
多面体の整列方法、及び多面体保持ユニット
【課題】 多面体を複数個板状に連結した板状連結体に対して、切断工程、整列状態にある粘着シートに一括して接着保持する工程、多面体を整列状態で保持した剥離テープを保持ローラの周面に接着する工程等を経ることによって、取扱に便利なローラ状多面体保持ユニットを提供する。
【解決手段】 多面体ユニット30を複数の切断線Lに沿って切断して多面体個片毎に分割する切断工程と、押え用枠体36の開口部から露出した多面体に粘着シート40を貼り付ける粘着シート接着工程と、加熱して熱溶融性接着剤を溶解させて剥離可能状態にする接着層剥離工程と、粘着シートに接着保持された複数の多面体を粘着シートと共に押え用枠体の開口部から取り出す取出し工程と、接着剤除去工程と、保持ローラ50を用いて、多面体ユニットを片面に接着した粘着シートの他面を保持ローラ外周面に接触保持して多面体保持ユニットを形成する保持ローラへの接着工程と、を備えた。
【解決手段】 多面体ユニット30を複数の切断線Lに沿って切断して多面体個片毎に分割する切断工程と、押え用枠体36の開口部から露出した多面体に粘着シート40を貼り付ける粘着シート接着工程と、加熱して熱溶融性接着剤を溶解させて剥離可能状態にする接着層剥離工程と、粘着シートに接着保持された複数の多面体を粘着シートと共に押え用枠体の開口部から取り出す取出し工程と、接着剤除去工程と、保持ローラ50を用いて、多面体ユニットを片面に接着した粘着シートの他面を保持ローラ外周面に接触保持して多面体保持ユニットを形成する保持ローラへの接着工程と、を備えた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、量産された微小光学部品等の多面体を方向性よく整列保持して次工程、或いはアッセンブリメーカーに提供することを可能とした多面体の整列方法、及び多面体保持ユニットに関する。
【背景技術】
【0002】
光ピックアップ、その他の光学装置に使用される光学デバイスとしてのビームスプリッタやプリズム等の多面体は、小型化の要請によって数mm角の微小寸法に構成されているが、歩留まりを考慮しつつ量産性よく製造するために従来から種々の製造方法が提案されている。
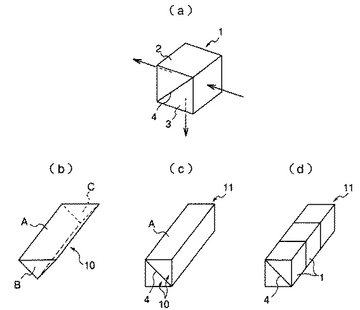
例えば、図5(a)に示した如き立方体状のビームスプリッタ1は、2つの三角柱状のガラスプリズム2、3をビームスプリッタ膜(偏光分離膜)4を介して接合することにより立方体に構成したものであり、その製造に当たっては従来はまず図5(b)に示したごとき断面形状が直角三角形状の三角柱のガラスブロック10の傾斜面A、両端面B、Cを予め鏡面加工した後で、傾斜面Aにビームスプリッタ膜4を形成し、更に他の面には反射防止膜(AR膜)を形成する。このようなガラスブロック10を2個用意し、傾斜面A同士を接着剤にて接合することにより(c) に示した直方体状のガラスブロック11を得る。このガラスブロック11を(d) に示すように長手方向に沿って所定のピッチで切断、分割することにより、立方体状のビームスプリッタを得る。
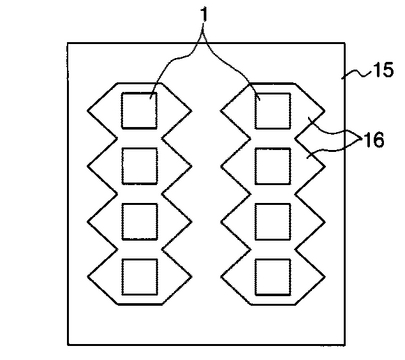
しかし、この製造方法は、工数が極めて多く煩雑であり、生産性が悪いという欠点を有しているばかりでなく、切断された後のビームスプリッタを次工程、或いはアッセンブリメーカーに提供するために、図6に示した如きトレイ15上の収納個所16に個々のビームスプリッタ1を一個一個手作業にて収納する必要が生じる。この際、次の組立作業での便宜を図るために、ビームスプリッタの入射面と出射面をトレイ上での収納方向から確実に判別できるように、トレイ上への収納作業を実施する必要がある。即ち、分割されたビームスプリッタ個片をトレイに収納する際には、全ての個片の同一面が同一方向を向いた状態でセットされるように収納する必要がある。
しかし、このようなケースへの収納作業は、微小なビームスプリッタの方向性を目視確認する作業と、確認後にピンセットにて保持して収納個所16に同一面を同一方向に向けて収納する作業を必要とするため、全体として煩雑で効率の悪い作業となっていた。
【0003】
次に、特開2000−296894公報には、ケースに設けた光学デバイスの収容部底面に両面接着テープを差し渡しておき、このテープ上に光学デバイスを所定のピッチにて接着保持することによって、輸送時に光学デバイスが遊動することによる不具合を解消するようにした光学デバイス梱包用のケースが開示されている。しかし、この公報記載のケースにあっても、光学デバイス個片を所定の方向性にて一個ずつ収容部にセットする為の煩雑な作業が必要であり、同公報にはこの点を改善するための対策は開示されていない。
また、特開2000−143264公報には、予め片面に偏光分離膜を形成した複数の矩形ガラス板を所定方向に位置をずらしつつ重ねて接着してから所定の切断ラインに沿って切断分割し、切断された積層体同志を重ねて接合してから接合面と直交する方向に沿って複数に切断するといった工程を経ることによって、目的とする直方体状のビームスプリッタを複数個棒状に連結した連結体を得、最後に個片に分割する手順が開示されている。
しかし、この公報に記載された製造方法にあっても、ビームスプリッタを複数個棒状に連結した連結体を個片に分割した後で個片ごとに方向性を目視確認して、同一面を同一方向に向けた状態でトレイに手作業にて収納する必要がある。
このように、微小な多面体としての光学部品を所定の方向性を維持しつつトレイに収納する作業は旧来から行われてきているが、その作業性を改善するための対策はなされていないのが実情であった。
【特許文献1】特開2000−296894公報
【特許文献2】特開2000−143264公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は上記に鑑みてなされたものであり、立方体、直方体、三角柱、その他の多面体から成る光学部品を複数個直列に接続した構造の棒状連結体を複数本板状に連結した板状連結体に対して、切断工程、整列状態にある光学部品を剥離用テープ(粘着シート)により一括して接着保持する工程、光学部品を整列状態で保持した剥離テープを保持ローラの周面に接着する工程等を経ることによって、取扱に便利なローラ状多面体保持ユニットを提供することを目的としている。
換言すれば、予め片面に偏光分離膜を形成した複数の矩形ガラス板を所定方向に位置をずらしつつ重ねて接着してから所定の切断ラインに沿って切断分割し、切断された積層体同志を重ねて接合してから接合面と直交する方向に沿って複数に切断するといった工程を経ることによって、目的とする多面体を複数個板状に連結した板状連結体を得てから、多面体をバラバラにせずに、整列状態で一括した処理を施すことにより、最終的に粘着シート上に方向性を揃えた状態で複数の多面体を整列させることができるローラ状多面体保持ユニットと、その製造方法を提供することを目的としている。
【課題を解決するための手段】
【0005】
上記課題を解決するため、請求項1の発明に係る多面体の整列方法は、複数の多面体をその方向性を揃えて粘着シート上に接着することにより多面体を整列させる整列方法であって、複数の多面体を棒状に連結した棒状連結体を熱溶融性接着剤を介して複数本板状に連結した板状連結体と、該板状連結体の外周縁に熱溶融性接着剤を介して額縁状に接合された額縁枠体と、を備えた多面体ユニットを、各棒状連結体間の接合面と交差する複数の切断線に沿って所定ピッチにて切断して多面体個片毎に分割する切断工程と、前記切断工程を終了した多面体ユニットの前記額縁枠体の少なくとも上面を押さえる押え用枠体を組み付ける押え用枠体組付け工程と、前記押え用枠体の内側開口部から露出した多面体の露出面に粘着シートの粘着面を貼り付ける粘着シート接着工程と、前記粘着シートを接着した多面体ユニット、及び押え用枠体を加熱して前記熱溶融性接着剤を溶解させて剥離可能状態にする接着層剥離工程と、前記粘着シートに接着保持された複数の多面体を粘着シートと共に前記押え用枠体の開口部から取り出す取出し工程と、該粘着シートに接着された複数の多面体を加熱しつつ多面体に付着した熱溶融性接着剤量を低減させる接着剤除去工程と、ローラ部材及び該ローラ部材の外周面の少なくとも一部に設けた粘着層から成る保持ローラを用いて、前記多面体ユニットを片面に接着した粘着シートの他面を該ローラ部材外周面に接触保持して多面体保持ユニットを形成する保持ローラへの接着工程と、を備えたことを特徴とする。
請求項2の発明は、複数の多面体をその方向性を揃えて粘着シート上に接着することにより多面体を整列させる整列方法であって、複数の多面体を熱溶融性接着剤を介して板状に連結した板状連結体と、該板状連結体の外周縁に熱溶融性接着剤を介して額縁状に接合された額縁枠体と、を備えた多面体ユニットの前記額縁枠体の少なくとも上面を押さえる押え用枠体を組み付ける押え用枠体組付け工程と、前記押え用枠体の内側開口部から露出した多面体の露出面に粘着シートの粘着面を貼り付ける粘着シート接着工程と、前記粘着シートを接着した多面体ユニット、及び押え用枠体を加熱して前記熱溶融性接着剤を溶解させて剥離可能状態にする接着層剥離工程と、前記粘着シートに接着保持された複数の多面体を粘着シートと共に前記押え用枠体の開口部から取り出す取出し工程と、該粘着シートに接着された複数の多面体を加熱しつつ多面体に付着した熱溶融性接着剤量を低減させる接着剤除去工程と、ローラ部材及び該ローラ部材の外周面の少なくとも一部に設けた粘着層から成る保持ローラを用いて、前記多面体ユニットを片面に接着した粘着シートを該ローラ部材外周面に接触保持して多面体保持ユニットを形成する保持ローラへの接着工程と、を備えたことを特徴とする。
請求項3の発明は、請求項1において、前記多面体は、ガラス製の光学部品であることを特徴とする。
請求項4の発明は、請求項2において、前記粘着シートに接着する光学部品の一面は、非光学面であることを特徴とする。
請求項5の発明に係る多面体保持ユニットは、請求項1、2、3、又は4に記載の多面体の整列方法によって形成されたことを特徴とする。
【発明の効果】
【0006】
本発明によれば、複数枚の薄板(例えば、矩形ガラス板)を所定方向に位置をずらしつつ重ねて接着してから所定の切断ラインに沿って切断分割し、切断された積層体同志を重ねて接合してから接合面と直交する方向に沿って複数に切断するといった工程を経ることによって、目的とする直方体状の多面体(例えば、ビームスプリッタ)を複数個棒状、或いは板状に連結した連結体を得、最後に個片に分割する手順を実施する多面体のプレート工法において、多面体をバラバラにした上で方向性を揃えて粘着テープ上に整列させるという従来の煩雑な方法を採ることなく、多面体個片の整列状態を維持したままローラ状の保持部材の周面に接着した多面体保持ユニットを得るようにしたので、連結体を粘着シート上に接着した時点で各多面体個片の方向性が一義的に確定しており、多面体保持ユニットが完成した段階において多面体個片の方向性がずれたり変動することがない。従って、複数の多面体を保持ユニットとして一括して取り扱うことができ、更に多面体保持ユニットにおいて粘着テープ上に接着保持された多面体の方向性を容易に知ることができ、多面体を実機に搭載する際にその方向性を誤ることがなくなる。
また、ローラ状保持部材の周面に配列された個々の多面体は、周方向に隣接する他の多面体との間に十分なギャップが形成されるため、ピンセットを用いた取出し作業が容易となる。
【発明を実施するための最良の形態】
【0007】
以下、本発明を図面に示した実施の形態により詳細に説明する。
なお、本発明では多面体として光学部品としてのビームスプリッタを用いた例を説明する。
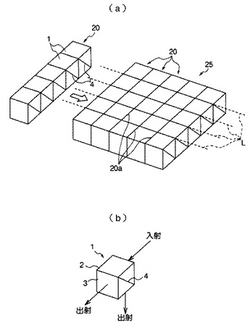
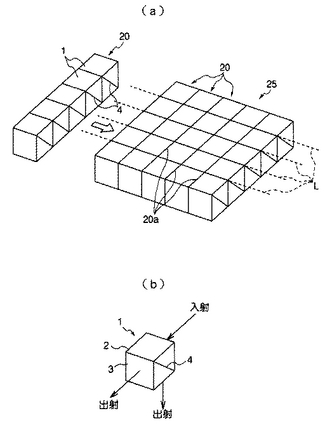
図1(a)は、特開2000−143264公報に記載された手順(以下、プレート工法という)によって多面体としてのビームスプリッタ1を製造する過程で形成されるビームスプリッタの棒状連結体20を複数本板状に連結した板状連結体25を示し、20aは棒状連結体20間の接合面である。(b)はこの板状連結体25を接合面20aと交差する切断ラインLにて分割すると共に、各接合面20aを剥離することによって得たビームスプリッタ個片1を示している。立方体状のビームスプリッタ1は、2つの三角柱状のガラスプリズム2、3をビームスプリッタ膜(偏光分離膜)4を介して接合することにより立方体に構成したものである。
棒状連結体20は、ビームスプリッタ1の入射面、出射面を同一方向へ向けた状態で直列に接合した構成を備えている。棒状連結体20間を接着する手段としてはパラフィン等の熱溶融性接着剤21を用いる。
この板状連結体25は、同一形状の複数のビームスプリッタ(多面体)1を棒状、且つ一体的に連結した棒状連結体20を熱溶融性接着剤21を介して複数本板状に連結した構成を備えている。板状連結体25の外周縁に熱溶融性接着剤26を介して額縁枠体27を額縁状に連結することにより多面体ユニット30が形成される。額縁枠体27はプレート工法によって板状連結体25を形成する過程でその外周縁に必然的に形成されるガラス製枠体であり、最終的に廃棄される部分である。
【0008】
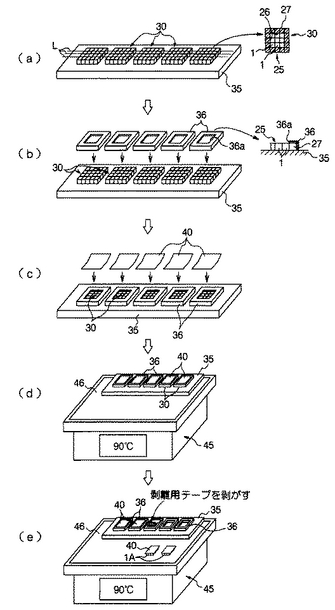
図2は本発明の一実施形態にかかる多面体の整列方法(ローラ状多面体保持ユニットの製造方法)を説明するための工程図である。
本発明は、少なくとも一つの面が方向性を有している複数の多面体(この例ではビームスプリッタ1)を剥離用テープ(粘着シート)40の粘着面上に所定の方向性、整列性を以て支持した状態で、剥離テープ諸共ローラ状保持部材の外周面に粘着保持することにより多面体を整列させる方法に関するものである。ここで方向性を有している面とは、入射面、出射面の如く6面のうち光の入出射面として使用される面を指称する。
図2(a)は切断工程であり、この工程では、同一形状の複数の多面体1を棒状に一体的に連結した棒状連結体20を熱溶融性接着剤(パラフィン等)21を介して複数本板状に連結した板状連結体25と、板状連結体25の全外周面に熱溶融性接着剤26を介して額縁状に接合された額縁枠体27と、を備えた多面体ユニット30を、各棒状連結体20間の接合面と交差(直交とは限らない)する複数の切断線Lに沿って所定ピッチにて切断して多面体個片毎に分割する(多面体個片間に切断面を形成する)。切断に際しては、鉄板などの熱伝導性のよいベース板35の平坦な上面に複数の多面体ユニット30を整列させた状態で、ダイシングソー等を用いて一括して切断する。
この切断工程に先立って板状連結体25をベース板35上にセットする段階で各板状連結体25の方向性、即ち光学部品としての個々の多面体の光学面、非光学面の方向を確認した上で、上面側に非光学面が位置するようにセットする。
なお、棒状連結体20が複数の多面体1を熱溶融性接着剤によって剥離可能な状態で連結した構成を有している場合には、このような切断は不要である。即ち、プレート工法によって多面体個片間が熱溶融性接着剤により接合された板状連結体を形成することができる場合には、切断工程は省略することができる。
【0009】
図2(b)は押え用枠体組付け工程を示し、切断工程を終了した多面体ユニット30をベース板35の平坦面上に載置したまま、額縁枠体27の上面及び外側面を押さえる矩形環状の押え用枠体36を組み付ける。この際、(b)中の要部拡大断面図に示すように押え用枠体36は額縁枠体27の上面及び側面を密着支持する。押え用枠体36は、少なくとも額縁枠体27の上面を隠蔽してその開口部36a内に縦横方向に連結された全ての多面体1(切断済み多面体群1A)が露出するようにしている。
図2(c)は剥離用テープ接着工程であり、押え用枠体36の開口部36aから露出した全ての多面体1(切断済み多面体群1A)の露出面に剥離用テープ(粘着シート)40の粘着面を貼り付ける。剥離用テープ40の反対側面は粘着面としてもよいし、非粘着面としてもよい。
図2(d)は接着層剥離工程であり、剥離用テープ40を接着した多面体ユニット30、及び押え用枠体36を加熱して熱溶融性接着剤21、26を溶解させて剥離可能な状態にする。この例では、加熱手段としてのホットレート45上にベース板35諸共に剥離用テープ40を接着した多面体ユニット30、及び押え用枠体36を移載して加熱する。
なお、図2(a)に示した切断工程が不要な場合、即ち、予め多面体個片間が全て熱溶融性接着剤により接合された状態にある場合には、本接着層剥離工程において多面体個片間に介在する全ての熱溶融性接着剤の接着力が低減される。
【0010】
図2(e)は取出し工程であり、剥離用テープ40に接着保持された複数の多面体1(切断済み多面体群1A)だけを剥離用テープ40と共に押え用枠体36の開口部36aから取り出す。この結果、押え用枠体36と額縁枠体27がベース板35上に残される。額縁枠体27は破棄されるが、押え用枠体は36は別の製造工程において再使用可能である。
図2(e)の接着剤除去工程では、剥離用テープ40に接着保持された切断済み多面体群1Aを加熱しつつ溶融した熱溶融性接着剤21、26をできる限り除去する。具体的には、ホットプレート45の他の加熱面に敷設しておいた紙等の吸液性シート46上に剥離用テープ40によって保持された切断済み多面体群1Aの下面を載置することにより、流動化した熱溶融性接着剤を吸液性シート46によって吸引除去する。この工程では、全ての熱溶融性接着剤を除去できなくてもよく、常温下において多面体個片が容易に分離できる程度に接着剤量が低減していればよい。
【0011】
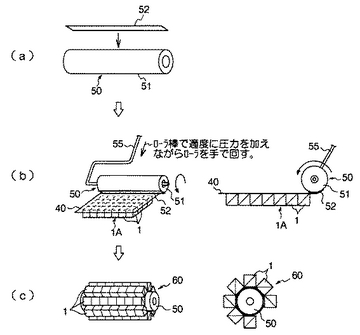
次に、図3は接着剤除去工程(e)において熱溶融性接着剤を概ね除去することにより多面体1間の接合力を低下させた状態にある剥離用テープ40上の各多面体1を保持ローラ(ローラ状保持部材)50の周面に接着させて多面体保持ユニットを形成する工程を示している。
即ち、図3(a)に示す保持ローラ50は、切断済み多面体群1Aの縦又は横の何れか一辺の長さと少なくとも同等の周方向長を有すると共に、該切断済み多面体群1Aの他の一辺の長さと少なくとも同等の軸方向長を有したローラ部材51、及びローラ部材51の外周面の少なくとも一部に設けた粘着層52(例えば両面テープ)から成る。ローラ部材51は例えばウレタン等の樹脂材料から構成する。
図3(b)(c)の保持ローラへの接着工程では、ローラ棒55により回転自在に軸部を支持された保持ローラ50を用いて、切断済み多面体群1Aを構成する各多面体1を片面に接着した剥離用テープ40の他面をローラ部材外周面に添設させつつ、剥離用テープ40の少なくとも周方向両端縁を保持ローラの粘着層52に接着して多面体保持ユニット60を形成する。
つまり、粘着層52によって剥離用テープ40の少なくとも一部を接着保持することにより、剥離用テープ40によって保持された多面体群1Aを整列状態で保持した状態となる。
保持ローラ50を構成するローラ部材51は、粘着層52を除去することにより何度でも使用できる。
ローラ部材51の周面全体、或いは一部を予め粘着層としておいてもよい。
【0012】
本発明の一つの実施形態に係る多面体の整列方法では、パラフィン等の熱溶融性接着剤によって複数の棒状連結体20を板状に連結した板状連結体25に対して、必要に応じての切断、多面体群1Aに対する剥離用テープ40の接着、加熱による熱溶融性接着剤21、26の溶解、剥離用テープ40に接着保持された多面体群1Aの取出しと、保持ローラ50の外周面への接着保持工程を順次実施して多面体保持ユニット60を形成する。この際、剥離用テープ40面に接着された多面体としての光学部品の入射面、或いは出射面以外の面(以下、非光学面、という)を剥離用テープ40に接着しているので、入射面、及び出射面が特定の方向を向くように既定されている。この例では、剥離用テープと接着した多面体面と対向する反対側面も非光学面となっている。
剥離用テープ40上に対する多面体の接着方向が正しいか否かは、多面体保持ユニット60を完成した時点で確認する必要がなく、非光学面が常に剥離用テープに接着された状態となっているために光学面の方向も確定した状態となっている。即ち、本発明では、図2(a)の切断工程に先立って板状連結体25をベース板35上にセットする段階で方向性が確認されているので、その後の各工程を実施する段階で多面体個片の方向が狂う可能性は皆無である。従って、多面体保持ユニット60上の各多面体の接着方向が正しいか否かを確認することなく、次工程への移送、或いは梱包による出荷が可能となる。
【0013】
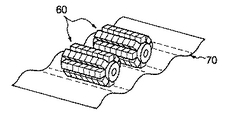
この多面体保持ユニット60は、図4に示したように波形を有した仮置き用波形板70の凹所内に載置された状態で、図示しないタイトボックスに収納されて搬出される。
例えば、多面体1が数mm角のビームスプリッタである場合に、個片を一個ずつ目視検査した上で、ピンセットを用いてトレイに収納する作業が不要となるため、作業性が向上する。
また、この多面体を実機に組み込む場合には、保持ローラの周面に接着された状態の多面体個片の方向を手掛かりとして何れの面が光学面(入射面、出射面)であるかを容易に判別できるので、組み込み作業に際してその方向性を見誤ることがなくなる。
なお、本発明の整列方法は、特開2000−143264公報記載のプレート工法以外のプレート工法によって製造される棒状連結体、板状連結体にも適用することができる。
また、本発明の整列方法を適用する多面体としては、ビームスプリッタのみならず、あらゆる多面体形状の光学部品(プリズム、ミラー、TAPフィルタ等)を対象とすることができる。
なお、本発明の多面体の整列方法は、光学部品に限らず、個片を棒状に連結した連結体を個片に分割することによって製造される部材、部品一般に適用することができる。また、多面体は、全ての面が平坦面である必要はない。
【図面の簡単な説明】
【0014】
【図1】(a)はプレート工法によって多面体を製造する過程で形成される棒状連結体を複数本板状に連結した板状連結体を示す図、(b)はこの板状連結体を接合面と切断ラインにて分割することによって得たビームスプリッタ個片を示す図。
【図2】(a)乃至(e)は本発明の整列方法の説明図。
【図3】(a)(b)及び(c)は本発明の一実施形態にかかる多面体の整列方法(ローラ状多面体保持ユニットの製造方法)を説明するための工程図。
【図4】仮置き用波形板の説明図。
【図5】(a)(b)(c)及び(d)は従来例の説明図。
【図6】従来例に係る光学部品収納用トレイの説明図。
【符号の説明】
【0015】
1 多面体、20 棒状連結体、20a 接合面、21、26 熱溶融性接着剤、25 板状連結体、27 額縁枠体、30 多面体ユニット、35 ベース板、36 押え用枠体、40 剥離用テープ(粘着シート)、50 保持ローラ、51 ローラ部材、52 粘着層、60 多面体保持ユニット。
【技術分野】
【0001】
本発明は、量産された微小光学部品等の多面体を方向性よく整列保持して次工程、或いはアッセンブリメーカーに提供することを可能とした多面体の整列方法、及び多面体保持ユニットに関する。
【背景技術】
【0002】
光ピックアップ、その他の光学装置に使用される光学デバイスとしてのビームスプリッタやプリズム等の多面体は、小型化の要請によって数mm角の微小寸法に構成されているが、歩留まりを考慮しつつ量産性よく製造するために従来から種々の製造方法が提案されている。
例えば、図5(a)に示した如き立方体状のビームスプリッタ1は、2つの三角柱状のガラスプリズム2、3をビームスプリッタ膜(偏光分離膜)4を介して接合することにより立方体に構成したものであり、その製造に当たっては従来はまず図5(b)に示したごとき断面形状が直角三角形状の三角柱のガラスブロック10の傾斜面A、両端面B、Cを予め鏡面加工した後で、傾斜面Aにビームスプリッタ膜4を形成し、更に他の面には反射防止膜(AR膜)を形成する。このようなガラスブロック10を2個用意し、傾斜面A同士を接着剤にて接合することにより(c) に示した直方体状のガラスブロック11を得る。このガラスブロック11を(d) に示すように長手方向に沿って所定のピッチで切断、分割することにより、立方体状のビームスプリッタを得る。
しかし、この製造方法は、工数が極めて多く煩雑であり、生産性が悪いという欠点を有しているばかりでなく、切断された後のビームスプリッタを次工程、或いはアッセンブリメーカーに提供するために、図6に示した如きトレイ15上の収納個所16に個々のビームスプリッタ1を一個一個手作業にて収納する必要が生じる。この際、次の組立作業での便宜を図るために、ビームスプリッタの入射面と出射面をトレイ上での収納方向から確実に判別できるように、トレイ上への収納作業を実施する必要がある。即ち、分割されたビームスプリッタ個片をトレイに収納する際には、全ての個片の同一面が同一方向を向いた状態でセットされるように収納する必要がある。
しかし、このようなケースへの収納作業は、微小なビームスプリッタの方向性を目視確認する作業と、確認後にピンセットにて保持して収納個所16に同一面を同一方向に向けて収納する作業を必要とするため、全体として煩雑で効率の悪い作業となっていた。
【0003】
次に、特開2000−296894公報には、ケースに設けた光学デバイスの収容部底面に両面接着テープを差し渡しておき、このテープ上に光学デバイスを所定のピッチにて接着保持することによって、輸送時に光学デバイスが遊動することによる不具合を解消するようにした光学デバイス梱包用のケースが開示されている。しかし、この公報記載のケースにあっても、光学デバイス個片を所定の方向性にて一個ずつ収容部にセットする為の煩雑な作業が必要であり、同公報にはこの点を改善するための対策は開示されていない。
また、特開2000−143264公報には、予め片面に偏光分離膜を形成した複数の矩形ガラス板を所定方向に位置をずらしつつ重ねて接着してから所定の切断ラインに沿って切断分割し、切断された積層体同志を重ねて接合してから接合面と直交する方向に沿って複数に切断するといった工程を経ることによって、目的とする直方体状のビームスプリッタを複数個棒状に連結した連結体を得、最後に個片に分割する手順が開示されている。
しかし、この公報に記載された製造方法にあっても、ビームスプリッタを複数個棒状に連結した連結体を個片に分割した後で個片ごとに方向性を目視確認して、同一面を同一方向に向けた状態でトレイに手作業にて収納する必要がある。
このように、微小な多面体としての光学部品を所定の方向性を維持しつつトレイに収納する作業は旧来から行われてきているが、その作業性を改善するための対策はなされていないのが実情であった。
【特許文献1】特開2000−296894公報
【特許文献2】特開2000−143264公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は上記に鑑みてなされたものであり、立方体、直方体、三角柱、その他の多面体から成る光学部品を複数個直列に接続した構造の棒状連結体を複数本板状に連結した板状連結体に対して、切断工程、整列状態にある光学部品を剥離用テープ(粘着シート)により一括して接着保持する工程、光学部品を整列状態で保持した剥離テープを保持ローラの周面に接着する工程等を経ることによって、取扱に便利なローラ状多面体保持ユニットを提供することを目的としている。
換言すれば、予め片面に偏光分離膜を形成した複数の矩形ガラス板を所定方向に位置をずらしつつ重ねて接着してから所定の切断ラインに沿って切断分割し、切断された積層体同志を重ねて接合してから接合面と直交する方向に沿って複数に切断するといった工程を経ることによって、目的とする多面体を複数個板状に連結した板状連結体を得てから、多面体をバラバラにせずに、整列状態で一括した処理を施すことにより、最終的に粘着シート上に方向性を揃えた状態で複数の多面体を整列させることができるローラ状多面体保持ユニットと、その製造方法を提供することを目的としている。
【課題を解決するための手段】
【0005】
上記課題を解決するため、請求項1の発明に係る多面体の整列方法は、複数の多面体をその方向性を揃えて粘着シート上に接着することにより多面体を整列させる整列方法であって、複数の多面体を棒状に連結した棒状連結体を熱溶融性接着剤を介して複数本板状に連結した板状連結体と、該板状連結体の外周縁に熱溶融性接着剤を介して額縁状に接合された額縁枠体と、を備えた多面体ユニットを、各棒状連結体間の接合面と交差する複数の切断線に沿って所定ピッチにて切断して多面体個片毎に分割する切断工程と、前記切断工程を終了した多面体ユニットの前記額縁枠体の少なくとも上面を押さえる押え用枠体を組み付ける押え用枠体組付け工程と、前記押え用枠体の内側開口部から露出した多面体の露出面に粘着シートの粘着面を貼り付ける粘着シート接着工程と、前記粘着シートを接着した多面体ユニット、及び押え用枠体を加熱して前記熱溶融性接着剤を溶解させて剥離可能状態にする接着層剥離工程と、前記粘着シートに接着保持された複数の多面体を粘着シートと共に前記押え用枠体の開口部から取り出す取出し工程と、該粘着シートに接着された複数の多面体を加熱しつつ多面体に付着した熱溶融性接着剤量を低減させる接着剤除去工程と、ローラ部材及び該ローラ部材の外周面の少なくとも一部に設けた粘着層から成る保持ローラを用いて、前記多面体ユニットを片面に接着した粘着シートの他面を該ローラ部材外周面に接触保持して多面体保持ユニットを形成する保持ローラへの接着工程と、を備えたことを特徴とする。
請求項2の発明は、複数の多面体をその方向性を揃えて粘着シート上に接着することにより多面体を整列させる整列方法であって、複数の多面体を熱溶融性接着剤を介して板状に連結した板状連結体と、該板状連結体の外周縁に熱溶融性接着剤を介して額縁状に接合された額縁枠体と、を備えた多面体ユニットの前記額縁枠体の少なくとも上面を押さえる押え用枠体を組み付ける押え用枠体組付け工程と、前記押え用枠体の内側開口部から露出した多面体の露出面に粘着シートの粘着面を貼り付ける粘着シート接着工程と、前記粘着シートを接着した多面体ユニット、及び押え用枠体を加熱して前記熱溶融性接着剤を溶解させて剥離可能状態にする接着層剥離工程と、前記粘着シートに接着保持された複数の多面体を粘着シートと共に前記押え用枠体の開口部から取り出す取出し工程と、該粘着シートに接着された複数の多面体を加熱しつつ多面体に付着した熱溶融性接着剤量を低減させる接着剤除去工程と、ローラ部材及び該ローラ部材の外周面の少なくとも一部に設けた粘着層から成る保持ローラを用いて、前記多面体ユニットを片面に接着した粘着シートを該ローラ部材外周面に接触保持して多面体保持ユニットを形成する保持ローラへの接着工程と、を備えたことを特徴とする。
請求項3の発明は、請求項1において、前記多面体は、ガラス製の光学部品であることを特徴とする。
請求項4の発明は、請求項2において、前記粘着シートに接着する光学部品の一面は、非光学面であることを特徴とする。
請求項5の発明に係る多面体保持ユニットは、請求項1、2、3、又は4に記載の多面体の整列方法によって形成されたことを特徴とする。
【発明の効果】
【0006】
本発明によれば、複数枚の薄板(例えば、矩形ガラス板)を所定方向に位置をずらしつつ重ねて接着してから所定の切断ラインに沿って切断分割し、切断された積層体同志を重ねて接合してから接合面と直交する方向に沿って複数に切断するといった工程を経ることによって、目的とする直方体状の多面体(例えば、ビームスプリッタ)を複数個棒状、或いは板状に連結した連結体を得、最後に個片に分割する手順を実施する多面体のプレート工法において、多面体をバラバラにした上で方向性を揃えて粘着テープ上に整列させるという従来の煩雑な方法を採ることなく、多面体個片の整列状態を維持したままローラ状の保持部材の周面に接着した多面体保持ユニットを得るようにしたので、連結体を粘着シート上に接着した時点で各多面体個片の方向性が一義的に確定しており、多面体保持ユニットが完成した段階において多面体個片の方向性がずれたり変動することがない。従って、複数の多面体を保持ユニットとして一括して取り扱うことができ、更に多面体保持ユニットにおいて粘着テープ上に接着保持された多面体の方向性を容易に知ることができ、多面体を実機に搭載する際にその方向性を誤ることがなくなる。
また、ローラ状保持部材の周面に配列された個々の多面体は、周方向に隣接する他の多面体との間に十分なギャップが形成されるため、ピンセットを用いた取出し作業が容易となる。
【発明を実施するための最良の形態】
【0007】
以下、本発明を図面に示した実施の形態により詳細に説明する。
なお、本発明では多面体として光学部品としてのビームスプリッタを用いた例を説明する。
図1(a)は、特開2000−143264公報に記載された手順(以下、プレート工法という)によって多面体としてのビームスプリッタ1を製造する過程で形成されるビームスプリッタの棒状連結体20を複数本板状に連結した板状連結体25を示し、20aは棒状連結体20間の接合面である。(b)はこの板状連結体25を接合面20aと交差する切断ラインLにて分割すると共に、各接合面20aを剥離することによって得たビームスプリッタ個片1を示している。立方体状のビームスプリッタ1は、2つの三角柱状のガラスプリズム2、3をビームスプリッタ膜(偏光分離膜)4を介して接合することにより立方体に構成したものである。
棒状連結体20は、ビームスプリッタ1の入射面、出射面を同一方向へ向けた状態で直列に接合した構成を備えている。棒状連結体20間を接着する手段としてはパラフィン等の熱溶融性接着剤21を用いる。
この板状連結体25は、同一形状の複数のビームスプリッタ(多面体)1を棒状、且つ一体的に連結した棒状連結体20を熱溶融性接着剤21を介して複数本板状に連結した構成を備えている。板状連結体25の外周縁に熱溶融性接着剤26を介して額縁枠体27を額縁状に連結することにより多面体ユニット30が形成される。額縁枠体27はプレート工法によって板状連結体25を形成する過程でその外周縁に必然的に形成されるガラス製枠体であり、最終的に廃棄される部分である。
【0008】
図2は本発明の一実施形態にかかる多面体の整列方法(ローラ状多面体保持ユニットの製造方法)を説明するための工程図である。
本発明は、少なくとも一つの面が方向性を有している複数の多面体(この例ではビームスプリッタ1)を剥離用テープ(粘着シート)40の粘着面上に所定の方向性、整列性を以て支持した状態で、剥離テープ諸共ローラ状保持部材の外周面に粘着保持することにより多面体を整列させる方法に関するものである。ここで方向性を有している面とは、入射面、出射面の如く6面のうち光の入出射面として使用される面を指称する。
図2(a)は切断工程であり、この工程では、同一形状の複数の多面体1を棒状に一体的に連結した棒状連結体20を熱溶融性接着剤(パラフィン等)21を介して複数本板状に連結した板状連結体25と、板状連結体25の全外周面に熱溶融性接着剤26を介して額縁状に接合された額縁枠体27と、を備えた多面体ユニット30を、各棒状連結体20間の接合面と交差(直交とは限らない)する複数の切断線Lに沿って所定ピッチにて切断して多面体個片毎に分割する(多面体個片間に切断面を形成する)。切断に際しては、鉄板などの熱伝導性のよいベース板35の平坦な上面に複数の多面体ユニット30を整列させた状態で、ダイシングソー等を用いて一括して切断する。
この切断工程に先立って板状連結体25をベース板35上にセットする段階で各板状連結体25の方向性、即ち光学部品としての個々の多面体の光学面、非光学面の方向を確認した上で、上面側に非光学面が位置するようにセットする。
なお、棒状連結体20が複数の多面体1を熱溶融性接着剤によって剥離可能な状態で連結した構成を有している場合には、このような切断は不要である。即ち、プレート工法によって多面体個片間が熱溶融性接着剤により接合された板状連結体を形成することができる場合には、切断工程は省略することができる。
【0009】
図2(b)は押え用枠体組付け工程を示し、切断工程を終了した多面体ユニット30をベース板35の平坦面上に載置したまま、額縁枠体27の上面及び外側面を押さえる矩形環状の押え用枠体36を組み付ける。この際、(b)中の要部拡大断面図に示すように押え用枠体36は額縁枠体27の上面及び側面を密着支持する。押え用枠体36は、少なくとも額縁枠体27の上面を隠蔽してその開口部36a内に縦横方向に連結された全ての多面体1(切断済み多面体群1A)が露出するようにしている。
図2(c)は剥離用テープ接着工程であり、押え用枠体36の開口部36aから露出した全ての多面体1(切断済み多面体群1A)の露出面に剥離用テープ(粘着シート)40の粘着面を貼り付ける。剥離用テープ40の反対側面は粘着面としてもよいし、非粘着面としてもよい。
図2(d)は接着層剥離工程であり、剥離用テープ40を接着した多面体ユニット30、及び押え用枠体36を加熱して熱溶融性接着剤21、26を溶解させて剥離可能な状態にする。この例では、加熱手段としてのホットレート45上にベース板35諸共に剥離用テープ40を接着した多面体ユニット30、及び押え用枠体36を移載して加熱する。
なお、図2(a)に示した切断工程が不要な場合、即ち、予め多面体個片間が全て熱溶融性接着剤により接合された状態にある場合には、本接着層剥離工程において多面体個片間に介在する全ての熱溶融性接着剤の接着力が低減される。
【0010】
図2(e)は取出し工程であり、剥離用テープ40に接着保持された複数の多面体1(切断済み多面体群1A)だけを剥離用テープ40と共に押え用枠体36の開口部36aから取り出す。この結果、押え用枠体36と額縁枠体27がベース板35上に残される。額縁枠体27は破棄されるが、押え用枠体は36は別の製造工程において再使用可能である。
図2(e)の接着剤除去工程では、剥離用テープ40に接着保持された切断済み多面体群1Aを加熱しつつ溶融した熱溶融性接着剤21、26をできる限り除去する。具体的には、ホットプレート45の他の加熱面に敷設しておいた紙等の吸液性シート46上に剥離用テープ40によって保持された切断済み多面体群1Aの下面を載置することにより、流動化した熱溶融性接着剤を吸液性シート46によって吸引除去する。この工程では、全ての熱溶融性接着剤を除去できなくてもよく、常温下において多面体個片が容易に分離できる程度に接着剤量が低減していればよい。
【0011】
次に、図3は接着剤除去工程(e)において熱溶融性接着剤を概ね除去することにより多面体1間の接合力を低下させた状態にある剥離用テープ40上の各多面体1を保持ローラ(ローラ状保持部材)50の周面に接着させて多面体保持ユニットを形成する工程を示している。
即ち、図3(a)に示す保持ローラ50は、切断済み多面体群1Aの縦又は横の何れか一辺の長さと少なくとも同等の周方向長を有すると共に、該切断済み多面体群1Aの他の一辺の長さと少なくとも同等の軸方向長を有したローラ部材51、及びローラ部材51の外周面の少なくとも一部に設けた粘着層52(例えば両面テープ)から成る。ローラ部材51は例えばウレタン等の樹脂材料から構成する。
図3(b)(c)の保持ローラへの接着工程では、ローラ棒55により回転自在に軸部を支持された保持ローラ50を用いて、切断済み多面体群1Aを構成する各多面体1を片面に接着した剥離用テープ40の他面をローラ部材外周面に添設させつつ、剥離用テープ40の少なくとも周方向両端縁を保持ローラの粘着層52に接着して多面体保持ユニット60を形成する。
つまり、粘着層52によって剥離用テープ40の少なくとも一部を接着保持することにより、剥離用テープ40によって保持された多面体群1Aを整列状態で保持した状態となる。
保持ローラ50を構成するローラ部材51は、粘着層52を除去することにより何度でも使用できる。
ローラ部材51の周面全体、或いは一部を予め粘着層としておいてもよい。
【0012】
本発明の一つの実施形態に係る多面体の整列方法では、パラフィン等の熱溶融性接着剤によって複数の棒状連結体20を板状に連結した板状連結体25に対して、必要に応じての切断、多面体群1Aに対する剥離用テープ40の接着、加熱による熱溶融性接着剤21、26の溶解、剥離用テープ40に接着保持された多面体群1Aの取出しと、保持ローラ50の外周面への接着保持工程を順次実施して多面体保持ユニット60を形成する。この際、剥離用テープ40面に接着された多面体としての光学部品の入射面、或いは出射面以外の面(以下、非光学面、という)を剥離用テープ40に接着しているので、入射面、及び出射面が特定の方向を向くように既定されている。この例では、剥離用テープと接着した多面体面と対向する反対側面も非光学面となっている。
剥離用テープ40上に対する多面体の接着方向が正しいか否かは、多面体保持ユニット60を完成した時点で確認する必要がなく、非光学面が常に剥離用テープに接着された状態となっているために光学面の方向も確定した状態となっている。即ち、本発明では、図2(a)の切断工程に先立って板状連結体25をベース板35上にセットする段階で方向性が確認されているので、その後の各工程を実施する段階で多面体個片の方向が狂う可能性は皆無である。従って、多面体保持ユニット60上の各多面体の接着方向が正しいか否かを確認することなく、次工程への移送、或いは梱包による出荷が可能となる。
【0013】
この多面体保持ユニット60は、図4に示したように波形を有した仮置き用波形板70の凹所内に載置された状態で、図示しないタイトボックスに収納されて搬出される。
例えば、多面体1が数mm角のビームスプリッタである場合に、個片を一個ずつ目視検査した上で、ピンセットを用いてトレイに収納する作業が不要となるため、作業性が向上する。
また、この多面体を実機に組み込む場合には、保持ローラの周面に接着された状態の多面体個片の方向を手掛かりとして何れの面が光学面(入射面、出射面)であるかを容易に判別できるので、組み込み作業に際してその方向性を見誤ることがなくなる。
なお、本発明の整列方法は、特開2000−143264公報記載のプレート工法以外のプレート工法によって製造される棒状連結体、板状連結体にも適用することができる。
また、本発明の整列方法を適用する多面体としては、ビームスプリッタのみならず、あらゆる多面体形状の光学部品(プリズム、ミラー、TAPフィルタ等)を対象とすることができる。
なお、本発明の多面体の整列方法は、光学部品に限らず、個片を棒状に連結した連結体を個片に分割することによって製造される部材、部品一般に適用することができる。また、多面体は、全ての面が平坦面である必要はない。
【図面の簡単な説明】
【0014】
【図1】(a)はプレート工法によって多面体を製造する過程で形成される棒状連結体を複数本板状に連結した板状連結体を示す図、(b)はこの板状連結体を接合面と切断ラインにて分割することによって得たビームスプリッタ個片を示す図。
【図2】(a)乃至(e)は本発明の整列方法の説明図。
【図3】(a)(b)及び(c)は本発明の一実施形態にかかる多面体の整列方法(ローラ状多面体保持ユニットの製造方法)を説明するための工程図。
【図4】仮置き用波形板の説明図。
【図5】(a)(b)(c)及び(d)は従来例の説明図。
【図6】従来例に係る光学部品収納用トレイの説明図。
【符号の説明】
【0015】
1 多面体、20 棒状連結体、20a 接合面、21、26 熱溶融性接着剤、25 板状連結体、27 額縁枠体、30 多面体ユニット、35 ベース板、36 押え用枠体、40 剥離用テープ(粘着シート)、50 保持ローラ、51 ローラ部材、52 粘着層、60 多面体保持ユニット。
【特許請求の範囲】
【請求項1】
複数の多面体をその方向性を揃えて粘着シート上に接着することにより多面体を整列させる整列方法であって、
複数の多面体を棒状に連結した棒状連結体を熱溶融性接着剤を介して複数本板状に連結した板状連結体と、該板状連結体の外周縁に熱溶融性接着剤を介して額縁状に接合された額縁枠体と、を備えた多面体ユニットを、各棒状連結体間の接合面と交差する複数の切断線に沿って所定ピッチにて切断して多面体個片毎に分割する切断工程と、
前記切断工程を終了した多面体ユニットの前記額縁枠体の少なくとも上面を押さえる押え用枠体を組み付ける押え用枠体組付け工程と、
前記押え用枠体の内側開口部から露出した多面体の露出面に粘着シートの粘着面を貼り付ける粘着シート接着工程と、
前記粘着シートを接着した多面体ユニット、及び押え用枠体を加熱して前記熱溶融性接着剤を溶解させて剥離可能状態にする接着層剥離工程と、
前記粘着シートに接着保持された複数の多面体を粘着シートと共に前記押え用枠体の開口部から取り出す取出し工程と、
該粘着シートに接着された複数の多面体を加熱しつつ多面体に付着した熱溶融性接着剤量を低減させる接着剤除去工程と、
ローラ部材及び該ローラ部材の外周面の少なくとも一部に設けた粘着層から成る保持ローラを用いて、前記多面体ユニットを片面に接着した粘着シートの他面を該ローラ部材外周面に接触保持して多面体保持ユニットを形成する保持ローラへの接着工程と、
を備えたことを特徴とする多面体の整列方法。
【請求項2】
複数の多面体をその方向性を揃えて粘着シート上に接着することにより多面体を整列させる整列方法であって、
複数の多面体を熱溶融性接着剤を介して板状に連結した板状連結体と、該板状連結体の外周縁に熱溶融性接着剤を介して額縁状に接合された額縁枠体と、を備えた多面体ユニットの前記額縁枠体の少なくとも上面を押さえる押え用枠体を組み付ける押え用枠体組付け工程と、
前記押え用枠体の内側開口部から露出した多面体の露出面に粘着シートの粘着面を貼り付ける粘着シート接着工程と、
前記粘着シートを接着した多面体ユニット、及び押え用枠体を加熱して前記熱溶融性接着剤を溶解させて剥離可能状態にする接着層剥離工程と、
前記粘着シートに接着保持された複数の多面体を粘着シートと共に前記押え用枠体の開口部から取り出す取出し工程と、
該粘着シートに接着された複数の多面体を加熱しつつ多面体に付着した熱溶融性接着剤量を低減させる接着剤除去工程と、
ローラ部材及び該ローラ部材の外周面の少なくとも一部に設けた粘着層から成る保持ローラを用いて、前記多面体ユニットを片面に接着した粘着シートを該ローラ部材外周面に接触保持して多面体保持ユニットを形成する保持ローラへの接着工程と、
を備えたことを特徴とする多面体の整列方法。
【請求項3】
前記多面体は、ガラス製の光学部品であることを特徴とする請求項1に記載の多面体の整列方法。
【請求項4】
前記粘着シートに接着する光学部品の一面は、非光学面であることを特徴とする請求項2に記載の多面体の整列方法。
【請求項5】
請求項1、2、3、又は4に記載の多面体の整列方法によって形成されたことを特徴とする多面体保持ユニット。
【請求項1】
複数の多面体をその方向性を揃えて粘着シート上に接着することにより多面体を整列させる整列方法であって、
複数の多面体を棒状に連結した棒状連結体を熱溶融性接着剤を介して複数本板状に連結した板状連結体と、該板状連結体の外周縁に熱溶融性接着剤を介して額縁状に接合された額縁枠体と、を備えた多面体ユニットを、各棒状連結体間の接合面と交差する複数の切断線に沿って所定ピッチにて切断して多面体個片毎に分割する切断工程と、
前記切断工程を終了した多面体ユニットの前記額縁枠体の少なくとも上面を押さえる押え用枠体を組み付ける押え用枠体組付け工程と、
前記押え用枠体の内側開口部から露出した多面体の露出面に粘着シートの粘着面を貼り付ける粘着シート接着工程と、
前記粘着シートを接着した多面体ユニット、及び押え用枠体を加熱して前記熱溶融性接着剤を溶解させて剥離可能状態にする接着層剥離工程と、
前記粘着シートに接着保持された複数の多面体を粘着シートと共に前記押え用枠体の開口部から取り出す取出し工程と、
該粘着シートに接着された複数の多面体を加熱しつつ多面体に付着した熱溶融性接着剤量を低減させる接着剤除去工程と、
ローラ部材及び該ローラ部材の外周面の少なくとも一部に設けた粘着層から成る保持ローラを用いて、前記多面体ユニットを片面に接着した粘着シートの他面を該ローラ部材外周面に接触保持して多面体保持ユニットを形成する保持ローラへの接着工程と、
を備えたことを特徴とする多面体の整列方法。
【請求項2】
複数の多面体をその方向性を揃えて粘着シート上に接着することにより多面体を整列させる整列方法であって、
複数の多面体を熱溶融性接着剤を介して板状に連結した板状連結体と、該板状連結体の外周縁に熱溶融性接着剤を介して額縁状に接合された額縁枠体と、を備えた多面体ユニットの前記額縁枠体の少なくとも上面を押さえる押え用枠体を組み付ける押え用枠体組付け工程と、
前記押え用枠体の内側開口部から露出した多面体の露出面に粘着シートの粘着面を貼り付ける粘着シート接着工程と、
前記粘着シートを接着した多面体ユニット、及び押え用枠体を加熱して前記熱溶融性接着剤を溶解させて剥離可能状態にする接着層剥離工程と、
前記粘着シートに接着保持された複数の多面体を粘着シートと共に前記押え用枠体の開口部から取り出す取出し工程と、
該粘着シートに接着された複数の多面体を加熱しつつ多面体に付着した熱溶融性接着剤量を低減させる接着剤除去工程と、
ローラ部材及び該ローラ部材の外周面の少なくとも一部に設けた粘着層から成る保持ローラを用いて、前記多面体ユニットを片面に接着した粘着シートを該ローラ部材外周面に接触保持して多面体保持ユニットを形成する保持ローラへの接着工程と、
を備えたことを特徴とする多面体の整列方法。
【請求項3】
前記多面体は、ガラス製の光学部品であることを特徴とする請求項1に記載の多面体の整列方法。
【請求項4】
前記粘着シートに接着する光学部品の一面は、非光学面であることを特徴とする請求項2に記載の多面体の整列方法。
【請求項5】
請求項1、2、3、又は4に記載の多面体の整列方法によって形成されたことを特徴とする多面体保持ユニット。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−282212(P2006−282212A)
【公開日】平成18年10月19日(2006.10.19)
【国際特許分類】
【出願番号】特願2005−103143(P2005−103143)
【出願日】平成17年3月31日(2005.3.31)
【出願人】(000003104)エプソントヨコム株式会社 (1,528)
【Fターム(参考)】
【公開日】平成18年10月19日(2006.10.19)
【国際特許分類】
【出願日】平成17年3月31日(2005.3.31)
【出願人】(000003104)エプソントヨコム株式会社 (1,528)
【Fターム(参考)】
[ Back to top ]