
容器の蓋部材
【課題】 本発明は、容器の上端開口部を優れた密閉性でもって開閉自在に確実に閉止することができる容器の蓋部材を提供する。
【解決手段】 本発明の容器の蓋部材Aは、天板1とこの天板1の外周縁に下方に向かって一体的に屈曲形成された筒形状の周壁部2とからなり、上記周壁部2の少なくとも一部を全周に亘って拡径方向に膨出させることによって周溝部21を形成してなる容器の蓋部材Aであって、この蓋部材Aの少なくとも周溝部21の内周面にエンボス加工による凹凸が形成されていることを特徴とするので、周溝部は、エンボス加工の皺に起因してその周方向に伸縮性を有しており、蓋部材の周溝部を拡径させて、容器の係止突部に係脱自在に係止させることができ、蓋部材によって容器の開口部を開閉自在に閉止することができる。
【解決手段】 本発明の容器の蓋部材Aは、天板1とこの天板1の外周縁に下方に向かって一体的に屈曲形成された筒形状の周壁部2とからなり、上記周壁部2の少なくとも一部を全周に亘って拡径方向に膨出させることによって周溝部21を形成してなる容器の蓋部材Aであって、この蓋部材Aの少なくとも周溝部21の内周面にエンボス加工による凹凸が形成されていることを特徴とするので、周溝部は、エンボス加工の皺に起因してその周方向に伸縮性を有しており、蓋部材の周溝部を拡径させて、容器の係止突部に係脱自在に係止させることができ、蓋部材によって容器の開口部を開閉自在に閉止することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、容器の開口部を開閉自在に閉止することができる容器の蓋部材に関する。
【背景技術】
【0002】
従来から、ジュースやお茶などの飲料物を収納する容器として紙製の容器が用いられており、この紙製の容器内に収納した飲料物が不測に溢れたり或いは飲料物内に埃などが入らないように、容器の上端開口部を紙製の蓋部材によって開閉自在に閉止している。このような蓋部材としては、特許文献1には、紙のシート状素材を円形状に裁断してブランクを作製し、このブランクをプレス成形してなる紙製の蓋部材が提案されている。
【0003】
しかしながら、上記紙製の蓋部材は、その外側片の内周面に係止突起を形成し、この係止突起を容器の上端開口部外周面に形成したリング状の縁部に係脱自在に係止させており、蓋部材を容器上端開口部に取り付けるに際しては、蓋部材の係止突起が容器のリング状縁部を乗り越える必要がある。
【0004】
そこで、両者の係止を確実なものとするために係止突起の突出高さを高くし過ぎると、蓋部材の係止突起が容器のリング状縁部を乗り越えることができない虞れがあり、その反対に、係止突起の突出高さを低くすると、蓋部材の係止突起と容器のリング状縁部との係止状態が容易に解除されてしまい、蓋部材によって容器の上端開口部を確実に閉止しておくことができないといった問題点があった。
【0005】
【特許文献1】実用新案登録第3080882号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、容器の開口部を優れた密閉性でもって開閉自在に確実に閉止することができる容器の蓋部材を提供する。
【課題を解決するための手段】
【0007】
本発明の容器の蓋部材は、天板とこの天板の外周縁に下方に向かって一体的に屈曲形成した筒形状の周壁部とからなり、上記周壁部の少なくとも一部を全周に亘って拡径方向に膨出させることによって周溝部を形成してなる容器の蓋部材であって、この蓋部材の少なくとも周溝部の内周面にエンボス加工による凹凸が形成されていることを特徴とする。
【0008】
又、上記容器の蓋部材において、蓋部材は、紙の両面に合成樹脂フィルムを積層一体化し且つ両面にエンボス加工が施された円形状の成形シートを絞り加工することによって形成されたものであることを特徴とする。
【0009】
更に、上記容器の蓋部材において、蓋部材は、両面にエンボス加工が施された紙の両面に合成樹脂フィルムを積層一体化してなる円形状の成形シートを絞り加工することによって形成されたものであることを特徴とする。
【0010】
そして、上記容器の蓋部材において、周溝部が周壁部の上端縁部に天板の外周端縁に連続した状態で形成されていることを特徴とする。
【発明の効果】
【0011】
本発明の容器の蓋部材は、天板とこの天板の外周縁に下方に向かって一体的に屈曲形成された筒形状の周壁部とからなり、上記周壁部の少なくとも一部を全周に亘って拡径方向に膨出させることによって周溝部を形成してなる容器の蓋部材であって、この蓋部材の少なくとも周溝部の内周面にエンボス加工による凹凸が形成されていることを特徴とするので、周溝部は、エンボス加工の皺に起因してその周方向に伸縮性を有しており、蓋部材の周溝部を拡径させて、容器の開口部外周面に形成された係止突部に係脱自在に係止させることができ、蓋部材によって容器の開口部を開閉自在に閉止することができる。
【0012】
又、蓋部材が、紙の両面に合成樹脂フィルムを積層一体化し且つ両面にエンボス加工が施された円形状の成形シートを絞り加工することによって形成されたものである場合には、紙の切断粉などが発生する虞れがなく衛生上、優れていると共に、周溝部の内周面に形成されたエンボス加工を合成樹脂フィルムによって長時間に亘って確実に保持することができ、蓋部材による容器の開口部の開閉を確実なものとすることができる。
【0013】
そして、蓋部材は、その両面が合成樹脂フィルムから形成されていることから、暖かい飲料物が入った容器の開口部を閉止する場合にあっても、飲料物から出た湯気によって蓋部材が変形するのを最小限に抑えて、容器の開口部の閉止状態を確実に維持することができる。
【0014】
更に、上記容器の蓋部材において、周溝部が周壁部の上端縁部に天板の外周端縁に連続した状態で形成されている場合には、蓋部材の天板の外周縁部に容器の開口端縁が受止されるまで容器に向かって押圧することによって、蓋部材の周溝部を容器の係止突部に係脱自在に確実に係止させることができ、蓋部材による容器の開口部の閉止を確実に行うことができる。
【発明を実施するための最良の形態】
【0015】
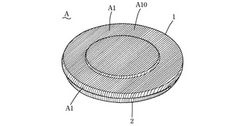
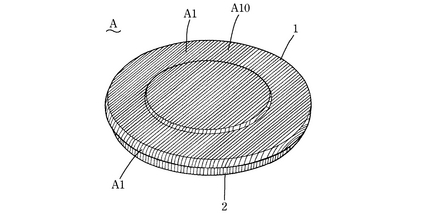
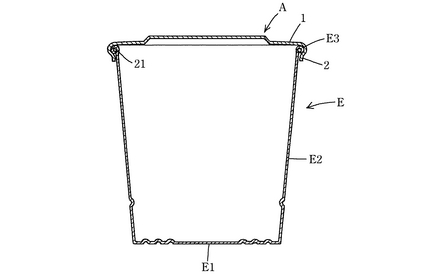
本発明の容器の蓋部材の一例を図面を参照しつつ説明する。本発明の容器の蓋部材Aは、図1に示したような、紙B1の両面に合成樹脂フィルムB2、B2を積層一体化し且つ両面にエンボス加工が施された円形状の成形シートBを絞り加工することによって形成され、具体的には、図2及び図3に示したように、平面円形状の天板1と、この天板1の外周縁に下方に向かって一体的に屈曲形成された短筒形状の周壁部2とからなる。そして、上記周壁部2の上端縁部には、該周壁部2の一部を拡径方向(外方)に向かって膨出させることによって全周に亘って断面略半円形状の周溝部21が形成されており、この周溝部21は、上記天板1の外周縁から連続した状態に形成されている。
【0016】
更に、図2及び図4に示したように、上記天板1及び周壁部2の内外面の夫々には、その全面に亘ってエンボス加工A1が施されており、このエンボス加工A1の凹凸によって蓋部材Aが全体的に伸縮可能に構成されている。上記エンボス加工A1は、周壁部2に形成された周溝部21の内周面に少なくとも形成されておればよい。
【0017】
なお、上記エンボス加工としては、特に限定されず、例えば、図2及び図4に示したような、微細な凹凸を筋状に形成し、この凹凸からなる筋A10 を複数本、小間隔を存して平行に形成してなるエンボス加工の他に、梨子地、絹目などのエンボス加工が挙げられ、図2及び図4に示したエンボス加工が好ましい。
【0018】
次に、上記容器の蓋部材の製造方法について説明する。先ず、図1に示したように、紙B1の両面に合成樹脂フィルムB2、B2を積層一体化し且つ両面にエンボス加工B3が施されてなる成形シートBを用意する。
【0019】
ここで、紙の両面に合成樹脂フィルムを積層一体化する方法としては、紙の両面に合成樹脂フィルムを積層一体化する方法、紙の両面に半溶融状態の合成樹脂フィルムを押圧し、紙の両面に合成樹脂フィルムを積層一体化する方法、合成樹脂フィルムを押出成形により製造し、押出機から押出した直後の溶融状態の合成樹脂フィルムを紙の両面に積層一体化させる方法などが挙げられる。
【0020】
そして、本発明で用いられる成形シートBとしては、両面にエンボス加工が施された紙の両面に合成樹脂フィルムを積層一体化し、紙に施されたエンボス加工を合成樹脂フィルムの表面に反映させて合成樹脂フィルムの表面にエンボス加工を付与してなるものを用いることができる。上述した両面にエンボス加工が施された紙は、例えば、特表平11−509276号公報に記載の製造方法によって製造することができる。このような成形シートBとしては、例えば、日本製紙株式会社から商品名「ウェイビーウェイビー」で市販されており、この成形シートは、紙表面に対する合成樹脂シートの形状追従性と合成樹脂シートの伸縮性とによって優れた伸縮性を備えている。
【0021】
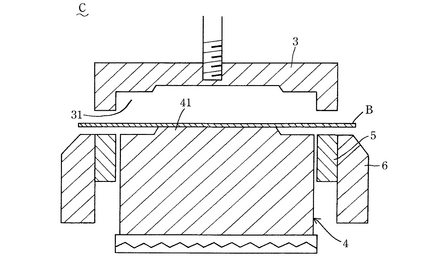
一方、図5に示したように、容器の蓋部材Aの形状に対応した所定形状を有する凹部31が形成された雌金型3と、この雌金型3の凹部31に対応する凸部41を有する雄金型4と、この雄金型4の外方に配設された円環状の支持金型5と、この支持金型5の外方に配設された円環状の切断金型6とからなる絞り加工装置Cを用意する。
【0022】
次に、上記雌雄金型3、4をバンドヒーター(図示せず)によって加熱した上で、雌雄金型3、4間に成形シートBを配設する。しかる後、雌金型3を下方に変位させ、支持金型5の上端面で成形シートBの外周部を支持した状態で、雌金型3の下端外周縁と、これに対向する切断金型6の上端内周縁とによって、成形シートBを平面円形状に切断する。
【0023】
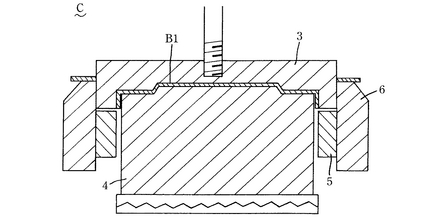
続いて、図6に示したように、上記雌金型3を更に下方に変位させると同時に、この雌金型3の下方への変位に連動させて支持金型5を下方に変位させ、成形シートBを雌雄金型3、4によって加熱しながら、成形シートBの両面に施されたエンボス加工が成形シートBの両面全面に残存した状態となるように、雌雄金型3、4によって、成形シートBの外周部を全面的に垂直下方に屈曲させて成形シートBを絞り加工(絞り成形)して有底円筒状の中間成形品B1を得る。
【0024】
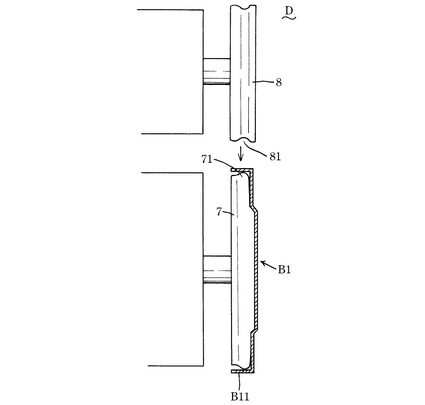
更に、図7に示したように、上記中間成形品B1が被嵌可能な略円柱形状の内側成形金型7と、この内側成形金型7の外方に配設され且つ内側成形金型7に対して接離可能な略円柱形状の外側成形金型8とからなり、上記内側成形金型7の外周面一端部には、内側成形金型7の一端外周縁から連続した状態に断面略半円形状の円環状突条部71が全周に亘って突設されている一方、上記外側成形金型8の外周面には、上記内側成形金型7の円環状突条部71に対応する断面半円形状の周溝部81が凹設されてなる絞り加工装置Dを用意する。なお、内側成形金型7の円環状突条部71の外径が、中間成形品B1の内径と略同一径か或いは僅かに小さくなるように調整されている。
【0025】
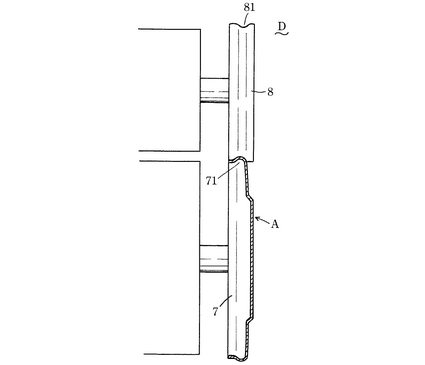
そして、図7及び図8に示したように、上記中間成形品B1を内側成形金型7に側方から被嵌させた後、内側成形金型7の円環状突条部71に中間成形品B1の周壁部B11 を介して外側成形金型8の周溝部81を押圧させた状態で、内外成形金型7、8を共にそれらの対向外周面が同一方向となるように同一速度で回転させることによって、中間成形品B1の周壁部の上端縁部を該周壁部の両面のエンボス加工が残存した状態となるように全周に亘って拡径方向(外方)に向かって膨出させて断面円形状の周溝部21を形成して容器の蓋部材Aを製造することができる。
【0026】
このようにして得られた容器の蓋部材Aの内外面の夫々にはエンボス加工A1が全面的に残存した状態となっており、特に、容器の蓋部材Aの周壁部21内外面には全面的にエンボス加工が残存した状態となっている。
【0027】
そして、上記容器の蓋部材Aは、容器の上端開口部を開閉自在に閉止するのに用いられる。なお、このような容器Eとしては、図9に示したように、平面円形状の底面部E1と、この底面部E1の外周縁から上方に向かって延設された筒状の周壁部E2とからなり、この周壁部E2の上端部を外方に向かってコイル状に巻回させることによって円環状の係止突部E3が形成されている。
【0028】
しかるに、上記容器の蓋部材Aを用いて容器Eの上端開口部を開閉自在に閉止するには、容器の蓋部材Aを容器Eの上端開口部上に該開口部が閉止した状態となるように載置した後、容器の蓋部材Aを下方に押圧して、蓋部材Aの周溝部21を容器Eの係止突起E3に係脱自在に係止させることによって、容器Eの上端開口部を蓋部材Aによって開閉自在に閉止することができる。
【0029】
ここで、上述の要領で、蓋部材Aの周溝部21を容器Eの係止突起E3に係脱自在に係止させて、容器Eの上端開口部を容器の蓋部材Aによって開閉自在に閉止するに際し、蓋部材Aの周壁部2は拡径して容器Eの係止突起E3を乗り越える必要がある。
【0030】
しかるに、蓋部材Aの周壁部2の両面にはエンボス加工が全面的に施されており、このエンボス加工の凹凸により生じた皺を延ばすことによって、蓋部材Aの周壁部2はその周方向に全体的に円滑に伸縮自在に形成されていることから、蓋部材Aの周壁部2はその周方向に円滑に伸長して容器Eの係止突起E3を容易に乗り越えることができ、係止突起E3を乗り越えた後は蓋部材Aの周壁部2は元の状態に縮径、復元する。
【0031】
更に、蓋部材Aの周溝部21もその周方向に伸縮自在に形成されており、容器Eの係止突起E3に蓋部材Aの周溝部21が係脱自在に係止した状態においては、蓋部材Aの周溝部21がその周方向に僅かに伸長された状態で容器Eの係止突起E3に圧接状態で係止している(図10参照)。
【0032】
しかも、図10及び図11に示したように、容器Eの周溝部21の内周面のエンボス加工A1は微細な凹凸A10 により形成されていることから、蓋部材Aの周溝部21の内周面とこれに対向する容器Eの係止突起E3との間には隙間が殆ど生じていない。
【0033】
従って、容器の蓋部材Aによる容器Eの上端開口部の閉止状態を確実に維持することができると共に、容器Eの上端開口部を優れた密閉度でもって蓋部材Aによって閉止することができる。
【0034】
そして、容器の蓋部材Aを容器Eの上端開口部から除去して容器Eの上端開口部を開放させる場合には、蓋部材Aにおける周溝部21を含めた周壁部2は、容器Eの上端開口部に取り付けた後も伸縮性を維持していることから、蓋部材Aを上方に引き上げ、蓋部材Aの周壁部2をその周方向に伸長して拡径させ、蓋部材Aの周溝部21と容器Eの係止突起E3との係止状態を解除すればよく、上記蓋部材Aによれば、容器Eの上端開口部の開閉を簡単に且つ確実に行うことができる。
【図面の簡単な説明】
【0035】
【図1】成形シートの一例を示した断面図である。
【図2】本発明の容器の蓋部材を示した斜視図である。
【図3】図2の容器の蓋部材を示した縦断面図である。
【図4】図2の容器の蓋部材を底面側から見た斜視図である。
【図5】容器の蓋部材の製造工程を示した模式図である。
【図6】容器の蓋部材の製造途上を示した模式図である。
【図7】容器の蓋部材の製造途上を示した模式図である。
【図8】容器の蓋部材の製造途上を示した模式図である。
【図9】容器の上端開口部を容器の蓋部材で閉止した状態を示した縦断面図である。
【図10】容器の蓋部材の周溝部を容器の係止突起に係止させた状態を示した要部の拡大横断面図である。
【図11】容器の蓋部材の周溝部を容器の係止突起に係止させた状態を示した要部の拡大縦断面図である。
【符号の説明】
【0036】
1 天板
2 周壁部
21 周溝部
A 容器の蓋部材
A1 エンボス加工
A10 エンボス加工を構成している凹凸
【技術分野】
【0001】
本発明は、容器の開口部を開閉自在に閉止することができる容器の蓋部材に関する。
【背景技術】
【0002】
従来から、ジュースやお茶などの飲料物を収納する容器として紙製の容器が用いられており、この紙製の容器内に収納した飲料物が不測に溢れたり或いは飲料物内に埃などが入らないように、容器の上端開口部を紙製の蓋部材によって開閉自在に閉止している。このような蓋部材としては、特許文献1には、紙のシート状素材を円形状に裁断してブランクを作製し、このブランクをプレス成形してなる紙製の蓋部材が提案されている。
【0003】
しかしながら、上記紙製の蓋部材は、その外側片の内周面に係止突起を形成し、この係止突起を容器の上端開口部外周面に形成したリング状の縁部に係脱自在に係止させており、蓋部材を容器上端開口部に取り付けるに際しては、蓋部材の係止突起が容器のリング状縁部を乗り越える必要がある。
【0004】
そこで、両者の係止を確実なものとするために係止突起の突出高さを高くし過ぎると、蓋部材の係止突起が容器のリング状縁部を乗り越えることができない虞れがあり、その反対に、係止突起の突出高さを低くすると、蓋部材の係止突起と容器のリング状縁部との係止状態が容易に解除されてしまい、蓋部材によって容器の上端開口部を確実に閉止しておくことができないといった問題点があった。
【0005】
【特許文献1】実用新案登録第3080882号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、容器の開口部を優れた密閉性でもって開閉自在に確実に閉止することができる容器の蓋部材を提供する。
【課題を解決するための手段】
【0007】
本発明の容器の蓋部材は、天板とこの天板の外周縁に下方に向かって一体的に屈曲形成した筒形状の周壁部とからなり、上記周壁部の少なくとも一部を全周に亘って拡径方向に膨出させることによって周溝部を形成してなる容器の蓋部材であって、この蓋部材の少なくとも周溝部の内周面にエンボス加工による凹凸が形成されていることを特徴とする。
【0008】
又、上記容器の蓋部材において、蓋部材は、紙の両面に合成樹脂フィルムを積層一体化し且つ両面にエンボス加工が施された円形状の成形シートを絞り加工することによって形成されたものであることを特徴とする。
【0009】
更に、上記容器の蓋部材において、蓋部材は、両面にエンボス加工が施された紙の両面に合成樹脂フィルムを積層一体化してなる円形状の成形シートを絞り加工することによって形成されたものであることを特徴とする。
【0010】
そして、上記容器の蓋部材において、周溝部が周壁部の上端縁部に天板の外周端縁に連続した状態で形成されていることを特徴とする。
【発明の効果】
【0011】
本発明の容器の蓋部材は、天板とこの天板の外周縁に下方に向かって一体的に屈曲形成された筒形状の周壁部とからなり、上記周壁部の少なくとも一部を全周に亘って拡径方向に膨出させることによって周溝部を形成してなる容器の蓋部材であって、この蓋部材の少なくとも周溝部の内周面にエンボス加工による凹凸が形成されていることを特徴とするので、周溝部は、エンボス加工の皺に起因してその周方向に伸縮性を有しており、蓋部材の周溝部を拡径させて、容器の開口部外周面に形成された係止突部に係脱自在に係止させることができ、蓋部材によって容器の開口部を開閉自在に閉止することができる。
【0012】
又、蓋部材が、紙の両面に合成樹脂フィルムを積層一体化し且つ両面にエンボス加工が施された円形状の成形シートを絞り加工することによって形成されたものである場合には、紙の切断粉などが発生する虞れがなく衛生上、優れていると共に、周溝部の内周面に形成されたエンボス加工を合成樹脂フィルムによって長時間に亘って確実に保持することができ、蓋部材による容器の開口部の開閉を確実なものとすることができる。
【0013】
そして、蓋部材は、その両面が合成樹脂フィルムから形成されていることから、暖かい飲料物が入った容器の開口部を閉止する場合にあっても、飲料物から出た湯気によって蓋部材が変形するのを最小限に抑えて、容器の開口部の閉止状態を確実に維持することができる。
【0014】
更に、上記容器の蓋部材において、周溝部が周壁部の上端縁部に天板の外周端縁に連続した状態で形成されている場合には、蓋部材の天板の外周縁部に容器の開口端縁が受止されるまで容器に向かって押圧することによって、蓋部材の周溝部を容器の係止突部に係脱自在に確実に係止させることができ、蓋部材による容器の開口部の閉止を確実に行うことができる。
【発明を実施するための最良の形態】
【0015】
本発明の容器の蓋部材の一例を図面を参照しつつ説明する。本発明の容器の蓋部材Aは、図1に示したような、紙B1の両面に合成樹脂フィルムB2、B2を積層一体化し且つ両面にエンボス加工が施された円形状の成形シートBを絞り加工することによって形成され、具体的には、図2及び図3に示したように、平面円形状の天板1と、この天板1の外周縁に下方に向かって一体的に屈曲形成された短筒形状の周壁部2とからなる。そして、上記周壁部2の上端縁部には、該周壁部2の一部を拡径方向(外方)に向かって膨出させることによって全周に亘って断面略半円形状の周溝部21が形成されており、この周溝部21は、上記天板1の外周縁から連続した状態に形成されている。
【0016】
更に、図2及び図4に示したように、上記天板1及び周壁部2の内外面の夫々には、その全面に亘ってエンボス加工A1が施されており、このエンボス加工A1の凹凸によって蓋部材Aが全体的に伸縮可能に構成されている。上記エンボス加工A1は、周壁部2に形成された周溝部21の内周面に少なくとも形成されておればよい。
【0017】
なお、上記エンボス加工としては、特に限定されず、例えば、図2及び図4に示したような、微細な凹凸を筋状に形成し、この凹凸からなる筋A10 を複数本、小間隔を存して平行に形成してなるエンボス加工の他に、梨子地、絹目などのエンボス加工が挙げられ、図2及び図4に示したエンボス加工が好ましい。
【0018】
次に、上記容器の蓋部材の製造方法について説明する。先ず、図1に示したように、紙B1の両面に合成樹脂フィルムB2、B2を積層一体化し且つ両面にエンボス加工B3が施されてなる成形シートBを用意する。
【0019】
ここで、紙の両面に合成樹脂フィルムを積層一体化する方法としては、紙の両面に合成樹脂フィルムを積層一体化する方法、紙の両面に半溶融状態の合成樹脂フィルムを押圧し、紙の両面に合成樹脂フィルムを積層一体化する方法、合成樹脂フィルムを押出成形により製造し、押出機から押出した直後の溶融状態の合成樹脂フィルムを紙の両面に積層一体化させる方法などが挙げられる。
【0020】
そして、本発明で用いられる成形シートBとしては、両面にエンボス加工が施された紙の両面に合成樹脂フィルムを積層一体化し、紙に施されたエンボス加工を合成樹脂フィルムの表面に反映させて合成樹脂フィルムの表面にエンボス加工を付与してなるものを用いることができる。上述した両面にエンボス加工が施された紙は、例えば、特表平11−509276号公報に記載の製造方法によって製造することができる。このような成形シートBとしては、例えば、日本製紙株式会社から商品名「ウェイビーウェイビー」で市販されており、この成形シートは、紙表面に対する合成樹脂シートの形状追従性と合成樹脂シートの伸縮性とによって優れた伸縮性を備えている。
【0021】
一方、図5に示したように、容器の蓋部材Aの形状に対応した所定形状を有する凹部31が形成された雌金型3と、この雌金型3の凹部31に対応する凸部41を有する雄金型4と、この雄金型4の外方に配設された円環状の支持金型5と、この支持金型5の外方に配設された円環状の切断金型6とからなる絞り加工装置Cを用意する。
【0022】
次に、上記雌雄金型3、4をバンドヒーター(図示せず)によって加熱した上で、雌雄金型3、4間に成形シートBを配設する。しかる後、雌金型3を下方に変位させ、支持金型5の上端面で成形シートBの外周部を支持した状態で、雌金型3の下端外周縁と、これに対向する切断金型6の上端内周縁とによって、成形シートBを平面円形状に切断する。
【0023】
続いて、図6に示したように、上記雌金型3を更に下方に変位させると同時に、この雌金型3の下方への変位に連動させて支持金型5を下方に変位させ、成形シートBを雌雄金型3、4によって加熱しながら、成形シートBの両面に施されたエンボス加工が成形シートBの両面全面に残存した状態となるように、雌雄金型3、4によって、成形シートBの外周部を全面的に垂直下方に屈曲させて成形シートBを絞り加工(絞り成形)して有底円筒状の中間成形品B1を得る。
【0024】
更に、図7に示したように、上記中間成形品B1が被嵌可能な略円柱形状の内側成形金型7と、この内側成形金型7の外方に配設され且つ内側成形金型7に対して接離可能な略円柱形状の外側成形金型8とからなり、上記内側成形金型7の外周面一端部には、内側成形金型7の一端外周縁から連続した状態に断面略半円形状の円環状突条部71が全周に亘って突設されている一方、上記外側成形金型8の外周面には、上記内側成形金型7の円環状突条部71に対応する断面半円形状の周溝部81が凹設されてなる絞り加工装置Dを用意する。なお、内側成形金型7の円環状突条部71の外径が、中間成形品B1の内径と略同一径か或いは僅かに小さくなるように調整されている。
【0025】
そして、図7及び図8に示したように、上記中間成形品B1を内側成形金型7に側方から被嵌させた後、内側成形金型7の円環状突条部71に中間成形品B1の周壁部B11 を介して外側成形金型8の周溝部81を押圧させた状態で、内外成形金型7、8を共にそれらの対向外周面が同一方向となるように同一速度で回転させることによって、中間成形品B1の周壁部の上端縁部を該周壁部の両面のエンボス加工が残存した状態となるように全周に亘って拡径方向(外方)に向かって膨出させて断面円形状の周溝部21を形成して容器の蓋部材Aを製造することができる。
【0026】
このようにして得られた容器の蓋部材Aの内外面の夫々にはエンボス加工A1が全面的に残存した状態となっており、特に、容器の蓋部材Aの周壁部21内外面には全面的にエンボス加工が残存した状態となっている。
【0027】
そして、上記容器の蓋部材Aは、容器の上端開口部を開閉自在に閉止するのに用いられる。なお、このような容器Eとしては、図9に示したように、平面円形状の底面部E1と、この底面部E1の外周縁から上方に向かって延設された筒状の周壁部E2とからなり、この周壁部E2の上端部を外方に向かってコイル状に巻回させることによって円環状の係止突部E3が形成されている。
【0028】
しかるに、上記容器の蓋部材Aを用いて容器Eの上端開口部を開閉自在に閉止するには、容器の蓋部材Aを容器Eの上端開口部上に該開口部が閉止した状態となるように載置した後、容器の蓋部材Aを下方に押圧して、蓋部材Aの周溝部21を容器Eの係止突起E3に係脱自在に係止させることによって、容器Eの上端開口部を蓋部材Aによって開閉自在に閉止することができる。
【0029】
ここで、上述の要領で、蓋部材Aの周溝部21を容器Eの係止突起E3に係脱自在に係止させて、容器Eの上端開口部を容器の蓋部材Aによって開閉自在に閉止するに際し、蓋部材Aの周壁部2は拡径して容器Eの係止突起E3を乗り越える必要がある。
【0030】
しかるに、蓋部材Aの周壁部2の両面にはエンボス加工が全面的に施されており、このエンボス加工の凹凸により生じた皺を延ばすことによって、蓋部材Aの周壁部2はその周方向に全体的に円滑に伸縮自在に形成されていることから、蓋部材Aの周壁部2はその周方向に円滑に伸長して容器Eの係止突起E3を容易に乗り越えることができ、係止突起E3を乗り越えた後は蓋部材Aの周壁部2は元の状態に縮径、復元する。
【0031】
更に、蓋部材Aの周溝部21もその周方向に伸縮自在に形成されており、容器Eの係止突起E3に蓋部材Aの周溝部21が係脱自在に係止した状態においては、蓋部材Aの周溝部21がその周方向に僅かに伸長された状態で容器Eの係止突起E3に圧接状態で係止している(図10参照)。
【0032】
しかも、図10及び図11に示したように、容器Eの周溝部21の内周面のエンボス加工A1は微細な凹凸A10 により形成されていることから、蓋部材Aの周溝部21の内周面とこれに対向する容器Eの係止突起E3との間には隙間が殆ど生じていない。
【0033】
従って、容器の蓋部材Aによる容器Eの上端開口部の閉止状態を確実に維持することができると共に、容器Eの上端開口部を優れた密閉度でもって蓋部材Aによって閉止することができる。
【0034】
そして、容器の蓋部材Aを容器Eの上端開口部から除去して容器Eの上端開口部を開放させる場合には、蓋部材Aにおける周溝部21を含めた周壁部2は、容器Eの上端開口部に取り付けた後も伸縮性を維持していることから、蓋部材Aを上方に引き上げ、蓋部材Aの周壁部2をその周方向に伸長して拡径させ、蓋部材Aの周溝部21と容器Eの係止突起E3との係止状態を解除すればよく、上記蓋部材Aによれば、容器Eの上端開口部の開閉を簡単に且つ確実に行うことができる。
【図面の簡単な説明】
【0035】
【図1】成形シートの一例を示した断面図である。
【図2】本発明の容器の蓋部材を示した斜視図である。
【図3】図2の容器の蓋部材を示した縦断面図である。
【図4】図2の容器の蓋部材を底面側から見た斜視図である。
【図5】容器の蓋部材の製造工程を示した模式図である。
【図6】容器の蓋部材の製造途上を示した模式図である。
【図7】容器の蓋部材の製造途上を示した模式図である。
【図8】容器の蓋部材の製造途上を示した模式図である。
【図9】容器の上端開口部を容器の蓋部材で閉止した状態を示した縦断面図である。
【図10】容器の蓋部材の周溝部を容器の係止突起に係止させた状態を示した要部の拡大横断面図である。
【図11】容器の蓋部材の周溝部を容器の係止突起に係止させた状態を示した要部の拡大縦断面図である。
【符号の説明】
【0036】
1 天板
2 周壁部
21 周溝部
A 容器の蓋部材
A1 エンボス加工
A10 エンボス加工を構成している凹凸
【特許請求の範囲】
【請求項1】
天板とこの天板の外周縁に下方に向かって一体的に屈曲形成された筒形状の周壁部とからなり、上記周壁部の少なくとも一部を全周に亘って拡径方向に膨出させることによって周溝部を形成してなる容器の蓋部材であって、この蓋部材の少なくとも周溝部の内周面にエンボス加工による凹凸が形成されていることを特徴とする容器の蓋部材。
【請求項2】
蓋部材は、紙の両面に合成樹脂フィルムを積層一体化し且つ両面にエンボス加工が施された円形状の成形シートを絞り加工することによって形成されたものであることを特徴とする請求項1に記載の容器の蓋部材。
【請求項3】
蓋部材は、両面にエンボス加工が施された紙の両面に合成樹脂フィルムを積層一体化してなる円形状の成形シートを絞り加工することによって形成されたものであることを特徴とする請求項1又は請求項2に記載の容器の蓋部材。
【請求項4】
周溝部が周壁部の上端縁部に天板の外周端縁に連続した状態で形成されていることを特徴とする請求項1乃至請求項3の何れか1項に記載の容器の蓋部材。
【請求項1】
天板とこの天板の外周縁に下方に向かって一体的に屈曲形成された筒形状の周壁部とからなり、上記周壁部の少なくとも一部を全周に亘って拡径方向に膨出させることによって周溝部を形成してなる容器の蓋部材であって、この蓋部材の少なくとも周溝部の内周面にエンボス加工による凹凸が形成されていることを特徴とする容器の蓋部材。
【請求項2】
蓋部材は、紙の両面に合成樹脂フィルムを積層一体化し且つ両面にエンボス加工が施された円形状の成形シートを絞り加工することによって形成されたものであることを特徴とする請求項1に記載の容器の蓋部材。
【請求項3】
蓋部材は、両面にエンボス加工が施された紙の両面に合成樹脂フィルムを積層一体化してなる円形状の成形シートを絞り加工することによって形成されたものであることを特徴とする請求項1又は請求項2に記載の容器の蓋部材。
【請求項4】
周溝部が周壁部の上端縁部に天板の外周端縁に連続した状態で形成されていることを特徴とする請求項1乃至請求項3の何れか1項に記載の容器の蓋部材。
【図1】



【図2】
【図3】

【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】

【図11】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2006−62743(P2006−62743A)
【公開日】平成18年3月9日(2006.3.9)
【国際特許分類】
【出願番号】特願2004−250894(P2004−250894)
【出願日】平成16年8月30日(2004.8.30)
【出願人】(591223194)日東商事株式会社 (2)
【Fターム(参考)】
【公開日】平成18年3月9日(2006.3.9)
【国際特許分類】
【出願日】平成16年8月30日(2004.8.30)
【出願人】(591223194)日東商事株式会社 (2)
【Fターム(参考)】
[ Back to top ]