
合成樹脂製折曲構造体
【課題】合成樹脂シートに熱罫線でV字溝を形成し、直角に折曲げて固定する際に、折曲線に沿った反りの発生を抑える合成樹脂製折曲構造体に関する。
【解決手段】合成樹脂シートが3枚以上の合成樹脂シートを重ねて接着した積層板からなっており、該積層板の表面及び裏面を除く中間の1又は複数の合成樹脂シートで、積層板に形成される折曲想定線を挟んで折曲想定線からの距離が短い幅を有する領域に、折曲想定線に沿って延びる孔又は凹部からなる芯材嵌合部を設け、該芯材嵌合部に剛性体からなる芯材を略隙間無く嵌着してなることを特徴とする。
【解決手段】合成樹脂シートが3枚以上の合成樹脂シートを重ねて接着した積層板からなっており、該積層板の表面及び裏面を除く中間の1又は複数の合成樹脂シートで、積層板に形成される折曲想定線を挟んで折曲想定線からの距離が短い幅を有する領域に、折曲想定線に沿って延びる孔又は凹部からなる芯材嵌合部を設け、該芯材嵌合部に剛性体からなる芯材を略隙間無く嵌着してなることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、合成樹脂シートに熱罫線でV字溝を形成し、熱曲げ加工によって直角に折曲げて固定した合成樹脂製折曲構造体の改良に関する。
【背景技術】
【0002】
従来、例えば特開昭53−88381号で取板として開示されているような伸餅などを搬送する際に使用する木製のトレーや台などでは、合板をアングル状の金具で連結した構造が知られているが、廉価ではあるが木材では寿命が短く、平面に反りが生じたり、木くずが食品についたり、トレーごと蒸し器に入れるためカビが発生しやすく衛生上も問題があるなどの不具合があった。
また、例えば特開平11−193627号で開示されている足場板は、木製や金属製からなっており、重く、持ち運ぶのが重労働であるなどの問題があった。
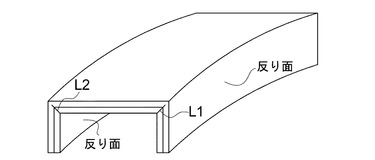
そこで、素材に合成樹脂板を用いることが考えられるが、特に、合成樹脂製中空体シートを用いてトレーや足場板を成形する場合に、前記シートを単層又は適宜積層しV字の熱罫線を入れて折曲げて一体に溶着する必要があるが、熱罫線による溶融後の収縮によって折曲線L1、L2に沿って短手側の片が反ってしまうという問題点があった(図7参照)。
そこで、従来は、上記反りを後加工によって加熱と機械的荷重をかけることで矯正していた。しかし、後加工によっても、使用時の温度上昇等で元に戻る場合がある。
このことは合成樹脂シートに熱罫線でV溝状の折曲線を形成して折曲げる折曲構造体に共通の問題点であり、その解決が望まれていた。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭53−88381号
【発明の概要】
【発明が解決しようとする課題】
【0004】
この発明の解決しようとする問題点は、合成樹脂シートに熱罫線でV溝状の折曲線を形成して熱曲げ加工をする際に、金属プレートなどのプレート状の剛性体からなる芯材を内蔵して反りの発生を抑え、同時に強度を高めた折曲構造体を提供することにある。
【課題を解決するための手段】
【0005】
この発明は上記事情に鑑みて創案されたものであって、
請求項1の発明では、
合成樹脂シートに熱罫線でV溝状の折曲線を形成し、該折曲線を挟んだ一方の片を他方の片に対して略直角に熱曲げ加工してなる合成樹脂製折曲構造体において、
合成樹脂シートが3枚以上の合成樹脂シートを重ねて接着した積層板からなっており、
該積層板の表面及び裏面を除く中間の1又は複数の合成樹脂シートで、積層板に形成される折曲想定線を挟んで折曲想定線からの距離が短い幅を有する領域に、折曲想定線に沿って延びる孔又は凹部からなる芯材嵌合部を設け、
該芯材嵌合部にプレート状の剛性体からなる芯材を略隙間無く嵌着してなることを特徴とする。
請求項2の発明では、
前記積層板の左右両側に設けられた一対の折曲想定線に対して左右外側となる一対の領域にそれぞれプレート状の剛性体からなる芯材を嵌着する芯材嵌合部が形成されていることを特徴とする。
請求項3の発明では、
前記合成樹脂シートが、合成樹脂製中空体シートからなっており、
積層板の端部の開口が熱加工で塞がれて密封されていることを特徴とする。
請求項4の発明では、
前記中間の合成樹脂シートで、積層板の両側に設けられた左右一対の折曲想定線に対して内側となる領域に、一対の折曲想定線に対して直交する方向に延びる補助芯材嵌合部を設け、該補助芯材嵌合部にプレート状の剛性体からなる補助芯材を略隙間無く嵌着してなることを特徴とする。
請求項5の発明では、
請求項1から4に記載の折曲構造体が断面コ字状の折曲体となっており、
該折曲体の左右両側の側壁部の下端に該側壁部の下端より設置面積を広く設定した脚足部を外嵌してなることを特徴とする。
請求項6の発明では、
請求項1から4に記載の折曲構造体が断面コ字状の折曲体となっており、 該折曲体の左右両側の側壁部の下部を熱罫線でV溝状の折曲線を形成して側壁部に対して略直角に折曲げ、該折曲部分を脚足部としてなることを特徴とする。
【発明の効果】
【0006】
請求項1の発明では、3枚以上の合成樹脂シートを重ねて接着した積層板の中間の合成樹脂シートに、折曲想定線に沿って延びる芯材嵌合部を設け、そこに金属プレートなどのプレート状の剛性体からなる芯材を嵌合することで、熱罫線によるV溝状の折曲線を形成しても折曲片への反りの発生を防いで矯正加工を不要化し、同時に折曲片の強度を高めることができる。さらに、使用時の温度上昇等で反りが発生することもない。
請求項2の発明では、中間の合成樹脂シートで、積層板の両側に形成される一対の折曲想定線の左右外側となる領域に芯材嵌合部を設けてプレート状の剛性体からなる芯材を嵌合することで、断面コ字状で折曲片に反りの発生を生じさせない合成樹脂製折曲構造体を作ることができる。
請求項3の発明では、合成樹脂シートに合成樹脂製中空体シートを用いることで、軽量でありながら強度を高めることができ、また積層体の折曲片の端面を熱加工で密封することで耐水性や耐塵性を備えさせることができる。
請求項4の発明では、中間の合成樹脂シートで、一対の折曲想定線に囲まれた中央の領域に補助芯材嵌合部を設けてプレート状の剛性体の補助芯材を嵌め込むので、積層板の中央で荷台となる部分の強度も合わせて高めることができる。
請求項5又は請求項6の発明では、別体又は一体の脚足部を形成して折曲構造体の設置面の面積を広くして設置時の安定性を図ることができる。
これにより、伸餅用トレーや建築用足場板等の用途に用いる場合には、用途上必要とされる強度に合わせて、合成樹脂シートの3枚以上の積層する枚数を適宜増加することができ、また、剛性体からなる芯材は、合成樹脂シートの積層板の中間層であれば、1層に限らず複数層にそれぞれ芯材を嵌め込んで補強することができるので、簡単な構成で必要とされる強度を備えることができる。
また、反りが生じないので、平面性を維持することができ、伸餅等の載置や足場として安定し、同時に伸餅等の引き剥がしも容易となるし、合成樹脂製折曲構造体を積み重ねたときにも安定する。
更に、合成樹脂シートを用いるので、軽量、廉価であり、木くずや金属粉などが出ないし、丸洗いが可能で水はけもよく、黴びることがない。
【図面の簡単な説明】
【0007】
【図1】実施例1の折曲構造体の斜視図である。
【図2】折曲構造体の分解斜視図である。
【図3】熱罫線による熱曲げ加工を段階的に示す側面図であり(a)は積層体、(b)は熱罫線の形成、(c)は折曲げを示す。
【図4】折曲構造体の天板部分を示す平面図である。
【図5】折曲構造体の側壁部を折曲げて脚足部とした実施例2の折曲構造体である。
【図6】(a)は芯材がプレート状の場合の折曲構造体の断面図、(b)は芯材嵌合部が複数の中間層を貫通した折曲構造体の断面図、(c)は、芯材嵌合部が、複数の中間層に断続して複数設けられた折曲構造体の断面図である。
【図7】従来の折曲構造体の斜視図である。
【発明を実施するための形態】
【0008】
合成樹脂シートを3枚以上重ねる積層体の中間の合成樹脂シートに、熱罫線による折曲想定線に沿って芯材嵌合部を形成し、プレート状の剛性体からなる芯材を前記芯材嵌合部に嵌合することで、熱罫線による折曲線に沿った反りの発生を抑え、同時に強度の向上を実現した。
以下に、この発明の合成樹脂製折曲構造体を断面コ字状のトレーに適用した場合の実施例について図面を参照しながら説明する。
【実施例1】
【0009】
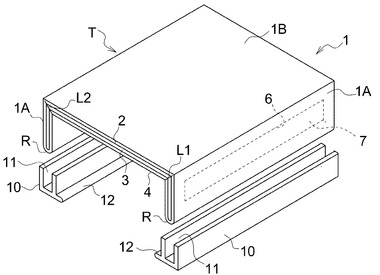
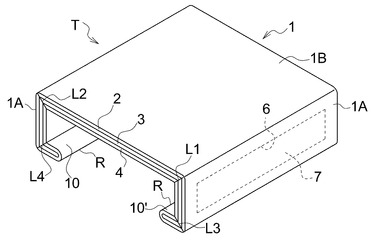
図1のトレーTは、トレー本体となる断面コ字状の折曲構造体1と、該折曲構造体1の下端に嵌合する一対の脚足部10とからなっている。
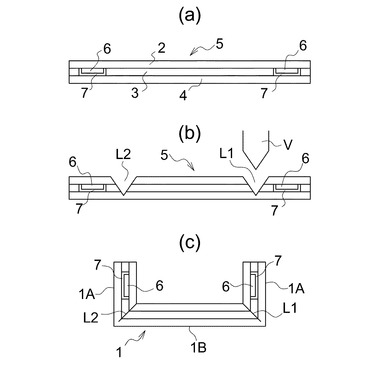
折曲構造体1は、図3(a)に示すように、合成樹脂製中空体シートを3枚以上(図示例では3枚)重ねて接着した積層板5に、V字型熱バーVでプレスし溶融してV溝状の折曲線L1、L2を左右一対に形成し(図3(b)参照)、この溶融後に略直角に折り曲げて溶着させた構成(図3(c)参照)からなっている。
【0010】
本実施例では合成樹脂製中空体シートとして、一回の押し出しで一体として吐出・成型された合成樹脂製段ボールを用いているが、2枚のライナーの間に中芯を有する合成樹脂製段ボールや、その他の中空構造の合成樹脂シートなど熱曲げ加工できる合成樹脂シートを用いることができる。
【0011】
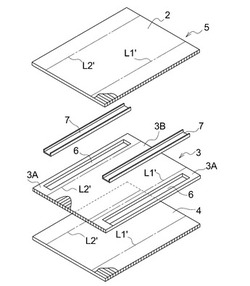
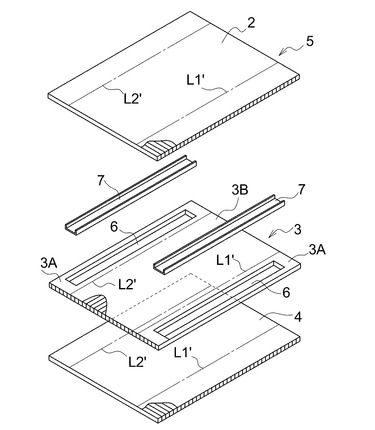
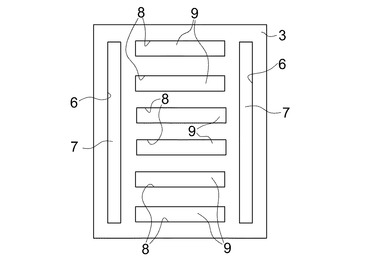
前記積層板5は、図2に示すように、表面層となる第1合成樹脂製中空体シート2と、中間層の第2合成樹脂製中空体シート3と、裏面(内面)層となる第3合成樹脂製中空体シート4とを貼り合わせて構成される。
そして、表面及び裏面で露出しない中間層の第2合成樹脂製中空体シート3には、積層板5に形成される折曲想定線L1’、L2’を挟んで該折曲想定線L1’、L2’からの距離が短い幅を有する側壁形成部の領域3Aに、折曲想定線L1’、L2’に沿って延びる孔又は凹部からなる芯材嵌合部6を設けている。
【0012】
本実施例では、芯材嵌合部6は長方形状の貫通孔からなっており、該芯材嵌合部6に芯材7がその外周面を芯材嵌合部6の内周面に略隙間無く接するように嵌合されている。
芯材7は、アルミニウム板等の金属プレートその他のプレート状の剛性体からなって、その全体が芯材嵌合部6に隙間無く収納しうる大きさであればよく、本実施例では強度を高めるために断面チャンネル状に形成されているが、単なる扁平なプレート状であってもよいし、一方だけが折曲げられた断面アングル状のプレートなど、その他任意の形状であってもよい。
【0013】
芯材嵌合部6及び芯材7の長さは折曲想定線L1’、L2’に対応して長く形成されることが好ましいが、積層板5の厚みや寸法、芯材7の強度などにより反りが生じない長さに設定されればよく、少なくとも折曲想定線L1’、L2’の半分以上の長さが好ましく、また折曲想定線L1’、L2’の中央と芯材嵌合部6及び芯材7の中央とを整合させることが好ましい。
【0014】
上記芯材7が芯材嵌合部6に嵌め込まれた第2合成樹脂製中空体シート3の上に第1合成樹脂製中空体シート2を粘着テープや接着剤で一体に貼付けて芯材嵌合部6の上面を塞ぎ、第2合成樹脂製中空体シート3の下に第3合成樹脂製中空体シート4を接着テープや接着剤で一体に貼付けて芯材嵌合部6の下面を塞いで、3層の合成樹脂製中空体シート2、3、4を一体に接着して積層板5を形成する。
【0015】
このように形成された芯材7を内蔵した積層板5は、前述の図3のように熱罫線からなる熱曲げ加工が施され、左右両側が直角に折曲げられて、左右一対の側壁部1Aと該側壁部1Aに支持された天板部1Bとからなる断面コ字状に成形される。
【0016】
上記のように折曲げられた積層板の第1合成樹脂製中空体シート2と第3合成樹脂製中空体シート4は、折曲線L1、L2に対して交差する方向に合成樹脂製中空体シートの流れ目を形成することが強度上好ましく、そのため折曲構造体1の側壁部1Aの下端部は、中空部分と連通する開口が露出している。一方、第2合成樹脂製中空体シート3の流れ目は、第1、3合成樹脂製中空体シート2、4の流れ目に直交することが好ましい。
この発明では上記構成のままトレーとして使用してよいが、本実施例では端部を熱加工で塞いで断面円弧状に密封して、水など液体や塵埃などの侵入を防止している。これにより、水洗いが可能となり、食品を載せるトレーとしては、衛生上好ましい。さらに、熱加工することにより、3層の合成樹脂製中空体シート2、3、4の一体化が強化される。
【0017】
上記折曲構造体1の側壁部1Aの下端は湾曲面Rとなっているので、設置面との接触面性を広くするため別体の脚足部10を嵌着してもよい。
脚足部10は、上記側壁部1Aの下端を嵌合する嵌合溝部11を有しており、設置面との接触面積を広げるために該嵌合溝部11の底壁を一方又は双方へ延長させる延出部12を設けてもよい。
脚足部10は側壁部1Aの下端を嵌合でき、且つ側壁部1Aの下端より広い設置面を有するものであればよいが、この発明では脚足部10を設けても設けなくてもよい。
【実施例2】
【0018】
上記実施例では折曲構造体1の側壁部のみに芯材7を内蔵した構造を示したが、天板部に補助芯材9を内蔵してもよい。
補助芯材9もプレート状の剛性体からなっているが、芯材7と同じでも異なる素材でもよい。
本実施例2では、積層板5が実施例1と同様に3層構造からなっており、中間層となる第2の合成樹脂製中空体シート3には、図4に示すように、折曲想定線L1’、L2’で挟まれた幅広の天板形成部の領域3Bに、前記折曲想定線L1’、L2’に対して直交する方向に延びる孔又は凹部からなる補助芯材嵌合部8を略等間隔に複数設け、該補助芯材嵌合部8にプレート状の剛性体の補助芯材9を略隙間無く嵌着している。
【0019】
図示例では、折曲構造体1を3層構造としたので、唯一の中間層となる第2合成樹脂製中空体シート3に芯材嵌合部6と補助芯材嵌合部8とを形成したが、4層以上の構成の場合には中間層が複数の合成樹脂製中空体シートからなるので、芯材嵌合部6と補助芯材嵌合部8とは別の中間層の合成樹脂製中空体シートに形成してもよい。
その他の構成は前記実施例1と同様であるので、説明を省略する。
この場合、側壁部の反りを抑え、側壁部と共に天板部の強度を高めることができる。
【実施例3】
【0020】
実施例3のトレーTは、脚足部を別体とせずに、折曲構造体1の側壁部1Aの下部を熱罫線によって同様に熱曲げ加工して垂直に立設した側壁部1Aを折曲線L3、L4に沿って直角(水平)に内向きに折曲げ、この折曲げ部分を脚足部10’として用いた異なる構成を示す。
この場合は、積層板5を熱罫線による熱曲げ加工だけで、脚足部10’付きの一対の側壁部1Aによって支持された天板部1Bを備えたトレーTに成形することができる。
【0021】
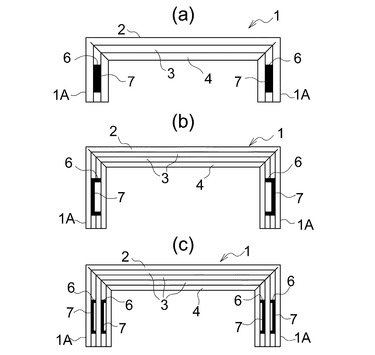
図6には、その他の実施例を示す。
図6(a)は、芯材7が、断面コ字状ではなくプレート状の場合を例示したが、中空のパイプ状であってもよいし、波形や連続する凹凸形状、その他の折板構造など、前述のように任意の断面形状とすることができる。
図6(b)は、中間層3が複数層(図示例では2層)からなっており、芯材嵌合部6が、複数の中間層3を貫通して一体に形成された穴からなっており、該芯材嵌合部6には1つの芯材7が嵌合されている。
図6(c)は、中間層3が3層以上からなる場合を例示しており、芯材嵌合部6が複数の中間層3間で連続せず、断続して設けられており、それぞれの芯材嵌合部6に芯材7が嵌合された構成からなっている。
また、1つの芯材嵌合部に嵌合される芯材は、複数の部材を組み合わせて一体に形成したものであってもよい。
【0022】
上記実施例では折曲構造体として天板部と一対の側壁部からなるトレーについて説明したが、この発明では、熱罫線による熱曲げ加工を少なくとも1つでも行って形成される折曲構造体であれば、アングル状の物品であってもよいし、3個所以上の折曲線を有する任意形状の物品であっても適用することができる。
その他、要するにこの発明の要旨を変更しない範囲で種々設計変更しうること勿論である。
【符号の説明】
【0023】
1 折曲構造体
1A 側壁部
1B 天板部
2 第1合成樹脂製中空体シート(表面層)
3 第2合成樹脂製中空体シート(中間層)
3A 側壁形成部の領域
3B 天板形成部の領域
4 第3合成樹脂製中空体シート(裏面(内面)層)
5 積層板
6 芯材嵌合部
7 芯材
8 補助芯材嵌合部
9 補助芯材
10、10’ 脚足部
11 嵌合溝部
12 延出部
V V字型熱バー
L1、L2 折曲線(側壁部形成用)
L1’、L2’折曲想定線
L3、L4 折曲線(脚足部形成用)
【技術分野】
【0001】
本発明は、合成樹脂シートに熱罫線でV字溝を形成し、熱曲げ加工によって直角に折曲げて固定した合成樹脂製折曲構造体の改良に関する。
【背景技術】
【0002】
従来、例えば特開昭53−88381号で取板として開示されているような伸餅などを搬送する際に使用する木製のトレーや台などでは、合板をアングル状の金具で連結した構造が知られているが、廉価ではあるが木材では寿命が短く、平面に反りが生じたり、木くずが食品についたり、トレーごと蒸し器に入れるためカビが発生しやすく衛生上も問題があるなどの不具合があった。
また、例えば特開平11−193627号で開示されている足場板は、木製や金属製からなっており、重く、持ち運ぶのが重労働であるなどの問題があった。
そこで、素材に合成樹脂板を用いることが考えられるが、特に、合成樹脂製中空体シートを用いてトレーや足場板を成形する場合に、前記シートを単層又は適宜積層しV字の熱罫線を入れて折曲げて一体に溶着する必要があるが、熱罫線による溶融後の収縮によって折曲線L1、L2に沿って短手側の片が反ってしまうという問題点があった(図7参照)。
そこで、従来は、上記反りを後加工によって加熱と機械的荷重をかけることで矯正していた。しかし、後加工によっても、使用時の温度上昇等で元に戻る場合がある。
このことは合成樹脂シートに熱罫線でV溝状の折曲線を形成して折曲げる折曲構造体に共通の問題点であり、その解決が望まれていた。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭53−88381号
【発明の概要】
【発明が解決しようとする課題】
【0004】
この発明の解決しようとする問題点は、合成樹脂シートに熱罫線でV溝状の折曲線を形成して熱曲げ加工をする際に、金属プレートなどのプレート状の剛性体からなる芯材を内蔵して反りの発生を抑え、同時に強度を高めた折曲構造体を提供することにある。
【課題を解決するための手段】
【0005】
この発明は上記事情に鑑みて創案されたものであって、
請求項1の発明では、
合成樹脂シートに熱罫線でV溝状の折曲線を形成し、該折曲線を挟んだ一方の片を他方の片に対して略直角に熱曲げ加工してなる合成樹脂製折曲構造体において、
合成樹脂シートが3枚以上の合成樹脂シートを重ねて接着した積層板からなっており、
該積層板の表面及び裏面を除く中間の1又は複数の合成樹脂シートで、積層板に形成される折曲想定線を挟んで折曲想定線からの距離が短い幅を有する領域に、折曲想定線に沿って延びる孔又は凹部からなる芯材嵌合部を設け、
該芯材嵌合部にプレート状の剛性体からなる芯材を略隙間無く嵌着してなることを特徴とする。
請求項2の発明では、
前記積層板の左右両側に設けられた一対の折曲想定線に対して左右外側となる一対の領域にそれぞれプレート状の剛性体からなる芯材を嵌着する芯材嵌合部が形成されていることを特徴とする。
請求項3の発明では、
前記合成樹脂シートが、合成樹脂製中空体シートからなっており、
積層板の端部の開口が熱加工で塞がれて密封されていることを特徴とする。
請求項4の発明では、
前記中間の合成樹脂シートで、積層板の両側に設けられた左右一対の折曲想定線に対して内側となる領域に、一対の折曲想定線に対して直交する方向に延びる補助芯材嵌合部を設け、該補助芯材嵌合部にプレート状の剛性体からなる補助芯材を略隙間無く嵌着してなることを特徴とする。
請求項5の発明では、
請求項1から4に記載の折曲構造体が断面コ字状の折曲体となっており、
該折曲体の左右両側の側壁部の下端に該側壁部の下端より設置面積を広く設定した脚足部を外嵌してなることを特徴とする。
請求項6の発明では、
請求項1から4に記載の折曲構造体が断面コ字状の折曲体となっており、 該折曲体の左右両側の側壁部の下部を熱罫線でV溝状の折曲線を形成して側壁部に対して略直角に折曲げ、該折曲部分を脚足部としてなることを特徴とする。
【発明の効果】
【0006】
請求項1の発明では、3枚以上の合成樹脂シートを重ねて接着した積層板の中間の合成樹脂シートに、折曲想定線に沿って延びる芯材嵌合部を設け、そこに金属プレートなどのプレート状の剛性体からなる芯材を嵌合することで、熱罫線によるV溝状の折曲線を形成しても折曲片への反りの発生を防いで矯正加工を不要化し、同時に折曲片の強度を高めることができる。さらに、使用時の温度上昇等で反りが発生することもない。
請求項2の発明では、中間の合成樹脂シートで、積層板の両側に形成される一対の折曲想定線の左右外側となる領域に芯材嵌合部を設けてプレート状の剛性体からなる芯材を嵌合することで、断面コ字状で折曲片に反りの発生を生じさせない合成樹脂製折曲構造体を作ることができる。
請求項3の発明では、合成樹脂シートに合成樹脂製中空体シートを用いることで、軽量でありながら強度を高めることができ、また積層体の折曲片の端面を熱加工で密封することで耐水性や耐塵性を備えさせることができる。
請求項4の発明では、中間の合成樹脂シートで、一対の折曲想定線に囲まれた中央の領域に補助芯材嵌合部を設けてプレート状の剛性体の補助芯材を嵌め込むので、積層板の中央で荷台となる部分の強度も合わせて高めることができる。
請求項5又は請求項6の発明では、別体又は一体の脚足部を形成して折曲構造体の設置面の面積を広くして設置時の安定性を図ることができる。
これにより、伸餅用トレーや建築用足場板等の用途に用いる場合には、用途上必要とされる強度に合わせて、合成樹脂シートの3枚以上の積層する枚数を適宜増加することができ、また、剛性体からなる芯材は、合成樹脂シートの積層板の中間層であれば、1層に限らず複数層にそれぞれ芯材を嵌め込んで補強することができるので、簡単な構成で必要とされる強度を備えることができる。
また、反りが生じないので、平面性を維持することができ、伸餅等の載置や足場として安定し、同時に伸餅等の引き剥がしも容易となるし、合成樹脂製折曲構造体を積み重ねたときにも安定する。
更に、合成樹脂シートを用いるので、軽量、廉価であり、木くずや金属粉などが出ないし、丸洗いが可能で水はけもよく、黴びることがない。
【図面の簡単な説明】
【0007】
【図1】実施例1の折曲構造体の斜視図である。
【図2】折曲構造体の分解斜視図である。
【図3】熱罫線による熱曲げ加工を段階的に示す側面図であり(a)は積層体、(b)は熱罫線の形成、(c)は折曲げを示す。
【図4】折曲構造体の天板部分を示す平面図である。
【図5】折曲構造体の側壁部を折曲げて脚足部とした実施例2の折曲構造体である。
【図6】(a)は芯材がプレート状の場合の折曲構造体の断面図、(b)は芯材嵌合部が複数の中間層を貫通した折曲構造体の断面図、(c)は、芯材嵌合部が、複数の中間層に断続して複数設けられた折曲構造体の断面図である。
【図7】従来の折曲構造体の斜視図である。
【発明を実施するための形態】
【0008】
合成樹脂シートを3枚以上重ねる積層体の中間の合成樹脂シートに、熱罫線による折曲想定線に沿って芯材嵌合部を形成し、プレート状の剛性体からなる芯材を前記芯材嵌合部に嵌合することで、熱罫線による折曲線に沿った反りの発生を抑え、同時に強度の向上を実現した。
以下に、この発明の合成樹脂製折曲構造体を断面コ字状のトレーに適用した場合の実施例について図面を参照しながら説明する。
【実施例1】
【0009】
図1のトレーTは、トレー本体となる断面コ字状の折曲構造体1と、該折曲構造体1の下端に嵌合する一対の脚足部10とからなっている。
折曲構造体1は、図3(a)に示すように、合成樹脂製中空体シートを3枚以上(図示例では3枚)重ねて接着した積層板5に、V字型熱バーVでプレスし溶融してV溝状の折曲線L1、L2を左右一対に形成し(図3(b)参照)、この溶融後に略直角に折り曲げて溶着させた構成(図3(c)参照)からなっている。
【0010】
本実施例では合成樹脂製中空体シートとして、一回の押し出しで一体として吐出・成型された合成樹脂製段ボールを用いているが、2枚のライナーの間に中芯を有する合成樹脂製段ボールや、その他の中空構造の合成樹脂シートなど熱曲げ加工できる合成樹脂シートを用いることができる。
【0011】
前記積層板5は、図2に示すように、表面層となる第1合成樹脂製中空体シート2と、中間層の第2合成樹脂製中空体シート3と、裏面(内面)層となる第3合成樹脂製中空体シート4とを貼り合わせて構成される。
そして、表面及び裏面で露出しない中間層の第2合成樹脂製中空体シート3には、積層板5に形成される折曲想定線L1’、L2’を挟んで該折曲想定線L1’、L2’からの距離が短い幅を有する側壁形成部の領域3Aに、折曲想定線L1’、L2’に沿って延びる孔又は凹部からなる芯材嵌合部6を設けている。
【0012】
本実施例では、芯材嵌合部6は長方形状の貫通孔からなっており、該芯材嵌合部6に芯材7がその外周面を芯材嵌合部6の内周面に略隙間無く接するように嵌合されている。
芯材7は、アルミニウム板等の金属プレートその他のプレート状の剛性体からなって、その全体が芯材嵌合部6に隙間無く収納しうる大きさであればよく、本実施例では強度を高めるために断面チャンネル状に形成されているが、単なる扁平なプレート状であってもよいし、一方だけが折曲げられた断面アングル状のプレートなど、その他任意の形状であってもよい。
【0013】
芯材嵌合部6及び芯材7の長さは折曲想定線L1’、L2’に対応して長く形成されることが好ましいが、積層板5の厚みや寸法、芯材7の強度などにより反りが生じない長さに設定されればよく、少なくとも折曲想定線L1’、L2’の半分以上の長さが好ましく、また折曲想定線L1’、L2’の中央と芯材嵌合部6及び芯材7の中央とを整合させることが好ましい。
【0014】
上記芯材7が芯材嵌合部6に嵌め込まれた第2合成樹脂製中空体シート3の上に第1合成樹脂製中空体シート2を粘着テープや接着剤で一体に貼付けて芯材嵌合部6の上面を塞ぎ、第2合成樹脂製中空体シート3の下に第3合成樹脂製中空体シート4を接着テープや接着剤で一体に貼付けて芯材嵌合部6の下面を塞いで、3層の合成樹脂製中空体シート2、3、4を一体に接着して積層板5を形成する。
【0015】
このように形成された芯材7を内蔵した積層板5は、前述の図3のように熱罫線からなる熱曲げ加工が施され、左右両側が直角に折曲げられて、左右一対の側壁部1Aと該側壁部1Aに支持された天板部1Bとからなる断面コ字状に成形される。
【0016】
上記のように折曲げられた積層板の第1合成樹脂製中空体シート2と第3合成樹脂製中空体シート4は、折曲線L1、L2に対して交差する方向に合成樹脂製中空体シートの流れ目を形成することが強度上好ましく、そのため折曲構造体1の側壁部1Aの下端部は、中空部分と連通する開口が露出している。一方、第2合成樹脂製中空体シート3の流れ目は、第1、3合成樹脂製中空体シート2、4の流れ目に直交することが好ましい。
この発明では上記構成のままトレーとして使用してよいが、本実施例では端部を熱加工で塞いで断面円弧状に密封して、水など液体や塵埃などの侵入を防止している。これにより、水洗いが可能となり、食品を載せるトレーとしては、衛生上好ましい。さらに、熱加工することにより、3層の合成樹脂製中空体シート2、3、4の一体化が強化される。
【0017】
上記折曲構造体1の側壁部1Aの下端は湾曲面Rとなっているので、設置面との接触面性を広くするため別体の脚足部10を嵌着してもよい。
脚足部10は、上記側壁部1Aの下端を嵌合する嵌合溝部11を有しており、設置面との接触面積を広げるために該嵌合溝部11の底壁を一方又は双方へ延長させる延出部12を設けてもよい。
脚足部10は側壁部1Aの下端を嵌合でき、且つ側壁部1Aの下端より広い設置面を有するものであればよいが、この発明では脚足部10を設けても設けなくてもよい。
【実施例2】
【0018】
上記実施例では折曲構造体1の側壁部のみに芯材7を内蔵した構造を示したが、天板部に補助芯材9を内蔵してもよい。
補助芯材9もプレート状の剛性体からなっているが、芯材7と同じでも異なる素材でもよい。
本実施例2では、積層板5が実施例1と同様に3層構造からなっており、中間層となる第2の合成樹脂製中空体シート3には、図4に示すように、折曲想定線L1’、L2’で挟まれた幅広の天板形成部の領域3Bに、前記折曲想定線L1’、L2’に対して直交する方向に延びる孔又は凹部からなる補助芯材嵌合部8を略等間隔に複数設け、該補助芯材嵌合部8にプレート状の剛性体の補助芯材9を略隙間無く嵌着している。
【0019】
図示例では、折曲構造体1を3層構造としたので、唯一の中間層となる第2合成樹脂製中空体シート3に芯材嵌合部6と補助芯材嵌合部8とを形成したが、4層以上の構成の場合には中間層が複数の合成樹脂製中空体シートからなるので、芯材嵌合部6と補助芯材嵌合部8とは別の中間層の合成樹脂製中空体シートに形成してもよい。
その他の構成は前記実施例1と同様であるので、説明を省略する。
この場合、側壁部の反りを抑え、側壁部と共に天板部の強度を高めることができる。
【実施例3】
【0020】
実施例3のトレーTは、脚足部を別体とせずに、折曲構造体1の側壁部1Aの下部を熱罫線によって同様に熱曲げ加工して垂直に立設した側壁部1Aを折曲線L3、L4に沿って直角(水平)に内向きに折曲げ、この折曲げ部分を脚足部10’として用いた異なる構成を示す。
この場合は、積層板5を熱罫線による熱曲げ加工だけで、脚足部10’付きの一対の側壁部1Aによって支持された天板部1Bを備えたトレーTに成形することができる。
【0021】
図6には、その他の実施例を示す。
図6(a)は、芯材7が、断面コ字状ではなくプレート状の場合を例示したが、中空のパイプ状であってもよいし、波形や連続する凹凸形状、その他の折板構造など、前述のように任意の断面形状とすることができる。
図6(b)は、中間層3が複数層(図示例では2層)からなっており、芯材嵌合部6が、複数の中間層3を貫通して一体に形成された穴からなっており、該芯材嵌合部6には1つの芯材7が嵌合されている。
図6(c)は、中間層3が3層以上からなる場合を例示しており、芯材嵌合部6が複数の中間層3間で連続せず、断続して設けられており、それぞれの芯材嵌合部6に芯材7が嵌合された構成からなっている。
また、1つの芯材嵌合部に嵌合される芯材は、複数の部材を組み合わせて一体に形成したものであってもよい。
【0022】
上記実施例では折曲構造体として天板部と一対の側壁部からなるトレーについて説明したが、この発明では、熱罫線による熱曲げ加工を少なくとも1つでも行って形成される折曲構造体であれば、アングル状の物品であってもよいし、3個所以上の折曲線を有する任意形状の物品であっても適用することができる。
その他、要するにこの発明の要旨を変更しない範囲で種々設計変更しうること勿論である。
【符号の説明】
【0023】
1 折曲構造体
1A 側壁部
1B 天板部
2 第1合成樹脂製中空体シート(表面層)
3 第2合成樹脂製中空体シート(中間層)
3A 側壁形成部の領域
3B 天板形成部の領域
4 第3合成樹脂製中空体シート(裏面(内面)層)
5 積層板
6 芯材嵌合部
7 芯材
8 補助芯材嵌合部
9 補助芯材
10、10’ 脚足部
11 嵌合溝部
12 延出部
V V字型熱バー
L1、L2 折曲線(側壁部形成用)
L1’、L2’折曲想定線
L3、L4 折曲線(脚足部形成用)
【特許請求の範囲】
【請求項1】
合成樹脂シートに熱罫線でV溝状の折曲線を形成し、該折曲線を挟んだ一方の片を他方の片に対して略直角に折曲げて一体に溶着してなる合成樹脂製折曲構造体において、
合成樹脂シートが3枚以上の合成樹脂シートを重ねて接着した積層板からなっており、
該積層板の表面及び裏面を除く中間の1又は複数の合成樹脂シートで、積層板に形成される折曲想定線を挟んで対向する一方の領域に、前記折曲想定線に沿って延びる孔又は凹部からなる芯材嵌合部を設け、
該芯材嵌合部に一体に形成された剛性体からなる芯材を略隙間無く嵌着してなることを特徴とする折曲構造体。
【請求項2】
積層板の左右両側に設けられた一対の折曲想定線に対して左右外側となる一対の領域にそれぞれ剛性体からなる芯材を嵌着する芯材嵌合部が形成されていることを特徴とする請求項1に記載の折曲構造体。
【請求項3】
合成樹脂シートが、中空体シートからなっており、
積層板の端部の開口が熱加工で塞がれて密封されていることを特徴とする請求項1又は2に記載の折曲構造体。
【請求項4】
中間の合成樹脂シートで、積層板の両側に設けられた左右一対の折曲想定線に対して内側となる領域に、一対の折曲想定線に対して直交する方向に延びる補助芯材嵌合部を設け、該補助芯材嵌合部に剛性体の補助芯材を略隙間無く嵌着してなることを特徴とする請求項1から3のいずれかに記載の折曲構造体。
【請求項5】
請求項1から4に記載の折曲構造体が断面コ字状の折曲体となっており、
該折曲体の左右両側の側壁部の下端に該側壁部の下端より設置面積を広く設定した脚足部を外嵌してなることを特徴とする折曲構造体。
【請求項6】
請求項1から4に記載の折曲構造体が断面コ字状の折曲体となっており、
該折曲体の左右両側の側壁部の下部を熱罫線でV溝状の折曲線を形成して側壁部に対して略直角に折曲げ、該折曲部分を脚足部としてなることを特徴とする折曲構造体。
【請求項1】
合成樹脂シートに熱罫線でV溝状の折曲線を形成し、該折曲線を挟んだ一方の片を他方の片に対して略直角に折曲げて一体に溶着してなる合成樹脂製折曲構造体において、
合成樹脂シートが3枚以上の合成樹脂シートを重ねて接着した積層板からなっており、
該積層板の表面及び裏面を除く中間の1又は複数の合成樹脂シートで、積層板に形成される折曲想定線を挟んで対向する一方の領域に、前記折曲想定線に沿って延びる孔又は凹部からなる芯材嵌合部を設け、
該芯材嵌合部に一体に形成された剛性体からなる芯材を略隙間無く嵌着してなることを特徴とする折曲構造体。
【請求項2】
積層板の左右両側に設けられた一対の折曲想定線に対して左右外側となる一対の領域にそれぞれ剛性体からなる芯材を嵌着する芯材嵌合部が形成されていることを特徴とする請求項1に記載の折曲構造体。
【請求項3】
合成樹脂シートが、中空体シートからなっており、
積層板の端部の開口が熱加工で塞がれて密封されていることを特徴とする請求項1又は2に記載の折曲構造体。
【請求項4】
中間の合成樹脂シートで、積層板の両側に設けられた左右一対の折曲想定線に対して内側となる領域に、一対の折曲想定線に対して直交する方向に延びる補助芯材嵌合部を設け、該補助芯材嵌合部に剛性体の補助芯材を略隙間無く嵌着してなることを特徴とする請求項1から3のいずれかに記載の折曲構造体。
【請求項5】
請求項1から4に記載の折曲構造体が断面コ字状の折曲体となっており、
該折曲体の左右両側の側壁部の下端に該側壁部の下端より設置面積を広く設定した脚足部を外嵌してなることを特徴とする折曲構造体。
【請求項6】
請求項1から4に記載の折曲構造体が断面コ字状の折曲体となっており、
該折曲体の左右両側の側壁部の下部を熱罫線でV溝状の折曲線を形成して側壁部に対して略直角に折曲げ、該折曲部分を脚足部としてなることを特徴とする折曲構造体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−71749(P2013−71749A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−211689(P2011−211689)
【出願日】平成23年9月27日(2011.9.27)
【出願人】(000223193)東罐興業株式会社 (90)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月27日(2011.9.27)
【出願人】(000223193)東罐興業株式会社 (90)
【Fターム(参考)】
[ Back to top ]