
塗布物および塗布物の製造方法
【課題】塗布する基材の表面状態が異なったり、塗布する材料が異なったり、それらの組み合わせが変化しても非定常部の膜厚を制御できる方法を提供すること。
【解決手段】塗布膜が塗布される部分であり、且つ表面処理された部分、の純水との接触角を、表面処理されていない部分の純水との接触角より小さくする方法として、コロナ放電処理または大気圧プラズマ処理または鹸化処理のうち、少なくとも何れか1つの方法を用いたことを特徴とする塗布物の製造方法。
【解決手段】塗布膜が塗布される部分であり、且つ表面処理された部分、の純水との接触角を、表面処理されていない部分の純水との接触角より小さくする方法として、コロナ放電処理または大気圧プラズマ処理または鹸化処理のうち、少なくとも何れか1つの方法を用いたことを特徴とする塗布物の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ストライプ塗工や間欠塗工によって製造される塗布膜の膜厚の均一化を実現する塗布技術に関するものである。特に塗布膜の端部の盛り上がりを抑制することによる膜厚の均一化に関する。
【背景技術】
【0002】
一般に塗布膜になる液体状の材料、例えば印刷インキを各種の塗布方法、例えばスクリーン印刷法、マイクログラビア印刷法、グラビア印刷法、ブレード法、スロットダイ法、ロールコーティング法、などによって基材上に印刷あるいは塗布して塗布膜を形成すると、塗布膜の端部が盛り上がる現象が起こることが知られている。この盛り上がりは、インキを乾燥した後も残るため、膜厚の均一性を悪くする原因の一つとなっている。
【0003】
ストライプ塗工や間欠塗工と呼ばれる塗布方法では、塗布物は、塗布の流れ方向と流れ方向に垂直な方向の一方あるいは両方に塗布の始めと塗布の終りの塗布膜と、その両者の間に存在する膜厚が安定した塗布膜と、から構成されている。塗布の始めと終りの部分を非定常部、その両者の間に存在する膜厚が安定した部分を定常部と呼んでいる。
【0004】
ストライプ塗工や間欠塗工では、非定常部の割合が増加する為、膜厚の変動が大きくなるという問題がある。特許文献1および特許文献2には、機械的な手法によってこの問題を解決する方法が開示されている。しかしながら、機械的な手法は、塗布する基材の表面状態が異なったり、塗布する材料が異なったり、それらの組み合わせが変化すると、機械的な手法で出した条件では非定常部の制御ができないという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−340338号公報
【特許文献2】特開2003−260391号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、塗布する基材の表面状態が異なったり、塗布する材料が異なったり、それらの組み合わせが変化しても非定常部の膜厚を制御できる方法を提供することを課題とした。
【課題を解決するための手段】
【0007】
上記の課題を解決するための手段として、請求項1に記載の発明は、ストライプ塗工あるいは間欠塗工によって形成される塗布物であって、
基材と、
塗布膜と、から構成されており、
前記基材は、表面処理された部分の純水との接触角が、表面処理されてない部分の純水との接触角より小さくしてあり、
前記塗布膜は、表面処理された部分に塗布されており、非定常部の膜厚が定常部の膜厚の100%±5%以内である、
ことを特徴とする塗布物である。
【0008】
また請求項2に記載の発明は、表面処理された部分の純水との接触角が、表面処理されてない部分の純水との接触角より小さくしてある領域の範囲について、前記塗布膜の内側
から見て外側に向かって塗布膜の端部から100μm以上外側の領域まで、表面処理された領域が形成されていることを特徴とする請求項1に記載の塗布物である。
【0009】
また請求項3に記載の発明は、請求項1または2に記載の塗布物の製造方法であって、前記表面処理の方法が、コロナ放電処理または大気圧プラズマ処理または鹸化処理のうち、少なくとも何れか1つの方法を用いたことを特徴とする塗布物の製造方法である。
【0010】
また請求項4に記載の発明は、前記塗布膜が塗布される部分であり、且つ表面処理された部分、の純水との接触角が、表面処理されていない部分の純水との接触角の35%〜75%であることを特徴とする請求項3に記載の塗布物の製造方法である。
【0011】
また請求項5に記載の発明は、前記塗布膜を塗布するために使用する塗布液の粘度が、せん断速度1(1/秒)の時、500、000(センチポイズ)以下であることを特徴とする請求項3または4に記載の塗布物の製造方法である。
【発明の効果】
【0012】
本発明により、塗布する基材の表面状態が異なったり、塗布する材料が異なったり、それらの組み合わせが変化しても非定常部の膜厚を制御することが可能となる。
【図面の簡単な説明】
【0013】
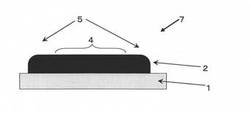
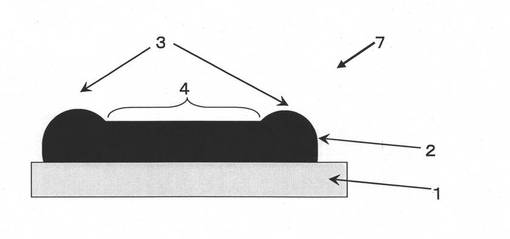
【図1】従来の塗布膜の定常部と非定常部の膜厚分布の状況の一例を示す断面図
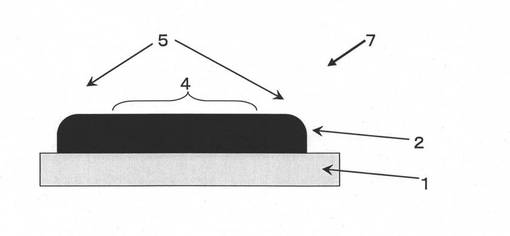
【図2】本発明の塗布膜の定常部と非定常部の膜厚分布の状況の一例を示す断面図
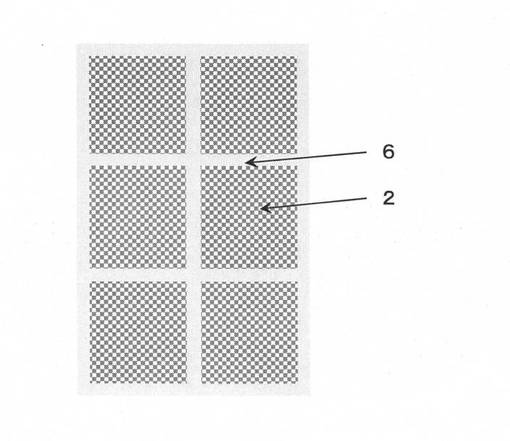
【図3】基材の一部を表面処理によって純水との接触角が小さくしてある領域と表面処理していない領域の一例を示した平面図
【発明を実施するための形態】
【0014】
図を用いて本発明を詳しく説明する。
図1は、従来の塗布膜2の定常部4と非定常部3(従来の例)の膜厚分布の状況の一例を示す断面図である。基材表面の処理を行っていない場合、通常は図1のように、基材表面に塗布された塗布膜2の端部(この部分を非定常部と呼んでいる。)が、塗布膜2の内側部(この部分を定常部と呼んでいる。)の膜厚より厚くなり、盛り上がる現象が見られ、このようになるのが通常である。なお、塗布物7は、基材1の表面に塗布膜2を形成したものを指している。
【0015】
図2は、本発明になる塗布膜2の定常部4と非定常部5(本発明の例)の膜厚分布の状況の一例を示す断面図である。塗布膜2が塗布されている基材1の表面は、コロナ処理または大気圧プラズマ処理または鹸化処理のうち、少なくとも何れか1つの方法で処理された結果、純水との接触角が、表面処理されていない表面より小さくなる。純水との接触角の値を表面処理されていない表面の値の35%〜75%にすることにより、塗布膜2の非定常部(本発明の例)5の盛り上がりが抑制される。その結果、非定常部(本発明の例)5の最大膜厚が定常部4の平均膜厚を100%とした場合に、100%±5%にすることができる。
【0016】
図3は、本発明によって、基材の表面に塗布膜2を形成した一例を示している。このようなパターン化された塗布膜を得るには、基材表面を全面に亘り、コロナ放電処理あるいは大気圧プラズマ処理などのオゾンの化学的作用による表面処理を行い、その後、パターン塗工によって塗布液を塗布し、乾燥することによって、パターン化された塗布膜を得ることができる。
【0017】
また、基材の表面に磁石に付く100μm前後の厚さの金属シートに開口部を設けたも
のを用い、それを磁石で基材に密着させることで必要な部分のみを開口させておき、コロナ放電処理などを行うことで、容易に部分的に、任意の形状で基材の表面処理を実施できる。このような処理を施した基材の、表面処理を施した部分に塗布することで、同様にパターン化された塗布膜を得ることが可能である。開口部を形成する方法としてはこれ以外に、例えば、レジストインキを印刷しても良いし、フォトレジストを塗布した後に露光・現像により開口部を形成することもできる。
【0018】
また、せん断速度が1(1/sec)の時の塗布液の粘度が500、000(センチポイズ)を超えると塗布液の流動性が低くなり過ぎて、表面処理を施したことによる効果が減滅してしまうため、500、000(センチポイズ)以下の粘度が適している。
【0019】
また、塗布膜の内側から見て外側に向かって塗布膜の端部から100μm以上外側の領域まで表面処理された領域が形成されていることによって、塗工に用いる装置が通常使用している±50μm程度の位置精度を持っていれば、十分余裕を持って、確実に表面処理された位置に塗布液を塗布でき、表面処理した効果が適切に発揮される。
【0020】
また、表面処理の方法としては、前記のコロナ放電や大気圧プラズマを用いる方法以外に、湿式の方法として鹸化処理を使用することができる。また、これらの表面処理による現象は、解明されている部分と解明されていない部分があるが、基本的にはオゾンなどの生成による表面の清浄化と同時に、化学的結合を切断することなどによって親水性、その他の表面改質が行われることに基づいている。従って、コロナ放電、大気圧プラズマ、鹸化、に限定せず、同等の効果を持つ表面処理技術を適用できることは言うまでもない。
【実施例】
【0021】
次に、本発明の実施例について説明する。この説明を行う目的は、本発明の理解を進めるためのものであり、ここに記載した内容に限定するものではない。
<実施例1>
基材 :ポリエチレンテレフタレートフィルム(80μm)
塗布液組成:シリカ粒子(トスパール1110、モメンティブ・パフォーマンス・マテリアルズ社製) 50重量部
増粘剤(サンローズ、日本製紙ケミカル社製) 1重量部
バインダー(SBR、日本ゼオン社製) 9重量部
純水 40重量部
表面処理装置:コロナ放電処理装置(AGI−043、春日電機社製)
表面処理条件:標準条件として2×104J/m2
上記の基材の表面を上記のコロナ放電処理装置を使用して2×104J/m2を標準条件として、純水に対する接触角が未処理部の接触角の35%になるように予め調整し、処理を行った。その後、コロナ放電処理から60分以内に、スクリーン印刷装置を使用して、上記の塗布液を、150mm×150mmのサイズの正方形のパターンを図3に示す位置関係で、10mmのパターン間距離を置いて形成した。その後、120℃、60分間、クリーンオーブンにて乾燥しサンプルを得た。
【0022】
このサンプルを触針式の膜厚計を使用して、サンプル中の個々の正方形の塗布膜パターンの膜厚を測定した。塗布膜パターンの端部から10mmより内側の20mm間隔の測定ポイント数49点の平均値は、82μmだった。この値を定常部の膜厚とした。
【0023】
また塗布膜パターンの端部から10mm以内の最大膜厚を測定し、それを非定常部の膜厚とした。測定結果は80μmだった。
【0024】
<実施例2>
基材の表面を上記のコロナ放電処理装置を使用して2×104J/m2を標準条件として、それより弱い条件にて、純水に対する接触角が未処理部の接触角の50%になるように予め調整し処理した。それ以外の条件は実施例1と同じである。定常部の膜厚は82μm、非定常部の膜厚は、83μmだった。
【0025】
<実施例3>
基材の表面を上記のコロナ放電処理装置を使用して2×104J/m2を標準条件として、それより弱い条件にて、純水に対する接触角が未処理部の接触角の75%になるように予め調整し処理した。それ以外の条件は実施例1と同じである。定常部の膜厚は82μm、非定常部の膜厚は、84.5μmだった。
【0026】
<比較例1>
次に、比較例について説明する。
基材の表面を上記のコロナ放電処理装置を使用して2×104J/m2を標準条件として、それより弱い条件にて、純水に対する接触角が未処理部の接触角の95%になるように予め調整し処理した。それ以外の条件は実施例1と同じである。定常部の膜厚は82μm、非定常部の膜厚は、102.5μmだった。
<比較例2>
基材の表面を上記のコロナ放電処理装置を使用して2×104J/m2を標準条件として、それより弱い条件にて、純水に対する接触角が未処理部の接触角の100%になるように予め調整し処理した。それ以外の条件は実施例1と同じである。定常部の膜厚は82μm、非定常部の膜厚は、107μmだった。
【0027】
実施例1〜3、比較例1〜2の測定結果を表1にまとめて示した。非定常部の最大膜厚については、定常部の平均膜厚との比率を百分率で表した。評価は、非定常部の最大膜厚を定常部の平均膜厚で除した値を百分率で表した値が、100%±5%に入っているものを良好、それ以外のものを不良とした。
【表1】

【符号の説明】
【0028】
1・・・基材
2・・・塗布膜
3・・・非定常部(従来の例)
4・・・定常部
5・・・非定常部(本発明の例)
6・・・塗布膜を形成していない領域
7・・・塗布物
【技術分野】
【0001】
本発明は、ストライプ塗工や間欠塗工によって製造される塗布膜の膜厚の均一化を実現する塗布技術に関するものである。特に塗布膜の端部の盛り上がりを抑制することによる膜厚の均一化に関する。
【背景技術】
【0002】
一般に塗布膜になる液体状の材料、例えば印刷インキを各種の塗布方法、例えばスクリーン印刷法、マイクログラビア印刷法、グラビア印刷法、ブレード法、スロットダイ法、ロールコーティング法、などによって基材上に印刷あるいは塗布して塗布膜を形成すると、塗布膜の端部が盛り上がる現象が起こることが知られている。この盛り上がりは、インキを乾燥した後も残るため、膜厚の均一性を悪くする原因の一つとなっている。
【0003】
ストライプ塗工や間欠塗工と呼ばれる塗布方法では、塗布物は、塗布の流れ方向と流れ方向に垂直な方向の一方あるいは両方に塗布の始めと塗布の終りの塗布膜と、その両者の間に存在する膜厚が安定した塗布膜と、から構成されている。塗布の始めと終りの部分を非定常部、その両者の間に存在する膜厚が安定した部分を定常部と呼んでいる。
【0004】
ストライプ塗工や間欠塗工では、非定常部の割合が増加する為、膜厚の変動が大きくなるという問題がある。特許文献1および特許文献2には、機械的な手法によってこの問題を解決する方法が開示されている。しかしながら、機械的な手法は、塗布する基材の表面状態が異なったり、塗布する材料が異なったり、それらの組み合わせが変化すると、機械的な手法で出した条件では非定常部の制御ができないという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−340338号公報
【特許文献2】特開2003−260391号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、塗布する基材の表面状態が異なったり、塗布する材料が異なったり、それらの組み合わせが変化しても非定常部の膜厚を制御できる方法を提供することを課題とした。
【課題を解決するための手段】
【0007】
上記の課題を解決するための手段として、請求項1に記載の発明は、ストライプ塗工あるいは間欠塗工によって形成される塗布物であって、
基材と、
塗布膜と、から構成されており、
前記基材は、表面処理された部分の純水との接触角が、表面処理されてない部分の純水との接触角より小さくしてあり、
前記塗布膜は、表面処理された部分に塗布されており、非定常部の膜厚が定常部の膜厚の100%±5%以内である、
ことを特徴とする塗布物である。
【0008】
また請求項2に記載の発明は、表面処理された部分の純水との接触角が、表面処理されてない部分の純水との接触角より小さくしてある領域の範囲について、前記塗布膜の内側
から見て外側に向かって塗布膜の端部から100μm以上外側の領域まで、表面処理された領域が形成されていることを特徴とする請求項1に記載の塗布物である。
【0009】
また請求項3に記載の発明は、請求項1または2に記載の塗布物の製造方法であって、前記表面処理の方法が、コロナ放電処理または大気圧プラズマ処理または鹸化処理のうち、少なくとも何れか1つの方法を用いたことを特徴とする塗布物の製造方法である。
【0010】
また請求項4に記載の発明は、前記塗布膜が塗布される部分であり、且つ表面処理された部分、の純水との接触角が、表面処理されていない部分の純水との接触角の35%〜75%であることを特徴とする請求項3に記載の塗布物の製造方法である。
【0011】
また請求項5に記載の発明は、前記塗布膜を塗布するために使用する塗布液の粘度が、せん断速度1(1/秒)の時、500、000(センチポイズ)以下であることを特徴とする請求項3または4に記載の塗布物の製造方法である。
【発明の効果】
【0012】
本発明により、塗布する基材の表面状態が異なったり、塗布する材料が異なったり、それらの組み合わせが変化しても非定常部の膜厚を制御することが可能となる。
【図面の簡単な説明】
【0013】
【図1】従来の塗布膜の定常部と非定常部の膜厚分布の状況の一例を示す断面図
【図2】本発明の塗布膜の定常部と非定常部の膜厚分布の状況の一例を示す断面図
【図3】基材の一部を表面処理によって純水との接触角が小さくしてある領域と表面処理していない領域の一例を示した平面図
【発明を実施するための形態】
【0014】
図を用いて本発明を詳しく説明する。
図1は、従来の塗布膜2の定常部4と非定常部3(従来の例)の膜厚分布の状況の一例を示す断面図である。基材表面の処理を行っていない場合、通常は図1のように、基材表面に塗布された塗布膜2の端部(この部分を非定常部と呼んでいる。)が、塗布膜2の内側部(この部分を定常部と呼んでいる。)の膜厚より厚くなり、盛り上がる現象が見られ、このようになるのが通常である。なお、塗布物7は、基材1の表面に塗布膜2を形成したものを指している。
【0015】
図2は、本発明になる塗布膜2の定常部4と非定常部5(本発明の例)の膜厚分布の状況の一例を示す断面図である。塗布膜2が塗布されている基材1の表面は、コロナ処理または大気圧プラズマ処理または鹸化処理のうち、少なくとも何れか1つの方法で処理された結果、純水との接触角が、表面処理されていない表面より小さくなる。純水との接触角の値を表面処理されていない表面の値の35%〜75%にすることにより、塗布膜2の非定常部(本発明の例)5の盛り上がりが抑制される。その結果、非定常部(本発明の例)5の最大膜厚が定常部4の平均膜厚を100%とした場合に、100%±5%にすることができる。
【0016】
図3は、本発明によって、基材の表面に塗布膜2を形成した一例を示している。このようなパターン化された塗布膜を得るには、基材表面を全面に亘り、コロナ放電処理あるいは大気圧プラズマ処理などのオゾンの化学的作用による表面処理を行い、その後、パターン塗工によって塗布液を塗布し、乾燥することによって、パターン化された塗布膜を得ることができる。
【0017】
また、基材の表面に磁石に付く100μm前後の厚さの金属シートに開口部を設けたも
のを用い、それを磁石で基材に密着させることで必要な部分のみを開口させておき、コロナ放電処理などを行うことで、容易に部分的に、任意の形状で基材の表面処理を実施できる。このような処理を施した基材の、表面処理を施した部分に塗布することで、同様にパターン化された塗布膜を得ることが可能である。開口部を形成する方法としてはこれ以外に、例えば、レジストインキを印刷しても良いし、フォトレジストを塗布した後に露光・現像により開口部を形成することもできる。
【0018】
また、せん断速度が1(1/sec)の時の塗布液の粘度が500、000(センチポイズ)を超えると塗布液の流動性が低くなり過ぎて、表面処理を施したことによる効果が減滅してしまうため、500、000(センチポイズ)以下の粘度が適している。
【0019】
また、塗布膜の内側から見て外側に向かって塗布膜の端部から100μm以上外側の領域まで表面処理された領域が形成されていることによって、塗工に用いる装置が通常使用している±50μm程度の位置精度を持っていれば、十分余裕を持って、確実に表面処理された位置に塗布液を塗布でき、表面処理した効果が適切に発揮される。
【0020】
また、表面処理の方法としては、前記のコロナ放電や大気圧プラズマを用いる方法以外に、湿式の方法として鹸化処理を使用することができる。また、これらの表面処理による現象は、解明されている部分と解明されていない部分があるが、基本的にはオゾンなどの生成による表面の清浄化と同時に、化学的結合を切断することなどによって親水性、その他の表面改質が行われることに基づいている。従って、コロナ放電、大気圧プラズマ、鹸化、に限定せず、同等の効果を持つ表面処理技術を適用できることは言うまでもない。
【実施例】
【0021】
次に、本発明の実施例について説明する。この説明を行う目的は、本発明の理解を進めるためのものであり、ここに記載した内容に限定するものではない。
<実施例1>
基材 :ポリエチレンテレフタレートフィルム(80μm)
塗布液組成:シリカ粒子(トスパール1110、モメンティブ・パフォーマンス・マテリアルズ社製) 50重量部
増粘剤(サンローズ、日本製紙ケミカル社製) 1重量部
バインダー(SBR、日本ゼオン社製) 9重量部
純水 40重量部
表面処理装置:コロナ放電処理装置(AGI−043、春日電機社製)
表面処理条件:標準条件として2×104J/m2
上記の基材の表面を上記のコロナ放電処理装置を使用して2×104J/m2を標準条件として、純水に対する接触角が未処理部の接触角の35%になるように予め調整し、処理を行った。その後、コロナ放電処理から60分以内に、スクリーン印刷装置を使用して、上記の塗布液を、150mm×150mmのサイズの正方形のパターンを図3に示す位置関係で、10mmのパターン間距離を置いて形成した。その後、120℃、60分間、クリーンオーブンにて乾燥しサンプルを得た。
【0022】
このサンプルを触針式の膜厚計を使用して、サンプル中の個々の正方形の塗布膜パターンの膜厚を測定した。塗布膜パターンの端部から10mmより内側の20mm間隔の測定ポイント数49点の平均値は、82μmだった。この値を定常部の膜厚とした。
【0023】
また塗布膜パターンの端部から10mm以内の最大膜厚を測定し、それを非定常部の膜厚とした。測定結果は80μmだった。
【0024】
<実施例2>
基材の表面を上記のコロナ放電処理装置を使用して2×104J/m2を標準条件として、それより弱い条件にて、純水に対する接触角が未処理部の接触角の50%になるように予め調整し処理した。それ以外の条件は実施例1と同じである。定常部の膜厚は82μm、非定常部の膜厚は、83μmだった。
【0025】
<実施例3>
基材の表面を上記のコロナ放電処理装置を使用して2×104J/m2を標準条件として、それより弱い条件にて、純水に対する接触角が未処理部の接触角の75%になるように予め調整し処理した。それ以外の条件は実施例1と同じである。定常部の膜厚は82μm、非定常部の膜厚は、84.5μmだった。
【0026】
<比較例1>
次に、比較例について説明する。
基材の表面を上記のコロナ放電処理装置を使用して2×104J/m2を標準条件として、それより弱い条件にて、純水に対する接触角が未処理部の接触角の95%になるように予め調整し処理した。それ以外の条件は実施例1と同じである。定常部の膜厚は82μm、非定常部の膜厚は、102.5μmだった。
<比較例2>
基材の表面を上記のコロナ放電処理装置を使用して2×104J/m2を標準条件として、それより弱い条件にて、純水に対する接触角が未処理部の接触角の100%になるように予め調整し処理した。それ以外の条件は実施例1と同じである。定常部の膜厚は82μm、非定常部の膜厚は、107μmだった。
【0027】
実施例1〜3、比較例1〜2の測定結果を表1にまとめて示した。非定常部の最大膜厚については、定常部の平均膜厚との比率を百分率で表した。評価は、非定常部の最大膜厚を定常部の平均膜厚で除した値を百分率で表した値が、100%±5%に入っているものを良好、それ以外のものを不良とした。
【表1】
【符号の説明】
【0028】
1・・・基材
2・・・塗布膜
3・・・非定常部(従来の例)
4・・・定常部
5・・・非定常部(本発明の例)
6・・・塗布膜を形成していない領域
7・・・塗布物
【特許請求の範囲】
【請求項1】
ストライプ塗工または間欠塗工によって形成される塗布物であって、
基材と、
塗布膜と、から構成されており、
前記基材は、表面処理された部分の純水との接触角が、表面処理されてない部分の純水との接触角より小さくしてあり、
前記塗布膜は、表面処理された部分に塗布されており、非定常部の膜厚が定常部の膜厚の100%±5%以内である、
ことを特徴とする塗布物。
【請求項2】
表面処理された部分の純水との接触角が、表面処理されてない部分の純水との接触角より小さくしてある領域の範囲について、前記塗布膜の内側から見て外側に向かって塗布膜の端部から100μm以上外側の領域まで、表面処理された領域が形成されていることを特徴とする請求項1に記載の塗布物。
【請求項3】
請求項1または2に記載の塗布物の製造方法であって、前記表面処理の方法が、コロナ放電処理または大気圧プラズマ処理または鹸化処理のうち、少なくとも何れか1つの方法を用いたことを特徴とする塗布物の製造方法。
【請求項4】
前記塗布膜が塗布される部分であり、且つ表面処理された部分、の純水との接触角が、表面処理されていない部分の純水との接触角の35%〜75%であることを特徴とする請求項3に記載の塗布物の製造方法。
【請求項5】
前記塗布膜を塗布するために使用する塗布液の粘度が、せん断速度1(1/秒)の時、500、000(センチポイズ)以下であることを特徴とする請求項3または4に記載の塗布物の製造方法。
【請求項1】
ストライプ塗工または間欠塗工によって形成される塗布物であって、
基材と、
塗布膜と、から構成されており、
前記基材は、表面処理された部分の純水との接触角が、表面処理されてない部分の純水との接触角より小さくしてあり、
前記塗布膜は、表面処理された部分に塗布されており、非定常部の膜厚が定常部の膜厚の100%±5%以内である、
ことを特徴とする塗布物。
【請求項2】
表面処理された部分の純水との接触角が、表面処理されてない部分の純水との接触角より小さくしてある領域の範囲について、前記塗布膜の内側から見て外側に向かって塗布膜の端部から100μm以上外側の領域まで、表面処理された領域が形成されていることを特徴とする請求項1に記載の塗布物。
【請求項3】
請求項1または2に記載の塗布物の製造方法であって、前記表面処理の方法が、コロナ放電処理または大気圧プラズマ処理または鹸化処理のうち、少なくとも何れか1つの方法を用いたことを特徴とする塗布物の製造方法。
【請求項4】
前記塗布膜が塗布される部分であり、且つ表面処理された部分、の純水との接触角が、表面処理されていない部分の純水との接触角の35%〜75%であることを特徴とする請求項3に記載の塗布物の製造方法。
【請求項5】
前記塗布膜を塗布するために使用する塗布液の粘度が、せん断速度1(1/秒)の時、500、000(センチポイズ)以下であることを特徴とする請求項3または4に記載の塗布物の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−200782(P2011−200782A)
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願番号】特願2010−69569(P2010−69569)
【出願日】平成22年3月25日(2010.3.25)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願日】平成22年3月25日(2010.3.25)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]