
多連計量装置
【課題】 実際の稼動状況に応じた制限条件下で、計量できる物品の範囲を拡大するとともに、品質の安定した検査を行うことができる多連計量装置を提供する。
【解決手段】 物品を搬送しながら、その重量値を計量する計量コンベアを物品の搬送方向に直列に複数備えた多連計量装置であって、前記物品の単位時間当たりの計量処理個数である処理能力と、前記物品の搬送方向における物品長と、を設定する設定手段と、
該設定手段により設定された処理能力及び物品長に基づき、前記計量コンベアの運転条件となる変動パラメータを算出する変動パラメータ算出手段と、該変動パラメータに基づき、前記複数の計量コンベアのうち前記物品の重量を計量する計量コンベアを選択する計量コンベア選択手段と、を備えることを特徴とする。
【解決手段】 物品を搬送しながら、その重量値を計量する計量コンベアを物品の搬送方向に直列に複数備えた多連計量装置であって、前記物品の単位時間当たりの計量処理個数である処理能力と、前記物品の搬送方向における物品長と、を設定する設定手段と、
該設定手段により設定された処理能力及び物品長に基づき、前記計量コンベアの運転条件となる変動パラメータを算出する変動パラメータ算出手段と、該変動パラメータに基づき、前記複数の計量コンベアのうち前記物品の重量を計量する計量コンベアを選択する計量コンベア選択手段と、を備えることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、物品を搬送しながら計量する複数の計量コンベアを、物品の搬送方向に直列に配置した多連計量装置に関する。
【背景技術】
【0002】
従来の多連計量装置としては、特許文献1に記載の装置が提案されている。この装置では、物品の搬送方向に直列配置される複数の計量コンベアが用いられており、
(1)物品長に応じて、計量コンベアで計量される計量値を組み合わせる(単一コンベアの計量値を選択する、もしくは複数コンベアの計量値を加算する)ことにより、物品重量を計量する、
(2)計量信号のフィルタ時間に応じて、計量コンベアの計量値を組み合わせる(単一コンベアの計量値を選択する、もしくは複数コンベアの計量値を加算する)ことにより、物品重量を計量する、
(3)コンベアスピードに応じて、計量コンベアの計量値を組み合わせる(単一コンベアの計量値を選択する、もしくは複数コンベアの計量値を加算する)ことにより、物品重量を計量する、
(4)出力信号の変化に応じて、計量コンベアの計量値を組み合わせる(単一コンベアの計量値を選択する、もしくは複数コンベアの計量値を加算する)ことにより、物品重量を計量する、
等の手段が採用され、計量できる物品の範囲を拡大している。また、上記以外に、(5)計量される物品の搬送間隔に応じて、計量コンベアの計量値を組み合わせる(単一コンベアの計量値を選択する、もしくは複数コンベアの計量値を加算する)ことも考えられる。
【特許文献1】特許第3249055号
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、実際の多連計量装置では、その上流工程に設けられる生産装置(定量計量装置、包装装置)の生産能力や、製品の生産ラインで想定されている生産能力がすでに決められており、それらの生産能力を無視して、多連計量装置の性能のみに応じて、動作条件を決定することは好ましくない。
【0004】
また、上記装置では、計量コンベアの重量値を組み合わせる際の基準が、単一のパラメータに基づき設定されているため、選択し得るパラメータが複数ある場合には、作業者の判断で計量値を組み合わせることになる。このため、重量検査の品質が、作業者の感性に左右されるという不都合を生じることとなる。
【0005】
本発明の目的は、実際の稼動状況に応じた制限条件下で、計量できる物品の範囲を拡大するとともに、品質の安定した検査を行うことができる多連計量装置を提供することにある。
【課題を解決するための手段】
【0006】
本願の請求項1の発明は、物品を搬送しながら、その重量値を計量する計量コンベアを物品の搬送方向に直列に複数備えた多連計量装置であって、前記物品の単位時間当たりの計量処理個数である処理能力と、前記物品の搬送方向における物品長と、を設定する設定手段と、該設定手段により設定された処理能力及び物品長に基づき、前記計量コンベアの運転条件となる変動パラメータを算出する変動パラメータ算出手段と、該変動パラメータに基づき、前記複数の計量コンベアのうち前記物品の重量を計量する計量コンベアを選択する計量コンベア選択手段と、を備えることを特徴とする多連計量装置を提供する。
【0007】
ここで「前記複数の計量コンベアのうち前記物品の重量を計量する計量コンベアを選択する」とは、「単一の計量コンベアを選択する」場合のみならず、「複数の計量コンベアを選択」して、それらの計量値を合算して、前記物品の重量値とする場合も含むものとする。
【0008】
本願の請求項2の発明は、請求項1に記載の多連計量装置であって、前記計量コンベア選択手段は、前記変動パラメータを含む複数の動作パラメータに基づき、計量コンベアを選択することを特徴とする多連計量装置を提供する。
【0009】
本願の請求項3の発明は、請求項2に記載の多連計量装置であって、前記計量コンベア選択手段で計量コンベアを選択する際に、前記複数の動作パラメータのいずれを優先的に利用するかの優先順位を付与し、該優先順位に基づき、計量コンベアを選択することを特徴とする多連計量装置を提供する。
【0010】
本願の請求項4の発明は、請求項3に記載の多連計量装置であって、前記複数の動作パラメータには、前記計量コンベアのコンベアスピード及びフィルタ時間が含まれており、前記計量コンベア選択手段が前記フィルタ時間を優先的に利用するように、前記優先順位を付与していることを特徴とする多連計量装置を提供する。
【発明の効果】
【0011】
請求項1又は2に記載の発明によれば、従来、多連計量装置の性能に応じて固定的に設定されていた計量コンベアの運転・計量条件を変動パラメータとして設定することとし、この変動パラメータを、上流工程に設けられる生産装置の生産能力等に相当する処理能力、及び、計量される物品の物品長に基づいて算出することとしたので、実際の稼働状況に即した運転・計量条件を設定することができるという優れた効果を奏する。
【0012】
また、請求項3に記載の発明によれば、請求項2の発明が奏する効果に加えて、多連計量装置を取り扱う作業者により設定される運転・計量条件にバラつきがなく、品質の安定した検査ができるという優れた効果を奏する。
【0013】
さらに、請求項4の発明によれば、請求項3の発明が奏する効果に加えて、計量精度への影響が大きいフィルタ時間を優先的に選択するようにしたので、精度の高い計量ができるという優れた効果を奏する。
【発明を実施するための最良の形態】
【0014】
以下、本発明の実施の形態を、添付図面を参照しながら説明する。
【0015】
図1〜図7は、本発明を実施する形態の一例を示す。図1は、本実施形態に係る多連計量装置1が備えられる物品Gの生産ラインFの一部を示す。図2は、多連計量装置1によって重量値が計量される物品Gの一例を示す図である。図3は、多連計量装置1の制御部2と多連計量装置1を構成するハードウェアの接続関係を示すブロック図である。図4は、制御部2に設けられる記憶部21に記憶されているデータの内容を示す図である。図5は、変動パラメータが設定され、予約内容が決定される手順を示すフロー図であり、図6は、計量コンベアの動作条件の算出・決定方法を説明する表である。
【0016】
〔生産ラインF〕
生産ラインFは、商品が充填された複数の包装袋Bを一体的に連結してなる連包製品(図2(a)に物品Gとして例示する。)と、単一の包装袋Bに商品が充填されてなる単包製品(図2(b)に物品Gとして例示する。)と、を切り替えて生産することができるように構成されている。生産ラインFの上流工程Uには、不図示の物品生産装置(例えば、定量計量装置、包装装置等。)が設置されており、生産装置から搬送されてくる物品Gの重量値が所定基準内に収まっているかどうかをチェックするため、上流工程Uの下流側には、図1に示されるように多連計量装置1が設けられている。そして、計量された重量値が所定基準から外れた物品Gについては、不図示の不良品排除機構により、ライン外に排出することとしている。
【0017】
〔多連計量装置1〕
多連計量装置1は、所定間隔で順次供給される物品Gを上流工程Uから下流工程Dへ向かうようにスピードVで搬送しながら、物品Gの重量値を計量する二台(複数台)の計量コンベアC1,C2を、搬送方向に直列配置してなる。これらの計量コンベアのうち、上流側の第一コンベアC1は、第一ロードセル11で支持されるコンベア長L1(=350mm)のベルトコンベアであり、下流側の第二コンベアC2は、第二ロードセル12で支持されるコンベア長L2(=450mm)ベルトコンベアである。なお、コンベアスピードVは、搬送トルク、モーター限界との関係で、15〜90mm/minの範囲で設定可能とされている。
【0018】
第一ロードセル11と第二ロードセル12は、それぞれ第一コンベアC1、第二コンベアC2にかかる荷重を検知して、検知荷重に相応する計量信号を出力する。なお、第一ロードセル11は、図示しないA/Dコンバーター及びローパスフィルタ111を介して計量信号を出力し、第二ロードセル12は、図示しないA/Dコンバーター及びローパスフィルタ121を介して計量信号を出力する。したがって、適当な計量コンベアを選択して、その計量信号を取得すれば、物品Gの重量値を求めることができる。すなわち、(1)物品Gの全体が第一コンベアC1に載せられているときに、ローパスフィルタ111を介して、第一ロードセル11の計量信号を取得する、(2)物品Gの全体が第二コンベアC2に載せられているときに、ローパスフィルタ121を介して、第二ロードセル12の計量信号を取得する、あるいは、(3)物品Gが第一コンベアC1及び第二コンベアC2を跨るように載せられているときに、第一ロードセル11及び第二ロードセル12からローパスフィルタ111及びローパスフィルタ121を介して、計量信号を取得して、これらに基づく計量値を加算する、のいずれかを実行することで、物品Gの重量値をチェックすることができるものである。
【0019】
例えば、計量される物品Gが、図2(a)に例示されるような連包製品であって、その物品長Xが第一コンベアC1、第二コンベアC2のいずれよりも長いような場合には、物品Gが両コンベアを跨るように通過しているときに、第一及び第二ロードセル11,12による計量値を加算することにより、物品Gの重量値を求めることができる。また、例えば、計量される物品Gが、図2(b)に例示されるような単包製品であって、その物品長Xが第一コンベア11a、第二コンベア12aのいずれよりも短いような場合には、第一コンベア11又は第二コンベア12のいずれかによる計量値を、そのまま物品Gの重量値とすることができるものである。
【0020】
物品Gが計量コンベア上に載せられているタイミングを狙ってロードセルの計量信号を取得するため、第一コンベア11及び第二コンベア12の上流端には、物品Gの通過を検出することができる第一光電管13及び第二光電管14がそれぞれ配設されている。そして、ロードセルからの計量信号の取得タイミングを、物品Gの前後端の通過検出後の一定時刻に設定しておくことにより、物品Gが計量コンベア上に載せられた状態における計量値を求めることができる。なお、物品Gが計量コンベアに載せられてから、計量信号がローパスフィルタによって安定するまでには時間がかかるため、上記一定時刻は、物品Gの通過検出後、さらにフィルタ時間Tが経過した後に設定されている。なお、ここではローパスフィルタを使用することとしたが、計量信号をフィルタにかける手段は、これに限定されるものではない。
【0021】
多連計量装置1は、上流工程Uに設けられる物品生産装置の生産能力(単位時間当たりの生産個数)に相応する処理能力n(単位時間当たりの計量処理回数)と、物品Gの搬送方向における物品長Xとを設定することができ、その設定値に基づいて、運転条件となる変動パラメータ(コンベアスピードV,フィルタ時間T)を算出する。そして、算出された二つの変動パラメータに、選択する計量コンベアを単一にするという使用条件S(複数コンベアの計量値の合算を許可しない)、を加えた複数の動作条件に基づき、第一コンベアC1、第二コンベアC2、及び、第一コンベアC1と第二コンベアC2の組み合わせとして構成される第三コンベアC3(以下、単に「第三コンベアC3」という。)の中から、計量値を物品Gの重量値として採用し得る計量コンベアが選択できるように構成されている。また、算出された変動パラメータ及び選択された計量コンベアは、処理能力n・物品長Xその他の情報と関連付けた予約内容として記憶されるようになっている。
【0022】
〔制御部2〕
多連計量装置1は、上記のような設定・算出及び選択処理を行うため、図3に示されるように、設定手段としての記憶部21と、変動パラメータ算出手段及び計量コンベア選択手段としての演算部22とが備えられる制御部2を有してなる。制御部2には、第一コンベアC1の駆動モーター(以下「第一コンベアモーター」という。)M1、第二コンベアC2の駆動モーター(以下「第二コンベアモーター」という。)M2、第一ロードセル11、第二ロードセル12、ローパスフィルタ111、121、第一光電管13、第二光電管14、及び、記憶部21に対して処理能力n・物品長X等を設定入力するための入力部15が接続されている。
【0023】
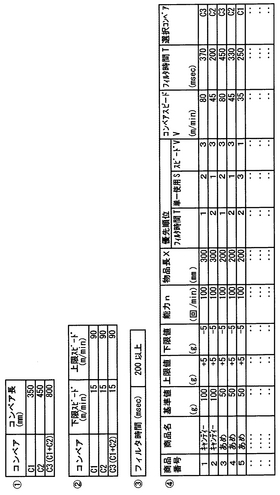
入力部15から記憶部21に対しては、処理能力n・物品長Xのほかに、コンベア長L1,L2(図4(a))、コンベアスピードVの設定可能範囲(図4(b))、フィルタ時間Tの最短値(図4(c))、計量される物品Gの商品番号、商品名、重量チェックの合格範囲を画する基準値、上限値及び下限値、並びに、上述した動作条件T,V,Sのどれを優先的に利用して計量コンベアを選択するかという優先順位を設定入力することができる。また、記憶部21は、上述した予約内容(図4(d))が複数記憶可能とされている。
【0024】
演算部22は、コンベア長L1,L2から第三コンベアC3のコンベア長L3(=L1+L2)の算出を行う。また、選択される計量コンベアによって異なるコンベアスピードVi(=n×Li)、さらに選択される計量コンベア、及び設定されるコンベアスピードViによって許容される最大のフィルタ時間Ti(=(Li−X)/Vi)を算出することができるようになっている。
【0025】
〔多連計量装置1による予約内容の決定処理〕
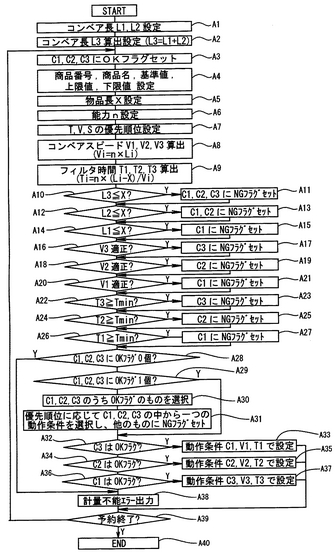
多連計量装置1による予約内容の決定処理は、図5に示されるような手順で行われる。処理を開始すると、コンベア長L1,L2の設定入力が求められ(ステップA1)、入力された設定値に基づき、第三コンベアのコンベア長L3を算出設定する(ステップA2)。そして、各計量コンベアCi(i=1,2,3。以下、同様とする)に、OKフラグを設定する(ステップA3)。このOKフラグは、計量値を物品Gの重量値として採用可能な計量コンベアに付与されるものであるが、決定処理の進行過程において採用不可と判断された場合には、その都度NGフラグに書き換えられるようになっている。したがって、すべての計量コンベアにNGフラグが付与された場合には、設定された処理能力n及び物品長Xについては、計量不能として処理されることとなる。
【0026】
次に、重量チェックされる物品Gの商品番号、商品名、重量の基準値、上限値、下限値と、物品長Xと、処理能力nと、T,V,Sの優先順位の設定入力が順次求められる(ステップA4〜A7)。そして、各計量コンベアCiがそれぞれ選択された場合において、設定された処理能力nを満足するためのコンベアスピードVが、それぞれViとして算出される(ステップA8)。また、各計量コンベアCiが選択された場合において、設定された処理能力n・物品長Xで確保可能なフィルタ時間が算出される(ステップA9)。
【0027】
上記した設定・算出処理に続いて、採用可能な計量コンベアを選択するため、図5のステップA10〜A27に表される判定処理が開始される。まず、各計量コンベアCiのコンベア長Liと物品長Xとの大小を比較する判定処理がなされる(ステップA10,A12,A14)。ここで、コンベア長Li(図4(a))が物品長Xより小さい場合には、物品G全体が計量コンベア上に載せられる状態となることがなく、正確な計量は不可能であるとして、該当する計量コンベアCiにNGフラグを付与する(ステップA11,A13,A15)。
【0028】
続いて、算出されたコンベアスピードViという運転条件が、各計量コンベアCiのスピード設定の可能範囲(図4(b))内に収まる適正な運転条件であるか否かの判定処理がなされる(ステップA16,A18,A20)。ここで、コンベアスピードViが設定可能なスピード範囲外である場合には、設定された処理能力n(=Vi/L)を満足することができないとして、該当する計量コンベアCiにNGフラグを付与する(ステップA17,A19,A21)。
【0029】
最後に、算出されたフィルタ時間Tiという運転条件が、各計量コンベアについて定められる計量信号のフィルタ時間の最短値(図4(c))を満たす適正な運転条件であるか否かの判定処理がなされる(ステップA22,A24,A26)。ここで、フィルタ時間Tiがフィルタ時間の最短値よりも短い場合には、適正な計量を行うために必要なフィルタ時間が確保できていないとして、該当する計量コンベアCiにNGフラグを付与する(ステップA23,A25,A27)。
【0030】
上記ステップA10〜A27の処理後には、計量値を物品Gの重量値として採用可能な計量コンベアにのみOKフラグが付与された状態となる。そして、OKフラグがまったく全く付与されていない(OKフラグが0個である)場合には、どの計量コンベアによっても計量不能であるから、計量不能エラー信号を出力することになる(ステップA28,A38)。付与されたOKフラグが1個である場合には、そのOKフラグが付与された計量コンベアを選択して(ステップA32,A34,A36)、採用する計量コンベアCi、その計量コンベアに対して算出された変動パラメータであるコンベアスピードVi、フィルタ時間Tiといった動作条件を設定する(ステップA33,A35,A37)。
【0031】
OKフラグが2個以上付与されている場合には、OKフラグが付与されている計量コンベアを選択して(ステップA30)、それらの計量コンベアの中から予め設定されている優先順位に応じて、採用する一台の計量コンベアCi、及びその計量コンベアに対して算出された変動パラメータであるコンベアスピードVi、フィルタ時間Tiといった動作条件を選択し、それ以外の計量コンベアに対しては、NGフラグを付与する(ステップA31)。そして、付与されたOKフラグが1個である場合と同様に、ステップA32〜37の処理を行う。
【0032】
上記した処理によって、動作条件が決定、採用される計量コンベアを選択されて、それが図4(d)に示されるような予約内容として記憶部21に記憶されることとなる。さらに、処理能力n・物品長Xの異なる物品Gについて、新たに動作条件を設定する場合には、ステップA3から同様の手順で処理が行われることなり、それ以外の場合には、処理が終了することになる(ステップA40)。
【0033】
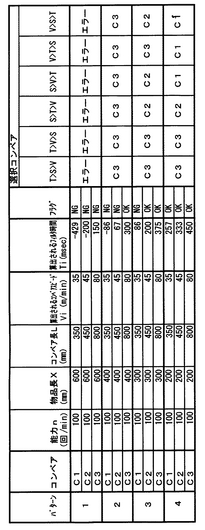
図6に、上記の算出・決定処理の内容を表で説明する。なお、表右側に記載される選択コンベアの欄は、各パターンにおいて、計量コンベアC1〜C3のうち、どれが選択されるかを示したものであるが、一つのパターンに対して複数記載されているのは、動作条件の優先順位の付け方によって結論が異なるためである。なお、本表に記されるフィルタ時間T、コンベアスピードV、単一コンベア使用Sの優先順位は、左側に記載されている方が高く、右側に記載されている方が低くなっている。例えば、「T>S>V」と記載されている欄は、優先順位が高いほうから、フィルタ時間T、単一コンベア使用S、コンベアスピードVの順で設定されている場合に選択される計量コンベアを示す。
【0034】
算出・決定処理の具体内容を、各パターンに即して説明する。パターン1は、処理能力nが100回/min、物品長Xが600mmに設定されたものであるが、この場合に、各計量コンベアについて算出されるコンベアスピードViは、それぞれ35,45,80m/minであって、すべての計量コンベアが、設定可能範囲(図4(b))内に収まる。しかし、フィルタ時間Tiは、−429,−200,150と、設定されたフィルタ時間の最短値200msec(図4(c))よりも短いため、適正な計量がなされないこととなる。このような場合には、図5のステップA22〜A27ですべての計量コンベアに対して、NGフラグが付与されて、計量不能エラーが出力されることになる。
【0035】
パターン2の場合には、上記パターン1と同様に、各計量コンベアについて算出されるコンベアスピードViは、それぞれ35,45,80m/minであって、すべての計量コンベアが設定可能範囲内に収まる。しかし、フィルタ時間Tiについては、第三コンベアC3のみが設定された最短値より大きく、唯一、動作条件を満たすこととなる。したがって、第三コンベアC3が、採用可能なコンベアとなるものである。このような場合には、動作条件の優先順位について判断することなく、図5のステップA32〜A37の処理が行われ、選択コンベアの欄に示されるように、すべてにおいて、第三コンベアC3が選択されることとなる。
【0036】
パターン3の場合には、上記パターン1,2と同様に、コンベアスピードViは、すべての計量コンベアが設定可能範囲内に収まるが、フィルタ時間Tiについては、第二及び第三コンベアC2,C3のみが、設定された最短値の動作条件を満足することになる。したがって、第二及び第三コンベアC2,C3が、採用可能なコンベアとなるが、かかる場合には、図5のステップA31に示されているように、設定されている優先順位に基づき、一つの動作条件が設定されることとなる。図6の場合、S>T>V,S>V>T,V>S>Tの優先順位が付けられている場合に、第二コンベアC2が選択され、それ以外の優先順位が付けられている場合には、第三コンベアC3が選択されることとなる。
【0037】
パターン4の場合には、上記パターン1〜3と同様に、コンベアスピードViは、すべての計量コンベアが設定可能範囲内に収まり、さらにフィルタ時間Tiについても、第一乃至第三コンベアのすべてが、設定された最短値の動作条件を満足することになる。したがって、すべての計量コンベアが採用可能なコンベアとなるが、かかる場合には、パターン3と同様に、設定されている優先順位に基づき、一つの動作条件が設定されることとなる。図6の場合、S>V>T,V>T>S,V>S>Tの優先順位が付けられている場合に、第一コンベアC1が選択され、S>T>Vの優先順位が付けられている場合に、第二コンベアC2が選択され、それ以外の優先順位がつけられている場合に、第三コンベアが選択されることとなる。
【0038】
ところで、上記動作条件の優先順位について、どのような順位が良いかは、多連計量装置を使用するユーザーによって異なる。例えば、フィルタ時間Tiは長い方が安定した計量ができるが、フィルタ時間を長く取り過ぎると、単一の計量コンベアではコンベア長が不足する。そのため、物品Gが複数の計量コンベアに跨った状態で計量を行わざるを得ないが、物品Gが表面に大きな凹凸を有する場合や撓みの大きいものである場合には、計量コンベア間の乗り継ぎ時の振動や抵抗が大きくなり、かえって不安定な計量しかできなくなるような場合がある。このような場合には、単一の計量コンベアで計量する方が有利である。
【0039】
逆に、例えば、物品Gに凹凸が無く撓まないものであれば、計量コンベア間の乗り継ぎ時の振動をあまり気にする必要はないが、複数のコンベアを使用すると、コンベアスピードViは、図6に示されるように大きくせざるを得ないため、コンベアの使用寿命を低下させる場合がある。したがって、どの動作条件を優先させるかは、一義的に定まるものではなく、種々の事情が考慮される。
【0040】
〔上記実施形態の変形例〕
上記実施形態では、二台の計量コンベアを直列配置した多連計量装置について説明したが、三台以上の計量コンベアを使用しても良い。また、動作条件は、上記したものに限らず、他の動作条件を加える等、変更しても良い。
【0041】
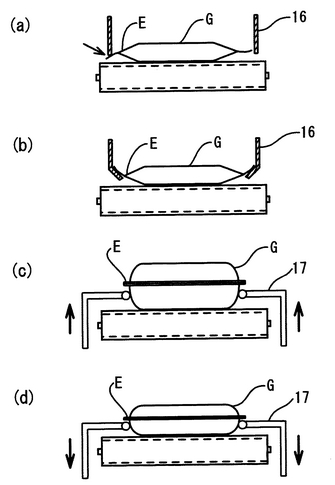
第一コンベアC1及び第二コンベアC2については、物品Gの計量を適正に行わせるために、物品Gが搬送途中に引っかからないように構成しておくようにしても良い。図7は、計量コンベアに搬送方向に沿うように設けられるサイドカバーの構造及び機能を説明する図であるが、例えば、図7(a)に示されるように、搬送される物品Gをガイドするサイドカバー16が垂直壁のみで構成される場合には、物品Gの包装形態によって、物品Gの縁部E(例えば、真空パック包装の接合面)が下方に逃げ、コンベアC1,C2との隙間に入り込んでしまうことがある。これに対して、図7(a)に示されるように、サイドカバー16の下側を、内側に角度を付けた形状にすることにより、物品Gの縁部Eを下方に逃げることを防止することができる。
【0042】
また、物品Gの縁部Eのコシが弱い場合には、上記したようなサイドカバー16では、物品Gの姿勢を安定した状態でガイドすることは難しい。これに対しては、図7(c)(d)に示されるように、搬送される物品の形状に合わせて上下移動できるガイド17を設けて、縁部以外の部分を直接支持することで、姿勢の安定性を保つことができる。
【0043】
その他、計量精度を上げるためには、コンベアローラーの回転バランスの調整が欠かせないところ、従来は、そのためにローラーの外周面を削る調整方法を採用しているが、削られた部分に計量物のカス等が付着して、回転バランスを狂わせることがある。しかも、清掃がしにくいため不便であり、見た目もコンベアベルトに凹凸が写るため不細工である。これに対しては、空洞状に形成されるコンベアローラーの内周面を削って、回転バランスを取るようにすることで解決することができる。
する。
【0044】
尚、本発明の多連計量装置は、上記した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【図面の簡単な説明】
【0045】
【図1】本実施形態に係る多連計量装置1が備えられる物品Gの生産ラインFの一部を示す図。
【図2】多連計量装置1によって重量値が計量される物品Gの一例を示す図
【図3】多連計量装置1の制御部2と多連計量装置1を構成するハードウェアの接続関係を示すブロック図。
【図4】制御部2に設けられる記憶部21に記憶されているデータの内容を示す図。
【図5】変動パラメータが設定され、予約内容が決定される手順を示すフロー図。
【図6】コンベアの動作条件の算出・決定方法を説明する表である。
【図7】コンベアに設けられるサイドカバー、ガイドの構造及び機能を説明する図。
【符号の説明】
【0046】
1 多連計量装置
2 制御部
21 記憶部
22 演算部
C1 第一コンベア(計量コンベア)
C2 第二コンベア(計量コンベア)
11 第一ロードセル
12 第二ロードセル
13 第一光電管
14 第二光電管
15 入力部
16 サイドカバー
17 ガイド
G 物品
【技術分野】
【0001】
本発明は、物品を搬送しながら計量する複数の計量コンベアを、物品の搬送方向に直列に配置した多連計量装置に関する。
【背景技術】
【0002】
従来の多連計量装置としては、特許文献1に記載の装置が提案されている。この装置では、物品の搬送方向に直列配置される複数の計量コンベアが用いられており、
(1)物品長に応じて、計量コンベアで計量される計量値を組み合わせる(単一コンベアの計量値を選択する、もしくは複数コンベアの計量値を加算する)ことにより、物品重量を計量する、
(2)計量信号のフィルタ時間に応じて、計量コンベアの計量値を組み合わせる(単一コンベアの計量値を選択する、もしくは複数コンベアの計量値を加算する)ことにより、物品重量を計量する、
(3)コンベアスピードに応じて、計量コンベアの計量値を組み合わせる(単一コンベアの計量値を選択する、もしくは複数コンベアの計量値を加算する)ことにより、物品重量を計量する、
(4)出力信号の変化に応じて、計量コンベアの計量値を組み合わせる(単一コンベアの計量値を選択する、もしくは複数コンベアの計量値を加算する)ことにより、物品重量を計量する、
等の手段が採用され、計量できる物品の範囲を拡大している。また、上記以外に、(5)計量される物品の搬送間隔に応じて、計量コンベアの計量値を組み合わせる(単一コンベアの計量値を選択する、もしくは複数コンベアの計量値を加算する)ことも考えられる。
【特許文献1】特許第3249055号
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、実際の多連計量装置では、その上流工程に設けられる生産装置(定量計量装置、包装装置)の生産能力や、製品の生産ラインで想定されている生産能力がすでに決められており、それらの生産能力を無視して、多連計量装置の性能のみに応じて、動作条件を決定することは好ましくない。
【0004】
また、上記装置では、計量コンベアの重量値を組み合わせる際の基準が、単一のパラメータに基づき設定されているため、選択し得るパラメータが複数ある場合には、作業者の判断で計量値を組み合わせることになる。このため、重量検査の品質が、作業者の感性に左右されるという不都合を生じることとなる。
【0005】
本発明の目的は、実際の稼動状況に応じた制限条件下で、計量できる物品の範囲を拡大するとともに、品質の安定した検査を行うことができる多連計量装置を提供することにある。
【課題を解決するための手段】
【0006】
本願の請求項1の発明は、物品を搬送しながら、その重量値を計量する計量コンベアを物品の搬送方向に直列に複数備えた多連計量装置であって、前記物品の単位時間当たりの計量処理個数である処理能力と、前記物品の搬送方向における物品長と、を設定する設定手段と、該設定手段により設定された処理能力及び物品長に基づき、前記計量コンベアの運転条件となる変動パラメータを算出する変動パラメータ算出手段と、該変動パラメータに基づき、前記複数の計量コンベアのうち前記物品の重量を計量する計量コンベアを選択する計量コンベア選択手段と、を備えることを特徴とする多連計量装置を提供する。
【0007】
ここで「前記複数の計量コンベアのうち前記物品の重量を計量する計量コンベアを選択する」とは、「単一の計量コンベアを選択する」場合のみならず、「複数の計量コンベアを選択」して、それらの計量値を合算して、前記物品の重量値とする場合も含むものとする。
【0008】
本願の請求項2の発明は、請求項1に記載の多連計量装置であって、前記計量コンベア選択手段は、前記変動パラメータを含む複数の動作パラメータに基づき、計量コンベアを選択することを特徴とする多連計量装置を提供する。
【0009】
本願の請求項3の発明は、請求項2に記載の多連計量装置であって、前記計量コンベア選択手段で計量コンベアを選択する際に、前記複数の動作パラメータのいずれを優先的に利用するかの優先順位を付与し、該優先順位に基づき、計量コンベアを選択することを特徴とする多連計量装置を提供する。
【0010】
本願の請求項4の発明は、請求項3に記載の多連計量装置であって、前記複数の動作パラメータには、前記計量コンベアのコンベアスピード及びフィルタ時間が含まれており、前記計量コンベア選択手段が前記フィルタ時間を優先的に利用するように、前記優先順位を付与していることを特徴とする多連計量装置を提供する。
【発明の効果】
【0011】
請求項1又は2に記載の発明によれば、従来、多連計量装置の性能に応じて固定的に設定されていた計量コンベアの運転・計量条件を変動パラメータとして設定することとし、この変動パラメータを、上流工程に設けられる生産装置の生産能力等に相当する処理能力、及び、計量される物品の物品長に基づいて算出することとしたので、実際の稼働状況に即した運転・計量条件を設定することができるという優れた効果を奏する。
【0012】
また、請求項3に記載の発明によれば、請求項2の発明が奏する効果に加えて、多連計量装置を取り扱う作業者により設定される運転・計量条件にバラつきがなく、品質の安定した検査ができるという優れた効果を奏する。
【0013】
さらに、請求項4の発明によれば、請求項3の発明が奏する効果に加えて、計量精度への影響が大きいフィルタ時間を優先的に選択するようにしたので、精度の高い計量ができるという優れた効果を奏する。
【発明を実施するための最良の形態】
【0014】
以下、本発明の実施の形態を、添付図面を参照しながら説明する。
【0015】
図1〜図7は、本発明を実施する形態の一例を示す。図1は、本実施形態に係る多連計量装置1が備えられる物品Gの生産ラインFの一部を示す。図2は、多連計量装置1によって重量値が計量される物品Gの一例を示す図である。図3は、多連計量装置1の制御部2と多連計量装置1を構成するハードウェアの接続関係を示すブロック図である。図4は、制御部2に設けられる記憶部21に記憶されているデータの内容を示す図である。図5は、変動パラメータが設定され、予約内容が決定される手順を示すフロー図であり、図6は、計量コンベアの動作条件の算出・決定方法を説明する表である。
【0016】
〔生産ラインF〕
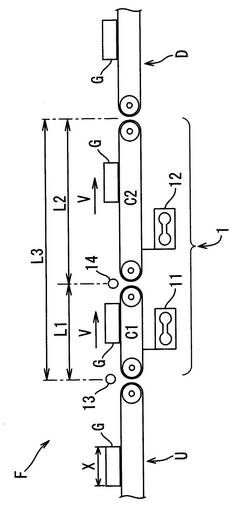
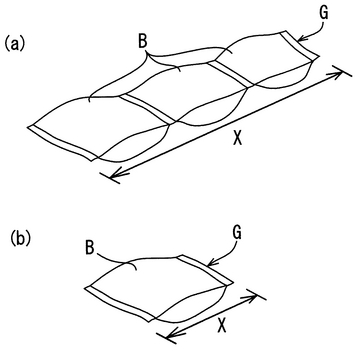
生産ラインFは、商品が充填された複数の包装袋Bを一体的に連結してなる連包製品(図2(a)に物品Gとして例示する。)と、単一の包装袋Bに商品が充填されてなる単包製品(図2(b)に物品Gとして例示する。)と、を切り替えて生産することができるように構成されている。生産ラインFの上流工程Uには、不図示の物品生産装置(例えば、定量計量装置、包装装置等。)が設置されており、生産装置から搬送されてくる物品Gの重量値が所定基準内に収まっているかどうかをチェックするため、上流工程Uの下流側には、図1に示されるように多連計量装置1が設けられている。そして、計量された重量値が所定基準から外れた物品Gについては、不図示の不良品排除機構により、ライン外に排出することとしている。
【0017】
〔多連計量装置1〕
多連計量装置1は、所定間隔で順次供給される物品Gを上流工程Uから下流工程Dへ向かうようにスピードVで搬送しながら、物品Gの重量値を計量する二台(複数台)の計量コンベアC1,C2を、搬送方向に直列配置してなる。これらの計量コンベアのうち、上流側の第一コンベアC1は、第一ロードセル11で支持されるコンベア長L1(=350mm)のベルトコンベアであり、下流側の第二コンベアC2は、第二ロードセル12で支持されるコンベア長L2(=450mm)ベルトコンベアである。なお、コンベアスピードVは、搬送トルク、モーター限界との関係で、15〜90mm/minの範囲で設定可能とされている。
【0018】
第一ロードセル11と第二ロードセル12は、それぞれ第一コンベアC1、第二コンベアC2にかかる荷重を検知して、検知荷重に相応する計量信号を出力する。なお、第一ロードセル11は、図示しないA/Dコンバーター及びローパスフィルタ111を介して計量信号を出力し、第二ロードセル12は、図示しないA/Dコンバーター及びローパスフィルタ121を介して計量信号を出力する。したがって、適当な計量コンベアを選択して、その計量信号を取得すれば、物品Gの重量値を求めることができる。すなわち、(1)物品Gの全体が第一コンベアC1に載せられているときに、ローパスフィルタ111を介して、第一ロードセル11の計量信号を取得する、(2)物品Gの全体が第二コンベアC2に載せられているときに、ローパスフィルタ121を介して、第二ロードセル12の計量信号を取得する、あるいは、(3)物品Gが第一コンベアC1及び第二コンベアC2を跨るように載せられているときに、第一ロードセル11及び第二ロードセル12からローパスフィルタ111及びローパスフィルタ121を介して、計量信号を取得して、これらに基づく計量値を加算する、のいずれかを実行することで、物品Gの重量値をチェックすることができるものである。
【0019】
例えば、計量される物品Gが、図2(a)に例示されるような連包製品であって、その物品長Xが第一コンベアC1、第二コンベアC2のいずれよりも長いような場合には、物品Gが両コンベアを跨るように通過しているときに、第一及び第二ロードセル11,12による計量値を加算することにより、物品Gの重量値を求めることができる。また、例えば、計量される物品Gが、図2(b)に例示されるような単包製品であって、その物品長Xが第一コンベア11a、第二コンベア12aのいずれよりも短いような場合には、第一コンベア11又は第二コンベア12のいずれかによる計量値を、そのまま物品Gの重量値とすることができるものである。
【0020】
物品Gが計量コンベア上に載せられているタイミングを狙ってロードセルの計量信号を取得するため、第一コンベア11及び第二コンベア12の上流端には、物品Gの通過を検出することができる第一光電管13及び第二光電管14がそれぞれ配設されている。そして、ロードセルからの計量信号の取得タイミングを、物品Gの前後端の通過検出後の一定時刻に設定しておくことにより、物品Gが計量コンベア上に載せられた状態における計量値を求めることができる。なお、物品Gが計量コンベアに載せられてから、計量信号がローパスフィルタによって安定するまでには時間がかかるため、上記一定時刻は、物品Gの通過検出後、さらにフィルタ時間Tが経過した後に設定されている。なお、ここではローパスフィルタを使用することとしたが、計量信号をフィルタにかける手段は、これに限定されるものではない。
【0021】
多連計量装置1は、上流工程Uに設けられる物品生産装置の生産能力(単位時間当たりの生産個数)に相応する処理能力n(単位時間当たりの計量処理回数)と、物品Gの搬送方向における物品長Xとを設定することができ、その設定値に基づいて、運転条件となる変動パラメータ(コンベアスピードV,フィルタ時間T)を算出する。そして、算出された二つの変動パラメータに、選択する計量コンベアを単一にするという使用条件S(複数コンベアの計量値の合算を許可しない)、を加えた複数の動作条件に基づき、第一コンベアC1、第二コンベアC2、及び、第一コンベアC1と第二コンベアC2の組み合わせとして構成される第三コンベアC3(以下、単に「第三コンベアC3」という。)の中から、計量値を物品Gの重量値として採用し得る計量コンベアが選択できるように構成されている。また、算出された変動パラメータ及び選択された計量コンベアは、処理能力n・物品長Xその他の情報と関連付けた予約内容として記憶されるようになっている。
【0022】
〔制御部2〕
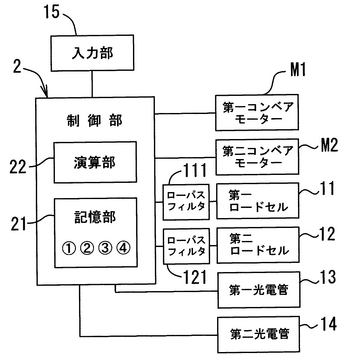
多連計量装置1は、上記のような設定・算出及び選択処理を行うため、図3に示されるように、設定手段としての記憶部21と、変動パラメータ算出手段及び計量コンベア選択手段としての演算部22とが備えられる制御部2を有してなる。制御部2には、第一コンベアC1の駆動モーター(以下「第一コンベアモーター」という。)M1、第二コンベアC2の駆動モーター(以下「第二コンベアモーター」という。)M2、第一ロードセル11、第二ロードセル12、ローパスフィルタ111、121、第一光電管13、第二光電管14、及び、記憶部21に対して処理能力n・物品長X等を設定入力するための入力部15が接続されている。
【0023】
入力部15から記憶部21に対しては、処理能力n・物品長Xのほかに、コンベア長L1,L2(図4(a))、コンベアスピードVの設定可能範囲(図4(b))、フィルタ時間Tの最短値(図4(c))、計量される物品Gの商品番号、商品名、重量チェックの合格範囲を画する基準値、上限値及び下限値、並びに、上述した動作条件T,V,Sのどれを優先的に利用して計量コンベアを選択するかという優先順位を設定入力することができる。また、記憶部21は、上述した予約内容(図4(d))が複数記憶可能とされている。
【0024】
演算部22は、コンベア長L1,L2から第三コンベアC3のコンベア長L3(=L1+L2)の算出を行う。また、選択される計量コンベアによって異なるコンベアスピードVi(=n×Li)、さらに選択される計量コンベア、及び設定されるコンベアスピードViによって許容される最大のフィルタ時間Ti(=(Li−X)/Vi)を算出することができるようになっている。
【0025】
〔多連計量装置1による予約内容の決定処理〕
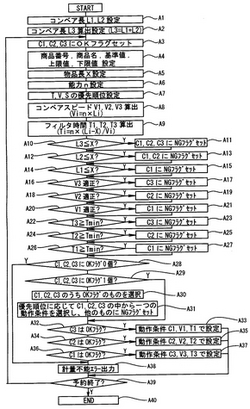
多連計量装置1による予約内容の決定処理は、図5に示されるような手順で行われる。処理を開始すると、コンベア長L1,L2の設定入力が求められ(ステップA1)、入力された設定値に基づき、第三コンベアのコンベア長L3を算出設定する(ステップA2)。そして、各計量コンベアCi(i=1,2,3。以下、同様とする)に、OKフラグを設定する(ステップA3)。このOKフラグは、計量値を物品Gの重量値として採用可能な計量コンベアに付与されるものであるが、決定処理の進行過程において採用不可と判断された場合には、その都度NGフラグに書き換えられるようになっている。したがって、すべての計量コンベアにNGフラグが付与された場合には、設定された処理能力n及び物品長Xについては、計量不能として処理されることとなる。
【0026】
次に、重量チェックされる物品Gの商品番号、商品名、重量の基準値、上限値、下限値と、物品長Xと、処理能力nと、T,V,Sの優先順位の設定入力が順次求められる(ステップA4〜A7)。そして、各計量コンベアCiがそれぞれ選択された場合において、設定された処理能力nを満足するためのコンベアスピードVが、それぞれViとして算出される(ステップA8)。また、各計量コンベアCiが選択された場合において、設定された処理能力n・物品長Xで確保可能なフィルタ時間が算出される(ステップA9)。
【0027】
上記した設定・算出処理に続いて、採用可能な計量コンベアを選択するため、図5のステップA10〜A27に表される判定処理が開始される。まず、各計量コンベアCiのコンベア長Liと物品長Xとの大小を比較する判定処理がなされる(ステップA10,A12,A14)。ここで、コンベア長Li(図4(a))が物品長Xより小さい場合には、物品G全体が計量コンベア上に載せられる状態となることがなく、正確な計量は不可能であるとして、該当する計量コンベアCiにNGフラグを付与する(ステップA11,A13,A15)。
【0028】
続いて、算出されたコンベアスピードViという運転条件が、各計量コンベアCiのスピード設定の可能範囲(図4(b))内に収まる適正な運転条件であるか否かの判定処理がなされる(ステップA16,A18,A20)。ここで、コンベアスピードViが設定可能なスピード範囲外である場合には、設定された処理能力n(=Vi/L)を満足することができないとして、該当する計量コンベアCiにNGフラグを付与する(ステップA17,A19,A21)。
【0029】
最後に、算出されたフィルタ時間Tiという運転条件が、各計量コンベアについて定められる計量信号のフィルタ時間の最短値(図4(c))を満たす適正な運転条件であるか否かの判定処理がなされる(ステップA22,A24,A26)。ここで、フィルタ時間Tiがフィルタ時間の最短値よりも短い場合には、適正な計量を行うために必要なフィルタ時間が確保できていないとして、該当する計量コンベアCiにNGフラグを付与する(ステップA23,A25,A27)。
【0030】
上記ステップA10〜A27の処理後には、計量値を物品Gの重量値として採用可能な計量コンベアにのみOKフラグが付与された状態となる。そして、OKフラグがまったく全く付与されていない(OKフラグが0個である)場合には、どの計量コンベアによっても計量不能であるから、計量不能エラー信号を出力することになる(ステップA28,A38)。付与されたOKフラグが1個である場合には、そのOKフラグが付与された計量コンベアを選択して(ステップA32,A34,A36)、採用する計量コンベアCi、その計量コンベアに対して算出された変動パラメータであるコンベアスピードVi、フィルタ時間Tiといった動作条件を設定する(ステップA33,A35,A37)。
【0031】
OKフラグが2個以上付与されている場合には、OKフラグが付与されている計量コンベアを選択して(ステップA30)、それらの計量コンベアの中から予め設定されている優先順位に応じて、採用する一台の計量コンベアCi、及びその計量コンベアに対して算出された変動パラメータであるコンベアスピードVi、フィルタ時間Tiといった動作条件を選択し、それ以外の計量コンベアに対しては、NGフラグを付与する(ステップA31)。そして、付与されたOKフラグが1個である場合と同様に、ステップA32〜37の処理を行う。
【0032】
上記した処理によって、動作条件が決定、採用される計量コンベアを選択されて、それが図4(d)に示されるような予約内容として記憶部21に記憶されることとなる。さらに、処理能力n・物品長Xの異なる物品Gについて、新たに動作条件を設定する場合には、ステップA3から同様の手順で処理が行われることなり、それ以外の場合には、処理が終了することになる(ステップA40)。
【0033】
図6に、上記の算出・決定処理の内容を表で説明する。なお、表右側に記載される選択コンベアの欄は、各パターンにおいて、計量コンベアC1〜C3のうち、どれが選択されるかを示したものであるが、一つのパターンに対して複数記載されているのは、動作条件の優先順位の付け方によって結論が異なるためである。なお、本表に記されるフィルタ時間T、コンベアスピードV、単一コンベア使用Sの優先順位は、左側に記載されている方が高く、右側に記載されている方が低くなっている。例えば、「T>S>V」と記載されている欄は、優先順位が高いほうから、フィルタ時間T、単一コンベア使用S、コンベアスピードVの順で設定されている場合に選択される計量コンベアを示す。
【0034】
算出・決定処理の具体内容を、各パターンに即して説明する。パターン1は、処理能力nが100回/min、物品長Xが600mmに設定されたものであるが、この場合に、各計量コンベアについて算出されるコンベアスピードViは、それぞれ35,45,80m/minであって、すべての計量コンベアが、設定可能範囲(図4(b))内に収まる。しかし、フィルタ時間Tiは、−429,−200,150と、設定されたフィルタ時間の最短値200msec(図4(c))よりも短いため、適正な計量がなされないこととなる。このような場合には、図5のステップA22〜A27ですべての計量コンベアに対して、NGフラグが付与されて、計量不能エラーが出力されることになる。
【0035】
パターン2の場合には、上記パターン1と同様に、各計量コンベアについて算出されるコンベアスピードViは、それぞれ35,45,80m/minであって、すべての計量コンベアが設定可能範囲内に収まる。しかし、フィルタ時間Tiについては、第三コンベアC3のみが設定された最短値より大きく、唯一、動作条件を満たすこととなる。したがって、第三コンベアC3が、採用可能なコンベアとなるものである。このような場合には、動作条件の優先順位について判断することなく、図5のステップA32〜A37の処理が行われ、選択コンベアの欄に示されるように、すべてにおいて、第三コンベアC3が選択されることとなる。
【0036】
パターン3の場合には、上記パターン1,2と同様に、コンベアスピードViは、すべての計量コンベアが設定可能範囲内に収まるが、フィルタ時間Tiについては、第二及び第三コンベアC2,C3のみが、設定された最短値の動作条件を満足することになる。したがって、第二及び第三コンベアC2,C3が、採用可能なコンベアとなるが、かかる場合には、図5のステップA31に示されているように、設定されている優先順位に基づき、一つの動作条件が設定されることとなる。図6の場合、S>T>V,S>V>T,V>S>Tの優先順位が付けられている場合に、第二コンベアC2が選択され、それ以外の優先順位が付けられている場合には、第三コンベアC3が選択されることとなる。
【0037】
パターン4の場合には、上記パターン1〜3と同様に、コンベアスピードViは、すべての計量コンベアが設定可能範囲内に収まり、さらにフィルタ時間Tiについても、第一乃至第三コンベアのすべてが、設定された最短値の動作条件を満足することになる。したがって、すべての計量コンベアが採用可能なコンベアとなるが、かかる場合には、パターン3と同様に、設定されている優先順位に基づき、一つの動作条件が設定されることとなる。図6の場合、S>V>T,V>T>S,V>S>Tの優先順位が付けられている場合に、第一コンベアC1が選択され、S>T>Vの優先順位が付けられている場合に、第二コンベアC2が選択され、それ以外の優先順位がつけられている場合に、第三コンベアが選択されることとなる。
【0038】
ところで、上記動作条件の優先順位について、どのような順位が良いかは、多連計量装置を使用するユーザーによって異なる。例えば、フィルタ時間Tiは長い方が安定した計量ができるが、フィルタ時間を長く取り過ぎると、単一の計量コンベアではコンベア長が不足する。そのため、物品Gが複数の計量コンベアに跨った状態で計量を行わざるを得ないが、物品Gが表面に大きな凹凸を有する場合や撓みの大きいものである場合には、計量コンベア間の乗り継ぎ時の振動や抵抗が大きくなり、かえって不安定な計量しかできなくなるような場合がある。このような場合には、単一の計量コンベアで計量する方が有利である。
【0039】
逆に、例えば、物品Gに凹凸が無く撓まないものであれば、計量コンベア間の乗り継ぎ時の振動をあまり気にする必要はないが、複数のコンベアを使用すると、コンベアスピードViは、図6に示されるように大きくせざるを得ないため、コンベアの使用寿命を低下させる場合がある。したがって、どの動作条件を優先させるかは、一義的に定まるものではなく、種々の事情が考慮される。
【0040】
〔上記実施形態の変形例〕
上記実施形態では、二台の計量コンベアを直列配置した多連計量装置について説明したが、三台以上の計量コンベアを使用しても良い。また、動作条件は、上記したものに限らず、他の動作条件を加える等、変更しても良い。
【0041】
第一コンベアC1及び第二コンベアC2については、物品Gの計量を適正に行わせるために、物品Gが搬送途中に引っかからないように構成しておくようにしても良い。図7は、計量コンベアに搬送方向に沿うように設けられるサイドカバーの構造及び機能を説明する図であるが、例えば、図7(a)に示されるように、搬送される物品Gをガイドするサイドカバー16が垂直壁のみで構成される場合には、物品Gの包装形態によって、物品Gの縁部E(例えば、真空パック包装の接合面)が下方に逃げ、コンベアC1,C2との隙間に入り込んでしまうことがある。これに対して、図7(a)に示されるように、サイドカバー16の下側を、内側に角度を付けた形状にすることにより、物品Gの縁部Eを下方に逃げることを防止することができる。
【0042】
また、物品Gの縁部Eのコシが弱い場合には、上記したようなサイドカバー16では、物品Gの姿勢を安定した状態でガイドすることは難しい。これに対しては、図7(c)(d)に示されるように、搬送される物品の形状に合わせて上下移動できるガイド17を設けて、縁部以外の部分を直接支持することで、姿勢の安定性を保つことができる。
【0043】
その他、計量精度を上げるためには、コンベアローラーの回転バランスの調整が欠かせないところ、従来は、そのためにローラーの外周面を削る調整方法を採用しているが、削られた部分に計量物のカス等が付着して、回転バランスを狂わせることがある。しかも、清掃がしにくいため不便であり、見た目もコンベアベルトに凹凸が写るため不細工である。これに対しては、空洞状に形成されるコンベアローラーの内周面を削って、回転バランスを取るようにすることで解決することができる。
する。
【0044】
尚、本発明の多連計量装置は、上記した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【図面の簡単な説明】
【0045】
【図1】本実施形態に係る多連計量装置1が備えられる物品Gの生産ラインFの一部を示す図。
【図2】多連計量装置1によって重量値が計量される物品Gの一例を示す図
【図3】多連計量装置1の制御部2と多連計量装置1を構成するハードウェアの接続関係を示すブロック図。
【図4】制御部2に設けられる記憶部21に記憶されているデータの内容を示す図。
【図5】変動パラメータが設定され、予約内容が決定される手順を示すフロー図。
【図6】コンベアの動作条件の算出・決定方法を説明する表である。
【図7】コンベアに設けられるサイドカバー、ガイドの構造及び機能を説明する図。
【符号の説明】
【0046】
1 多連計量装置
2 制御部
21 記憶部
22 演算部
C1 第一コンベア(計量コンベア)
C2 第二コンベア(計量コンベア)
11 第一ロードセル
12 第二ロードセル
13 第一光電管
14 第二光電管
15 入力部
16 サイドカバー
17 ガイド
G 物品
【特許請求の範囲】
【請求項1】
物品を搬送しながら、その重量値を計量する計量コンベアを物品の搬送方向に直列に複数備えた多連計量装置であって、
前記物品の単位時間当たりの計量処理個数である処理能力と、前記物品の搬送方向における物品長と、を設定する設定手段と、
該設定手段により設定された処理能力及び物品長に基づき、前記計量コンベアの運転条件となる変動パラメータを算出する変動パラメータ算出手段と、
該変動パラメータに基づき、前記複数の計量コンベアのうち前記物品の重量を計量する計量コンベアを選択する計量コンベア選択手段と、
を備えることを特徴とする多連計量装置。
【請求項2】
請求項1に記載の多連計量装置であって、
前記計量コンベア選択手段は、前記変動パラメータを含む複数の動作パラメータに基づき、計量コンベアを選択することを特徴とする多連計量装置。
【請求項3】
請求項2に記載の多連計量装置であって、
前記計量コンベア選択手段で計量コンベアを選択する際に、前記複数の動作パラメータのいずれを優先的に利用するかの優先順位を付与し、
該優先順位に基づき、計量コンベアを選択することを特徴とする多連計量装置。
【請求項4】
請求項3に記載の多連計量装置であって、
前記複数の動作パラメータには、前記計量コンベアのコンベアスピード及びフィルタ時間が含まれており、
前記計量コンベア選択手段が前記フィルタ時間を優先的に利用するように、前記優先順位を付与していることを特徴とする多連計量装置。
【請求項1】
物品を搬送しながら、その重量値を計量する計量コンベアを物品の搬送方向に直列に複数備えた多連計量装置であって、
前記物品の単位時間当たりの計量処理個数である処理能力と、前記物品の搬送方向における物品長と、を設定する設定手段と、
該設定手段により設定された処理能力及び物品長に基づき、前記計量コンベアの運転条件となる変動パラメータを算出する変動パラメータ算出手段と、
該変動パラメータに基づき、前記複数の計量コンベアのうち前記物品の重量を計量する計量コンベアを選択する計量コンベア選択手段と、
を備えることを特徴とする多連計量装置。
【請求項2】
請求項1に記載の多連計量装置であって、
前記計量コンベア選択手段は、前記変動パラメータを含む複数の動作パラメータに基づき、計量コンベアを選択することを特徴とする多連計量装置。
【請求項3】
請求項2に記載の多連計量装置であって、
前記計量コンベア選択手段で計量コンベアを選択する際に、前記複数の動作パラメータのいずれを優先的に利用するかの優先順位を付与し、
該優先順位に基づき、計量コンベアを選択することを特徴とする多連計量装置。
【請求項4】
請求項3に記載の多連計量装置であって、
前記複数の動作パラメータには、前記計量コンベアのコンベアスピード及びフィルタ時間が含まれており、
前記計量コンベア選択手段が前記フィルタ時間を優先的に利用するように、前記優先順位を付与していることを特徴とする多連計量装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−105729(P2006−105729A)
【公開日】平成18年4月20日(2006.4.20)
【国際特許分類】
【出願番号】特願2004−291424(P2004−291424)
【出願日】平成16年10月4日(2004.10.4)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成18年4月20日(2006.4.20)
【国際特許分類】
【出願日】平成16年10月4日(2004.10.4)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]