
固形化粧品

【課題】アピール効果の高い文字や模様を形成することが可能な固形化粧品の提供。
【解決手段】接着剤により文字や模様の形状に形成された接着剤層と、該接着材層を保持する保持部材1と、前記保持部材の一面に、前記接着剤層の一部または全体を覆うように化粧料が積層されて固化される化粧料層2とを有する固形化粧品。該接着剤層は1層または2層以上で形成され、該接着剤層が2層以上に積層される場合は、該接着剤層の一面の一部に重なるように塗布される、または該一面よりも所定面積が小さく該接着剤が塗布されることが好ましい。該接着剤は、ポリビニルピロリドンであることが好ましい。
【解決手段】接着剤により文字や模様の形状に形成された接着剤層と、該接着材層を保持する保持部材1と、前記保持部材の一面に、前記接着剤層の一部または全体を覆うように化粧料が積層されて固化される化粧料層2とを有する固形化粧品。該接着剤層は1層または2層以上で形成され、該接着剤層が2層以上に積層される場合は、該接着剤層の一面の一部に重なるように塗布される、または該一面よりも所定面積が小さく該接着剤が塗布されることが好ましい。該接着剤は、ポリビニルピロリドンであることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、固形化粧品に係り、詳しくは固形化粧品の底面への文字または模様等の形成に関するものである。
【背景技術】
【0002】
従来から、ファンデーション、アイシャドウ、頬紅等の固形化粧品では、その表面に文字や模様を施したものが知られている。
例えば、特許文献1には、凹凸によって所望する模様が刻まれたプレス面を固形化粧品にプレスすることによって、固形化粧品の表面に模様を転写する方法が開示されている。
【0003】
また、特許文献2には、固形化粧品の表面に加飾層を形成し、加飾層に対してレーザ光で表面を削り加飾する方法が開示されている。
さらに、特許文献3では、所望の印刷用パターンを設けた静電印刷スクリーンと化粧料との間に静電界を発生させてスクリーン上に印刷用粉末を転移させ、印刷パターンに従った模様を化粧料表面に形成する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−82578号公報
【特許文献2】特開2006−62980号公報
【特許文献3】特開2005−144935号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上述した従来技術はいずれも化粧料表面に文字や模様を形成するものであり、化粧料をスポンジやチップ等で擦り取ることにより表面が削れると形成した文字や模様が消えてしまい、化粧料表面に形成した文字や模様のアピール効果が小さくなってしまうという問題がある。
本発明は、上述した課題を解決すべくなされたものであり、その目的とするところは、アピール効果の高い文字や模様を形成することの可能な固形化粧品を提供することにある。
【課題を解決するための手段】
【0006】
上記の目的を達成するべく、請求項1の固形化粧品は、接着剤により文字や模様の形状に形成された接着剤層と、該接着材層を保持する保持部材と、前記保持部材の一面に、前記接着剤層の一部または全体を覆うように化粧料が積層されて固化される化粧料層とを有することを特徴とする。
請求項2の固形化粧品は、請求項1において、前記接着剤層は1層または2層以上で形成され、前記接着剤層が2層以上に積層される場合は、前記接着剤層の一面の一部に重なるように塗布される、または該一面よりも所定面積小さく前記接着剤が塗布されることを特徴とする。
【0007】
請求項3の固形化粧品は、請求項1または2において、前記接着剤層が1層で形成される場合は、塗布量を所定量増減させて塗布されることを含むことを特徴とする。
請求項4の固形化粧品は、請求項1乃至3のいずれかにおいて、前記接着剤は、ポリビニルピロリドンであることを特徴とする。
請求項5の固形化粧品は、請求項1において、前記保持部材は、シート状基材であることを特徴とする。
【発明の効果】
【0008】
請求項1の固形化粧品によれば、保持部材上に保持された接着剤層は文字や模様の形状に形成され、接着剤層の一部または全体を覆うように固化された化粧料層が積層されている。
このような構成にすることにより、接着剤層の周縁の化粧料が接着剤層に接着して固化するので、スポンジやチップで化粧料層を擦り取っていくことで、接着剤層によって形成された文字や模様が化粧料で覆われた状態で徐々に現れることにより、予め固形化粧品表面に文字や模様が形成されている場合よりも文字や模様の印象を強く与えることができる。
【0009】
また、化粧料を使い終わっても保持部材上に接着剤層と共に当該接着剤層に固着した化粧料によって文字や模様が残るので、形成された文字や模様のアピール性をより高めることができる。
請求項2の固形化粧品によれば、接着剤層は1層または2層以上で形成され、2層以上に積層される場合は既に形成されている接着剤層の一部に重なるように塗布されるか、または既に形成されている接着剤層よりも所定面積小さく塗布されるので、接着剤層の重畳部に化粧料が多く接着するため重畳部の文字や模様が濃くなるため、文字や模様の縁取りをすることが可能であり、より印象の強い文字や模様を形成することができる。
【0010】
請求項3の固形化粧品によれば、接着剤層を1層で形成する場合、塗布量を所定量増減させて塗布されるので、塗布量の多い接着剤層に塗布量の少ない接着剤層よりも化粧料が多く接着されて濃くなるため、より印象の強い文字や模様を形成することができる。
請求項4の固形化粧品によれば、接着剤としてポリビニルピロリドンを使用するので、化粧料をスラリー状とするために使用する溶剤とポリビニルピロリドンが溶解して化粧料に浸透することにより文字や模様をより立体的に形成することが可能であり、より印象の強い文字や模様を形成することができる。
【0011】
請求項5の固形化粧品によれば、前記保持部材はシート状基材であるので、試供品や携帯用化粧品としての固形化粧品を得ることができるとともに、接着剤層により形成された文字や模様のアピール効果を高めることができる。
【図面の簡単な説明】
【0012】
【図1】本発明に係る固形化粧品の概略構成図の斜視図である。
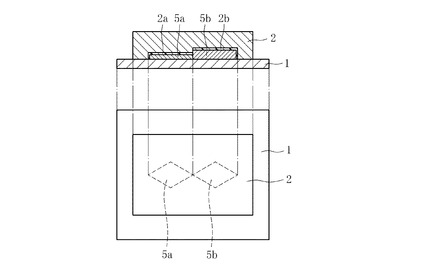
【図2】図1のA−A線に沿う縦断面図である。
【図3】固形化粧品の製造手順を示すフローチャートである。
【図4】接着剤の印刷に使用する印刷用スクリーンの概略図である。
【図5】化粧料の印刷に使用する印刷用スクリーンの概略図である。
【図6】基材シートに接着剤層が形成されたときの上面図である。
【図7】図6のB−B線に沿う縦断面図である。
【図8】基材シートに化粧料層が形成されたときの上面図である。
【図9】図8のC−C線に沿う縦断面図である。
【図10】基材シートに保護シートを接着したときの上面図である。
【図11】図3の手順により形成された固形化粧品の概略構成図である。
【図12】図11の固形化粧品を使い切った後の概略構成図である。
【図13】接着剤層の変形例を示す固形化粧品の概略構成図である。
【図14】図13の固形化粧品を使い切った後の概略構成図である。
【図15】上記変形例の他の例で使用する印刷パターンが形成された印刷用スクリーンである。
【図16】上記変形例の他の例を示す固形化粧品の概略構成図である。
【図17】上記変形例のさらに他の例を示す固形化粧品の概略構成図である。
【図18】図17の固形化粧品を使い切った後の概略構成図である。
【図19】接着剤層の他の変形例を示す固形化粧品の概略構成図である。
【図20】図19の固形化粧品を使い切った後の概略構成図である。
【図21】接着剤層のさらに他の変形例を示す固形化粧品の概略構成図である。
【図22】接着剤層の上記変形例で使用する印刷パターンが形成された印刷用スクリーンの概略図である。
【図23】図22の開口部の拡大図である。
【図24】図21の固形化粧品を使い切った後の概略構成図である。
【図25】化粧料層の厚さの算出方法を示した概略図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施形態に係る固形化粧品について図面を参照しながら説明する。
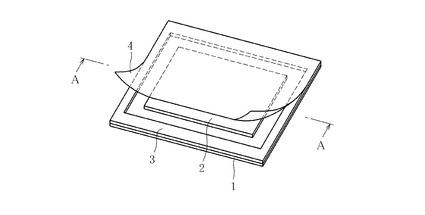
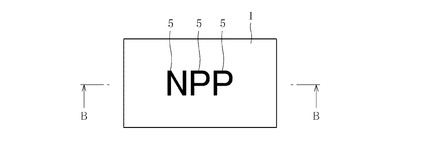
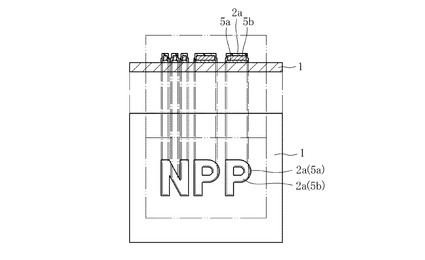
図1は本実施形態に係る固形化粧品の概略構成図の斜視図である。
基材シート(保持部材)1は、例えばプラスチックフィルムからなる基材である。基材シート1の片面の中央部の所定位置には化粧料層2が形成されており、化粧料層2が形成されている面を上と定義する。化粧料層2は、粉末化粧料であるファンデーションやアイシャドウ、頬紅等を固化したものである。後述するように、化粧料層2の下面には接着剤層が形成されている。なお、本実施形態では基材シート1を使用しているが、基材シート1の代わりに化粧料皿等の容器を使用してもよい。
【0014】
基材シート1の周縁には、中央部に開口部を有する保護シート3が接着されて設けられている。保護シート3にはカバーシート4が剥離可能な状態で接着されており、カバーシート4により化粧料層2を含む基材シート1の上面が覆われる。そして、カバーシート4を保護シート3の一側縁部から剥がすことにより、化粧料層2が使用可能に露出される。
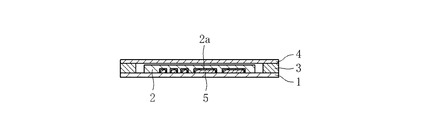
図2に図1のA−A線に沿う縦断面図を示すように、化粧料層2の下面の所定位置には接着剤層5が基材シート1上に接着されており、接着剤層5は文字や模様を形成して構成されている。接着剤層5の周縁には、微量の化粧料2aが接着されて固化されている。
【0015】
このように構成された固形化粧品を形成する手順について図3に示す。
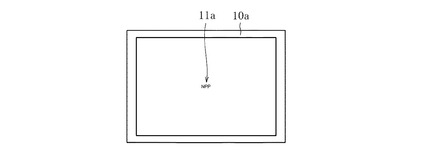
ステップS1では、基材シート1に化粧料及び接着剤を印刷するための印刷用スクリーン版を準備する。
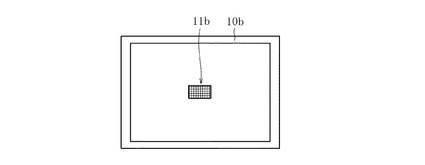
詳しくは、図4、5に示すように印刷スクリーン版10a、10bを準備する。印刷用スクリーン版10a、10bは50〜200メッシュのものを使用する。接着剤を印刷する印刷用スクリーン10aには所定の文字の印刷パターンが形成された開口部11aが設けられており、化粧料を印刷する印刷用スクリーン10bには、所定の大きさの印刷パターンが形成された開口部11bが設けられている。
【0016】
ステップS2では、スクリーン印刷手段により基材シート1に接着剤を印刷する。
詳しくは、図6に示すように、スクリーン印刷手段により基材シート1の一面の所定位置に接着剤が印刷され、乾燥されて接着剤層5が形成される。図7に図6のB−B線に沿う縦断面図を示すように、基材シート1には接着剤層5が所定の位置に形成されている。なお、本実施形態では接着剤層5として、アクリル系、エチレン酢酸ビニル系、またはポリビニルピロリドン(以下、PVPとする)等の接着剤が挙げられる。
【0017】
ステップS3では、スクリーン印刷手段により基材シート1に化粧料を印刷する。
詳しくは、図8に示すように、基材シート1に形成された接着剤層5を覆う所定位置にスクリーン印刷手段により化粧料が印刷されて化粧料層2が形成される。図9に図8のC−C線に沿う縦断面図を示すように、接着剤層5を覆うように化粧料層2が形成されている。そして、接着剤層5の周縁に微量の化粧料2aが接着されて固化される。なお、化粧料は接着剤層5の一部を覆うように化粧料を印刷してもよい。
【0018】
ステップS4では、ステップS3で基材シート1に印刷して形成した化粧料層2を乾燥させ、固化させる。
続くステップS5では、基材シート1に保護シート3を接着する。
【0019】
一方、ステップS6では、静電スクリーン印刷手段により化粧料を印刷する。
ステップS7では、基材シート1に保護シート3を接着する。保護シート3の一面にはカバーシート4が保護シート3の一側縁部から剥離可能な状態で接着されており、保護シート3の他面と基材シート1とを接着することにより、図10に示すように基材シート1上の化粧料層2がカバーシート4で覆われる。
その後、ステップS8で、プレス機によりカバーシート4で覆われた基材シート1上から押圧し、化粧料層2を圧縮して固化させる。
【0020】
図11は、上述した手順で形成された固形化粧品の概略構成図を、図12は図11の固形化粧品を使い切った後の概略構成図をそれぞれ示している。
図11のように形成された化粧料層2は、所定の文字や模様に形成された接着剤層5の周縁に微量の化粧料が接着して固化しており、化粧料層2をスポンジやチップで擦り取ることにより化粧料が接着した接着剤層5が徐々に現れ、化粧料層2を使い切ると図12に示すように文字や模様に形成された接着剤層5が基材シート1上に残る。
【0021】
このように、本発明に係る固形化粧品によれば、基材シート1の一面の所定位置に、所定の文字が形成された開口部11aを有する印刷用スクリーン版10aを用いて接着剤を印刷して接着剤層5を形成し、所定の大きさの開口部11bを有する印刷用スクリーン版10bを用いて当該接着剤層5を覆うように化粧料を印刷する。そして、化粧料を乾燥させる、またはプレス機で圧縮させることにより化粧料層2が基材シート1上に形成される。
【0022】
このような構成にすることで、接着剤層5の周縁に化粧料層2を構成する化粧料2aが接着されるので、スポンジやチップ等で化粧料層2を擦り取ることにより所定の文字や模様に形成された接着剤層5が化粧料2aで覆われた状態で徐々に表示されるので、予め固形化粧品の表面に文字や模様が形成されている場合よりも文字の印象を強く与えることができる。
【0023】
また、固形化粧品を使い終わっても接着剤層5によって形成された文字や模様に化粧料2aが接着された状態で基材シート1上に残るので、文字や模様のアピール性を高めることが可能である。
そして、基材シート1を用いることにより、試供品や携帯用化粧品としての固形化粧品を得ることができるとともに、所定の文字や模様に形成された接着剤層5が化粧料で覆われた状態で徐々に現れるので、所定の文字や模様のアピール性を高めることができる。
また、基材シート1の代わりに化粧料皿等の容器を用いた場合でも、上記と同様の効果を得ることができる。
【0024】
図13、14は上記実施形態の基材シート1に形成される接着剤層5の変形例を示す概略構成図である。
図13のように、基材シート1の一面に所定の文字を形成する接着剤層5aをスクリーン印刷手段により印刷して形成した後、基材シート1と接していない接着剤層5aの一面に接着剤層5aよりも所定面積小さく接着剤層5bを印刷して形成する。そして、接着剤層5a、5bを覆うように化粧料を印刷して化粧料層2を形成することにより、接着剤層5a、5bの周縁に微量の化粧料2aが接着して固化する。このように形成された固形化粧品をスポンジやチップ等で使い切ると、図14に示すように文字の周縁に縁取りがされた状態で基材シート1上に文字が残る。
【0025】
このように接着剤層5a、5bを形成することにより、より印象を強く与えることのできる文字を形成することができる。なお、当該変形例では接着剤層5aの一面に接着剤層5aよりも所定面積小さく接着剤層5bを形成したが、これに限られず、図15に示す開口部11cが形成される印刷スクリーン版10cを使用して図16のように接着剤層5aの一面の一部と重ね合わせて接着剤層5bを基材シート1に印刷して形成してもよく、接着剤層5a、5bが重なる接着剤層5cに化粧料2aが接着剤層5a、5bよりも多く接着されるので、上記と同様の効果を得ることができる。
【0026】
図17、18に上記変形例のさらに他の例を示す概略構成図である。
図17では、基材シート1の一面の所定位置に接着剤層5aと塗布量を増やして印刷した接着剤層5bとを連続して形成する。そして、接着剤層5a、5bを覆うように化粧料を印刷して化粧料層2を形成することにより、接着剤層5a、5bの周縁に微量の化粧料2aが接着して固化する。このように形成された固形化粧品をスポンジやチップ等で使い切ると、図18に示すように接着剤層5aよりも接着剤層5bが厚く形成されているので化粧料2bが多く接着し、そのため化粧料2aよりも接着剤層5bに接着した化粧料2bが濃く現れるので、上記と同様の効果を得ることができる。なお、接着剤層5a、5bは所定間隔離して形成してもよい。
【0027】
図19、20は上記実施形態の基材シート1に形成される接着剤層5の他の変形例を示す概略構成図である。
図19では、接着剤層5dを形成する接着剤としてPVPを使用している。スクリーン印刷手段を使用する場合、化粧料をスラリー状にするために溶剤を使用し、当該溶剤は例えばイソプロピルアルコールである。当該溶剤によりスラリー状となる化粧料を、基材シート1の一面に所定の文字を形成するPVPの接着剤層5dを覆うように印刷して化粧料層2を形成すると、溶剤とPVPとが溶解して混ざり合い化粧料層2に浸透する。その結果、固形化粧品を使い切ると、図20に示すように立体的な文字が基材シート1上に残る。このように接着剤層5dをPVPで形成することにより、より立体的な文字や模様を形成することができるので、より印象の強い文字や模様を形成することができる。
【0028】
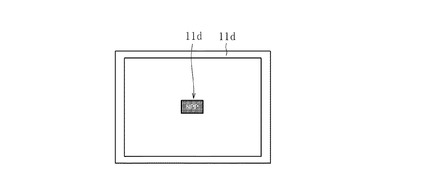
図21は、上記実施形態の基材シート1に形成される接着剤層5のさらに他の変形例を示す概略構成図である。
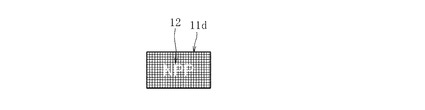
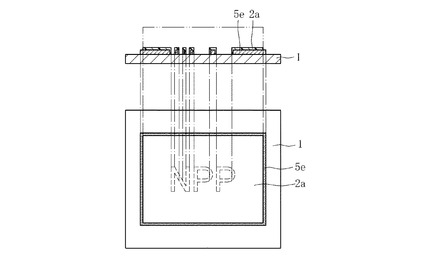
図21に示すように、接着剤層5eは所定の文字部を抜いた状態で形成されており、接着剤層5eの周縁に化粧料2aが接着して固化している。このような接着剤層5eを形成するために、図22に示すような所定の大きさの開口部11dを有する印刷用スクリーン版10dを準備する。開口部11dは、図23に拡大図を示すように所定の文字部が閉口する閉口部12を有している。印刷用スクリーン版10dを使用して接着剤を印刷し、接着剤層5eを形成し、接着剤層5eを覆うように化粧料が印刷されて化粧料層2を形成する。このように形成された固形化粧品を使い切ると、図24に示すように所定の文字部のみ接着剤層5e及び化粧料2aが残らない白抜きの文字として現れる。
【0029】
このように、所定の文字部を閉口した閉口部12を有する印刷用スクリーン版10dで接着剤を印刷して接着剤層5eを形成することにより、より印象を強く与えることのできる文字を形成することができる。
なお、本実施形態では所定の文字を接着剤層5で形成することについて説明したが、これに限られず、所定の模様を形成してもよい。
【実施例】
【0030】
本発明に係る固形化粧品の文字発現効果を確認するべく以下に実施例を挙げるが、本発明はこれに限定されるものではない。
基材シートとしてプラスチックフィルムの基材シート1(白色、表面粗さ4.0μmのエンボス加工;恵和(株)製のオルパスEPC−E#150)と、基材シート2(白色、厚さ250μm;ダイニック株式会社製のアリンダCDW−E250印刷品)とを準備した。
【0031】
<実施例1>
接着剤1として固形分濃度56.5質量%のアクリル酸エステル共重合体エマルジョン(大日精化工業(株)製のSeikaprene NF−303)を準備した。また、ファンデーションAを60質量部にイソプロピルアルコール(以下、IPAとする)40質量部を加えて撹拌し、化粧料スラリーAを調整した。
そして、卓上型手動スクリーン印刷機((株)ミノグループ製のWHT)に、版2として線の太さ2mmの「NPP」の文字が形成された150メッシュの印刷用スクリーン版を取り付け、基材シート1に接着剤1を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材10を得た。
【0032】
その後、卓上手動スクリーン印刷機に版5として、縦34mm、横49mmの長方形の印刷パターンが形成された60メッシュの印刷用スクリーン版を取り付け、基材10の接着剤印刷部上に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0033】
<実施例2>
化粧料スラリーBとして、ファンデーションBを60質量部にIPA40質量部を加えて撹拌して調整した。
そして、卓上手動スクリーン印刷機に版5を取り付け、基材10の接着剤印刷部に化粧料スラリーBを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0034】
<実施例3>
卓上型手動スクリーン印刷機に、版3として線の太さ3mmの「NPP」の文字が形成された150メッシュの印刷用スクリーン版を取り付け、50質量部の接着剤1に水50質量部を加えて撹拌して得た接着剤を基材シート1に印刷し、80℃に設定した送風乾燥機内で5分間乾燥した。さらに、卓上型手動スクリーン印刷機の版を版2に取り替え、基材シート1に印刷された接着剤に重なるように接着剤1を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材11を得た。
そして、卓上手動スクリーン印刷機に版5を取り付け、基材11の接着剤印刷部に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0035】
<実施例4>
接着剤2として、固形分濃度43質量%のエチレン/酢酸ビニル共重合体エマルジョン(ヘンケルテクノロジーズジャパン株式会社製のCP7920)を準備した。
そして、卓上型手動スクリーン印刷機に、縦36mm、横51mmの長方形の印刷パターンが形成された150メッシュの印刷用スクリーン版の中央部に線の太さ2mmの「NPP」の文字が閉口して設けられた版4を取り付け、基材シート1に接着剤2を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材12を得た。
その後、卓上手動スクリーン印刷機に版5を取り付け、基材12の接着剤印刷部に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0036】
<実施例5>
接着剤5として、PVP水溶液(和光純薬工業(株)製のK−90)20質量部に水80質量部を加えて溶解したものを準備した。
そして、卓上型手動スクリーン印刷機に版2を取り付け、基材シート1に接着剤5を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材13を得た。
その後、卓上手動スクリーン印刷機に版5を取り付け、基材13の接着剤印刷部に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0037】
<実施例6>
接着剤6として、50質量部の接着剤2と、50質量部の接着剤3として固形分濃度50質量%のエチレン/酢酸ビニル共重合体エマルジョン(ヘンケルテクノロジーズジャパン株式会社製のCP8000)とを混合したものを準備した。
そして、卓上型手動スクリーン印刷機に版2を取り付け、基材シート1に接着剤6を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材14を得た。
【0038】
その後、卓上型手動静電スクリーン印刷機(ベルク工業(有)製のT−1)に、版6として縦34mm、横49mmの長方形の印刷パターンが形成された100メッシュの印刷用スクリーン版を取り付け、基材加電圧7kV、基材14と版6との距離8mmでアイカラーCを基材14に印刷した。そして、印刷した化粧料を、厚さ75μmの平滑な透明2軸延伸ポリエステルフィルム(ダイニック株式会社製のアリンダAGT−ES75K)で構成される被覆シートが剥離可能な状態で一面に貼り付けられている、縦60mm、横50mm、厚さ250μmのコート紙の中央に縦52mm、横42mmの開口部を有する保護シートの他面と基材14とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0039】
<実施例7>
卓上型静電スクリーン印刷機に版6を取り付け、アイカラーDを基材14に印刷し、保護シートで基材14を覆い、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0040】
<実施例8>
卓上型手動スクリーン印刷機に版2を取り付け、基材シート2に接着剤3を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材15を得た。
そして、卓上型静電スクリーン印刷機に版6を取り付け、アイカラーCを基材15に印刷し、保護シートと基材15とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0041】
<実施例9>
接着剤4として、固形分濃度50質量%のアクリル酸アルキル共重合体エマルジョン(大東化成株式会社製のダイトゾール5000SJ)を準備した。
そして、卓上型手動スクリーン印刷機に版2を取り付け、基材シート2に接着剤4を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材16を得た。
その後、卓上型静電スクリーン印刷機に版6を取り付け、アイカラーCを基材16に印刷し、保護シートと基材16とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0042】
<比較例1>
卓上手動スクリーン印刷機に版5を取り付け、基材シート1を基材8として化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0043】
<比較例2>
卓上型静電スクリーン印刷機に版6を取り付け、基材シート2を基材9としてアイカラーCを印刷し、保護シートで基材9を覆い、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0044】
次に示す表1はファンデーションA、B、及びアイカラーC、Dについて、基材シート、接着剤、及び印刷スクリーン版を変えて上述したように製作した固形化粧品の評価結果を示している。この評価は、固形化粧品を使い切った後の文字発現の有無を評価した[文字発現評価]。基材上に文字が現れる場合を○、文字が現れない場合を×とした。
【0045】
【表1】

【0046】
この評価結果に示されるように、実施例1〜9では今回の評価において良好な結果を得た。
化粧料であるファンデーションAをスラリー状にして印刷した実施例1では、固形化粧品をスポンジで擦り取るに従って接着剤層に接着された化粧料により形成された文字が現れ、固形化粧品を使い切った後も形成された文字は基材上に残っていた。
【0047】
化粧料をファンデーションBに変えた実施例2でも実施例1と同様の結果が得られた。
印刷用スクリーン版として版2、3を用いて接着剤の塗布量を変えて2回重ねて印刷して実施例3は、固形化粧品を使い切った後に基材上に薄く化粧料層で縁取りされた文字が残った。
接着剤を白抜き文字として印刷した実施例4は、固形化粧品を使い切った後に基材上に白抜きの文字が現れた。
【0048】
化粧料スラリーを得るために使用する化粧料の分散溶媒であるIPAに溶解性を有するPVPを接着剤として用いた実施例5は、化粧料を使い切った後に基材上に残った文字に厚みがあり、立体的であった。
化粧料を粉末のまま静電スクリーンで印刷し、油圧式角型自動プレス機で圧縮して薄膜状に形成した実施例6〜9は、乾燥状態で接着性を有する接着剤を基材に用いることで、化粧料粉末をスラリー状にして印刷した実施例1〜5と同様に固形化粧品をスポンジで擦り取るに従って文字が現れ、固形化粧品を使い切った後も基材上に文字が残っていた。
【0049】
一方、基材に接着剤を印刷しなかった比較例1、2は、スポンジで化粧料を擦り取っても文字は現れなかった。
次に、本発明の効果を詳細に説明するため、実験例を挙げる。
【0050】
<実験例1>
卓上型手動スクリーン印刷機に版1を取り付け、基材シート1に接着剤1を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材1を得た。
そして、卓上型手動スクリーン印刷機に版5を取り付け、基材1の接着剤印刷部に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0051】
<実験例2>
50質量部の接着剤1に50質量部の水を加えて撹拌し、接着剤を準備した。
そして、卓上型手動スクリーン印刷機に版1を取り付け、基材シート1に上記接着剤を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材2を得た。
その後、卓上型手動スクリーン印刷機に版5を取り付け、基材2の接着剤印刷部に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0052】
<実験例3>
卓上型手動スクリーン印刷機に版1を取り付け、基材シート1に接着剤2を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材3を得た。
そして、卓上型手動スクリーン印刷機に版5を取り付け、基材3の接着剤印刷部に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0053】
<実験例4>
卓上型手動スクリーン印刷機に版1を取り付け、基材シート1に接着剤5を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材4を得た。
そして、卓上型手動スクリーン印刷機に版5を取り付け、基材4の接着剤印刷部に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0054】
<実験例5>
卓上型手動スクリーン印刷機に版5を取り付け、基材8に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0055】
<実験例6>
卓上型手動スクリーン印刷機に版5を取り付け、基材1の接着剤印刷部に化粧料スラリーBを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0056】
<実験例7>
卓上型手動スクリーン印刷機に版5を取り付け、基材2の接着剤印刷部に化粧料スラリーBを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0057】
<実験例8>
卓上型手動スクリーン印刷機に版5を取り付け、基材3の接着剤印刷部に化粧料スラリーBを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0058】
<実験例9>
卓上型手動スクリーン印刷機に版5を取り付け、基材4の接着剤印刷部に化粧料スラリーBを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0059】
<実験例10>
卓上型手動スクリーン印刷機に版5を取り付け、基材8に化粧料スラリーBを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0060】
<実験例11>
卓上型手動スクリーン印刷機に版1を取り付け、基材シート1に接着剤6を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材5を得た。
そして、卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材5と版6との距離8mmでアイカラーCを基材5に印刷し、保護シートと基材5とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0061】
<実験例12>
卓上型手動スクリーン印刷機に版1を取り付け、基材シート1に接着剤3を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材6を得た。
そして、卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材6と版6との距離8mmでアイカラーCを基材6に印刷し、保護シートと基材6とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0062】
<実験例13>
卓上型手動スクリーン印刷機に版1を取り付け、基材シート1に接着剤4を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材7を得た。
そして、卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材7と版6との距離8mmでアイカラーCを基材7に印刷し、保護シートと基材7とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0063】
<実験例14>
卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材9と版6との距離8mmでアイカラーCを基材9に印刷し、保護シートと基材9とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0064】
<実験例15>
卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材5と版6との距離8mmでアイカラーDを基材5に印刷し、保護シートと基材5とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0065】
<実験例16>
卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材6と版6との距離8mmでアイカラーDを基材6に印刷し、保護シートと基材6とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0066】
<実験例17>
卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材7と版6との距離8mmでアイカラーDを基材7に印刷し、保護シートと基材7とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0067】
<実験例18>
卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材9と版6との距離8mmでアイカラーDを基材9に印刷し、保護シートと基材9とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0068】
次に示す表2は、ファンデーションA、B、及びアイカラーC、Dについて、基材シート、接着剤及び塗布量を変えて上述したように製作した固形化粧品の使用試験を示している。当該試験は、化粧用のスポンジで固形化粧品を使い切るまで化粧料表面を擦り取って行った。
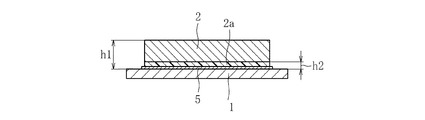
表2に示される接着剤の塗布量は化粧料印刷前後の質量差から、厚さh1、h2は図25に示すように基材シート1と接着剤層5と化粧料層2との厚さから基材シート1の厚さを引いたものである。また、化粧料残量は使用前後の質量差から、色相はカラーコンピューターSM−4(スガ試験機(株))によりそれぞれ求めたものである。色相の測定にあたり、実験例1〜5は実験例5を、実験例6〜10は実験例10を、実験例11〜14は実験例14を、実験例15〜18は実験例18をそれぞれ基準とした。
【0069】
【表2】
【0070】
この試験結果に示されるように、接着剤1が30g/m2塗布された基材シート1にファンデーションAを印刷して塗布した実験例1は、化粧料を使い切っても接着剤によって固着された化粧料層が基材上に残り、化粧料が残っていることを目視で認識可能であった。
一方、接着剤を塗布していない基材を用いた実験例5では、化粧料を使い切った後に基材上に残る化粧料は僅かであった。
【0071】
また、実験例2〜4から、接着剤の塗布量や種類を変えることにより、基材上に残る化粧料の量を変えることができることが判る。
また、実験例6〜10から化粧料を別の銘柄に変えても、同様に基材に残る化粧料の量を変えることが可能であった。
そして、実験例11〜18からも、基材シート上に接着剤層を設けることで、使用後に基材上に残る化粧料の量を変えることができることが判る。
【0072】
これらのことから、上述したように、基材シート1に所定の文字や模様を接着剤層5で形成し、接着剤層5を化粧料層2で覆うことにより、化粧料を擦り取ることで所定の文字や模様が現れるので、文字や模様の印象を強く与えることができる。
【符号の説明】
【0073】
1 基材シート
2 化粧料層
5 接着剤層
10a〜10d 印刷用スクリーン版
11a〜11d 開口部
12 閉口部
【技術分野】
【0001】
本発明は、固形化粧品に係り、詳しくは固形化粧品の底面への文字または模様等の形成に関するものである。
【背景技術】
【0002】
従来から、ファンデーション、アイシャドウ、頬紅等の固形化粧品では、その表面に文字や模様を施したものが知られている。
例えば、特許文献1には、凹凸によって所望する模様が刻まれたプレス面を固形化粧品にプレスすることによって、固形化粧品の表面に模様を転写する方法が開示されている。
【0003】
また、特許文献2には、固形化粧品の表面に加飾層を形成し、加飾層に対してレーザ光で表面を削り加飾する方法が開示されている。
さらに、特許文献3では、所望の印刷用パターンを設けた静電印刷スクリーンと化粧料との間に静電界を発生させてスクリーン上に印刷用粉末を転移させ、印刷パターンに従った模様を化粧料表面に形成する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−82578号公報
【特許文献2】特開2006−62980号公報
【特許文献3】特開2005−144935号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上述した従来技術はいずれも化粧料表面に文字や模様を形成するものであり、化粧料をスポンジやチップ等で擦り取ることにより表面が削れると形成した文字や模様が消えてしまい、化粧料表面に形成した文字や模様のアピール効果が小さくなってしまうという問題がある。
本発明は、上述した課題を解決すべくなされたものであり、その目的とするところは、アピール効果の高い文字や模様を形成することの可能な固形化粧品を提供することにある。
【課題を解決するための手段】
【0006】
上記の目的を達成するべく、請求項1の固形化粧品は、接着剤により文字や模様の形状に形成された接着剤層と、該接着材層を保持する保持部材と、前記保持部材の一面に、前記接着剤層の一部または全体を覆うように化粧料が積層されて固化される化粧料層とを有することを特徴とする。
請求項2の固形化粧品は、請求項1において、前記接着剤層は1層または2層以上で形成され、前記接着剤層が2層以上に積層される場合は、前記接着剤層の一面の一部に重なるように塗布される、または該一面よりも所定面積小さく前記接着剤が塗布されることを特徴とする。
【0007】
請求項3の固形化粧品は、請求項1または2において、前記接着剤層が1層で形成される場合は、塗布量を所定量増減させて塗布されることを含むことを特徴とする。
請求項4の固形化粧品は、請求項1乃至3のいずれかにおいて、前記接着剤は、ポリビニルピロリドンであることを特徴とする。
請求項5の固形化粧品は、請求項1において、前記保持部材は、シート状基材であることを特徴とする。
【発明の効果】
【0008】
請求項1の固形化粧品によれば、保持部材上に保持された接着剤層は文字や模様の形状に形成され、接着剤層の一部または全体を覆うように固化された化粧料層が積層されている。
このような構成にすることにより、接着剤層の周縁の化粧料が接着剤層に接着して固化するので、スポンジやチップで化粧料層を擦り取っていくことで、接着剤層によって形成された文字や模様が化粧料で覆われた状態で徐々に現れることにより、予め固形化粧品表面に文字や模様が形成されている場合よりも文字や模様の印象を強く与えることができる。
【0009】
また、化粧料を使い終わっても保持部材上に接着剤層と共に当該接着剤層に固着した化粧料によって文字や模様が残るので、形成された文字や模様のアピール性をより高めることができる。
請求項2の固形化粧品によれば、接着剤層は1層または2層以上で形成され、2層以上に積層される場合は既に形成されている接着剤層の一部に重なるように塗布されるか、または既に形成されている接着剤層よりも所定面積小さく塗布されるので、接着剤層の重畳部に化粧料が多く接着するため重畳部の文字や模様が濃くなるため、文字や模様の縁取りをすることが可能であり、より印象の強い文字や模様を形成することができる。
【0010】
請求項3の固形化粧品によれば、接着剤層を1層で形成する場合、塗布量を所定量増減させて塗布されるので、塗布量の多い接着剤層に塗布量の少ない接着剤層よりも化粧料が多く接着されて濃くなるため、より印象の強い文字や模様を形成することができる。
請求項4の固形化粧品によれば、接着剤としてポリビニルピロリドンを使用するので、化粧料をスラリー状とするために使用する溶剤とポリビニルピロリドンが溶解して化粧料に浸透することにより文字や模様をより立体的に形成することが可能であり、より印象の強い文字や模様を形成することができる。
【0011】
請求項5の固形化粧品によれば、前記保持部材はシート状基材であるので、試供品や携帯用化粧品としての固形化粧品を得ることができるとともに、接着剤層により形成された文字や模様のアピール効果を高めることができる。
【図面の簡単な説明】
【0012】
【図1】本発明に係る固形化粧品の概略構成図の斜視図である。
【図2】図1のA−A線に沿う縦断面図である。
【図3】固形化粧品の製造手順を示すフローチャートである。
【図4】接着剤の印刷に使用する印刷用スクリーンの概略図である。
【図5】化粧料の印刷に使用する印刷用スクリーンの概略図である。
【図6】基材シートに接着剤層が形成されたときの上面図である。
【図7】図6のB−B線に沿う縦断面図である。
【図8】基材シートに化粧料層が形成されたときの上面図である。
【図9】図8のC−C線に沿う縦断面図である。
【図10】基材シートに保護シートを接着したときの上面図である。
【図11】図3の手順により形成された固形化粧品の概略構成図である。
【図12】図11の固形化粧品を使い切った後の概略構成図である。
【図13】接着剤層の変形例を示す固形化粧品の概略構成図である。
【図14】図13の固形化粧品を使い切った後の概略構成図である。
【図15】上記変形例の他の例で使用する印刷パターンが形成された印刷用スクリーンである。
【図16】上記変形例の他の例を示す固形化粧品の概略構成図である。
【図17】上記変形例のさらに他の例を示す固形化粧品の概略構成図である。
【図18】図17の固形化粧品を使い切った後の概略構成図である。
【図19】接着剤層の他の変形例を示す固形化粧品の概略構成図である。
【図20】図19の固形化粧品を使い切った後の概略構成図である。
【図21】接着剤層のさらに他の変形例を示す固形化粧品の概略構成図である。
【図22】接着剤層の上記変形例で使用する印刷パターンが形成された印刷用スクリーンの概略図である。
【図23】図22の開口部の拡大図である。
【図24】図21の固形化粧品を使い切った後の概略構成図である。
【図25】化粧料層の厚さの算出方法を示した概略図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施形態に係る固形化粧品について図面を参照しながら説明する。
図1は本実施形態に係る固形化粧品の概略構成図の斜視図である。
基材シート(保持部材)1は、例えばプラスチックフィルムからなる基材である。基材シート1の片面の中央部の所定位置には化粧料層2が形成されており、化粧料層2が形成されている面を上と定義する。化粧料層2は、粉末化粧料であるファンデーションやアイシャドウ、頬紅等を固化したものである。後述するように、化粧料層2の下面には接着剤層が形成されている。なお、本実施形態では基材シート1を使用しているが、基材シート1の代わりに化粧料皿等の容器を使用してもよい。
【0014】
基材シート1の周縁には、中央部に開口部を有する保護シート3が接着されて設けられている。保護シート3にはカバーシート4が剥離可能な状態で接着されており、カバーシート4により化粧料層2を含む基材シート1の上面が覆われる。そして、カバーシート4を保護シート3の一側縁部から剥がすことにより、化粧料層2が使用可能に露出される。
図2に図1のA−A線に沿う縦断面図を示すように、化粧料層2の下面の所定位置には接着剤層5が基材シート1上に接着されており、接着剤層5は文字や模様を形成して構成されている。接着剤層5の周縁には、微量の化粧料2aが接着されて固化されている。
【0015】
このように構成された固形化粧品を形成する手順について図3に示す。
ステップS1では、基材シート1に化粧料及び接着剤を印刷するための印刷用スクリーン版を準備する。
詳しくは、図4、5に示すように印刷スクリーン版10a、10bを準備する。印刷用スクリーン版10a、10bは50〜200メッシュのものを使用する。接着剤を印刷する印刷用スクリーン10aには所定の文字の印刷パターンが形成された開口部11aが設けられており、化粧料を印刷する印刷用スクリーン10bには、所定の大きさの印刷パターンが形成された開口部11bが設けられている。
【0016】
ステップS2では、スクリーン印刷手段により基材シート1に接着剤を印刷する。
詳しくは、図6に示すように、スクリーン印刷手段により基材シート1の一面の所定位置に接着剤が印刷され、乾燥されて接着剤層5が形成される。図7に図6のB−B線に沿う縦断面図を示すように、基材シート1には接着剤層5が所定の位置に形成されている。なお、本実施形態では接着剤層5として、アクリル系、エチレン酢酸ビニル系、またはポリビニルピロリドン(以下、PVPとする)等の接着剤が挙げられる。
【0017】
ステップS3では、スクリーン印刷手段により基材シート1に化粧料を印刷する。
詳しくは、図8に示すように、基材シート1に形成された接着剤層5を覆う所定位置にスクリーン印刷手段により化粧料が印刷されて化粧料層2が形成される。図9に図8のC−C線に沿う縦断面図を示すように、接着剤層5を覆うように化粧料層2が形成されている。そして、接着剤層5の周縁に微量の化粧料2aが接着されて固化される。なお、化粧料は接着剤層5の一部を覆うように化粧料を印刷してもよい。
【0018】
ステップS4では、ステップS3で基材シート1に印刷して形成した化粧料層2を乾燥させ、固化させる。
続くステップS5では、基材シート1に保護シート3を接着する。
【0019】
一方、ステップS6では、静電スクリーン印刷手段により化粧料を印刷する。
ステップS7では、基材シート1に保護シート3を接着する。保護シート3の一面にはカバーシート4が保護シート3の一側縁部から剥離可能な状態で接着されており、保護シート3の他面と基材シート1とを接着することにより、図10に示すように基材シート1上の化粧料層2がカバーシート4で覆われる。
その後、ステップS8で、プレス機によりカバーシート4で覆われた基材シート1上から押圧し、化粧料層2を圧縮して固化させる。
【0020】
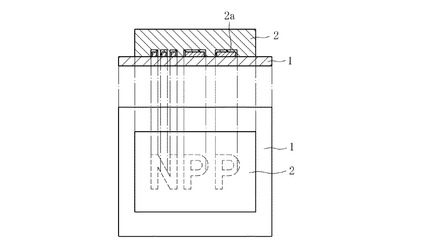
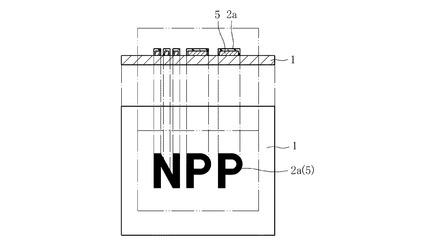
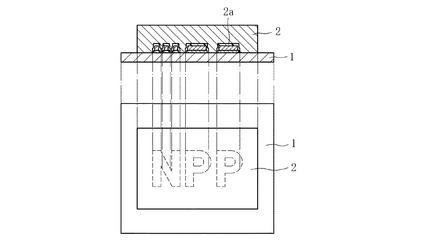
図11は、上述した手順で形成された固形化粧品の概略構成図を、図12は図11の固形化粧品を使い切った後の概略構成図をそれぞれ示している。
図11のように形成された化粧料層2は、所定の文字や模様に形成された接着剤層5の周縁に微量の化粧料が接着して固化しており、化粧料層2をスポンジやチップで擦り取ることにより化粧料が接着した接着剤層5が徐々に現れ、化粧料層2を使い切ると図12に示すように文字や模様に形成された接着剤層5が基材シート1上に残る。
【0021】
このように、本発明に係る固形化粧品によれば、基材シート1の一面の所定位置に、所定の文字が形成された開口部11aを有する印刷用スクリーン版10aを用いて接着剤を印刷して接着剤層5を形成し、所定の大きさの開口部11bを有する印刷用スクリーン版10bを用いて当該接着剤層5を覆うように化粧料を印刷する。そして、化粧料を乾燥させる、またはプレス機で圧縮させることにより化粧料層2が基材シート1上に形成される。
【0022】
このような構成にすることで、接着剤層5の周縁に化粧料層2を構成する化粧料2aが接着されるので、スポンジやチップ等で化粧料層2を擦り取ることにより所定の文字や模様に形成された接着剤層5が化粧料2aで覆われた状態で徐々に表示されるので、予め固形化粧品の表面に文字や模様が形成されている場合よりも文字の印象を強く与えることができる。
【0023】
また、固形化粧品を使い終わっても接着剤層5によって形成された文字や模様に化粧料2aが接着された状態で基材シート1上に残るので、文字や模様のアピール性を高めることが可能である。
そして、基材シート1を用いることにより、試供品や携帯用化粧品としての固形化粧品を得ることができるとともに、所定の文字や模様に形成された接着剤層5が化粧料で覆われた状態で徐々に現れるので、所定の文字や模様のアピール性を高めることができる。
また、基材シート1の代わりに化粧料皿等の容器を用いた場合でも、上記と同様の効果を得ることができる。
【0024】
図13、14は上記実施形態の基材シート1に形成される接着剤層5の変形例を示す概略構成図である。
図13のように、基材シート1の一面に所定の文字を形成する接着剤層5aをスクリーン印刷手段により印刷して形成した後、基材シート1と接していない接着剤層5aの一面に接着剤層5aよりも所定面積小さく接着剤層5bを印刷して形成する。そして、接着剤層5a、5bを覆うように化粧料を印刷して化粧料層2を形成することにより、接着剤層5a、5bの周縁に微量の化粧料2aが接着して固化する。このように形成された固形化粧品をスポンジやチップ等で使い切ると、図14に示すように文字の周縁に縁取りがされた状態で基材シート1上に文字が残る。
【0025】
このように接着剤層5a、5bを形成することにより、より印象を強く与えることのできる文字を形成することができる。なお、当該変形例では接着剤層5aの一面に接着剤層5aよりも所定面積小さく接着剤層5bを形成したが、これに限られず、図15に示す開口部11cが形成される印刷スクリーン版10cを使用して図16のように接着剤層5aの一面の一部と重ね合わせて接着剤層5bを基材シート1に印刷して形成してもよく、接着剤層5a、5bが重なる接着剤層5cに化粧料2aが接着剤層5a、5bよりも多く接着されるので、上記と同様の効果を得ることができる。
【0026】
図17、18に上記変形例のさらに他の例を示す概略構成図である。
図17では、基材シート1の一面の所定位置に接着剤層5aと塗布量を増やして印刷した接着剤層5bとを連続して形成する。そして、接着剤層5a、5bを覆うように化粧料を印刷して化粧料層2を形成することにより、接着剤層5a、5bの周縁に微量の化粧料2aが接着して固化する。このように形成された固形化粧品をスポンジやチップ等で使い切ると、図18に示すように接着剤層5aよりも接着剤層5bが厚く形成されているので化粧料2bが多く接着し、そのため化粧料2aよりも接着剤層5bに接着した化粧料2bが濃く現れるので、上記と同様の効果を得ることができる。なお、接着剤層5a、5bは所定間隔離して形成してもよい。
【0027】
図19、20は上記実施形態の基材シート1に形成される接着剤層5の他の変形例を示す概略構成図である。
図19では、接着剤層5dを形成する接着剤としてPVPを使用している。スクリーン印刷手段を使用する場合、化粧料をスラリー状にするために溶剤を使用し、当該溶剤は例えばイソプロピルアルコールである。当該溶剤によりスラリー状となる化粧料を、基材シート1の一面に所定の文字を形成するPVPの接着剤層5dを覆うように印刷して化粧料層2を形成すると、溶剤とPVPとが溶解して混ざり合い化粧料層2に浸透する。その結果、固形化粧品を使い切ると、図20に示すように立体的な文字が基材シート1上に残る。このように接着剤層5dをPVPで形成することにより、より立体的な文字や模様を形成することができるので、より印象の強い文字や模様を形成することができる。
【0028】
図21は、上記実施形態の基材シート1に形成される接着剤層5のさらに他の変形例を示す概略構成図である。
図21に示すように、接着剤層5eは所定の文字部を抜いた状態で形成されており、接着剤層5eの周縁に化粧料2aが接着して固化している。このような接着剤層5eを形成するために、図22に示すような所定の大きさの開口部11dを有する印刷用スクリーン版10dを準備する。開口部11dは、図23に拡大図を示すように所定の文字部が閉口する閉口部12を有している。印刷用スクリーン版10dを使用して接着剤を印刷し、接着剤層5eを形成し、接着剤層5eを覆うように化粧料が印刷されて化粧料層2を形成する。このように形成された固形化粧品を使い切ると、図24に示すように所定の文字部のみ接着剤層5e及び化粧料2aが残らない白抜きの文字として現れる。
【0029】
このように、所定の文字部を閉口した閉口部12を有する印刷用スクリーン版10dで接着剤を印刷して接着剤層5eを形成することにより、より印象を強く与えることのできる文字を形成することができる。
なお、本実施形態では所定の文字を接着剤層5で形成することについて説明したが、これに限られず、所定の模様を形成してもよい。
【実施例】
【0030】
本発明に係る固形化粧品の文字発現効果を確認するべく以下に実施例を挙げるが、本発明はこれに限定されるものではない。
基材シートとしてプラスチックフィルムの基材シート1(白色、表面粗さ4.0μmのエンボス加工;恵和(株)製のオルパスEPC−E#150)と、基材シート2(白色、厚さ250μm;ダイニック株式会社製のアリンダCDW−E250印刷品)とを準備した。
【0031】
<実施例1>
接着剤1として固形分濃度56.5質量%のアクリル酸エステル共重合体エマルジョン(大日精化工業(株)製のSeikaprene NF−303)を準備した。また、ファンデーションAを60質量部にイソプロピルアルコール(以下、IPAとする)40質量部を加えて撹拌し、化粧料スラリーAを調整した。
そして、卓上型手動スクリーン印刷機((株)ミノグループ製のWHT)に、版2として線の太さ2mmの「NPP」の文字が形成された150メッシュの印刷用スクリーン版を取り付け、基材シート1に接着剤1を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材10を得た。
【0032】
その後、卓上手動スクリーン印刷機に版5として、縦34mm、横49mmの長方形の印刷パターンが形成された60メッシュの印刷用スクリーン版を取り付け、基材10の接着剤印刷部上に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0033】
<実施例2>
化粧料スラリーBとして、ファンデーションBを60質量部にIPA40質量部を加えて撹拌して調整した。
そして、卓上手動スクリーン印刷機に版5を取り付け、基材10の接着剤印刷部に化粧料スラリーBを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0034】
<実施例3>
卓上型手動スクリーン印刷機に、版3として線の太さ3mmの「NPP」の文字が形成された150メッシュの印刷用スクリーン版を取り付け、50質量部の接着剤1に水50質量部を加えて撹拌して得た接着剤を基材シート1に印刷し、80℃に設定した送風乾燥機内で5分間乾燥した。さらに、卓上型手動スクリーン印刷機の版を版2に取り替え、基材シート1に印刷された接着剤に重なるように接着剤1を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材11を得た。
そして、卓上手動スクリーン印刷機に版5を取り付け、基材11の接着剤印刷部に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0035】
<実施例4>
接着剤2として、固形分濃度43質量%のエチレン/酢酸ビニル共重合体エマルジョン(ヘンケルテクノロジーズジャパン株式会社製のCP7920)を準備した。
そして、卓上型手動スクリーン印刷機に、縦36mm、横51mmの長方形の印刷パターンが形成された150メッシュの印刷用スクリーン版の中央部に線の太さ2mmの「NPP」の文字が閉口して設けられた版4を取り付け、基材シート1に接着剤2を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材12を得た。
その後、卓上手動スクリーン印刷機に版5を取り付け、基材12の接着剤印刷部に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0036】
<実施例5>
接着剤5として、PVP水溶液(和光純薬工業(株)製のK−90)20質量部に水80質量部を加えて溶解したものを準備した。
そして、卓上型手動スクリーン印刷機に版2を取り付け、基材シート1に接着剤5を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材13を得た。
その後、卓上手動スクリーン印刷機に版5を取り付け、基材13の接着剤印刷部に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0037】
<実施例6>
接着剤6として、50質量部の接着剤2と、50質量部の接着剤3として固形分濃度50質量%のエチレン/酢酸ビニル共重合体エマルジョン(ヘンケルテクノロジーズジャパン株式会社製のCP8000)とを混合したものを準備した。
そして、卓上型手動スクリーン印刷機に版2を取り付け、基材シート1に接着剤6を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材14を得た。
【0038】
その後、卓上型手動静電スクリーン印刷機(ベルク工業(有)製のT−1)に、版6として縦34mm、横49mmの長方形の印刷パターンが形成された100メッシュの印刷用スクリーン版を取り付け、基材加電圧7kV、基材14と版6との距離8mmでアイカラーCを基材14に印刷した。そして、印刷した化粧料を、厚さ75μmの平滑な透明2軸延伸ポリエステルフィルム(ダイニック株式会社製のアリンダAGT−ES75K)で構成される被覆シートが剥離可能な状態で一面に貼り付けられている、縦60mm、横50mm、厚さ250μmのコート紙の中央に縦52mm、横42mmの開口部を有する保護シートの他面と基材14とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0039】
<実施例7>
卓上型静電スクリーン印刷機に版6を取り付け、アイカラーDを基材14に印刷し、保護シートで基材14を覆い、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0040】
<実施例8>
卓上型手動スクリーン印刷機に版2を取り付け、基材シート2に接着剤3を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材15を得た。
そして、卓上型静電スクリーン印刷機に版6を取り付け、アイカラーCを基材15に印刷し、保護シートと基材15とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0041】
<実施例9>
接着剤4として、固形分濃度50質量%のアクリル酸アルキル共重合体エマルジョン(大東化成株式会社製のダイトゾール5000SJ)を準備した。
そして、卓上型手動スクリーン印刷機に版2を取り付け、基材シート2に接着剤4を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材16を得た。
その後、卓上型静電スクリーン印刷機に版6を取り付け、アイカラーCを基材16に印刷し、保護シートと基材16とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0042】
<比較例1>
卓上手動スクリーン印刷機に版5を取り付け、基材シート1を基材8として化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0043】
<比較例2>
卓上型静電スクリーン印刷機に版6を取り付け、基材シート2を基材9としてアイカラーCを印刷し、保護シートで基材9を覆い、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0044】
次に示す表1はファンデーションA、B、及びアイカラーC、Dについて、基材シート、接着剤、及び印刷スクリーン版を変えて上述したように製作した固形化粧品の評価結果を示している。この評価は、固形化粧品を使い切った後の文字発現の有無を評価した[文字発現評価]。基材上に文字が現れる場合を○、文字が現れない場合を×とした。
【0045】
【表1】
【0046】
この評価結果に示されるように、実施例1〜9では今回の評価において良好な結果を得た。
化粧料であるファンデーションAをスラリー状にして印刷した実施例1では、固形化粧品をスポンジで擦り取るに従って接着剤層に接着された化粧料により形成された文字が現れ、固形化粧品を使い切った後も形成された文字は基材上に残っていた。
【0047】
化粧料をファンデーションBに変えた実施例2でも実施例1と同様の結果が得られた。
印刷用スクリーン版として版2、3を用いて接着剤の塗布量を変えて2回重ねて印刷して実施例3は、固形化粧品を使い切った後に基材上に薄く化粧料層で縁取りされた文字が残った。
接着剤を白抜き文字として印刷した実施例4は、固形化粧品を使い切った後に基材上に白抜きの文字が現れた。
【0048】
化粧料スラリーを得るために使用する化粧料の分散溶媒であるIPAに溶解性を有するPVPを接着剤として用いた実施例5は、化粧料を使い切った後に基材上に残った文字に厚みがあり、立体的であった。
化粧料を粉末のまま静電スクリーンで印刷し、油圧式角型自動プレス機で圧縮して薄膜状に形成した実施例6〜9は、乾燥状態で接着性を有する接着剤を基材に用いることで、化粧料粉末をスラリー状にして印刷した実施例1〜5と同様に固形化粧品をスポンジで擦り取るに従って文字が現れ、固形化粧品を使い切った後も基材上に文字が残っていた。
【0049】
一方、基材に接着剤を印刷しなかった比較例1、2は、スポンジで化粧料を擦り取っても文字は現れなかった。
次に、本発明の効果を詳細に説明するため、実験例を挙げる。
【0050】
<実験例1>
卓上型手動スクリーン印刷機に版1を取り付け、基材シート1に接着剤1を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材1を得た。
そして、卓上型手動スクリーン印刷機に版5を取り付け、基材1の接着剤印刷部に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0051】
<実験例2>
50質量部の接着剤1に50質量部の水を加えて撹拌し、接着剤を準備した。
そして、卓上型手動スクリーン印刷機に版1を取り付け、基材シート1に上記接着剤を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材2を得た。
その後、卓上型手動スクリーン印刷機に版5を取り付け、基材2の接着剤印刷部に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0052】
<実験例3>
卓上型手動スクリーン印刷機に版1を取り付け、基材シート1に接着剤2を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材3を得た。
そして、卓上型手動スクリーン印刷機に版5を取り付け、基材3の接着剤印刷部に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0053】
<実験例4>
卓上型手動スクリーン印刷機に版1を取り付け、基材シート1に接着剤5を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材4を得た。
そして、卓上型手動スクリーン印刷機に版5を取り付け、基材4の接着剤印刷部に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0054】
<実験例5>
卓上型手動スクリーン印刷機に版5を取り付け、基材8に化粧料スラリーAを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0055】
<実験例6>
卓上型手動スクリーン印刷機に版5を取り付け、基材1の接着剤印刷部に化粧料スラリーBを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0056】
<実験例7>
卓上型手動スクリーン印刷機に版5を取り付け、基材2の接着剤印刷部に化粧料スラリーBを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0057】
<実験例8>
卓上型手動スクリーン印刷機に版5を取り付け、基材3の接着剤印刷部に化粧料スラリーBを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0058】
<実験例9>
卓上型手動スクリーン印刷機に版5を取り付け、基材4の接着剤印刷部に化粧料スラリーBを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0059】
<実験例10>
卓上型手動スクリーン印刷機に版5を取り付け、基材8に化粧料スラリーBを印刷し、80℃に設定した送風乾燥機内で5分間乾燥して固形化粧品を得た。
【0060】
<実験例11>
卓上型手動スクリーン印刷機に版1を取り付け、基材シート1に接着剤6を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材5を得た。
そして、卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材5と版6との距離8mmでアイカラーCを基材5に印刷し、保護シートと基材5とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0061】
<実験例12>
卓上型手動スクリーン印刷機に版1を取り付け、基材シート1に接着剤3を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材6を得た。
そして、卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材6と版6との距離8mmでアイカラーCを基材6に印刷し、保護シートと基材6とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0062】
<実験例13>
卓上型手動スクリーン印刷機に版1を取り付け、基材シート1に接着剤4を印刷し、80℃に設定した送風乾燥機内で5分間乾燥して基材7を得た。
そして、卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材7と版6との距離8mmでアイカラーCを基材7に印刷し、保護シートと基材7とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0063】
<実験例14>
卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材9と版6との距離8mmでアイカラーCを基材9に印刷し、保護シートと基材9とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0064】
<実験例15>
卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材5と版6との距離8mmでアイカラーDを基材5に印刷し、保護シートと基材5とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0065】
<実験例16>
卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材6と版6との距離8mmでアイカラーDを基材6に印刷し、保護シートと基材6とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0066】
<実験例17>
卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材7と版6との距離8mmでアイカラーDを基材7に印刷し、保護シートと基材7とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0067】
<実験例18>
卓上型手動静電スクリーン印刷機に版6を取り付け、基材加電圧7kV、基材9と版6との距離8mmでアイカラーDを基材9に印刷し、保護シートと基材9とを接着し、油圧式角型自動プレス機で120kg/cm2の圧力で1秒間圧縮し、薄膜状の固形化粧品を形成した。
【0068】
次に示す表2は、ファンデーションA、B、及びアイカラーC、Dについて、基材シート、接着剤及び塗布量を変えて上述したように製作した固形化粧品の使用試験を示している。当該試験は、化粧用のスポンジで固形化粧品を使い切るまで化粧料表面を擦り取って行った。
表2に示される接着剤の塗布量は化粧料印刷前後の質量差から、厚さh1、h2は図25に示すように基材シート1と接着剤層5と化粧料層2との厚さから基材シート1の厚さを引いたものである。また、化粧料残量は使用前後の質量差から、色相はカラーコンピューターSM−4(スガ試験機(株))によりそれぞれ求めたものである。色相の測定にあたり、実験例1〜5は実験例5を、実験例6〜10は実験例10を、実験例11〜14は実験例14を、実験例15〜18は実験例18をそれぞれ基準とした。
【0069】
【表2】
【0070】
この試験結果に示されるように、接着剤1が30g/m2塗布された基材シート1にファンデーションAを印刷して塗布した実験例1は、化粧料を使い切っても接着剤によって固着された化粧料層が基材上に残り、化粧料が残っていることを目視で認識可能であった。
一方、接着剤を塗布していない基材を用いた実験例5では、化粧料を使い切った後に基材上に残る化粧料は僅かであった。
【0071】
また、実験例2〜4から、接着剤の塗布量や種類を変えることにより、基材上に残る化粧料の量を変えることができることが判る。
また、実験例6〜10から化粧料を別の銘柄に変えても、同様に基材に残る化粧料の量を変えることが可能であった。
そして、実験例11〜18からも、基材シート上に接着剤層を設けることで、使用後に基材上に残る化粧料の量を変えることができることが判る。
【0072】
これらのことから、上述したように、基材シート1に所定の文字や模様を接着剤層5で形成し、接着剤層5を化粧料層2で覆うことにより、化粧料を擦り取ることで所定の文字や模様が現れるので、文字や模様の印象を強く与えることができる。
【符号の説明】
【0073】
1 基材シート
2 化粧料層
5 接着剤層
10a〜10d 印刷用スクリーン版
11a〜11d 開口部
12 閉口部
【特許請求の範囲】
【請求項1】
接着剤により文字や模様の形状に形成された接着剤層と、
該接着材層を保持する保持部材と、
前記保持部材の一面に、前記接着剤層の一部または全体を覆うように化粧料が積層されて固化される化粧料層と、
を有することを特徴とする固形化粧品。
【請求項2】
前記接着剤層は1層または2層以上で形成され、
前記接着剤層が2層以上に積層される場合は、前記接着剤層の一面の一部に重なるように塗布される、または該一面よりも所定面積小さく前記接着剤が塗布されることを特徴とする、請求項1に記載の固形化粧品。
【請求項3】
前記接着剤層が1層で形成される場合は、塗布量を所定量増減させて塗布されることを含むことを特徴とする、請求項1または2に記載の固形化粧品。
【請求項4】
前記接着剤は、ポリビニルピロリドンであることを特徴とする、請求項1乃至3のいずれかに記載の固形化粧品。
【請求項5】
前記保持部材は、シート状基材であることを特徴とする、請求項1に記載の固形化粧品。
【請求項1】
接着剤により文字や模様の形状に形成された接着剤層と、
該接着材層を保持する保持部材と、
前記保持部材の一面に、前記接着剤層の一部または全体を覆うように化粧料が積層されて固化される化粧料層と、
を有することを特徴とする固形化粧品。
【請求項2】
前記接着剤層は1層または2層以上で形成され、
前記接着剤層が2層以上に積層される場合は、前記接着剤層の一面の一部に重なるように塗布される、または該一面よりも所定面積小さく前記接着剤が塗布されることを特徴とする、請求項1に記載の固形化粧品。
【請求項3】
前記接着剤層が1層で形成される場合は、塗布量を所定量増減させて塗布されることを含むことを特徴とする、請求項1または2に記載の固形化粧品。
【請求項4】
前記接着剤は、ポリビニルピロリドンであることを特徴とする、請求項1乃至3のいずれかに記載の固形化粧品。
【請求項5】
前記保持部材は、シート状基材であることを特徴とする、請求項1に記載の固形化粧品。
【図1】

【図2】
【図3】

【図4】
【図5】
【図6】
【図7】

【図8】

【図9】

【図10】

【図11】
【図12】
【図13】
【図14】
【図15】

【図16】

【図17】
【図18】

【図19】

【図20】

【図21】

【図22】
【図23】
【図24】
【図25】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【公開番号】特開2011−93860(P2011−93860A)
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願番号】特願2009−251168(P2009−251168)
【出願日】平成21年10月30日(2009.10.30)
【出願人】(000176637)日本製紙パピリア株式会社 (26)
【Fターム(参考)】
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願日】平成21年10月30日(2009.10.30)
【出願人】(000176637)日本製紙パピリア株式会社 (26)
【Fターム(参考)】
[ Back to top ]