および比較例13の化成処理Zn系めっき鋼板は、化成処理皮膜中のポリエチレン−フッ素樹脂粒子の量が少ないため、潤滑性が劣っていた。同様に、ポリエチレン−フッ素樹脂粒子を含まない比較例5、比較例11および比較例17の化成処理Zn系めっき鋼板も、潤滑性が劣っていた。また、比較例6、比較例12および比較例18の化成処理Zn系めっき鋼板は、ポリエチレン−フッ素樹脂粒子の平均粒子径が小さく、化成処理皮膜中に埋没してしまったため、潤滑性が劣っていた。一方、平均粒子径が所定の範囲内のポリエチレン−フッ素樹脂粒子を所定量含む化成処理皮膜を形成した実施例1〜21の化成処理Zn系めっき鋼板では、潤滑性が良好であった。
【0143】
以上の結果から、本発明の化成処理Zn系めっき鋼板は、耐候性、耐黒変性および加工性(潤滑性)に優れていることがわかる。
【0144】
[参考実験]
参考実験として、フッ素樹脂皮膜中の4A族金属化合物の量および乳化剤の量と、透湿度との関係を調べた結果を示す。
【0145】
親水性官能基含有モノマーを1質量%となるように添加し、乳化剤を1質量%となるように添加して作製した親水性官能基を有するフッ素含有樹脂の水系エマルションに、所定量の4A族金属化合物を添加して調製した化成処理液を、めっき鋼板の表面にバーコーターで塗布し、到達板温140℃で加熱乾燥して、膜厚30μmのフッ素樹脂皮膜を形成した。このフッ素樹脂皮膜をめっき鋼板から剥がし、所定の大きさに切り出して試験片とした。各試験片(遊離フッ素樹脂皮膜)について、JIS Z0208に準拠して透湿度を測定した(測定条件、温度40±0.5℃、相対湿度90±2%、24時間)。
【0146】
図5は、フッ素樹脂皮膜における4A族金属の量と透湿度との関係を示すグラフである。このグラフから、フッ素樹脂皮膜中の4A族金属の量を0.1質量%以上とすることで、フッ素樹脂皮膜の透湿度を顕著に低下させうることがわかる。
【0147】
親水性官能基含有モノマーを1質量%となるように添加し、所定量の乳化剤を添加して作製した親水性官能基を有するフッ素含有樹脂の水系エマルションに、4A族金属化合物を終濃度が金属換算で1質量%となるように添加して調製した化成処理液を、めっき鋼板の表面にバーコーターで塗布し、到達板温140℃で加熱乾燥して、膜厚30μmのフッ素樹脂皮膜を形成した。このフッ素樹脂皮膜をめっき鋼板から剥がし、所定の大きさに切り出して試験片とした。各試験片(遊離フッ素樹脂皮膜)について、JIS Z0208に準拠して透湿度を測定した(測定条件、温度40±0.5℃、相対湿度90±2%、24時間)。
【0148】
図6は、フッ素含有樹脂の水系エマルション中の乳化剤の濃度とフッ素樹脂皮膜の透湿度との関係を示すグラフである。このグラフから、エマルション中の乳化剤の濃度を1質量%以下とすることで、フッ素樹脂皮膜の透湿度を顕著に低下させうることがわかる。
【0149】
以上の結果から、4A族金属化合物の量が多く、乳化剤の残存量が少ないフッ素樹脂皮膜は、耐水性に優れていることがわかる。
【産業上の利用可能性】
【0150】
本発明の化成処理Zn系めっき鋼板は、耐候性、耐水性、耐黒変性、皮膜密着性および加工性に優れているため、外装建材などの様々な用途において有用である。たとえば、本発明の化成処理Zn系めっき鋼板は、1)ビニールハウスまたは農業ハウス用の鋼管、形鋼、支柱、梁、搬送用部材、2)遮音壁、防音壁、吸音壁、防雪壁、ガードレール、高欄、防護柵、支柱、3)鉄道車両用部材、架線用部材、電気設備用部材、安全環境用部材、構造用部材、太陽光架台などの用途に好適に使用されうる。
【0151】
Al含有Zn系合金めっき鋼板は、高温高湿下において塗膜と十分に密着するとともに、耐食性に優れる。よって、本発明の化成処理Zn系めっき鋼板は、高温高湿環境下で使用される外装用材料として特に好適である。
【符号の説明】
【0152】
110 Al含有Zn系合金めっき鋼板
120 化成処理液の塗膜
120’ 化成処理皮膜
122 ポリエチレン−フッ素樹脂粒子
124 ポリエチレン樹脂粒子
124’ ブリードしたポリエチレン樹脂
【特許請求の範囲】
【請求項1】
Alを0.05〜60質量%含むAl含有Zn系合金めっき鋼板と、
前記Al含有Zn系合金めっき鋼板の表面に形成された、膜厚0.5〜10μmの化成処理皮膜と、を有する化成処理Zn系めっき鋼板であって、
前記化成処理皮膜は、カルボキシル基、スルホン酸基およびこれらの塩からなる群から選ばれる親水性官能基0.05〜5質量%とF原子7〜20質量%とを含有するフッ素含有樹脂と、前記フッ素含有樹脂に対して金属換算で0.1〜5質量%の4A族金属化合物と、平均粒子径0.1〜10μmの樹脂粒子とを含有し、
前記化成処理皮膜の表面における前記樹脂粒子の面積占有率は、0.1面積%以上である、
化成処理Zn系めっき鋼板。
【請求項2】
前記フッ素含有樹脂が有するカルボキシル基とスルホン酸基との比率は、カルボキシル基/スルホン酸基のモル比で5〜60の範囲内である、請求項1に記載の化成処理Zn系めっき鋼板。
【請求項3】
前記樹脂粒子は、ポリエチレン樹脂粒子の表面にフッ素樹脂微粒子が結合されているポリエチレン−フッ素樹脂粒子である、請求項1に記載の化成処理Zn系めっき鋼板。
【請求項4】
前記化成処理皮膜は、さらにポリエチレン樹脂を含有し、
前記ポリエチレン−フッ素樹脂粒子は、前記化成処理皮膜の表面の一部において、前記化成処理皮膜の表面から突出しており、
前記ポリエチレン樹脂は、前記化成処理皮膜の表面の残部の全部または一部を被覆している、
請求項3に記載の化成処理Zn系めっき鋼板。
【請求項5】
前記化成処理皮膜は、さらにリン酸塩を含有し、
前記フッ素含有樹脂に対する前記リン酸塩の量は、P換算で0.05〜3質量%の範囲内である、
請求項1に記載の化成処理Zn系めっき鋼板。
【請求項6】
前記化成処理皮膜は、さらにシランカップリング剤を含有し、
前記フッ素含有樹脂に対する前記シランカップリング剤の量は、0.5〜5質量%の範囲内である、
請求項1に記載の化成処理Zn系めっき鋼板。
【請求項7】
前記4A族金属は、Ti、Zr、Hfおよびこれらの組み合わせからなる群から選ばれる、請求項1に記載の化成処理Zn系めっき鋼板。
【請求項8】
前記Al含有Zn系合金めっき鋼板と、前記化成処理皮膜との間に形成された、
バルブメタルの酸化物または水酸化物、およびバルブメタルのフッ化物を含有する下地化成処理皮膜をさらに有する、請求項1に記載の化成処理Zn系めっき鋼板。
【請求項9】
Alを0.05〜60質量%含むAl含有Zn系合金めっき鋼板を準備するステップと、
前記Al含有Zn系合金めっき鋼板の表面に化成処理液を塗布し、乾燥させて、膜厚が0.5〜10μmの化成処理皮膜を形成するステップとを含み、
前記化成処理液は、カルボキシル基、スルホン酸基およびこれらの塩からなる群から選ばれる親水性官能基0.05〜5質量%とF原子7〜20質量%とを含有し、数平均分子量が1000〜200万の範囲内であるフッ素含有樹脂と、4A族金属の酸素酸塩、フッ化物、水酸化物、有機酸塩、炭酸塩または過酸化塩のいずれかと、平均粒子径が0.1〜10μmの樹脂粒子とを含有し、
前記フッ素含有樹脂に対する、前記4A族金属の酸素酸塩、フッ化物、水酸化物、有機酸塩、炭酸塩または過酸化塩の量は、金属換算で0.1〜5質量%の範囲内であり、
前記化成処理液中の固形分に対する、前記樹脂粒子の量は、0.5〜20質量%の範囲内である、
化成処理Zn系めっき鋼板の製造方法。
【請求項10】
前記フッ素含有樹脂が有するカルボキシル基とスルホン酸基との比率は、カルボキシル基/スルホン酸基のモル比で5〜60の範囲内である、請求項9に記載の化成処理Zn系めっき鋼板の製造方法。
【請求項11】
前記樹脂粒子は、ポリエチレン樹脂粒子の表面にフッ素樹脂微粒子が結合されているポリエチレン−フッ素樹脂粒子である、請求項9に記載の化成処理Zn系めっき鋼板の製造方法。
【請求項12】
前記化成処理液は、さらにポリエチレン樹脂粒子を含有する、請求項11に記載の化成処理Zn系めっき鋼板の製造方法。
【請求項13】
前記化成処理液は、さらにリン酸塩を含有し、
前記フッ素含有樹脂に対する前記リン酸塩の量は、P換算で0.05〜3質量%の範囲内である、
請求項9に記載の化成処理Zn系めっき鋼板の製造方法。
【請求項14】
前記化成処理液は、さらにシランカップリング剤を含有し、
前記フッ素含有樹脂に対する前記シランカップリング剤の量は、0.5〜5質量%の範囲内である、
請求項9に記載の化成処理Zn系めっき鋼板の製造方法。
【請求項15】
前記4A族金属は、Ti、Zr、Hfおよびこれらの組み合わせからなる群から選ばれる、請求項9に記載の化成処理Zn系めっき鋼板の製造方法。
【請求項16】
前記化成処理皮膜を形成するステップの前に、
前記Al含有Zn系合金めっき鋼板の表面に下地化成処理液を塗布し、乾燥させて、下地化成処理皮膜を形成するステップをさらに含み、
前記下地化成処理液は、バルブメタル塩とフッ化物イオンとを含有する、請求項9に記載の化成処理Zn系めっき鋼板の製造方法。
【請求項1】
Alを0.05〜60質量%含むAl含有Zn系合金めっき鋼板と、
前記Al含有Zn系合金めっき鋼板の表面に形成された、膜厚0.5〜10μmの化成処理皮膜と、を有する化成処理Zn系めっき鋼板であって、
前記化成処理皮膜は、カルボキシル基、スルホン酸基およびこれらの塩からなる群から選ばれる親水性官能基0.05〜5質量%とF原子7〜20質量%とを含有するフッ素含有樹脂と、前記フッ素含有樹脂に対して金属換算で0.1〜5質量%の4A族金属化合物と、平均粒子径0.1〜10μmの樹脂粒子とを含有し、
前記化成処理皮膜の表面における前記樹脂粒子の面積占有率は、0.1面積%以上である、
化成処理Zn系めっき鋼板。
【請求項2】
前記フッ素含有樹脂が有するカルボキシル基とスルホン酸基との比率は、カルボキシル基/スルホン酸基のモル比で5〜60の範囲内である、請求項1に記載の化成処理Zn系めっき鋼板。
【請求項3】
前記樹脂粒子は、ポリエチレン樹脂粒子の表面にフッ素樹脂微粒子が結合されているポリエチレン−フッ素樹脂粒子である、請求項1に記載の化成処理Zn系めっき鋼板。
【請求項4】
前記化成処理皮膜は、さらにポリエチレン樹脂を含有し、
前記ポリエチレン−フッ素樹脂粒子は、前記化成処理皮膜の表面の一部において、前記化成処理皮膜の表面から突出しており、
前記ポリエチレン樹脂は、前記化成処理皮膜の表面の残部の全部または一部を被覆している、
請求項3に記載の化成処理Zn系めっき鋼板。
【請求項5】
前記化成処理皮膜は、さらにリン酸塩を含有し、
前記フッ素含有樹脂に対する前記リン酸塩の量は、P換算で0.05〜3質量%の範囲内である、
請求項1に記載の化成処理Zn系めっき鋼板。
【請求項6】
前記化成処理皮膜は、さらにシランカップリング剤を含有し、
前記フッ素含有樹脂に対する前記シランカップリング剤の量は、0.5〜5質量%の範囲内である、
請求項1に記載の化成処理Zn系めっき鋼板。
【請求項7】
前記4A族金属は、Ti、Zr、Hfおよびこれらの組み合わせからなる群から選ばれる、請求項1に記載の化成処理Zn系めっき鋼板。
【請求項8】
前記Al含有Zn系合金めっき鋼板と、前記化成処理皮膜との間に形成された、
バルブメタルの酸化物または水酸化物、およびバルブメタルのフッ化物を含有する下地化成処理皮膜をさらに有する、請求項1に記載の化成処理Zn系めっき鋼板。
【請求項9】
Alを0.05〜60質量%含むAl含有Zn系合金めっき鋼板を準備するステップと、
前記Al含有Zn系合金めっき鋼板の表面に化成処理液を塗布し、乾燥させて、膜厚が0.5〜10μmの化成処理皮膜を形成するステップとを含み、
前記化成処理液は、カルボキシル基、スルホン酸基およびこれらの塩からなる群から選ばれる親水性官能基0.05〜5質量%とF原子7〜20質量%とを含有し、数平均分子量が1000〜200万の範囲内であるフッ素含有樹脂と、4A族金属の酸素酸塩、フッ化物、水酸化物、有機酸塩、炭酸塩または過酸化塩のいずれかと、平均粒子径が0.1〜10μmの樹脂粒子とを含有し、
前記フッ素含有樹脂に対する、前記4A族金属の酸素酸塩、フッ化物、水酸化物、有機酸塩、炭酸塩または過酸化塩の量は、金属換算で0.1〜5質量%の範囲内であり、
前記化成処理液中の固形分に対する、前記樹脂粒子の量は、0.5〜20質量%の範囲内である、
化成処理Zn系めっき鋼板の製造方法。
【請求項10】
前記フッ素含有樹脂が有するカルボキシル基とスルホン酸基との比率は、カルボキシル基/スルホン酸基のモル比で5〜60の範囲内である、請求項9に記載の化成処理Zn系めっき鋼板の製造方法。
【請求項11】
前記樹脂粒子は、ポリエチレン樹脂粒子の表面にフッ素樹脂微粒子が結合されているポリエチレン−フッ素樹脂粒子である、請求項9に記載の化成処理Zn系めっき鋼板の製造方法。
【請求項12】
前記化成処理液は、さらにポリエチレン樹脂粒子を含有する、請求項11に記載の化成処理Zn系めっき鋼板の製造方法。
【請求項13】
前記化成処理液は、さらにリン酸塩を含有し、
前記フッ素含有樹脂に対する前記リン酸塩の量は、P換算で0.05〜3質量%の範囲内である、
請求項9に記載の化成処理Zn系めっき鋼板の製造方法。
【請求項14】
前記化成処理液は、さらにシランカップリング剤を含有し、
前記フッ素含有樹脂に対する前記シランカップリング剤の量は、0.5〜5質量%の範囲内である、
請求項9に記載の化成処理Zn系めっき鋼板の製造方法。
【請求項15】
前記4A族金属は、Ti、Zr、Hfおよびこれらの組み合わせからなる群から選ばれる、請求項9に記載の化成処理Zn系めっき鋼板の製造方法。
【請求項16】
前記化成処理皮膜を形成するステップの前に、
前記Al含有Zn系合金めっき鋼板の表面に下地化成処理液を塗布し、乾燥させて、下地化成処理皮膜を形成するステップをさらに含み、
前記下地化成処理液は、バルブメタル塩とフッ化物イオンとを含有する、請求項9に記載の化成処理Zn系めっき鋼板の製造方法。
【図2】

【図4】
【図5】
【図6】
【図1】
【図3】
【図4】
【図5】
【図6】
【図1】
【図3】
【公開番号】特開2013−60624(P2013−60624A)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願番号】特願2011−199465(P2011−199465)
【出願日】平成23年9月13日(2011.9.13)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願日】平成23年9月13日(2011.9.13)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
[ Back to top ]