
太陽電池装置を有する車両表面部材

本発明は、車両に外装配置で取り付けることができ、かつ内側が支持層10、11、12に連結され車両の外側に向かって外層14が設けられている太陽電池装置16を有する車両表面部材6に関する。本発明によって、支持層10、11、12が複合軽量構造の方法で製造されることにより、特に軽量かつ安定した車両表面部材が得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1の前文による太陽電池装置を有する車両表面部材に関する。
【背景技術】
【0002】
独国特許公開公報第10 2005 050 372 A1号明細書は、この種の車両表面部材であって、透明なプラスチックから形成され、導入された金属の補強構造により表面領域にわたって補強され、かつ車両の内側に色付きのラッカーフィルムが施されている車両表面部材を開示している。太陽電池を、プラスチックとラッカーフィルムとの間に、または完全にプラスチック内に埋め込むことができる。この内部太陽電池を備えた車両表面部材は、その結果として、キャリア材料としての透明プラスチックを必要とする。
【0003】
独国特許公開公報第10 2004 003 856 A1号明細書は、キャリア層と、キャリア層に連結され、プラスチックのフィルムの上にプリントされた少なくとも1つの有機太陽電池を備えたソーラーモジュールとが設けられた、車両用の車体部品を開示している。ソーラーモジュールを、キャリア層の車両の外側に面している側に付与することができ、プラスチックのプリントフィルムにキャリア層を背面充填(back−fill)するか、またはプラスチックのプリントフィルムをキャリア層の上に接着接合するかまたは積層することが可能である。キャリア層が少なくとも部分的に透明である場合、ソーラーモジュールを、キャリア層の内側に面する側に付与することも可能である。キャリア層を、異なるプラスチックから、かつ長繊維射出成形プロセス(LFIプロセス)によって製造することができる。
【0004】
独国特許公開公報第101 01 770 A1号明細書は、前面側が透明ポリウレタンから構成され、背面側がプラスチック、ガラスまたはセラミックの成形部品から構成されたソーラーモジュールを開示している。
独国実用新案登録公開公報第20 220 444 U1号明細書は、エネルギー源に面している、ガラス、または水蒸気透過性の低い、耐衝撃性、UV安定性、耐候性の透明プラスチックからなる少なくとも1つの前面外側被覆層と、被覆層と背面層との間に配置され、互いに電気的に接続された少なくとも1つのまたは複数の太陽電池がその中に埋め込まれた、粘着性プラスチックからなる少なくとも1つの層と、エネルギー源から離れる方を向いて、ガラス、または水蒸気透過性の低い耐候性プラスチックからなる少なくとも1つの背面外層と、を備えた太陽電池モジュールを開示している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】独国特許公開公報第10 2005 050 372 A1号
【特許文献2】独国特許公開公報第10 2004 003 856 A1号
【特許文献3】独国特許公開公報第101 01 770 A1号
【特許文献4】独国実用新案登録公開公報第20 220 444 U1号
【発明の概要】
【発明が解決しようとする課題】
【0006】
引用した従来技術の車両表面部材は、それらの構造を考慮すると、重量が大きいおよび/または複雑な製造プロセスが必要である。
【課題を解決するための手段】
【0007】
本発明は、重量が小さくかつ安定性の高い車両表面部材を提供するという目的に基づく。
この目的は、請求項1の特徴によって達成される。有利な実施形態は、従属請求項において明記している。
太陽電池装置の支持層を、複合軽量構造として本発明による方法で製造することにより、車両のさまざまな用途に好適な、優れた固有剛性を有しかつ重量が小さい車両表面部材を提供することができる。固有に剛性でありかつ軽量の複合軽量部材が、太陽電池装置用の特に好適なキャリア構造を形成し、それにより、太陽電池装置に対する補強手段を省略
することができ、または補強手段はより低い程度までしか必要とされない。これにより、これまで、太陽電池が設けられた車両ルーフのガラスカバーの場合に通例であったガラスの固いキャリアプレートによって提供される内部支持体が完全になくなる。車両表面部材の外側外層もまた、太陽電池装置の内側に支持層を形成する複合軽量部材の高い耐荷重能力の結果として、以前よりはるかに薄くかつ軽量にすることができる。全体で、本発明による車両表面部材は、部材の全厚さを増大させることなく、安定性が同じかまたは向上しながらはるかに軽量になる。部材を縮小し製造プロセスを簡略化することにより、それによってコスト削減をさらに達成することができる。
【0008】
本発明の目的で、「複合軽量構造」または「複合軽量部材」は、支持層を形成する異なる材料の少なくとも2つ、好ましくは少なくとも3つの相互連結された層から形成された多層部材を意味するものと理解され、少なくとも1つの層は、比較的体積が大きくかつ比較的重量の小さい材料および/または配置から構成される。
支持層を、たとえば繊維補強材が埋め込まれたポリウレタンから、複合軽量部材として「一体構造で」形成することができる。繊維補強材として考慮されるのは、開放モールドまたは密閉モールドでの、噴霧、鋳造、発泡または射出プロセスで、密閉モールドの場合は噴霧、鋳造または射出操作に続いて押圧操作が組み合わされた、ポリウレタンに対する混合材料としての粗いカット繊維の形態であるか、または繊維補強材は、層としてそれぞれプラスチックの層、特にポリウレタン層と交互になった、層状構造のためのマット、織地または編地あるいはメッシュの形態であるか、どちらかである、ガラス繊維、炭素繊維、たとえばサイザル、麻または亜麻等の天然繊維、あるいはたとえばアラミド等の合成繊維である。
【0009】
支持層の「一体」構造の一例は、Bayer MaterialScience AGのBaydur(登録商標)(Baydur(登録商標)は、Bayer AGの登録商標である)からPUR複合スプレー成形(Composite Spray Molding)プロセス(CSMプロセス)によって製造された支持層であり、カットガラス繊維が、開放モールド内に導入されたポリウレタンの噴霧ジェットに、外側から、計量されて供給される。これに続いて、密閉モールド内で発泡させることにより成形部品を成形する。ガラス繊維がランダムに分布することにより、このようにして製造された支持層に対し全荷重方向に高い機械的強度が加わり、したがって、ソーラーアセンブリに対する最適な支持と比較的重量の小さい車両表面部材の高い剛性とが提供される。
【0010】
複合軽量部材として交互の層を有する支持層の構造の一例は、Multitec(登録商標)(Multitec(登録商標)はBayer AGの登録商標である)を処理するPUR複合スプレー成形プロセス(CSMプロセス)の別の変形によって作成される。ここで、カット長繊維が、同様にポリウレタン混合物とともに開放モールド内に導入される。ポリウレタン混合物は、この場合、複数の層で(凝集形態または発泡形態でかつ場合により補強されるかまたは補強されずに)付与され、室温で、開放モールド内で硬化する。
【0011】
PUR複合スプレー成形プロセス(CSMプロセス)のさらなる変形では、特殊ポリウレタン噴霧システムを用いて噴霧された、麻、サイザル、亜麻、ココナッツ等の天然繊維マットが、Baypreg(登録商標)F(Baypreg(登録商標)はBayer AGの登録商標である)を用いることにより押圧されて、支持層としての複合軽量部材用としては極めて軽量の薄壁の成形部品となる。
【0012】
支持層用の複合軽量構造のさらなる変形は、サンドイッチ構造によって形成され、そこでは、プラスチック、発泡体および/またはハニカム構造の特に軽量の層が、プラスチックまたは軽量金属の下部外層と上部外層との間に配置される。
プラスチックの層が下部外層と上部外層との間に配置された複合軽量部材としての支持層のサンドイッチ構造の一例は、アルミニウムの外層とポリプロピレン(PP)の層とを備えた材料Hylite(登録商標)またはAlubond(登録商標)(ともにALCAN Singen GmbHの登録で商標)である。ポリプロピレン層の代りに、ポリアミド等、別の高強度の好適な軽量プラスチックを用いてもよい。
【0013】
複合軽量部材としての支持層のサンドイッチ構造のさらなる例は、「ハニカム構造」という名前で既知でもある、紙または板紙、金属またはプラスチックのハニカム構造であり、そこでは、外層に関して垂直に配置された壁により2つの閉鎖された外層の間に形成されたハニカム構造が、空洞を取り囲む(「開放ハニカム構造」)。垂直な壁は、たとえば、(独国特許第100 33 232 C2号明細書においてソーラーユニットのない車両ルーフ部品に対して示すように)組立ての前に噴霧されたプラスチックにより、外層に隣接するそれらの領域に永久的に接着接合される。この種の軽量金属ハニカム構造の一例は、材料Alucore(登録商標)(ALCAN Singen GmbHの登録商標)である。ハニカム構造の壁の間には、空洞の代りに、中実コア材料、たとえばプラスチックまたはプラスチック発泡体または金属発泡体を配置してもよい(「閉鎖ハニカム構造」)。支持層を形成するために、最終的に、噴霧および押圧により、上述したBaypreg(登録商標)Fとともに開放または閉鎖ハニカム構造を接合してもよい。
【0014】
原則として、プラスチック複合部材が製造され、または予め製造された複合軽量部材に後に付与され、特に接着取付されている時、太陽電池装置を前記プラスチック複合部材に連結して車両表面部材を形成することができる。複合軽量部材を製造しそれを太陽電池装置に連結する接合操作は、好ましくは、たとえば単一プロセスステップで熱成形および積層によって行われる。太陽電池装置を、場合により、プレコンポジットまたはプレラミネートを形成するように、少なくとも1つのキャリア層およびホットメルト接着剤のフィルムで予め製造してもよい。
【0015】
太陽電池装置を、製造中に、複合軽量部材の平坦面または湾曲面に付与することができ、または組み込むことができる。
太陽電池装置は、複合軽量部材全体を覆うことができる。しかしながら、その周辺領域を残してもよい。この場合、太陽電池装置は、上方に突出していてもよく、車両表面部材の上部外層は複合軽量部材の表面に対して垂直である。一方、太陽電池装置を、複合軽量部材の上側に設けられた窪みに嵌合させるかまたは組み込むことも可能であり、その際、それは、複合軽量部材の隆起した周辺領域と同一平面に配置される。
【0016】
太陽電池装置の上方で、車両表面部材は透明な被覆を有している。これは、被覆フィルムまたは薄いガラス板によって形成される。被覆フィルムは、透明な熱成形シート部品として、車両表面部材全体を覆うことができる。
好ましい実施形態では、特に、複合軽量部材の上に、窪みに置かれかつ同一平面であるように配置される太陽電池装置の場合、太陽電池装置の周辺と複合軽量部材の隣接領域との間の間隙に、以下のような封止が提供される。
【0017】
・ 複合軽量部材に接着取付されているシール、または
・ 太陽電池装置の周辺に接着取付されているシール、または
・ 間隙に挿入されている封止コード、または
・ 間隙を充填する、間隙の形状に適合された封止材、または
・ 間隙に挿入され、2つの封止リップにより隣接する部品の上に達するシール。
【発明の効果】
【0018】
本発明によれば、太陽電池装置の支持層を複合軽量構造として製造することにより、車両のさまざまな用途に好適な、優れた固有剛性を有しかつ重量が小さい車両表面部材が形成できる。
本発明による車両表面部材を、たとえば、開放システムのないルーフモジュール、開放システムのあるルーフモジュール(スライディングルーフ、リフティングルーフ、スライドリフティングルーフ、外部案内スライディングルーフ、パノラミックルーフ、スポイラルーフ、ラメラルーフ、後付ルーフ等)に対して、ルーフ開放システムのカバーに対して、ハードトップコンバーチブル(「リトラクタブルハードトップ(Retractable Hardtop」=「RHT」としても知られる)用のルーフのルーフシェルに対して、ドラフトディフレクタストリップに対して、スポイラに対して、リアリッド、エンジンフード、ドアまたは泥除けに対して、かつA、B、CおよびDピラーに対して使用することができる。
【図面の簡単な説明】
【0019】
【図1】ルーフモジュールの形態の本発明による車両表面部材を備えた車両の平面斜視図を示す。
【図2】ルーフモジュールの前方部分の、車両の垂直中心縦断面における、図1による断面図IIを示す。
【図3】ルーフモジュールの側方部分の、車両の垂直横断面における、図1による断面図IIIを示す。
【図4】ルーフモジュールの後方部分の、車両の垂直中心縦断面における、図1による断面図IVを示す。
【図5】CSMプロセスによって複合軽量構造の方法で製造され、かつ太陽電池装置が取り付けられている、本発明による車両表面部材のプラスチック複合部材の詳細の断面図を示す。
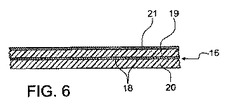
【図6】車両表面部材の太陽電池装置の断面図を示す。
【図7】複合軽量部材に接着取付されておりかつルーフモジュールの周辺から間隔を空けて維持されている、太陽電池装置を備えたルーフモジュールの断面図を示す。
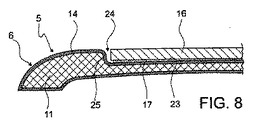
【図8】太陽電池装置が上側の窪み内に接着嵌合している、ルーフモジュールのさらなる例示的な実施形態の断面図を示す。
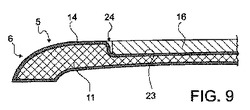
【図9】ルーフモジュールのさらなる例示的な実施形態の断面図を示す。
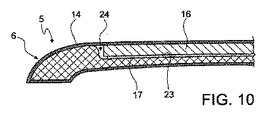
【図10】ルーフモジュールのさらなる例示的な実施形態の断面図を示す。
【図11】複合軽量部材の窪みに収容された太陽電池装置の周辺とプラスチック複合部材のフランクとの間の間隙におけるシールの断面図を示す。
【図12】図11の構成によるシールのさらなる例示的な実施形態の断面図を示す。
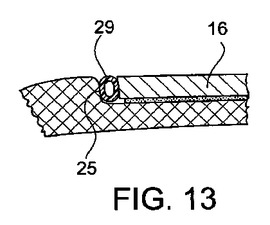
【図13】図11の構成によるシールのさらなる例示的な実施形態の断面図を示す。
【図14】図11の構成によるシールのさらなる例示的な実施形態の断面図を示す。
【図15】図11の構成によるシールのさらなる例示的な実施形態の断面図を示す。
【図16】さまざまな太陽電池装置を備えたルーフモジュールを取り付けることができる車両の斜視図を示す。
【図17】本発明によるルーフモジュールのさらなる例示的な実施形態を備えた車両の平面斜視図を示す。
【図18】本発明による車両表面部材のさらなる例示的な実施形態を備えた車両の平面斜視図を示す。
【図19】層状構造として太陽電池装置を備えた複合軽量部材の略断面図を示す。
【図20】層状構造として太陽電池装置を備えた複合軽量部材のさらなる変形を示す。
【図21】層状構造として太陽電池装置を備えた複合軽量部材のさらなる変形を示す。
【図22】層状構造として太陽電池装置を備えた複合軽量部材のさらなる変形を示す。
【図23】層状構造として太陽電池装置を備えた複合軽量部材の非常に図式化した構造を示す。
【図24】層状構造として太陽電池装置を備えたさらなる複合軽量部材の非常に図式化した構造を示す。
【図25】層状構造として太陽電池装置を備えたさらなる複合軽量部材の非常に図式化した構造を示す。
【図26】層状構造としてモールド内で湾曲した太陽電池装置を備えた複合軽量部材の変形を示す。
【発明を実施するための形態】
【0020】
本発明を、図面を参照して本発明による車両表面部材の例示的な実施形態に基づいて以下より詳細に説明する。
たとえば乗用自動車等の車両1(図1参照)は、ウィンドシールド2およびリアウィン
ドシールド3とともに、フロントウィンドシールド2からリアウィンドシールド3まで延在するルーフモジュール5を備えた車両ルーフ4を有している。ルーフモジュール5を、車両の泥除け、エンジンフードまたはトランクリッド等の他の部品と同様に、本発明による車両表面部材6によって形成することができ、その詳細を図5に拡大して示す。
【0021】
本発明による車両表面部材6の第1の例示的な実施形態としてのルーフモジュール5は、特に周辺に伸びる接着剤のビード7により、ルーフフレーム8にまたはルーフフレーム8のフランジ領域9に締結されている。
ルーフモジュール5または車両表面部材6は、サンドイッチ状層構造(特に図5参照)で複合軽量部材により軽量構造の方法で製造され、内側から外方に、下部外層としての第1内部支持層10、ハニカム構造として形成されたコア層またはスペーサ層11、上部外層としての第2外部支持層12および分離層13を有している。この構造は、CSMプロセスによって製造される。外部スキン(外皮)14が、外側の外層として層構造を完成する。
【0022】
支持層10および12は、好ましくは、単位面積当たりの重量がおよそ300g/m2であり、場合によりかつ好ましくは、単位面積当たりの重量がおよそ225g/m2であるガラス繊維マットによってそれぞれ補強されている、ポリウレタン(PU)からなる。
コア層またはスペーサ層11は、好ましくは、ハニカム構造、特に、たとえば厚さがおよそ13mmの紙製ハニカムからなり、ハニカム構造の波形構造およびシートは、単位面積当たりの重量が各場合においておよそ115g/m2である。
【0023】
分離層13は、好ましくは、厚さがおよそ2〜2.5mmである。分離層13は、それが設けられていなかった場合にモールド内で圧縮中に本来発生する可能性のある、外部スキン14に現れるハニカム構造上の目に見える圧痕を有効に防止するという目的に役立つ。
コア層またはスペーサ層11と2つの隣接する支持層10および12とを備える層構造は、モールド(CSMモールド)において、Hennecke GmbH、D−53754 Sankt Augustinから既知であるCSMプロセス(複合スプレー成形)を用いて製造される。層構造は更に、独国特許第100 33 232 C2号明細書においても同様な形態で表されている。非常に小さい重量で、層構造の強度は、特に、ハニカムの垂直壁の領域内に貫通しそれらと接合する、プラスチック、好ましくはポリウレタン(PU)によって達成される。
【0024】
複合軽量部材または車両表面部材6の外層すなわち外部スキン14は、好ましくは、CSMモールド内で、IMCプロセス(金型内塗装)により、0.03〜0.06mmの層厚さ(S&R)でまたは0.3〜0.6mmの層厚さ(Panadur(登録商標))で噴霧により直接作成される。
車両表面部材6またはルーフモジュール5の内側に、たとえばサンバイザまたはグラブハンドル等の隣接する部材を締結する役割を果たす金属製のインサート15を、たとえば下部外層としての役割を果たす第1支持層10内に埋め込むことができる。
【0025】
この基礎構造を変更してもよく、たとえば第1支持層10とコア層11との間、おそらくはコア層またはスペーサ層11と第2支持層12との間の飛散防止層(図示せず)等、少なくとも1つの追加の層で補足してもよい。
ソーラーパックまたはソーラーモジュールとも呼ぶ太陽電池装置16が、層10、11および12によって形成されるプラスチック複合部材の外部上側に、接着層17により取り付けられる。太陽電池装置16は、太陽電池18の層を有しており(図6参照)、それらは、上部EVAフィルム19と下部EVAフィルム20(EVA:エチレン−ビニルアセテート)との間に収容されている。太陽電池18は、厚さがたとえばおよそ0.2mmであり、EVAフィルム19および20はおよそ0.46mm厚さである。太陽電池装置16の上側は、たとえば、たとえばETFE(エチレンテトラフルオロエチレン)からなり厚さがたとえば0.15mmである透明フィルム21か、または厚さが3.0mm未満、好ましくは1.0mm未満の薄いガラス板を形成している。
【0026】
したがって、図1〜図4によるルーフモジュール5を形成する車両表面部材6の場合、
複合軽量部材として形成され、かつ層10、11および12から構成される支持層が、まずCSMプロセスによって製造される。次いで、または同じプロセスステップにおいて、太陽電池装置16が、車両表面部材6またはルーフモジュール5の外周まで完全な表面領域にわたって接着取付され、または同時に支持層とともに積層される。フィルムまたはシート21のタイプおよび厚さに応じて、太陽電池装置16および支持層10、11、12を備えた複合物は、場合によりかつさらに、耐摩耗性でありかつ耐引掻き性の外部スキン14を備えた後の車両表面部材6またはルーフモジュール5の外側に設けられる(図10も参照)。
【0027】
周辺領域において、ルーフモジュール5の車両表面部材6を、モールド内でより高い程度まで圧縮することができ、コア層11の代りに層22が形成され、それによりルーフモジュール5の安定性が向上し、それは好ましくは、LFI−PURプロセス(LFI=長繊維射出成形)で射出繊維材料とともにポリウレタンを噴霧することによって製造される。ルーフモジュール5が取り付けられた後、強度が増大したこれら周辺領域または層22は、接着剤のビード7の領域において、ルーフフレーム8の支持面またはフランジ領域9の上に位置する。
【0028】
ルーフモジュール5の変更実施形態(図7参照)の場合、予め製造された太陽電池装置16が、車両表面部材6の複合軽量部材に付与され、特に接着取付され、車両表面部材6も同様に、ハニカム状コア層11を備えるように予め製造されており、太陽電池装置16は、車両表面部材6の側方周辺までは延在しておらず、そこから間隔を空けて配置されている。プロセスまたは製造を行う別の方法では、太陽電池装置16を、CSMプロセスの背面充填モールドの割り当てられた窪み内に配置され、製造されている複合軽量部材の表面の上でまたは内部で直接発泡させてもよい。
【0029】
図8は、太陽電池装置16が、接着層17によって車両表面部材6の上側の窪み23内に後に接着嵌合する実施形態を示す。外部スキン14を、たとえば黒色でIMCプロセス(金型内被覆)によって製造してもよく、または後に車の色で塗装してもよい。太陽電池装置16の周辺と複合軽量部材のその窪み23への遷移部分におけるフランク(側面)25との間の周辺間隙24は、図11〜図15に示すように、好ましくは覆われるかまたはシールによって封止される。
【0030】
図9の実施形態の場合、太陽電池装置16は、複合軽量部材の上に配置され、前記部品が製造されている時に統合された製造プロセスにおいてそれに締結される。これは、太陽電池装置16が、CSMプロセスの背面充填モールド内に配置され、後続するCSMプロセス中に上側の窪み23内に組み込まれることにより複合軽量部材に取り付けられることによって行われる。太陽電池装置16の周辺とプラスチック複合部材のフランク25との間の周辺間隙24はプラスチックで充填され、そのため、追加のシールは不要であり、それにより、間隙、接合部またはシールがないため外観がよくなる。太陽電池装置16を取り付けるために別個の接着接合操作が不要であるため、製造コストが低減する。
【0031】
図10の例示的な実施形態によるルーフモジュール5の場合、透明フィルムが、熱成形により、外部スキン14として作用する必要な形態になされ、後に、CSMモールド内に配置される。外部フィルム21なしに形成され得る太陽電池装置16は、透明フィルムまたは外部スキン14の内側に付与され、外部フィルム21に代わり得る。複合軽量部材はCSMプロセスによって製造され、複合軽量部材の部品、特に支持周辺部分もまた、LFIまたはPUで製造することができる(図2〜図4の層22を参照)。連続した熱成形フィルムまたは外部スキン14が、太陽電池装置16と複合軽量部材または窪み23におけるそのフランク25との間の遷移部または周辺間隙24における特に優れた外観を提供する。
【0032】
図11〜図15は、たとえば、図8〜図10による例示的な実施形態において行われる、周辺間隙24に対する封止のタイプを示す。
原則的にたとえばスライディングルーフから既知であるように、シール26(図11参照)、たとえばゴム製の弾性中空チャンバ封止形材が、接着剤17により、複合軽量部材またはそのフランク25に締結され、太陽電池装置16の周辺に対して堅固に配置され、
周辺間隙24から上方に突出しない。
【0033】
類似の周辺間隙24(図12参照)では、シール28が、接着剤27により太陽電池装置16の周辺に接着取付され、複合軽量部材またはそのフランク25に対して堅固に配置される。
図13は、弾性封止コード29の形態のシールによって封止される周辺間隙24を示し、弾性封止コード29は、周辺間隙24内に挿入されその接着面により隣接する部材に固定される。さらに、封止コード29を、低い保持力があればよい接着ボンドによって固定してもよい。
【0034】
図14による周辺間隙24のシールは、シリコーン接合充填剤のように周辺間隙24を充填する、成形材または封止材30によって形成される。
図15による周辺間隙24の封止は、封止ストリップ31によって行われ、封止ストリップ31は、周辺間隙24内に挿入されかつ2つの外側封止リップ32を有し、それらは、周辺間隙24の両側で太陽電池装置16または複合軽量部材の上に達し、したがってそれを確実に封止する。
【0035】
例として示すこれらシールを、さまざまな車両表面部材6上の太陽電池装置16の周辺の任意の所望の間隙において使用することができる。
図16は、例として、さまざまなルーフモジュール5を取り付けることができる車両1を示す。複合軽量構造の方法で製造されるこうしたルーフモジュール5aを、表面領域全体にわたり太陽電池16によって覆ってもよい。別法として、ルーフモジュール上の周辺領域には太陽電池16がないままでもよい。さらに、車両ルーフの複合軽量構造の方法で製造されるカバー5bを、太陽電池16で部分的にまたは完全に覆ってもよい。開放システムを備えた、複合軽量構造の方法で製造されるルーフモジュール5cを、その剛性不動領域において太陽電池16で覆ってもよい。複合軽量構造の方法で製造されるルーフモジュール5dは、その前方部分にパノラマガラスルーフを有し、その後方部分が太陽電池16によって覆われてもよい。
【0036】
さらに(図17参照)、複合軽量構造の方法で製造され、かつ太陽電池16のない周辺領域33を有するルーフモジュール5eを、車両ルーフ4に取り付けることができ、空いている周辺領域33に外部スキン14を黒色で形成してもよく、または周辺領域33は車の色で塗装される。車両1は、調整可能な単一シェルまたはマルチシェルハードトップルーフ(RHT=リトラクタブルハードトップ)によりコンバーチブルであってもよく、複合軽量構造の方法で製造される各ルーフシェル34に太陽電池装置16を設けてもよい。
【0037】
さらなる例示的な実施形態(図18参照)によれば、たとえばエンジンフード6a、泥除け6b、ドアライニング6c、外部スキンパネル6d、実質的に垂直面または水平な面を有するトランクリッドすなわちリアリッド6e、Cピラー6f、カウル6gまたはルーフフレーム6h等、複合軽量構造の方法で製造されるさらなる車両表面部材に、太陽電池装置16を設けることができる。
【0038】
図19〜図21は、可動または不動の車両表面部材の3つの実施形態を概略的に示し、車両ルーフ以外の車体の領域にそれらを装備することも可能である。図19による車両表面部材は、頂部から底部に、または使用に対して適所にある時は外側から内方に、以下から構成される。
・ 好ましくは、外部耐候性、UV安定性かつ耐引掻き性外部フィルムによって形成された外層101、これは、ポリカーボネート(PC)、ポリメチルメタクリレート(PMMA)、ポリエチレンテレフタレート(PET)、エチレンテトラフルオロエチレン(ETFE)、パーフルオロエチレン−プロピレンコポリマー(FEP)または他の何らかの透明プラスチックまたは薄ガラスから構成され得る、
・ エチレンビニルアセテート(EVA)、熱可塑性ポリウレタン(TPU)、ポリビニルブチラール(PVB)またはイオノマー等、優れた粘着性を有するホットメルト接着剤を含むホットメルト接着剤の透明層102、
・ 少なくとも1つの太陽電池103、複数の太陽電池が電池コネクタ104によって相互接続されており、引っ張り(引き抜き)または鋳造プロセスによって製造される従来
の結晶または多結晶太陽電池を太陽電池103として使用することができる、
・ 熱膨張のため、電池コネクタ104として、より線が使用されることが好ましい、
・ 太陽電池103の下方の色付きまたは薄い色付きホットメルト接着剤106を、太陽電池103の上方の透明なホットメルト接着剤102から互いに分離するための、ガラスマット等、繊維材料の分離層105、
・ エチレンビニルアセテート(EVA)、熱可塑性ポリウレタン(TPU)、ポリビニルブチラール(PVB)またはイオノマー等、優れた粘着性を有するホットメルト接着剤を含む、好ましくは薄い色付きまたは色付きのホットメルト接着剤の層106、
・ 場合により、PC、PMMA、PET、ETFE、PVF(ポリフッ化ビニル)、PVDF(ポリフッ化ビニリデン)のリアフィルム、これは省略してもよい、および
・ Hylite(登録商標)、Alubond(登録商標)、CSM複合材(ハニカム、発泡体)またはAlucore(登録商標)等、複合軽量部材を含むキャリアプレート。
【0039】
図20および図21による例示的な実施形態の場合、2セレン化銅インジウム(CIS)または硫化銅インジウム(CIS)、2セレン化銅インジウムガリウム(CIGS)、マイクロアモルファス(micro−amorphous)シリコン(a−Si:H/μc−Si:H)、アモルファスシリコン(a−Si:H)またはカドミウムテルリド(CdTe/CdS)等の薄膜技術に基づいて、太陽電池113または123として薄膜太陽電池が使用される。
【0040】
図20による例示的な実施形態の場合、太陽電池113は、キャリア層114の上において、(構造が図19の外層101およびホットメルト接着剤の層102に対応する)外層111およびホットメルト接着剤の層112の下方に配置され、キャリア層114は、基板としての役割を果たし、好ましくは薄ガラス層(ガラス板)として形成される。上述した太陽電池アセンブリは、ホットメルト接着剤の層108によって支持層109に連結される。層108および109は、構造が図19による例に対応する。
【0041】
図21による例示的な実施形態の場合、太陽電池123は、キャリア層124の下方に配置され、キャリア層124は、スーパーストレート(superstrate)としての役割を果たしかつ好ましくは薄ガラス層として形成される。上述した太陽電池アセンブリは、ホットメルト接着剤108の層によって支持層109に連結される。層108および109は、構造が図19による例に対応する。
【0042】
太陽電池アセンブリの支持層109への積層は、好ましくは、およそ110〜150℃の温度および1〜15バールの圧力で行われる。積層プロセスとして使用されるのは、真空ラミネータにおける積層かまたは空気循環炉またはオートクレーブにおける真空バッグプロセスである。
層101、102、103、104、105、106および107を備えた、図19に示した太陽電池アセンブリは、一実施形態では、プレコンポジットまたはプレラミネート110としても製造され、その後、複合軽量部材として形成された支持層109に連結される。最小限の変形では、プレコンポジット110はまた、層101、102、103および104のみから構成され、ホットメルト接着剤の層108によって支持層109に連結されてもよい。
【0043】
図20に示す実施形態の場合、層111、112、113および114もまた場合により、プレコンポジットまたはプレラミネート110として製造し、その後、ホットメルト接着剤の層108により、複合軽量部材として形成された支持層109に連結してもよい。図21による例示的な実施形態の場合に、層124および123の下に、場合により、ホットメルト接着剤の層、および太陽電池層113に対する腐食保護を形成する下部被覆層または障壁層(ともに図示せず)も配置される場合、この層状構造も更に、プレコンポジットまたはプレラミネートとして製造し、その後、ホットメルト接着剤の層108によって、複合軽量部材として形成された支持層109に連結してもよい。
【0044】
図22による車両表面部材の実施形態の場合、外側に面している外層としての役割を果たす(たとえばポリカーボネートまたはPMMAの)プラスチックの層141は、比較的
薄く作製されており、それにより、安定化のために追加のキャリア層143を使用しなければならない。この層は、装置の下側に配置され、それにより、太陽電池アセンブリ142は、ポリカーボネート層141とキャリア層143との間に配置される。いわゆる複合スプレー成形プロセス(CSMプロセス)によって製造されたPUサンドイッチ部材をキャリア層143として使用することができる。
【0045】
PUサンドイッチ部材は、ポリウレタンが噴霧された2つのガラス繊維マット間に圧縮されるハニカム構造または発泡体コア(たとえばポリスチレン(PS)またはポリウレタン(PU)から構成される。更に、この例示的な実施形態の場合、太陽電池アセンブリ142およびプラスチックの層141を、プレコンポジットまたはプレラミネートとして製造し、その後、複合軽量部材として形成された支持層143に連結してもよい。
【0046】
図23〜図25では、複合軽量部材のさらなる有利な実施形態を、非常に図式化した形態で表す。図式表現は、すべての層が同じ厚さであるように示している。実際には、層は、図5に関連して上ですでに明示したように、層厚さが互いに大幅に異なる。
図23に表す複合軽量部材は、外側から内方に、または図では頂部から底部に以下の層から構成されている。
【0047】
・ 薄ガラス、またはポリカーボネート(PC)、ポリメチルメタクリレート(PMMA)、ポリエチレンテレフタレート(PET)、エチレンテトラフルオロエチレン(ETFE)またはパーフルオロエチレン−プロピレンコポリマー(FEP)等、耐候性、耐引掻き性かつ耐摩耗性プラスチックの外層200、
・ エチレンビニルアセテート(EVA)、熱可塑性ポリウレタン(TPU)、ポリビニルブチラール(PVB)またはイオノマー等、優れた粘着性を有するホットメルト接着剤の連結層202、
・ 太陽電池装置204、
・ 積層中の流動状態において、太陽電池の下方の色付きまたは薄い色付きホットメルト接着剤を、太陽電池の上方の透明なホットメルト接着剤から互いに明確に分離するための、ガラスマット等、繊維材料の分離層206、
・ EVA、TPU、PVBまたはイオノマー等、優れた粘着性を有するホットメルト接着剤の連結層208、
・ たとえば薄いアルミニウムシートを含む金属層210、
・ ポリプロピレン(PP)またはポリアミド(PA)等、頑強であるが軽量のプラスチックを含むプラスチックの層212、および
・ たとえば薄いアルミニウムシートを含む金属層214。
【0048】
下部の3つの層210、212および214は、たとえば商標名Hylite(登録商標)(ALCAN Singen GmbHの登録商標)で既知であるようなサンドイッチ構造を形成する。
図24に示す複合軽量部材は、外側から内方に、または図では頂部から底部に以下の層から構成されている。
【0049】
・ 薄ガラス、またはPET、PC、PMMA、ETFEまたはFEP等、耐候性、耐引掻き性かつ耐摩耗性プラスチックの外層200、
・ EVA、TPU、PVBまたはイオノマー等、優れた粘着性を有するプラスチックまたはホットメルト接着剤の連結層202、
・ 太陽電池装置204、
・ 積層中の流動状態において、太陽電池の下方の色付きまたは薄い色付きホットメルト接着剤を、太陽電池の上方の透明なホットメルト接着剤から互いに明確に分離するための、ガラスマット等、繊維材料の分離層206、
・ EVA、TPU、PVBまたはイオノマー等、優れた粘着性を有するプラスチックまたはホットメルト接着剤の連結層208、
・ たとえば薄いアルミニウムシートを含む金属層210、
・ PPまたはPA等、頑強であるが軽量のプラスチックを含むプラスチックの層212、
・ たとえば薄いアルミニウムシートを含む金属層214、
・ PPまたはPA等、頑強であるが軽量のプラスチックを含むプラスチックの層216、および
・ たとえば薄いアルミニウムシートを含む金属層218。
【0050】
下部の5つの層210、212、214、216および218は、極めて優れた耐荷重能力を有する二重サンドイッチ構造を形成する。
図25に示す複合軽量部材は、外側から内方に、または図では頂部から底部に以下の層から構成されている。
・ 薄ガラス、またはPET、PC、PMMA、ETFEまたはFEP等、耐候性、耐引掻き性かつ耐摩耗性プラスチックの外層200、
・ EVA、TPU、PVBまたはイオノマー等、優れた粘着性を有するプラスチックまたはホットメルト接着剤の連結層202、
・ 太陽電池装置204、
・ 積層中の流動状態において、太陽電池の下方の色付きまたは薄い色付きホットメルト接着剤を、太陽電池の上方の透明なホットメルト接着剤から互いに明確に分離するための、ガラスマット等、繊維材料の分離層206、
・ EVA、TPU、PVBまたはイオノマー等、優れた粘着性を有するプラスチックまたはホットメルト接着剤の連結層208、
・ 金属から構成され、たとえば薄いアルミニウムシートか、またはPUに埋め込まれたガラス繊維等の繊維/プラスチック複合材を含む上部外層222、
・ 紙、板紙、金属またはプラスチックのハニカム構造を備えたハニカム層224、ハニカム構造は空洞を取り囲むことができる、または
・ ハニカム層224の代りに、ポリスチレン(PS)またはポリウレタン(PU)または金属の発泡体コア224、および
・ 金属から構成され、たとえば薄いアルミニウムシートか、またはPUに埋め込まれたガラス繊維等の繊維/プラスチック複合材を含む下部外層226。
【0051】
下部の3つの層222、224および226は、極めて軽量で非常に優れた安定性を有するサンドイッチ構造220を形成する。
図23では、下部の3つの層210、212および214のサンドイッチ構造によって形成され、図24では、下部の5つの層210、212、214、216および218の二重サンドイッチ構造によって形成され、図25では、サンドイッチ構造220によって形成される車両表面部材の支持層を、剛性部材として予備成形し、後に、積層により他の部材部品に連結してもよい。
【0052】
しかしながら、支持層、太陽電池および好ましくは外層を有する複合物が、同時の熱成形および積層により1つのプロセスステップで作成されることが特に有利である。
複合軽量部材の周辺終端を、以下に示すように行うことができる。アルミニウム−ポリプロピレン(PP)−アルミニウムプレート(図4の下部の3つの層210、212および214に対応する)の周辺領域において、対応して成形された形状のシールを収容することができるように、PPコアを好適な方法で(たとえばフライス加工により)除去することができる。フライス加工された溝内に、複合軽量部材の縁のポリウレタン(PU)カプセルを固定してもよい。同様に、積層の前に、縁に対し、封止するために境界を付すことができる。積層/熱成形プロセスおよび後続するPP層への接着接合の間にプラスチックの透明フィルムを折り曲げることを行ってもよい。
【0053】
熱成形操作中、部材または太陽電池装置用の窪みを補強する役割を果たす、追加の補強屈曲部または補強要素を導入することができる。
2つの独立した製造操作に基づく手順の不都合が、2つの操作を1つのプロセスで行うことができるのに好適な材料を使用することによってなくなる。これは、図26に示す例によって表すように、ソーラーアセンブリを形成するための3次元成形および積層が、ただ1つのプロセスステップで行われることを意味する。
【0054】
図26において、モールドキャリア350が設けられ、その上に下部モールド340が
取り付けられている。上方向において、図示する配置は、上部モールド300によって境界が定められている。最も単純な場合、下部モールド340および上部モールド300を、車両表面部材6の所望の湾曲に対応するように予備成形されたシートによってそれぞれ形成することができる。複合軽量部材として形成された車両表面部材の以下の層が、底部から上方に、下部モールド340と上部モールド300との間に配置されており、最下層は、配置が使用時の後の位置から逸れるため後に外層となる層に対応する。
【0055】
・ 外層330
・ ホットメルト接着剤の層326
・ 太陽電池層324
・ ホットメルト接着剤の層322
・ 外層316
・ スペーサ層314
・ 外層312
ホットメルト接着剤の層322および326は、太陽電池層324とともに太陽電池モジュール320を形成し、それは予め製造することができる。
【0056】
外層316および312は、それらの間に配置されたスペーサ層314とともに複合プレート310を形成する。
個々の層の材料は、上述した例示的な実施形態のものに対応する。複合プレート310は、安定しかつ軽量であり、好ましくはサンドイッチ軽量部材として形成される。それは、主請求項の意味では支持層を形成する。
【0057】
外側外層330は、薄ガラスまたはプラスチック(たとえば図21の部材124に対応する)等、軽量、耐摩耗性かつ耐引掻き性材料から構成される。
太陽電池324として、引っ張り(引き抜き)または鋳造プロセスによって製造された従来の単結晶または多結晶太陽電池を使用してもよく、または2セレン化銅インジウムまたは硫化銅インジウム(CIS)、2セレン化銅インジウムガリウム(CIGS)、マイクロアモルファスシリコン(a−Si:H/μc−Si:H)、アモルファスシリコン(a−Si:H)またはカドミウムテルリド(CdTe/CdS)等の薄膜技術に基づく薄膜太陽電池を使用してもよい。
【0058】
特に好ましくは、すべての層が、合わせて下部モールド340の上に配置され、上部モールド300を下げかつ熱接合プロセスにより、1つの操作で、互いに連結されかつ同時に所望の形態になる。
これは、真空ラミネータ、真空プレス機またはオートクレーブのいずれかにおいて積層によって行われる。いずれの場合も、成形が行われる下部モールドは必要である。プレス機では、凸状の上部モールドも必要である。図23および図24に対応するように、後にソーラーモジュールの剛性を提供する変形可能プレートとして(特許請求の範囲の意味では、支持層として)使用することができるプレートは、少なくとも2つの薄い金属シート(アルミニウム、アルミニウム合金)間に少なくともプラスチック(ポリプロピレン、ポリアミド)の1つのコアを封入する複合プレートであり、上記コアは、プロセスの圧力を用いて成形を行うことができる程度まで、プロセスの温度下で軟化し、もたらされる形状は、積層体が冷却された後に実質的に保持される。最終的な意図された湾曲を達成するために、変形において回復が考慮される。更に、このプロセスにおいて同時に型枠内に押し込まれるのは、外層330としてのプラスチックの透明フィルム(たとえばPC、PET、PMMA、FEP、FTEF等)、ホットメルト接着剤322、326の少なくとも2つのフィルム(たとえば、PVB、EVA、TPU、SentryGlas(登録商標)Plus(SentryGlas(登録商標)はDuPont社の登録商標である)またはSurlyn(登録商標)(Sulyn(登録商標)はDuPon社の登録商標である)であり、それらの間には、少なくとも1つの太陽電池324、および場合によってはガラスマットのストリップが配置され、ホットメルト接着剤のフィルムは、プラスチックの上述したフィルムおよび複合プレート310の積層体が得られる程度まで軟化する。下部モールドおよび上部モールドは、それらを別個の加熱することができる手段を有すること
ができる。上述したように、複合プレート310を、金属およびプラスチックの複数の異なる層で構成することができる。
【0059】
本発明は、明示した例示的な実施形態には限定されない。たとえば、特に、さまざまな例示的な実施形態の特徴を互いに結合することができ、こうした構成もまた本発明に含まれる。
原則的に、示した車両表面部材およびルーフモジュールは、例として示す車両部材を形成し、その外部スキンは、各場合において車両の外面を形成する。しかしながら、本発明を、たとえばリアモジュールおよびフロントまたはリアスポイラ等、他の車両部材に有利に実装することも可能である。
【符号の説明】
【0060】
1 車両
2 フロントウィンドシールド
3 リアウィンドシールド
4 車両ルーフ
5 ルーフモジュール
6 車両表面部材
7 接着剤のビード
8 ルーフフレーム
9 フランジ領域
10 第1内部支持層
11 コア層(スペーサ層)
12 第2外部支持層
13 分離層
14 外部スキン
15 インサート
16 太陽電池装置
17 接着層
18 太陽電池
19 上部EVAフィルム
20 下部EVAフィルム
21 フィルム
22 層
23 窪み
24 周辺間隙
25 フランク
26 シール
27 接着剤
28 シール
29 封止コード
30 封止材
31 封止ストリップ
32 封止リップ
33 周辺領域
34 ルーフシェル
101 外層
102 ホットメルト接着剤の層
103 太陽電池
104 電気コネクタ
105 分離層(ガラスマット)
106 ホットメルト接着剤の層
107 背面被覆層
108 ホットメルト接着剤の層
109 支持層(複合軽量部材)
110 プレコンポジット(プレラミネート)
111 外層
112 ホットメルト接着剤の層
113 太陽電池(薄膜)
114 キャリア層(113用)
123 太陽電池(薄膜)
124 キャリア層(123用)
141 プラスチックの層
142 ソーラーアセンブリ
143 キャリア
200 外層
202 連結層
204 太陽電池装置
206 分離層
208 連結層
210 金属層
212 プラスチックの層(スペーサ層)
214 金属層
216 プラスチックの層(スペーサ層)
218 金属層
220 サンドイッチ構造
222 (上部)外層
224 ハニカム層
226 (下部)外層
300 上部モールド
310 複合プレート
312 外層
314 スペーサ層
316 外層
320 太陽電池モジュール
322 ホットメルト接着剤
324 太陽電池
326 ホットメルト接着剤
330 外層
340 下部モールド
350 モールドキャリア
【図1−4】

【技術分野】
【0001】
本発明は、請求項1の前文による太陽電池装置を有する車両表面部材に関する。
【背景技術】
【0002】
独国特許公開公報第10 2005 050 372 A1号明細書は、この種の車両表面部材であって、透明なプラスチックから形成され、導入された金属の補強構造により表面領域にわたって補強され、かつ車両の内側に色付きのラッカーフィルムが施されている車両表面部材を開示している。太陽電池を、プラスチックとラッカーフィルムとの間に、または完全にプラスチック内に埋め込むことができる。この内部太陽電池を備えた車両表面部材は、その結果として、キャリア材料としての透明プラスチックを必要とする。
【0003】
独国特許公開公報第10 2004 003 856 A1号明細書は、キャリア層と、キャリア層に連結され、プラスチックのフィルムの上にプリントされた少なくとも1つの有機太陽電池を備えたソーラーモジュールとが設けられた、車両用の車体部品を開示している。ソーラーモジュールを、キャリア層の車両の外側に面している側に付与することができ、プラスチックのプリントフィルムにキャリア層を背面充填(back−fill)するか、またはプラスチックのプリントフィルムをキャリア層の上に接着接合するかまたは積層することが可能である。キャリア層が少なくとも部分的に透明である場合、ソーラーモジュールを、キャリア層の内側に面する側に付与することも可能である。キャリア層を、異なるプラスチックから、かつ長繊維射出成形プロセス(LFIプロセス)によって製造することができる。
【0004】
独国特許公開公報第101 01 770 A1号明細書は、前面側が透明ポリウレタンから構成され、背面側がプラスチック、ガラスまたはセラミックの成形部品から構成されたソーラーモジュールを開示している。
独国実用新案登録公開公報第20 220 444 U1号明細書は、エネルギー源に面している、ガラス、または水蒸気透過性の低い、耐衝撃性、UV安定性、耐候性の透明プラスチックからなる少なくとも1つの前面外側被覆層と、被覆層と背面層との間に配置され、互いに電気的に接続された少なくとも1つのまたは複数の太陽電池がその中に埋め込まれた、粘着性プラスチックからなる少なくとも1つの層と、エネルギー源から離れる方を向いて、ガラス、または水蒸気透過性の低い耐候性プラスチックからなる少なくとも1つの背面外層と、を備えた太陽電池モジュールを開示している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】独国特許公開公報第10 2005 050 372 A1号
【特許文献2】独国特許公開公報第10 2004 003 856 A1号
【特許文献3】独国特許公開公報第101 01 770 A1号
【特許文献4】独国実用新案登録公開公報第20 220 444 U1号
【発明の概要】
【発明が解決しようとする課題】
【0006】
引用した従来技術の車両表面部材は、それらの構造を考慮すると、重量が大きいおよび/または複雑な製造プロセスが必要である。
【課題を解決するための手段】
【0007】
本発明は、重量が小さくかつ安定性の高い車両表面部材を提供するという目的に基づく。
この目的は、請求項1の特徴によって達成される。有利な実施形態は、従属請求項において明記している。
太陽電池装置の支持層を、複合軽量構造として本発明による方法で製造することにより、車両のさまざまな用途に好適な、優れた固有剛性を有しかつ重量が小さい車両表面部材を提供することができる。固有に剛性でありかつ軽量の複合軽量部材が、太陽電池装置用の特に好適なキャリア構造を形成し、それにより、太陽電池装置に対する補強手段を省略
することができ、または補強手段はより低い程度までしか必要とされない。これにより、これまで、太陽電池が設けられた車両ルーフのガラスカバーの場合に通例であったガラスの固いキャリアプレートによって提供される内部支持体が完全になくなる。車両表面部材の外側外層もまた、太陽電池装置の内側に支持層を形成する複合軽量部材の高い耐荷重能力の結果として、以前よりはるかに薄くかつ軽量にすることができる。全体で、本発明による車両表面部材は、部材の全厚さを増大させることなく、安定性が同じかまたは向上しながらはるかに軽量になる。部材を縮小し製造プロセスを簡略化することにより、それによってコスト削減をさらに達成することができる。
【0008】
本発明の目的で、「複合軽量構造」または「複合軽量部材」は、支持層を形成する異なる材料の少なくとも2つ、好ましくは少なくとも3つの相互連結された層から形成された多層部材を意味するものと理解され、少なくとも1つの層は、比較的体積が大きくかつ比較的重量の小さい材料および/または配置から構成される。
支持層を、たとえば繊維補強材が埋め込まれたポリウレタンから、複合軽量部材として「一体構造で」形成することができる。繊維補強材として考慮されるのは、開放モールドまたは密閉モールドでの、噴霧、鋳造、発泡または射出プロセスで、密閉モールドの場合は噴霧、鋳造または射出操作に続いて押圧操作が組み合わされた、ポリウレタンに対する混合材料としての粗いカット繊維の形態であるか、または繊維補強材は、層としてそれぞれプラスチックの層、特にポリウレタン層と交互になった、層状構造のためのマット、織地または編地あるいはメッシュの形態であるか、どちらかである、ガラス繊維、炭素繊維、たとえばサイザル、麻または亜麻等の天然繊維、あるいはたとえばアラミド等の合成繊維である。
【0009】
支持層の「一体」構造の一例は、Bayer MaterialScience AGのBaydur(登録商標)(Baydur(登録商標)は、Bayer AGの登録商標である)からPUR複合スプレー成形(Composite Spray Molding)プロセス(CSMプロセス)によって製造された支持層であり、カットガラス繊維が、開放モールド内に導入されたポリウレタンの噴霧ジェットに、外側から、計量されて供給される。これに続いて、密閉モールド内で発泡させることにより成形部品を成形する。ガラス繊維がランダムに分布することにより、このようにして製造された支持層に対し全荷重方向に高い機械的強度が加わり、したがって、ソーラーアセンブリに対する最適な支持と比較的重量の小さい車両表面部材の高い剛性とが提供される。
【0010】
複合軽量部材として交互の層を有する支持層の構造の一例は、Multitec(登録商標)(Multitec(登録商標)はBayer AGの登録商標である)を処理するPUR複合スプレー成形プロセス(CSMプロセス)の別の変形によって作成される。ここで、カット長繊維が、同様にポリウレタン混合物とともに開放モールド内に導入される。ポリウレタン混合物は、この場合、複数の層で(凝集形態または発泡形態でかつ場合により補強されるかまたは補強されずに)付与され、室温で、開放モールド内で硬化する。
【0011】
PUR複合スプレー成形プロセス(CSMプロセス)のさらなる変形では、特殊ポリウレタン噴霧システムを用いて噴霧された、麻、サイザル、亜麻、ココナッツ等の天然繊維マットが、Baypreg(登録商標)F(Baypreg(登録商標)はBayer AGの登録商標である)を用いることにより押圧されて、支持層としての複合軽量部材用としては極めて軽量の薄壁の成形部品となる。
【0012】
支持層用の複合軽量構造のさらなる変形は、サンドイッチ構造によって形成され、そこでは、プラスチック、発泡体および/またはハニカム構造の特に軽量の層が、プラスチックまたは軽量金属の下部外層と上部外層との間に配置される。
プラスチックの層が下部外層と上部外層との間に配置された複合軽量部材としての支持層のサンドイッチ構造の一例は、アルミニウムの外層とポリプロピレン(PP)の層とを備えた材料Hylite(登録商標)またはAlubond(登録商標)(ともにALCAN Singen GmbHの登録で商標)である。ポリプロピレン層の代りに、ポリアミド等、別の高強度の好適な軽量プラスチックを用いてもよい。
【0013】
複合軽量部材としての支持層のサンドイッチ構造のさらなる例は、「ハニカム構造」という名前で既知でもある、紙または板紙、金属またはプラスチックのハニカム構造であり、そこでは、外層に関して垂直に配置された壁により2つの閉鎖された外層の間に形成されたハニカム構造が、空洞を取り囲む(「開放ハニカム構造」)。垂直な壁は、たとえば、(独国特許第100 33 232 C2号明細書においてソーラーユニットのない車両ルーフ部品に対して示すように)組立ての前に噴霧されたプラスチックにより、外層に隣接するそれらの領域に永久的に接着接合される。この種の軽量金属ハニカム構造の一例は、材料Alucore(登録商標)(ALCAN Singen GmbHの登録商標)である。ハニカム構造の壁の間には、空洞の代りに、中実コア材料、たとえばプラスチックまたはプラスチック発泡体または金属発泡体を配置してもよい(「閉鎖ハニカム構造」)。支持層を形成するために、最終的に、噴霧および押圧により、上述したBaypreg(登録商標)Fとともに開放または閉鎖ハニカム構造を接合してもよい。
【0014】
原則として、プラスチック複合部材が製造され、または予め製造された複合軽量部材に後に付与され、特に接着取付されている時、太陽電池装置を前記プラスチック複合部材に連結して車両表面部材を形成することができる。複合軽量部材を製造しそれを太陽電池装置に連結する接合操作は、好ましくは、たとえば単一プロセスステップで熱成形および積層によって行われる。太陽電池装置を、場合により、プレコンポジットまたはプレラミネートを形成するように、少なくとも1つのキャリア層およびホットメルト接着剤のフィルムで予め製造してもよい。
【0015】
太陽電池装置を、製造中に、複合軽量部材の平坦面または湾曲面に付与することができ、または組み込むことができる。
太陽電池装置は、複合軽量部材全体を覆うことができる。しかしながら、その周辺領域を残してもよい。この場合、太陽電池装置は、上方に突出していてもよく、車両表面部材の上部外層は複合軽量部材の表面に対して垂直である。一方、太陽電池装置を、複合軽量部材の上側に設けられた窪みに嵌合させるかまたは組み込むことも可能であり、その際、それは、複合軽量部材の隆起した周辺領域と同一平面に配置される。
【0016】
太陽電池装置の上方で、車両表面部材は透明な被覆を有している。これは、被覆フィルムまたは薄いガラス板によって形成される。被覆フィルムは、透明な熱成形シート部品として、車両表面部材全体を覆うことができる。
好ましい実施形態では、特に、複合軽量部材の上に、窪みに置かれかつ同一平面であるように配置される太陽電池装置の場合、太陽電池装置の周辺と複合軽量部材の隣接領域との間の間隙に、以下のような封止が提供される。
【0017】
・ 複合軽量部材に接着取付されているシール、または
・ 太陽電池装置の周辺に接着取付されているシール、または
・ 間隙に挿入されている封止コード、または
・ 間隙を充填する、間隙の形状に適合された封止材、または
・ 間隙に挿入され、2つの封止リップにより隣接する部品の上に達するシール。
【発明の効果】
【0018】
本発明によれば、太陽電池装置の支持層を複合軽量構造として製造することにより、車両のさまざまな用途に好適な、優れた固有剛性を有しかつ重量が小さい車両表面部材が形成できる。
本発明による車両表面部材を、たとえば、開放システムのないルーフモジュール、開放システムのあるルーフモジュール(スライディングルーフ、リフティングルーフ、スライドリフティングルーフ、外部案内スライディングルーフ、パノラミックルーフ、スポイラルーフ、ラメラルーフ、後付ルーフ等)に対して、ルーフ開放システムのカバーに対して、ハードトップコンバーチブル(「リトラクタブルハードトップ(Retractable Hardtop」=「RHT」としても知られる)用のルーフのルーフシェルに対して、ドラフトディフレクタストリップに対して、スポイラに対して、リアリッド、エンジンフード、ドアまたは泥除けに対して、かつA、B、CおよびDピラーに対して使用することができる。
【図面の簡単な説明】
【0019】
【図1】ルーフモジュールの形態の本発明による車両表面部材を備えた車両の平面斜視図を示す。
【図2】ルーフモジュールの前方部分の、車両の垂直中心縦断面における、図1による断面図IIを示す。
【図3】ルーフモジュールの側方部分の、車両の垂直横断面における、図1による断面図IIIを示す。
【図4】ルーフモジュールの後方部分の、車両の垂直中心縦断面における、図1による断面図IVを示す。
【図5】CSMプロセスによって複合軽量構造の方法で製造され、かつ太陽電池装置が取り付けられている、本発明による車両表面部材のプラスチック複合部材の詳細の断面図を示す。
【図6】車両表面部材の太陽電池装置の断面図を示す。
【図7】複合軽量部材に接着取付されておりかつルーフモジュールの周辺から間隔を空けて維持されている、太陽電池装置を備えたルーフモジュールの断面図を示す。
【図8】太陽電池装置が上側の窪み内に接着嵌合している、ルーフモジュールのさらなる例示的な実施形態の断面図を示す。
【図9】ルーフモジュールのさらなる例示的な実施形態の断面図を示す。
【図10】ルーフモジュールのさらなる例示的な実施形態の断面図を示す。
【図11】複合軽量部材の窪みに収容された太陽電池装置の周辺とプラスチック複合部材のフランクとの間の間隙におけるシールの断面図を示す。
【図12】図11の構成によるシールのさらなる例示的な実施形態の断面図を示す。
【図13】図11の構成によるシールのさらなる例示的な実施形態の断面図を示す。
【図14】図11の構成によるシールのさらなる例示的な実施形態の断面図を示す。
【図15】図11の構成によるシールのさらなる例示的な実施形態の断面図を示す。
【図16】さまざまな太陽電池装置を備えたルーフモジュールを取り付けることができる車両の斜視図を示す。
【図17】本発明によるルーフモジュールのさらなる例示的な実施形態を備えた車両の平面斜視図を示す。
【図18】本発明による車両表面部材のさらなる例示的な実施形態を備えた車両の平面斜視図を示す。
【図19】層状構造として太陽電池装置を備えた複合軽量部材の略断面図を示す。
【図20】層状構造として太陽電池装置を備えた複合軽量部材のさらなる変形を示す。
【図21】層状構造として太陽電池装置を備えた複合軽量部材のさらなる変形を示す。
【図22】層状構造として太陽電池装置を備えた複合軽量部材のさらなる変形を示す。
【図23】層状構造として太陽電池装置を備えた複合軽量部材の非常に図式化した構造を示す。
【図24】層状構造として太陽電池装置を備えたさらなる複合軽量部材の非常に図式化した構造を示す。
【図25】層状構造として太陽電池装置を備えたさらなる複合軽量部材の非常に図式化した構造を示す。
【図26】層状構造としてモールド内で湾曲した太陽電池装置を備えた複合軽量部材の変形を示す。
【発明を実施するための形態】
【0020】
本発明を、図面を参照して本発明による車両表面部材の例示的な実施形態に基づいて以下より詳細に説明する。
たとえば乗用自動車等の車両1(図1参照)は、ウィンドシールド2およびリアウィン
ドシールド3とともに、フロントウィンドシールド2からリアウィンドシールド3まで延在するルーフモジュール5を備えた車両ルーフ4を有している。ルーフモジュール5を、車両の泥除け、エンジンフードまたはトランクリッド等の他の部品と同様に、本発明による車両表面部材6によって形成することができ、その詳細を図5に拡大して示す。
【0021】
本発明による車両表面部材6の第1の例示的な実施形態としてのルーフモジュール5は、特に周辺に伸びる接着剤のビード7により、ルーフフレーム8にまたはルーフフレーム8のフランジ領域9に締結されている。
ルーフモジュール5または車両表面部材6は、サンドイッチ状層構造(特に図5参照)で複合軽量部材により軽量構造の方法で製造され、内側から外方に、下部外層としての第1内部支持層10、ハニカム構造として形成されたコア層またはスペーサ層11、上部外層としての第2外部支持層12および分離層13を有している。この構造は、CSMプロセスによって製造される。外部スキン(外皮)14が、外側の外層として層構造を完成する。
【0022】
支持層10および12は、好ましくは、単位面積当たりの重量がおよそ300g/m2であり、場合によりかつ好ましくは、単位面積当たりの重量がおよそ225g/m2であるガラス繊維マットによってそれぞれ補強されている、ポリウレタン(PU)からなる。
コア層またはスペーサ層11は、好ましくは、ハニカム構造、特に、たとえば厚さがおよそ13mmの紙製ハニカムからなり、ハニカム構造の波形構造およびシートは、単位面積当たりの重量が各場合においておよそ115g/m2である。
【0023】
分離層13は、好ましくは、厚さがおよそ2〜2.5mmである。分離層13は、それが設けられていなかった場合にモールド内で圧縮中に本来発生する可能性のある、外部スキン14に現れるハニカム構造上の目に見える圧痕を有効に防止するという目的に役立つ。
コア層またはスペーサ層11と2つの隣接する支持層10および12とを備える層構造は、モールド(CSMモールド)において、Hennecke GmbH、D−53754 Sankt Augustinから既知であるCSMプロセス(複合スプレー成形)を用いて製造される。層構造は更に、独国特許第100 33 232 C2号明細書においても同様な形態で表されている。非常に小さい重量で、層構造の強度は、特に、ハニカムの垂直壁の領域内に貫通しそれらと接合する、プラスチック、好ましくはポリウレタン(PU)によって達成される。
【0024】
複合軽量部材または車両表面部材6の外層すなわち外部スキン14は、好ましくは、CSMモールド内で、IMCプロセス(金型内塗装)により、0.03〜0.06mmの層厚さ(S&R)でまたは0.3〜0.6mmの層厚さ(Panadur(登録商標))で噴霧により直接作成される。
車両表面部材6またはルーフモジュール5の内側に、たとえばサンバイザまたはグラブハンドル等の隣接する部材を締結する役割を果たす金属製のインサート15を、たとえば下部外層としての役割を果たす第1支持層10内に埋め込むことができる。
【0025】
この基礎構造を変更してもよく、たとえば第1支持層10とコア層11との間、おそらくはコア層またはスペーサ層11と第2支持層12との間の飛散防止層(図示せず)等、少なくとも1つの追加の層で補足してもよい。
ソーラーパックまたはソーラーモジュールとも呼ぶ太陽電池装置16が、層10、11および12によって形成されるプラスチック複合部材の外部上側に、接着層17により取り付けられる。太陽電池装置16は、太陽電池18の層を有しており(図6参照)、それらは、上部EVAフィルム19と下部EVAフィルム20(EVA:エチレン−ビニルアセテート)との間に収容されている。太陽電池18は、厚さがたとえばおよそ0.2mmであり、EVAフィルム19および20はおよそ0.46mm厚さである。太陽電池装置16の上側は、たとえば、たとえばETFE(エチレンテトラフルオロエチレン)からなり厚さがたとえば0.15mmである透明フィルム21か、または厚さが3.0mm未満、好ましくは1.0mm未満の薄いガラス板を形成している。
【0026】
したがって、図1〜図4によるルーフモジュール5を形成する車両表面部材6の場合、
複合軽量部材として形成され、かつ層10、11および12から構成される支持層が、まずCSMプロセスによって製造される。次いで、または同じプロセスステップにおいて、太陽電池装置16が、車両表面部材6またはルーフモジュール5の外周まで完全な表面領域にわたって接着取付され、または同時に支持層とともに積層される。フィルムまたはシート21のタイプおよび厚さに応じて、太陽電池装置16および支持層10、11、12を備えた複合物は、場合によりかつさらに、耐摩耗性でありかつ耐引掻き性の外部スキン14を備えた後の車両表面部材6またはルーフモジュール5の外側に設けられる(図10も参照)。
【0027】
周辺領域において、ルーフモジュール5の車両表面部材6を、モールド内でより高い程度まで圧縮することができ、コア層11の代りに層22が形成され、それによりルーフモジュール5の安定性が向上し、それは好ましくは、LFI−PURプロセス(LFI=長繊維射出成形)で射出繊維材料とともにポリウレタンを噴霧することによって製造される。ルーフモジュール5が取り付けられた後、強度が増大したこれら周辺領域または層22は、接着剤のビード7の領域において、ルーフフレーム8の支持面またはフランジ領域9の上に位置する。
【0028】
ルーフモジュール5の変更実施形態(図7参照)の場合、予め製造された太陽電池装置16が、車両表面部材6の複合軽量部材に付与され、特に接着取付され、車両表面部材6も同様に、ハニカム状コア層11を備えるように予め製造されており、太陽電池装置16は、車両表面部材6の側方周辺までは延在しておらず、そこから間隔を空けて配置されている。プロセスまたは製造を行う別の方法では、太陽電池装置16を、CSMプロセスの背面充填モールドの割り当てられた窪み内に配置され、製造されている複合軽量部材の表面の上でまたは内部で直接発泡させてもよい。
【0029】
図8は、太陽電池装置16が、接着層17によって車両表面部材6の上側の窪み23内に後に接着嵌合する実施形態を示す。外部スキン14を、たとえば黒色でIMCプロセス(金型内被覆)によって製造してもよく、または後に車の色で塗装してもよい。太陽電池装置16の周辺と複合軽量部材のその窪み23への遷移部分におけるフランク(側面)25との間の周辺間隙24は、図11〜図15に示すように、好ましくは覆われるかまたはシールによって封止される。
【0030】
図9の実施形態の場合、太陽電池装置16は、複合軽量部材の上に配置され、前記部品が製造されている時に統合された製造プロセスにおいてそれに締結される。これは、太陽電池装置16が、CSMプロセスの背面充填モールド内に配置され、後続するCSMプロセス中に上側の窪み23内に組み込まれることにより複合軽量部材に取り付けられることによって行われる。太陽電池装置16の周辺とプラスチック複合部材のフランク25との間の周辺間隙24はプラスチックで充填され、そのため、追加のシールは不要であり、それにより、間隙、接合部またはシールがないため外観がよくなる。太陽電池装置16を取り付けるために別個の接着接合操作が不要であるため、製造コストが低減する。
【0031】
図10の例示的な実施形態によるルーフモジュール5の場合、透明フィルムが、熱成形により、外部スキン14として作用する必要な形態になされ、後に、CSMモールド内に配置される。外部フィルム21なしに形成され得る太陽電池装置16は、透明フィルムまたは外部スキン14の内側に付与され、外部フィルム21に代わり得る。複合軽量部材はCSMプロセスによって製造され、複合軽量部材の部品、特に支持周辺部分もまた、LFIまたはPUで製造することができる(図2〜図4の層22を参照)。連続した熱成形フィルムまたは外部スキン14が、太陽電池装置16と複合軽量部材または窪み23におけるそのフランク25との間の遷移部または周辺間隙24における特に優れた外観を提供する。
【0032】
図11〜図15は、たとえば、図8〜図10による例示的な実施形態において行われる、周辺間隙24に対する封止のタイプを示す。
原則的にたとえばスライディングルーフから既知であるように、シール26(図11参照)、たとえばゴム製の弾性中空チャンバ封止形材が、接着剤17により、複合軽量部材またはそのフランク25に締結され、太陽電池装置16の周辺に対して堅固に配置され、
周辺間隙24から上方に突出しない。
【0033】
類似の周辺間隙24(図12参照)では、シール28が、接着剤27により太陽電池装置16の周辺に接着取付され、複合軽量部材またはそのフランク25に対して堅固に配置される。
図13は、弾性封止コード29の形態のシールによって封止される周辺間隙24を示し、弾性封止コード29は、周辺間隙24内に挿入されその接着面により隣接する部材に固定される。さらに、封止コード29を、低い保持力があればよい接着ボンドによって固定してもよい。
【0034】
図14による周辺間隙24のシールは、シリコーン接合充填剤のように周辺間隙24を充填する、成形材または封止材30によって形成される。
図15による周辺間隙24の封止は、封止ストリップ31によって行われ、封止ストリップ31は、周辺間隙24内に挿入されかつ2つの外側封止リップ32を有し、それらは、周辺間隙24の両側で太陽電池装置16または複合軽量部材の上に達し、したがってそれを確実に封止する。
【0035】
例として示すこれらシールを、さまざまな車両表面部材6上の太陽電池装置16の周辺の任意の所望の間隙において使用することができる。
図16は、例として、さまざまなルーフモジュール5を取り付けることができる車両1を示す。複合軽量構造の方法で製造されるこうしたルーフモジュール5aを、表面領域全体にわたり太陽電池16によって覆ってもよい。別法として、ルーフモジュール上の周辺領域には太陽電池16がないままでもよい。さらに、車両ルーフの複合軽量構造の方法で製造されるカバー5bを、太陽電池16で部分的にまたは完全に覆ってもよい。開放システムを備えた、複合軽量構造の方法で製造されるルーフモジュール5cを、その剛性不動領域において太陽電池16で覆ってもよい。複合軽量構造の方法で製造されるルーフモジュール5dは、その前方部分にパノラマガラスルーフを有し、その後方部分が太陽電池16によって覆われてもよい。
【0036】
さらに(図17参照)、複合軽量構造の方法で製造され、かつ太陽電池16のない周辺領域33を有するルーフモジュール5eを、車両ルーフ4に取り付けることができ、空いている周辺領域33に外部スキン14を黒色で形成してもよく、または周辺領域33は車の色で塗装される。車両1は、調整可能な単一シェルまたはマルチシェルハードトップルーフ(RHT=リトラクタブルハードトップ)によりコンバーチブルであってもよく、複合軽量構造の方法で製造される各ルーフシェル34に太陽電池装置16を設けてもよい。
【0037】
さらなる例示的な実施形態(図18参照)によれば、たとえばエンジンフード6a、泥除け6b、ドアライニング6c、外部スキンパネル6d、実質的に垂直面または水平な面を有するトランクリッドすなわちリアリッド6e、Cピラー6f、カウル6gまたはルーフフレーム6h等、複合軽量構造の方法で製造されるさらなる車両表面部材に、太陽電池装置16を設けることができる。
【0038】
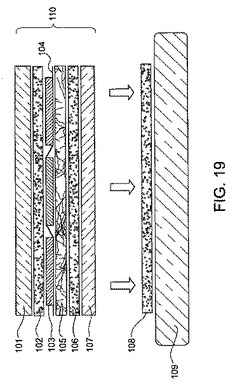
図19〜図21は、可動または不動の車両表面部材の3つの実施形態を概略的に示し、車両ルーフ以外の車体の領域にそれらを装備することも可能である。図19による車両表面部材は、頂部から底部に、または使用に対して適所にある時は外側から内方に、以下から構成される。
・ 好ましくは、外部耐候性、UV安定性かつ耐引掻き性外部フィルムによって形成された外層101、これは、ポリカーボネート(PC)、ポリメチルメタクリレート(PMMA)、ポリエチレンテレフタレート(PET)、エチレンテトラフルオロエチレン(ETFE)、パーフルオロエチレン−プロピレンコポリマー(FEP)または他の何らかの透明プラスチックまたは薄ガラスから構成され得る、
・ エチレンビニルアセテート(EVA)、熱可塑性ポリウレタン(TPU)、ポリビニルブチラール(PVB)またはイオノマー等、優れた粘着性を有するホットメルト接着剤を含むホットメルト接着剤の透明層102、
・ 少なくとも1つの太陽電池103、複数の太陽電池が電池コネクタ104によって相互接続されており、引っ張り(引き抜き)または鋳造プロセスによって製造される従来
の結晶または多結晶太陽電池を太陽電池103として使用することができる、
・ 熱膨張のため、電池コネクタ104として、より線が使用されることが好ましい、
・ 太陽電池103の下方の色付きまたは薄い色付きホットメルト接着剤106を、太陽電池103の上方の透明なホットメルト接着剤102から互いに分離するための、ガラスマット等、繊維材料の分離層105、
・ エチレンビニルアセテート(EVA)、熱可塑性ポリウレタン(TPU)、ポリビニルブチラール(PVB)またはイオノマー等、優れた粘着性を有するホットメルト接着剤を含む、好ましくは薄い色付きまたは色付きのホットメルト接着剤の層106、
・ 場合により、PC、PMMA、PET、ETFE、PVF(ポリフッ化ビニル)、PVDF(ポリフッ化ビニリデン)のリアフィルム、これは省略してもよい、および
・ Hylite(登録商標)、Alubond(登録商標)、CSM複合材(ハニカム、発泡体)またはAlucore(登録商標)等、複合軽量部材を含むキャリアプレート。
【0039】
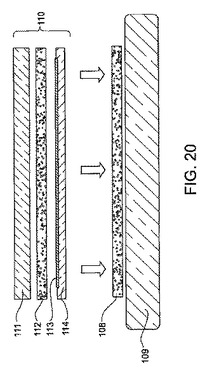
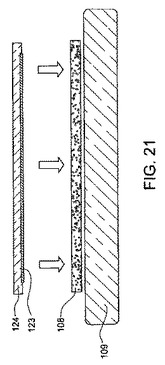
図20および図21による例示的な実施形態の場合、2セレン化銅インジウム(CIS)または硫化銅インジウム(CIS)、2セレン化銅インジウムガリウム(CIGS)、マイクロアモルファス(micro−amorphous)シリコン(a−Si:H/μc−Si:H)、アモルファスシリコン(a−Si:H)またはカドミウムテルリド(CdTe/CdS)等の薄膜技術に基づいて、太陽電池113または123として薄膜太陽電池が使用される。
【0040】
図20による例示的な実施形態の場合、太陽電池113は、キャリア層114の上において、(構造が図19の外層101およびホットメルト接着剤の層102に対応する)外層111およびホットメルト接着剤の層112の下方に配置され、キャリア層114は、基板としての役割を果たし、好ましくは薄ガラス層(ガラス板)として形成される。上述した太陽電池アセンブリは、ホットメルト接着剤の層108によって支持層109に連結される。層108および109は、構造が図19による例に対応する。
【0041】
図21による例示的な実施形態の場合、太陽電池123は、キャリア層124の下方に配置され、キャリア層124は、スーパーストレート(superstrate)としての役割を果たしかつ好ましくは薄ガラス層として形成される。上述した太陽電池アセンブリは、ホットメルト接着剤108の層によって支持層109に連結される。層108および109は、構造が図19による例に対応する。
【0042】
太陽電池アセンブリの支持層109への積層は、好ましくは、およそ110〜150℃の温度および1〜15バールの圧力で行われる。積層プロセスとして使用されるのは、真空ラミネータにおける積層かまたは空気循環炉またはオートクレーブにおける真空バッグプロセスである。
層101、102、103、104、105、106および107を備えた、図19に示した太陽電池アセンブリは、一実施形態では、プレコンポジットまたはプレラミネート110としても製造され、その後、複合軽量部材として形成された支持層109に連結される。最小限の変形では、プレコンポジット110はまた、層101、102、103および104のみから構成され、ホットメルト接着剤の層108によって支持層109に連結されてもよい。
【0043】
図20に示す実施形態の場合、層111、112、113および114もまた場合により、プレコンポジットまたはプレラミネート110として製造し、その後、ホットメルト接着剤の層108により、複合軽量部材として形成された支持層109に連結してもよい。図21による例示的な実施形態の場合に、層124および123の下に、場合により、ホットメルト接着剤の層、および太陽電池層113に対する腐食保護を形成する下部被覆層または障壁層(ともに図示せず)も配置される場合、この層状構造も更に、プレコンポジットまたはプレラミネートとして製造し、その後、ホットメルト接着剤の層108によって、複合軽量部材として形成された支持層109に連結してもよい。
【0044】
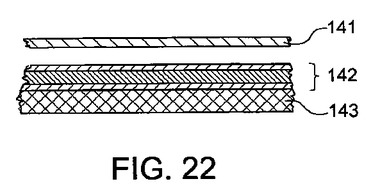
図22による車両表面部材の実施形態の場合、外側に面している外層としての役割を果たす(たとえばポリカーボネートまたはPMMAの)プラスチックの層141は、比較的
薄く作製されており、それにより、安定化のために追加のキャリア層143を使用しなければならない。この層は、装置の下側に配置され、それにより、太陽電池アセンブリ142は、ポリカーボネート層141とキャリア層143との間に配置される。いわゆる複合スプレー成形プロセス(CSMプロセス)によって製造されたPUサンドイッチ部材をキャリア層143として使用することができる。
【0045】
PUサンドイッチ部材は、ポリウレタンが噴霧された2つのガラス繊維マット間に圧縮されるハニカム構造または発泡体コア(たとえばポリスチレン(PS)またはポリウレタン(PU)から構成される。更に、この例示的な実施形態の場合、太陽電池アセンブリ142およびプラスチックの層141を、プレコンポジットまたはプレラミネートとして製造し、その後、複合軽量部材として形成された支持層143に連結してもよい。
【0046】
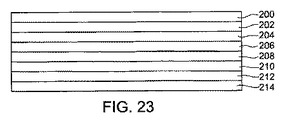
図23〜図25では、複合軽量部材のさらなる有利な実施形態を、非常に図式化した形態で表す。図式表現は、すべての層が同じ厚さであるように示している。実際には、層は、図5に関連して上ですでに明示したように、層厚さが互いに大幅に異なる。
図23に表す複合軽量部材は、外側から内方に、または図では頂部から底部に以下の層から構成されている。
【0047】
・ 薄ガラス、またはポリカーボネート(PC)、ポリメチルメタクリレート(PMMA)、ポリエチレンテレフタレート(PET)、エチレンテトラフルオロエチレン(ETFE)またはパーフルオロエチレン−プロピレンコポリマー(FEP)等、耐候性、耐引掻き性かつ耐摩耗性プラスチックの外層200、
・ エチレンビニルアセテート(EVA)、熱可塑性ポリウレタン(TPU)、ポリビニルブチラール(PVB)またはイオノマー等、優れた粘着性を有するホットメルト接着剤の連結層202、
・ 太陽電池装置204、
・ 積層中の流動状態において、太陽電池の下方の色付きまたは薄い色付きホットメルト接着剤を、太陽電池の上方の透明なホットメルト接着剤から互いに明確に分離するための、ガラスマット等、繊維材料の分離層206、
・ EVA、TPU、PVBまたはイオノマー等、優れた粘着性を有するホットメルト接着剤の連結層208、
・ たとえば薄いアルミニウムシートを含む金属層210、
・ ポリプロピレン(PP)またはポリアミド(PA)等、頑強であるが軽量のプラスチックを含むプラスチックの層212、および
・ たとえば薄いアルミニウムシートを含む金属層214。
【0048】
下部の3つの層210、212および214は、たとえば商標名Hylite(登録商標)(ALCAN Singen GmbHの登録商標)で既知であるようなサンドイッチ構造を形成する。
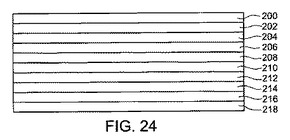
図24に示す複合軽量部材は、外側から内方に、または図では頂部から底部に以下の層から構成されている。
【0049】
・ 薄ガラス、またはPET、PC、PMMA、ETFEまたはFEP等、耐候性、耐引掻き性かつ耐摩耗性プラスチックの外層200、
・ EVA、TPU、PVBまたはイオノマー等、優れた粘着性を有するプラスチックまたはホットメルト接着剤の連結層202、
・ 太陽電池装置204、
・ 積層中の流動状態において、太陽電池の下方の色付きまたは薄い色付きホットメルト接着剤を、太陽電池の上方の透明なホットメルト接着剤から互いに明確に分離するための、ガラスマット等、繊維材料の分離層206、
・ EVA、TPU、PVBまたはイオノマー等、優れた粘着性を有するプラスチックまたはホットメルト接着剤の連結層208、
・ たとえば薄いアルミニウムシートを含む金属層210、
・ PPまたはPA等、頑強であるが軽量のプラスチックを含むプラスチックの層212、
・ たとえば薄いアルミニウムシートを含む金属層214、
・ PPまたはPA等、頑強であるが軽量のプラスチックを含むプラスチックの層216、および
・ たとえば薄いアルミニウムシートを含む金属層218。
【0050】
下部の5つの層210、212、214、216および218は、極めて優れた耐荷重能力を有する二重サンドイッチ構造を形成する。
図25に示す複合軽量部材は、外側から内方に、または図では頂部から底部に以下の層から構成されている。
・ 薄ガラス、またはPET、PC、PMMA、ETFEまたはFEP等、耐候性、耐引掻き性かつ耐摩耗性プラスチックの外層200、
・ EVA、TPU、PVBまたはイオノマー等、優れた粘着性を有するプラスチックまたはホットメルト接着剤の連結層202、
・ 太陽電池装置204、
・ 積層中の流動状態において、太陽電池の下方の色付きまたは薄い色付きホットメルト接着剤を、太陽電池の上方の透明なホットメルト接着剤から互いに明確に分離するための、ガラスマット等、繊維材料の分離層206、
・ EVA、TPU、PVBまたはイオノマー等、優れた粘着性を有するプラスチックまたはホットメルト接着剤の連結層208、
・ 金属から構成され、たとえば薄いアルミニウムシートか、またはPUに埋め込まれたガラス繊維等の繊維/プラスチック複合材を含む上部外層222、
・ 紙、板紙、金属またはプラスチックのハニカム構造を備えたハニカム層224、ハニカム構造は空洞を取り囲むことができる、または
・ ハニカム層224の代りに、ポリスチレン(PS)またはポリウレタン(PU)または金属の発泡体コア224、および
・ 金属から構成され、たとえば薄いアルミニウムシートか、またはPUに埋め込まれたガラス繊維等の繊維/プラスチック複合材を含む下部外層226。
【0051】
下部の3つの層222、224および226は、極めて軽量で非常に優れた安定性を有するサンドイッチ構造220を形成する。
図23では、下部の3つの層210、212および214のサンドイッチ構造によって形成され、図24では、下部の5つの層210、212、214、216および218の二重サンドイッチ構造によって形成され、図25では、サンドイッチ構造220によって形成される車両表面部材の支持層を、剛性部材として予備成形し、後に、積層により他の部材部品に連結してもよい。
【0052】
しかしながら、支持層、太陽電池および好ましくは外層を有する複合物が、同時の熱成形および積層により1つのプロセスステップで作成されることが特に有利である。
複合軽量部材の周辺終端を、以下に示すように行うことができる。アルミニウム−ポリプロピレン(PP)−アルミニウムプレート(図4の下部の3つの層210、212および214に対応する)の周辺領域において、対応して成形された形状のシールを収容することができるように、PPコアを好適な方法で(たとえばフライス加工により)除去することができる。フライス加工された溝内に、複合軽量部材の縁のポリウレタン(PU)カプセルを固定してもよい。同様に、積層の前に、縁に対し、封止するために境界を付すことができる。積層/熱成形プロセスおよび後続するPP層への接着接合の間にプラスチックの透明フィルムを折り曲げることを行ってもよい。
【0053】
熱成形操作中、部材または太陽電池装置用の窪みを補強する役割を果たす、追加の補強屈曲部または補強要素を導入することができる。
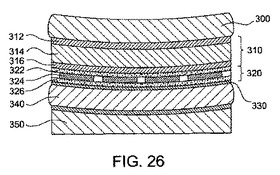
2つの独立した製造操作に基づく手順の不都合が、2つの操作を1つのプロセスで行うことができるのに好適な材料を使用することによってなくなる。これは、図26に示す例によって表すように、ソーラーアセンブリを形成するための3次元成形および積層が、ただ1つのプロセスステップで行われることを意味する。
【0054】
図26において、モールドキャリア350が設けられ、その上に下部モールド340が
取り付けられている。上方向において、図示する配置は、上部モールド300によって境界が定められている。最も単純な場合、下部モールド340および上部モールド300を、車両表面部材6の所望の湾曲に対応するように予備成形されたシートによってそれぞれ形成することができる。複合軽量部材として形成された車両表面部材の以下の層が、底部から上方に、下部モールド340と上部モールド300との間に配置されており、最下層は、配置が使用時の後の位置から逸れるため後に外層となる層に対応する。
【0055】
・ 外層330
・ ホットメルト接着剤の層326
・ 太陽電池層324
・ ホットメルト接着剤の層322
・ 外層316
・ スペーサ層314
・ 外層312
ホットメルト接着剤の層322および326は、太陽電池層324とともに太陽電池モジュール320を形成し、それは予め製造することができる。
【0056】
外層316および312は、それらの間に配置されたスペーサ層314とともに複合プレート310を形成する。
個々の層の材料は、上述した例示的な実施形態のものに対応する。複合プレート310は、安定しかつ軽量であり、好ましくはサンドイッチ軽量部材として形成される。それは、主請求項の意味では支持層を形成する。
【0057】
外側外層330は、薄ガラスまたはプラスチック(たとえば図21の部材124に対応する)等、軽量、耐摩耗性かつ耐引掻き性材料から構成される。
太陽電池324として、引っ張り(引き抜き)または鋳造プロセスによって製造された従来の単結晶または多結晶太陽電池を使用してもよく、または2セレン化銅インジウムまたは硫化銅インジウム(CIS)、2セレン化銅インジウムガリウム(CIGS)、マイクロアモルファスシリコン(a−Si:H/μc−Si:H)、アモルファスシリコン(a−Si:H)またはカドミウムテルリド(CdTe/CdS)等の薄膜技術に基づく薄膜太陽電池を使用してもよい。
【0058】
特に好ましくは、すべての層が、合わせて下部モールド340の上に配置され、上部モールド300を下げかつ熱接合プロセスにより、1つの操作で、互いに連結されかつ同時に所望の形態になる。
これは、真空ラミネータ、真空プレス機またはオートクレーブのいずれかにおいて積層によって行われる。いずれの場合も、成形が行われる下部モールドは必要である。プレス機では、凸状の上部モールドも必要である。図23および図24に対応するように、後にソーラーモジュールの剛性を提供する変形可能プレートとして(特許請求の範囲の意味では、支持層として)使用することができるプレートは、少なくとも2つの薄い金属シート(アルミニウム、アルミニウム合金)間に少なくともプラスチック(ポリプロピレン、ポリアミド)の1つのコアを封入する複合プレートであり、上記コアは、プロセスの圧力を用いて成形を行うことができる程度まで、プロセスの温度下で軟化し、もたらされる形状は、積層体が冷却された後に実質的に保持される。最終的な意図された湾曲を達成するために、変形において回復が考慮される。更に、このプロセスにおいて同時に型枠内に押し込まれるのは、外層330としてのプラスチックの透明フィルム(たとえばPC、PET、PMMA、FEP、FTEF等)、ホットメルト接着剤322、326の少なくとも2つのフィルム(たとえば、PVB、EVA、TPU、SentryGlas(登録商標)Plus(SentryGlas(登録商標)はDuPont社の登録商標である)またはSurlyn(登録商標)(Sulyn(登録商標)はDuPon社の登録商標である)であり、それらの間には、少なくとも1つの太陽電池324、および場合によってはガラスマットのストリップが配置され、ホットメルト接着剤のフィルムは、プラスチックの上述したフィルムおよび複合プレート310の積層体が得られる程度まで軟化する。下部モールドおよび上部モールドは、それらを別個の加熱することができる手段を有すること
ができる。上述したように、複合プレート310を、金属およびプラスチックの複数の異なる層で構成することができる。
【0059】
本発明は、明示した例示的な実施形態には限定されない。たとえば、特に、さまざまな例示的な実施形態の特徴を互いに結合することができ、こうした構成もまた本発明に含まれる。
原則的に、示した車両表面部材およびルーフモジュールは、例として示す車両部材を形成し、その外部スキンは、各場合において車両の外面を形成する。しかしながら、本発明を、たとえばリアモジュールおよびフロントまたはリアスポイラ等、他の車両部材に有利に実装することも可能である。
【符号の説明】
【0060】
1 車両
2 フロントウィンドシールド
3 リアウィンドシールド
4 車両ルーフ
5 ルーフモジュール
6 車両表面部材
7 接着剤のビード
8 ルーフフレーム
9 フランジ領域
10 第1内部支持層
11 コア層(スペーサ層)
12 第2外部支持層
13 分離層
14 外部スキン
15 インサート
16 太陽電池装置
17 接着層
18 太陽電池
19 上部EVAフィルム
20 下部EVAフィルム
21 フィルム
22 層
23 窪み
24 周辺間隙
25 フランク
26 シール
27 接着剤
28 シール
29 封止コード
30 封止材
31 封止ストリップ
32 封止リップ
33 周辺領域
34 ルーフシェル
101 外層
102 ホットメルト接着剤の層
103 太陽電池
104 電気コネクタ
105 分離層(ガラスマット)
106 ホットメルト接着剤の層
107 背面被覆層
108 ホットメルト接着剤の層
109 支持層(複合軽量部材)
110 プレコンポジット(プレラミネート)
111 外層
112 ホットメルト接着剤の層
113 太陽電池(薄膜)
114 キャリア層(113用)
123 太陽電池(薄膜)
124 キャリア層(123用)
141 プラスチックの層
142 ソーラーアセンブリ
143 キャリア
200 外層
202 連結層
204 太陽電池装置
206 分離層
208 連結層
210 金属層
212 プラスチックの層(スペーサ層)
214 金属層
216 プラスチックの層(スペーサ層)
218 金属層
220 サンドイッチ構造
222 (上部)外層
224 ハニカム層
226 (下部)外層
300 上部モールド
310 複合プレート
312 外層
314 スペーサ層
316 外層
320 太陽電池モジュール
322 ホットメルト接着剤
324 太陽電池
326 ホットメルト接着剤
330 外層
340 下部モールド
350 モールドキャリア
【図1−4】
【特許請求の範囲】
【請求項1】
車両(1)に外装配置で取り付けることができ、かつ支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)に連結され前記車両の外側に向かって外層(14;101;111;124;141;200;330)が設けられている太陽電池装置(16;103、113、123;142;204;324)を有する車両表面部材(6)であって、
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、複合軽量構造の方法で製造されることを特徴とする車両表面部材。
【請求項2】
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、多層複合部材として製造されることを特徴とする請求項1に記載の車両表面部材。
【請求項3】
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、サンドイッチ複合部材として製造されることを特徴とする請求項1または2に記載の車両表面部材。
【請求項4】
前記サンドイッチ複合部品(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、ハニカム構造(11;224;314)を有し、壁が前記ハニカムの境界を定め前記壁の間に空洞があることを特徴とする請求項3に記載の車両表面部材。
【請求項5】
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、分離層とともに少なくとも1つの層(105、206)を有することを特徴とする請求項1〜4のいずれか1項に記載の車両表面部材。
【請求項6】
前記分離層(105、206)がガラスマットまたは同様の材料から構成されることを特徴とする請求項5に記載の車両表面部材。
【請求項7】
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、少なくとも部分的に金属および/またはプラスチックおよび/または木材および/または紙または板紙から構成されるシート状のプレートまたはフィルムの少なくとも1つの層(10、12;109;143;210、212、214、216、218、220、222、226、312、314、316)を有することを特徴とする請求項1〜6のいずれか1項に記載の車両表面部材。
【請求項8】
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、ポリウレタン(PU)の少なくとも1つの層を有することを特徴とする請求項1〜7のいずれか1項に記載の車両表面部材。
【請求項9】
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、予め製造され、前記太陽電池装置(16;103、113、123;204;324)が、前
記層に取り付けられ、特に接着取付されることを特徴とする請求項1〜8のいずれか1項に記載の車両表面部材。
【請求項10】
前記支持層(10、11、12)が、外面領域の窪み(23)を有するように予め製造され、前記太陽電池装置(16)が、特に当該車両表面部材(6)の隣接する面と同一平面であるように前記窪み(23)内に嵌合することを特徴とする請求項1〜9のいずれか1項に記載の車両表面部材。
【請求項11】
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)の少なくとも一部が、プラスチック噴霧プロセス、プラスチック噴霧・押圧プロセスまたはプラスチック射出成形プロセスにより、特に複合スプレー成形プロセス(CSM)によりおよび/または反応射出成形プロセス(RIM)によりおよび/または長繊維射出成形プロセス(LFI)により製造されることを特徴とする請求項1〜10のいずれか1項に記載の車両表面部材。
【請求項12】
前記外層(14:101、111、124;200;330)が、薄いガラスシートまたは透明なプラスチックのシートまたはプラスチックのフィルムによって形成されることを特徴とする請求項1〜11のいずれか1項に記載の車両表面部材。
【請求項13】
前記太陽電池装置(16;103;113;123;142;204)が、前記外層(14:120、141;200;330)に、および/または前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)に、ホットメルト接着剤の少なくとも1つの層(19、20;102、106、108、112;202、208;322、326)によって連結されることを特徴とする請求項1〜12のいずれか1項に記載の車両表面部材。
【請求項14】
前記太陽電池装置(103、113、142)が、透明な前面被覆層(101、111、124、141)および背面被覆層(107、114)とともに層状構造として形成されることを特徴とする請求項1〜13のいずれか1項に記載の車両表面部材。
【請求項15】
開放システムのないルーフモジュールに対し、スライディングルーフ、スライディング/リフティングルーフ、パノラミックルーフ、スポイラルーフ、ラメラルーフ、後付ルーフ等の開放システムのあるルーフモジュールに対し、ルーフ開放システムのカバーに対し、ハードトップコンパーチブル(RHT)用のルーフのルーフシェルに対し、ドラフトディフレクタストリップに対し、スポイラに対し、リアリッドに対し、エンジンフードに対し、ドアまたは泥除けに対し、かつA、B、CおよびDピラー被覆に対して使用することができることを特徴とする請求項1〜14のいずれか1項に記載の車両表面部材。
【請求項1】
車両(1)に外装配置で取り付けることができ、かつ支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)に連結され前記車両の外側に向かって外層(14;101;111;124;141;200;330)が設けられている太陽電池装置(16;103、113、123;142;204;324)を有する車両表面部材(6)であって、
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、複合軽量構造の方法で製造されることを特徴とする車両表面部材。
【請求項2】
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、多層複合部材として製造されることを特徴とする請求項1に記載の車両表面部材。
【請求項3】
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、サンドイッチ複合部材として製造されることを特徴とする請求項1または2に記載の車両表面部材。
【請求項4】
前記サンドイッチ複合部品(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、ハニカム構造(11;224;314)を有し、壁が前記ハニカムの境界を定め前記壁の間に空洞があることを特徴とする請求項3に記載の車両表面部材。
【請求項5】
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、分離層とともに少なくとも1つの層(105、206)を有することを特徴とする請求項1〜4のいずれか1項に記載の車両表面部材。
【請求項6】
前記分離層(105、206)がガラスマットまたは同様の材料から構成されることを特徴とする請求項5に記載の車両表面部材。
【請求項7】
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、少なくとも部分的に金属および/またはプラスチックおよび/または木材および/または紙または板紙から構成されるシート状のプレートまたはフィルムの少なくとも1つの層(10、12;109;143;210、212、214、216、218、220、222、226、312、314、316)を有することを特徴とする請求項1〜6のいずれか1項に記載の車両表面部材。
【請求項8】
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、ポリウレタン(PU)の少なくとも1つの層を有することを特徴とする請求項1〜7のいずれか1項に記載の車両表面部材。
【請求項9】
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)が、予め製造され、前記太陽電池装置(16;103、113、123;204;324)が、前
記層に取り付けられ、特に接着取付されることを特徴とする請求項1〜8のいずれか1項に記載の車両表面部材。
【請求項10】
前記支持層(10、11、12)が、外面領域の窪み(23)を有するように予め製造され、前記太陽電池装置(16)が、特に当該車両表面部材(6)の隣接する面と同一平面であるように前記窪み(23)内に嵌合することを特徴とする請求項1〜9のいずれか1項に記載の車両表面部材。
【請求項11】
前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)の少なくとも一部が、プラスチック噴霧プロセス、プラスチック噴霧・押圧プロセスまたはプラスチック射出成形プロセスにより、特に複合スプレー成形プロセス(CSM)によりおよび/または反応射出成形プロセス(RIM)によりおよび/または長繊維射出成形プロセス(LFI)により製造されることを特徴とする請求項1〜10のいずれか1項に記載の車両表面部材。
【請求項12】
前記外層(14:101、111、124;200;330)が、薄いガラスシートまたは透明なプラスチックのシートまたはプラスチックのフィルムによって形成されることを特徴とする請求項1〜11のいずれか1項に記載の車両表面部材。
【請求項13】
前記太陽電池装置(16;103;113;123;142;204)が、前記外層(14:120、141;200;330)に、および/または前記支持層(10、11、12;109;143;210、212、214、216、218、220、222、224、226;310;312、314、316)に、ホットメルト接着剤の少なくとも1つの層(19、20;102、106、108、112;202、208;322、326)によって連結されることを特徴とする請求項1〜12のいずれか1項に記載の車両表面部材。
【請求項14】
前記太陽電池装置(103、113、142)が、透明な前面被覆層(101、111、124、141)および背面被覆層(107、114)とともに層状構造として形成されることを特徴とする請求項1〜13のいずれか1項に記載の車両表面部材。
【請求項15】
開放システムのないルーフモジュールに対し、スライディングルーフ、スライディング/リフティングルーフ、パノラミックルーフ、スポイラルーフ、ラメラルーフ、後付ルーフ等の開放システムのあるルーフモジュールに対し、ルーフ開放システムのカバーに対し、ハードトップコンパーチブル(RHT)用のルーフのルーフシェルに対し、ドラフトディフレクタストリップに対し、スポイラに対し、リアリッドに対し、エンジンフードに対し、ドアまたは泥除けに対し、かつA、B、CおよびDピラー被覆に対して使用することができることを特徴とする請求項1〜14のいずれか1項に記載の車両表面部材。
【図5】


【図6】
【図7】

【図8】
【図9】
【図10】
【図11】

【図12】

【図13】
【図14】

【図15】

【図16】

【図17】

【図18】

【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】

【図26】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【公表番号】特表2011−530444(P2011−530444A)
【公表日】平成23年12月22日(2011.12.22)
【国際特許分類】
【出願番号】特願2011−522386(P2011−522386)
【出願日】平成21年1月23日(2009.1.23)
【国際出願番号】PCT/EP2009/000430
【国際公開番号】WO2010/017847
【国際公開日】平成22年2月18日(2010.2.18)
【出願人】(506027147)ヴェバスト アクチェンゲゼルシャフト (7)
【Fターム(参考)】
【公表日】平成23年12月22日(2011.12.22)
【国際特許分類】
【出願日】平成21年1月23日(2009.1.23)
【国際出願番号】PCT/EP2009/000430
【国際公開番号】WO2010/017847
【国際公開日】平成22年2月18日(2010.2.18)
【出願人】(506027147)ヴェバスト アクチェンゲゼルシャフト (7)
【Fターム(参考)】
[ Back to top ]