
化成処理性に優れた高Si冷延鋼板の製造方法
【課題】Siを0.6%以上含有しても良好な化成処理性を有する高Si冷延鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.30%、Si:0.6〜3.0%、Mn:1.0〜3.0%、P:0.1%以下、S:0.05%以下、Al:0.01〜1.00%、N:0.01%以下を含有し、残部がFeおよび不可避的不純物からなる鋼を熱間圧延し、形成される内部酸化層の厚さを2μm以下とした後、冷間圧延し、次いで、Niを40〜2000mg/m2被覆する処理を施し、その後、空気比:0.95以上の直火バーナを用いて、少なくとも鋼板温度:550℃から鋼板温度:650℃まで鋼板を昇温し、露点:−25℃以下、雰囲気:1〜10体積%H2+残部N2で均熱する焼鈍を行う。
【解決手段】質量%で、C:0.05〜0.30%、Si:0.6〜3.0%、Mn:1.0〜3.0%、P:0.1%以下、S:0.05%以下、Al:0.01〜1.00%、N:0.01%以下を含有し、残部がFeおよび不可避的不純物からなる鋼を熱間圧延し、形成される内部酸化層の厚さを2μm以下とした後、冷間圧延し、次いで、Niを40〜2000mg/m2被覆する処理を施し、その後、空気比:0.95以上の直火バーナを用いて、少なくとも鋼板温度:550℃から鋼板温度:650℃まで鋼板を昇温し、露点:−25℃以下、雰囲気:1〜10体積%H2+残部N2で均熱する焼鈍を行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リン酸塩処理等の化成処理を施したのち塗装して使用される高Si冷延鋼板の製造方法に関するもので、特に、Siの強化能を利用した引張強度590MPa以上で化成処理性に優れた高Si冷延鋼板の製造方法に関するものである。
【背景技術】
【0002】
近年、自動車の軽量化の観点から、引張強度590MPa以上の高い強度を有する冷延鋼板の需要が高まっている。また、自動車用冷延鋼板は塗装をして使用されており、その塗装の前処理として、リン酸塩処理等の化成処理が施される。この冷延鋼板の化成処理は塗装後の耐食性を確保するための重要な処理のひとつである。
【0003】
冷延鋼板の強度を高めるためには、Siの添加が有効である。しかし、Siを添加した鋼板(高強度冷延鋼板)では、連続焼鈍の際に、Feの酸化が起こらない(Fe酸化物を還元する)還元性のN2+H2ガス雰囲気でも、Siは酸化し、鋼板最表面にSi酸化物(SiO2)の薄膜を形成する。このSi酸化物(SiO2)の薄膜は化成処理中の化成皮膜の生成反応を阻害するため、化成皮膜が生成されないミクロな領域(スケ)ができ、化成処理性が低下する。
【0004】
上記に対して、高Si冷延鋼板の化成処理性を改善する従来技術として、特許文献1には、酸化性雰囲気中で鋼板温度を350〜650℃に到達せしめて鋼板表面に酸化膜を形成させ、しかる後還元性雰囲気中で再結晶温度まで加熱し冷却する方法が記載されている。
【0005】
また、特許文献2には、質量%で、Siを0.1%以上、及び/又は、Mnを1.0%以上含有する冷延鋼板について、鋼板温度400℃以上で鉄の酸化雰囲気下で鋼板表面に酸化膜を形成させ、その後、鉄の還元雰囲気下で前記鋼板表面の酸化膜を還元する方法が記載されている。
【0006】
さらに、特許文献3には、Siを0.1wt%以上3.0wt%以下含有する高強度冷延鋼板表層の結晶粒界及び/又は結晶粒内に、化成処理性等の改良に有効な酸化物を有することを特徴とする高強度冷延鋼板が記載されている。
【0007】
特許文献4には、鋼板表面と直交する方向の断面を電子顕微鏡にて倍率50000倍以上で観察したときに、鋼板表面長さ10μmに占めるSi含有酸化物の割合が、任意に選択される5箇所の平均で80%以下となるようにするリン酸塩処理性に優れた鋼板が記載されている。
【0008】
特許文献5には、mass%で、C:0.1%超、Si:0.4%以上を含み、Si含有量(mass%)/Mn含有量(mass%)が0.4以上であり、引張強さが700MPa以上であって、鋼板表面におけるSiを主成分とするSi基酸化物の表面被覆率が20面積%以下で、かつ前記Si基酸化物の被覆領域において当該領域内に内接される最大円の直径が5μm以下とされた化成処理性に優れる高強度冷延鋼板が記載されている。
【0009】
特許文献6には、質量%で、C:0.01〜0.3%、Si:0.2〜3.0%、Mn:0.1〜3.0%、Al:0.01〜2.0%を含有し、引張強度が500MPa以上の高張力鋼板において、該鋼板表面の結晶粒の平均粒径が0.5μm以下であり、かつ該鋼板表面の幅10μm以上の観察領域を断面TEM観察用に薄片加工し、該薄片試料を10nm以下の酸化物が観察できる条件でTEM観察により測定した際に、酸化シリコンおよびマンガンシリケートの1種または2種をこれらの合計量で70質量%以上含有する酸化物種が、上記断面からみた粒界領域表面に対して30%以下存在し、該鋼板表面からの深さで0.1〜1.0μmの範囲内に存在する上記酸化物種の粒径が0.1μm以下であることを特徴とする化成処理性に優れた高張力鋼板が記載されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開昭55−145122号公報
【特許文献2】特開2006−45615号公報
【特許文献3】特開平9−310148号公報
【特許文献4】特開2003−113441号公報
【特許文献5】特開2004−323969号公報
【特許文献6】特開2008−69445号公報
【特許文献7】特開2010−53446号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、特許文献1の製造方法では、酸化する方法により鋼板表面に形成される酸化膜の厚みに差があり、十分に酸化が起こらなかったり、酸化膜が厚くなりすぎて、後の還元性雰囲気中での焼鈍において酸化膜の残留またははく離を生じ、表面性状が悪化する場合があった。実施例では、大気中で酸化する技術が記載されているが、大気中での酸化は酸化物が厚く生成してその後の還元が困難である、あるいは高水素濃度の還元雰囲気が必要である等の問題がある。
【0012】
特許文献2の製造方法は、400℃以上で空気比0.93以上1.10以下の直火バーナを用いて鋼板表面のFeを酸化したのち、Fe酸化物を還元するN2+H2ガス雰囲気で焼鈍することにより、化成処理性を低下させるSiO2の最表面での酸化を抑制し、最表面にFeの還元層を形成させる方法である。特許文献2には、直火バーナでの加熱温度が具体的に記されていないが、Siを多く(0.6%以上)含有する場合には、Feより酸化しやすいSiの酸化量が多くなってFeの酸化が抑制されたり、Feの酸化そのものが少なすぎたりする。その結果、還元後の表面Fe還元層の形成が不十分であり、還元後の鋼板表面にSiO2が存在し、化成皮膜のスケが発生する場合があった。
【0013】
特許文献3の鋼板は、Si酸化物を鋼板の内部に形成させ、表面のSi酸化物を無くすことにより、化成処理性を改善する鋼板である。製造方法は、鋼板を冷間圧延する前段階の熱間圧延時に、高温(実施例では620℃以上が良好)で巻取り、その熱を利用しSi酸化物を鋼板の内部に形成させるものであるが、巻き取られたコイルは外側の冷却速度は速く、内側の冷却速度は遅いため、鋼板長手方向の温度ムラが大きく、コイル全長で均一な表面品質を得るのが難しいという問題があった。
【0014】
特許文献4、5および6は、規定の仕方は異なるが、表面を覆うSi酸化物量の上限を規定した鋼板である。製造方法としては、連続焼鈍の昇温中または均熱中に還元性であるN2+H2ガス雰囲気の露点(あるいは水蒸気水素分圧比)をある範囲に制御し、Siを鋼板内部に酸化させるものである。その露点範囲は特許文献4では−25℃以上、特許文献5では−20℃から0℃と記載されている。特許文献6では予熱、昇温、再結晶化のそれぞれの工程で水蒸気水素分圧比の範囲を規制する方法を採っている。これらの方法では、一般的には露点が−25℃以下になるN2+H2ガス雰囲気を、水蒸気や空気を導入する等により高めに制御する必要があり、操業制御性の観点から問題があり、その結果、良好な化成処理性が安定して得られなかった。また、露点を高く(あるいは水蒸気水素分圧比を高く)することは、雰囲気の酸化性を高めるため、炉壁や炉内のロールの劣化を速めたり、ピックアップ疵と呼ばれるスケール疵を鋼板表面に発生させる場合があった。
【0015】
このような背景の中、発明者らは、均熱炉の還元性雰囲気の露点あるいは水蒸気水素分圧比を制御することなく、かつ、Siを0.6%以上含有しても、良好な化成処理性を有する高Si冷延鋼板の製造方法を出願した(特許文献7)。すなわち、特許文献7は、冷延鋼板を連続焼鈍する際に、昇温時に鋼板温度が少なくとも550℃以上で空気比0.95以上の直火バーナを用いて鋼板を加熱し、その後空気比0.89以下の直火バーナを用いて鋼板を加熱して鋼板温度が700℃以上になるまで昇温した後、露点が−25℃以下、1〜10体積%H2+残部N2ガス雰囲気の炉で均熱焼鈍することを特徴とする化成処理性に優れた高Si冷延鋼板の製造方法である。
【0016】
特許文献7により、Siが0.6wt%以上含まれ場合においても化成処理性の良好な鋼板を得ることが可能となったが、連続焼鈍前の鋼板、すなわち冷間圧延後の鋼板の状態により空気比が0.95以上で加熱する適正な鋼板温度範囲が異なる場合があることが明らかとなった。さらに詳細な解析を進めた結果、具体的には熱間圧延終了時のコイル巻き取り温度が高い場合には空気比が0.95以上で加熱する適正温度範囲は低温側にあり、熱間圧延終了時のコイル巻き取り温度が低い場合には空気比が0.95以上で加熱する適正温度範囲は高温側にあるため、製造時の管理が困難になる場合があることが明らかとなった。これは熱延時に形成される内部酸化層が大きく影響し、熱延終了後のコイル巻き取り温度が高い場合には熱延時に形成される内部酸化層が厚くなることが明らかとなってきた。また、コイルの巻き取り温度が同じ場合にあっても、その後の保管環境が熱延時に形成される内部酸化層に影響することから、保管環境、例えば雰囲気温度、保管場所等を常に一定にする必要があることも明らかとなった。しかし、熱延コイルの保管環境を常に一定にすることは操業上困難が多く、保管環境によらず良好な化成処理性を有する冷延鋼板を得る技術が必要である。このような保管環境によらず安定して熱延時に内部酸化層を得る方法として、熱間圧延終了時のコイル巻き取り温度を十分高くする方法が挙げられる。しかし、温度が高すぎる場合には、塗装後の耐食性が悪化する場合があることが明らかとなった。一方、熱延のコイル巻き取り温度を低くした場合、内部酸化層は保管環境によらずほとんど形成されないため、常に一定の表面状態を有する熱延後鋼板を得るには有効な方法である。しかし、コイル低温の場合でも冷間圧延時のゲージハンチングや冷間圧延負荷が大きくなりすぎる等の問題が発生する。以上のように、熱延時に形成する内部酸化層が無い状態においても、製造性を阻害することなく良好な化成処理性を有する冷延鋼板を得ることが望まれている。
【0017】
本発明は、かかる事情に鑑み、均熱炉の還元性雰囲気の露点あるいは水蒸気水素分圧比を制御することなく、かつ、Siを0.6%以上含有しても良好な化成処理性を有する高Si冷延鋼板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0018】
本発明者らが課題解決のため鋭意検討した結果、以下の知見を得た。
【0019】
連続焼鈍の前にNiを鋼板表面に被覆し酸化雰囲気で昇温処理を行うことにより、熱延時に形成される内部酸化層を有しない鋼板であっても優れた化成処理性を有することが可能となることを見出した。
本発明は、以上の知見に基づきなされたものであり、その要旨は以下のとおりである。
[1]質量%で、C:0.05〜0.30%、Si:0.6〜3.0%、Mn:1.0〜3.0%、P:0.1%以下、S:0.05%以下、Al:0.01〜1.00%、N:0.01%以下を含有し、残部がFeおよび不可避的不純物からなる鋼を熱間圧延し、形成される内部酸化層の厚さを2μm以下とした後、冷間圧延し、次いで、Niを40〜2000mg/m2被覆する処理を施し、その後、空気比:0.95以上の直火バーナを用いて、少なくとも鋼板温度:550℃から鋼板温度:650℃まで鋼板を昇温し、露点:−25℃以下、雰囲気:1〜10体積%H2+残部N2で均熱する焼鈍を行うことを特徴とする化成処理性に優れた高Si冷延鋼板の製造方法。
[2]前記焼鈍は、空気比:0.95以上の直火バーナを用いて、少なくとも鋼板温度:550℃から鋼板温度:650℃まで鋼板を昇温し、次いで、空気比0.89以下の直火バーナを用いて、更に鋼板を30℃以上昇温し、露点:−25℃以下、雰囲気:1〜10体積%H2+残部N2で均熱焼鈍することを特徴とする前記[1]に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
[3]前記鋼は、さらに、質量%で、Cr:0.01〜1.0%、Mo:0.01〜1.0%、Ni:0.01〜1.0%、Cu:0.01〜1.0%の1種又は2種以上を含有することを特徴とする前記[1]または[2]に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
[4]前記鋼は、さらに、質量%で、Ti:0.001〜0.1%、Nb:0.001〜0.1%、V:0.001〜0.1%の1種又は2種以上を含有することを特徴とする前記[1]〜[3]のいずれかに記載の化成処理性に優れた高Si冷延鋼板の製造方法。
[5]前記鋼は、さらに、質量%で、B:0.0003〜0.005%含有することを特徴とする前記[1]〜[4]のいずれかに記載の化成処理性に優れた高Si冷延鋼板の製造方法。
[6]前記連続焼鈍において、空気比:0.95以上の直火バーナを用いての加熱は、鋼板温度:700℃まで行うことを特徴とする前記[1]〜[5]のいずれかに記載の化成処理性に優れた高Si冷延鋼板の製造方法。
[7]前記連続焼鈍において、空気比:0.95以上の直火バーナを用いての加熱は、鋼板温度:800℃まで行うことを特徴とする前記[1]〜[6]のいずれかに記載の化成処理性に優れた高Si冷延鋼板の製造方法。
[8]前記連続焼鈍において、空気比0.95以上の直火バーナを用いての加熱時間は、空気比0.89以下の直火バーナを用いての加熱時間以上であることを特徴とする前記[2]〜[7]のいずれかに記載の化成処理性に優れた高Si冷延鋼板の製造方法。
[9]前記連続焼鈍において、空気比0.89以下の直火バーナを用いての加熱は鋼板温度:800℃まで行うことを特徴とする前記[2]〜[6]、[8]のいずれかに記載の化成処理性に優れた高Si冷延鋼板の製造方法。
なお、本明細書において、鋼の成分を示す%は、すべて質量%である。また、本発明において、「高強度冷延鋼板」とは、引張強度TSが590MPa以上である冷延鋼板である。
【発明の効果】
【0020】
本発明によれば、直火バーナを用いた鋼板表面でのNiとFeの酸化と、その後の還元を利用して一部のSiを鋼板内部に酸化させ、一部のSiをNi−Siの複合酸化物とすることで、Siを0.6%以上含有する高Si冷延鋼板について、化成処理性を改善するとともに、引張強度590MPa以上で、TS×Elが18000MPa・%以上で加工性の優れた高Si冷延鋼板を製造することが出来る。また、焼鈍雰囲気の制御(特に露点を高く制御すること)が不要であるので、操業制御性の点で有利であり、また炉壁や炉内のロールの劣化を早めたり、ピックアップと呼ばれるスケール疵を鋼板表面に発生させたりする問題も改善することができる。
【図面の簡単な説明】
【0021】
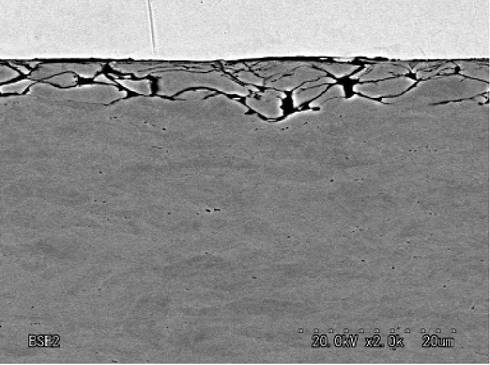
【図1】熱間圧延板の任意の部分でせん断した断面をSEMで観察した結果を示す断面図。
【発明を実施するための形態】
【0022】
本発明が対象とする鋼板の化学成分の限定理由を説明する。なお、成分に関する「%」表示は特に断らない限り質量%を意味する。
【0023】
Siは鋼板の加工性を低下させずに強度を上げる元素であり、0.6%未満では加工性すなわち、TS×Elが劣化する。よって、0.6%以上含有する。好ましくは1.10%を超えて含有する。ただし3.0%を超えると鋼板の脆化が著しく、加工性が劣化し、また化成処理性が劣化するため、上限は3.0%とする。
【0024】
鋼板の化学成分は、Siの他に、金属組織をフェライト−マルテンサイト、TRIPなどに制御し、所望する材質を得るために、固溶強化能およびマルテンサイト生成能を有するC、Mnを、Cを0.05%以上、好ましくは0.10%以上を含有し、またMnを1.0%以上含有する。一方C、Mnを過度に添加すると、鋼板の加工性が著しく低下することから、Cは0.30%以下、Mnを3.0%以下とする。
【0025】
Alは脱酸材として添加される。0.01%未満では、その効果が不十分である。一方、1.00%を超えると、その効果が飽和し、不経済となる。したがって、Al量は0.01〜1.00%とする。
【0026】
その他、不可避的不純物としてP、S、Nが含有される。Pは0.1%以下、好ましくは0.015%以下である。Sは0.05%以下、好ましくは0.003%以下である。Nは0.01%以下である。
【0027】
残部はFeおよび不可避的不純物である。
【0028】
また、材質および金属組織の制御のために、Cr、Mo、Ni、Cuの1種または2種以上を各々0.01〜1.0%の範囲で含有してもよい。鋼板の強度を上げるため、Ti、Nb、Vの1種または2種以上を各々0.001〜0.1%の範囲で含有してもよい。素材の強度および塗装焼付け後の強度を上げるため、Bを0.0003〜0.005%の範囲で含有させてもよい。
【0029】
次に、本発明の化成処理性に優れた高Si冷延鋼板の製造方法について説明する。
上記成分組成を有する鋼を熱間圧延し、必要に応じて酸洗した後、冷間圧延を施し、その後鋼板上にNiを被覆した後、連続焼鈍ラインで連続焼鈍する。ただし、冷間圧延前の鋼板の内部酸化層の厚さは2μm以下とする。また、連続焼鈍は、空気比:0.95以上の直火バーナを用いて、少なくとも鋼板温度:550℃から鋼板温度:650℃まで鋼板を昇温し、露点:−25℃以下、雰囲気:1〜10体積%H2+残部N2で均熱焼鈍する。
【0030】
冷間圧延前までの冷延鋼板の製造方法は、特に限定されず、公知の方法を用いることが出来る。
【0031】
ただし、本発明においては、熱間圧延時に形成される内部酸化層の厚さは2μm以下とする。熱間圧延時に形成される内部酸化層が存在する場合には連続焼鈍炉内における酸化処理が容易に達成できるため、酸化処理、還元処理によって良好な化成処理性が得られることが分かっている。しかし、一方で、ユーザーにて使用される環境下、すなわち塗装を行った後の耐食性が劣化する。この原因は明らかではないが、以下のように考えられる。熱間圧延時に形成される内部酸化層は図1に示すとおり、粒界に沿って形成した酸化物の層である。そして、粒界に沿って塩分が流入し、塗装(塗膜)と鋼板との密着力を低下させ、耐食性が劣化すると考えることが出来る。
一方、連続焼鈍時に形成される内部酸化層は粒内に存在するため、上述のような塗装後耐食性を低下させることが無い。本発明では、熱間圧延時に形成される内部酸化層は厚さを2μm以下とし、すなわち、冷間圧延前の鋼板は内部酸化層を有しない鋼板とし、連続焼鈍時に内部酸化層を形成する。この結果、本発明により形成する内部酸化層は塗装後耐食性にも良好に働くものと考える。
なお、本発明において、内部酸化層を有しない鋼板とは、熱間圧延時に形成される内部酸化層の厚さが2μm以下の鋼板である。また、熱間圧延時に形成される内部酸化層の厚さを2μm以下とする鋼板を得る方法としては熱延の巻き取り温度を低下させる方法や、冷間圧延、連続焼鈍ラインに装入する前に酸洗や機械研削などの方法により除去する方法が挙げられる。また、熱間圧延時に形成される内部酸化層の厚さは、任意の部分でせん断した断面SEM観察により観察することが出来、図1に示されるようなクラック状の内部酸化層の筋が鋼板の深さ方向に2μm以下であることとする。
【0032】
冷間圧延後、Niを40〜2000mg/m2被覆する処理を施す。
連続焼鈍の前の鋼板表面へNiを40mg/m2〜2000mg/m2被覆させる必要がある。40mg/m2未満の被覆量の場合、酸化への効果が無く良好な化成処理性が得られない。2000mg/m2より多く被覆してもその後の化成処理性への影響は小さいため性能上の問題は無いが、製造時のラインスピードや電気量及び設備コストが高くなるため好ましくない。
【0033】
鋼板表面へのNiの被覆方法は限定しない。電解法、蒸着法などが挙げられるが、製造コストの観点から電解法が好ましい。電解法の場合、めっき浴組成に限定は無く、硫酸塩溶液や塩化物溶液やこれらの複合溶液などを用いることが一般的である。また電気めっき浴への添加物についても限定は無く、電解効率を高めるための高分子化合物などを添加しても構わない。
【0034】
鋼板表面へNiを被覆する効果(Niめっきによる効果)は明確ではないが以下のように考えることができる。鋼板が酸化雰囲気内で昇温された場合、鋼板表面の大部分を占める鉄の酸化と鋼板成分の易酸化性元素が酸化される。鋼板中にSiが多量に含まれていた場合、鋼板表面にSi酸化物を形成する。ここでSi酸化物は鋼板成分により変化し、Mnが多量に含まれている場合はSi−Mn複合酸化物を形成し、Mn量が少ない場合はシリカ(SiO2)を形成する。シリカが形成された場合、シリカは酸素透過性が低いため、酸化雰囲気内で鋼板の酸化量が十分に得られず、Siは内部酸化せず外面に残存する。その結果、化成処理性を阻害することになる。一方、Niを鋼板表層に付与(被覆)することで、NiはSiと複合酸化物を形成するため、シリカを形成せず、十分な酸化量が得られ、その後に続く還元焼鈍時にSiを内部酸化させることが出来る。その結果、表層のシリカが無くなり化成処理性が良好となる。また、表層にNi−Si複合酸化物として残存した場合でも、Ni−Si複合酸化物は易溶性でありその後の製造過程における酸洗時に溶解するため、化成処理性が良好となる。また酸洗工程が無い場合においても一般的に自動車の製造ラインで用いられている化成処理液が酸性であるため、化成処理液内で溶解し、化成処理性が良好となる。また、現在の自動車製造ラインで用いられている化成処理液成分としてNiが含有されているため、化成処理液を汚染することもなく使用することが可能である。
【0035】
次いで、連続焼鈍を行う。
連続焼鈍ラインでは、昇温、均熱、冷却の連続する3工程が行われる。一般的な連続焼鈍ラインは、鋼板を昇温する加熱炉、均熱する均熱炉、冷却炉を備える。あるいは加熱炉の前にさらに予熱炉を備える。
【0036】
昇温時には、空気比を0.95以上に調整した直火バーナを用いた加熱炉で、少なくとも鋼板温度550℃から鋼板温度650℃まで鋼板を昇温する。これにより、鋼板表面にFe酸化物が形成される。鋼板温度550℃未満から空気比を0.95以上に調整した直火バーナで昇温しても問題はない。しかし、550℃未満の温度域では十分なFe酸化量は得られないため、鋼板温度550℃からの鋼板の昇温は空気比を0.95以上に調整した直火バーナを用いることとする。Fe酸化物形成の観点からは、できるだけ高い温度まで到達させた方が良く、好ましくは鋼板温度700℃まで、より好ましくは鋼板温度750℃まで昇温する。しかし、過度に酸化させると、次の還元性雰囲気炉でFe酸化物が剥離し、ピックアップの原因となるので、空気比を0.95以上に調整した直火バーナを用いた昇温は鋼板温度800℃までとするのが好ましい。
【0037】
ここで、直火バーナとは、製鉄所の副生ガスであるコークス炉ガス(COG)等の燃料と空気を混ぜて燃焼させたバーナ火炎を直接鋼板表面に当てて鋼板を昇温するものである。直火バーナは、輻射方式の昇温よりも鋼板の昇温速度が速いため、加熱炉の炉長を短くしたり、ラインスピードを速く出来る利点がある。さらに、直火バーナは空気比を0.95以上とし、燃料に対する空気の割合を多くすると、未燃の酸素が火炎中に残存し、その酸素で鋼板の酸化を促進することが可能となる。空気比が高い方が酸化性が強くなるため、Fe酸化物形成の観点からは、空気比はできるだけ高い方が良く、空気比は1.10以上が好ましい。しかし、過度に酸化させると、次の還元性雰囲気の均熱炉でFe酸化物が剥離し、ピックアップの原因となるので、空気比は1.30以下とすることが好ましい。
【0038】
直火バーナの燃料は、COG、液化天然ガス(LNG)等を使用できる。
【0039】
加熱炉の前に予熱炉を備える場合、予熱炉の雰囲気は特に限定されない。通常行われている条件でよい。例えば、直火バーナを備えた加熱炉の高温の燃焼ガスを予熱炉に導入してもよい。また、予熱炉に、空気比0.7〜1.3の直火バーナを用いることも出来る。
【0040】
直火バーナを備える加熱炉では、Feの過度の酸化を防止する点から、加熱炉前段は空気比0.95以上の直火バーナを使用し、加熱炉後段は空気比0.89以下の直火バーナ使用してもよい。この場合、加熱炉前段で空気比0.95以上の直火バーナを少なくとも鋼板温度550℃から650℃まで使用し、次いで、空気比0.89以下の直火バーナを用いて、更に鋼板を30℃以上昇温すれば、十分なFe酸化量を得ることが可能である。Fe酸化物形成の観点からは、できるだけ高い温度まで到達させた方が良く、好ましくは鋼板温度750℃まで昇温するのが好ましい。また、十分なFe酸化量を得るという効果の点からは、空気比0.95以上の直火バーナによる鋼板昇温時間は、空気比0.89以下の直火バーナによる鋼板昇温時間以上とすることが好ましい。また、加熱炉後段の直火バーナの空気比は燃焼効率の点から0.7以上が好ましい。さらに、空気比0.89以下の直火バーナを用いた昇温雰囲気はFe還元性であり、過度に高温まで昇温すると、次の均熱炉に入る前にFe酸化物が還元されてしまい、均熱炉でのFe酸化物の還元によるSiの内部酸化の生成が少なくなる。よって、空気比0.89以下の直火バーナを用いた昇温は鋼板温度800℃まで行うことが好ましい。
【0041】
直火バーナを用いて鋼板を上記のように昇温した後、例えば、ラジアントチューブバーナを備えた均熱炉で均熱焼鈍する。均熱炉に導入する雰囲気ガスは、1〜10体積%H2+残りN2である。1体積%未満では連続的に通板される鋼板表面のFe酸化物を還元するのにH2が不足する。一方、10体積%を超えてもFe酸化物の還元は飽和するため、過分のH2が無駄になる。露点が−25℃超になると炉内のH2Oの酸素による酸化が著しくなりSiの内部酸化が過度に起こるため、露点は−25℃以下に限定する。これにより、均熱炉内は、Fe、Niの還元性雰囲気となり、加熱炉で生成したFe酸化物、Ni酸化物の還元が起こる。このとき、還元によりFeおよびNiと分離された酸素が、一部鋼板内部に拡散し、Siと反応することにより、SiO2の内部酸化が起こる。Siが鋼板内部で酸化し、化成処理反応が起こる鋼板最表面のSi酸化物が減少するため、鋼板最表面の化成処理性は良好となる。
【0042】
均熱焼鈍は、材質調整の観点から、鋼板温度が750℃から900℃の範囲内で行われるのが好ましい。均熱時間は20秒から180秒が好ましい。
【0043】
均熱焼鈍後の工程は、品種によって様々であり、本発明では、その工程は特に限定されない。例えば、均熱焼鈍後、ガス、気水、水等により冷却され、必要に応じ、150℃から400℃の焼き戻しを施す。冷却後、あるいは焼き戻し後に、表面性状を調整するために、塩酸や硫酸などを用いた酸洗を行ってもよい。
【実施例1】
【0044】
表1に示す化学成分を有する鋼Aを公知の方法により熱間圧延、酸洗、冷間圧延して厚さ1.5mmの鋼板を製造した。ここで、熱間圧延後の巻き取り温度を540℃〜620℃とし、熱延時に形成される内部酸化層の厚さを変化させた。内部酸化層厚さの測定は、冷間圧延後の断面SEM観察により測定し、断面SEM観察用試験片10mmの中央部500μmの中で最大長さの内部酸化層を内部酸化層厚さと定義し表2に示す。
以上により得られた鋼板に対して、めっき設備で電気Niめっきを行った。めっき浴は以下の通りである。
(1)硫酸ニッケル・6水和物を240g/L、ほう酸を30g/Lとし硫酸を用いてpHを3.0に調整
(2)塩化ニッケル・7水和物を260g/L、ほう酸を30g/Lとし塩酸を用いてpHを3.0に調整
(3)硫酸ニッケル・6水和物を200g/L、塩化ニッケル・7水和物を60g/L、ほう酸を30g/Lとし硫酸を用いてpHを3.0に調整
電気めっき条件は1A/dm2の電流密度で通電時間を変更することによりNiめっきを行った。
次に、直火バーナを備える加熱炉を用いて昇温し、一旦冷却後にラジアントチューブタイプの均熱炉、冷却炉をシミュレートできる設備を用いて昇温焼鈍して高強度冷延鋼板を得た。直火バーナは燃料にCOGを使用し、空気比を種々変更した。均熱後の冷却は窒素ガスで行い、表2に記載の保持温度で保持した。さらに、表2に記載の酸で酸洗し、機械的特性、化成処理性および塗装後耐食性を評価した。
【0045】
酸洗条件は下記である。
塩酸酸洗:酸濃度1〜20%、液温度30〜90℃、酸洗時間5〜30sec
硫酸酸洗:酸濃度1〜20%、液温度30〜90℃、酸洗時間5〜30sec
機械的特性はJIS5号試験片(JISZ2201)を圧延方向と直角方向から採取し、JISZ2241に準拠して試験した。塗装焼付け処理後の強度として、5%予歪後、170℃で20分間保持した後、再引張における引張強さ(TSBH)を調査し、初期引張強さ(TS0)と比較し、その差をΔTS(TSBH−TS0)と定義した。加工性は引張強さ(TS)×伸び(El)の値で評価した。
【0046】
化成処理性の評価方法は以下の通りである。
化成処理液は、日本パーカライジング(株)製の化成処理液(パルボンドL3080(登録商標))を用い、下記方法で化成処理を施した。
日本パーカライジング(株)製の脱脂液ファインクリーナ(登録商標)で脱脂したのち、水洗し、次に日本パーカライジング(株)製の表面調整液プレパレンZ(登録商標)で30秒表面調整行い、43℃の化成処理液(パルボンドL3080)に120秒浸漬した後、水洗し、温風で乾燥した。
化成皮膜を走査型電子顕微鏡(SEM)で、倍率500倍で無作為に5視野を観察し、化成皮膜のスケ面積率を画像処理により測定し、スケ面積率によって以下の評価をした。○、◎が合格レベルである。
◎:0%(スケがない)
○:5%以下
△:5%超10%以下
×:10%超え
塗装後耐食性の評価方法は以下の通りである。
前記と同様に、日本パーカライジング(株)製の化成処理液(パルボンドL3080)により化成処理皮膜を形成させた後、関西ペイント(株)製の電着塗装液(GT−10)により電着塗装を行った後、170℃の炉内に25分間放置することで20μmの電着皮膜を形成させた。その後、カッターナイフで鋼板に到達するまでのカットをX状に入れ、50℃の5%NaCl溶液内に10日間放置し、カット部からの片側の塗装剥離長さの最大値を測定した。塗装剥離長さから以下のように評価を行った。
○:2.5mm未満
×:2.5mm以上
以上により得られた評価結果を製造条件と併せて表2に示す。
【0047】
【表1】

【0048】
【表2】
【0049】
表2より、本発明例では、引張強さ(TS)590MPa以上、TS×El:18000MPa・%以上の良好な加工性と、良好な化成処理性、塗装後耐食性が得られている。
一方、比較例1〜4では化成処理性が劣っている。比較例5〜11では塗装後耐食性が劣っている。
さらに熱間圧延の巻き取り温度を変化させることにより熱間圧延時に形成する内部酸化層の厚さを変化させた例について評価を行ったところ、1μm以上の内部酸化層を有する比較例5〜7の場合、直火バーナ温度を高温にすることで化成処理性の改善傾向が認められた。さらに内部酸化層が3μm程度の比較例8、9の場合、炉出側温度が低い場合でも良好な化成処理性が得られていることが分かる。
【実施例2】
【0050】
表1に示す化学成分を有する鋼A〜Fを公知の方法により熱間圧延、酸洗、冷間圧延を行い厚さ1.5mmの鋼板を製造した。この鋼板に対して、めっきラインにおいてNiめっきを行い、200mg/m2のNiめっきを得た。めっき浴は硫酸ニッケル・6水和物を240g/L、ほう酸を30g/Lとし硫酸を用いてpHを3.0に調整した。通電条件は1A/dm2とした。引き続き、予熱炉、直火バーナを備える加熱炉、ラジアントチューブタイプの均熱炉、冷却炉を備える連続焼鈍ラインに上記鋼板を通して昇温焼鈍して高強度冷延鋼板を得た。直火バーナを備える加熱炉は4ゾーンに分かれ、各ゾーン長は同じである。直火バーナは燃料にCOGを使用し、加熱炉の前段(3ゾーン)と後段(1ゾーン)の空気比を種々変更した。均熱後の冷却は表3に示すとおり、水、気水またはガスで冷却した。その際、水冷却の場合は水温まで冷却後、表3記載の保持温度まで再加熱し、保持した。また、気水、ガス冷却の場合は、表3記載の保持温度まで冷却し、そのまま保持した。さらに、表3記載の酸で酸洗し、または、そのまま製品とした。
【0051】
得られた高強度冷延鋼板に対して機械的特性と化成処理性を評価した。機械的特性と化成処理性の評価方法は実施例1と同様の方法である。
【0052】
以上により得られた評価結果を製造条件と併せて表3に示す。
【0053】
【表3】
【0054】
本発明例では、引張強さ(TS)590MPa以上、TS×El:18000MPa・%以上の良好な加工性と、良好な化成処理性が得られている。
一方、比較例は、化成処理性が劣っている。
【産業上の利用可能性】
【0055】
本発明の高Si冷延鋼板は、高強度であり、化成処理性に優れるため、自動車の車体そのものを軽量化かつ高強度化するための冷延鋼板として利用することができる。また、自動車以外にも、家電、建材の分野等、広範な分野で適用できる。
【技術分野】
【0001】
本発明は、リン酸塩処理等の化成処理を施したのち塗装して使用される高Si冷延鋼板の製造方法に関するもので、特に、Siの強化能を利用した引張強度590MPa以上で化成処理性に優れた高Si冷延鋼板の製造方法に関するものである。
【背景技術】
【0002】
近年、自動車の軽量化の観点から、引張強度590MPa以上の高い強度を有する冷延鋼板の需要が高まっている。また、自動車用冷延鋼板は塗装をして使用されており、その塗装の前処理として、リン酸塩処理等の化成処理が施される。この冷延鋼板の化成処理は塗装後の耐食性を確保するための重要な処理のひとつである。
【0003】
冷延鋼板の強度を高めるためには、Siの添加が有効である。しかし、Siを添加した鋼板(高強度冷延鋼板)では、連続焼鈍の際に、Feの酸化が起こらない(Fe酸化物を還元する)還元性のN2+H2ガス雰囲気でも、Siは酸化し、鋼板最表面にSi酸化物(SiO2)の薄膜を形成する。このSi酸化物(SiO2)の薄膜は化成処理中の化成皮膜の生成反応を阻害するため、化成皮膜が生成されないミクロな領域(スケ)ができ、化成処理性が低下する。
【0004】
上記に対して、高Si冷延鋼板の化成処理性を改善する従来技術として、特許文献1には、酸化性雰囲気中で鋼板温度を350〜650℃に到達せしめて鋼板表面に酸化膜を形成させ、しかる後還元性雰囲気中で再結晶温度まで加熱し冷却する方法が記載されている。
【0005】
また、特許文献2には、質量%で、Siを0.1%以上、及び/又は、Mnを1.0%以上含有する冷延鋼板について、鋼板温度400℃以上で鉄の酸化雰囲気下で鋼板表面に酸化膜を形成させ、その後、鉄の還元雰囲気下で前記鋼板表面の酸化膜を還元する方法が記載されている。
【0006】
さらに、特許文献3には、Siを0.1wt%以上3.0wt%以下含有する高強度冷延鋼板表層の結晶粒界及び/又は結晶粒内に、化成処理性等の改良に有効な酸化物を有することを特徴とする高強度冷延鋼板が記載されている。
【0007】
特許文献4には、鋼板表面と直交する方向の断面を電子顕微鏡にて倍率50000倍以上で観察したときに、鋼板表面長さ10μmに占めるSi含有酸化物の割合が、任意に選択される5箇所の平均で80%以下となるようにするリン酸塩処理性に優れた鋼板が記載されている。
【0008】
特許文献5には、mass%で、C:0.1%超、Si:0.4%以上を含み、Si含有量(mass%)/Mn含有量(mass%)が0.4以上であり、引張強さが700MPa以上であって、鋼板表面におけるSiを主成分とするSi基酸化物の表面被覆率が20面積%以下で、かつ前記Si基酸化物の被覆領域において当該領域内に内接される最大円の直径が5μm以下とされた化成処理性に優れる高強度冷延鋼板が記載されている。
【0009】
特許文献6には、質量%で、C:0.01〜0.3%、Si:0.2〜3.0%、Mn:0.1〜3.0%、Al:0.01〜2.0%を含有し、引張強度が500MPa以上の高張力鋼板において、該鋼板表面の結晶粒の平均粒径が0.5μm以下であり、かつ該鋼板表面の幅10μm以上の観察領域を断面TEM観察用に薄片加工し、該薄片試料を10nm以下の酸化物が観察できる条件でTEM観察により測定した際に、酸化シリコンおよびマンガンシリケートの1種または2種をこれらの合計量で70質量%以上含有する酸化物種が、上記断面からみた粒界領域表面に対して30%以下存在し、該鋼板表面からの深さで0.1〜1.0μmの範囲内に存在する上記酸化物種の粒径が0.1μm以下であることを特徴とする化成処理性に優れた高張力鋼板が記載されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開昭55−145122号公報
【特許文献2】特開2006−45615号公報
【特許文献3】特開平9−310148号公報
【特許文献4】特開2003−113441号公報
【特許文献5】特開2004−323969号公報
【特許文献6】特開2008−69445号公報
【特許文献7】特開2010−53446号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかしながら、特許文献1の製造方法では、酸化する方法により鋼板表面に形成される酸化膜の厚みに差があり、十分に酸化が起こらなかったり、酸化膜が厚くなりすぎて、後の還元性雰囲気中での焼鈍において酸化膜の残留またははく離を生じ、表面性状が悪化する場合があった。実施例では、大気中で酸化する技術が記載されているが、大気中での酸化は酸化物が厚く生成してその後の還元が困難である、あるいは高水素濃度の還元雰囲気が必要である等の問題がある。
【0012】
特許文献2の製造方法は、400℃以上で空気比0.93以上1.10以下の直火バーナを用いて鋼板表面のFeを酸化したのち、Fe酸化物を還元するN2+H2ガス雰囲気で焼鈍することにより、化成処理性を低下させるSiO2の最表面での酸化を抑制し、最表面にFeの還元層を形成させる方法である。特許文献2には、直火バーナでの加熱温度が具体的に記されていないが、Siを多く(0.6%以上)含有する場合には、Feより酸化しやすいSiの酸化量が多くなってFeの酸化が抑制されたり、Feの酸化そのものが少なすぎたりする。その結果、還元後の表面Fe還元層の形成が不十分であり、還元後の鋼板表面にSiO2が存在し、化成皮膜のスケが発生する場合があった。
【0013】
特許文献3の鋼板は、Si酸化物を鋼板の内部に形成させ、表面のSi酸化物を無くすことにより、化成処理性を改善する鋼板である。製造方法は、鋼板を冷間圧延する前段階の熱間圧延時に、高温(実施例では620℃以上が良好)で巻取り、その熱を利用しSi酸化物を鋼板の内部に形成させるものであるが、巻き取られたコイルは外側の冷却速度は速く、内側の冷却速度は遅いため、鋼板長手方向の温度ムラが大きく、コイル全長で均一な表面品質を得るのが難しいという問題があった。
【0014】
特許文献4、5および6は、規定の仕方は異なるが、表面を覆うSi酸化物量の上限を規定した鋼板である。製造方法としては、連続焼鈍の昇温中または均熱中に還元性であるN2+H2ガス雰囲気の露点(あるいは水蒸気水素分圧比)をある範囲に制御し、Siを鋼板内部に酸化させるものである。その露点範囲は特許文献4では−25℃以上、特許文献5では−20℃から0℃と記載されている。特許文献6では予熱、昇温、再結晶化のそれぞれの工程で水蒸気水素分圧比の範囲を規制する方法を採っている。これらの方法では、一般的には露点が−25℃以下になるN2+H2ガス雰囲気を、水蒸気や空気を導入する等により高めに制御する必要があり、操業制御性の観点から問題があり、その結果、良好な化成処理性が安定して得られなかった。また、露点を高く(あるいは水蒸気水素分圧比を高く)することは、雰囲気の酸化性を高めるため、炉壁や炉内のロールの劣化を速めたり、ピックアップ疵と呼ばれるスケール疵を鋼板表面に発生させる場合があった。
【0015】
このような背景の中、発明者らは、均熱炉の還元性雰囲気の露点あるいは水蒸気水素分圧比を制御することなく、かつ、Siを0.6%以上含有しても、良好な化成処理性を有する高Si冷延鋼板の製造方法を出願した(特許文献7)。すなわち、特許文献7は、冷延鋼板を連続焼鈍する際に、昇温時に鋼板温度が少なくとも550℃以上で空気比0.95以上の直火バーナを用いて鋼板を加熱し、その後空気比0.89以下の直火バーナを用いて鋼板を加熱して鋼板温度が700℃以上になるまで昇温した後、露点が−25℃以下、1〜10体積%H2+残部N2ガス雰囲気の炉で均熱焼鈍することを特徴とする化成処理性に優れた高Si冷延鋼板の製造方法である。
【0016】
特許文献7により、Siが0.6wt%以上含まれ場合においても化成処理性の良好な鋼板を得ることが可能となったが、連続焼鈍前の鋼板、すなわち冷間圧延後の鋼板の状態により空気比が0.95以上で加熱する適正な鋼板温度範囲が異なる場合があることが明らかとなった。さらに詳細な解析を進めた結果、具体的には熱間圧延終了時のコイル巻き取り温度が高い場合には空気比が0.95以上で加熱する適正温度範囲は低温側にあり、熱間圧延終了時のコイル巻き取り温度が低い場合には空気比が0.95以上で加熱する適正温度範囲は高温側にあるため、製造時の管理が困難になる場合があることが明らかとなった。これは熱延時に形成される内部酸化層が大きく影響し、熱延終了後のコイル巻き取り温度が高い場合には熱延時に形成される内部酸化層が厚くなることが明らかとなってきた。また、コイルの巻き取り温度が同じ場合にあっても、その後の保管環境が熱延時に形成される内部酸化層に影響することから、保管環境、例えば雰囲気温度、保管場所等を常に一定にする必要があることも明らかとなった。しかし、熱延コイルの保管環境を常に一定にすることは操業上困難が多く、保管環境によらず良好な化成処理性を有する冷延鋼板を得る技術が必要である。このような保管環境によらず安定して熱延時に内部酸化層を得る方法として、熱間圧延終了時のコイル巻き取り温度を十分高くする方法が挙げられる。しかし、温度が高すぎる場合には、塗装後の耐食性が悪化する場合があることが明らかとなった。一方、熱延のコイル巻き取り温度を低くした場合、内部酸化層は保管環境によらずほとんど形成されないため、常に一定の表面状態を有する熱延後鋼板を得るには有効な方法である。しかし、コイル低温の場合でも冷間圧延時のゲージハンチングや冷間圧延負荷が大きくなりすぎる等の問題が発生する。以上のように、熱延時に形成する内部酸化層が無い状態においても、製造性を阻害することなく良好な化成処理性を有する冷延鋼板を得ることが望まれている。
【0017】
本発明は、かかる事情に鑑み、均熱炉の還元性雰囲気の露点あるいは水蒸気水素分圧比を制御することなく、かつ、Siを0.6%以上含有しても良好な化成処理性を有する高Si冷延鋼板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0018】
本発明者らが課題解決のため鋭意検討した結果、以下の知見を得た。
【0019】
連続焼鈍の前にNiを鋼板表面に被覆し酸化雰囲気で昇温処理を行うことにより、熱延時に形成される内部酸化層を有しない鋼板であっても優れた化成処理性を有することが可能となることを見出した。
本発明は、以上の知見に基づきなされたものであり、その要旨は以下のとおりである。
[1]質量%で、C:0.05〜0.30%、Si:0.6〜3.0%、Mn:1.0〜3.0%、P:0.1%以下、S:0.05%以下、Al:0.01〜1.00%、N:0.01%以下を含有し、残部がFeおよび不可避的不純物からなる鋼を熱間圧延し、形成される内部酸化層の厚さを2μm以下とした後、冷間圧延し、次いで、Niを40〜2000mg/m2被覆する処理を施し、その後、空気比:0.95以上の直火バーナを用いて、少なくとも鋼板温度:550℃から鋼板温度:650℃まで鋼板を昇温し、露点:−25℃以下、雰囲気:1〜10体積%H2+残部N2で均熱する焼鈍を行うことを特徴とする化成処理性に優れた高Si冷延鋼板の製造方法。
[2]前記焼鈍は、空気比:0.95以上の直火バーナを用いて、少なくとも鋼板温度:550℃から鋼板温度:650℃まで鋼板を昇温し、次いで、空気比0.89以下の直火バーナを用いて、更に鋼板を30℃以上昇温し、露点:−25℃以下、雰囲気:1〜10体積%H2+残部N2で均熱焼鈍することを特徴とする前記[1]に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
[3]前記鋼は、さらに、質量%で、Cr:0.01〜1.0%、Mo:0.01〜1.0%、Ni:0.01〜1.0%、Cu:0.01〜1.0%の1種又は2種以上を含有することを特徴とする前記[1]または[2]に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
[4]前記鋼は、さらに、質量%で、Ti:0.001〜0.1%、Nb:0.001〜0.1%、V:0.001〜0.1%の1種又は2種以上を含有することを特徴とする前記[1]〜[3]のいずれかに記載の化成処理性に優れた高Si冷延鋼板の製造方法。
[5]前記鋼は、さらに、質量%で、B:0.0003〜0.005%含有することを特徴とする前記[1]〜[4]のいずれかに記載の化成処理性に優れた高Si冷延鋼板の製造方法。
[6]前記連続焼鈍において、空気比:0.95以上の直火バーナを用いての加熱は、鋼板温度:700℃まで行うことを特徴とする前記[1]〜[5]のいずれかに記載の化成処理性に優れた高Si冷延鋼板の製造方法。
[7]前記連続焼鈍において、空気比:0.95以上の直火バーナを用いての加熱は、鋼板温度:800℃まで行うことを特徴とする前記[1]〜[6]のいずれかに記載の化成処理性に優れた高Si冷延鋼板の製造方法。
[8]前記連続焼鈍において、空気比0.95以上の直火バーナを用いての加熱時間は、空気比0.89以下の直火バーナを用いての加熱時間以上であることを特徴とする前記[2]〜[7]のいずれかに記載の化成処理性に優れた高Si冷延鋼板の製造方法。
[9]前記連続焼鈍において、空気比0.89以下の直火バーナを用いての加熱は鋼板温度:800℃まで行うことを特徴とする前記[2]〜[6]、[8]のいずれかに記載の化成処理性に優れた高Si冷延鋼板の製造方法。
なお、本明細書において、鋼の成分を示す%は、すべて質量%である。また、本発明において、「高強度冷延鋼板」とは、引張強度TSが590MPa以上である冷延鋼板である。
【発明の効果】
【0020】
本発明によれば、直火バーナを用いた鋼板表面でのNiとFeの酸化と、その後の還元を利用して一部のSiを鋼板内部に酸化させ、一部のSiをNi−Siの複合酸化物とすることで、Siを0.6%以上含有する高Si冷延鋼板について、化成処理性を改善するとともに、引張強度590MPa以上で、TS×Elが18000MPa・%以上で加工性の優れた高Si冷延鋼板を製造することが出来る。また、焼鈍雰囲気の制御(特に露点を高く制御すること)が不要であるので、操業制御性の点で有利であり、また炉壁や炉内のロールの劣化を早めたり、ピックアップと呼ばれるスケール疵を鋼板表面に発生させたりする問題も改善することができる。
【図面の簡単な説明】
【0021】
【図1】熱間圧延板の任意の部分でせん断した断面をSEMで観察した結果を示す断面図。
【発明を実施するための形態】
【0022】
本発明が対象とする鋼板の化学成分の限定理由を説明する。なお、成分に関する「%」表示は特に断らない限り質量%を意味する。
【0023】
Siは鋼板の加工性を低下させずに強度を上げる元素であり、0.6%未満では加工性すなわち、TS×Elが劣化する。よって、0.6%以上含有する。好ましくは1.10%を超えて含有する。ただし3.0%を超えると鋼板の脆化が著しく、加工性が劣化し、また化成処理性が劣化するため、上限は3.0%とする。
【0024】
鋼板の化学成分は、Siの他に、金属組織をフェライト−マルテンサイト、TRIPなどに制御し、所望する材質を得るために、固溶強化能およびマルテンサイト生成能を有するC、Mnを、Cを0.05%以上、好ましくは0.10%以上を含有し、またMnを1.0%以上含有する。一方C、Mnを過度に添加すると、鋼板の加工性が著しく低下することから、Cは0.30%以下、Mnを3.0%以下とする。
【0025】
Alは脱酸材として添加される。0.01%未満では、その効果が不十分である。一方、1.00%を超えると、その効果が飽和し、不経済となる。したがって、Al量は0.01〜1.00%とする。
【0026】
その他、不可避的不純物としてP、S、Nが含有される。Pは0.1%以下、好ましくは0.015%以下である。Sは0.05%以下、好ましくは0.003%以下である。Nは0.01%以下である。
【0027】
残部はFeおよび不可避的不純物である。
【0028】
また、材質および金属組織の制御のために、Cr、Mo、Ni、Cuの1種または2種以上を各々0.01〜1.0%の範囲で含有してもよい。鋼板の強度を上げるため、Ti、Nb、Vの1種または2種以上を各々0.001〜0.1%の範囲で含有してもよい。素材の強度および塗装焼付け後の強度を上げるため、Bを0.0003〜0.005%の範囲で含有させてもよい。
【0029】
次に、本発明の化成処理性に優れた高Si冷延鋼板の製造方法について説明する。
上記成分組成を有する鋼を熱間圧延し、必要に応じて酸洗した後、冷間圧延を施し、その後鋼板上にNiを被覆した後、連続焼鈍ラインで連続焼鈍する。ただし、冷間圧延前の鋼板の内部酸化層の厚さは2μm以下とする。また、連続焼鈍は、空気比:0.95以上の直火バーナを用いて、少なくとも鋼板温度:550℃から鋼板温度:650℃まで鋼板を昇温し、露点:−25℃以下、雰囲気:1〜10体積%H2+残部N2で均熱焼鈍する。
【0030】
冷間圧延前までの冷延鋼板の製造方法は、特に限定されず、公知の方法を用いることが出来る。
【0031】
ただし、本発明においては、熱間圧延時に形成される内部酸化層の厚さは2μm以下とする。熱間圧延時に形成される内部酸化層が存在する場合には連続焼鈍炉内における酸化処理が容易に達成できるため、酸化処理、還元処理によって良好な化成処理性が得られることが分かっている。しかし、一方で、ユーザーにて使用される環境下、すなわち塗装を行った後の耐食性が劣化する。この原因は明らかではないが、以下のように考えられる。熱間圧延時に形成される内部酸化層は図1に示すとおり、粒界に沿って形成した酸化物の層である。そして、粒界に沿って塩分が流入し、塗装(塗膜)と鋼板との密着力を低下させ、耐食性が劣化すると考えることが出来る。
一方、連続焼鈍時に形成される内部酸化層は粒内に存在するため、上述のような塗装後耐食性を低下させることが無い。本発明では、熱間圧延時に形成される内部酸化層は厚さを2μm以下とし、すなわち、冷間圧延前の鋼板は内部酸化層を有しない鋼板とし、連続焼鈍時に内部酸化層を形成する。この結果、本発明により形成する内部酸化層は塗装後耐食性にも良好に働くものと考える。
なお、本発明において、内部酸化層を有しない鋼板とは、熱間圧延時に形成される内部酸化層の厚さが2μm以下の鋼板である。また、熱間圧延時に形成される内部酸化層の厚さを2μm以下とする鋼板を得る方法としては熱延の巻き取り温度を低下させる方法や、冷間圧延、連続焼鈍ラインに装入する前に酸洗や機械研削などの方法により除去する方法が挙げられる。また、熱間圧延時に形成される内部酸化層の厚さは、任意の部分でせん断した断面SEM観察により観察することが出来、図1に示されるようなクラック状の内部酸化層の筋が鋼板の深さ方向に2μm以下であることとする。
【0032】
冷間圧延後、Niを40〜2000mg/m2被覆する処理を施す。
連続焼鈍の前の鋼板表面へNiを40mg/m2〜2000mg/m2被覆させる必要がある。40mg/m2未満の被覆量の場合、酸化への効果が無く良好な化成処理性が得られない。2000mg/m2より多く被覆してもその後の化成処理性への影響は小さいため性能上の問題は無いが、製造時のラインスピードや電気量及び設備コストが高くなるため好ましくない。
【0033】
鋼板表面へのNiの被覆方法は限定しない。電解法、蒸着法などが挙げられるが、製造コストの観点から電解法が好ましい。電解法の場合、めっき浴組成に限定は無く、硫酸塩溶液や塩化物溶液やこれらの複合溶液などを用いることが一般的である。また電気めっき浴への添加物についても限定は無く、電解効率を高めるための高分子化合物などを添加しても構わない。
【0034】
鋼板表面へNiを被覆する効果(Niめっきによる効果)は明確ではないが以下のように考えることができる。鋼板が酸化雰囲気内で昇温された場合、鋼板表面の大部分を占める鉄の酸化と鋼板成分の易酸化性元素が酸化される。鋼板中にSiが多量に含まれていた場合、鋼板表面にSi酸化物を形成する。ここでSi酸化物は鋼板成分により変化し、Mnが多量に含まれている場合はSi−Mn複合酸化物を形成し、Mn量が少ない場合はシリカ(SiO2)を形成する。シリカが形成された場合、シリカは酸素透過性が低いため、酸化雰囲気内で鋼板の酸化量が十分に得られず、Siは内部酸化せず外面に残存する。その結果、化成処理性を阻害することになる。一方、Niを鋼板表層に付与(被覆)することで、NiはSiと複合酸化物を形成するため、シリカを形成せず、十分な酸化量が得られ、その後に続く還元焼鈍時にSiを内部酸化させることが出来る。その結果、表層のシリカが無くなり化成処理性が良好となる。また、表層にNi−Si複合酸化物として残存した場合でも、Ni−Si複合酸化物は易溶性でありその後の製造過程における酸洗時に溶解するため、化成処理性が良好となる。また酸洗工程が無い場合においても一般的に自動車の製造ラインで用いられている化成処理液が酸性であるため、化成処理液内で溶解し、化成処理性が良好となる。また、現在の自動車製造ラインで用いられている化成処理液成分としてNiが含有されているため、化成処理液を汚染することもなく使用することが可能である。
【0035】
次いで、連続焼鈍を行う。
連続焼鈍ラインでは、昇温、均熱、冷却の連続する3工程が行われる。一般的な連続焼鈍ラインは、鋼板を昇温する加熱炉、均熱する均熱炉、冷却炉を備える。あるいは加熱炉の前にさらに予熱炉を備える。
【0036】
昇温時には、空気比を0.95以上に調整した直火バーナを用いた加熱炉で、少なくとも鋼板温度550℃から鋼板温度650℃まで鋼板を昇温する。これにより、鋼板表面にFe酸化物が形成される。鋼板温度550℃未満から空気比を0.95以上に調整した直火バーナで昇温しても問題はない。しかし、550℃未満の温度域では十分なFe酸化量は得られないため、鋼板温度550℃からの鋼板の昇温は空気比を0.95以上に調整した直火バーナを用いることとする。Fe酸化物形成の観点からは、できるだけ高い温度まで到達させた方が良く、好ましくは鋼板温度700℃まで、より好ましくは鋼板温度750℃まで昇温する。しかし、過度に酸化させると、次の還元性雰囲気炉でFe酸化物が剥離し、ピックアップの原因となるので、空気比を0.95以上に調整した直火バーナを用いた昇温は鋼板温度800℃までとするのが好ましい。
【0037】
ここで、直火バーナとは、製鉄所の副生ガスであるコークス炉ガス(COG)等の燃料と空気を混ぜて燃焼させたバーナ火炎を直接鋼板表面に当てて鋼板を昇温するものである。直火バーナは、輻射方式の昇温よりも鋼板の昇温速度が速いため、加熱炉の炉長を短くしたり、ラインスピードを速く出来る利点がある。さらに、直火バーナは空気比を0.95以上とし、燃料に対する空気の割合を多くすると、未燃の酸素が火炎中に残存し、その酸素で鋼板の酸化を促進することが可能となる。空気比が高い方が酸化性が強くなるため、Fe酸化物形成の観点からは、空気比はできるだけ高い方が良く、空気比は1.10以上が好ましい。しかし、過度に酸化させると、次の還元性雰囲気の均熱炉でFe酸化物が剥離し、ピックアップの原因となるので、空気比は1.30以下とすることが好ましい。
【0038】
直火バーナの燃料は、COG、液化天然ガス(LNG)等を使用できる。
【0039】
加熱炉の前に予熱炉を備える場合、予熱炉の雰囲気は特に限定されない。通常行われている条件でよい。例えば、直火バーナを備えた加熱炉の高温の燃焼ガスを予熱炉に導入してもよい。また、予熱炉に、空気比0.7〜1.3の直火バーナを用いることも出来る。
【0040】
直火バーナを備える加熱炉では、Feの過度の酸化を防止する点から、加熱炉前段は空気比0.95以上の直火バーナを使用し、加熱炉後段は空気比0.89以下の直火バーナ使用してもよい。この場合、加熱炉前段で空気比0.95以上の直火バーナを少なくとも鋼板温度550℃から650℃まで使用し、次いで、空気比0.89以下の直火バーナを用いて、更に鋼板を30℃以上昇温すれば、十分なFe酸化量を得ることが可能である。Fe酸化物形成の観点からは、できるだけ高い温度まで到達させた方が良く、好ましくは鋼板温度750℃まで昇温するのが好ましい。また、十分なFe酸化量を得るという効果の点からは、空気比0.95以上の直火バーナによる鋼板昇温時間は、空気比0.89以下の直火バーナによる鋼板昇温時間以上とすることが好ましい。また、加熱炉後段の直火バーナの空気比は燃焼効率の点から0.7以上が好ましい。さらに、空気比0.89以下の直火バーナを用いた昇温雰囲気はFe還元性であり、過度に高温まで昇温すると、次の均熱炉に入る前にFe酸化物が還元されてしまい、均熱炉でのFe酸化物の還元によるSiの内部酸化の生成が少なくなる。よって、空気比0.89以下の直火バーナを用いた昇温は鋼板温度800℃まで行うことが好ましい。
【0041】
直火バーナを用いて鋼板を上記のように昇温した後、例えば、ラジアントチューブバーナを備えた均熱炉で均熱焼鈍する。均熱炉に導入する雰囲気ガスは、1〜10体積%H2+残りN2である。1体積%未満では連続的に通板される鋼板表面のFe酸化物を還元するのにH2が不足する。一方、10体積%を超えてもFe酸化物の還元は飽和するため、過分のH2が無駄になる。露点が−25℃超になると炉内のH2Oの酸素による酸化が著しくなりSiの内部酸化が過度に起こるため、露点は−25℃以下に限定する。これにより、均熱炉内は、Fe、Niの還元性雰囲気となり、加熱炉で生成したFe酸化物、Ni酸化物の還元が起こる。このとき、還元によりFeおよびNiと分離された酸素が、一部鋼板内部に拡散し、Siと反応することにより、SiO2の内部酸化が起こる。Siが鋼板内部で酸化し、化成処理反応が起こる鋼板最表面のSi酸化物が減少するため、鋼板最表面の化成処理性は良好となる。
【0042】
均熱焼鈍は、材質調整の観点から、鋼板温度が750℃から900℃の範囲内で行われるのが好ましい。均熱時間は20秒から180秒が好ましい。
【0043】
均熱焼鈍後の工程は、品種によって様々であり、本発明では、その工程は特に限定されない。例えば、均熱焼鈍後、ガス、気水、水等により冷却され、必要に応じ、150℃から400℃の焼き戻しを施す。冷却後、あるいは焼き戻し後に、表面性状を調整するために、塩酸や硫酸などを用いた酸洗を行ってもよい。
【実施例1】
【0044】
表1に示す化学成分を有する鋼Aを公知の方法により熱間圧延、酸洗、冷間圧延して厚さ1.5mmの鋼板を製造した。ここで、熱間圧延後の巻き取り温度を540℃〜620℃とし、熱延時に形成される内部酸化層の厚さを変化させた。内部酸化層厚さの測定は、冷間圧延後の断面SEM観察により測定し、断面SEM観察用試験片10mmの中央部500μmの中で最大長さの内部酸化層を内部酸化層厚さと定義し表2に示す。
以上により得られた鋼板に対して、めっき設備で電気Niめっきを行った。めっき浴は以下の通りである。
(1)硫酸ニッケル・6水和物を240g/L、ほう酸を30g/Lとし硫酸を用いてpHを3.0に調整
(2)塩化ニッケル・7水和物を260g/L、ほう酸を30g/Lとし塩酸を用いてpHを3.0に調整
(3)硫酸ニッケル・6水和物を200g/L、塩化ニッケル・7水和物を60g/L、ほう酸を30g/Lとし硫酸を用いてpHを3.0に調整
電気めっき条件は1A/dm2の電流密度で通電時間を変更することによりNiめっきを行った。
次に、直火バーナを備える加熱炉を用いて昇温し、一旦冷却後にラジアントチューブタイプの均熱炉、冷却炉をシミュレートできる設備を用いて昇温焼鈍して高強度冷延鋼板を得た。直火バーナは燃料にCOGを使用し、空気比を種々変更した。均熱後の冷却は窒素ガスで行い、表2に記載の保持温度で保持した。さらに、表2に記載の酸で酸洗し、機械的特性、化成処理性および塗装後耐食性を評価した。
【0045】
酸洗条件は下記である。
塩酸酸洗:酸濃度1〜20%、液温度30〜90℃、酸洗時間5〜30sec
硫酸酸洗:酸濃度1〜20%、液温度30〜90℃、酸洗時間5〜30sec
機械的特性はJIS5号試験片(JISZ2201)を圧延方向と直角方向から採取し、JISZ2241に準拠して試験した。塗装焼付け処理後の強度として、5%予歪後、170℃で20分間保持した後、再引張における引張強さ(TSBH)を調査し、初期引張強さ(TS0)と比較し、その差をΔTS(TSBH−TS0)と定義した。加工性は引張強さ(TS)×伸び(El)の値で評価した。
【0046】
化成処理性の評価方法は以下の通りである。
化成処理液は、日本パーカライジング(株)製の化成処理液(パルボンドL3080(登録商標))を用い、下記方法で化成処理を施した。
日本パーカライジング(株)製の脱脂液ファインクリーナ(登録商標)で脱脂したのち、水洗し、次に日本パーカライジング(株)製の表面調整液プレパレンZ(登録商標)で30秒表面調整行い、43℃の化成処理液(パルボンドL3080)に120秒浸漬した後、水洗し、温風で乾燥した。
化成皮膜を走査型電子顕微鏡(SEM)で、倍率500倍で無作為に5視野を観察し、化成皮膜のスケ面積率を画像処理により測定し、スケ面積率によって以下の評価をした。○、◎が合格レベルである。
◎:0%(スケがない)
○:5%以下
△:5%超10%以下
×:10%超え
塗装後耐食性の評価方法は以下の通りである。
前記と同様に、日本パーカライジング(株)製の化成処理液(パルボンドL3080)により化成処理皮膜を形成させた後、関西ペイント(株)製の電着塗装液(GT−10)により電着塗装を行った後、170℃の炉内に25分間放置することで20μmの電着皮膜を形成させた。その後、カッターナイフで鋼板に到達するまでのカットをX状に入れ、50℃の5%NaCl溶液内に10日間放置し、カット部からの片側の塗装剥離長さの最大値を測定した。塗装剥離長さから以下のように評価を行った。
○:2.5mm未満
×:2.5mm以上
以上により得られた評価結果を製造条件と併せて表2に示す。
【0047】
【表1】
【0048】
【表2】
【0049】
表2より、本発明例では、引張強さ(TS)590MPa以上、TS×El:18000MPa・%以上の良好な加工性と、良好な化成処理性、塗装後耐食性が得られている。
一方、比較例1〜4では化成処理性が劣っている。比較例5〜11では塗装後耐食性が劣っている。
さらに熱間圧延の巻き取り温度を変化させることにより熱間圧延時に形成する内部酸化層の厚さを変化させた例について評価を行ったところ、1μm以上の内部酸化層を有する比較例5〜7の場合、直火バーナ温度を高温にすることで化成処理性の改善傾向が認められた。さらに内部酸化層が3μm程度の比較例8、9の場合、炉出側温度が低い場合でも良好な化成処理性が得られていることが分かる。
【実施例2】
【0050】
表1に示す化学成分を有する鋼A〜Fを公知の方法により熱間圧延、酸洗、冷間圧延を行い厚さ1.5mmの鋼板を製造した。この鋼板に対して、めっきラインにおいてNiめっきを行い、200mg/m2のNiめっきを得た。めっき浴は硫酸ニッケル・6水和物を240g/L、ほう酸を30g/Lとし硫酸を用いてpHを3.0に調整した。通電条件は1A/dm2とした。引き続き、予熱炉、直火バーナを備える加熱炉、ラジアントチューブタイプの均熱炉、冷却炉を備える連続焼鈍ラインに上記鋼板を通して昇温焼鈍して高強度冷延鋼板を得た。直火バーナを備える加熱炉は4ゾーンに分かれ、各ゾーン長は同じである。直火バーナは燃料にCOGを使用し、加熱炉の前段(3ゾーン)と後段(1ゾーン)の空気比を種々変更した。均熱後の冷却は表3に示すとおり、水、気水またはガスで冷却した。その際、水冷却の場合は水温まで冷却後、表3記載の保持温度まで再加熱し、保持した。また、気水、ガス冷却の場合は、表3記載の保持温度まで冷却し、そのまま保持した。さらに、表3記載の酸で酸洗し、または、そのまま製品とした。
【0051】
得られた高強度冷延鋼板に対して機械的特性と化成処理性を評価した。機械的特性と化成処理性の評価方法は実施例1と同様の方法である。
【0052】
以上により得られた評価結果を製造条件と併せて表3に示す。
【0053】
【表3】
【0054】
本発明例では、引張強さ(TS)590MPa以上、TS×El:18000MPa・%以上の良好な加工性と、良好な化成処理性が得られている。
一方、比較例は、化成処理性が劣っている。
【産業上の利用可能性】
【0055】
本発明の高Si冷延鋼板は、高強度であり、化成処理性に優れるため、自動車の車体そのものを軽量化かつ高強度化するための冷延鋼板として利用することができる。また、自動車以外にも、家電、建材の分野等、広範な分野で適用できる。
【特許請求の範囲】
【請求項1】
質量%で、C:0.05〜0.30%、Si:0.6〜3.0%、Mn:1.0〜3.0%、P:0.1%以下、S:0.05%以下、Al:0.01〜1.00%、N:0.01%以下を含有し、残部がFeおよび不可避的不純物からなる鋼を熱間圧延し、形成される内部酸化層の厚さを2μm以下とした後、冷間圧延し、
次いで、Niを40〜2000mg/m2被覆する処理を施し、その後、空気比:0.95以上の直火バーナを用いて、少なくとも鋼板温度:550℃から鋼板温度:650℃まで鋼板を昇温し、露点:−25℃以下、雰囲気:1〜10体積%H2+残部N2で均熱する焼鈍を行うことを特徴とする化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項2】
前記焼鈍は、空気比:0.95以上の直火バーナを用いて、少なくとも鋼板温度:550℃から鋼板温度:650℃まで鋼板を昇温し、次いで、空気比0.89以下の直火バーナを用いて、更に鋼板を30℃以上昇温し、露点:−25℃以下、雰囲気:1〜10体積%H2+残部N2で均熱焼鈍することを特徴とする請求項1に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項3】
前記鋼は、さらに、質量%で、Cr:0.01〜1.0%、Mo:0.01〜1.0%、Ni:0.01〜1.0%、Cu:0.01〜1.0%の1種又は2種以上を含有することを特徴とする請求項1または2に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項4】
前記鋼は、さらに、質量%で、Ti:0.001〜0.1%、Nb:0.001〜0.1%、V:0.001〜0.1%の1種又は2種以上を含有することを特徴とする請求項1〜3のいずれかの一項に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項5】
前記鋼は、さらに、質量%で、B:0.0003〜0.005%含有することを特徴とする請求項1〜4のいずれかの一項に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項6】
前記連続焼鈍において、空気比:0.95以上の直火バーナを用いての加熱は、鋼板温度:700℃まで行うことを特徴とする請求項1〜5のいずれか一項に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項7】
前記連続焼鈍において、空気比:0.95以上の直火バーナを用いての加熱は、鋼板温度:800℃まで行うことを特徴とする請求項1〜6のいずれか一項に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項8】
前記連続焼鈍において、空気比0.95以上の直火バーナを用いての加熱時間は、空気比0.89以下の直火バーナを用いての加熱時間以上であることを特徴とする請求項2〜7のいずれか一項に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項9】
前記連続焼鈍において、空気比0.89以下の直火バーナを用いての加熱は鋼板温度:800℃まで行うことを特徴とする請求項2〜6、8のいずれか一項に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項1】
質量%で、C:0.05〜0.30%、Si:0.6〜3.0%、Mn:1.0〜3.0%、P:0.1%以下、S:0.05%以下、Al:0.01〜1.00%、N:0.01%以下を含有し、残部がFeおよび不可避的不純物からなる鋼を熱間圧延し、形成される内部酸化層の厚さを2μm以下とした後、冷間圧延し、
次いで、Niを40〜2000mg/m2被覆する処理を施し、その後、空気比:0.95以上の直火バーナを用いて、少なくとも鋼板温度:550℃から鋼板温度:650℃まで鋼板を昇温し、露点:−25℃以下、雰囲気:1〜10体積%H2+残部N2で均熱する焼鈍を行うことを特徴とする化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項2】
前記焼鈍は、空気比:0.95以上の直火バーナを用いて、少なくとも鋼板温度:550℃から鋼板温度:650℃まで鋼板を昇温し、次いで、空気比0.89以下の直火バーナを用いて、更に鋼板を30℃以上昇温し、露点:−25℃以下、雰囲気:1〜10体積%H2+残部N2で均熱焼鈍することを特徴とする請求項1に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項3】
前記鋼は、さらに、質量%で、Cr:0.01〜1.0%、Mo:0.01〜1.0%、Ni:0.01〜1.0%、Cu:0.01〜1.0%の1種又は2種以上を含有することを特徴とする請求項1または2に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項4】
前記鋼は、さらに、質量%で、Ti:0.001〜0.1%、Nb:0.001〜0.1%、V:0.001〜0.1%の1種又は2種以上を含有することを特徴とする請求項1〜3のいずれかの一項に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項5】
前記鋼は、さらに、質量%で、B:0.0003〜0.005%含有することを特徴とする請求項1〜4のいずれかの一項に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項6】
前記連続焼鈍において、空気比:0.95以上の直火バーナを用いての加熱は、鋼板温度:700℃まで行うことを特徴とする請求項1〜5のいずれか一項に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項7】
前記連続焼鈍において、空気比:0.95以上の直火バーナを用いての加熱は、鋼板温度:800℃まで行うことを特徴とする請求項1〜6のいずれか一項に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項8】
前記連続焼鈍において、空気比0.95以上の直火バーナを用いての加熱時間は、空気比0.89以下の直火バーナを用いての加熱時間以上であることを特徴とする請求項2〜7のいずれか一項に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【請求項9】
前記連続焼鈍において、空気比0.89以下の直火バーナを用いての加熱は鋼板温度:800℃まで行うことを特徴とする請求項2〜6、8のいずれか一項に記載の化成処理性に優れた高Si冷延鋼板の製造方法。
【図1】

【公開番号】特開2013−100590(P2013−100590A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−246102(P2011−246102)
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]