
塗布装置
【課題】所望量の塗布剤を吐出可能な塗布装置及びそれを用いた塗布剤の塗布方法を提供する。
【解決手段】離型剤を所定の吐出パターンで対象物に塗布する塗布装置であって、離型剤を対象物に塗布する前に、作業者が対象物に応じて吐出パターンを選択し(ステップS1)、選択吐出パターンの1サイクルあたりの離型剤の吐出量を、流量計によって所定のインバータの出力周波数ごとに算出し(ステップS2)、算出された離型剤の吐出量と、当該吐出量に対するインバータの出力周波数とに基づいて、インバータの出力周波数に対する選択吐出パターンの1サイクルあたりの離型剤の吐出量を示す回帰式を作成し、作成された回帰式より、選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータの出力周波数を算出する(ステップS3)、初期作業が行われる。
【解決手段】離型剤を所定の吐出パターンで対象物に塗布する塗布装置であって、離型剤を対象物に塗布する前に、作業者が対象物に応じて吐出パターンを選択し(ステップS1)、選択吐出パターンの1サイクルあたりの離型剤の吐出量を、流量計によって所定のインバータの出力周波数ごとに算出し(ステップS2)、算出された離型剤の吐出量と、当該吐出量に対するインバータの出力周波数とに基づいて、インバータの出力周波数に対する選択吐出パターンの1サイクルあたりの離型剤の吐出量を示す回帰式を作成し、作成された回帰式より、選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータの出力周波数を算出する(ステップS3)、初期作業が行われる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗布装置及びそれを用いた塗布剤の塗布方法に関し、特に所望量の塗布剤を吐出する技術に関する。
【背景技術】
【0002】
従来、ダイカスト鋳造法等の金型鋳造法において、金属溶湯の金型への焼き付きの抑制、及び鋳物の離型抵抗の低減等のために離型剤が用いられている。
金型鋳造法において用いられる離型剤は、当該離型剤の吐出箇所、及び吐出パターン等が制御された塗布装置によって金型のキャビティ面に塗布(吐出)される塗布剤である(例えば、特許文献1参照)。
【0003】
上記の塗布装置は、離型剤を貯溜するタンクと、当該タンクに貯溜された離型剤を汲み上げるポンプユニットと、当該ポンプユニットによって汲み上げられた離型剤を金型のキャビティ面に向けて吐出するスプレノズルとを具備する。
前記塗布装置は、ポンプユニットを構成するインバータによってポンプユニットに供給される電力の周波数を変化させることにより、ポンプユニットが汲み上げる離型剤の量を変更し、金型のキャビティ面に塗布される離型剤の量を変更可能な構成となっている。
【0004】
上記の塗布装置においては、1つの鋳物が鋳造されるにあたって、所定の吐出パターン通りの離型剤の吐出が1回(1サイクル)行われる。吐出パターンの1サイクルあたりに吐出される離型剤の量は、鋳物の良品条件となるため、所望量の離型剤が金型のキャビティ面に塗布されるように、それに応じたインバータの出力周波数を設定する必要がある。
【0005】
そこで、実際に離型剤を金型のキャビティ面に塗布する前に、インバータの出力周波数と、スプレノズルから吐出される離型剤の量との相関関係に基づいて、吐出パターンの1サイクルあたりに金型のキャビティ面に塗布する離型剤の必要量に対するインバータの出力周波数を算出する初期作業が行われている。
【0006】
詳細には、図6及び図7に示すように、スプレノズルにおける離型剤の吐出口にメスシリンダを取り付けた状態で、当該メスシリンダに所定時間(例えば、1分間)、連続的にスプレノズルから離型剤を吐出させて、所定時間内にスプレノズルから吐出される離型剤の総量を測定する。これを所定の周波数ごとに複数回(例えば、3回)行って、それらの平均値を算出する。そして、インバータの出力周波数に対する前記離型剤の吐出量の平均値を示す回帰式を作成することで、スプレノズルから吐出される離型剤の必要量に対するインバータの出力周波数を算出する。
こうして、算出されたインバータの出力周波数に設定することで、所望量の離型剤を金型のキャビティ面に塗布することができる。
【0007】
しかしながら、上記の塗布装置においては、スプレノズルからメスシリンダに離型剤を吐出させる際に、作業者がストップウォッチ等を用いて手動で時間(1分)を計測するため、計測時間のばらつきが大きくなるという問題が生じていた。
更に、メスシリンダに吐出された離型剤の量を作業者が目視で読み取ることによって、所定時間内にスプレノズルから吐出された離型剤の総量を測定するため、離型剤の量を読み取る際のばらつきが生じるという問題が生じていた。
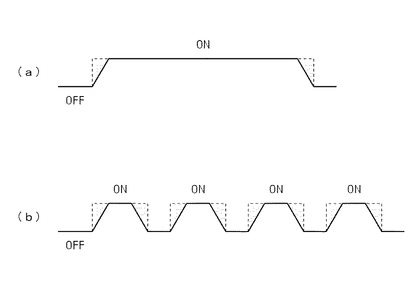
また、実際に離型剤を金型のキャビティ面に塗布する前に、所定時間、連続的にスプレノズルから離型剤を吐出し(図8(a)参照)、吐出された離型剤の総量に基づいて、金型のキャビティ面に塗布する離型剤の必要量に対するインバータの出力周波数を算出する初期作業が行われているが、実際に離型剤を金型のキャビティ面に塗布する際には、離型剤の吐出のON/OFFを複数回繰り返す所定の吐出パターン(図8(b)参照)で離型剤がスプレノズルから吐出される。つまり、実際に離型剤を金型のキャビティ面に塗布する際には、その前に行われる初期作業時と比較して、離型剤の吐出のON/OFF切替によるロス(図8における点線で囲まれた部分)がより多く発生し、初期作業時とは異なる離型剤の吐出パターンとなる。そのため、精度の良い回帰式を作成できず、実際に離型剤を金型のキャビティ面に塗布する際に、期待値とは異なる量の離型剤が吐出される点で不利であった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−34845号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、所望量の塗布剤を吐出可能な塗布装置及びそれを用いた塗布剤の塗布方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明の塗布装置は、塗布剤を貯溜するタンクと、前記タンクに貯溜された塗布剤を汲み上げるポンプユニットと、前記ポンプユニットによって汲み上げられた塗布剤を吐出するスプレノズルと、前記ポンプユニットによって前記タンクから前記スプレノズルに供給される塗布剤の流量を測定することで、前記スプレノズルから吐出される塗布剤の量を算出する流量計と、を具備し、前記塗布剤を所定の吐出パターンで対象物に塗布する塗布装置であって、前記ポンプユニットは、当該ポンプユニットに供給される電力の周波数を変化させるインバータを含み、前記タンクから前記スプレノズルに供給される塗布剤の量を前記インバータによって変更可能に構成され、前記塗布剤を前記対象物に塗布する前に、前記対象物に応じて選択された吐出パターンの1サイクルあたりにスプレノズルから吐出される塗布剤の量を、前記流量計によって所定の前記インバータの出力周波数ごとに算出し、算出された塗布剤の吐出量と、当該吐出量に対する前記インバータの出力周波数とに基づいて、前記インバータの出力周波数に対する選択された吐出パターンの1サイクルあたりの塗布剤の吐出量を示す回帰式を作成し、作成された回帰式より、選択された吐出パターンの1サイクルあたりに必要な塗布剤の吐出量に対するインバータの出力周波数を算出する、初期作業が行われる塗布装置。
【0011】
本発明の塗布装置を用いた塗布剤の塗布方法は、塗布剤を貯溜するタンクと、前記タンクに貯溜された塗布剤を汲み上げるポンプユニットと、前記ポンプユニットによって汲み上げられた塗布剤を吐出するスプレノズルと、前記ポンプユニットによって前記タンクから前記スプレノズルに供給される塗布剤の流量を測定することで、前記スプレノズルから吐出される塗布剤の量を算出する流量計と、を具備し、前記塗布剤を所定の吐出パターンで対象物に塗布する塗布装置を用いた塗布剤の塗布方法であって、前記ポンプユニットは、当該ポンプユニットに供給される電力の周波数を変化させるインバータを含み、前記タンクから前記スプレノズルに供給される塗布剤の量を前記インバータによって変更可能に構成され、前記塗布剤を前記対象物に塗布する前に、前記対象物に応じて選択された吐出パターンの1サイクルあたりにスプレノズルから吐出される塗布剤の量を、前記流量計によって所定の前記インバータの出力周波数ごとに算出し、算出された塗布剤の吐出量と、当該吐出量に対する前記インバータの出力周波数とに基づいて、前記インバータの出力周波数に対する選択された吐出パターンの1サイクルあたりの塗布剤の吐出量を示す回帰式を作成し、作成された回帰式より、選択された吐出パターンの1サイクルあたりに必要な塗布剤の吐出量に対するインバータの出力周波数を算出する、初期作業を行う、塗布装置を用いた塗布剤の塗布方法。
【発明の効果】
【0012】
本発明によれば、所望量の塗布剤を吐出できる。
【図面の簡単な説明】
【0013】
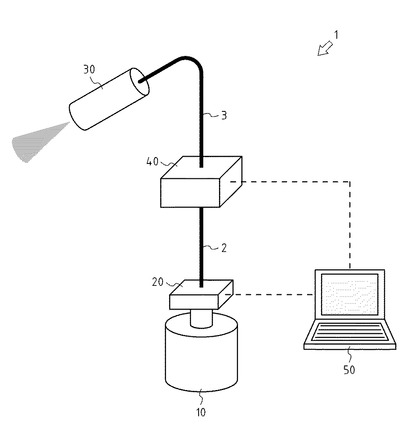
【図1】本発明に係る塗布装置を示す図。
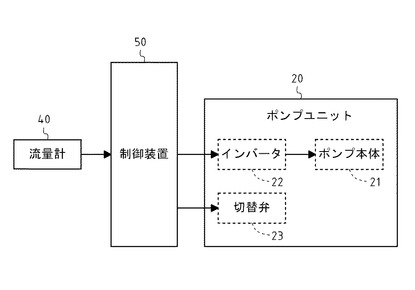
【図2】本発明に係る塗布装置の制御構成を示すブロック図。
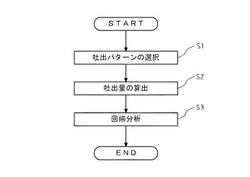
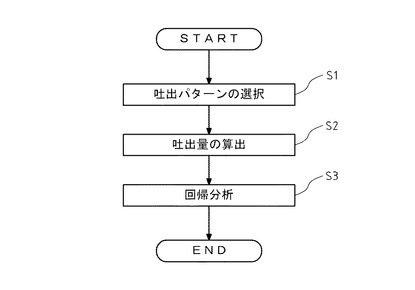
【図3】本発明に係る塗布装置の初期制御を示すフローチャート。
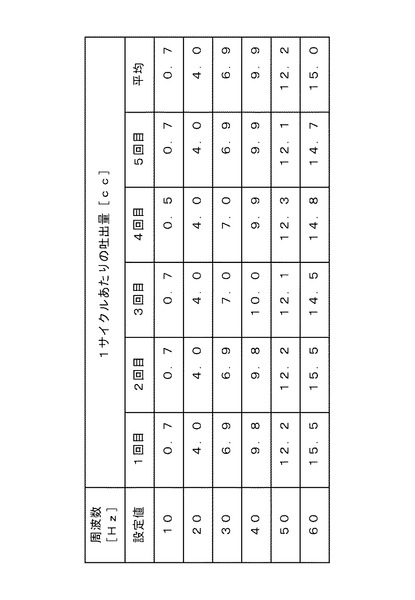
【図4】本発明に係る塗布装置の初期作業において、インバータの出力周波数の設定値と、それに対応する選択吐出パターンの1サイクルあたりの離型剤の吐出量の算出値とを示す図。
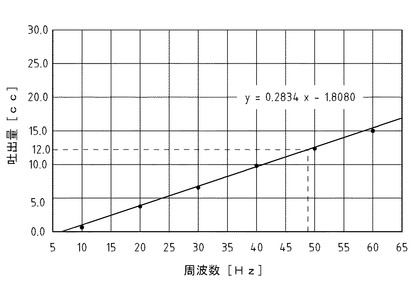
【図5】図4に示す値に基づいて作成された回帰式を示すグラフ。
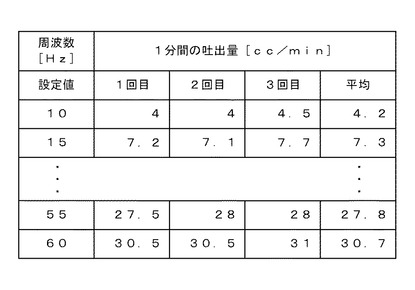
【図6】従来の塗布装置の初期作業において、インバータの出力周波数の設定値と、それに対応する1分間あたりの離型剤の吐出量の算出値とを示す図。
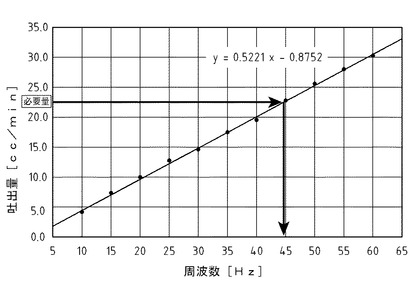
【図7】図6に示す値に基づいて作成された回帰式を示すグラフ。
【図8】(a)は、従来の塗布装置の初期作業における吐出パターンを示す図、(b)は、実際に離型剤を金型のキャビティ面に塗布する際の吐出パターンを示す図。
【発明を実施するための形態】
【0014】
以下では、図1及び図2を参照して、本発明に係る塗布装置の一実施形態である塗布装置1について説明する。
塗布装置1は、ダイカスト鋳造法等の金型鋳造法において、塗布剤である離型剤を金型のキャビティ面に塗布する装置である。
【0015】
塗布装置1は、タンク10、ポンプユニット20、スプレノズル30、流量計40、及び制御装置50を具備する。
【0016】
タンク10は、離型剤を貯溜する部材である。
タンク10には、ポンプユニット20が取り付けられている。
【0017】
ポンプユニット20は、離型剤の流動経路となる第一供給管2及び第二供給管3を介してスプレノズル30と接続され、タンク10に貯溜された離型剤を汲み上げてスプレノズル30に供給する部材である。
【0018】
図2に示すように、ポンプユニット20は、ポンプ本体21と、インバータ22と、切替弁23とを具備する。
【0019】
ポンプ本体21は、タンク10に貯溜された離型剤を連続的に汲み上げる部材である。
【0020】
インバータ22は、ポンプ本体21と電気的に接続され、ポンプ本体21に供給される電力の周波数を変化させることでポンプ本体21の回転数を制御する部材である。インバータ22によってポンプ本体21の回転数が変更されることにより、ポンプ本体21が汲み上げる離型剤の量が変化し、スプレノズル30に供給される離型剤の量が変化する。
【0021】
切替弁23は、離型剤の流動経路を切り替える弁である。
詳細には、切替弁23は、離型剤の流動経路をポンプ本体21が汲み上げた離型剤をスプレノズル30に供給する経路(以下、「供給経路」と記す)、又はタンク10に戻す経路(以下、「循環経路」と記す)のいずれかに切り替える。切替弁23は、離型剤を金型のキャビティ面に塗布しない通常時には、ポンプ本体21によって連続的にタンク10から汲み上げられる離型剤がタンク10とポンプ本体21とを循環するように循環経路を形成しているが、離型剤を金型のキャビティ面に塗布する際には、スプレノズル30が離型剤を吐出できるように供給経路を形成する。
【0022】
図1に示すように、スプレノズル30は、ポンプユニット20によって供給された離型剤を金型のキャビティ面に向けて吐出する部材である。スプレノズル30は、切替弁23が離型剤の流動経路を切り替え、供給経路が形成された際に離型剤を吐出する構成となっている。
【0023】
流量計40は、ポンプユニット20からスプレノズル30に供給される離型剤の流量を測定し、当該流量の積算値を算出する部材である。流量計40は、第一供給管2を介してポンプユニット20と接続され、第二供給管3を介してスプレノズル30と接続されている。
なお、第一供給管2及び第二供給管3を流動する離型剤は、すべてスプレノズル30から吐出されるものとする。そのため、ポンプユニット20からスプレノズル30に供給される離型剤の流量の積算値は、スプレノズル30から吐出される離型剤の量に等しい。
【0024】
制御装置50は、種々のプログラム等が格納された部材であり、それらのプログラム等に従って所定の演算を行い、当該演算結果等を記憶することが可能となっている。また、制御装置50は、作業者が所定のデータを入力し、種々の情報を視認できるように構成されている。
【0025】
制御装置50は、ポンプユニット20と電気的に接続され、ポンプユニット20を制御する。
詳細には、図2に示すように、制御装置50は、ポンプユニット20のインバータ22と電気的に接続され、作業者が入力した値(周波数)をインバータ22に送信可能に構成されている。制御装置50に入力されてインバータ22に送信された値(周波数)は、インバータ22の出力周波数に設定される。つまり、作業者が制御装置50に所望の値(周波数)を入力することで、その入力値がインバータ22の出力周波数となり、当該周波数に応じた量の離型剤がポンプユニット20のポンプ本体21によって汲み上げられることとなる。
また、制御装置50は、ポンプユニット20の切替弁23と電気的に接続され、切替弁23を制御する。制御装置50には、切替弁23による供給経路と循環経路との切り替えのタイミング(離型剤の吐出のON/OFFを繰り返す所定の吐出パターン)が定義された塗布プログラムが格納されており、当該塗布プログラムに応じて制御装置50が切替弁23を制御する。つまり、制御装置50によって切替弁23を制御し、供給経路と循環経路とを切り替えることで、前記塗布プログラムに定義された吐出パターンの通りにスプレノズル30から離型剤が吐出されることとなる。
なお、本実施形態においては、制御装置50によって切替弁23を制御する構成としたが、前記吐出パターンの通りに離型剤を吐出することができれば、本構成に限定しなくてもよい。
【0026】
制御装置50は、流量計40と電気的に接続され、流量計40が算出した離型剤の流量の積算値、つまりスプレノズル30から吐出された離型剤の量、を流量計40から取得して記憶する。
【0027】
以上のような構成の塗布装置1においては、1つの鋳物が鋳造されるにあたって、前記塗布プログラムに定義された吐出パターン通りの離型剤の吐出が1回(1サイクル)行われる。前記吐出パターンの1サイクルあたりに吐出される離型剤の量は、鋳物の良品条件となるため、所望量の離型剤が金型のキャビティ面に塗布されるように、それに応じたインバータ22の出力周波数を設定する必要がある。そのため、実際に離型剤を金型のキャビティ面に塗布する前に、前記吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータ22の出力周波数を算出する初期作業が行われる。
【0028】
以下では、図3〜図5を参照して、塗布装置1における初期作業について説明する。
図3に示すように、塗布装置1の初期作業は、ステップS1〜ステップS3を順に行うものである。
【0029】
ステップS1においては、作業者が離型剤の塗布対象となる金型の形状等に応じて吐出パターンを選択し、当該吐出パターンの通りに離型剤が吐出されるように制御装置50を設定する。この吐出パターンは、実際に離型剤を金型のキャビティ面に塗布する際のものと同一であり、予め前記塗布プログラムに複数定義されているものを選択すること、又は新たに定義すること等が可能である。
【0030】
ステップS2においては、制御装置50がステップS1で選択された吐出パターン(以下、「選択吐出パターン」と記す)の通りに切替弁23を制御してスプレノズル30から離型剤を吐出させると共に、流量計40が所定のインバータ22の出力周波数ごとに選択吐出パターンの1サイクルあたりの離型剤の吐出量を算出する。
前述のように、ポンプユニット20からスプレノズル30に供給される離型剤の流量の積算値は、スプレノズル30から吐出される離型剤の量に等しいため、選択吐出パターンの1サイクルあたりにポンプユニット20からスプレノズル30に供給される離型剤の流量の積算値を流量計40によって算出することで、選択吐出パターンの1サイクルあたりにスプレノズル30から吐出される離型剤の量が求められる。
【0031】
図4に示すように、本実施形態においては、インバータ22の出力周波数を10、20、30、40、50、及び60[Hz]に設定し、それぞれの周波数に対する選択吐出パターンの1サイクルあたりの離型剤の吐出量を5回ずつ算出した後、5回分の吐出量の平均値をそれぞれ算出する。
【0032】
詳細には、まず、インバータ22の出力周波数が10、20、30、40、50、及び60[Hz]となるように、それらの値を作業者が制御装置50に入力する。
そして、インバータ22の出力周波数、つまりポンプ本体21に供給される電力の周波数、が10、20、30、40、50、及び60[Hz]の状態で、それぞれ5回ずつ、合計30回、選択吐出パターンの通りに離型剤の吐出を行う。この時、1回(1サイクル)の離型剤の吐出が終了するごとに、流量計40によって算出された離型剤の流量の積算値が制御装置50に送信され、その積算値が選択吐出パターンの1サイクルあたりの離型剤の吐出量として制御装置50に記憶される。更に、入力されたインバータ22の出力周波数ごとに、5回分の離型剤の吐出量の平均値が制御装置50によって算出されると共に、制御装置50に記憶される。
なお、制御装置50への入力値、及び離型剤の吐出量の算出回数は本実施形態に限定するものではない。
【0033】
図3に示すように、ステップS3においては、制御装置50がステップS2で入力されたインバータ22の出力周波数と、当該周波数ごとに算出された離型剤の吐出量の平均値とに基づいて、インバータ22の出力周波数に対する選択吐出パターンの1サイクルあたりにスプレノズル30から吐出される離型剤の量を示す回帰式を作成し、当該回帰式より選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータ22の出力周波数を算出する。
【0034】
ポンプ本体21の回転数は、ポンプ本体21に供給される電力の周波数に比例するため、選択吐出パターンの1サイクルあたりの離型剤の吐出量は、インバータ22の出力周波数に比例することとなる。
よって、図5に示すように、インバータ22の出力周波数に対する選択吐出パターンの1サイクルあたりの離型剤の吐出量を示す回帰式を作成することで、選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータ22の出力周波数を統計的に算出することができる。本実施形態においては、y=0.2834x−1.8080で表される回帰式が作成される。そして、例えば、選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量が12[cc]である場合には、その吐出量に対応するインバータ22の出力周波数が約49[Hz]と算出される。
なお、図5は、インバータ22の出力周波数に対する選択吐出パターンの1サイクルあたりの離型剤の吐出量(5回分の平均)を示す回帰式のグラフであり、図4に示す値がプロットされて最小二乗法等によって作成される。
【0035】
選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータ22の出力周波数が算出された後、つまり塗布装置1における初期作業が行われた後は、算出された周波数がインバータ22の出力周波数に設定されて、通常の塗布作業(実際に離型剤を金型のキャビティ面に塗布する作業)が行われる。
【0036】
以上のように、塗布装置1においては、実際に離型剤を金型のキャビティ面に塗布する前に、選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータ22の出力周波数を算出する初期作業が行われる。当該初期作業時における塗布装置1の構成(吐出パターン等)は、通常の塗布作業時における塗布装置1の構成と同一であるため、実際に離型剤を金型のキャビティ面に塗布する場合との誤差をなくし、精度良く選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータ22の出力周波数を算出することができる。
また、初期作業時における作業者の作業は、吐出パターンの選択、及びインバータ22の出力周波数の入力のみであるため、作業者による作業のバラツキを低減することができる。
したがって、鋳物の良品条件に適合する量の離型剤を精度良く金型に塗布することが可能となって、製品品質及び型寿命を向上させることができる。
【0037】
また、初期作業後の通常の塗布作業時において、1サイクルの塗布作業ごとに離型剤の吐出量を制御装置50に記憶させておき、選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量と比較することも可能である。
これにより、早期に塗布作業における不具合を発見することができる。
【符号の説明】
【0038】
1 塗布装置
10 タンク
20 ポンプユニット
21 ポンプ本体
22 インバータ
23 切替弁
30 スプレノズル
40 流量計
50 制御装置
【技術分野】
【0001】
本発明は、塗布装置及びそれを用いた塗布剤の塗布方法に関し、特に所望量の塗布剤を吐出する技術に関する。
【背景技術】
【0002】
従来、ダイカスト鋳造法等の金型鋳造法において、金属溶湯の金型への焼き付きの抑制、及び鋳物の離型抵抗の低減等のために離型剤が用いられている。
金型鋳造法において用いられる離型剤は、当該離型剤の吐出箇所、及び吐出パターン等が制御された塗布装置によって金型のキャビティ面に塗布(吐出)される塗布剤である(例えば、特許文献1参照)。
【0003】
上記の塗布装置は、離型剤を貯溜するタンクと、当該タンクに貯溜された離型剤を汲み上げるポンプユニットと、当該ポンプユニットによって汲み上げられた離型剤を金型のキャビティ面に向けて吐出するスプレノズルとを具備する。
前記塗布装置は、ポンプユニットを構成するインバータによってポンプユニットに供給される電力の周波数を変化させることにより、ポンプユニットが汲み上げる離型剤の量を変更し、金型のキャビティ面に塗布される離型剤の量を変更可能な構成となっている。
【0004】
上記の塗布装置においては、1つの鋳物が鋳造されるにあたって、所定の吐出パターン通りの離型剤の吐出が1回(1サイクル)行われる。吐出パターンの1サイクルあたりに吐出される離型剤の量は、鋳物の良品条件となるため、所望量の離型剤が金型のキャビティ面に塗布されるように、それに応じたインバータの出力周波数を設定する必要がある。
【0005】
そこで、実際に離型剤を金型のキャビティ面に塗布する前に、インバータの出力周波数と、スプレノズルから吐出される離型剤の量との相関関係に基づいて、吐出パターンの1サイクルあたりに金型のキャビティ面に塗布する離型剤の必要量に対するインバータの出力周波数を算出する初期作業が行われている。
【0006】
詳細には、図6及び図7に示すように、スプレノズルにおける離型剤の吐出口にメスシリンダを取り付けた状態で、当該メスシリンダに所定時間(例えば、1分間)、連続的にスプレノズルから離型剤を吐出させて、所定時間内にスプレノズルから吐出される離型剤の総量を測定する。これを所定の周波数ごとに複数回(例えば、3回)行って、それらの平均値を算出する。そして、インバータの出力周波数に対する前記離型剤の吐出量の平均値を示す回帰式を作成することで、スプレノズルから吐出される離型剤の必要量に対するインバータの出力周波数を算出する。
こうして、算出されたインバータの出力周波数に設定することで、所望量の離型剤を金型のキャビティ面に塗布することができる。
【0007】
しかしながら、上記の塗布装置においては、スプレノズルからメスシリンダに離型剤を吐出させる際に、作業者がストップウォッチ等を用いて手動で時間(1分)を計測するため、計測時間のばらつきが大きくなるという問題が生じていた。
更に、メスシリンダに吐出された離型剤の量を作業者が目視で読み取ることによって、所定時間内にスプレノズルから吐出された離型剤の総量を測定するため、離型剤の量を読み取る際のばらつきが生じるという問題が生じていた。
また、実際に離型剤を金型のキャビティ面に塗布する前に、所定時間、連続的にスプレノズルから離型剤を吐出し(図8(a)参照)、吐出された離型剤の総量に基づいて、金型のキャビティ面に塗布する離型剤の必要量に対するインバータの出力周波数を算出する初期作業が行われているが、実際に離型剤を金型のキャビティ面に塗布する際には、離型剤の吐出のON/OFFを複数回繰り返す所定の吐出パターン(図8(b)参照)で離型剤がスプレノズルから吐出される。つまり、実際に離型剤を金型のキャビティ面に塗布する際には、その前に行われる初期作業時と比較して、離型剤の吐出のON/OFF切替によるロス(図8における点線で囲まれた部分)がより多く発生し、初期作業時とは異なる離型剤の吐出パターンとなる。そのため、精度の良い回帰式を作成できず、実際に離型剤を金型のキャビティ面に塗布する際に、期待値とは異なる量の離型剤が吐出される点で不利であった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−34845号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、所望量の塗布剤を吐出可能な塗布装置及びそれを用いた塗布剤の塗布方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明の塗布装置は、塗布剤を貯溜するタンクと、前記タンクに貯溜された塗布剤を汲み上げるポンプユニットと、前記ポンプユニットによって汲み上げられた塗布剤を吐出するスプレノズルと、前記ポンプユニットによって前記タンクから前記スプレノズルに供給される塗布剤の流量を測定することで、前記スプレノズルから吐出される塗布剤の量を算出する流量計と、を具備し、前記塗布剤を所定の吐出パターンで対象物に塗布する塗布装置であって、前記ポンプユニットは、当該ポンプユニットに供給される電力の周波数を変化させるインバータを含み、前記タンクから前記スプレノズルに供給される塗布剤の量を前記インバータによって変更可能に構成され、前記塗布剤を前記対象物に塗布する前に、前記対象物に応じて選択された吐出パターンの1サイクルあたりにスプレノズルから吐出される塗布剤の量を、前記流量計によって所定の前記インバータの出力周波数ごとに算出し、算出された塗布剤の吐出量と、当該吐出量に対する前記インバータの出力周波数とに基づいて、前記インバータの出力周波数に対する選択された吐出パターンの1サイクルあたりの塗布剤の吐出量を示す回帰式を作成し、作成された回帰式より、選択された吐出パターンの1サイクルあたりに必要な塗布剤の吐出量に対するインバータの出力周波数を算出する、初期作業が行われる塗布装置。
【0011】
本発明の塗布装置を用いた塗布剤の塗布方法は、塗布剤を貯溜するタンクと、前記タンクに貯溜された塗布剤を汲み上げるポンプユニットと、前記ポンプユニットによって汲み上げられた塗布剤を吐出するスプレノズルと、前記ポンプユニットによって前記タンクから前記スプレノズルに供給される塗布剤の流量を測定することで、前記スプレノズルから吐出される塗布剤の量を算出する流量計と、を具備し、前記塗布剤を所定の吐出パターンで対象物に塗布する塗布装置を用いた塗布剤の塗布方法であって、前記ポンプユニットは、当該ポンプユニットに供給される電力の周波数を変化させるインバータを含み、前記タンクから前記スプレノズルに供給される塗布剤の量を前記インバータによって変更可能に構成され、前記塗布剤を前記対象物に塗布する前に、前記対象物に応じて選択された吐出パターンの1サイクルあたりにスプレノズルから吐出される塗布剤の量を、前記流量計によって所定の前記インバータの出力周波数ごとに算出し、算出された塗布剤の吐出量と、当該吐出量に対する前記インバータの出力周波数とに基づいて、前記インバータの出力周波数に対する選択された吐出パターンの1サイクルあたりの塗布剤の吐出量を示す回帰式を作成し、作成された回帰式より、選択された吐出パターンの1サイクルあたりに必要な塗布剤の吐出量に対するインバータの出力周波数を算出する、初期作業を行う、塗布装置を用いた塗布剤の塗布方法。
【発明の効果】
【0012】
本発明によれば、所望量の塗布剤を吐出できる。
【図面の簡単な説明】
【0013】
【図1】本発明に係る塗布装置を示す図。
【図2】本発明に係る塗布装置の制御構成を示すブロック図。
【図3】本発明に係る塗布装置の初期制御を示すフローチャート。
【図4】本発明に係る塗布装置の初期作業において、インバータの出力周波数の設定値と、それに対応する選択吐出パターンの1サイクルあたりの離型剤の吐出量の算出値とを示す図。
【図5】図4に示す値に基づいて作成された回帰式を示すグラフ。
【図6】従来の塗布装置の初期作業において、インバータの出力周波数の設定値と、それに対応する1分間あたりの離型剤の吐出量の算出値とを示す図。
【図7】図6に示す値に基づいて作成された回帰式を示すグラフ。
【図8】(a)は、従来の塗布装置の初期作業における吐出パターンを示す図、(b)は、実際に離型剤を金型のキャビティ面に塗布する際の吐出パターンを示す図。
【発明を実施するための形態】
【0014】
以下では、図1及び図2を参照して、本発明に係る塗布装置の一実施形態である塗布装置1について説明する。
塗布装置1は、ダイカスト鋳造法等の金型鋳造法において、塗布剤である離型剤を金型のキャビティ面に塗布する装置である。
【0015】
塗布装置1は、タンク10、ポンプユニット20、スプレノズル30、流量計40、及び制御装置50を具備する。
【0016】
タンク10は、離型剤を貯溜する部材である。
タンク10には、ポンプユニット20が取り付けられている。
【0017】
ポンプユニット20は、離型剤の流動経路となる第一供給管2及び第二供給管3を介してスプレノズル30と接続され、タンク10に貯溜された離型剤を汲み上げてスプレノズル30に供給する部材である。
【0018】
図2に示すように、ポンプユニット20は、ポンプ本体21と、インバータ22と、切替弁23とを具備する。
【0019】
ポンプ本体21は、タンク10に貯溜された離型剤を連続的に汲み上げる部材である。
【0020】
インバータ22は、ポンプ本体21と電気的に接続され、ポンプ本体21に供給される電力の周波数を変化させることでポンプ本体21の回転数を制御する部材である。インバータ22によってポンプ本体21の回転数が変更されることにより、ポンプ本体21が汲み上げる離型剤の量が変化し、スプレノズル30に供給される離型剤の量が変化する。
【0021】
切替弁23は、離型剤の流動経路を切り替える弁である。
詳細には、切替弁23は、離型剤の流動経路をポンプ本体21が汲み上げた離型剤をスプレノズル30に供給する経路(以下、「供給経路」と記す)、又はタンク10に戻す経路(以下、「循環経路」と記す)のいずれかに切り替える。切替弁23は、離型剤を金型のキャビティ面に塗布しない通常時には、ポンプ本体21によって連続的にタンク10から汲み上げられる離型剤がタンク10とポンプ本体21とを循環するように循環経路を形成しているが、離型剤を金型のキャビティ面に塗布する際には、スプレノズル30が離型剤を吐出できるように供給経路を形成する。
【0022】
図1に示すように、スプレノズル30は、ポンプユニット20によって供給された離型剤を金型のキャビティ面に向けて吐出する部材である。スプレノズル30は、切替弁23が離型剤の流動経路を切り替え、供給経路が形成された際に離型剤を吐出する構成となっている。
【0023】
流量計40は、ポンプユニット20からスプレノズル30に供給される離型剤の流量を測定し、当該流量の積算値を算出する部材である。流量計40は、第一供給管2を介してポンプユニット20と接続され、第二供給管3を介してスプレノズル30と接続されている。
なお、第一供給管2及び第二供給管3を流動する離型剤は、すべてスプレノズル30から吐出されるものとする。そのため、ポンプユニット20からスプレノズル30に供給される離型剤の流量の積算値は、スプレノズル30から吐出される離型剤の量に等しい。
【0024】
制御装置50は、種々のプログラム等が格納された部材であり、それらのプログラム等に従って所定の演算を行い、当該演算結果等を記憶することが可能となっている。また、制御装置50は、作業者が所定のデータを入力し、種々の情報を視認できるように構成されている。
【0025】
制御装置50は、ポンプユニット20と電気的に接続され、ポンプユニット20を制御する。
詳細には、図2に示すように、制御装置50は、ポンプユニット20のインバータ22と電気的に接続され、作業者が入力した値(周波数)をインバータ22に送信可能に構成されている。制御装置50に入力されてインバータ22に送信された値(周波数)は、インバータ22の出力周波数に設定される。つまり、作業者が制御装置50に所望の値(周波数)を入力することで、その入力値がインバータ22の出力周波数となり、当該周波数に応じた量の離型剤がポンプユニット20のポンプ本体21によって汲み上げられることとなる。
また、制御装置50は、ポンプユニット20の切替弁23と電気的に接続され、切替弁23を制御する。制御装置50には、切替弁23による供給経路と循環経路との切り替えのタイミング(離型剤の吐出のON/OFFを繰り返す所定の吐出パターン)が定義された塗布プログラムが格納されており、当該塗布プログラムに応じて制御装置50が切替弁23を制御する。つまり、制御装置50によって切替弁23を制御し、供給経路と循環経路とを切り替えることで、前記塗布プログラムに定義された吐出パターンの通りにスプレノズル30から離型剤が吐出されることとなる。
なお、本実施形態においては、制御装置50によって切替弁23を制御する構成としたが、前記吐出パターンの通りに離型剤を吐出することができれば、本構成に限定しなくてもよい。
【0026】
制御装置50は、流量計40と電気的に接続され、流量計40が算出した離型剤の流量の積算値、つまりスプレノズル30から吐出された離型剤の量、を流量計40から取得して記憶する。
【0027】
以上のような構成の塗布装置1においては、1つの鋳物が鋳造されるにあたって、前記塗布プログラムに定義された吐出パターン通りの離型剤の吐出が1回(1サイクル)行われる。前記吐出パターンの1サイクルあたりに吐出される離型剤の量は、鋳物の良品条件となるため、所望量の離型剤が金型のキャビティ面に塗布されるように、それに応じたインバータ22の出力周波数を設定する必要がある。そのため、実際に離型剤を金型のキャビティ面に塗布する前に、前記吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータ22の出力周波数を算出する初期作業が行われる。
【0028】
以下では、図3〜図5を参照して、塗布装置1における初期作業について説明する。
図3に示すように、塗布装置1の初期作業は、ステップS1〜ステップS3を順に行うものである。
【0029】
ステップS1においては、作業者が離型剤の塗布対象となる金型の形状等に応じて吐出パターンを選択し、当該吐出パターンの通りに離型剤が吐出されるように制御装置50を設定する。この吐出パターンは、実際に離型剤を金型のキャビティ面に塗布する際のものと同一であり、予め前記塗布プログラムに複数定義されているものを選択すること、又は新たに定義すること等が可能である。
【0030】
ステップS2においては、制御装置50がステップS1で選択された吐出パターン(以下、「選択吐出パターン」と記す)の通りに切替弁23を制御してスプレノズル30から離型剤を吐出させると共に、流量計40が所定のインバータ22の出力周波数ごとに選択吐出パターンの1サイクルあたりの離型剤の吐出量を算出する。
前述のように、ポンプユニット20からスプレノズル30に供給される離型剤の流量の積算値は、スプレノズル30から吐出される離型剤の量に等しいため、選択吐出パターンの1サイクルあたりにポンプユニット20からスプレノズル30に供給される離型剤の流量の積算値を流量計40によって算出することで、選択吐出パターンの1サイクルあたりにスプレノズル30から吐出される離型剤の量が求められる。
【0031】
図4に示すように、本実施形態においては、インバータ22の出力周波数を10、20、30、40、50、及び60[Hz]に設定し、それぞれの周波数に対する選択吐出パターンの1サイクルあたりの離型剤の吐出量を5回ずつ算出した後、5回分の吐出量の平均値をそれぞれ算出する。
【0032】
詳細には、まず、インバータ22の出力周波数が10、20、30、40、50、及び60[Hz]となるように、それらの値を作業者が制御装置50に入力する。
そして、インバータ22の出力周波数、つまりポンプ本体21に供給される電力の周波数、が10、20、30、40、50、及び60[Hz]の状態で、それぞれ5回ずつ、合計30回、選択吐出パターンの通りに離型剤の吐出を行う。この時、1回(1サイクル)の離型剤の吐出が終了するごとに、流量計40によって算出された離型剤の流量の積算値が制御装置50に送信され、その積算値が選択吐出パターンの1サイクルあたりの離型剤の吐出量として制御装置50に記憶される。更に、入力されたインバータ22の出力周波数ごとに、5回分の離型剤の吐出量の平均値が制御装置50によって算出されると共に、制御装置50に記憶される。
なお、制御装置50への入力値、及び離型剤の吐出量の算出回数は本実施形態に限定するものではない。
【0033】
図3に示すように、ステップS3においては、制御装置50がステップS2で入力されたインバータ22の出力周波数と、当該周波数ごとに算出された離型剤の吐出量の平均値とに基づいて、インバータ22の出力周波数に対する選択吐出パターンの1サイクルあたりにスプレノズル30から吐出される離型剤の量を示す回帰式を作成し、当該回帰式より選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータ22の出力周波数を算出する。
【0034】
ポンプ本体21の回転数は、ポンプ本体21に供給される電力の周波数に比例するため、選択吐出パターンの1サイクルあたりの離型剤の吐出量は、インバータ22の出力周波数に比例することとなる。
よって、図5に示すように、インバータ22の出力周波数に対する選択吐出パターンの1サイクルあたりの離型剤の吐出量を示す回帰式を作成することで、選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータ22の出力周波数を統計的に算出することができる。本実施形態においては、y=0.2834x−1.8080で表される回帰式が作成される。そして、例えば、選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量が12[cc]である場合には、その吐出量に対応するインバータ22の出力周波数が約49[Hz]と算出される。
なお、図5は、インバータ22の出力周波数に対する選択吐出パターンの1サイクルあたりの離型剤の吐出量(5回分の平均)を示す回帰式のグラフであり、図4に示す値がプロットされて最小二乗法等によって作成される。
【0035】
選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータ22の出力周波数が算出された後、つまり塗布装置1における初期作業が行われた後は、算出された周波数がインバータ22の出力周波数に設定されて、通常の塗布作業(実際に離型剤を金型のキャビティ面に塗布する作業)が行われる。
【0036】
以上のように、塗布装置1においては、実際に離型剤を金型のキャビティ面に塗布する前に、選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータ22の出力周波数を算出する初期作業が行われる。当該初期作業時における塗布装置1の構成(吐出パターン等)は、通常の塗布作業時における塗布装置1の構成と同一であるため、実際に離型剤を金型のキャビティ面に塗布する場合との誤差をなくし、精度良く選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量に対するインバータ22の出力周波数を算出することができる。
また、初期作業時における作業者の作業は、吐出パターンの選択、及びインバータ22の出力周波数の入力のみであるため、作業者による作業のバラツキを低減することができる。
したがって、鋳物の良品条件に適合する量の離型剤を精度良く金型に塗布することが可能となって、製品品質及び型寿命を向上させることができる。
【0037】
また、初期作業後の通常の塗布作業時において、1サイクルの塗布作業ごとに離型剤の吐出量を制御装置50に記憶させておき、選択吐出パターンの1サイクルあたりに必要な離型剤の吐出量と比較することも可能である。
これにより、早期に塗布作業における不具合を発見することができる。
【符号の説明】
【0038】
1 塗布装置
10 タンク
20 ポンプユニット
21 ポンプ本体
22 インバータ
23 切替弁
30 スプレノズル
40 流量計
50 制御装置
【特許請求の範囲】
【請求項1】
塗布剤を貯溜するタンクと、
前記タンクに貯溜された塗布剤を汲み上げるポンプユニットと、
前記ポンプユニットによって汲み上げられた塗布剤を吐出するスプレノズルと、
前記ポンプユニットによって前記タンクから前記スプレノズルに供給される塗布剤の流量を測定することで、前記スプレノズルから吐出される塗布剤の量を算出する流量計と、を具備し、
前記塗布剤を所定の吐出パターンで対象物に塗布する塗布装置であって、
前記ポンプユニットは、当該ポンプユニットに供給される電力の周波数を変化させるインバータを含み、前記タンクから前記スプレノズルに供給される塗布剤の量を前記インバータによって変更可能に構成され、
前記塗布剤を前記対象物に塗布する前に、
前記対象物に応じて選択された吐出パターンの1サイクルあたりにスプレノズルから吐出される塗布剤の量を、前記流量計によって所定の前記インバータの出力周波数ごとに算出し、
算出された塗布剤の吐出量と、当該吐出量に対する前記インバータの出力周波数とに基づいて、前記インバータの出力周波数に対する選択された吐出パターンの1サイクルあたりの塗布剤の吐出量を示す回帰式を作成し、
作成された回帰式より、選択された吐出パターンの1サイクルあたりに必要な塗布剤の吐出量に対するインバータの出力周波数を算出する、初期作業が行われる塗布装置。
【請求項2】
塗布剤を貯溜するタンクと、
前記タンクに貯溜された塗布剤を汲み上げるポンプユニットと、
前記ポンプユニットによって汲み上げられた塗布剤を吐出するスプレノズルと、
前記ポンプユニットによって前記タンクから前記スプレノズルに供給される塗布剤の流量を測定することで、前記スプレノズルから吐出される塗布剤の量を算出する流量計と、を具備し、
前記塗布剤を所定の吐出パターンで対象物に塗布する塗布装置を用いた塗布剤の塗布方法であって、
前記ポンプユニットは、当該ポンプユニットに供給される電力の周波数を変化させるインバータを含み、前記タンクから前記スプレノズルに供給される塗布剤の量を前記インバータによって変更可能に構成され、
前記塗布剤を前記対象物に塗布する前に、
前記対象物に応じて選択された吐出パターンの1サイクルあたりにスプレノズルから吐出される塗布剤の量を、前記流量計によって所定の前記インバータの出力周波数ごとに算出し、
算出された塗布剤の吐出量と、当該吐出量に対する前記インバータの出力周波数とに基づいて、前記インバータの出力周波数に対する選択された吐出パターンの1サイクルあたりの塗布剤の吐出量を示す回帰式を作成し、
作成された回帰式より、選択された吐出パターンの1サイクルあたりに必要な塗布剤の吐出量に対するインバータの出力周波数を算出する、初期作業を行う、塗布装置を用いた塗布剤の塗布方法。
【請求項1】
塗布剤を貯溜するタンクと、
前記タンクに貯溜された塗布剤を汲み上げるポンプユニットと、
前記ポンプユニットによって汲み上げられた塗布剤を吐出するスプレノズルと、
前記ポンプユニットによって前記タンクから前記スプレノズルに供給される塗布剤の流量を測定することで、前記スプレノズルから吐出される塗布剤の量を算出する流量計と、を具備し、
前記塗布剤を所定の吐出パターンで対象物に塗布する塗布装置であって、
前記ポンプユニットは、当該ポンプユニットに供給される電力の周波数を変化させるインバータを含み、前記タンクから前記スプレノズルに供給される塗布剤の量を前記インバータによって変更可能に構成され、
前記塗布剤を前記対象物に塗布する前に、
前記対象物に応じて選択された吐出パターンの1サイクルあたりにスプレノズルから吐出される塗布剤の量を、前記流量計によって所定の前記インバータの出力周波数ごとに算出し、
算出された塗布剤の吐出量と、当該吐出量に対する前記インバータの出力周波数とに基づいて、前記インバータの出力周波数に対する選択された吐出パターンの1サイクルあたりの塗布剤の吐出量を示す回帰式を作成し、
作成された回帰式より、選択された吐出パターンの1サイクルあたりに必要な塗布剤の吐出量に対するインバータの出力周波数を算出する、初期作業が行われる塗布装置。
【請求項2】
塗布剤を貯溜するタンクと、
前記タンクに貯溜された塗布剤を汲み上げるポンプユニットと、
前記ポンプユニットによって汲み上げられた塗布剤を吐出するスプレノズルと、
前記ポンプユニットによって前記タンクから前記スプレノズルに供給される塗布剤の流量を測定することで、前記スプレノズルから吐出される塗布剤の量を算出する流量計と、を具備し、
前記塗布剤を所定の吐出パターンで対象物に塗布する塗布装置を用いた塗布剤の塗布方法であって、
前記ポンプユニットは、当該ポンプユニットに供給される電力の周波数を変化させるインバータを含み、前記タンクから前記スプレノズルに供給される塗布剤の量を前記インバータによって変更可能に構成され、
前記塗布剤を前記対象物に塗布する前に、
前記対象物に応じて選択された吐出パターンの1サイクルあたりにスプレノズルから吐出される塗布剤の量を、前記流量計によって所定の前記インバータの出力周波数ごとに算出し、
算出された塗布剤の吐出量と、当該吐出量に対する前記インバータの出力周波数とに基づいて、前記インバータの出力周波数に対する選択された吐出パターンの1サイクルあたりの塗布剤の吐出量を示す回帰式を作成し、
作成された回帰式より、選択された吐出パターンの1サイクルあたりに必要な塗布剤の吐出量に対するインバータの出力周波数を算出する、初期作業を行う、塗布装置を用いた塗布剤の塗布方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−240281(P2011−240281A)
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願番号】特願2010−115680(P2010−115680)
【出願日】平成22年5月19日(2010.5.19)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願日】平成22年5月19日(2010.5.19)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]