
太陽電池用バックシートおよびこれを用いた太陽電池
【課題】高い光反射率を有し、部分放電電圧に優れていてシートの薄肉化が可能であり、封止材との接着性に優れている太陽電池用バックシートを提供すること。
【解決手段】熱可塑性樹脂50〜100重量%と無機または有機フィラー0〜50重量%を含む接着層(2)と、ポリプロピレン樹脂30〜95重量%と無機または有機フィラー5〜70重量%を含み、少なくとも1軸延伸されていて、空孔率が55%以下である基材層(1)を有する積層体からなっており、波長750nmの光の反射率が90%以上で、部分放電電圧が7.5V/μm厚以上である太陽電池用バックシート。
【解決手段】熱可塑性樹脂50〜100重量%と無機または有機フィラー0〜50重量%を含む接着層(2)と、ポリプロピレン樹脂30〜95重量%と無機または有機フィラー5〜70重量%を含み、少なくとも1軸延伸されていて、空孔率が55%以下である基材層(1)を有する積層体からなっており、波長750nmの光の反射率が90%以上で、部分放電電圧が7.5V/μm厚以上である太陽電池用バックシート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、太陽電池のモジュールの保護に用いられるバックシートに関する。詳しくは、太陽電池モジュールの光入射面の反対側の封止材上に設置して、優れた光の反射率によりモジュールを通過した太陽光を効率的に発電素子側に反射して発電効率を向上させ、優れた耐電圧により発生した電気を漏洩させることなく、封止材への優れた密着性により太陽電池に長期間の屋外使用に耐えて性能低下を防ぐことが可能な樹脂積層体からなるバックシートに関する。また本発明は該バックシートを用いた太陽電池に関する。
【背景技術】
【0002】
太陽光発電は、太陽電池を用いて太陽光のエネルギーを直接電力に変換する発電方式であり、廃棄物や排気などの発生がないクリーンなエネルギー源として、また電力会社の電力供給に依存しない或いは非常用の電力源として注目を集め、近年では民生レベルでも普及が進んでいる。また発電方法としては運用と保守の費用が安価であるため、世界的に需要が拡大している。
このような太陽電池は、光発電素子を配列してセルとし、これを封止材(充填材)で封止してユニット化した太陽電池モジュールからなる。従来から封止材としてはエチレン−酢酸ビニル共重合体樹脂がよく用いられている。
しかしながら、これらエチレン−酢酸ビニル共重合体樹脂からなる封止材は耐寒性や耐水性には優れるものの、酸素や水蒸気等のガス透過性が高いことから発電素子を腐食させやすい、該ガスにより充填材樹脂自体が劣化して変色しやすい、融点が低いことから高温時に変形しやすい、極性樹脂のために耐電圧が低いなどの問題点があり、これを解決するために太陽電池モジュールの表裏面には更に保護シートを設けることが通常である。本発明においては、裏面側の保護シートを、バックシートと呼称する。
【0003】
特に太陽電池用バックシートとしては、水蒸気透過率、光反射率、寸法安定性、部分放電電圧、耐候試験後の変色量など様々な観点から改良が検討されており、従来はポリエステル系フィルムを芯材として、表裏にフッ素系樹脂フィルムを積層した様態が多く用いられてきた。しかし、フッ素系樹脂フィルムは柔軟で機械的強度が弱いことや高価であることから、近年では様々な性能を付与したポリエステル系フィルムを積層したバックシートが多く提案されている。
具体的には、耐候性を高めたポリエステル樹脂を用いる提案(例えば特許文献1)、防湿性を高めるためにガスバリア性フィルムを積層したり、部分放電電圧を向上させるために電気絶縁性を有するフィルムや発泡層を積層する提案(例えば特許文献2)、フィルム表層に帯電防止層を設けることにより表面抵抗値を下げて部分放電電圧を向上させるといった提案(例えば特許文献3)、および用いるポリエチレンテレフタレートの数平均分子量や酸化チタン粒子の含有量を調整してデラミネーション強度を向上させるといった提案(例えば特許文献4)等がなされている。その結果、現在ではポリエステルフィルムを主に用いたバックシートが主流となっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−134771号公報
【特許文献2】特開2006−253264号公報
【特許文献3】特開2009−147063号公報
【特許文献4】特開2010−254779号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、太陽電池の普及拡大と共に、発電コストに対する要求が増大している。これを解決するために発電効率の更なる向上や太陽電池モジュールを構成する各部材の更なるコストダウン等が求められるようになってきた。
例えば発電効率に関して言えば、バックシートにより入射した光を有効に反射させて再利用することで、発電効率を更に高めることが可能である。ポリエステルフィルムからなる一般的なバックシートは、波長750nmの光の反射率が80〜90%程度であるが、もし同光の反射率を約98%まであげることができれば、モジュールの最大出力として約1.5%の向上が見込め、太陽電池の電力交換効率を更に高めることが可能である。またポリエステルフィルムに関して言えば、本質的に加水分解をしやすいことから、屋外での長期の使用に際して劣化しやすく、更に紫外線など短波長光によって黄変などの変色を起こしやすく、光反射性能が低下しやすいといった問題点がある。
また太陽電池は、初期費用が高額であることが普及を妨げる一因となっていることから、その部材にはさらなる低価格化が求められている。具体的に太陽電池用バックシートは、太陽電池モジュールを電荷による破損から保護するために、発電容量に合わせ、部分放電電圧700V以上もしくは1000V以上の耐電圧性が要求されている。しかし特許文献1〜4にて用いられているポリエステルは分子構造内に極性を有する樹脂であることから誘電率が比較的高く、この要求を達成するためには他素材と積層したり、フィルム自体の厚みを厚くしたりする必要があり、必然的にコストが高くなりやすいといった問題点がある。
【0006】
一方、太陽電池は長期間屋外で使用されることから、気温の日中変動や季節変動に伴う部材間の熱膨張、収縮などの寸法変化の差異により、太陽電池の封止材とバックシートとの間で界面剥離が起こりやすいことが問題点となっている。太陽電池用バックシートと封止材間で界面剥離が起これば、太陽電池モジュールはバックシートによる保護機能を失い、水分が浸透して太陽電池セルの部分に劣化が起こる。従って、太陽電池を作る上で、封止材とバックシートとの接着性は品質を維持する上で重要な要素であり、両者間の接着力の更なる向上が望まれている。
【0007】
本発明は、上述した諸問題を解決するものであり、即ちバックシートのみであっても高い光反射率を有し、部分放電電圧に優れてシートの薄肉化が可能な太陽電池用バックシートを提供することを課題とした。本発明は更に、封止材との接着性に優れた太陽電池用バックシートを提供することを課題とした。
【課題を解決するための手段】
【0008】
本発明者らは、鋭意検討を重ねた結果、ポリプロピレン系樹脂からなり特定の空孔率を有する基材層を用い、これに熱可塑性樹脂からなり特定の空孔率を有する接着層を積層した積層体において、所望の光反射率や部分放電電圧を有し、封止材との接着性に優れたバックシートが得られ、前記課題を解決し得ることを見出した。即ち、以下の特徴を備えた積層体からなる太陽電池用バックシートを以て、本発明を完成するに至った。
【0009】
即ち本発明は、
[1] 少なくとも接着層および基材層を有する積層体からなる太陽電池用バックシートであり、
接着層が、熱可塑性樹脂を50〜100重量%と、無機フィラーおよび有機フィラーの少なくとも一方を0〜50重量%含み、
該基材層が、ポリプロピレン樹脂を30〜95重量%と、無機フィラーおよび有機フィラーの少なくとも一方を5〜70重量%含み、少なくとも1軸延伸されており、且つ空孔率が55%以下であり、
該積層体のJIS−Z8722の条件dに記載の方法に従って測定した該接着層側表面の波長750nmの光の反射率が90%以上であり、IEC−60664−1に記載の方法に従って測定した部分放電電圧が積層体の厚み当り換算で7.5V/μm以上である太陽電池用バックシート、に関するものである。
【0010】
[2] 該基材層の空孔率は、3〜53%であることが好ましい。
[3] 該基材層の厚みは、70〜250μmであることが好ましい。
[4] 該基材層における無機フィラーおよび有機フィラーの平均粒径または平均分散粒径は、0.05〜0.9μmであることが好ましい。
[5] 該接着層の空孔率は、0〜3%であることが好ましい。
[6] 該接着層における熱可塑性樹脂は、融点150℃未満のポリエチレン樹脂、融点150℃未満のランダムポリプロピレン樹脂、および融点150℃未満のエチレン−酢酸ビニル共重合体樹脂の少なくとも1つであるか、
[7] 或いは融点150℃以上のポリプロピレン樹脂であることが好ましい。
[8] [7]の場合、該接着層側の表面にアクリル酸エステル系樹脂またはポリエチレンイミン系樹脂を主とする表面処理層を有することが好ましい。
[9] 該接着層側の表面は、エチレン−酢酸ビニル共重合体樹脂からなる封止剤と接するようにして用いることが好ましい。
[10] 該接着層と該封止材との剥離力は、20N/25mm以上であることが好ましい。
[11] 該積層体の表裏どちらか一方もしくは両方の表面には更に、ポリエステル系樹脂およびフッ素系樹脂の少なくとも1つを含む樹脂フィルム、またはアルミ箔を積層することが好ましい。
【発明の効果】
【0011】
本発明の太陽電池用バックシートは光反射率に優れることから、太陽電池モジュールに入射した光を有効に再利用し、太陽電池の電力交換効率を高めることができる。そして、本発明の太陽電池用バックシートは基材層が非極性のポリプロピレン樹脂からなることから単体でも十分に高い部分放電電圧を有している。この事からシートの薄肉化が可能でありコスト削減効果が高い。また該バックシートを構成する接着層を構成する樹脂に特定の熱可塑性樹脂を用い、或いはこれに表面処理層を設けることで封止材との接着性を改善し、また接着層の空孔率を所定の範囲に制御することにより、太陽電池用バックシートとしての強度を維持することができる。
更に本発明の太陽電池用バックシートはポリエステルフィルムを用いたものと比べ短波長光(紫外線)による変色が殆ど無く、長期の使用においても光反射率の低下が少なく性能が安定している。
【図面の簡単な説明】
【0012】
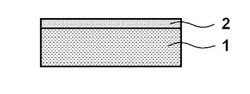
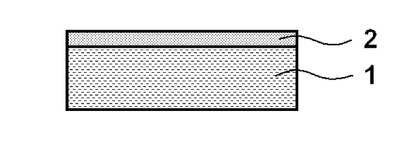
【図1】本発明の太陽電池用バックシートの一様態を示す断面図である。
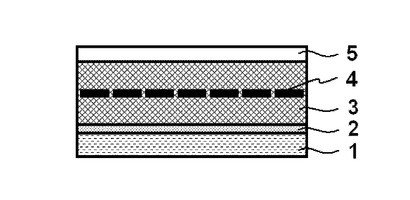
【図2】本発明の太陽電池の一様態を示す断面図である。
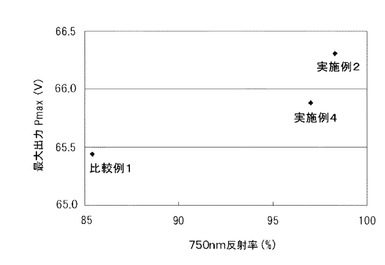
【図3】本発明の実施例、比較例の太陽電池用バックシートの光反射率と、それを用いた太陽電池における最大出力(Pmax)の相関を示すグラフである。
【発明を実施するための形態】
【0013】
以下において、本発明の太陽電池用バックシートの構成及び効果を詳細に説明する。以下に記載する構成要件は、本発明の代表的な実施態様に基づいて説明されるものであるが、本発明はそのような実施態様に限定されるものではない。なお、本発明において「〜」はその前後に記載される数値をそれぞれ最小値及び最大値として含む範囲を意味する。
【0014】
<太陽電池用バックシート>
本発明の太陽電池用バックシートは、少なくとも基材層、接着層を有する積層体からなる。該積層体は、そのJIS−Z8722の条件dに記載の方法に従って測定した波長750nmの光の反射率が90%以上であり、IEC−60664−1に記載の方法に従って測定した部分放電電圧が積層体の厚み当り換算で7.5V/μm以上であることを特徴とする。
以下、本発明の太陽電池バックシートの好ましい態様を参照しつつ、本発明を具体的に説明する。
【0015】
<基材層>
本発明の太陽電池バックシートにおける基材層は、内部に空孔を有するポリプロピレン樹脂フィルムからなるものであり、該バックシートに高い光反射率と、高い耐電圧性を付与する主要な層である。
該基材層は、ポリプロピレン樹脂を30〜95重量%と、無機フィラーおよび有機フィラーの少なくとも一方を5〜70重量%含み、少なくとも1軸延伸されており、且つ空孔率が55%以下であることを特徴としている。
該基材層が非極性のポリプロピレン系樹脂からなることで、単体でも十分に高い部分放電電圧を付与できる。該基材層は更にフィラーを含み同層内に空孔を特定量形成することで、単体でも十分に高い光反射率を達成できる。
【0016】
<ポリプロピレン樹脂>
ポリプロピレン樹脂としては、プロピレン単独重合体や、主成分であるプロピレンと、エチレン、1−ブテン、1−ヘキセン、1−ヘプテン,4−メチル−1−ペンテン等のα−オレフィンとの共重合体を用いることができる。立体規則性は特に制限されず、アイソタクティックないしはシンジオタクティック及び種々の程度の立体規則性を示すものを用いることができる。また、共重合体は2元系でも3元系でも4元系でもよく、またランダム共重合体であってもブロック共重合体であってもよい。空孔形成の観点からはプロピレン単独重合体が好ましい。
ポリプロピレン樹脂の誘電率は2.2〜2.6、ポリエチレンテレフタレート樹脂の誘電率は2.9〜3、空気の誘電率は約1であり、非極性樹脂であるポリプロピレン樹脂の使用や空孔の形成は絶縁耐性の向上に有利である。
基材層は、ポリプロピレン樹脂を30〜95重量%含む。この範囲内では、35重量%以上含むことが好ましく、40重量%以上含むことがさらに好ましい。また、90重量%以下含むことが好ましく、85重量%以下含むことがさらに好ましい。基材層におけるポリプロピレン樹脂の含有量が30重量%以上であればバックシートの誘電率を低く保ち、機械的強度の低下を防ぎやすい傾向があり、95重量%以下であれば十分な空孔数が得られて光反射率を高めやすい傾向がある。
【0017】
<無機フィラー>
基材層は、内部に空孔を形成する核剤としてフィラーを含有する。
無機フィラーとしては、重質炭酸カルシウム、沈降性炭酸カルシウム、焼成クレー、タルク、酸化チタン、硫酸バリウム、硫酸アルミニウム、シリカ、酸化亜鉛、酸化マグネシウム、珪藻土等を例示することができる。また、前記無機フィラーの種々の表面処理剤による表面処理品も例示できる。中でも重質炭酸カルシウム、沈降性炭酸カルシウム及びそれらの表面処理品、クレー、珪藻土を使用すれば安価で延伸時の空孔形成性がよいために好ましい。さらに好ましいのは、重質炭酸カルシウム、沈降性炭酸カルシウムの種々の表面処理剤による表面処理品である。また無機フィラーの中でも酸化チタンはその屈折率の高さから空孔形成の有無によらず高い光反射率を達成可能であるために好ましい。
【0018】
前記表面処理剤としては、例えば樹脂酸、脂肪酸、有機酸、硫酸エステル型陰イオン界面活性剤、スルホン酸型陰イオン界面活性剤、石油樹脂酸、これらのナトリウム、カリウム、アンモニウム等の塩、または、これらの脂肪酸エステル、樹脂酸エステル、ワックス、パラフィン等が好ましく、非イオン系界面活性剤、ジエン系ポリマー、チタネート系カップリング剤、シラン系カップリング剤、燐酸系カップリング剤等も好ましい。前記硫酸エステル型陰イオン界面活性剤としては、例えば長鎖アルコール硫酸エステル、ポリオキシエチレンアルキルエーテル硫酸エステル、硫酸化油等あるいはそれらのナトリウム、カリウム等の塩が挙げられ、スルホン酸型陰イオン界面活性剤としては、例えばアルキルベンゼンスルホン酸、アルキルナフタレンスルホン酸、パラフィンスルホン酸、α−オレフィンスルホン酸、アルキルスルホコハク酸等あるいはそれらのナトリウム、カリウム等の塩が挙げられる。また、前記脂肪酸としては、例えばカプロン酸、カプリル酸、ペラルゴン酸、カプリン酸、ウンデカン酸、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸、ヘベン酸、オレイン酸、リノール酸、リノレン酸、エレオステアリン酸等が挙げられる。前記有機酸としては、例えばマレイン酸、ソルビン酸等が挙げられる。前記ジエン系ポリマーとしては、例えばポリブタジエン、イソプレンなどが挙げられる。前記非イオン系界面活性剤としてはポリエチレングリコールエステル型界面活性剤等が挙げられる。これらの表面処理剤は1種類または2種類以上組み合わせて使用することができる。これらの表面処理剤を用いた無機フィラーの表面処理方法としては、例えば、特開平5−43815号公報、特開平5−139728号公報、特開平7−300568号公報、特開平10−176079号公報、特開平11−256144号公報、特開平11−349846号公報、特開2001−158863号公報、特開2002−220547号公報、特開2002−363443号公報などに記載の方法が使用できる。
【0019】
<有機フィラー>
有機フィラーとしては、基材層を構成するポリプロピレン樹脂の融点よりも、自身の融点またはガラス転移点が高い(例えば、120〜300℃)樹脂を好ましく使用できる。具体的には、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリカーボネート、ポリエチレンナフタレート、ポリスチレン、メラミン樹脂、環状オレフィン共重合体、ポリエチレンサルファイド、ポリイミド、ポリエチルエーテルケトン、ポリフェニレンサルファイド等を例示することができる。これらはポリプロピレン樹脂に対して非相溶性であることから、延伸時の空孔形成性がよいために好ましい。
【0020】
基材層には、無機フィラーまたは有機フィラーの中から1種を選択してこれを単独で使用してもよいし、2種以上を選択して組み合わせて使用してもよい。2種以上を組み合わせて使用する場合には、有機フィラーと無機フィラーを混合して使用してもよい。
基材層は、無機フィラーおよび有機フィラーの少なくとも一方を5〜70重量%含む。この範囲内では、10重量%以上含むことが好ましく、15重量%以上含むことがさらに好ましい。また、65重量%以下含むことが好ましく、60重量%以下含むことがさらに好ましい。基材層におけるフィラー含有量が5重量%以上であれば十分な空孔数を得て光反射率を高めやすい傾向があり、70重量%以下であればバックシートの機械的強度の低下や誘電率の上昇を防ぎやすい傾向がある。
【0021】
<フィラーの粒径>
前記無機フィラーの平均粒径及び前記有機フィラーの平均分散粒径は、例えば、マイクロトラック法、走査型電子顕微鏡による一次粒径の観察(本発明では粒子100個の平均値を平均粒径とした)、比表面積からの換算(本発明では(株)島津製作所製の粉体比表面積測定装置SS−100を使用し比表面積を測定した)などにより求めることができる。
後述する基材層の製造方法において、延伸成形により発生させる空孔サイズを制御するために、基材層に添加される前記無機フィラーの平均粒径を特定のものとすること、または前記有機フィラーの平均分散粒径を混練制御することが好ましい。
【0022】
太陽電池において、発電素子における発電効率に寄与する波長は、可視光〜近赤外領域の波長であることから、バックシートは可視光〜近赤外領域の波長の光を有効に反射するものであることが望ましい。
そのため、基材層に含まれるフィラーの平均粒径または平均分散粒径は、0.05μm以上とすることが好ましく、0.1μm以上とすることがより好ましく、0.15μm以上とすることがさらに好ましい。また、0.9μm以下とすることが好ましく、0.5μm以下とすることがより好ましく、0.4μm以下とすることがさらに好ましい。
基材層に含まれるフィラーの平均粒径または平均分散粒径が0.05〜0.9μmであれば、形成される空孔が適度な大きさになり、可視光〜近赤外領域の光反射率を向上しやすくなる傾向がある。
基材層には、複数種のフィラーを混合して用いることもできる。その場合、平均粒径または平均分散粒径が0.05〜0.9μmであるフィラーの割合は、全フィラーの50%以上であることが好ましく、75%以上であることがより好ましく、90%以上であることがさらに好ましく、100%であることがさらにより好ましい。
【0023】
<その他の成分>
基材層の主要な樹脂成分はポリプロピレン樹脂であるが、延伸性を改良するために、基材層にはポリエチレン、エチレン−酢酸ビニル共重合体、環状オレフィン単独重合体、環状オレフィン共重合体等のポリプロピレン樹脂より低融点の樹脂を前記基材層全体に対して、例えば1〜25重量%配合してもよい。これらの低融点樹脂は、基材層全体に対して2重量%以上配合することが好ましく、3重量%以上配合することがより好ましい。また、22重量%以下配合することが好ましく、20重量%以下配合することがより好ましい。
また基材層には、必要に応じて熱安定剤(酸化防止剤)、光安定剤、分散剤、蛍光増白剤、滑剤等の添加剤を配合してもよい。前記熱安定剤としては、立体障害フェノール系やリン系、アミン系等を例えば0.001〜1重量%、前記光安定剤としては、立体障害アミンやベンゾトリアゾール系、ベンゾフェノン系などを例えば0.001〜1重量%、前記無機フィラーの分散剤としては、シランカップリング剤、オレイン酸やステアリン酸等の高級脂肪酸、金属石鹸、ポリアクリル酸、ポリメタクリル酸ないしはそれらの塩等を例えば0.01〜4重量%、前記有機フィラーの分散剤としては、マレイン酸変性ポリプロピレンやシラノール変性ポリプロピレン等の変性ポリオレフィンを例えば0.01〜4重量%配合してもよい。
【0024】
<製造方法>
基材層は、上記のフィラーを核として内部に空孔を形成するために、少なくとも一軸方向に延伸されていることを特徴とする。光反射率の方向依存性を軽減するために、基材層は縦方向及び横方向の二軸方向に延伸されていることが好ましい。
前記延伸工程では、一般的な一軸延伸方法や二軸延伸方法が使用できる。具体例としてはスクリュー型押出機に接続された単層または多層のTダイやIダイを使用して樹脂組成物の溶融物をシート状に押し出した後、ロール群の周速差を利用した縦延伸で一軸延伸する方法、さらにこの後にテンターオーブンを使用した横延伸を組み合わせた二軸延伸方法や、テンターオーブンとリニアモーターの組み合わせ、あるいはテンターオーブンとパンタグラフの組み合わせによる同時2軸延伸方法などが挙げられる。なお本明細書中、縦延伸とはMD(マシン・ディレクション)方向への延伸を表し、横延伸とはMD方向に直交するシート幅方向への延伸を表す。
【0025】
また、本発明で用いる基材層は、単層構造のみならず、2層以上の層を有する多層構造であっても良い。
これら多層構造を有する基材層の製造方法としては、個々の樹脂組成物の溶融原料を、多層のTダイやIダイを使用して共押出する方法や、多数のダイを使用してラミネートする方法、個別に製造したフィルムをドライラミネーション等の手法により積層する方法などが挙げられる。また、得られた積層体を更に延伸成形しても良い。例として基材層が表面層/支持層/表面層の多層構造を有する場合、これらの層の延伸軸数は全て一軸延伸でも良く、全て二軸延伸でも良く、一軸/二軸/一軸など異なる延伸軸数を有するものでも良い。
基材層が二軸延伸品の場合、全ての層を積層後に二軸延伸してもよいが、支持層の一軸方向の延伸(例えば縦延伸)が終了したのちに、この両面に表面層の溶融原料を押し出し貼合して多層構造とし、これを更に異なる軸方向に延伸(例えば横延伸)して、支持層のみ二軸延伸した基材層を製造する方法も挙げられる。
【0026】
基材層中に発生させる空孔を所望の大きさに調整するために、上述する使用フィラーの粒径に併せ、前記延伸工程における面積延伸倍率は、1.3倍以上にすることが好ましく、7倍以上にすることがより好ましく、22倍以上にすることがさらに好ましく、25倍以上にすることが特に好ましい。また、80倍以下にすることが好ましく、70倍以下にすることがより好ましく、65倍以下にすることがさらに好ましく、60倍以下にすることが特に好ましい。面積延伸倍率が1.3〜80倍の範囲内であれば、微細な空孔が得られやすく、反射率の低下も抑えやすくなる傾向がある。なお、本明細書中、面積延伸倍率とは、縦延伸倍率×横延伸倍率で表される倍率である。
【0027】
<空孔率>
樹脂層中に発生させる空孔の量は空孔率として表すことができる。基材層の空孔率は、0%以上であることが好ましく、3%以上であることがより好ましく、7%以上であることがさらに好ましく、20%以上であることが特に好ましい。また、基材層の空孔率は55%以下であり、53%以下であることが好ましく、50%以下であることがさらに好ましく、45%以下であることが特に好ましい。例えば、基材層の空孔率を3〜53%の範囲内に調整したり、25〜53%の範囲内に調整したりしてもよい。
空孔率が0%以上であれば、部分放電電圧を高めやすい傾向があり、特に20%以上であれば、光反射率も高めやすい傾向がある。空孔率が55%以下であれば、バックシートの機械的強度の低下を防ぎやすく、封止材に接着しこれを剥離したときに、積層体の接着層と基材層の間で凝集破壊を起こしにくい傾向があり、結果として封止材との接着性がより改善される。
【0028】
<厚み>
本発明の太陽電池用バックシートの光反射率、部分放電電圧、水蒸気透過率、寸法安定性等の性能をより高める趣旨からは、基材層の厚みは厚いほど良いが、基材層の厚みは70μm以上であることが好ましく、75μm以上であることがより好ましく、80μm以上であることがさらに好ましく、90μm以上であることが特に好ましい。また、250μm以下であることが好ましく、230μm以下であることがより好ましく、215μm以下であることがさらに好ましく、200μm以下であることが特に好ましい。基材層の厚みが70μm以上であれば上記性能を損なうことはなく、250μm以下であれば従来品と比べコスト削減効果が期待できる。
【0029】
<接着層>
本発明の太陽電池バックシートにおける接着層は、太陽電池モジュールの封止材側に接する層であり、同層表面が太陽電池モジュールの封止材と強く接着して太陽電池用バックシートと封止材間で界面剥離することを防止する層である。
該接着層は、熱可塑性樹脂を50〜100重量%と、無機フィラーおよび有機フィラーの少なくとも一方を0〜50重量%含み、空孔率が0〜3%であることを特徴としている。
該接着層がその内部に殆ど空孔を有しないことで、接着層において材破することなく、更にガス透過性の低減が図れる。また接着層が好ましくは特定の熱可塑性樹脂を使用するまたは表面処理層の設置することにより封止材との接着性を向上できる。
【0030】
<熱可塑性樹脂>
接着層に用いる熱可塑性樹脂としては、ポリオレフィン系樹脂を用いることが好ましい。ポリオレフィン系樹脂を用いることで、基材層と同じくその低い誘電率により部分放電電圧の向上が図れ、また積層体が紫外線により変色しにくく、長期の使用においても光反射率が低下しにくくする傾向がある。
ポリオレフィン系樹脂としては高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン等のポリエチレン系樹脂、エチレン−酢酸ビニル共重合体樹脂、プロピレン系樹脂、ポリメチル−1−ペンテン、環状オレフィン単独重合体、エチレン−環状オレフィン共重合体などが挙げられる。
プロピレン系樹脂としては、プロピレン単独重合体や、主成分であるプロピレンと、エチレン、1−ブテン、1−ヘキセン、1−ヘプテン、1−オクテン、4−メチル−1−ペンテン等のα−オレフィンとの共重合体を用いることができる。立体規則性は特に制限されず、アイソタクティックないしはシンジオタクティック及び種々の程度の立体規則性を示すものを用いることができる。また、共重合体は2元系でも3元系でも4元系でもよい。さらにプロピレン系樹脂の中でも、太陽電池モジュールの加工方法から、ヒートシール性を付与する目的で、ランダム共重合体やブロック共重合体のように融点の低いプロピレン系樹脂を利用することが好ましい。
【0031】
太陽電池モジュールの封止材には一般的にエチレン−酢酸ビニル共重合体樹脂が使用されていることから、接着性の観点で接着層に使用するポリオレフィン系樹脂はこれらの中でも、融点が150℃未満のポリエチレン系樹脂、融点150℃未満のエチレン−酢酸ビニル共重合体、また融点150℃未満のプロピレン系樹脂のランダム共重合体を用いることで両者の熱溶融による接合が可能となり好ましい。
但し熱可塑性樹脂として融点の高い(融点が150℃以上の)ポリプロピレン樹脂を用いた場合であっても、同接着層表面にコロナ放電処理等の活性化処理や、アクリル酸エステル系樹脂またはポリエチレンイミン系樹脂を主とする表面処理層をコーティングにより設けることにより、封止材との高い接着性を達成することができる。また、融点の高いポリプロピレン樹脂に、融点の低いポリプロピレン樹脂やマレイン酸変性ポリプロピレンなどの接着性改良剤を2種以上混合して利用することで、接着の強さを調整することも可能である。
本発明のバックシートは、接着層が最外層となっていて太陽電池モジュールの封止剤と接着層が直接接することができるように構成されているか、あるいは、接着層上に形成された表面処理層が最外層となっていて太陽電池モジュールの封止剤と接着層が表面処理層を介して接することができるように構成されていることが好ましい。後者のように表面処理層を設置する場合、表面処理層の固形分量は1m2当り0.005g以上であることが好ましく、0.01g以上であることがより好ましい。また、表面処理層を設置する場合の表面処理層の固形分量は1m2当り0.5g以下であることが好ましく、0.1g以下であることがより好ましい。
【0032】
接着層は、熱可塑性樹脂を50〜100重量%含む。この範囲内では、70重量%以上含むことが好ましく、97重量%以上含むことがより好ましく、実質的に100重量%含むことが特に好ましい。接着層における熱可塑性樹脂含有量が50重量%以上であれば接着層の機械的強度の低下による接着性の低下を防ぎやすい傾向がある。
また接着層は、表面の粗さを大きくすることで、封止材との嵌合による接着力向上を図る目的や、封止材との接着加工する加熱プレスの際にエアーを抜けやすくする目的から、無機フィラーおよび有機フィラーの少なくとも一方を含むことができる。接着層はこれらフィラーを0〜50重量%を含む。この範囲内では、30重量%以下含むことが好ましく、3重量%以下含むことがより好ましく、実質的に含まないことが特に好ましい。接着層におけるフィラー含有量が50重量%以下であれば接着層の機械的強度の低下による接着性の低下を防ぎやすい傾向がある。
【0033】
<無機フィラーおよび有機フィラー>
接着層に用いる無機フィラーおよび有機フィラーとしては、上述の基材層で用いたものと同様のものを用いることができる。
<その他の成分>
接着層に用いるその他の成分としては、上述の基材層で用いたものと同様のものを用いることができる。
<製造方法>
接着層は、上述の基材層で用いた延伸成形法と同様の方法を用いて形成しても良いが、特に空孔を形成する必要がないため、無延伸の樹脂シートであっても良い。この場合、一度成形した基材層上に接着層の樹脂組成物の熱溶融物を押出ラミネート法により積層して形成しても良い。
【0034】
<空孔率>
接着層の空孔率は0%以上であることが好ましい。また、接着層の空孔率は3%以下であることが好ましく、2%以下であることがより好ましく、1%以下であることが更に好ましい。接着層は実質的に空孔を含まないことが特に好ましい。接着層の低い空孔率は、接着層へのフィラーの配合量を低減することや、接着層を延伸せずに成形すること、接着層を延伸する場合であっても熱可塑性樹脂に低融点の樹脂を用いて延伸成形時には同樹脂が溶融状態としておくことや、延伸軸数や延伸倍率を低く設定することにより達成できる。空孔率が3%以下であれば、接着層において材破することなく、更にガス透過性の低減も図れる。
<厚み>
接着層の厚みは、0.5μm以上であることが好ましく、1μm以上であることがより好ましく、5μm以上であることがさらに好ましく、8μm以上であることが特に好ましい。また、50μm以下であることが好ましく、40μm以下であることがより好ましく、35μm以下であることがさらに好ましく、30μm以下であることが特に好ましい。接着層の厚みが0.5μm以上であれば十分な接着性能が得られやすくなる傾向があり、50μm以下であれば成形性が良く、またコスト削減効果が得られやすくなる傾向がある。
【0035】
<積層>
本発明の太陽電池用バックシートは、少なくとも基材層、接着層を有する積層体からなる。両者を積層して積層体を得る方法としては、それぞれの樹脂組成物を押出機を用いて溶融混練し、多層TダイやIダイを使用してダイ内で積層し、溶融原料を共押出し、該シート状物を冷却ロール上で冷却し固化する方法や、基材層を一旦シート状に形成した後、接着層の樹脂組成物を押出機を用いて溶融混練し、Tダイ等を使用して溶融物を押出し、基材層上に溶融ラミネートし冷却ロール上で冷却し固化する方法などが挙げられる。
【0036】
<積層体>
<積層体の性能>
本発明の太陽電池用バックシートとなる積層体は、そのJIS−Z8722の条件dに記載の方法に従って測定した波長750nmの光の反射率が90%以上であり、IEC−60664−1に記載の方法に従って測定した部分放電電圧が積層体の厚み当り換算で7.5V/μm以上であることを特徴とする。
<光反射率>
本発明の太陽電池用バックシートは、光反射面(接着層側の表面)の下記方法で測定した光反射率が90%以上であることを特徴とする。光反射率は、93%以上であることが好ましく、95%以上であることがより好ましく、97%以上であることがさらに好ましい。また、120%以下であることが好ましく、110%以下であることがより好ましく、100%以下であることがさらに好ましい。光反射率が90%に満たない場合は、太陽電池モジュールに入射した光を有効に反射させて再利用し、太陽電池の電力交換効率を高める効果が不十分である。
本発明の太陽電池用バックシートにおける高い光反射率は、積層体、特に基材層が空孔を有することにより達成される。光反射率は、本質的に空孔率に依存するものであり、空孔率が高いほど光反射率は高くなる傾向にある。ただし、本発明ではバックシートの機械的強度や封止材との接着性を加味して、空孔率の範囲を規定している。
【0037】
太陽電池の発電効率は、光発電素子の光波長の吸収特性により、可視光〜近赤外線の光が特に寄与していると考えられている。
本発明者らの検討によれば、基材層に形成する空孔によって光を有効に反射させることができることが判明している。そして空孔のサイズは特定波長の光の反射率の増減に寄与するものであり重要な要素である。
空孔のサイズは、ポリプロピレン樹脂中に含まれる無機フィラーの平均粒径および有機フィラーの平均分散粒径により特定の範囲とすることができる。具体的には0.05〜0.9μmの粒径のフィラーを用いれば、可視光〜近赤外線の光をより有効に反射させることができる傾向がある。
本発明品の積層体を用いた場合、同領域の光の反射率が98%に達する太陽電池用バックシートを得ることが可能となり、従来のポリエステルフィルムからなる光反射率85%程度の太陽電池用バックシートを使用したものに比べて、最大出力を約1.5%向上させることができることを確認している(図3参照)。最大出力(Pmax)はモジュールの開放電圧値と短絡電流値とを結んで得られるI−Vカーブの最適動作点である。
【0038】
<部分放電電圧>
太陽電池用バックシートには、太陽電池モジュールが積載する光発電素子セルの発電容量に合わせて、部分放電電圧700V以上もしくは1000V以上の耐電圧性能が要求されている。一方、高分子フィルムにおける部分放電電圧は、そのフィルムの厚みに依存することが一般的に知られている。そのため耐電圧性能を稼ぐためにポリエステルフィルムを用いたバックシートは、厚みが増大する傾向があり、コストアップの一因となっていた。部分放電電圧は下記方法で測定できる。
本発明の太陽電池用バックシートは、厚み当たりの部分放電電圧が、7.5V/μm以上であることを特徴する。厚み当たりの部分放電電圧は、8V/μm以上であることが好ましく、9V/μm以上であることがより好ましい。また、15V/μm以下であることが好ましく、13V/μm以下であることが好ましい。厚み当たりの部分放電電圧が7.5V/μm以上であれば、太陽電池用バックシート(特に基材層)の厚みを要求レベルに併せて93μm以上もしくは133μm以上にすれば良く、例えば引用文献2や引用文献3のポリエステルフィルムに比べて薄膜なものでも十分な耐部分放電電圧が得られ、結果的にコストダウンが可能となる。
【0039】
<封止材への接着性>
太陽電池モジュールの封止材には、上述の通り、エチレン−酢酸ビニル共重合体樹脂が一般的に用いられている。太陽電池の性能低下を防ぐために封止材と太陽電池用バックシートとの接着性は高いほど好ましく、本発明では上述の通り接着層に融点の低い熱可塑性樹脂を用いて両者を熱溶融し接合する等の手法により接着性の改善を行っている。その結果得られるバックシートの封止材への接着性は、具体的にはJIS−K6854−2に記載の方法に従って測定した太陽電池モジュールとバックシートとの剥離力として、20N/25mm以上であることが好ましく、50N/25mm以上であることがより好ましく、70N/25mm以上であることがさらに好ましい。剥離力が20N/25mm未満である場合には、封止材への接着性改善の効果が乏しい。
【0040】
<熱収縮率の低減>
太陽電池モジュールへのバックシートの接着方法として、一般的には150℃で30分間の加熱圧着が行われる。そのためバックシートの熱収縮率は低いことが期待される。バックシートの熱収縮率を低減させる方法として、積層体を室処理する方法や、製造工程で熱処理(アニーリング処理)する方法などが挙げられる。
【0041】
<積層体の層構成>
本発明の太陽電池用バックシートを構成する積層体は、少なくとも接着層、基材層の2層を有するものであるが、この2層以上から構成されていても良い。この場合接着層と基材層の他に、例えば保護層などの最外層を積層体の表裏どちらか一方もしくは両方の表面に追加することができ、また機能付与層などの中間層を必要に応じて追加することができる。保護層は、ポリエステル系樹脂およびフッ素系樹脂の少なくとも1つを含む樹脂フィルムなど、機械的強度、耐熱性、耐湿性や耐候性を高めることを目的とするものである。機能付与層は、例えば特許文献2に記載されるようなガスバリア性フィルム、遮光フィルム、隠蔽層、金属蒸着膜やアルミ箔など、太陽電池用バックシートのガスバリア性や隠蔽性等の機能を高めることを目的とするものである。
【0042】
具体的には、基材層の接着層に接する面とは反対の面上に保護層を積層した構造や、接着層と基材層との間または基材層と保護層の間に機能付与層を積層した構造とすることができる。機能付与層は2層以上であっても良い。保護層及び機能付与層に用いられる熱可塑性樹脂、フィラーおよび添加剤などは、本発明の効果を損なわない範囲で、前述の材料を広く利用することもできる。すなわち、本発明の太陽電池用バックシートの好ましい層構成として、
接着層/基材層、
接着層/基材層/保護層、
接着層/機能付与層/基材層、
接着層/機能付与層/基材層/保護層、
接着層/基材層/機能付与層/保護層、
接着層/機能付与層/基材層/機能付与層/保護層、
などの構造を有する積層体を例示することができる。
【実施例】
【0043】
以下に実施例、比較例及び試験例を記載して、本発明をさらに具体的に説明する。以下に示す材料、使用量、割合、操作等は、本発明の趣旨を逸脱しない限り適時変更することができる。従って、本発明の範囲は以下に示す具体例に制限されるものではない。
【0044】
(実施例1、2、6、10、11)
表1に記載の材料を表2に記載の配合比率で混合した組成物(B)を、押出機を用いて250℃で溶融混練した。その後、これをシート状に押し出し、冷却ロールで約60℃まで冷却することによって熱可塑性樹脂シートを得た。この熱可塑性樹脂シートを145℃に再加熱した後、多数のロール群の周速差を利用して縦方向に表2に記載の倍率で延伸した。
次いで表1に記載の材料を表2に記載の通り用いた組成物(A)を、別の押出機を用いて250℃で溶融混練し、上記で得られた熱可塑性樹脂シートの片面に溶融押し出しして、(A)/(B)の構造を有する積層物を得た。
次いでこの積層物を160℃に再加熱してテンターを利用して横方向に表2に記載の倍率で延伸した。その後、165℃でアニーリング処理した後、60℃まで冷却し、耳部をスリットして表2に記載の厚みを有する2層構造の積層体(接着層(A)/基材層(B))を得た。
この積層体の表裏にコロナ放電処理を行い、次いでこの積層体の表裏にポリエチレンイミン系樹脂よりなる接着改良剤(商品名:ポリミンSK、BASFジャパン(株)製)を固形分量として0.5重量%含む水溶液を、乾燥後の固形分量が1m2当り0.01gとなるように塗工し、乾燥させて両面に表面処理層を設けた積層体を得て、これを太陽電池用バックシートとした。
【0045】
(実施例3)
表1に記載の材料を表2に記載の配合比率で混合した組成物(B)を、押出機を用いて250℃で溶融混練した。その後、これをシート状に押し出し、冷却ロールで約60℃まで冷却することによって熱可塑性樹脂シートを得た。この熱可塑性樹脂シートを145℃に再加熱した後、多数のロール群の周速差を利用して縦方向に表2に記載の倍率で延伸した。
次いで表1に記載のPP1を用いた組成物(A)を、別の押出機を用いて250℃で溶融混練し、上記で得られた熱可塑性樹脂シートの片面に溶融押し出しして(A)/(B)の順の組成を有する積層物を得て、これをゴムロールと、金属ロールよりなるエンボスロール(1インチあたり150線、グラビア(逆ピラミッド)型)との間に通し、組成物(A)よりなる接着層側の表面に0.17mm間隔、15μm深さの連続ピラミッド形状のパターンのエンボス加工を施した積層物を得た。
次いでこの積層物を160℃に再加熱してテンターを利用して横方向に表2に記載の倍率で延伸した。その後、165℃でアニーリング処理した後、60℃まで冷却し、耳部をスリットして表2に記載の厚みを有する2層構造の積層体(接着層(A)/基材層(B))を得た。
この積層体の表裏にコロナ放電処理を行い、次いでこの積層体の表裏にポリエチレンイミン系樹脂よりなる接着改良剤(商品名:ポリミンSK、BASFジャパン(株)製)を固形分量として0.5重量%含む水溶液を、乾燥後の固形分量が1m2当り0.01gとなるように塗工し、乾燥させて両面に表面処理層を設けた積層体を得て、これを太陽電池用バックシートとした。
【0046】
(実施例4、5)
接着層(A)を構成するものとして表2に記載の組成物(A)を用い、表2に記載の倍率で延伸し、コロナ放電処理および表面処理層付与による表面処理を行わない以外は、実施例1と同様の方法で積層体を得て、これを太陽電池用バックシートとした。
【0047】
(実施例7)
表1に記載の材料を表2に記載の配合比率で混合した組成物(B)を、押出機を用いて250℃で溶融混練した。その後、これをシート状に押し出し、冷却ロールで約60℃まで冷却することによって熱可塑性樹脂シートを得た。この熱可塑性樹脂シートを145℃に再加熱した後、多数のロール群の周速差を利用して縦方向に表2に記載の倍率で延伸した。
次いで表1に記載の材料を表2に記載の配合比率で混合した組成物(A)を別の押出機を用いて250℃で溶融混練し、上記で得られた熱可塑性樹脂シートの表面に溶融押し出しして、(A)/(B)の構造を有する積層物を得た。
次いでこの積層物を160℃に再加熱してテンターを利用して横方向に表2に記載の倍率で延伸した。その後、165℃でアニーリング処理した後、60℃まで冷却し、耳部をスリットして表2に記載の厚みを有する2層構造の積層体(接着層(A)/基材層(B))を得た。
この積層体の表裏にコロナ放電処理を行い、次いでこの積層体の表裏にポリエチレンイミン系樹脂よりなる接着改良剤(商品名:ポリミンSK、BASFジャパン(株)製)を固形分量として0.5重量%含む水溶液を、乾燥後の固形分量が1m2当り0.01gとなるように塗工し、乾燥させて両面に表面処理層を設けた積層体を得た。
この積層体の基材層(B)側に、保護層(C)として厚み100μmの透明なポリエステルフィルム(商品名:ダイアホイルO300E、三菱樹脂(株)製)をドライラミネート法により積層し、(A)/(B)/(C)の順で積層した積層体を得て、これを太陽電池用バックシートとした。
【0048】
(実施例8、9)
表1に記載の材料を表2に記載の配合比率で混合した組成物(B)を、押出機を用いて250℃で溶融混練した。その後、これをシート状に押し出し、冷却ロールで約60℃まで冷却することによって熱可塑性樹脂シートを得た。この熱可塑性樹脂シートを145℃に再加熱した後、多数のロール群の周速差を利用して縦方向に表2に記載の倍率で延伸した。
次いで表1に記載の材料を表2に記載の配合比率で混合した組成物(A)を、別の押出機を用いて250℃で溶融混練し、上記で得られた熱可塑性樹脂シートの表面に溶融押し出しして、(A)/(B)の構造を有する積層物を得た。
次いでこの積層物を160℃に再加熱してテンターを利用して横方向に表2に記載の倍率で延伸した。その後、165℃でアニーリング処理した後、60℃まで冷却し、耳部をスリットして表2に記載の厚みを有する2層構造(接着層(A)/基材層(B))の積層体を得た。
この積層体の表裏にコロナ放電処理を行い、次いでこの積層体の表裏にポリエチレンイミン系樹脂よりなる接着改良剤(商品名:ポリミンSK、BASFジャパン(株)製)を固形分量として0.5重量%含む水溶液を、乾燥後の固形分量が1m2当り0.01gとなるように塗工し、乾燥させて両面に表面処理層を設けた積層体を得た。
この積層体の基材層(B)側に、機能付与層(D)として厚み12μmのガスバリア性フィルム(商品名:テックバリアHX、三菱樹脂(株)製)、および保護層(C)として厚み50μmの透明なポリエステルフィルム(商品名:ダイアホイルT600E、三菱樹脂(株)製)を順にドライラミネート法により積層し、(A)/(B)/(D)/(C)の順で積層した積層体を得て、これを太陽電池用バックシートとした。
【0049】
(比較例1)
一般的にバックシートとして用いられている白色ポリエステルフィルム(商品名:E20、厚み:100μm、東レ(株)製)を得て、これを太陽電池用バックシートとした。
【0050】
(比較例2)
表1に記載の材料を表2に記載の配合比率で混合した組成物(A)を用いた以外は、実施例1と同様の方法で積層体を得て、これを太陽電池用バックシートとした。このバックシートの接着層(A)の空孔率は6%であった。
【0051】
(比較例3)
表2に記載の延伸倍率で延伸を行い、基材層(B)を表2に記載の厚みとした以外は、実施例1と同様の方法で積層体を得て、これを太陽電池用バックシートとした。このバックシートの基材層(B)の空孔率は18%であった。
(比較例4)
表2に記載の延伸倍率で延伸を行った以外は、実施例1と同様の方法で積層体を得て、これを太陽電池用バックシートとした。このバックシートの基材層(B)の空孔率は56%であった。
【0052】
(試験例)
<光反射率>
各実施例、比較例で得た太陽電池用バックシートの光反射面側(接着層(A)側)表面における光反射率は、直径150mmの積分球を搭載した分光光度計(商品名:U−3310、(株)日立製作所製)を用いて、JIS−Z8722の条件d記載の方法に従い、波長750nmの光で測定し、同測定結果を測定器付属の標準板である酸化アルミニウム板における同条件での光反射率を100%としたときの相対反射率として算出して求めた。
【0053】
<厚み>
各実施例、比較例で得た太陽電池用バックシートの全厚みは、厚み計(ハイブリッチ製作所製)を用いて、JIS−P8118記載の方法に従い測定した。
太陽電池用バックシートの各層における厚みは、下記の空孔率観察の際に電子顕微鏡を用いて各積層体の断面を観察し、外観より層間の界面を判断して厚み比率を求め、上で求めた全厚みと各層の厚み比率から算出した。
【0054】
<部分放電電圧>
各実施例、比較例で得た太陽電池用バックシートの全厚み方向における部分放電電圧は、部分放電試験機(商品名:部分放電システム DAC−6031、総研電気製)を用いて、IEC 60664−1に記載の方法に従い測定した。
【0055】
<剥離力>
エチレン−酢酸ビニル共重合体(商品名:エバフレックスEV45X、三井・デュポンケミカルズ(株)製)のペレットを、加熱プレスにより約400μm厚みの板状に成形加工したものを作成し、これを擬似的に太陽電池モジュールの封止材として使用した。
各実施例、比較例で得た太陽電池用バックシートをA4サイズに断裁し、同サンプル2枚をそれぞれの接着層側表面を向かい合わせにし、その間に封止材を挟み、バックシートの接着層が封止材に接するように重ね合わせた。
次いでこれを2枚のSUS板で挟み込み、熱プレス機にて加圧加熱(150℃、10MPa/cm2圧、30分間)し、バックシートを封止材に圧着して擬似太陽電池サンプルを得た。冷却後にこれを25mm幅にカットし、片方のバックシートと封止材とを手で丁寧に一部剥がし、把持部(つかみしろ)を形成して試験片を作成した。
各試験片を恒温室(温度20℃、相対湿度65%)で一週間保管した後、引張試験機(商品名:オートグラフAGS−5KND、(株)島津製作所製)を使用し、JIS K6854−2に記載の方法に従い、200mm/分の速度でバックシート側と封止材側それぞれの把持部を引張り、少なくとも100mmの距離を180°剥離させて、剥離が安定している時の応力をロードセルにより測定した。
この測定は、各積層体の縦(流れ)方向および横(幅)方向についてそれぞれ3回行い、これらの平均値をもって剥離力として、封止材とバックシートとの接着性を示す尺度とした。
【0056】
<空孔率>
本発明の太陽電池用バックシートの各層における空孔率は、同積層体の空孔を潰さないように冷却しながら切削して厚み方向断面(観察面)を作成し、観察試料台に貼り付け、その観察面に金を蒸着して走査型電子顕微鏡(装置名:SM−200、TOPCON(株)製)を使用して観察しやすい任意の倍率(500〜3000倍)にて各層の空孔を観察した。さらに観察した領域を画像データとして取り込み、その画像を画像解析装置(装置名:ルーゼックスAP、ニレコ(株)製)で画像処理を行い、空孔の面積率を求め、これを空孔率とした。
【0057】
【表1】

【0058】
【表2】
【0059】
【表3】
【0060】
上記実施例における基材層のポリプロピレン樹脂の含有量を35%にした場合や、フィラーの含有量を65%にした場合も、本発明の光反射率や部分放電電圧を達成し得るが、上記実施例1〜11の方が機械的強度や本発明の効果は優れている。一方、上記実施例における基材層のポリプロピレン樹脂の含有量を25%にした場合や、フィラーの含有量を75%にした場合は、本発明の部分放電電圧を達成できないうえ、機械的強度も劣る。
上記実施例における基材層のポリプロピレン樹脂の含有量を92%にした場合や、フィラーの含有量を8%にした場合も、本発明の光反射率や部分放電電圧を達成し得るが、上記実施例1〜11の方が本発明の効果は優れている。また、上記実施例における基材層のポリプロピレン樹脂の含有量を98%にした場合や、フィラーの含有量を2%にした場合は、本発明の光反射率を達成することができない。
【産業上の利用可能性】
【0061】
本発明の太陽電池用バックシートは光反射率に優れることから、太陽電池モジュールに入射した光を有効に再利用し、太陽電池の電力交換効率を高めることができる。そして、本発明の太陽電池用バックシートは基材層が非極性のポリプロピレン樹脂からなることから単体でも十分に高い部分放電電圧を有しておりシートの薄肉化が可能である。これらの事から本発明の太陽電池用バックシートは発電コストの削減効果が非常に高い。
また同バックシートはポリエステルフィルムを用いたものと比べ短波長光(紫外線)による変色が殆ど無く長期の使用においても光反射率の低下が少なく、また同バックシートを構成する接着層は封止材との接着性を改善し太陽電池モジュールを長期間保持できる。これらの事から本発明の太陽電池用バックシートは太陽電池の性能を長期間維持することができ非常に有用である。
【符号の説明】
【0062】
1 基材層
2 接着層
3 封止材
4 太陽電池セル
5 ガラス板
【技術分野】
【0001】
本発明は、太陽電池のモジュールの保護に用いられるバックシートに関する。詳しくは、太陽電池モジュールの光入射面の反対側の封止材上に設置して、優れた光の反射率によりモジュールを通過した太陽光を効率的に発電素子側に反射して発電効率を向上させ、優れた耐電圧により発生した電気を漏洩させることなく、封止材への優れた密着性により太陽電池に長期間の屋外使用に耐えて性能低下を防ぐことが可能な樹脂積層体からなるバックシートに関する。また本発明は該バックシートを用いた太陽電池に関する。
【背景技術】
【0002】
太陽光発電は、太陽電池を用いて太陽光のエネルギーを直接電力に変換する発電方式であり、廃棄物や排気などの発生がないクリーンなエネルギー源として、また電力会社の電力供給に依存しない或いは非常用の電力源として注目を集め、近年では民生レベルでも普及が進んでいる。また発電方法としては運用と保守の費用が安価であるため、世界的に需要が拡大している。
このような太陽電池は、光発電素子を配列してセルとし、これを封止材(充填材)で封止してユニット化した太陽電池モジュールからなる。従来から封止材としてはエチレン−酢酸ビニル共重合体樹脂がよく用いられている。
しかしながら、これらエチレン−酢酸ビニル共重合体樹脂からなる封止材は耐寒性や耐水性には優れるものの、酸素や水蒸気等のガス透過性が高いことから発電素子を腐食させやすい、該ガスにより充填材樹脂自体が劣化して変色しやすい、融点が低いことから高温時に変形しやすい、極性樹脂のために耐電圧が低いなどの問題点があり、これを解決するために太陽電池モジュールの表裏面には更に保護シートを設けることが通常である。本発明においては、裏面側の保護シートを、バックシートと呼称する。
【0003】
特に太陽電池用バックシートとしては、水蒸気透過率、光反射率、寸法安定性、部分放電電圧、耐候試験後の変色量など様々な観点から改良が検討されており、従来はポリエステル系フィルムを芯材として、表裏にフッ素系樹脂フィルムを積層した様態が多く用いられてきた。しかし、フッ素系樹脂フィルムは柔軟で機械的強度が弱いことや高価であることから、近年では様々な性能を付与したポリエステル系フィルムを積層したバックシートが多く提案されている。
具体的には、耐候性を高めたポリエステル樹脂を用いる提案(例えば特許文献1)、防湿性を高めるためにガスバリア性フィルムを積層したり、部分放電電圧を向上させるために電気絶縁性を有するフィルムや発泡層を積層する提案(例えば特許文献2)、フィルム表層に帯電防止層を設けることにより表面抵抗値を下げて部分放電電圧を向上させるといった提案(例えば特許文献3)、および用いるポリエチレンテレフタレートの数平均分子量や酸化チタン粒子の含有量を調整してデラミネーション強度を向上させるといった提案(例えば特許文献4)等がなされている。その結果、現在ではポリエステルフィルムを主に用いたバックシートが主流となっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−134771号公報
【特許文献2】特開2006−253264号公報
【特許文献3】特開2009−147063号公報
【特許文献4】特開2010−254779号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、太陽電池の普及拡大と共に、発電コストに対する要求が増大している。これを解決するために発電効率の更なる向上や太陽電池モジュールを構成する各部材の更なるコストダウン等が求められるようになってきた。
例えば発電効率に関して言えば、バックシートにより入射した光を有効に反射させて再利用することで、発電効率を更に高めることが可能である。ポリエステルフィルムからなる一般的なバックシートは、波長750nmの光の反射率が80〜90%程度であるが、もし同光の反射率を約98%まであげることができれば、モジュールの最大出力として約1.5%の向上が見込め、太陽電池の電力交換効率を更に高めることが可能である。またポリエステルフィルムに関して言えば、本質的に加水分解をしやすいことから、屋外での長期の使用に際して劣化しやすく、更に紫外線など短波長光によって黄変などの変色を起こしやすく、光反射性能が低下しやすいといった問題点がある。
また太陽電池は、初期費用が高額であることが普及を妨げる一因となっていることから、その部材にはさらなる低価格化が求められている。具体的に太陽電池用バックシートは、太陽電池モジュールを電荷による破損から保護するために、発電容量に合わせ、部分放電電圧700V以上もしくは1000V以上の耐電圧性が要求されている。しかし特許文献1〜4にて用いられているポリエステルは分子構造内に極性を有する樹脂であることから誘電率が比較的高く、この要求を達成するためには他素材と積層したり、フィルム自体の厚みを厚くしたりする必要があり、必然的にコストが高くなりやすいといった問題点がある。
【0006】
一方、太陽電池は長期間屋外で使用されることから、気温の日中変動や季節変動に伴う部材間の熱膨張、収縮などの寸法変化の差異により、太陽電池の封止材とバックシートとの間で界面剥離が起こりやすいことが問題点となっている。太陽電池用バックシートと封止材間で界面剥離が起これば、太陽電池モジュールはバックシートによる保護機能を失い、水分が浸透して太陽電池セルの部分に劣化が起こる。従って、太陽電池を作る上で、封止材とバックシートとの接着性は品質を維持する上で重要な要素であり、両者間の接着力の更なる向上が望まれている。
【0007】
本発明は、上述した諸問題を解決するものであり、即ちバックシートのみであっても高い光反射率を有し、部分放電電圧に優れてシートの薄肉化が可能な太陽電池用バックシートを提供することを課題とした。本発明は更に、封止材との接着性に優れた太陽電池用バックシートを提供することを課題とした。
【課題を解決するための手段】
【0008】
本発明者らは、鋭意検討を重ねた結果、ポリプロピレン系樹脂からなり特定の空孔率を有する基材層を用い、これに熱可塑性樹脂からなり特定の空孔率を有する接着層を積層した積層体において、所望の光反射率や部分放電電圧を有し、封止材との接着性に優れたバックシートが得られ、前記課題を解決し得ることを見出した。即ち、以下の特徴を備えた積層体からなる太陽電池用バックシートを以て、本発明を完成するに至った。
【0009】
即ち本発明は、
[1] 少なくとも接着層および基材層を有する積層体からなる太陽電池用バックシートであり、
接着層が、熱可塑性樹脂を50〜100重量%と、無機フィラーおよび有機フィラーの少なくとも一方を0〜50重量%含み、
該基材層が、ポリプロピレン樹脂を30〜95重量%と、無機フィラーおよび有機フィラーの少なくとも一方を5〜70重量%含み、少なくとも1軸延伸されており、且つ空孔率が55%以下であり、
該積層体のJIS−Z8722の条件dに記載の方法に従って測定した該接着層側表面の波長750nmの光の反射率が90%以上であり、IEC−60664−1に記載の方法に従って測定した部分放電電圧が積層体の厚み当り換算で7.5V/μm以上である太陽電池用バックシート、に関するものである。
【0010】
[2] 該基材層の空孔率は、3〜53%であることが好ましい。
[3] 該基材層の厚みは、70〜250μmであることが好ましい。
[4] 該基材層における無機フィラーおよび有機フィラーの平均粒径または平均分散粒径は、0.05〜0.9μmであることが好ましい。
[5] 該接着層の空孔率は、0〜3%であることが好ましい。
[6] 該接着層における熱可塑性樹脂は、融点150℃未満のポリエチレン樹脂、融点150℃未満のランダムポリプロピレン樹脂、および融点150℃未満のエチレン−酢酸ビニル共重合体樹脂の少なくとも1つであるか、
[7] 或いは融点150℃以上のポリプロピレン樹脂であることが好ましい。
[8] [7]の場合、該接着層側の表面にアクリル酸エステル系樹脂またはポリエチレンイミン系樹脂を主とする表面処理層を有することが好ましい。
[9] 該接着層側の表面は、エチレン−酢酸ビニル共重合体樹脂からなる封止剤と接するようにして用いることが好ましい。
[10] 該接着層と該封止材との剥離力は、20N/25mm以上であることが好ましい。
[11] 該積層体の表裏どちらか一方もしくは両方の表面には更に、ポリエステル系樹脂およびフッ素系樹脂の少なくとも1つを含む樹脂フィルム、またはアルミ箔を積層することが好ましい。
【発明の効果】
【0011】
本発明の太陽電池用バックシートは光反射率に優れることから、太陽電池モジュールに入射した光を有効に再利用し、太陽電池の電力交換効率を高めることができる。そして、本発明の太陽電池用バックシートは基材層が非極性のポリプロピレン樹脂からなることから単体でも十分に高い部分放電電圧を有している。この事からシートの薄肉化が可能でありコスト削減効果が高い。また該バックシートを構成する接着層を構成する樹脂に特定の熱可塑性樹脂を用い、或いはこれに表面処理層を設けることで封止材との接着性を改善し、また接着層の空孔率を所定の範囲に制御することにより、太陽電池用バックシートとしての強度を維持することができる。
更に本発明の太陽電池用バックシートはポリエステルフィルムを用いたものと比べ短波長光(紫外線)による変色が殆ど無く、長期の使用においても光反射率の低下が少なく性能が安定している。
【図面の簡単な説明】
【0012】
【図1】本発明の太陽電池用バックシートの一様態を示す断面図である。
【図2】本発明の太陽電池の一様態を示す断面図である。
【図3】本発明の実施例、比較例の太陽電池用バックシートの光反射率と、それを用いた太陽電池における最大出力(Pmax)の相関を示すグラフである。
【発明を実施するための形態】
【0013】
以下において、本発明の太陽電池用バックシートの構成及び効果を詳細に説明する。以下に記載する構成要件は、本発明の代表的な実施態様に基づいて説明されるものであるが、本発明はそのような実施態様に限定されるものではない。なお、本発明において「〜」はその前後に記載される数値をそれぞれ最小値及び最大値として含む範囲を意味する。
【0014】
<太陽電池用バックシート>
本発明の太陽電池用バックシートは、少なくとも基材層、接着層を有する積層体からなる。該積層体は、そのJIS−Z8722の条件dに記載の方法に従って測定した波長750nmの光の反射率が90%以上であり、IEC−60664−1に記載の方法に従って測定した部分放電電圧が積層体の厚み当り換算で7.5V/μm以上であることを特徴とする。
以下、本発明の太陽電池バックシートの好ましい態様を参照しつつ、本発明を具体的に説明する。
【0015】
<基材層>
本発明の太陽電池バックシートにおける基材層は、内部に空孔を有するポリプロピレン樹脂フィルムからなるものであり、該バックシートに高い光反射率と、高い耐電圧性を付与する主要な層である。
該基材層は、ポリプロピレン樹脂を30〜95重量%と、無機フィラーおよび有機フィラーの少なくとも一方を5〜70重量%含み、少なくとも1軸延伸されており、且つ空孔率が55%以下であることを特徴としている。
該基材層が非極性のポリプロピレン系樹脂からなることで、単体でも十分に高い部分放電電圧を付与できる。該基材層は更にフィラーを含み同層内に空孔を特定量形成することで、単体でも十分に高い光反射率を達成できる。
【0016】
<ポリプロピレン樹脂>
ポリプロピレン樹脂としては、プロピレン単独重合体や、主成分であるプロピレンと、エチレン、1−ブテン、1−ヘキセン、1−ヘプテン,4−メチル−1−ペンテン等のα−オレフィンとの共重合体を用いることができる。立体規則性は特に制限されず、アイソタクティックないしはシンジオタクティック及び種々の程度の立体規則性を示すものを用いることができる。また、共重合体は2元系でも3元系でも4元系でもよく、またランダム共重合体であってもブロック共重合体であってもよい。空孔形成の観点からはプロピレン単独重合体が好ましい。
ポリプロピレン樹脂の誘電率は2.2〜2.6、ポリエチレンテレフタレート樹脂の誘電率は2.9〜3、空気の誘電率は約1であり、非極性樹脂であるポリプロピレン樹脂の使用や空孔の形成は絶縁耐性の向上に有利である。
基材層は、ポリプロピレン樹脂を30〜95重量%含む。この範囲内では、35重量%以上含むことが好ましく、40重量%以上含むことがさらに好ましい。また、90重量%以下含むことが好ましく、85重量%以下含むことがさらに好ましい。基材層におけるポリプロピレン樹脂の含有量が30重量%以上であればバックシートの誘電率を低く保ち、機械的強度の低下を防ぎやすい傾向があり、95重量%以下であれば十分な空孔数が得られて光反射率を高めやすい傾向がある。
【0017】
<無機フィラー>
基材層は、内部に空孔を形成する核剤としてフィラーを含有する。
無機フィラーとしては、重質炭酸カルシウム、沈降性炭酸カルシウム、焼成クレー、タルク、酸化チタン、硫酸バリウム、硫酸アルミニウム、シリカ、酸化亜鉛、酸化マグネシウム、珪藻土等を例示することができる。また、前記無機フィラーの種々の表面処理剤による表面処理品も例示できる。中でも重質炭酸カルシウム、沈降性炭酸カルシウム及びそれらの表面処理品、クレー、珪藻土を使用すれば安価で延伸時の空孔形成性がよいために好ましい。さらに好ましいのは、重質炭酸カルシウム、沈降性炭酸カルシウムの種々の表面処理剤による表面処理品である。また無機フィラーの中でも酸化チタンはその屈折率の高さから空孔形成の有無によらず高い光反射率を達成可能であるために好ましい。
【0018】
前記表面処理剤としては、例えば樹脂酸、脂肪酸、有機酸、硫酸エステル型陰イオン界面活性剤、スルホン酸型陰イオン界面活性剤、石油樹脂酸、これらのナトリウム、カリウム、アンモニウム等の塩、または、これらの脂肪酸エステル、樹脂酸エステル、ワックス、パラフィン等が好ましく、非イオン系界面活性剤、ジエン系ポリマー、チタネート系カップリング剤、シラン系カップリング剤、燐酸系カップリング剤等も好ましい。前記硫酸エステル型陰イオン界面活性剤としては、例えば長鎖アルコール硫酸エステル、ポリオキシエチレンアルキルエーテル硫酸エステル、硫酸化油等あるいはそれらのナトリウム、カリウム等の塩が挙げられ、スルホン酸型陰イオン界面活性剤としては、例えばアルキルベンゼンスルホン酸、アルキルナフタレンスルホン酸、パラフィンスルホン酸、α−オレフィンスルホン酸、アルキルスルホコハク酸等あるいはそれらのナトリウム、カリウム等の塩が挙げられる。また、前記脂肪酸としては、例えばカプロン酸、カプリル酸、ペラルゴン酸、カプリン酸、ウンデカン酸、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸、ヘベン酸、オレイン酸、リノール酸、リノレン酸、エレオステアリン酸等が挙げられる。前記有機酸としては、例えばマレイン酸、ソルビン酸等が挙げられる。前記ジエン系ポリマーとしては、例えばポリブタジエン、イソプレンなどが挙げられる。前記非イオン系界面活性剤としてはポリエチレングリコールエステル型界面活性剤等が挙げられる。これらの表面処理剤は1種類または2種類以上組み合わせて使用することができる。これらの表面処理剤を用いた無機フィラーの表面処理方法としては、例えば、特開平5−43815号公報、特開平5−139728号公報、特開平7−300568号公報、特開平10−176079号公報、特開平11−256144号公報、特開平11−349846号公報、特開2001−158863号公報、特開2002−220547号公報、特開2002−363443号公報などに記載の方法が使用できる。
【0019】
<有機フィラー>
有機フィラーとしては、基材層を構成するポリプロピレン樹脂の融点よりも、自身の融点またはガラス転移点が高い(例えば、120〜300℃)樹脂を好ましく使用できる。具体的には、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリカーボネート、ポリエチレンナフタレート、ポリスチレン、メラミン樹脂、環状オレフィン共重合体、ポリエチレンサルファイド、ポリイミド、ポリエチルエーテルケトン、ポリフェニレンサルファイド等を例示することができる。これらはポリプロピレン樹脂に対して非相溶性であることから、延伸時の空孔形成性がよいために好ましい。
【0020】
基材層には、無機フィラーまたは有機フィラーの中から1種を選択してこれを単独で使用してもよいし、2種以上を選択して組み合わせて使用してもよい。2種以上を組み合わせて使用する場合には、有機フィラーと無機フィラーを混合して使用してもよい。
基材層は、無機フィラーおよび有機フィラーの少なくとも一方を5〜70重量%含む。この範囲内では、10重量%以上含むことが好ましく、15重量%以上含むことがさらに好ましい。また、65重量%以下含むことが好ましく、60重量%以下含むことがさらに好ましい。基材層におけるフィラー含有量が5重量%以上であれば十分な空孔数を得て光反射率を高めやすい傾向があり、70重量%以下であればバックシートの機械的強度の低下や誘電率の上昇を防ぎやすい傾向がある。
【0021】
<フィラーの粒径>
前記無機フィラーの平均粒径及び前記有機フィラーの平均分散粒径は、例えば、マイクロトラック法、走査型電子顕微鏡による一次粒径の観察(本発明では粒子100個の平均値を平均粒径とした)、比表面積からの換算(本発明では(株)島津製作所製の粉体比表面積測定装置SS−100を使用し比表面積を測定した)などにより求めることができる。
後述する基材層の製造方法において、延伸成形により発生させる空孔サイズを制御するために、基材層に添加される前記無機フィラーの平均粒径を特定のものとすること、または前記有機フィラーの平均分散粒径を混練制御することが好ましい。
【0022】
太陽電池において、発電素子における発電効率に寄与する波長は、可視光〜近赤外領域の波長であることから、バックシートは可視光〜近赤外領域の波長の光を有効に反射するものであることが望ましい。
そのため、基材層に含まれるフィラーの平均粒径または平均分散粒径は、0.05μm以上とすることが好ましく、0.1μm以上とすることがより好ましく、0.15μm以上とすることがさらに好ましい。また、0.9μm以下とすることが好ましく、0.5μm以下とすることがより好ましく、0.4μm以下とすることがさらに好ましい。
基材層に含まれるフィラーの平均粒径または平均分散粒径が0.05〜0.9μmであれば、形成される空孔が適度な大きさになり、可視光〜近赤外領域の光反射率を向上しやすくなる傾向がある。
基材層には、複数種のフィラーを混合して用いることもできる。その場合、平均粒径または平均分散粒径が0.05〜0.9μmであるフィラーの割合は、全フィラーの50%以上であることが好ましく、75%以上であることがより好ましく、90%以上であることがさらに好ましく、100%であることがさらにより好ましい。
【0023】
<その他の成分>
基材層の主要な樹脂成分はポリプロピレン樹脂であるが、延伸性を改良するために、基材層にはポリエチレン、エチレン−酢酸ビニル共重合体、環状オレフィン単独重合体、環状オレフィン共重合体等のポリプロピレン樹脂より低融点の樹脂を前記基材層全体に対して、例えば1〜25重量%配合してもよい。これらの低融点樹脂は、基材層全体に対して2重量%以上配合することが好ましく、3重量%以上配合することがより好ましい。また、22重量%以下配合することが好ましく、20重量%以下配合することがより好ましい。
また基材層には、必要に応じて熱安定剤(酸化防止剤)、光安定剤、分散剤、蛍光増白剤、滑剤等の添加剤を配合してもよい。前記熱安定剤としては、立体障害フェノール系やリン系、アミン系等を例えば0.001〜1重量%、前記光安定剤としては、立体障害アミンやベンゾトリアゾール系、ベンゾフェノン系などを例えば0.001〜1重量%、前記無機フィラーの分散剤としては、シランカップリング剤、オレイン酸やステアリン酸等の高級脂肪酸、金属石鹸、ポリアクリル酸、ポリメタクリル酸ないしはそれらの塩等を例えば0.01〜4重量%、前記有機フィラーの分散剤としては、マレイン酸変性ポリプロピレンやシラノール変性ポリプロピレン等の変性ポリオレフィンを例えば0.01〜4重量%配合してもよい。
【0024】
<製造方法>
基材層は、上記のフィラーを核として内部に空孔を形成するために、少なくとも一軸方向に延伸されていることを特徴とする。光反射率の方向依存性を軽減するために、基材層は縦方向及び横方向の二軸方向に延伸されていることが好ましい。
前記延伸工程では、一般的な一軸延伸方法や二軸延伸方法が使用できる。具体例としてはスクリュー型押出機に接続された単層または多層のTダイやIダイを使用して樹脂組成物の溶融物をシート状に押し出した後、ロール群の周速差を利用した縦延伸で一軸延伸する方法、さらにこの後にテンターオーブンを使用した横延伸を組み合わせた二軸延伸方法や、テンターオーブンとリニアモーターの組み合わせ、あるいはテンターオーブンとパンタグラフの組み合わせによる同時2軸延伸方法などが挙げられる。なお本明細書中、縦延伸とはMD(マシン・ディレクション)方向への延伸を表し、横延伸とはMD方向に直交するシート幅方向への延伸を表す。
【0025】
また、本発明で用いる基材層は、単層構造のみならず、2層以上の層を有する多層構造であっても良い。
これら多層構造を有する基材層の製造方法としては、個々の樹脂組成物の溶融原料を、多層のTダイやIダイを使用して共押出する方法や、多数のダイを使用してラミネートする方法、個別に製造したフィルムをドライラミネーション等の手法により積層する方法などが挙げられる。また、得られた積層体を更に延伸成形しても良い。例として基材層が表面層/支持層/表面層の多層構造を有する場合、これらの層の延伸軸数は全て一軸延伸でも良く、全て二軸延伸でも良く、一軸/二軸/一軸など異なる延伸軸数を有するものでも良い。
基材層が二軸延伸品の場合、全ての層を積層後に二軸延伸してもよいが、支持層の一軸方向の延伸(例えば縦延伸)が終了したのちに、この両面に表面層の溶融原料を押し出し貼合して多層構造とし、これを更に異なる軸方向に延伸(例えば横延伸)して、支持層のみ二軸延伸した基材層を製造する方法も挙げられる。
【0026】
基材層中に発生させる空孔を所望の大きさに調整するために、上述する使用フィラーの粒径に併せ、前記延伸工程における面積延伸倍率は、1.3倍以上にすることが好ましく、7倍以上にすることがより好ましく、22倍以上にすることがさらに好ましく、25倍以上にすることが特に好ましい。また、80倍以下にすることが好ましく、70倍以下にすることがより好ましく、65倍以下にすることがさらに好ましく、60倍以下にすることが特に好ましい。面積延伸倍率が1.3〜80倍の範囲内であれば、微細な空孔が得られやすく、反射率の低下も抑えやすくなる傾向がある。なお、本明細書中、面積延伸倍率とは、縦延伸倍率×横延伸倍率で表される倍率である。
【0027】
<空孔率>
樹脂層中に発生させる空孔の量は空孔率として表すことができる。基材層の空孔率は、0%以上であることが好ましく、3%以上であることがより好ましく、7%以上であることがさらに好ましく、20%以上であることが特に好ましい。また、基材層の空孔率は55%以下であり、53%以下であることが好ましく、50%以下であることがさらに好ましく、45%以下であることが特に好ましい。例えば、基材層の空孔率を3〜53%の範囲内に調整したり、25〜53%の範囲内に調整したりしてもよい。
空孔率が0%以上であれば、部分放電電圧を高めやすい傾向があり、特に20%以上であれば、光反射率も高めやすい傾向がある。空孔率が55%以下であれば、バックシートの機械的強度の低下を防ぎやすく、封止材に接着しこれを剥離したときに、積層体の接着層と基材層の間で凝集破壊を起こしにくい傾向があり、結果として封止材との接着性がより改善される。
【0028】
<厚み>
本発明の太陽電池用バックシートの光反射率、部分放電電圧、水蒸気透過率、寸法安定性等の性能をより高める趣旨からは、基材層の厚みは厚いほど良いが、基材層の厚みは70μm以上であることが好ましく、75μm以上であることがより好ましく、80μm以上であることがさらに好ましく、90μm以上であることが特に好ましい。また、250μm以下であることが好ましく、230μm以下であることがより好ましく、215μm以下であることがさらに好ましく、200μm以下であることが特に好ましい。基材層の厚みが70μm以上であれば上記性能を損なうことはなく、250μm以下であれば従来品と比べコスト削減効果が期待できる。
【0029】
<接着層>
本発明の太陽電池バックシートにおける接着層は、太陽電池モジュールの封止材側に接する層であり、同層表面が太陽電池モジュールの封止材と強く接着して太陽電池用バックシートと封止材間で界面剥離することを防止する層である。
該接着層は、熱可塑性樹脂を50〜100重量%と、無機フィラーおよび有機フィラーの少なくとも一方を0〜50重量%含み、空孔率が0〜3%であることを特徴としている。
該接着層がその内部に殆ど空孔を有しないことで、接着層において材破することなく、更にガス透過性の低減が図れる。また接着層が好ましくは特定の熱可塑性樹脂を使用するまたは表面処理層の設置することにより封止材との接着性を向上できる。
【0030】
<熱可塑性樹脂>
接着層に用いる熱可塑性樹脂としては、ポリオレフィン系樹脂を用いることが好ましい。ポリオレフィン系樹脂を用いることで、基材層と同じくその低い誘電率により部分放電電圧の向上が図れ、また積層体が紫外線により変色しにくく、長期の使用においても光反射率が低下しにくくする傾向がある。
ポリオレフィン系樹脂としては高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン等のポリエチレン系樹脂、エチレン−酢酸ビニル共重合体樹脂、プロピレン系樹脂、ポリメチル−1−ペンテン、環状オレフィン単独重合体、エチレン−環状オレフィン共重合体などが挙げられる。
プロピレン系樹脂としては、プロピレン単独重合体や、主成分であるプロピレンと、エチレン、1−ブテン、1−ヘキセン、1−ヘプテン、1−オクテン、4−メチル−1−ペンテン等のα−オレフィンとの共重合体を用いることができる。立体規則性は特に制限されず、アイソタクティックないしはシンジオタクティック及び種々の程度の立体規則性を示すものを用いることができる。また、共重合体は2元系でも3元系でも4元系でもよい。さらにプロピレン系樹脂の中でも、太陽電池モジュールの加工方法から、ヒートシール性を付与する目的で、ランダム共重合体やブロック共重合体のように融点の低いプロピレン系樹脂を利用することが好ましい。
【0031】
太陽電池モジュールの封止材には一般的にエチレン−酢酸ビニル共重合体樹脂が使用されていることから、接着性の観点で接着層に使用するポリオレフィン系樹脂はこれらの中でも、融点が150℃未満のポリエチレン系樹脂、融点150℃未満のエチレン−酢酸ビニル共重合体、また融点150℃未満のプロピレン系樹脂のランダム共重合体を用いることで両者の熱溶融による接合が可能となり好ましい。
但し熱可塑性樹脂として融点の高い(融点が150℃以上の)ポリプロピレン樹脂を用いた場合であっても、同接着層表面にコロナ放電処理等の活性化処理や、アクリル酸エステル系樹脂またはポリエチレンイミン系樹脂を主とする表面処理層をコーティングにより設けることにより、封止材との高い接着性を達成することができる。また、融点の高いポリプロピレン樹脂に、融点の低いポリプロピレン樹脂やマレイン酸変性ポリプロピレンなどの接着性改良剤を2種以上混合して利用することで、接着の強さを調整することも可能である。
本発明のバックシートは、接着層が最外層となっていて太陽電池モジュールの封止剤と接着層が直接接することができるように構成されているか、あるいは、接着層上に形成された表面処理層が最外層となっていて太陽電池モジュールの封止剤と接着層が表面処理層を介して接することができるように構成されていることが好ましい。後者のように表面処理層を設置する場合、表面処理層の固形分量は1m2当り0.005g以上であることが好ましく、0.01g以上であることがより好ましい。また、表面処理層を設置する場合の表面処理層の固形分量は1m2当り0.5g以下であることが好ましく、0.1g以下であることがより好ましい。
【0032】
接着層は、熱可塑性樹脂を50〜100重量%含む。この範囲内では、70重量%以上含むことが好ましく、97重量%以上含むことがより好ましく、実質的に100重量%含むことが特に好ましい。接着層における熱可塑性樹脂含有量が50重量%以上であれば接着層の機械的強度の低下による接着性の低下を防ぎやすい傾向がある。
また接着層は、表面の粗さを大きくすることで、封止材との嵌合による接着力向上を図る目的や、封止材との接着加工する加熱プレスの際にエアーを抜けやすくする目的から、無機フィラーおよび有機フィラーの少なくとも一方を含むことができる。接着層はこれらフィラーを0〜50重量%を含む。この範囲内では、30重量%以下含むことが好ましく、3重量%以下含むことがより好ましく、実質的に含まないことが特に好ましい。接着層におけるフィラー含有量が50重量%以下であれば接着層の機械的強度の低下による接着性の低下を防ぎやすい傾向がある。
【0033】
<無機フィラーおよび有機フィラー>
接着層に用いる無機フィラーおよび有機フィラーとしては、上述の基材層で用いたものと同様のものを用いることができる。
<その他の成分>
接着層に用いるその他の成分としては、上述の基材層で用いたものと同様のものを用いることができる。
<製造方法>
接着層は、上述の基材層で用いた延伸成形法と同様の方法を用いて形成しても良いが、特に空孔を形成する必要がないため、無延伸の樹脂シートであっても良い。この場合、一度成形した基材層上に接着層の樹脂組成物の熱溶融物を押出ラミネート法により積層して形成しても良い。
【0034】
<空孔率>
接着層の空孔率は0%以上であることが好ましい。また、接着層の空孔率は3%以下であることが好ましく、2%以下であることがより好ましく、1%以下であることが更に好ましい。接着層は実質的に空孔を含まないことが特に好ましい。接着層の低い空孔率は、接着層へのフィラーの配合量を低減することや、接着層を延伸せずに成形すること、接着層を延伸する場合であっても熱可塑性樹脂に低融点の樹脂を用いて延伸成形時には同樹脂が溶融状態としておくことや、延伸軸数や延伸倍率を低く設定することにより達成できる。空孔率が3%以下であれば、接着層において材破することなく、更にガス透過性の低減も図れる。
<厚み>
接着層の厚みは、0.5μm以上であることが好ましく、1μm以上であることがより好ましく、5μm以上であることがさらに好ましく、8μm以上であることが特に好ましい。また、50μm以下であることが好ましく、40μm以下であることがより好ましく、35μm以下であることがさらに好ましく、30μm以下であることが特に好ましい。接着層の厚みが0.5μm以上であれば十分な接着性能が得られやすくなる傾向があり、50μm以下であれば成形性が良く、またコスト削減効果が得られやすくなる傾向がある。
【0035】
<積層>
本発明の太陽電池用バックシートは、少なくとも基材層、接着層を有する積層体からなる。両者を積層して積層体を得る方法としては、それぞれの樹脂組成物を押出機を用いて溶融混練し、多層TダイやIダイを使用してダイ内で積層し、溶融原料を共押出し、該シート状物を冷却ロール上で冷却し固化する方法や、基材層を一旦シート状に形成した後、接着層の樹脂組成物を押出機を用いて溶融混練し、Tダイ等を使用して溶融物を押出し、基材層上に溶融ラミネートし冷却ロール上で冷却し固化する方法などが挙げられる。
【0036】
<積層体>
<積層体の性能>
本発明の太陽電池用バックシートとなる積層体は、そのJIS−Z8722の条件dに記載の方法に従って測定した波長750nmの光の反射率が90%以上であり、IEC−60664−1に記載の方法に従って測定した部分放電電圧が積層体の厚み当り換算で7.5V/μm以上であることを特徴とする。
<光反射率>
本発明の太陽電池用バックシートは、光反射面(接着層側の表面)の下記方法で測定した光反射率が90%以上であることを特徴とする。光反射率は、93%以上であることが好ましく、95%以上であることがより好ましく、97%以上であることがさらに好ましい。また、120%以下であることが好ましく、110%以下であることがより好ましく、100%以下であることがさらに好ましい。光反射率が90%に満たない場合は、太陽電池モジュールに入射した光を有効に反射させて再利用し、太陽電池の電力交換効率を高める効果が不十分である。
本発明の太陽電池用バックシートにおける高い光反射率は、積層体、特に基材層が空孔を有することにより達成される。光反射率は、本質的に空孔率に依存するものであり、空孔率が高いほど光反射率は高くなる傾向にある。ただし、本発明ではバックシートの機械的強度や封止材との接着性を加味して、空孔率の範囲を規定している。
【0037】
太陽電池の発電効率は、光発電素子の光波長の吸収特性により、可視光〜近赤外線の光が特に寄与していると考えられている。
本発明者らの検討によれば、基材層に形成する空孔によって光を有効に反射させることができることが判明している。そして空孔のサイズは特定波長の光の反射率の増減に寄与するものであり重要な要素である。
空孔のサイズは、ポリプロピレン樹脂中に含まれる無機フィラーの平均粒径および有機フィラーの平均分散粒径により特定の範囲とすることができる。具体的には0.05〜0.9μmの粒径のフィラーを用いれば、可視光〜近赤外線の光をより有効に反射させることができる傾向がある。
本発明品の積層体を用いた場合、同領域の光の反射率が98%に達する太陽電池用バックシートを得ることが可能となり、従来のポリエステルフィルムからなる光反射率85%程度の太陽電池用バックシートを使用したものに比べて、最大出力を約1.5%向上させることができることを確認している(図3参照)。最大出力(Pmax)はモジュールの開放電圧値と短絡電流値とを結んで得られるI−Vカーブの最適動作点である。
【0038】
<部分放電電圧>
太陽電池用バックシートには、太陽電池モジュールが積載する光発電素子セルの発電容量に合わせて、部分放電電圧700V以上もしくは1000V以上の耐電圧性能が要求されている。一方、高分子フィルムにおける部分放電電圧は、そのフィルムの厚みに依存することが一般的に知られている。そのため耐電圧性能を稼ぐためにポリエステルフィルムを用いたバックシートは、厚みが増大する傾向があり、コストアップの一因となっていた。部分放電電圧は下記方法で測定できる。
本発明の太陽電池用バックシートは、厚み当たりの部分放電電圧が、7.5V/μm以上であることを特徴する。厚み当たりの部分放電電圧は、8V/μm以上であることが好ましく、9V/μm以上であることがより好ましい。また、15V/μm以下であることが好ましく、13V/μm以下であることが好ましい。厚み当たりの部分放電電圧が7.5V/μm以上であれば、太陽電池用バックシート(特に基材層)の厚みを要求レベルに併せて93μm以上もしくは133μm以上にすれば良く、例えば引用文献2や引用文献3のポリエステルフィルムに比べて薄膜なものでも十分な耐部分放電電圧が得られ、結果的にコストダウンが可能となる。
【0039】
<封止材への接着性>
太陽電池モジュールの封止材には、上述の通り、エチレン−酢酸ビニル共重合体樹脂が一般的に用いられている。太陽電池の性能低下を防ぐために封止材と太陽電池用バックシートとの接着性は高いほど好ましく、本発明では上述の通り接着層に融点の低い熱可塑性樹脂を用いて両者を熱溶融し接合する等の手法により接着性の改善を行っている。その結果得られるバックシートの封止材への接着性は、具体的にはJIS−K6854−2に記載の方法に従って測定した太陽電池モジュールとバックシートとの剥離力として、20N/25mm以上であることが好ましく、50N/25mm以上であることがより好ましく、70N/25mm以上であることがさらに好ましい。剥離力が20N/25mm未満である場合には、封止材への接着性改善の効果が乏しい。
【0040】
<熱収縮率の低減>
太陽電池モジュールへのバックシートの接着方法として、一般的には150℃で30分間の加熱圧着が行われる。そのためバックシートの熱収縮率は低いことが期待される。バックシートの熱収縮率を低減させる方法として、積層体を室処理する方法や、製造工程で熱処理(アニーリング処理)する方法などが挙げられる。
【0041】
<積層体の層構成>
本発明の太陽電池用バックシートを構成する積層体は、少なくとも接着層、基材層の2層を有するものであるが、この2層以上から構成されていても良い。この場合接着層と基材層の他に、例えば保護層などの最外層を積層体の表裏どちらか一方もしくは両方の表面に追加することができ、また機能付与層などの中間層を必要に応じて追加することができる。保護層は、ポリエステル系樹脂およびフッ素系樹脂の少なくとも1つを含む樹脂フィルムなど、機械的強度、耐熱性、耐湿性や耐候性を高めることを目的とするものである。機能付与層は、例えば特許文献2に記載されるようなガスバリア性フィルム、遮光フィルム、隠蔽層、金属蒸着膜やアルミ箔など、太陽電池用バックシートのガスバリア性や隠蔽性等の機能を高めることを目的とするものである。
【0042】
具体的には、基材層の接着層に接する面とは反対の面上に保護層を積層した構造や、接着層と基材層との間または基材層と保護層の間に機能付与層を積層した構造とすることができる。機能付与層は2層以上であっても良い。保護層及び機能付与層に用いられる熱可塑性樹脂、フィラーおよび添加剤などは、本発明の効果を損なわない範囲で、前述の材料を広く利用することもできる。すなわち、本発明の太陽電池用バックシートの好ましい層構成として、
接着層/基材層、
接着層/基材層/保護層、
接着層/機能付与層/基材層、
接着層/機能付与層/基材層/保護層、
接着層/基材層/機能付与層/保護層、
接着層/機能付与層/基材層/機能付与層/保護層、
などの構造を有する積層体を例示することができる。
【実施例】
【0043】
以下に実施例、比較例及び試験例を記載して、本発明をさらに具体的に説明する。以下に示す材料、使用量、割合、操作等は、本発明の趣旨を逸脱しない限り適時変更することができる。従って、本発明の範囲は以下に示す具体例に制限されるものではない。
【0044】
(実施例1、2、6、10、11)
表1に記載の材料を表2に記載の配合比率で混合した組成物(B)を、押出機を用いて250℃で溶融混練した。その後、これをシート状に押し出し、冷却ロールで約60℃まで冷却することによって熱可塑性樹脂シートを得た。この熱可塑性樹脂シートを145℃に再加熱した後、多数のロール群の周速差を利用して縦方向に表2に記載の倍率で延伸した。
次いで表1に記載の材料を表2に記載の通り用いた組成物(A)を、別の押出機を用いて250℃で溶融混練し、上記で得られた熱可塑性樹脂シートの片面に溶融押し出しして、(A)/(B)の構造を有する積層物を得た。
次いでこの積層物を160℃に再加熱してテンターを利用して横方向に表2に記載の倍率で延伸した。その後、165℃でアニーリング処理した後、60℃まで冷却し、耳部をスリットして表2に記載の厚みを有する2層構造の積層体(接着層(A)/基材層(B))を得た。
この積層体の表裏にコロナ放電処理を行い、次いでこの積層体の表裏にポリエチレンイミン系樹脂よりなる接着改良剤(商品名:ポリミンSK、BASFジャパン(株)製)を固形分量として0.5重量%含む水溶液を、乾燥後の固形分量が1m2当り0.01gとなるように塗工し、乾燥させて両面に表面処理層を設けた積層体を得て、これを太陽電池用バックシートとした。
【0045】
(実施例3)
表1に記載の材料を表2に記載の配合比率で混合した組成物(B)を、押出機を用いて250℃で溶融混練した。その後、これをシート状に押し出し、冷却ロールで約60℃まで冷却することによって熱可塑性樹脂シートを得た。この熱可塑性樹脂シートを145℃に再加熱した後、多数のロール群の周速差を利用して縦方向に表2に記載の倍率で延伸した。
次いで表1に記載のPP1を用いた組成物(A)を、別の押出機を用いて250℃で溶融混練し、上記で得られた熱可塑性樹脂シートの片面に溶融押し出しして(A)/(B)の順の組成を有する積層物を得て、これをゴムロールと、金属ロールよりなるエンボスロール(1インチあたり150線、グラビア(逆ピラミッド)型)との間に通し、組成物(A)よりなる接着層側の表面に0.17mm間隔、15μm深さの連続ピラミッド形状のパターンのエンボス加工を施した積層物を得た。
次いでこの積層物を160℃に再加熱してテンターを利用して横方向に表2に記載の倍率で延伸した。その後、165℃でアニーリング処理した後、60℃まで冷却し、耳部をスリットして表2に記載の厚みを有する2層構造の積層体(接着層(A)/基材層(B))を得た。
この積層体の表裏にコロナ放電処理を行い、次いでこの積層体の表裏にポリエチレンイミン系樹脂よりなる接着改良剤(商品名:ポリミンSK、BASFジャパン(株)製)を固形分量として0.5重量%含む水溶液を、乾燥後の固形分量が1m2当り0.01gとなるように塗工し、乾燥させて両面に表面処理層を設けた積層体を得て、これを太陽電池用バックシートとした。
【0046】
(実施例4、5)
接着層(A)を構成するものとして表2に記載の組成物(A)を用い、表2に記載の倍率で延伸し、コロナ放電処理および表面処理層付与による表面処理を行わない以外は、実施例1と同様の方法で積層体を得て、これを太陽電池用バックシートとした。
【0047】
(実施例7)
表1に記載の材料を表2に記載の配合比率で混合した組成物(B)を、押出機を用いて250℃で溶融混練した。その後、これをシート状に押し出し、冷却ロールで約60℃まで冷却することによって熱可塑性樹脂シートを得た。この熱可塑性樹脂シートを145℃に再加熱した後、多数のロール群の周速差を利用して縦方向に表2に記載の倍率で延伸した。
次いで表1に記載の材料を表2に記載の配合比率で混合した組成物(A)を別の押出機を用いて250℃で溶融混練し、上記で得られた熱可塑性樹脂シートの表面に溶融押し出しして、(A)/(B)の構造を有する積層物を得た。
次いでこの積層物を160℃に再加熱してテンターを利用して横方向に表2に記載の倍率で延伸した。その後、165℃でアニーリング処理した後、60℃まで冷却し、耳部をスリットして表2に記載の厚みを有する2層構造の積層体(接着層(A)/基材層(B))を得た。
この積層体の表裏にコロナ放電処理を行い、次いでこの積層体の表裏にポリエチレンイミン系樹脂よりなる接着改良剤(商品名:ポリミンSK、BASFジャパン(株)製)を固形分量として0.5重量%含む水溶液を、乾燥後の固形分量が1m2当り0.01gとなるように塗工し、乾燥させて両面に表面処理層を設けた積層体を得た。
この積層体の基材層(B)側に、保護層(C)として厚み100μmの透明なポリエステルフィルム(商品名:ダイアホイルO300E、三菱樹脂(株)製)をドライラミネート法により積層し、(A)/(B)/(C)の順で積層した積層体を得て、これを太陽電池用バックシートとした。
【0048】
(実施例8、9)
表1に記載の材料を表2に記載の配合比率で混合した組成物(B)を、押出機を用いて250℃で溶融混練した。その後、これをシート状に押し出し、冷却ロールで約60℃まで冷却することによって熱可塑性樹脂シートを得た。この熱可塑性樹脂シートを145℃に再加熱した後、多数のロール群の周速差を利用して縦方向に表2に記載の倍率で延伸した。
次いで表1に記載の材料を表2に記載の配合比率で混合した組成物(A)を、別の押出機を用いて250℃で溶融混練し、上記で得られた熱可塑性樹脂シートの表面に溶融押し出しして、(A)/(B)の構造を有する積層物を得た。
次いでこの積層物を160℃に再加熱してテンターを利用して横方向に表2に記載の倍率で延伸した。その後、165℃でアニーリング処理した後、60℃まで冷却し、耳部をスリットして表2に記載の厚みを有する2層構造(接着層(A)/基材層(B))の積層体を得た。
この積層体の表裏にコロナ放電処理を行い、次いでこの積層体の表裏にポリエチレンイミン系樹脂よりなる接着改良剤(商品名:ポリミンSK、BASFジャパン(株)製)を固形分量として0.5重量%含む水溶液を、乾燥後の固形分量が1m2当り0.01gとなるように塗工し、乾燥させて両面に表面処理層を設けた積層体を得た。
この積層体の基材層(B)側に、機能付与層(D)として厚み12μmのガスバリア性フィルム(商品名:テックバリアHX、三菱樹脂(株)製)、および保護層(C)として厚み50μmの透明なポリエステルフィルム(商品名:ダイアホイルT600E、三菱樹脂(株)製)を順にドライラミネート法により積層し、(A)/(B)/(D)/(C)の順で積層した積層体を得て、これを太陽電池用バックシートとした。
【0049】
(比較例1)
一般的にバックシートとして用いられている白色ポリエステルフィルム(商品名:E20、厚み:100μm、東レ(株)製)を得て、これを太陽電池用バックシートとした。
【0050】
(比較例2)
表1に記載の材料を表2に記載の配合比率で混合した組成物(A)を用いた以外は、実施例1と同様の方法で積層体を得て、これを太陽電池用バックシートとした。このバックシートの接着層(A)の空孔率は6%であった。
【0051】
(比較例3)
表2に記載の延伸倍率で延伸を行い、基材層(B)を表2に記載の厚みとした以外は、実施例1と同様の方法で積層体を得て、これを太陽電池用バックシートとした。このバックシートの基材層(B)の空孔率は18%であった。
(比較例4)
表2に記載の延伸倍率で延伸を行った以外は、実施例1と同様の方法で積層体を得て、これを太陽電池用バックシートとした。このバックシートの基材層(B)の空孔率は56%であった。
【0052】
(試験例)
<光反射率>
各実施例、比較例で得た太陽電池用バックシートの光反射面側(接着層(A)側)表面における光反射率は、直径150mmの積分球を搭載した分光光度計(商品名:U−3310、(株)日立製作所製)を用いて、JIS−Z8722の条件d記載の方法に従い、波長750nmの光で測定し、同測定結果を測定器付属の標準板である酸化アルミニウム板における同条件での光反射率を100%としたときの相対反射率として算出して求めた。
【0053】
<厚み>
各実施例、比較例で得た太陽電池用バックシートの全厚みは、厚み計(ハイブリッチ製作所製)を用いて、JIS−P8118記載の方法に従い測定した。
太陽電池用バックシートの各層における厚みは、下記の空孔率観察の際に電子顕微鏡を用いて各積層体の断面を観察し、外観より層間の界面を判断して厚み比率を求め、上で求めた全厚みと各層の厚み比率から算出した。
【0054】
<部分放電電圧>
各実施例、比較例で得た太陽電池用バックシートの全厚み方向における部分放電電圧は、部分放電試験機(商品名:部分放電システム DAC−6031、総研電気製)を用いて、IEC 60664−1に記載の方法に従い測定した。
【0055】
<剥離力>
エチレン−酢酸ビニル共重合体(商品名:エバフレックスEV45X、三井・デュポンケミカルズ(株)製)のペレットを、加熱プレスにより約400μm厚みの板状に成形加工したものを作成し、これを擬似的に太陽電池モジュールの封止材として使用した。
各実施例、比較例で得た太陽電池用バックシートをA4サイズに断裁し、同サンプル2枚をそれぞれの接着層側表面を向かい合わせにし、その間に封止材を挟み、バックシートの接着層が封止材に接するように重ね合わせた。
次いでこれを2枚のSUS板で挟み込み、熱プレス機にて加圧加熱(150℃、10MPa/cm2圧、30分間)し、バックシートを封止材に圧着して擬似太陽電池サンプルを得た。冷却後にこれを25mm幅にカットし、片方のバックシートと封止材とを手で丁寧に一部剥がし、把持部(つかみしろ)を形成して試験片を作成した。
各試験片を恒温室(温度20℃、相対湿度65%)で一週間保管した後、引張試験機(商品名:オートグラフAGS−5KND、(株)島津製作所製)を使用し、JIS K6854−2に記載の方法に従い、200mm/分の速度でバックシート側と封止材側それぞれの把持部を引張り、少なくとも100mmの距離を180°剥離させて、剥離が安定している時の応力をロードセルにより測定した。
この測定は、各積層体の縦(流れ)方向および横(幅)方向についてそれぞれ3回行い、これらの平均値をもって剥離力として、封止材とバックシートとの接着性を示す尺度とした。
【0056】
<空孔率>
本発明の太陽電池用バックシートの各層における空孔率は、同積層体の空孔を潰さないように冷却しながら切削して厚み方向断面(観察面)を作成し、観察試料台に貼り付け、その観察面に金を蒸着して走査型電子顕微鏡(装置名:SM−200、TOPCON(株)製)を使用して観察しやすい任意の倍率(500〜3000倍)にて各層の空孔を観察した。さらに観察した領域を画像データとして取り込み、その画像を画像解析装置(装置名:ルーゼックスAP、ニレコ(株)製)で画像処理を行い、空孔の面積率を求め、これを空孔率とした。
【0057】
【表1】
【0058】
【表2】
【0059】
【表3】
【0060】
上記実施例における基材層のポリプロピレン樹脂の含有量を35%にした場合や、フィラーの含有量を65%にした場合も、本発明の光反射率や部分放電電圧を達成し得るが、上記実施例1〜11の方が機械的強度や本発明の効果は優れている。一方、上記実施例における基材層のポリプロピレン樹脂の含有量を25%にした場合や、フィラーの含有量を75%にした場合は、本発明の部分放電電圧を達成できないうえ、機械的強度も劣る。
上記実施例における基材層のポリプロピレン樹脂の含有量を92%にした場合や、フィラーの含有量を8%にした場合も、本発明の光反射率や部分放電電圧を達成し得るが、上記実施例1〜11の方が本発明の効果は優れている。また、上記実施例における基材層のポリプロピレン樹脂の含有量を98%にした場合や、フィラーの含有量を2%にした場合は、本発明の光反射率を達成することができない。
【産業上の利用可能性】
【0061】
本発明の太陽電池用バックシートは光反射率に優れることから、太陽電池モジュールに入射した光を有効に再利用し、太陽電池の電力交換効率を高めることができる。そして、本発明の太陽電池用バックシートは基材層が非極性のポリプロピレン樹脂からなることから単体でも十分に高い部分放電電圧を有しておりシートの薄肉化が可能である。これらの事から本発明の太陽電池用バックシートは発電コストの削減効果が非常に高い。
また同バックシートはポリエステルフィルムを用いたものと比べ短波長光(紫外線)による変色が殆ど無く長期の使用においても光反射率の低下が少なく、また同バックシートを構成する接着層は封止材との接着性を改善し太陽電池モジュールを長期間保持できる。これらの事から本発明の太陽電池用バックシートは太陽電池の性能を長期間維持することができ非常に有用である。
【符号の説明】
【0062】
1 基材層
2 接着層
3 封止材
4 太陽電池セル
5 ガラス板
【特許請求の範囲】
【請求項1】
少なくとも接着層および基材層を有する積層体からなる太陽電池用バックシートであり、
接着層が、熱可塑性樹脂を50〜100重量%と、無機フィラーおよび有機フィラーの少なくとも一方を0〜50重量%含み、
該基材層が、ポリプロピレン樹脂を30〜95重量%と、無機フィラーおよび有機フィラーの少なくとも一方を5〜70重量%含み、少なくとも1軸延伸されており、且つ空孔率が55%以下であり、
該積層体のJIS−Z8722の条件dに記載の方法に従って測定した該接着層側表面の波長750nmの光の反射率が90%以上であり、IEC−60664−1に記載の方法に従って測定した部分放電電圧が積層体の厚み当り換算で7.5V/μm以上である太陽電池用バックシート。
【請求項2】
該基材層の空孔率が、3〜53%であることを特徴とする請求項1に記載の太陽電池用バックシート。
【請求項3】
該基材層の厚みが、70〜250μmであることを特徴とする請求項1または2に記載の太陽電池用バックシート。
【請求項4】
該基材層における無機フィラーおよび有機フィラーの平均粒径または平均分散粒径が、0.05〜0.9μmであることを特徴とする請求項1〜3の何れか一項に記載の太陽電池用バックシート。
【請求項5】
該接着層の空孔率が、0〜3%であることを特徴とする請求項1〜4の何れか一項に記載の太陽電池用バックシート。
【請求項6】
該接着層における熱可塑性樹脂が、融点150℃未満のポリエチレン樹脂、融点150℃未満のランダムポリプロピレン樹脂、および融点150℃未満のエチレン−酢酸ビニル共重合体樹脂の少なくとも1つであることを特徴とする請求項1〜5の何れか一項に記載の太陽電池用バックシート。
【請求項7】
該接着層における熱可塑性樹脂が、融点150℃以上のポリプロピレン樹脂であることを特徴とする請求項1〜5の何れか一項に記載の太陽電池用バックシート。
【請求項8】
該積層体の該接着層側の表面にアクリル酸エステル系樹脂またはポリエチレンイミン系樹脂を主とする表面処理層を有することを特徴とする請求項7に記載の太陽電池用バックシート。
【請求項9】
該積層体の該接着層側の表面が、エチレン−酢酸ビニル共重合体樹脂からなる封止剤と接するようにして用いることを特徴とする請求項1〜8の何れか一項に記載の太陽電池用バックシート。
【請求項10】
該接着層側表面と該封止材との剥離力が、20N/25mm以上であることを特徴とする請求項1〜9の何れか一項に記載の太陽電池用バックシート。
【請求項11】
該積層体の表裏どちらか一方もしくは両方の表面に更にポリエステル系樹脂およびフッ素系樹脂の少なくとも1つを含む樹脂フィルム、またはアルミ箔を積層することを特徴とする請求項1〜10の何れか一項に記載の太陽電池用バックシート。
【請求項1】
少なくとも接着層および基材層を有する積層体からなる太陽電池用バックシートであり、
接着層が、熱可塑性樹脂を50〜100重量%と、無機フィラーおよび有機フィラーの少なくとも一方を0〜50重量%含み、
該基材層が、ポリプロピレン樹脂を30〜95重量%と、無機フィラーおよび有機フィラーの少なくとも一方を5〜70重量%含み、少なくとも1軸延伸されており、且つ空孔率が55%以下であり、
該積層体のJIS−Z8722の条件dに記載の方法に従って測定した該接着層側表面の波長750nmの光の反射率が90%以上であり、IEC−60664−1に記載の方法に従って測定した部分放電電圧が積層体の厚み当り換算で7.5V/μm以上である太陽電池用バックシート。
【請求項2】
該基材層の空孔率が、3〜53%であることを特徴とする請求項1に記載の太陽電池用バックシート。
【請求項3】
該基材層の厚みが、70〜250μmであることを特徴とする請求項1または2に記載の太陽電池用バックシート。
【請求項4】
該基材層における無機フィラーおよび有機フィラーの平均粒径または平均分散粒径が、0.05〜0.9μmであることを特徴とする請求項1〜3の何れか一項に記載の太陽電池用バックシート。
【請求項5】
該接着層の空孔率が、0〜3%であることを特徴とする請求項1〜4の何れか一項に記載の太陽電池用バックシート。
【請求項6】
該接着層における熱可塑性樹脂が、融点150℃未満のポリエチレン樹脂、融点150℃未満のランダムポリプロピレン樹脂、および融点150℃未満のエチレン−酢酸ビニル共重合体樹脂の少なくとも1つであることを特徴とする請求項1〜5の何れか一項に記載の太陽電池用バックシート。
【請求項7】
該接着層における熱可塑性樹脂が、融点150℃以上のポリプロピレン樹脂であることを特徴とする請求項1〜5の何れか一項に記載の太陽電池用バックシート。
【請求項8】
該積層体の該接着層側の表面にアクリル酸エステル系樹脂またはポリエチレンイミン系樹脂を主とする表面処理層を有することを特徴とする請求項7に記載の太陽電池用バックシート。
【請求項9】
該積層体の該接着層側の表面が、エチレン−酢酸ビニル共重合体樹脂からなる封止剤と接するようにして用いることを特徴とする請求項1〜8の何れか一項に記載の太陽電池用バックシート。
【請求項10】
該接着層側表面と該封止材との剥離力が、20N/25mm以上であることを特徴とする請求項1〜9の何れか一項に記載の太陽電池用バックシート。
【請求項11】
該積層体の表裏どちらか一方もしくは両方の表面に更にポリエステル系樹脂およびフッ素系樹脂の少なくとも1つを含む樹脂フィルム、またはアルミ箔を積層することを特徴とする請求項1〜10の何れか一項に記載の太陽電池用バックシート。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−33959(P2013−33959A)
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2012−150930(P2012−150930)
【出願日】平成24年7月4日(2012.7.4)
【出願人】(000122313)株式会社ユポ・コーポレーション (73)
【Fターム(参考)】
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成24年7月4日(2012.7.4)
【出願人】(000122313)株式会社ユポ・コーポレーション (73)
【Fターム(参考)】
[ Back to top ]