
多層構造織編物および繊維製品
【課題】濡れ感が少ない多層構造織編物および該織編物を用いてなる繊維製品を提供する。
【解決手段】表層および裏層の2層構造、または、表層および中間層および裏層の3層構造を有する多層構造織編物であって、表層および/または中間層に単繊維径1000nm以下のナノファイバーAが配され、裏層に単繊維径が1000nmより大の糸条Bが配されてなる多層構造織編物、および該多層織編物を用いてなる繊維製品。
【解決手段】表層および裏層の2層構造、または、表層および中間層および裏層の3層構造を有する多層構造織編物であって、表層および/または中間層に単繊維径1000nm以下のナノファイバーAが配され、裏層に単繊維径が1000nmより大の糸条Bが配されてなる多層構造織編物、および該多層織編物を用いてなる繊維製品。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、濡れ感が少ない多層構造織編物および該織編物を用いてなる繊維製品に関する。
【背景技術】
【0002】
従来、スポーツ衣料、インナー衣料、裏地など生地が肌に直接触れる用途において、発汗時や降雨時に生地と肌とが密着し濡れ感やべとつき感などの問題があった。
かかる対策として、異型断面形状の合成繊維を用いたり、各種の繊維を組合わせて織編物を得ることにより、織編物の吸水量を向上させたり、汗を肌面から外気側表面に素早く移行させ、肌面をドライな状態に保つことが提案されている(例えば、特許文献1、特許文献2、特許文献3、特許文献5参照)。
【0003】
しかしながら、これらの織編物では、肌面から外気側表面への汗の移行が十分でなく、かつ外気側表面に移行した汗が手や腕などの露出した部分に触れると不快であり、また、外気側表面に移行した汗により外気側表面に濡れジミが残って見栄えが悪いといった問題があった。
なお、衣料用途、インナー衣料、特にスポーツ衣料などの用途では、ナノファイバーと称せられる超極細繊維を用いて、超極細繊維特有の風合いを有する布帛が提案されている。(例えば、特許文献6、特許文献7、特許文献8、特許文献9参照)。
【0004】
【特許文献1】特開平11−107138号公報
【特許文献2】特開平3−185159号公報
【特許文献3】特開平4−41750号公報
【特許文献4】特開平5−331747号公報
【特許文献5】特開平11−124717号公報
【特許文献6】特開2003−41432号公報
【特許文献7】特開2004−162244号公報
【特許文献8】特開2005−23466号公報
【特許文献9】特開2007−2364号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は上記の背景に鑑みなされたものであり、その目的は、濡れ感が少ない多層構造織編物および該織編物を用いてなる繊維製品を提供することにある。
【課題を解決するための手段】
【0006】
本発明者は上記の課題を達成するため鋭意検討した結果、2層構造または3層構造を有する多層構造織編物において、表層および/または中間層に単繊維径1000nm以下のナノファイバーを配し、裏層に単繊維径が1000nmより大の糸条を配することにより濡れ感が少ない多層構造織編物が得られることを見出し、さらに鋭意検討を重ねることにより本発明を完成するに至った。
【0007】
かくして、本発明によれば「表層および裏層の2層構造、または、表層および中間層および裏層の3層構造を有する多層構造織編物であって、表層および/または中間層に単繊維径1000nm以下のナノファイバーAが配され、裏層に単繊維径が1000nmより大の糸条Bが配されてなることを特徴とする多層構造織編物。」が提供される。
【0008】
その際、前記ナノファイバーAがポリエステルからなることが好ましい。また、前記ナノファイバーAのフィラメント数が500本以上であることが好ましい。また、前記糸条Bがポリエステルからなることが好ましい。かかる糸条Bは仮撚捲縮加工糸であることが好ましい。
【0009】
本発明の多層構造織編物において、織編物が編組織を有する編物であることが好ましい。また、多層構造織編物の裏面において、ベトツキ力が98cN(100gr)以下であることが好ましい。ただし、ベトツキ力は以下の方法で測定するものとする。すなわち、直径8cmの金属ローラーに長さ15cm、幅6cmの編地を載せ、一端をストレス・ストレイン・ゲージに取り付け、編地のもう一端に重さ9.8cN(10gf)のクリップを取り付ける。次に金属ローラーを7cm/secの表面速度で回転させながら注射器で金属ローラーと編地の間に5cm3の水を注入し、この時編地にかかる張力をストレス・ストレイン・ゲージにて測定し、その最大値でベトツキ力を評価する。また、多層構造織編物の裏面において、JISL1907−5.1.1(滴下法)により生地裏面より水滴1滴を摘下し3分経過した後の、裏面の拡散面積(mm2)が50mm2以下であることが好ましい。
【0010】
また、本発明によれば、前記の多層構造織編物を裏層が肌側に位置するよう用いてなる、アウター用衣料、スポーツ用衣料、インナー用衣料、靴材、おしめや介護シーツの医療・衛生用品、寝装寝具、椅子やソファーの表皮材、カーペット、カーシート地、インテリア用品、空気清浄機用や浄水器用のフィルター製品、電池セパレータなどの電気製品用材料、ワイピングクロスなどの生活資材、ハードデイスク用研磨布、および細胞吸着剤などのメデイカル材料からなる群より選択されるいずれかの繊維製品が提供される。
【発明の効果】
【0011】
本発明によれば、濡れ感が少ない多層構造織編物および該織編物を用いてなる繊維製品が得られる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の実施の形態について詳細に説明する。
本発明の多層構造織編物には、単繊維径が1000nm以下のナノファイバーAと単繊維径が1000nmより大の糸条Bとが含まれ、前記ナノファイバーAが表層および/または中間層に配され、裏層に糸条Bが配される。ここで、表層とは最も外気側に位置する層であり、裏層とは最も肌側に位置する層である。
【0013】
前記ナノファイバーAにおいて、その単繊維径(単繊維の直径)が10〜1000nm(より好ましくは100〜800nm)の範囲内であることが好ましい。かかる単繊維径を単繊維繊度に換算すると、0.000001〜0.01dtexに相当する。該単繊維径が10nmよりも小さい場合は繊維強度が低下するおそれがある。逆に、該単繊維径が1000nmよりも大きい場合は、肌側に位置する裏層で吸収した汗が表層へ移行し難くなり、本発明の主目的である、少ない濡れ感が得られ難くなるおそれがある。ここで、単繊維の断面形状が丸断面以外の異型断面である場合には、外接円の直径を単繊維径とする。なお、単繊維径は、透過型電子顕微鏡で繊維の横断面を撮影することにより測定が可能である。
【0014】
前記ナノファイバーAにおいて、フィラメント数は特に限定されないが、超極細繊維特有の風合いを得る上で500本以上(より好ましくは2000〜10000本)であることが好ましい。また、ナノファイバーAの総繊度(単繊維繊度とフィラメント数との積)としては、5〜150dtexの範囲内であることが好ましい。
【0015】
前記ナノファイバーAの繊維形態は特に限定されないが、長繊維(マルチフィラメント糸)であることが好ましい。単繊維の断面形状も特に限定されず、丸、三角、扁平、中空など公知の断面形状でよい。また、通常の空気加工、仮撚捲縮加工が施されていてもさしつかえない。
【0016】
前記ナノファイバーAを形成するポリマーの種類としては特に限定されず、ポリエステル、ポリアミド、ポリオレフィンなどの通常の繊維形成性ポリマーでよい。なかでも、ポリエチレンテレフタレートやポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸、第3成分を共重合させたポリエステルなどが好ましく例示される。かかるポリエステルとしては、マテリアルリサイクルまたはケミカルリサイクルされたポリエステルであってもよい。さらには、特開2004−270097号公報や特開2004−211268号公報に記載されているような、特定のリン化合物およびチタン化合物を含む触媒を用いて得られたポリエステルでもよい。該ポリマー中には、本発明の目的を損なわない範囲内で必要に応じて、微細孔形成剤、カチオン染料可染剤、着色防止剤、熱安定剤、蛍光増白剤、艶消し剤、着色剤、吸湿剤、無機微粒子が1種または2種以上含まれていてもよい。
【0017】
一方、糸条Bは、その単繊維径が1000nmより大(好ましくは2〜22μm)であることが肝要である。該単繊維径が1000nm(1μm)以下であると、肌側に位置する裏層で吸収した汗が表層へ移行し難くなり、本発明の主目的である、少ない濡れ感が得られ難くなるおそれがある。ここで、単繊維の断面形状が丸断面以外の異型断面である場合には、外接円の直径を単繊維径とする。なお、単繊維径は、前記と同様、透過型電子顕微鏡で繊維の横断面を撮影することにより測定が可能である。
【0018】
前記糸条Bにおいて、フィラメント数は特に限定されないが、1〜300本の範囲内であることが好ましい。また、かかる糸条Bの繊維形態は特に限定されず紡績糸でもよいが、長繊維(マルチフィラメント糸)であることが好ましい。単繊維の断面形状も特に限定されず、丸、三角、扁平、中空など公知の断面形状でよい。また、通常の空気加工、仮撚捲縮加工が施されていてもさしつかえない。
【0019】
前記糸条Bを形成する繊維の種類としては、特に限定されず、ポリエステル系ポリマーからなるポリエステル繊維、ウレタン繊維、ナイロン6、ナイロン66等のポリアミドからなるポリアミド繊維、ポリエチレン、ポリプロピレン等のポリオレフィンからなるポリオレフィン繊維、アクリル繊維、パラ型もしくはメタ型アラミドからなるアラミド繊維、およびそれらの変性合成繊維、さらには、天然繊維、再生繊維、半合成繊維など衣料に適した繊維であれば自由に選択できる。なかでもポリエステル系繊維が好ましく、かかるポリエステル系繊維を形成するポリマーとしては、ポリエチレンテレフタレートやポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸、第3成分を共重合させたポリエステル、ポリエーテルエステルなどが好ましく例示される。かかるポリエステルとしては、マテリアルリサイクルまたはケミカルリサイクルされたポリエステルであってもよい。さらには、特開2004−270097号公報や特開2004−211268号公報に記載されているような、特定のリン化合物およびチタン化合物を含む触媒を用いて得られたポリエステルでもよい。該ポリマー中には、本発明の目的を損なわない範囲内で必要に応じて、微細孔形成剤、カチオン染料可染剤、着色防止剤、熱安定剤、蛍光増白剤、艶消し剤、着色剤、吸湿剤、無機微粒子が1種または2種以上含まれていてもよい。
【0020】
なお、前記ナノファイバーAおよび糸条Bにおいて、繊維は1種類であることが好ましいが、複数の組み合わせであってもよい。例えば、ポリウレタン繊維やポリエーテルエステル系繊維などからなる弾性繊維糸条と、ポリエステル系繊維糸条とをインターレース空気ノズルなどにより空気混繊させた複合糸や、弾性繊維糸条のまわりにポリエステル系糸条をカバリングした複合糸などや、紡績糸との複合糸でもよい。
【0021】
本発明の多層構造織編物において、織編組織は2層以上の多層構造であれば特に限定されず、織物であれば、緯糸のみが表層/裏層に二重になるように配列された緯二重織物、経糸のみが表層/裏層に二重になるように配列された経二重織物、経糸、緯糸とも表層/裏層に二重になるように配列された完全二重織物、編物であれば、2枚筬または3枚筬を用いた、ハーフ組織、ハーフベース組織、サテン組織、ハニカムメッシュ組織、スムース組織などが好適に例示される。特に、編物が好ましい。
【0022】
本発明の織編物は例えば以下の製造方法により製造することができる。まず、海成分とその径が10〜1000nmである島成分とで形成される海島型複合繊維(ナノファイバーA用繊維)を用意する。かかる海島型複合繊維としては、特開2007−2364号公報に開示された海島型複合繊維マルチフィラメント(島数100〜1500)が好ましく用いられる。
【0023】
すなわち、海成分ポリマーとしては、繊維形成性の良好なポリエステル、ポリアミド、ポリスチレン、ポリエチレンなどが好ましい。例えば、アルカリ水溶液易溶解性ポリマーとしては、ポリ乳酸、超高分子量ポリアルキレンオキサイド縮合系ポリマー、ポリエチレングルコール系化合物共重合ポリエステル、ポリエチレングリコール系化合物と5−ナトリウムスルホン酸イソフタル酸の共重合ポリエステルが好適である。なかでも、5−ナトリウムスルホイソフタル酸6〜12モル%と分子量4000〜12000のポリエチレングルコールを3〜10重量%共重合させた固有粘度が0.4〜0.6のポリエチレンテレフタレート系共重合ポリエステルが好ましい。
【0024】
一方、島成分ポリマーは、繊維形成性のポリエチレンテレフタレートやポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸、第3成分を共重合させたポリエステルなどのポリエステルが好ましい。該ポリマー中には、本発明の目的を損なわない範囲内で必要に応じて、微細孔形成剤、カチオン染料可染剤、着色防止剤、熱安定剤、蛍光増白剤、艶消し剤、着色剤、吸湿剤、無機微粒子が1種または2種以上含まれていてもよい。
【0025】
上記の海成分ポリマーと島成分ポリマーからなる海島型複合繊維は、溶融紡糸時における海成分の溶融粘度が島成分ポリマーの溶融粘度よりも大きいことが好ましい。また、島成分の径は、10〜1000nmの範囲とすることが好ましい。その際、島成分の形状が真円でない場合は外接円の直径を求める。前記の海島型複合繊維において、その海島複合重量比率(海:島)は、40:60〜5:95の範囲が好ましく、特に30:70〜10:90の範囲が好ましい。
【0026】
かかる海島型複合繊維マルチフィラメント糸は、例えば以下の方法により容易に製造することができる。すなわち、前記の海成分ポリマーと島成分ポリマーとを用い溶融紡糸する。溶融紡糸に用いられる紡糸口金としては、島成分を形成するための中空ピン群や微細孔群を有するものなど任意のものを用いることができる。吐出された海島型断面複合繊維マルチフィラメント糸は、冷却風によって固化され、好ましくは400〜6000m/分で溶融紡糸された後に巻き取られる。得られた未延伸糸は、別途延伸工程をとおして所望の強度・伸度・熱収縮特性を有する複合繊維とするか、あるいは、一旦巻き取ることなく一定速度でローラーに引き取り、引き続いて延伸工程をとおした後に巻き取る方法のいずれでも構わない。かかる海島型複合繊維マルチフィラメント糸において、単糸繊維繊度、フィラメント数、総繊度としてはそれぞれ単糸繊維繊度0.5〜10.0dtex、フィラメント数5〜75本、総繊30〜170dtexの範囲内であることが好ましい。また、かかる海島型複合繊維マルチフィラメント糸の沸水収縮率としては5〜30%の範囲内であることが好ましい。
【0027】
一方、単繊維繊度が0.1dtex以上(好ましく0.1〜50dtex)である糸条Bを用意する。最終的に得られる織編物内の糸条Bの単繊維径を1000nmより大とする上で、単繊維繊度を前記の範囲内とすることが好ましい。
かかる糸条Bにおいて、フィラメント数、総繊度としてはそれぞれフィラメント数1〜300本、総繊度0.1〜50dtexの範囲内であることが好ましい。
【0028】
次いで、前記海島型複合繊維フィラメント糸と糸条Bとを用いて、表層(使用の際に外気側に位置する層)および/または中間層に前記海島型複合繊維フィラメント糸が配され、裏層(使用の際、肌側に位置する層)に糸条Bが配された多層構造織編物を常法により製編織する。その際、海島型複合繊維フィラメント糸と糸条Bとの総繊度比としては、90:10〜50:50の範囲内であることが好ましい。
【0029】
次いで、該織編物にアルカリ水溶液処理を施し、前記海島型複合繊維の海成分をアルカリ水溶液で溶解除去することにより、海島型複合繊維フィラメント糸を単繊維径が10〜1000nmのナノファイバーAとすることにより、本発明の多層構造織編物が得られる。その際、アルカリ水溶液処理の条件としては、濃度3〜4%のNaOH水溶液を使用し55〜65℃の温度で処理するとよい。
【0030】
また、該アルカリ水溶液による溶解除去の前および/または後に編地に染色加工を施してもよい。さらに、常法のカレンダー加工、起毛加工、撥水加工、さらには、紫外線遮蔽あるいは制電剤、抗菌剤、消臭剤、防虫剤、蓄光剤、再帰反射剤、マイナスイオン発生剤等の機能を付与する各種加工を付加適用してもよい。
【0031】
かくして得られた多層構造織編物において、裏層(使用の際、肌側に位置する層)に単繊維径が1000nmより大の糸条Bが配され、表層(使用の際に外気側に位置する層)および/または中間層に単繊維径1000nm以下のナノファイバーAが配されているので、極めて優れた毛細管現象により、肌側に位置する裏層で吸収した汗が表層へ速やかに移行する。その結果、着用者があまり濡れ感を感じることがなくなる。
【0032】
かかる多層構造織編物の裏面において、ベトツキ力が98cN(100gr)以下(より好ましくは20〜70cN)であることが好ましい。ただし、ベトツキ力は以下の方法で測定するものとする。すなわち、直径8cmの金属ローラーに長さ15cm、幅6cmの編地を載せ、一端をストレス・ストレイン・ゲージに取り付け、編地のもう一端に重さ9.8cN(10gf)のクリップを取り付ける。次に金属ローラーを7cm/secの表面速度で回転させながら注射器で金属ローラーと編地の間に5cm3の水を注入し、この時編地にかかる張力をストレス・ストレイン・ゲージにて測定し、その最大値でベトツキ力を評価する。また、多層構造織編物の裏面において、JISL1907−5.1.1(滴下法)により生地裏面より水滴1滴を摘下し3分経過した後の、裏面の拡散面積(mm2)が50mm2以下(より好ましくは10〜45mm2)であることが好ましい。
【0033】
次に、本発明の繊維製品は前記の織編物を裏層が肌側に位置するよう用いてなる、アウター用衣料、スポーツ用衣料、インナー用衣料、靴材、おしめや介護シーツの医療・衛生用品、寝装寝具、椅子やソファーの表皮材、カーペット、カーシート地、インテリア用品、空気清浄機用や浄水器用のフィルター製品、電池セパレータなどの電気製品用材料、ワイピングクロスなどの生活資材、ハードデイスク用研磨布、および細胞吸着剤などのメデイカル材料からなる群より選択されるいずれかの繊維製品である。なかでも、アウター用衣料、スポーツ用衣料、インナー用衣料、靴材、おしめや介護シーツの医療・衛生用品、寝装寝具、椅子やソファーの表皮材、カーペット、カーシート地、インテリア用品など人体の肌に直接接触する繊維製品が好ましい。かかる繊維製品は前記の編地を用いているので、肌側に位置する裏層で吸収した汗が表層へ速やかに移行し、着用者があまり濡れ感を感じることがなくなる。
【実施例】
【0034】
次に本発明の実施例及び比較例を詳述するが、本発明はこれらによって限定されるものではない。なお、実施例中の各測定項目は下記の方法で測定した。
【0035】
<溶融粘度>乾燥処理後のポリマーを紡糸時のルーダー溶融温度に設定したオリフィスにセットして5分間溶融保持したのち、数水準の荷重をかけて押し出し、そのときのせん断速度と溶融粘度をプロットする。そのプロットをなだらかにつないで、せん断速度−溶融粘度曲線を作成し、せん断速度が1000秒−1の時の溶融粘度を見る。
<溶解速度>海・島成分の各々0.3φ−0.6L×24Hの口金にて1000〜2000m/分の紡糸速度で糸を巻き取り、さらに残留伸度が30〜60%の範囲になるように延伸して、84dtex/24filのマルチフィラメントを作製する。これを各溶剤にて溶解しようとする温度で浴比100にて溶解時間と溶解量から、減量速度を算出した。
<単繊維径>
編地を電子顕微鏡で写真撮影した後、n数5で単繊維径を測定しその平均値を求めた。
<ベトツキ力>
直径8cmの金属ローラーに長さ15cm、幅6cmの編地を載せ、一端をストレス・ストレイン・ゲージに取り付け、編地のもう一端に重さ9.8cN(10gf)のクリップを取り付ける。次に金属ローラーを7cm/secの表面速度で回転させながら注射器で金属ローラーと編地の間に5cm3の水を注入し、この時編地にかかる張力をストレス・ストレイン・ゲージにて測定し、その最大値でベトツキ力を評価した。なお、n数は5とし、平均値を求めた。
<拡散面積>
JISL1907−5.1.1(滴下法)により生地裏面より水滴1滴を摘下し3分経過した後の、裏面の拡散面積(mm2)を測定した。なお、n数は5とし、平均値を求めた。
<濡れ感>
実施例および比較例で得られた生地を用いて、裏層が肌側に位置するよう半そでTシャツを縫製し、試験者3人が着用し濡れ感を下記の3段階で官能評価した。3級:濡れ感が小さく良好である。2級:普通。1級:濡れ感が大きく不良である。
【0036】
[実施例1]
島成分としてポリエチレンテレフタレート(280℃における溶融粘度が1200ポイズ、艶消し剤の含有量:0重量%)、海成分として5−ナトリウムスルホイソフタル酸6モル%と数平均分子量4000のポリエチレングリコール6重量%を共重合したポリエチレンテレフタレート(280℃における溶融粘度が1750ポイズ)を用い(溶解速度比(海/島)=230)、海:島=30:70、島数=836の海島型複合未延伸繊維を、紡糸温度280℃、紡糸速度1500m/分で溶融紡糸して一旦巻き取った。
【0037】
得られた未延伸糸を、延伸温度80℃、延伸倍率2.5倍でローラー延伸し、次いで150℃で熱セットして巻き取った。得られた海島型複合延伸糸(ナノファイバーA用繊維)は56dtex/10filであり、透過型電子顕微鏡TEMによる繊維横断面を観察したところ、島の形状は丸形状でかつ島の径は710nmであった。
他方、糸条Bとして、通常のポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸(総繊度66dtex/72fil)を用意した。
【0038】
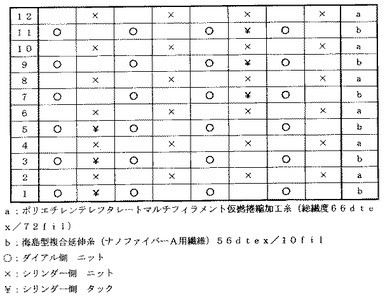
次いで、28ゲージの丸編ダブル機を使用して、前記ポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸(総繊度66dtex/72fil、糸条B)が編地の裏面側に、一方前記海島型複合延伸糸(総繊度56dtex/10fil)が編地の表面側に位置するよう給糸し、図1に示す編組織図に従って、ハニカムメッシュ編地を編成した。次いで、海島型複合延伸糸の海成分を除去するために編地を3.5%NaOH水溶液で、70℃にて30%アルカリ減量した。その後、130℃かつ30分間の高圧染色を行い、最終セットとして170℃の乾熱セット行った。そして、該編地を用いて裏層が肌側に位置するよう半そでTシャツ(スポーツ用衣料)を縫製した。
【0039】
得られた編地において、ポリエステルフィラメント糸Aの単繊維径は710nm、フィラメント糸Bの単繊維径は9.5μmであった。該編地および半そでTシャツの評価結果は、ベトツキ力62gr、拡散面積15mm2、濡れ感3級とベトツキが小さく濡れ感の小さいものであった。
【0040】
[実施例2]
28ゲージの丸編ダブル機を使用して、実施例1で使用した海島型複合延伸糸と通常のポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸(総繊度84デシテックス/72fil)を編機上で引き揃えて(プレーティング)、スムース組織を編成した。この編地を実施例1と同様な方法で、減量および染色加工を行った。得られた編地はナノファイバーが中間層で通常のポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸(総繊度84デシテックス/72fil、単繊維径10μm)が表層と裏層を構成する3層構造編地であった。該編地および半そでTシャツの評価結果は、ベトツキ力54gr、拡散面積7mm2、濡れ感3級とベトツキが小さく濡れ感の小さいものであった。
【0041】
[比較例1]
実施例1で用いた海島型複合延伸糸の代わりに、通常のポリエチレンテレフタレートマルチフィラメント糸(総繊度35デシテックス/72fil)を用いる以外は、実施例1と同様にした。得られた編地において、該マルチフィラメント糸の単繊維径は6.7μmであった。該編地および半そでTシャツの評価結果は、ベトツキ力138gr、拡散面積103mm2、濡れ感1級とベトツキが大きく濡れ感の大きいものであった。
【0042】
[比較例2]
実施例2で用いた海島型複合延伸糸の代わりに、通常のポリエチレンテレフタレートマルチフィラメント糸(総繊度35デシテックス/72fil)を用いる以外は、実施例2と同様にした。得られた編地において、該マルチフィラメント糸の単繊維径は6.7μmであった。該編地および半そでTシャツの評価結果は、ベトツキ力125gr、拡散面積87mm2、濡れ感1級とベトツキが大きく濡れ感の大きいものであった。
【産業上の利用可能性】
【0043】
本発明によれば、濡れ感が少ない多層構造織編物および該織編物を用いてなる繊維製品が提供され、その工業的価値は極めて大である。
【図面の簡単な説明】
【0044】
【図1】実施例1で用いた編組織図である。
【技術分野】
【0001】
本発明は、濡れ感が少ない多層構造織編物および該織編物を用いてなる繊維製品に関する。
【背景技術】
【0002】
従来、スポーツ衣料、インナー衣料、裏地など生地が肌に直接触れる用途において、発汗時や降雨時に生地と肌とが密着し濡れ感やべとつき感などの問題があった。
かかる対策として、異型断面形状の合成繊維を用いたり、各種の繊維を組合わせて織編物を得ることにより、織編物の吸水量を向上させたり、汗を肌面から外気側表面に素早く移行させ、肌面をドライな状態に保つことが提案されている(例えば、特許文献1、特許文献2、特許文献3、特許文献5参照)。
【0003】
しかしながら、これらの織編物では、肌面から外気側表面への汗の移行が十分でなく、かつ外気側表面に移行した汗が手や腕などの露出した部分に触れると不快であり、また、外気側表面に移行した汗により外気側表面に濡れジミが残って見栄えが悪いといった問題があった。
なお、衣料用途、インナー衣料、特にスポーツ衣料などの用途では、ナノファイバーと称せられる超極細繊維を用いて、超極細繊維特有の風合いを有する布帛が提案されている。(例えば、特許文献6、特許文献7、特許文献8、特許文献9参照)。
【0004】
【特許文献1】特開平11−107138号公報
【特許文献2】特開平3−185159号公報
【特許文献3】特開平4−41750号公報
【特許文献4】特開平5−331747号公報
【特許文献5】特開平11−124717号公報
【特許文献6】特開2003−41432号公報
【特許文献7】特開2004−162244号公報
【特許文献8】特開2005−23466号公報
【特許文献9】特開2007−2364号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は上記の背景に鑑みなされたものであり、その目的は、濡れ感が少ない多層構造織編物および該織編物を用いてなる繊維製品を提供することにある。
【課題を解決するための手段】
【0006】
本発明者は上記の課題を達成するため鋭意検討した結果、2層構造または3層構造を有する多層構造織編物において、表層および/または中間層に単繊維径1000nm以下のナノファイバーを配し、裏層に単繊維径が1000nmより大の糸条を配することにより濡れ感が少ない多層構造織編物が得られることを見出し、さらに鋭意検討を重ねることにより本発明を完成するに至った。
【0007】
かくして、本発明によれば「表層および裏層の2層構造、または、表層および中間層および裏層の3層構造を有する多層構造織編物であって、表層および/または中間層に単繊維径1000nm以下のナノファイバーAが配され、裏層に単繊維径が1000nmより大の糸条Bが配されてなることを特徴とする多層構造織編物。」が提供される。
【0008】
その際、前記ナノファイバーAがポリエステルからなることが好ましい。また、前記ナノファイバーAのフィラメント数が500本以上であることが好ましい。また、前記糸条Bがポリエステルからなることが好ましい。かかる糸条Bは仮撚捲縮加工糸であることが好ましい。
【0009】
本発明の多層構造織編物において、織編物が編組織を有する編物であることが好ましい。また、多層構造織編物の裏面において、ベトツキ力が98cN(100gr)以下であることが好ましい。ただし、ベトツキ力は以下の方法で測定するものとする。すなわち、直径8cmの金属ローラーに長さ15cm、幅6cmの編地を載せ、一端をストレス・ストレイン・ゲージに取り付け、編地のもう一端に重さ9.8cN(10gf)のクリップを取り付ける。次に金属ローラーを7cm/secの表面速度で回転させながら注射器で金属ローラーと編地の間に5cm3の水を注入し、この時編地にかかる張力をストレス・ストレイン・ゲージにて測定し、その最大値でベトツキ力を評価する。また、多層構造織編物の裏面において、JISL1907−5.1.1(滴下法)により生地裏面より水滴1滴を摘下し3分経過した後の、裏面の拡散面積(mm2)が50mm2以下であることが好ましい。
【0010】
また、本発明によれば、前記の多層構造織編物を裏層が肌側に位置するよう用いてなる、アウター用衣料、スポーツ用衣料、インナー用衣料、靴材、おしめや介護シーツの医療・衛生用品、寝装寝具、椅子やソファーの表皮材、カーペット、カーシート地、インテリア用品、空気清浄機用や浄水器用のフィルター製品、電池セパレータなどの電気製品用材料、ワイピングクロスなどの生活資材、ハードデイスク用研磨布、および細胞吸着剤などのメデイカル材料からなる群より選択されるいずれかの繊維製品が提供される。
【発明の効果】
【0011】
本発明によれば、濡れ感が少ない多層構造織編物および該織編物を用いてなる繊維製品が得られる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の実施の形態について詳細に説明する。
本発明の多層構造織編物には、単繊維径が1000nm以下のナノファイバーAと単繊維径が1000nmより大の糸条Bとが含まれ、前記ナノファイバーAが表層および/または中間層に配され、裏層に糸条Bが配される。ここで、表層とは最も外気側に位置する層であり、裏層とは最も肌側に位置する層である。
【0013】
前記ナノファイバーAにおいて、その単繊維径(単繊維の直径)が10〜1000nm(より好ましくは100〜800nm)の範囲内であることが好ましい。かかる単繊維径を単繊維繊度に換算すると、0.000001〜0.01dtexに相当する。該単繊維径が10nmよりも小さい場合は繊維強度が低下するおそれがある。逆に、該単繊維径が1000nmよりも大きい場合は、肌側に位置する裏層で吸収した汗が表層へ移行し難くなり、本発明の主目的である、少ない濡れ感が得られ難くなるおそれがある。ここで、単繊維の断面形状が丸断面以外の異型断面である場合には、外接円の直径を単繊維径とする。なお、単繊維径は、透過型電子顕微鏡で繊維の横断面を撮影することにより測定が可能である。
【0014】
前記ナノファイバーAにおいて、フィラメント数は特に限定されないが、超極細繊維特有の風合いを得る上で500本以上(より好ましくは2000〜10000本)であることが好ましい。また、ナノファイバーAの総繊度(単繊維繊度とフィラメント数との積)としては、5〜150dtexの範囲内であることが好ましい。
【0015】
前記ナノファイバーAの繊維形態は特に限定されないが、長繊維(マルチフィラメント糸)であることが好ましい。単繊維の断面形状も特に限定されず、丸、三角、扁平、中空など公知の断面形状でよい。また、通常の空気加工、仮撚捲縮加工が施されていてもさしつかえない。
【0016】
前記ナノファイバーAを形成するポリマーの種類としては特に限定されず、ポリエステル、ポリアミド、ポリオレフィンなどの通常の繊維形成性ポリマーでよい。なかでも、ポリエチレンテレフタレートやポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸、第3成分を共重合させたポリエステルなどが好ましく例示される。かかるポリエステルとしては、マテリアルリサイクルまたはケミカルリサイクルされたポリエステルであってもよい。さらには、特開2004−270097号公報や特開2004−211268号公報に記載されているような、特定のリン化合物およびチタン化合物を含む触媒を用いて得られたポリエステルでもよい。該ポリマー中には、本発明の目的を損なわない範囲内で必要に応じて、微細孔形成剤、カチオン染料可染剤、着色防止剤、熱安定剤、蛍光増白剤、艶消し剤、着色剤、吸湿剤、無機微粒子が1種または2種以上含まれていてもよい。
【0017】
一方、糸条Bは、その単繊維径が1000nmより大(好ましくは2〜22μm)であることが肝要である。該単繊維径が1000nm(1μm)以下であると、肌側に位置する裏層で吸収した汗が表層へ移行し難くなり、本発明の主目的である、少ない濡れ感が得られ難くなるおそれがある。ここで、単繊維の断面形状が丸断面以外の異型断面である場合には、外接円の直径を単繊維径とする。なお、単繊維径は、前記と同様、透過型電子顕微鏡で繊維の横断面を撮影することにより測定が可能である。
【0018】
前記糸条Bにおいて、フィラメント数は特に限定されないが、1〜300本の範囲内であることが好ましい。また、かかる糸条Bの繊維形態は特に限定されず紡績糸でもよいが、長繊維(マルチフィラメント糸)であることが好ましい。単繊維の断面形状も特に限定されず、丸、三角、扁平、中空など公知の断面形状でよい。また、通常の空気加工、仮撚捲縮加工が施されていてもさしつかえない。
【0019】
前記糸条Bを形成する繊維の種類としては、特に限定されず、ポリエステル系ポリマーからなるポリエステル繊維、ウレタン繊維、ナイロン6、ナイロン66等のポリアミドからなるポリアミド繊維、ポリエチレン、ポリプロピレン等のポリオレフィンからなるポリオレフィン繊維、アクリル繊維、パラ型もしくはメタ型アラミドからなるアラミド繊維、およびそれらの変性合成繊維、さらには、天然繊維、再生繊維、半合成繊維など衣料に適した繊維であれば自由に選択できる。なかでもポリエステル系繊維が好ましく、かかるポリエステル系繊維を形成するポリマーとしては、ポリエチレンテレフタレートやポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸、第3成分を共重合させたポリエステル、ポリエーテルエステルなどが好ましく例示される。かかるポリエステルとしては、マテリアルリサイクルまたはケミカルリサイクルされたポリエステルであってもよい。さらには、特開2004−270097号公報や特開2004−211268号公報に記載されているような、特定のリン化合物およびチタン化合物を含む触媒を用いて得られたポリエステルでもよい。該ポリマー中には、本発明の目的を損なわない範囲内で必要に応じて、微細孔形成剤、カチオン染料可染剤、着色防止剤、熱安定剤、蛍光増白剤、艶消し剤、着色剤、吸湿剤、無機微粒子が1種または2種以上含まれていてもよい。
【0020】
なお、前記ナノファイバーAおよび糸条Bにおいて、繊維は1種類であることが好ましいが、複数の組み合わせであってもよい。例えば、ポリウレタン繊維やポリエーテルエステル系繊維などからなる弾性繊維糸条と、ポリエステル系繊維糸条とをインターレース空気ノズルなどにより空気混繊させた複合糸や、弾性繊維糸条のまわりにポリエステル系糸条をカバリングした複合糸などや、紡績糸との複合糸でもよい。
【0021】
本発明の多層構造織編物において、織編組織は2層以上の多層構造であれば特に限定されず、織物であれば、緯糸のみが表層/裏層に二重になるように配列された緯二重織物、経糸のみが表層/裏層に二重になるように配列された経二重織物、経糸、緯糸とも表層/裏層に二重になるように配列された完全二重織物、編物であれば、2枚筬または3枚筬を用いた、ハーフ組織、ハーフベース組織、サテン組織、ハニカムメッシュ組織、スムース組織などが好適に例示される。特に、編物が好ましい。
【0022】
本発明の織編物は例えば以下の製造方法により製造することができる。まず、海成分とその径が10〜1000nmである島成分とで形成される海島型複合繊維(ナノファイバーA用繊維)を用意する。かかる海島型複合繊維としては、特開2007−2364号公報に開示された海島型複合繊維マルチフィラメント(島数100〜1500)が好ましく用いられる。
【0023】
すなわち、海成分ポリマーとしては、繊維形成性の良好なポリエステル、ポリアミド、ポリスチレン、ポリエチレンなどが好ましい。例えば、アルカリ水溶液易溶解性ポリマーとしては、ポリ乳酸、超高分子量ポリアルキレンオキサイド縮合系ポリマー、ポリエチレングルコール系化合物共重合ポリエステル、ポリエチレングリコール系化合物と5−ナトリウムスルホン酸イソフタル酸の共重合ポリエステルが好適である。なかでも、5−ナトリウムスルホイソフタル酸6〜12モル%と分子量4000〜12000のポリエチレングルコールを3〜10重量%共重合させた固有粘度が0.4〜0.6のポリエチレンテレフタレート系共重合ポリエステルが好ましい。
【0024】
一方、島成分ポリマーは、繊維形成性のポリエチレンテレフタレートやポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸、第3成分を共重合させたポリエステルなどのポリエステルが好ましい。該ポリマー中には、本発明の目的を損なわない範囲内で必要に応じて、微細孔形成剤、カチオン染料可染剤、着色防止剤、熱安定剤、蛍光増白剤、艶消し剤、着色剤、吸湿剤、無機微粒子が1種または2種以上含まれていてもよい。
【0025】
上記の海成分ポリマーと島成分ポリマーからなる海島型複合繊維は、溶融紡糸時における海成分の溶融粘度が島成分ポリマーの溶融粘度よりも大きいことが好ましい。また、島成分の径は、10〜1000nmの範囲とすることが好ましい。その際、島成分の形状が真円でない場合は外接円の直径を求める。前記の海島型複合繊維において、その海島複合重量比率(海:島)は、40:60〜5:95の範囲が好ましく、特に30:70〜10:90の範囲が好ましい。
【0026】
かかる海島型複合繊維マルチフィラメント糸は、例えば以下の方法により容易に製造することができる。すなわち、前記の海成分ポリマーと島成分ポリマーとを用い溶融紡糸する。溶融紡糸に用いられる紡糸口金としては、島成分を形成するための中空ピン群や微細孔群を有するものなど任意のものを用いることができる。吐出された海島型断面複合繊維マルチフィラメント糸は、冷却風によって固化され、好ましくは400〜6000m/分で溶融紡糸された後に巻き取られる。得られた未延伸糸は、別途延伸工程をとおして所望の強度・伸度・熱収縮特性を有する複合繊維とするか、あるいは、一旦巻き取ることなく一定速度でローラーに引き取り、引き続いて延伸工程をとおした後に巻き取る方法のいずれでも構わない。かかる海島型複合繊維マルチフィラメント糸において、単糸繊維繊度、フィラメント数、総繊度としてはそれぞれ単糸繊維繊度0.5〜10.0dtex、フィラメント数5〜75本、総繊30〜170dtexの範囲内であることが好ましい。また、かかる海島型複合繊維マルチフィラメント糸の沸水収縮率としては5〜30%の範囲内であることが好ましい。
【0027】
一方、単繊維繊度が0.1dtex以上(好ましく0.1〜50dtex)である糸条Bを用意する。最終的に得られる織編物内の糸条Bの単繊維径を1000nmより大とする上で、単繊維繊度を前記の範囲内とすることが好ましい。
かかる糸条Bにおいて、フィラメント数、総繊度としてはそれぞれフィラメント数1〜300本、総繊度0.1〜50dtexの範囲内であることが好ましい。
【0028】
次いで、前記海島型複合繊維フィラメント糸と糸条Bとを用いて、表層(使用の際に外気側に位置する層)および/または中間層に前記海島型複合繊維フィラメント糸が配され、裏層(使用の際、肌側に位置する層)に糸条Bが配された多層構造織編物を常法により製編織する。その際、海島型複合繊維フィラメント糸と糸条Bとの総繊度比としては、90:10〜50:50の範囲内であることが好ましい。
【0029】
次いで、該織編物にアルカリ水溶液処理を施し、前記海島型複合繊維の海成分をアルカリ水溶液で溶解除去することにより、海島型複合繊維フィラメント糸を単繊維径が10〜1000nmのナノファイバーAとすることにより、本発明の多層構造織編物が得られる。その際、アルカリ水溶液処理の条件としては、濃度3〜4%のNaOH水溶液を使用し55〜65℃の温度で処理するとよい。
【0030】
また、該アルカリ水溶液による溶解除去の前および/または後に編地に染色加工を施してもよい。さらに、常法のカレンダー加工、起毛加工、撥水加工、さらには、紫外線遮蔽あるいは制電剤、抗菌剤、消臭剤、防虫剤、蓄光剤、再帰反射剤、マイナスイオン発生剤等の機能を付与する各種加工を付加適用してもよい。
【0031】
かくして得られた多層構造織編物において、裏層(使用の際、肌側に位置する層)に単繊維径が1000nmより大の糸条Bが配され、表層(使用の際に外気側に位置する層)および/または中間層に単繊維径1000nm以下のナノファイバーAが配されているので、極めて優れた毛細管現象により、肌側に位置する裏層で吸収した汗が表層へ速やかに移行する。その結果、着用者があまり濡れ感を感じることがなくなる。
【0032】
かかる多層構造織編物の裏面において、ベトツキ力が98cN(100gr)以下(より好ましくは20〜70cN)であることが好ましい。ただし、ベトツキ力は以下の方法で測定するものとする。すなわち、直径8cmの金属ローラーに長さ15cm、幅6cmの編地を載せ、一端をストレス・ストレイン・ゲージに取り付け、編地のもう一端に重さ9.8cN(10gf)のクリップを取り付ける。次に金属ローラーを7cm/secの表面速度で回転させながら注射器で金属ローラーと編地の間に5cm3の水を注入し、この時編地にかかる張力をストレス・ストレイン・ゲージにて測定し、その最大値でベトツキ力を評価する。また、多層構造織編物の裏面において、JISL1907−5.1.1(滴下法)により生地裏面より水滴1滴を摘下し3分経過した後の、裏面の拡散面積(mm2)が50mm2以下(より好ましくは10〜45mm2)であることが好ましい。
【0033】
次に、本発明の繊維製品は前記の織編物を裏層が肌側に位置するよう用いてなる、アウター用衣料、スポーツ用衣料、インナー用衣料、靴材、おしめや介護シーツの医療・衛生用品、寝装寝具、椅子やソファーの表皮材、カーペット、カーシート地、インテリア用品、空気清浄機用や浄水器用のフィルター製品、電池セパレータなどの電気製品用材料、ワイピングクロスなどの生活資材、ハードデイスク用研磨布、および細胞吸着剤などのメデイカル材料からなる群より選択されるいずれかの繊維製品である。なかでも、アウター用衣料、スポーツ用衣料、インナー用衣料、靴材、おしめや介護シーツの医療・衛生用品、寝装寝具、椅子やソファーの表皮材、カーペット、カーシート地、インテリア用品など人体の肌に直接接触する繊維製品が好ましい。かかる繊維製品は前記の編地を用いているので、肌側に位置する裏層で吸収した汗が表層へ速やかに移行し、着用者があまり濡れ感を感じることがなくなる。
【実施例】
【0034】
次に本発明の実施例及び比較例を詳述するが、本発明はこれらによって限定されるものではない。なお、実施例中の各測定項目は下記の方法で測定した。
【0035】
<溶融粘度>乾燥処理後のポリマーを紡糸時のルーダー溶融温度に設定したオリフィスにセットして5分間溶融保持したのち、数水準の荷重をかけて押し出し、そのときのせん断速度と溶融粘度をプロットする。そのプロットをなだらかにつないで、せん断速度−溶融粘度曲線を作成し、せん断速度が1000秒−1の時の溶融粘度を見る。
<溶解速度>海・島成分の各々0.3φ−0.6L×24Hの口金にて1000〜2000m/分の紡糸速度で糸を巻き取り、さらに残留伸度が30〜60%の範囲になるように延伸して、84dtex/24filのマルチフィラメントを作製する。これを各溶剤にて溶解しようとする温度で浴比100にて溶解時間と溶解量から、減量速度を算出した。
<単繊維径>
編地を電子顕微鏡で写真撮影した後、n数5で単繊維径を測定しその平均値を求めた。
<ベトツキ力>
直径8cmの金属ローラーに長さ15cm、幅6cmの編地を載せ、一端をストレス・ストレイン・ゲージに取り付け、編地のもう一端に重さ9.8cN(10gf)のクリップを取り付ける。次に金属ローラーを7cm/secの表面速度で回転させながら注射器で金属ローラーと編地の間に5cm3の水を注入し、この時編地にかかる張力をストレス・ストレイン・ゲージにて測定し、その最大値でベトツキ力を評価した。なお、n数は5とし、平均値を求めた。
<拡散面積>
JISL1907−5.1.1(滴下法)により生地裏面より水滴1滴を摘下し3分経過した後の、裏面の拡散面積(mm2)を測定した。なお、n数は5とし、平均値を求めた。
<濡れ感>
実施例および比較例で得られた生地を用いて、裏層が肌側に位置するよう半そでTシャツを縫製し、試験者3人が着用し濡れ感を下記の3段階で官能評価した。3級:濡れ感が小さく良好である。2級:普通。1級:濡れ感が大きく不良である。
【0036】
[実施例1]
島成分としてポリエチレンテレフタレート(280℃における溶融粘度が1200ポイズ、艶消し剤の含有量:0重量%)、海成分として5−ナトリウムスルホイソフタル酸6モル%と数平均分子量4000のポリエチレングリコール6重量%を共重合したポリエチレンテレフタレート(280℃における溶融粘度が1750ポイズ)を用い(溶解速度比(海/島)=230)、海:島=30:70、島数=836の海島型複合未延伸繊維を、紡糸温度280℃、紡糸速度1500m/分で溶融紡糸して一旦巻き取った。
【0037】
得られた未延伸糸を、延伸温度80℃、延伸倍率2.5倍でローラー延伸し、次いで150℃で熱セットして巻き取った。得られた海島型複合延伸糸(ナノファイバーA用繊維)は56dtex/10filであり、透過型電子顕微鏡TEMによる繊維横断面を観察したところ、島の形状は丸形状でかつ島の径は710nmであった。
他方、糸条Bとして、通常のポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸(総繊度66dtex/72fil)を用意した。
【0038】
次いで、28ゲージの丸編ダブル機を使用して、前記ポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸(総繊度66dtex/72fil、糸条B)が編地の裏面側に、一方前記海島型複合延伸糸(総繊度56dtex/10fil)が編地の表面側に位置するよう給糸し、図1に示す編組織図に従って、ハニカムメッシュ編地を編成した。次いで、海島型複合延伸糸の海成分を除去するために編地を3.5%NaOH水溶液で、70℃にて30%アルカリ減量した。その後、130℃かつ30分間の高圧染色を行い、最終セットとして170℃の乾熱セット行った。そして、該編地を用いて裏層が肌側に位置するよう半そでTシャツ(スポーツ用衣料)を縫製した。
【0039】
得られた編地において、ポリエステルフィラメント糸Aの単繊維径は710nm、フィラメント糸Bの単繊維径は9.5μmであった。該編地および半そでTシャツの評価結果は、ベトツキ力62gr、拡散面積15mm2、濡れ感3級とベトツキが小さく濡れ感の小さいものであった。
【0040】
[実施例2]
28ゲージの丸編ダブル機を使用して、実施例1で使用した海島型複合延伸糸と通常のポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸(総繊度84デシテックス/72fil)を編機上で引き揃えて(プレーティング)、スムース組織を編成した。この編地を実施例1と同様な方法で、減量および染色加工を行った。得られた編地はナノファイバーが中間層で通常のポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸(総繊度84デシテックス/72fil、単繊維径10μm)が表層と裏層を構成する3層構造編地であった。該編地および半そでTシャツの評価結果は、ベトツキ力54gr、拡散面積7mm2、濡れ感3級とベトツキが小さく濡れ感の小さいものであった。
【0041】
[比較例1]
実施例1で用いた海島型複合延伸糸の代わりに、通常のポリエチレンテレフタレートマルチフィラメント糸(総繊度35デシテックス/72fil)を用いる以外は、実施例1と同様にした。得られた編地において、該マルチフィラメント糸の単繊維径は6.7μmであった。該編地および半そでTシャツの評価結果は、ベトツキ力138gr、拡散面積103mm2、濡れ感1級とベトツキが大きく濡れ感の大きいものであった。
【0042】
[比較例2]
実施例2で用いた海島型複合延伸糸の代わりに、通常のポリエチレンテレフタレートマルチフィラメント糸(総繊度35デシテックス/72fil)を用いる以外は、実施例2と同様にした。得られた編地において、該マルチフィラメント糸の単繊維径は6.7μmであった。該編地および半そでTシャツの評価結果は、ベトツキ力125gr、拡散面積87mm2、濡れ感1級とベトツキが大きく濡れ感の大きいものであった。
【産業上の利用可能性】
【0043】
本発明によれば、濡れ感が少ない多層構造織編物および該織編物を用いてなる繊維製品が提供され、その工業的価値は極めて大である。
【図面の簡単な説明】
【0044】
【図1】実施例1で用いた編組織図である。
【特許請求の範囲】
【請求項1】
表層および裏層の2層構造、または、表層および中間層および裏層の3層構造を有する多層構造織編物であって、表層および/または中間層に単繊維径1000nm以下のナノファイバーAが配され、裏層に単繊維径が1000nmより大の糸条Bが配されてなることを特徴とする多層構造織編物。
【請求項2】
前記ナノファイバーAがポリエステルからなる、請求項1に記載の多層構造織編物。
【請求項3】
前記ナノファイバーAのフィラメント数が500本以上である、請求項1または請求項2に記載の多層構造織編物。
【請求項4】
前記糸条Bがポリエステルからなる、請求項1〜3のいずれかに記載の多層構造織編物。
【請求項5】
前記糸条Bが仮撚捲縮加工糸である、請求項4に記載の多層構造織編物。
【請求項6】
多層構造織編物が編組織を有する編物である、請求項1〜5のいずれかに記載の多層構造織編物。
【請求項7】
多層構造織編物の裏面において、ベトツキ力が98cN(100gr)以下である、請求項1〜6のいずれかに記載の多層構造織編物。
ただし、ベトツキ力は以下の方法で測定するものとする。すなわち、直径8cmの金属ローラーに長さ15cm、幅6cmの編地を載せ、一端をストレス・ストレイン・ゲージに取り付け、編地のもう一端に重さ9.8cN(10gf)のクリップを取り付ける。次に金属ローラーを7cm/secの表面速度で回転させながら注射器で金属ローラーと編地の間に5cm3の水を注入し、この時編地にかかる張力をストレス・ストレイン・ゲージにて測定し、その最大値でベトツキ力を評価する。
【請求項8】
JISL1907−5.1.1(滴下法)により生地裏面より水滴1滴を摘下し3分経過した後の、裏面の拡散面積(mm2)が50mm2以下である、請求項1〜7のいずれかに記載の多層構造織編物。
【請求項9】
請求項1〜8のいずれかに記載の多層構造織編物を裏層が肌側に位置するよう用いてなる、アウター用衣料、スポーツ用衣料、インナー用衣料、靴材、おしめや介護シーツの医療・衛生用品、寝装寝具、椅子やソファーの表皮材、カーペット、カーシート地、インテリア用品、空気清浄機用や浄水器用のフィルター製品、電池セパレータなどの電気製品用材料、ワイピングクロスなどの生活資材、ハードデイスク用研磨布、および細胞吸着剤などのメデイカル材料からなる群より選択されるいずれかの繊維製品。
【請求項1】
表層および裏層の2層構造、または、表層および中間層および裏層の3層構造を有する多層構造織編物であって、表層および/または中間層に単繊維径1000nm以下のナノファイバーAが配され、裏層に単繊維径が1000nmより大の糸条Bが配されてなることを特徴とする多層構造織編物。
【請求項2】
前記ナノファイバーAがポリエステルからなる、請求項1に記載の多層構造織編物。
【請求項3】
前記ナノファイバーAのフィラメント数が500本以上である、請求項1または請求項2に記載の多層構造織編物。
【請求項4】
前記糸条Bがポリエステルからなる、請求項1〜3のいずれかに記載の多層構造織編物。
【請求項5】
前記糸条Bが仮撚捲縮加工糸である、請求項4に記載の多層構造織編物。
【請求項6】
多層構造織編物が編組織を有する編物である、請求項1〜5のいずれかに記載の多層構造織編物。
【請求項7】
多層構造織編物の裏面において、ベトツキ力が98cN(100gr)以下である、請求項1〜6のいずれかに記載の多層構造織編物。
ただし、ベトツキ力は以下の方法で測定するものとする。すなわち、直径8cmの金属ローラーに長さ15cm、幅6cmの編地を載せ、一端をストレス・ストレイン・ゲージに取り付け、編地のもう一端に重さ9.8cN(10gf)のクリップを取り付ける。次に金属ローラーを7cm/secの表面速度で回転させながら注射器で金属ローラーと編地の間に5cm3の水を注入し、この時編地にかかる張力をストレス・ストレイン・ゲージにて測定し、その最大値でベトツキ力を評価する。
【請求項8】
JISL1907−5.1.1(滴下法)により生地裏面より水滴1滴を摘下し3分経過した後の、裏面の拡散面積(mm2)が50mm2以下である、請求項1〜7のいずれかに記載の多層構造織編物。
【請求項9】
請求項1〜8のいずれかに記載の多層構造織編物を裏層が肌側に位置するよう用いてなる、アウター用衣料、スポーツ用衣料、インナー用衣料、靴材、おしめや介護シーツの医療・衛生用品、寝装寝具、椅子やソファーの表皮材、カーペット、カーシート地、インテリア用品、空気清浄機用や浄水器用のフィルター製品、電池セパレータなどの電気製品用材料、ワイピングクロスなどの生活資材、ハードデイスク用研磨布、および細胞吸着剤などのメデイカル材料からなる群より選択されるいずれかの繊維製品。
【図1】


【公開番号】特開2009−74187(P2009−74187A)
【公開日】平成21年4月9日(2009.4.9)
【国際特許分類】
【出願番号】特願2007−242324(P2007−242324)
【出願日】平成19年9月19日(2007.9.19)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
【公開日】平成21年4月9日(2009.4.9)
【国際特許分類】
【出願日】平成19年9月19日(2007.9.19)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
[ Back to top ]