
密封袋の製造方法及び装置
【課題】スープ等の流動体の袋詰めを適正に行う。
【解決手段】フィルム状包材の重畳体9bを長さ方向に送りながら、同方向に伸びる縦ヒートシール部で閉じて筒状にし、この筒状になった重畳体に先行横ヒートシール部26aを設けて有底袋部9cを形成し、この有底袋部内に流動体Aを充填し、この有底袋部内の流動体を分断するように後続横ヒートシール部26bを設けて密封袋7を形成し、先行横ヒートシール部を設ける位置よりも上流側で重畳体をその重畳方向に押圧して密封袋を製造する。この方法において先行横ヒートシール部26aの形成後に、ローラによる押圧力を緩めて重畳体内の流動体の通路を拡げ、後続横ヒートシール部26bを形成する際に、ローラによる押圧力を強めて上記重畳体内の流動体の通路を狭める。これにより、適正に横ヒートシールを行い、また袋内への空気の混入を防止する。
【解決手段】フィルム状包材の重畳体9bを長さ方向に送りながら、同方向に伸びる縦ヒートシール部で閉じて筒状にし、この筒状になった重畳体に先行横ヒートシール部26aを設けて有底袋部9cを形成し、この有底袋部内に流動体Aを充填し、この有底袋部内の流動体を分断するように後続横ヒートシール部26bを設けて密封袋7を形成し、先行横ヒートシール部を設ける位置よりも上流側で重畳体をその重畳方向に押圧して密封袋を製造する。この方法において先行横ヒートシール部26aの形成後に、ローラによる押圧力を緩めて重畳体内の流動体の通路を拡げ、後続横ヒートシール部26bを形成する際に、ローラによる押圧力を強めて上記重畳体内の流動体の通路を狭める。これにより、適正に横ヒートシールを行い、また袋内への空気の混入を防止する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、流動体をヒートシール部で密封包装してなる密封袋の製造方法及び装置に関する。
【背景技術】
【0002】
従来、スープ、ソースのような流動体の袋による包装は、例えば図18(A)(B)に示すような操作手順の繰り返しにより行われている。
【0003】
まず、フィルム状包材が長さ方向に送られつつ同方向に平行な線上で折り返され、図18(A)に示すように、同方向に伸びる縦ヒートシール部がヒートシール車2により形成されることにより、筒状の重畳体3とされる。重畳体3の進行方向にはヒートシールローラ4が配置され、このヒートシールローラ4の回転により先行横ヒートシール部5aが設けられ、これにより重畳体3に有底袋部3aが形成される。また、ヒートシールローラ4の上方では流動体の充填ノズル6が重畳体3内にその合わせ目から入り込み、この充填ノズル6が流動体Aを有底袋部3a内に一定流量で常時吐出する。
【0004】
重畳体3の進行に同期してヒートシールローラ4が回転すると、図18(B)に示すように、重畳体3の上流側が後続横ヒートシール部5bの形成によって閉じられ、定量の流動体Aが封入された密封袋8が形成される。以後、上記と同様な操作が繰り返され、流動体Aの入った密封袋8が重畳体3に一定ピッチで形成される。密封袋8はその後、横ヒートシール部5a,5b上で切断され重畳体3から分離される(例えば、特許文献1、2参照。)。
【0005】
また、従来の密封袋製造装置には、図18(A)(B)に示すように、重畳体3に形成された有底袋部3aの上流側に重畳体3をその重畳方向に押圧する一対の円筒形ローラ1,1が設けられている。重畳体3はその中を有底袋部3aへと流入する流動体Aの圧力により膨らもうとするが、この一対の円筒形ローラ1,1が定位置で重畳体3を押圧することにより重畳体3の過度な膨張を阻止する。これにより、横ヒートシール部5bが形成される箇所のフィルム状包材にシワが発生しないようにすることができる。このようなシワの発生は横ヒートシール部5a,5bにシール不良を来たし、密封袋8内からの流動体Aの漏出、外気の侵入による流動体Aの変質等の諸問題を引き起こす原因になるので、できるだけシワが生じないようにヒートシールする必要がある。
【0006】
また、この一対の円筒形ローラ1,1は有底袋部3aでの流動体Aの液面を安定させる役割も果たす。流動体Aの液面の安定化により密封袋8内への空気の巻き込みが防止される。
【0007】
上記後続横ヒートシール部5bの形成の際、この後続横ヒートシール部5bに流動体Aが挟まるとシール不良を来たすことがある。これを防止するため、従来、後続横ヒートシール部5bの形成前に、一対の円筒形しごきローラを水平移動させて重畳体3を加圧したうえで後続横ヒートシール部5bを形成したり(例えば、特許文献3参照。)、一対の円筒形しごきローラで重畳体3を挟んで上方に向かってしごき、その後、後続横ヒートシール部5bを形成したりしている(例えば、特許文献4参照。)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−354210号公報
【特許文献2】特開2002−104310号公報
【特許文献3】特開平1−279009号公報
【特許文献4】特開平4−114810号公報報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところが、上記従来の密封袋製造装置は低粘度の流動体、例えば麺つゆのような流動体の充填には適するが、例えばソースのような高粘度の流動体、固形物を含んだパスタソースのような流動体等の充填には適さない。すなわち、上記一対の円筒形ローラ1,1で挟まれた重畳体3の狭隘部を流動体Aが流れなくなったり、一対の円筒形ローラ1,1の上流側で固形物が詰まったりするので、このような高粘度あるいは固形物を含んだ流動体の充填には不向きである。
【0010】
高粘度あるいは固形物を含んだ流動体を充填するときは、円筒形ローラ1,1の間隔を広げることが考えられるが、その場合は重畳体3も厚さ方向に膨らみ、かつ流動体で膨張し、この膨張した重畳体3をヒートシールローラ14で一気に挟むことになるので、横ヒートシール部5bにシワが発生しやすくなる。
【0011】
また、上記従来の円筒形しごきローラを用いるものにあっては、円筒形しごきローラで重畳体3を完全に扁平に圧着し流動体の通路を遮断するので、高粘度あるいは固形物を含んだ流動体に限らず低粘度の流動体を充填する場合でも、密封袋8の容積が大きい場合は、図18(A)中、二点鎖線Pで示すように、有底袋部3aが下膨れ状になってフィルム状包材に縦シワが発生し、その結果横ヒートシール部5bにシワが発生しやすくなるという問題がある。
【0012】
従って、本発明はこのような問題点を解消することができる密封袋の製造方法及び装置を提供することを目的とする。
【課題を解決するための手段】
【0013】
上記課題を解決するため、本発明は次のような構成を採用する。
【0014】
すなわち、請求項1に係る発明は、フィルム状包材(9)の重畳体(9b)を長さ方向に送りながら、同方向に伸びる縦ヒートシール部(10,11)で閉じて筒状にし、この筒状になった重畳体(9b)に先行横ヒートシール部(26a)を設けて有底袋部(9c)を形成し、この有底袋部(9c)内に流動体(A)を充填し、この有底袋部(9c)内の流動体(A)を分断するように後続横ヒートシール部(26b)を設けて密封袋(7,40)を形成し、上記先行横ヒートシール部(26a,26b)を設ける位置よりも上流側で重畳体(9b)をその重畳方向にローラ(32)で押圧する密封袋の製造方法において、上記先行横ヒートシール部(26a)の形成後に、上記ローラ(32)による押圧力を緩めて上記重畳体(9b)内の流動体(A)の通路を拡げ、上記後続横ヒートシール部(26b)を形成する際に上記ローラ(32)による押圧力を強めて上記重畳体(9b)内の流動体(A)の通路を狭めることを特徴とする。
【0015】
また、請求項2に係る発明は、フィルム状包材(9)の重畳体(9b)を長さ方向に送りながら、同方向に伸びる縦ヒートシール部(10,11)で閉じて筒状にし、この筒状になった重畳体(9b)に先行横ヒートシール部(26a)を設けて有底袋部(9c)を形成し、この有底袋部(9c)内に流動体(A)を充填し、この有底袋部(9c)内の流動体(A)を分断するように後続横ヒートシール部(26b)を設けて密封袋(7,40)を形成し、上記先行横ヒートシール部(26a)を設ける位置よりも上流側で重畳体(9b)をその重畳方向にローラで押圧する密封袋の製造方法において、上記ローラを一対又は複数対の回転式又は固定式の鼓型ローラ(39)とし、この鼓型ローラ(39)の喉部(T)間における重畳体(9b)内に流動体(A)の通路を形成するようにしたことを特徴とする。
【0016】
請求項3に記載されるように、請求項1又は請求項2に記載の密封袋の製造方法において、フィルム状包材(9)は予め殺菌し、この殺菌したフィルム状包材(9)の供給から密封袋(7,40)の形成までの工程を無菌雰囲気下で行うことも可能である。
【0017】
また、請求項4に記載されるように、請求項1乃至請求項3のいずれかに記載の密封袋の製造方法において、有底袋部の底側を重畳体(9b)の重畳方向に押圧することも可能である。
【0018】
請求項5に係る発明は、フィルム状包材(9)の重畳体(9b)を長さ方向に送りながら、同方向に伸びる縦ヒートシール部(10,11)で閉じて筒状にする縦ヒートシール手段(25)と、この重畳体(9b)に先行横ヒートシール部(26a)を設けて有底袋部(9c)を形成し、この有底袋部(9c)内の流動体(A)を分断するように後続横ヒートシール部(26b)を設けて密封袋(7,40)を形成する横ヒートシール手段(27)と、上記有底袋部(9c)内に流動体(A)を充填する充填手段(28)と、上記先行横ヒートシール部(26a)を設ける位置よりも上流側で重畳体(9b)をその重畳方向にローラ(32)で押圧する押圧手段(32)とを包含してなる密封袋の製造装置において、上記先行横ヒートシール部の形成後に、上記ローラ(32)による押圧力を緩めて上記重畳体(9b)内の流動体(A)の通路を拡げ、上記後続横ヒートシール部(26b)を形成する際に、上記ローラ(32)による押圧力を強めて上記重畳体(9b)内の流動体(A)の通路を狭めるように上記押圧手段を制御するようになっていることを特徴とする。
【0019】
また、請求項6に係る発明は、フィルム状包材(9)の重畳体(9b)を長さ方向に送りながら、同方向に伸びる縦ヒートシール部(10,11)で閉じて筒状にする縦ヒートシール手段(25)と、この重畳体(9b)に先行横ヒートシール部(26a)を設けて有底袋部(9c)を形成し、この有底袋部(9c)内の流動体(A)を分断するように後続横ヒートシール部(26b)を設けて密封袋(7,40)を形成する横ヒートシール手段(27)と、上記有底袋部(9c)内に流動体(A)を充填する充填手段(28)と、上記先行横ヒートシール部(26a,26b)を設ける位置よりも上流側で重畳体(9b)をその重畳方向にローラで押圧する押圧手段とを包含してなる密封袋の製造装置において、上記押圧手段のローラが上記重畳体(9b)を挟む一対又は複数対の回転式又は固定式の鼓型ローラ(39)であり、この鼓型ローラ(39)の喉部(T)間における重畳体(9b)内に流動体(A)の通路が形成されるようにしたことを特徴とする。
【0020】
請求項7に記載されるように、請求項5又は請求項6に記載の密封袋の製造装置において、フィルム状包材(9)の上流側に殺菌手段(14)が設けられ、この殺菌手段(14)により殺菌されたフィルム状包材(9)が密封袋(7,40)となるまでの経路が無菌室(38)で囲まれているものとすることができる。
【0021】
また、請求項8に記載されるように、請求項5乃至請求項7のいずれかに記載の密封袋の製造装置において、流動体(A)を充填した有底袋部(9c)の底側を重畳体(9b)の重畳方向に一対又は複数対の回転式又は固定式のローラ(33)で押圧するものとすることも可能である。
【発明の効果】
【0022】
請求項1、2、5、6に係る発明によれば、流動体(A)が低粘度のものである場合はもちろんのこと、高粘度のものであったり、固形物を含むものであったりしても、流動体(A)が有底袋部内へ通過する際は押圧力が緩和されるので流動体(A)は有底袋部内へと円滑に流入可能である。また、後続横ヒートシール部(26b)を形成する際は、重畳体(9b)が適度に押圧されるので、後続横ヒートシール部(26b)に該当する箇所のフィルム状包材(9)にシワ等が発生しないようにすることができる。また、有底袋部内での流動体(A)の液面を安定化させ空気が密封袋(7,40)内に混入しないようにすることができる。したがって、横ヒートシール部(26b)を適正に形成し、密封袋(7,40)内からの流動体(A)の漏出、流動体(A)の変質等を的確に防止することができる。
【0023】
請求項3、7に係る発明によれば、フィルム状包材(9)は予め殺菌し、この殺菌したフィルム状包材(9)の供給から密封袋(7,40)の形成までの工程を無菌雰囲気下で行うことから、無菌性に優れ長期にわたり保存することができる密封袋を得ることができる。
【0024】
請求項4、8に係る発明によれば、有底袋部の底側を重畳体(9b)の重畳方向に押圧することから、密封袋の容積が大きくとも、有底袋部の下膨れを阻止してフィルム状包材(9)に縦シワが発生しないようにし、また有底袋部が揺れ動かないようにし、その結果横ヒートシール部(5b)でのシワの発生を適正に防止することができる。また、有底袋部内での流動体(A)の液面を押し上げて安定化させ空気が密封袋(7,40)内に混入しないようにすることができる。
【図面の簡単な説明】
【0025】
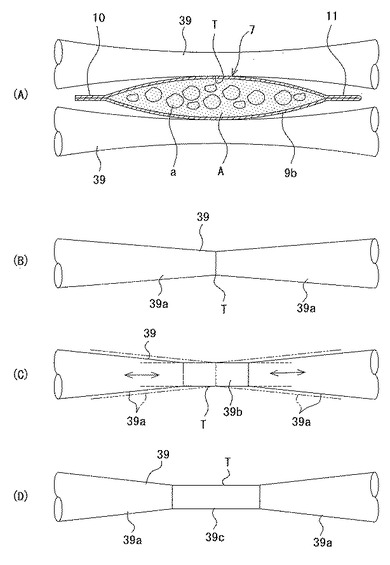
【図1】図Aは本発明の実施の形態1に係る方法又は装置により作ることが出来る密封袋の斜視図、Bは図A中、B−B線矢視断面図である。
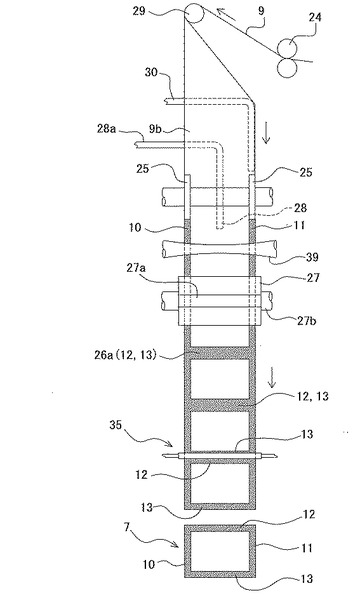
【図2】本発明に係る密封袋製造装置の概略立面図である。
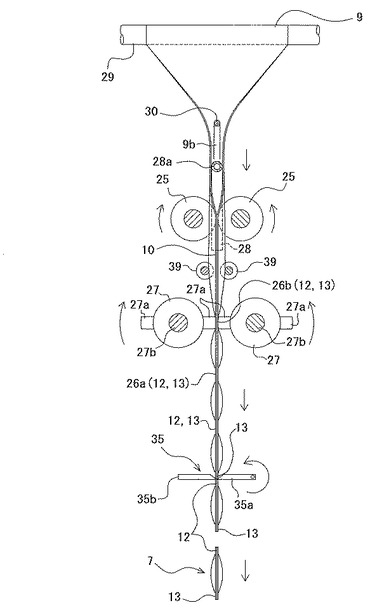
【図3】図2中、殺菌部を省略して示した密封袋製造装置の正面図である。
【図4】図3に示した密封袋製造装置の左側面図である。
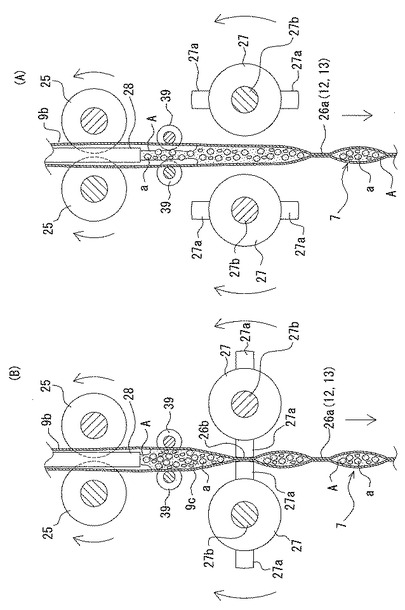
【図5】図4中、要部の拡大断面図であり、図Aは流動体の充填段階を示し、図Bは横ヒートシール段階を示す。
【図6】本発明の実施の形態2に係る密封袋製造装置の正面図である。
【図7】図6に示した密封袋製造装置の左側面図である。
【図8】図7中、要部の拡大断面図であり、図Aは流動体の充填段階を示し、図Bは横ヒートシール段階を示す。
【図9】本発明の実施の形態3に係る密封袋製造装置の正面図である。
【図10】図9に示した密封袋製造装置の左側面図である。
【図11】図10中、要部の拡大断面図であり、図Aは流動体の充填段階を示し、図Bは横ヒートシール段階を示す。
【図12】図Aは、図10中、XIIA−XIIA線矢視図、図B,C,Dはそれぞれローラの変形例の平面図である。
【図13】本発明の実施の形態4に係る製袋部の正面図である。
【図14】図13に示した密封袋製造装置の左側面図である。
【図15】図14中、要部の拡大断面図であり、図Aは流動体の充填段階を示し、図Bは横ヒートシール段階を示す。
【図16】本発明の実施の形態5に係る方法又は装置により作ることが出来る密封袋の斜視図である。
【図17】本発明の実施の形態5に係る装置の正面図である。
【図18】従来の密封袋製造装置により生じる不具合を示す部分拡大図であり、図Aは流動体の充填段階を示し、図Bは横ヒートシール段階を示す。
【発明を実施するための形態】
【0026】
次に、本発明の実施の形態について図面を参照して説明する。
【0027】
<実施の形態1>
最初に、この密封袋の製造方法及び装置により製造される密封袋の一例について図1(A)(B)に基づき説明する。
【0028】
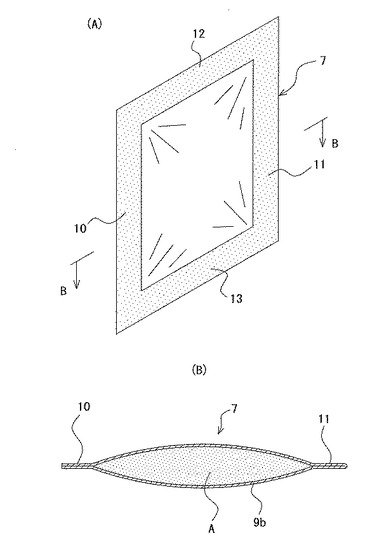
この密封袋7は、一辺に折り返し部が生じるようにフィルム状包材9(図2参照)を二つ折りすることにより形成される。フィルム状包材9が二つ折りで扁平に折り畳まれ、この折り畳まれた重畳体9bの開放縁を含む全周縁が縦横のヒートシール部10,11,12,13で閉じられることにより密封袋7とされる。密封袋7内には重畳体9bの一辺の開放縁が開放された状態にあるときに、そこから内容物であるスープ等の流動体Aが充填される。流動体Aの中には固形分a(図12(A)参照)が含まれる場合もある。その後この開放縁がヒートシールされることにより密封袋7が完成する。
【0029】
なお、フィルム状包材9としては過酸化水素等の殺菌剤により殺菌されたものを用いることができる。このような殺菌されたフィルム状包材9を使用することにより、密封袋7の内部の無菌性を簡易に維持することができる。また、フィルム状包材9としては一枚物を折り返すのではなく、当初から分離した二条のものを重ね合わせるようにしてもよい。
【0030】
次に、上記密封袋を製造する方法及び装置について説明する。
【0031】
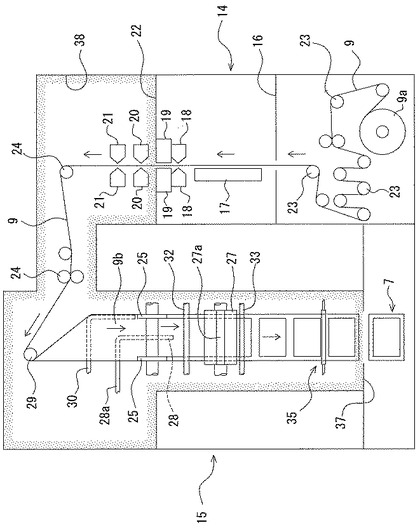
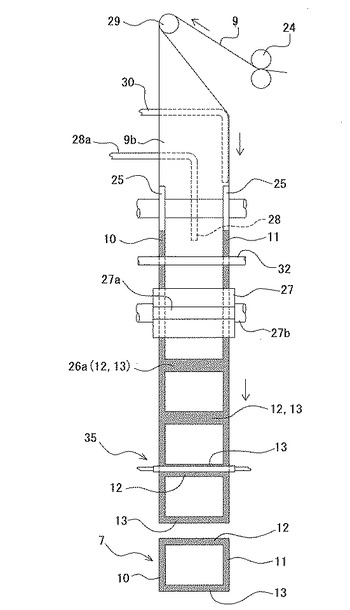
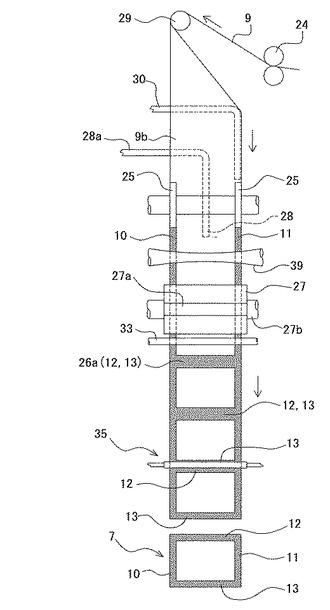
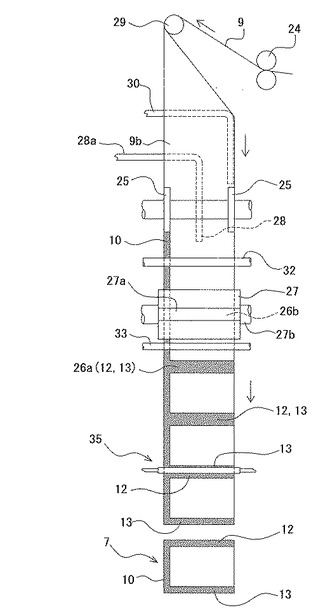
図2に示すように、密封袋製造装置は、フィルム状包材の殺菌部14と、製袋部15とを具備する。
【0032】
殺菌部14では、フィルム状包材9の巻取りロール9aから繰り出されるフィルム状包材9の走行路に沿って、その上流側から下流側へと、ヒータ17、殺菌剤吐出ノズル18、ミスト排気ダクト19、温風ノズル20、冷風ノズル21等が順に配置される。この実施の形態1では、フィルム状包材9は下から上へと垂直に走行するようになっており、そのためヒータ17から冷風ノズル21に至る部分も垂直方向に配列される。巻取りロール9aとヒータ17との間には、フィルム状包材9の通過する開口を有した隔壁16が必要に応じて設けられる。また、ミスト排気ダクト19と温風ノズル20との間にも、フィルム状包材9の通過する開口を有した隔壁22が設けられる。各隔壁16,22の開口は図示しないシャッターによりそれぞれ開閉可能である。
【0033】
巻取りロール9aから繰り出されたフィルム状包材9は、各種ローラ23を経てヒータ17に至り予備加熱される。予備加熱の熱により後の殺菌剤によるフィルム状包材9の殺菌効果が高められる。予備加熱されたフィルム状包材9は、殺菌剤吐出ノズル18から殺菌剤としての過酸化水素水のミストを吹き付けられる。このミストは、過酸化水素の水溶液を噴霧し、沸点以上に加熱して気化させ、微細な粒子に凝縮させることにより生成される。殺菌剤は過酸化水素に限らず、殺菌作用を有する各種の薬液が使用可能である。ミストが吹き掛けられることにより、フィルム状包材9の表面が殺菌される。ミストの余剰分は、ミスト排気ダクト19から回収される。殺菌されたフィルム状包材9は、隔壁22を通過して温風ノズル20から温風を吹き付けられ、その熱により表面に付着した殺菌剤が気化され除去される。殺菌剤を除去されたフィルム状包材9は冷風ノズル21から冷風を吹き付けられ、これにより殺菌剤の除去が促進される。
【0034】
殺菌部14で殺菌されたフィルム状包材9は、各種ローラ24を経て次の製袋部15へと送られ、流動体Aの包装に供される。
【0035】
なお、フィルム状包材9の殺菌処理が不要である場合は、殺菌部14を省略し、巻取りロール9aから製袋部15へとフィルム状包材9を直に送ることも可能である。
【0036】
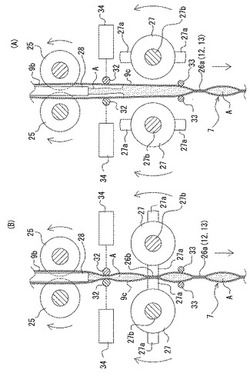
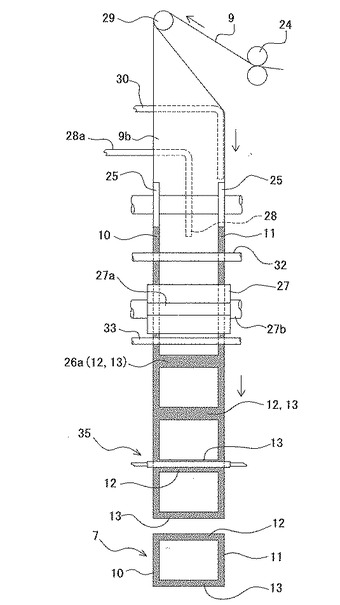
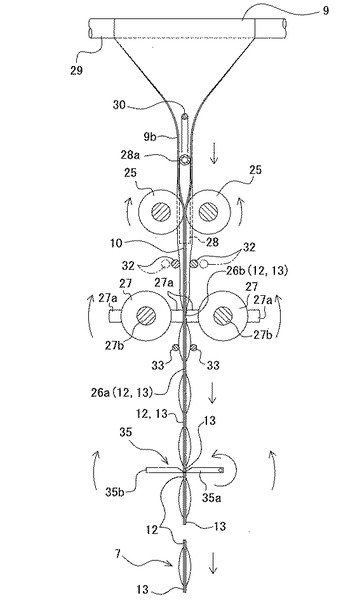
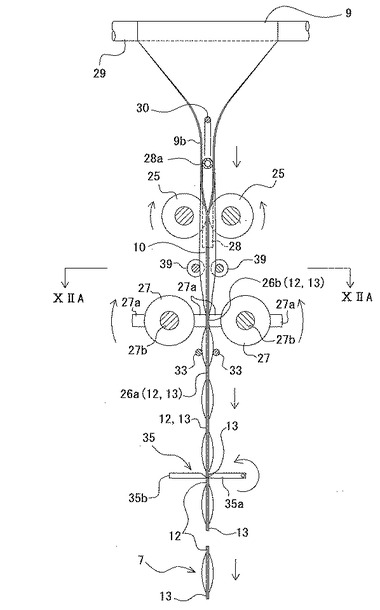
図3乃至図5に示すように、製袋部15は、上記殺菌部14から送られて来るフィルム状包材9を長さ方向に送りながら同方向に平行な中心線上で折り返して重畳体9bとする折り返し機構と、この重畳体9bを同方向に送りながら、同方向に伸びる縦ヒートシール部10,11で閉じて筒状にする縦ヒートシール手段としてのヒートシール車25と、この筒状になった重畳体9bに先行横ヒートシール部26aを設けて有底袋部9cを形成し、この有底袋部9c内の流動体Aを分断するように後続横ヒートシール部26bを設けて密封袋7を形成する横ヒートシール手段としてのヒートシールローラ27と、有底袋部9c内に流動体Aを充填する充填手段としての充填ノズル28と、横ヒートシール部26a,26bを設ける位置よりも上流側で重畳体9bをその重畳方向に押圧する押圧手段としての一対のローラ32,32とを含んでいる。
【0037】
製袋部15では、フィルム状包材9が上から下へと垂直に送られるようになっており、このフィルム状包材9の走行路に沿って上流側から下流側へと、折り返し機構、ヒートシール車25、充填ノズル28、ヒートシールローラ27等が順に配置される。
【0038】
折り返し機構は、殺菌部14から来るフィルム状包材9の走行方向を下方に変更するガイドローラ29と、ガイドローラ29を経て来るフィルム状包材9の中心線上に折り目を付けながら折り返すガイド棒30とを具備する。
【0039】
ヒートシール車25は二対用意され、重畳体9bの両側縁を表裏から挟むように対向配置される。各ヒートシール車25には、図示しない電気ヒータが組み込まれ、重畳体9bに接する箇所が加熱されるようになっている。
【0040】
ヒートシールローラ27は一対用意され、重畳体9bを表裏から挟むように対向配置される。この一対のヒートシールローラ27はそれぞれ回転軸27bに固定され、上記ヒートシール車25よりも下流側において重畳体9bを表裏から挟みつつ回転する。
【0041】
各ヒートシールローラ27の表面には、横ヒートシール部26a,26bを重畳体9bの長さ方向に繰り返し形成するべく、ヒートシールバー27aが回転軸27bと平行に固定される。ヒートシールバー27aは密封袋7の長さに応じて各ヒートシールローラ27の表面に回転軸27bと平行に一本又は複数本固定される。各ヒートシールローラ27には、図示しない電気ヒータが組み込まれ、各ヒートシールバー27aが加熱されるようになっている。また、ヒートシールバー27aは各ヒートシールローラ27の表面に固定ネジ等により着脱可能に固定され、密封袋7の幅等に応じて各種用意された長さの異なるものと適宜交換可能である。
【0042】
ヒートシールローラ27が駆動され、図4中矢印方向に回転することにより、重畳体9bには横ヒートシール部26a,26bが一密封袋7分のピッチごとに繰り返し形成される。ヒートシールローラ27は横ヒートシール部26a,26bを形成するときにだけ重畳体9bの走行速度と同期して回転し、重畳体9bを横切るように横ヒートシール部26a,26bを形成する。
【0043】
なお、ヒートシールローラ27に代えて一対の板状のヒートシール盤を用いることも可能である。その場合は、重畳体9bを間に挟んで一対のヒートシール盤を間欠的に接離運動させ、重畳体9bをヒートシール盤間で間欠走行させることになる。
【0044】
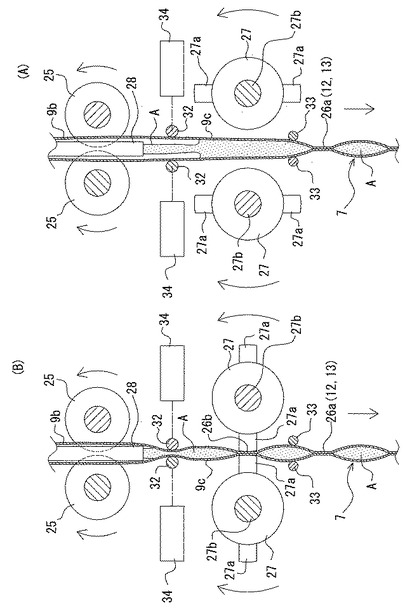
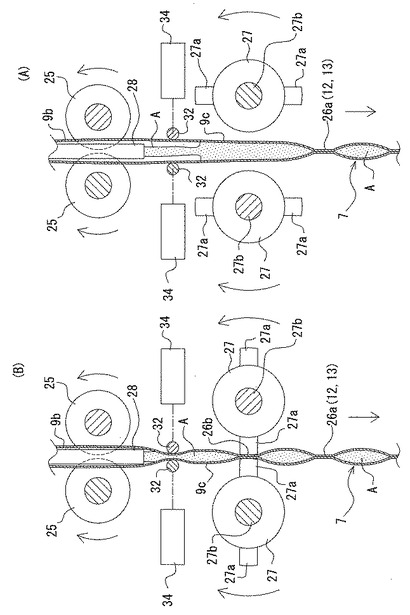
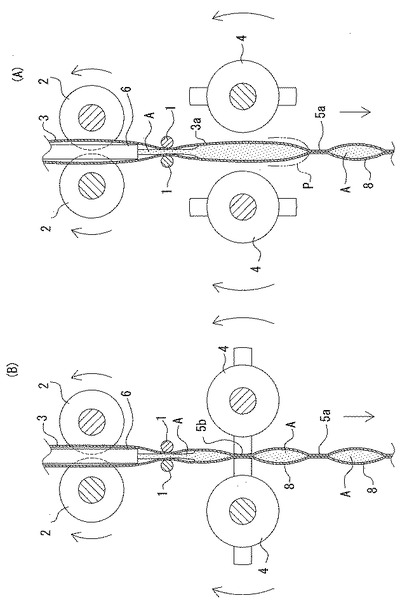
充填ノズル28は、ヒートシールローラ27の上流側において形成される重畳体9bの有底袋部9cの底に向かって配置される。流動体Aを流す導管28aがヒートシール車25の上流側から重畳体9b内へと重畳体9bの合わせ目から入り込み、左右のヒートシール車25,25間を通ってヒートシールローラ27,27間へと伸び、その先端に充填ノズル28が設けられる。図5(A)(B)に示すように、ヒートシールローラ27による先行横ヒートシール部26aの形成によって生じる有底袋部9c内に向かって、充填ノズル28から流動体Aが一定流量で常時吐出される。この流動体Aの吐出量は、重畳体9bの走行速度に応じてポンプ(図示せず)の回転数が加減されることにより調整可能である。
【0045】
図3乃至図5(A)(B)に示すように、横ヒートシール手段であるヒートシールローラ27よりも上流側の重畳体9bに対応し、重畳体9bをその重畳方向に押圧する押圧手段として重畳体9bをその表裏から挟んで対峙する一対のローラ32,32が設けられる。ローラ32は複数対設けてもよい。また、ローラ32は回転自在であってもよいし回転しないように固定した、例えば単なる丸棒であってもよい。
【0046】
図5(A)(B)に示すように、一対のローラ32,32はアクチュエータである電動シリンダ34,34のロッドにそれぞれ保持される。一対のローラ32,32は所定のタイミングで相互に接近と離反を繰り返すように制御され、充填ノズル28が有底袋部9c内に流動体Aを充填する場合、図5(A)のように上記先行横ヒートシール部26aの形成後に、一対のローラ32,32が押圧力を緩めて重畳体9b内の流動体Aの通路を拡げ、同図(B)に示すように、後続横ヒートシール部26bを形成する際に、一対のローラ32,32による押圧力を強めて重畳体9b内の流動体Aの通路を狭める。
【0047】
一対のローラ32,32が離反する距離は、図5(A)に示すように、流動体Aが有底袋部9c内へと円滑に通過する程度の大きさに設定される。流動体Aが低粘度の液体である場合は押圧部材であるローラ32,32をさほど大きく離反させなくともよいが、高粘度の液体、固形物を含む液体である場合は、ローラ32,32間で詰まることがないように、比較的大きい距離で離反させ、重畳体9b内の流動体Aの通路を拡げるのが望ましい。
【0048】
また、一対のローラ32,32が接近したときのローラ32,32間の距離は、後続の横ヒートシール部26bが形成される箇所の重畳体9b内の流動体Aの通路が重畳方向でできるだけ狭まるように設定される。図5(A)(B)と図18(A)(B)との対比から明らかなように、流動体Aが低粘度のものである場合はもちろんのこと、高粘度のものであったり、固形物を含むものであったりしても、ローラ32,32間は従来よりもさらに大きく広がるので、流動体Aが有底袋部9c内へ通過する際は押圧力が緩められて重畳体9b内の流動体Aの通路が広がり、流動体Aは詰まることなく有底袋部内へと円滑に流入可能である。また、後続横ヒートシール部26bを形成する際は、重畳体9b内の流動体Aの通路が狭くなるように押圧されるので、後続横ヒートシール部26bに該当する箇所のフィルム状包材9にシワ等が発生しなくなる。また、有底袋部9c内での流動体Aの液面が安定し空気の密封袋7への混入がより的確に防止される。
【0049】
図3乃至図5(A)(B)に示すように、横ヒートシール手段であるヒートシールローラ27よりも下流側の重畳体9bに対応して、この重畳体9bを表裏から挟む一対のローラ33,33が設けられる。図5(A)に示すように、この一対のローラ33,33は、流動体Aを充填した有底袋部9cの底側を重畳体9bの重畳方向に押圧し、図18(A)中、二点鎖線Pで示したような有底袋部9cの下部の膨張を抑制する。
【0050】
これにより、例えば密封袋7の容積が大きくとも、有底袋部9cの下膨れを阻止してフィルム状包材9に縦シワが発生しないようにすることができ、また有底袋部9cが揺れ動かないようにすることができ、その結果横ヒートシール部5bでのシワの発生が適正に防止される。また、有底袋部9c内での流動体Aの液面を押し上げて安定化させ空気が密封袋7内に混入しないようにすることができる。
【0051】
なお、このローラ33は複数対設けてもよいし、回転可能であっても、回転しない固定式のものであってもよい。ローラ33は細い丸棒として形成することも可能である。
【0052】
図2乃至図4に示すように、ヒートシールローラ27よりも下流側には、密封袋7の切り離し手段であるロータリカッター35が設置される。
【0053】
ロータリカッター35は回転刃35aとこの回転刃35aに対向する固定刃35bとを有する。回転刃35aは固定刃35bとの間で重畳体9bを挟み込む剪断作用により、重畳体9bから密封袋7を横ヒートシール部26a,26bの上で切り離すようになっている。ロータリカッター35の回転刃35aは重畳体9bから密封袋7を横ヒートシール部26の上で切り離す時点でのみ回転する。
【0054】
もちろん、回転刃27aは重畳体9bの走行と同期的に連続回転させて重畳体9bから密封袋7を横ヒートシール部26a,26bの上で切り離すようにしてもよい。また、このロータリカッター35に代えて例えばギロチン式の切断機を設けることも可能である。この切断機は重畳体9bが密封袋7のピッチごとに間欠送りされる場合に適する。
【0055】
図2に示すように、ロータリカッター35よりも下流側は隔壁37で閉じられ、この隔壁37には密封袋7の通り道に対応する開口と、この開口を開閉する図示しないシャッターとが設けられる。
【0056】
また、図2に示すように、フィルム状包材9が殺菌部14の隔壁22の位置から製袋部15のロータリカッター35に至り密封袋7とされるまでの経路、すなわち図2中砂目部分は、無菌室38で囲まれている。無菌室38内は、無菌エアが常時吹き込まれることにより陽圧に維持され、外部からの菌類の侵入が阻まれる。
【0057】
次に、上記密封袋製造装置を使用した密封袋の製造方法について説明する。
【0058】
(1)流動体Aの包装開始に先立ち、図2に示す無菌室38内の滅菌処理が行われる。この滅菌処理時には、各隔壁22,37の開口がシャッターにより閉じられ無菌室38内が密閉され、例えば過酸化水素のミストが無菌室38内に導入される。
【0059】
滅菌処理後、無菌室38内は無菌エアが常時供給されることにより陽圧に保持され、滅菌状態が維持される。また、シャッターが開かれ、そこから無菌エアが無菌室38外に吹き出る。
【0060】
殺菌部14から製袋部15へと伸びる図示しない無端ベルト或いは人手により、フィルム状包材9が巻取りロール9aから繰り出され、その先端が殺菌部14を通って製袋部15へと送られる。これにより、フィルム状包材9のセッティングが完了する。
【0061】
(2)流動体Aの包装が開始されると、巻取りロール9aから繰り出されるフィルム状包材9は各種ローラ23を経て隔壁16の開口を通過し、ヒータ17により予備加熱され、殺菌剤吐出ノズル18から例えば過酸化水素のミストを吹き掛けられる。殺菌剤吐出ノズル18から吐出される過酸化水素のミストの余剰分はミスト排気ダクト19により吸引除去される。過酸化水素のミストにより殺菌されたフィルム状包材9は、次の隔壁22の開口を通って無菌室38内に入り、温風ノズル20及び冷風ノズル21から温風と冷風を順次吹き付けられ過酸化水素を除去される。この乾燥処理されたフィルム状包材9は各種ローラ24を経て製袋部15に導入される。以後、フィルム状包材9は密封袋7とされるまで無菌の雰囲気下において加工される。
【0062】
(3)図3及び図4に示すように、製袋部15内では、フィルム状包材9は長さ方向に送られながらガイド棒30により同方向に平行な線上で折り返され二つ折りの重畳体9bとされる。
【0063】
(4)二つ折りされたフィルム状包材9の重畳体9bは、その片側の折り返し部と反対側の開放部とをそれぞれ縦ヒートシール部10,11によりシールされ、扁平な筒状の重畳体9bとされる。
【0064】
この二本の縦ヒートシール部10,11は、重畳体9bの両側縁が表裏からヒートシール車25に挟まれることにより形成される。ヒートシール車25は図4中矢印方向に連続回転し、重畳体9bはヒートシール車25,25間を連続走行することにより両側に連続的に縦ヒートシール部10,11が形成される。もちろん、ヒートシール車25に代えて板状のヒートシール盤を用いることも可能である。その場合は、縦ヒートシール部10,11を間欠的に形成するので、重畳体9bもヒートシール盤間を間欠走行することになる。
【0065】
(5)両側が縦ヒートシール部10,11で閉じられた重畳体9bは、その長さ方向に交差する方向に伸びる横ヒートシール部26a,26bにより下流側で閉じられる。横ヒートシール部26a,26bは図1(A)に示す上下の横ヒートシール部12,13が重畳体9bの長さ方向に連なった形状及び大きさに形成される。
【0066】
この横ヒートシール部26a,26bは、重畳体9bが表裏から一対のヒートシールローラ27,27に挟まれることにより形成される。一対のヒートシールローラ27,27はそれぞれ回転軸27bに固定され、上記ヒートシール車25よりも下流側において重畳体9bを表裏から挟むように対向配置される。
【0067】
ヒートシールローラ27が駆動され図4中矢印方向に回転することにより、重畳体9bには横ヒートシール部26a,26bが形成される。
【0068】
ヒートシールローラ27,27は連続回転し、重畳体9bはヒートシールローラ27,27間を連続走行することにより一個の密封袋7における縦方向の長さごとに横ヒートシール部26,26bで閉じられる。もちろん、ヒートシールローラ27に代えて一対の板状のヒートシール盤を用いることも可能である。その場合は、重畳体9bを間に挟んで一対のヒートシール盤を間欠的に接離運動させ、重畳体9bをヒートシール盤間で間欠走行させることになる。
【0069】
(6)図5(A)に示すように、筒状になった重畳体9bに先行横ヒートシール部26aが設けられることにより形成される有底袋部9c内に、充填ノズル28から流動体Aが常時一定流量で連続的に流入する。流動体Aの流量は例えば重畳体9bの走行速度に応じて加減される。
【0070】
図5(A)に示すように、先行横ヒートシール部26aにより形成された有底袋部9cがヒートシールローラ27,27間を降下する間、アクチュエータ34の作動で一対のローラ32,32が互いに離反し、重畳体9bに対する押圧力を緩め、重畳体9b内の流動体Aの通路を拡げる。図18(A)との対比から明らかなように、流動体Aは高粘度のものであったり、固形物を含むものであったりする場合においても、一対のローラ32,32の箇所で詰まることなく有底袋部9c内をその底まで円滑に流れる。
【0071】
(7)図5(B)に示すように、ヒートシールローラ27が後続横ヒートシール部26bを形成する際に、一対のローラ32,32は相互に接近して重畳体9bに対する押圧力を強め、重畳体9b内の流動体Aの通路を狭める。図18(B)との対比から明らかなように、一対のローラ32,32間はさらに狭くなっており、後続の横ヒートシール部26bが形成される箇所の重畳体9bは重畳方向でさらに狭められる。その結果、重畳体9bにシワ等が発生し難くなり、横ヒートシール部26bが良好に形成される。
【0072】
(8)図5(A)(B)に示すように、流動体Aの充填から後続横ヒートシール部26bの形成までの間において、流動体Aが充填された重畳体9bの有底袋部9cの底近傍が不必要に膨らまないように、ヒートシールローラ27よりも下流側で重畳体9bが一対のローラ33,33により重畳方向に押圧される。
【0073】
図5(A)と図18(A)との対比から明らかなように、このローラ33,33の押圧により、後続横ヒートシール部26bが形成される際に、有底袋部9c内に充填された流動体Aの重さにもかかわらず有底袋部9cは下膨れとなったり揺れ動いたりすることなく、また、流動体Aの表面は横ヒートシール部26bの形成箇所よりも上方に安定的に保持される。これにより、密封袋7が例えば大容積の大型であっても、シワのない適正な横ヒートシール部26a,26bで密封することができ、また、密封袋7内への空気の混入も防止される。
【0074】
(9)ヒートシール車25及びヒートシールローラ27の回転により、密封袋7が重畳体9bに連続的に形成される。図3及び図4に示すように、重畳体9bがロータリカッター35に到達すると、密封袋7が重畳体9bから横ヒートシール部26a,26b上でロータリカッター35により切り離され、完成品とされる。この密封袋7の重畳体9bからの切り離しは、上記製袋工程と切り離した他の場所で行うことも可能である。
【0075】
<実施の形態2>
図6乃至図8(A)(B)に示すように、この実施の形態2では、実施の形態1におけるローラ33が省略されている。
【0076】
この実施の形態2は、密封袋7が比較的小容積である場合、横ヒートシール部26a,26bを形成する際に有底袋部9cがあまり揺れ動かない場合等に採用される。
【0077】
この実施の形態2において実施の形態1における部分と同一の部分には同じ符号を付して示し重複した説明を省略する。
【0078】
<実施の形態3>
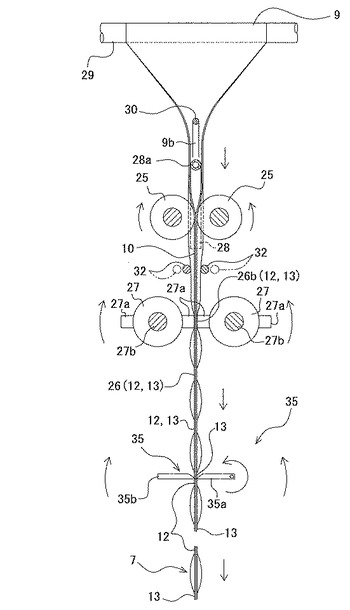
図9乃至図11(A)(B)に示すように、この実施の形態3においても、実施の形態1と同様に、フィルム状包材9を長さ方向に送りながら同方向に平行な中心線上で折り返して重畳体9bとする折り返し機構と、この重畳体9bを同方向に送りながら、同方向に伸びる縦ヒートシール部10,11で閉じて筒状にする縦ヒートシール手段としてのヒートシール車25と、この筒状になった重畳体9bに先行横ヒートシール部26aを設けて有底袋部9cを形成し、この有底袋部9c内の流動体Aを分断するように後続横ヒートシール部26bを設けて密封袋7を形成する横ヒートシール手段としてのヒートシールローラ27と、有底袋部9c内に流動体Aを充填する充填手段としての充填ノズル28と、先行横ヒートシール部26a,26bを設ける位置よりも上流側で重畳体9bをその重畳方向に押圧する押圧手段とが設けられている。
【0079】
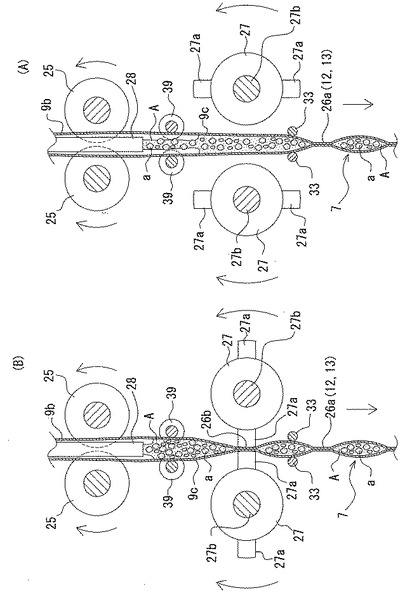
実施の形態1と異なり、この実施の形態3では、ヒートシールローラ27よりも上流側の重畳体9bをその重畳方向に押圧する押圧手段として、重畳体9bをその表裏から挟んで対峙する一対の鼓型ローラ39,39が設けられる。鼓型ローラ39はこの密封袋製造装置の図示しない機枠に対し定位置に設置される。鼓型ローラ39は複数対設けてもよいし、回転自在であってもよいし、回転しないように固定したものであってもよい。
【0080】
この対になった鼓型ローラ39,39の喉部間を通る重畳体9b内に流動体Aの通路が形成される。
【0081】
上記鼓型のローラ39は、図12(B)に示すように、円錐台形の二つの部品39a,39aを対称形に接続することによっても形成することができる。その場合、図12(C)に示すように、円錐台形の二つの部品39a,39aを軸39bにスライド可能に取り付け、重畳体9bの幅の変更に応じて適宜スライドさせて使用することも可能である。あるいは、図12(D)に示すように、円錐台形の二つの部品39a,39aを円柱形のスペーサ39cの両端にそれぞれ接合することにより、重畳体9bの幅の変更に応じてローラ39の長さを加減することも可能である。
【0082】
一対の鼓型ローラ39,39で重畳体9bが挟まれる結果、図11(A)及び図12(A)に示すように、流動体Aが低粘度のものである場合はもちろんのこと、高粘度のものであったり、固形物aを含むものであったりしても、鼓型ローラ39を重畳体9bの重畳方向で往復移動させることなく流動体Aを有底袋部内へと円滑に通過させることが可能となる。
【0083】
また、図11(A)(B)に示すように、後続横ヒートシール部26bを形成する際は、鼓型ローラ39により重畳体9bの膨らみが抑制されるので、後続横ヒートシール部26bに該当する箇所のフィルム状包材9にシワ等が発生しないようにすることができる。しかも有底袋部9c内での流動体Aの液面が安定し、空気の密封袋7内への混入が防止される。
【0084】
この実施の形態3では、実施の形態1の場合と同様に、横ヒートシール手段であるヒートシールローラ27よりも下流側の重畳体9bに対応して、この重畳体9bを表裏から挟む一対のローラ33,33が設けられる。図11(A)に示すように、この一対のローラ33,33は、流動体Aを充填した有底袋部9cの底側を重畳体9bの重畳方向に押圧し、図18(A)中、二点鎖線Pで示したような有底袋部9cの下部の膨張を抑制する。
【0085】
次に、上記密封袋製造装置を使用した密封袋の製造方法について説明する。
【0086】
(1)図9及び図10に示すように、フィルム状包材9がその長さ方向に送られながらガイド棒30により同方向に平行な線上で折り返され二つ折りの重畳体9bとされる。
【0087】
(2)二つ折りされたフィルム状包材9の重畳体9bは、その片側の折り返し部と反対側の開放部とをそれぞれ縦ヒートシール部10,11によりシールされ、扁平な筒状の重畳体9bとされる。
【0088】
この二本の縦ヒートシール部10,11は、重畳体9bの両側縁が表裏からヒートシール車25に挟まれることにより形成される。ヒートシール車25は図10中矢印方向に連続回転し、重畳体9bはヒートシール車25,25間を連続走行することにより両側に連続的に縦ヒートシール部10,11が形成される。
【0089】
(3)両側が縦ヒートシール部10,11で閉じられた重畳体9bは、その長さ方向に交差する方向に伸びる横ヒートシール部26a,26bにより下流側で閉じられる。横ヒートシール部26a,26bは図1(A)に示した上下の横ヒートシール部12,13が重畳体9bの長さ方向に連なった形状及び大きさに形成される。
【0090】
この横ヒートシール部26a,26bは、重畳体9bが表裏から一対のヒートシールローラ27,27に挟まれることにより形成される。一対のヒートシールローラ27,27はそれぞれ回転軸27bに固定され、上記ヒートシール車25よりも下流側において重畳体9bを表裏から挟むように対向配置される。
【0091】
ヒートシールローラ27,27が駆動され図10中矢印方向に回転することにより、重畳体9bには横ヒートシール部26a,26bが形成される。
【0092】
ヒートシールローラ27,27は連続回転し、重畳体9bはヒートシールローラ27,27間を連続走行することにより一個の密封袋7における縦方向の長さごとに横ヒートシール部26a,26bで閉じられる。
【0093】
(4)図11(A)に示すように、筒状になった重畳体9bに先行横ヒートシール部26aが設けられることにより形成される有底袋部9c内に、充填ノズル28から流動体Aが常時一定の流量で連続的に流入する。流動体Aの流量は例えば重畳体9bの走行速度に応じて加減される。
【0094】
図11(A)に示すように、先行横ヒートシール部26aにより形成された有底袋部9cがヒートシールローラ27,27間を降下する間、流動体Aは高粘度のものであったり、固形物aを含むものであったりする場合においても、図12(A)に示す如く一対の鼓型ローラ39,39の細くなった喉部Tの箇所で有底袋部9cが拡開するので、流動体Aは詰まることなく有底袋部9cの底へと円滑に流れる。
【0095】
(5)図11(B)に示すように、ヒートシールローラ27が後続横ヒートシール部26bを形成する際においても、一対の鼓型ローラ39,39による重畳体9bに対する押圧作用で、後続横ヒートシール部26bが形成される箇所の重畳体9b内における流動体Aの通路は重畳方向で適度に狭まっている。その結果、重畳体9bにシワ等が発生し難くなり、横ヒートシール部26bが良好に形成される。
【0096】
(6)図11(A)(B)に示すように、流動体Aの充填から後続横ヒートシール部26bの形成までの間において、流動体Aが充填された重畳体9bの有底袋部9cの底近傍が不必要に膨らまないように、ヒートシールローラ27よりも下流側で重畳体9bが一対のローラ33,33により重畳方向に押圧される。これらのローラ33も鼓型に形成してもよい。
【0097】
このローラ33,33の押圧により、後続横ヒートシール部26bが形成される際に、有底袋部9c内に充填された流動体Aの重さにもかかわらず有底袋部9cは下膨れになったり揺れ動いたりせず、流動体Aの表面は横ヒートシール部26bの形成箇所よりも上方に安定的に保持される。これにより、密封袋7が例えば大容積の大型であっても、シワのない適正な横ヒートシール部26a,26bで密封され、また、密封袋7内への空気の混入も防止される。
【0098】
(7)ヒートシール車25及びヒートシールローラ27の回転により、密封袋7が重畳体9bに連続的に形成される。図9及び図10に示すように、重畳体9bがロータリカッター35に到達すると、密封袋7が重畳体9bから横ヒートシール部26上でロータリカッター35により切り離され、完成品とされる。この密封袋7の重畳体9bからの切り離しは、上記製袋工程と切り離して他の場所で行うことも可能である。
【0099】
なお、鼓型ローラ39は、実施の形態1の場合と同様に、アクチュエータのロッドでそれぞれ保持し所定のタイミングで相互に接近と離反を繰り返すように制御することも可能である。このように鼓型ローラ39を移動させることで、図11(A)の工程において充填ノズル28から吐出する流動体Aの有底袋部内への通過をさらに円滑にすることができる。
【0100】
その他、この実施の形態3において、実施の形態1のものと同じ部分には同一符号を用いて示すこととし、重複した説明を省略する。
【実施例】
【0101】
図12(B)に示した鼓型ローラであって喉部(最小径の箇所)の径が種々異なるものを対で用意し、喉部間における隙間の大きさを種々変えて密封袋を作成した。充填する流動体は固形分が混入したパスタソースとした。作成した密封袋について、フィルム状包材の横ヒートシール部に発生する皺の程度、流動体の充填精度、内にエアが混入するか否かについて検査した。
【0102】
その結果を表1に示す。
【0103】
【表1】

【0104】
表1から喉部間の隙間は3mm〜6mmとするのが望ましいことが判明した。
【0105】
<実施の形態4>
図13乃至図15(A)(B)に示すように、この実施の形態4では実施の形態3におけるローラ33が省略されている。
【0106】
この実施の形態4は、密封袋7が比較的小容積である場合、横ヒートシール部26a,26bを形成する際に有底袋部9cがあまり揺れ動かない場合等に採用するのが望ましい。
【0107】
その他、この実施の形態4において実施の形態3における部分と同一の部分には同じ符号を付して示し重複した説明を省略する。
【0108】
<実施の形態5>
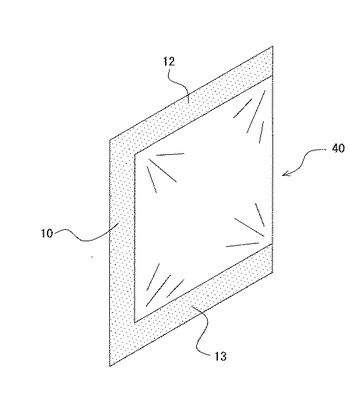
図16に示すように、この実施の形態5に係る密封袋40は、実施の形態1の場合と同様に、一辺が折り返し部であり、三辺が開放縁であるフィルム状包材9の重畳体9b(図17参照)で形成され、折り返し部と反対側の開放縁と、折り返し部に交差する方向における二辺の開放縁とがヒートシール部10,12,13で閉じられる。
【0109】
この密封袋40の製造方法について説明すると、図17に示すように、実施の形態1と同様にして、フィルム状包材9を長さ方向に送りながら同方向に平行な線上で折り返しつつ、同方向に伸びる縦ヒートシール部10を設けて筒状の重畳体9bを形成し、同方向に交差する方向に伸びる先行横ヒートシール部26aにより重畳体9bを下流側で閉じ、上流側から流動体Aを重畳体9b内に充填し、後続横ヒートシール部26bにより重畳体9bを上流側で閉じて先行と後行の横ヒートシール部26a,26b間に流動体Aを密封し、しかる後重畳体9bから密封袋40を横ヒートシール部26a,26b上で切り離すようにする。横ヒートシール部26a,26bは、図16に示した上下の横ヒートシール部12,13を重畳体9bの長さ方向に連接した形状及び大きさを有する。
【0110】
この製造方法において、重畳体9bはヒートシールローラ27の上流側と下流側とにおいて実施の形態1と同様にしてローラ32,33により押圧され、これにより横ヒートシール部26a,26bの適正な形成と空気の封入の阻止とが達成される。
【0111】
また、左右二対のヒートシール車25,25のうち、重畳体9bの右側の折り返し部に対応したものは単なる摩擦車と交換するか、内蔵ヒータへの通電を遮断するか、右側の折り返し部に対応したものを重畳体9bから外れた箇所に移動させることで、重畳体9bの右端のヒートシールが回避される。
【0112】
なお、この実施の形態5において実施の形態1におけるものと同じ部分には同一符号を用いて示すことにより重複した説明を省略する。
【0113】
本発明は以上説明したように構成されるが、上記実施の形態1〜5に限定されるものではなく、本発明の要旨の範囲内において種々変更可能である。
【符号の説明】
【0114】
A…流動体
a…固形物
T…喉部
7,40…密封袋
9…フィルム状包材
9b…重畳体
10,11…縦ヒートシール部
14…殺菌部
25…ヒートシール車
26a…先行横ヒートシール部
26b…後続横ヒートシール部
27…ヒートシールローラ
28…充填ノズル
32,33…ローラ
38…無菌室
39…鼓型ローラ
【技術分野】
【0001】
本発明は、流動体をヒートシール部で密封包装してなる密封袋の製造方法及び装置に関する。
【背景技術】
【0002】
従来、スープ、ソースのような流動体の袋による包装は、例えば図18(A)(B)に示すような操作手順の繰り返しにより行われている。
【0003】
まず、フィルム状包材が長さ方向に送られつつ同方向に平行な線上で折り返され、図18(A)に示すように、同方向に伸びる縦ヒートシール部がヒートシール車2により形成されることにより、筒状の重畳体3とされる。重畳体3の進行方向にはヒートシールローラ4が配置され、このヒートシールローラ4の回転により先行横ヒートシール部5aが設けられ、これにより重畳体3に有底袋部3aが形成される。また、ヒートシールローラ4の上方では流動体の充填ノズル6が重畳体3内にその合わせ目から入り込み、この充填ノズル6が流動体Aを有底袋部3a内に一定流量で常時吐出する。
【0004】
重畳体3の進行に同期してヒートシールローラ4が回転すると、図18(B)に示すように、重畳体3の上流側が後続横ヒートシール部5bの形成によって閉じられ、定量の流動体Aが封入された密封袋8が形成される。以後、上記と同様な操作が繰り返され、流動体Aの入った密封袋8が重畳体3に一定ピッチで形成される。密封袋8はその後、横ヒートシール部5a,5b上で切断され重畳体3から分離される(例えば、特許文献1、2参照。)。
【0005】
また、従来の密封袋製造装置には、図18(A)(B)に示すように、重畳体3に形成された有底袋部3aの上流側に重畳体3をその重畳方向に押圧する一対の円筒形ローラ1,1が設けられている。重畳体3はその中を有底袋部3aへと流入する流動体Aの圧力により膨らもうとするが、この一対の円筒形ローラ1,1が定位置で重畳体3を押圧することにより重畳体3の過度な膨張を阻止する。これにより、横ヒートシール部5bが形成される箇所のフィルム状包材にシワが発生しないようにすることができる。このようなシワの発生は横ヒートシール部5a,5bにシール不良を来たし、密封袋8内からの流動体Aの漏出、外気の侵入による流動体Aの変質等の諸問題を引き起こす原因になるので、できるだけシワが生じないようにヒートシールする必要がある。
【0006】
また、この一対の円筒形ローラ1,1は有底袋部3aでの流動体Aの液面を安定させる役割も果たす。流動体Aの液面の安定化により密封袋8内への空気の巻き込みが防止される。
【0007】
上記後続横ヒートシール部5bの形成の際、この後続横ヒートシール部5bに流動体Aが挟まるとシール不良を来たすことがある。これを防止するため、従来、後続横ヒートシール部5bの形成前に、一対の円筒形しごきローラを水平移動させて重畳体3を加圧したうえで後続横ヒートシール部5bを形成したり(例えば、特許文献3参照。)、一対の円筒形しごきローラで重畳体3を挟んで上方に向かってしごき、その後、後続横ヒートシール部5bを形成したりしている(例えば、特許文献4参照。)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−354210号公報
【特許文献2】特開2002−104310号公報
【特許文献3】特開平1−279009号公報
【特許文献4】特開平4−114810号公報報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところが、上記従来の密封袋製造装置は低粘度の流動体、例えば麺つゆのような流動体の充填には適するが、例えばソースのような高粘度の流動体、固形物を含んだパスタソースのような流動体等の充填には適さない。すなわち、上記一対の円筒形ローラ1,1で挟まれた重畳体3の狭隘部を流動体Aが流れなくなったり、一対の円筒形ローラ1,1の上流側で固形物が詰まったりするので、このような高粘度あるいは固形物を含んだ流動体の充填には不向きである。
【0010】
高粘度あるいは固形物を含んだ流動体を充填するときは、円筒形ローラ1,1の間隔を広げることが考えられるが、その場合は重畳体3も厚さ方向に膨らみ、かつ流動体で膨張し、この膨張した重畳体3をヒートシールローラ14で一気に挟むことになるので、横ヒートシール部5bにシワが発生しやすくなる。
【0011】
また、上記従来の円筒形しごきローラを用いるものにあっては、円筒形しごきローラで重畳体3を完全に扁平に圧着し流動体の通路を遮断するので、高粘度あるいは固形物を含んだ流動体に限らず低粘度の流動体を充填する場合でも、密封袋8の容積が大きい場合は、図18(A)中、二点鎖線Pで示すように、有底袋部3aが下膨れ状になってフィルム状包材に縦シワが発生し、その結果横ヒートシール部5bにシワが発生しやすくなるという問題がある。
【0012】
従って、本発明はこのような問題点を解消することができる密封袋の製造方法及び装置を提供することを目的とする。
【課題を解決するための手段】
【0013】
上記課題を解決するため、本発明は次のような構成を採用する。
【0014】
すなわち、請求項1に係る発明は、フィルム状包材(9)の重畳体(9b)を長さ方向に送りながら、同方向に伸びる縦ヒートシール部(10,11)で閉じて筒状にし、この筒状になった重畳体(9b)に先行横ヒートシール部(26a)を設けて有底袋部(9c)を形成し、この有底袋部(9c)内に流動体(A)を充填し、この有底袋部(9c)内の流動体(A)を分断するように後続横ヒートシール部(26b)を設けて密封袋(7,40)を形成し、上記先行横ヒートシール部(26a,26b)を設ける位置よりも上流側で重畳体(9b)をその重畳方向にローラ(32)で押圧する密封袋の製造方法において、上記先行横ヒートシール部(26a)の形成後に、上記ローラ(32)による押圧力を緩めて上記重畳体(9b)内の流動体(A)の通路を拡げ、上記後続横ヒートシール部(26b)を形成する際に上記ローラ(32)による押圧力を強めて上記重畳体(9b)内の流動体(A)の通路を狭めることを特徴とする。
【0015】
また、請求項2に係る発明は、フィルム状包材(9)の重畳体(9b)を長さ方向に送りながら、同方向に伸びる縦ヒートシール部(10,11)で閉じて筒状にし、この筒状になった重畳体(9b)に先行横ヒートシール部(26a)を設けて有底袋部(9c)を形成し、この有底袋部(9c)内に流動体(A)を充填し、この有底袋部(9c)内の流動体(A)を分断するように後続横ヒートシール部(26b)を設けて密封袋(7,40)を形成し、上記先行横ヒートシール部(26a)を設ける位置よりも上流側で重畳体(9b)をその重畳方向にローラで押圧する密封袋の製造方法において、上記ローラを一対又は複数対の回転式又は固定式の鼓型ローラ(39)とし、この鼓型ローラ(39)の喉部(T)間における重畳体(9b)内に流動体(A)の通路を形成するようにしたことを特徴とする。
【0016】
請求項3に記載されるように、請求項1又は請求項2に記載の密封袋の製造方法において、フィルム状包材(9)は予め殺菌し、この殺菌したフィルム状包材(9)の供給から密封袋(7,40)の形成までの工程を無菌雰囲気下で行うことも可能である。
【0017】
また、請求項4に記載されるように、請求項1乃至請求項3のいずれかに記載の密封袋の製造方法において、有底袋部の底側を重畳体(9b)の重畳方向に押圧することも可能である。
【0018】
請求項5に係る発明は、フィルム状包材(9)の重畳体(9b)を長さ方向に送りながら、同方向に伸びる縦ヒートシール部(10,11)で閉じて筒状にする縦ヒートシール手段(25)と、この重畳体(9b)に先行横ヒートシール部(26a)を設けて有底袋部(9c)を形成し、この有底袋部(9c)内の流動体(A)を分断するように後続横ヒートシール部(26b)を設けて密封袋(7,40)を形成する横ヒートシール手段(27)と、上記有底袋部(9c)内に流動体(A)を充填する充填手段(28)と、上記先行横ヒートシール部(26a)を設ける位置よりも上流側で重畳体(9b)をその重畳方向にローラ(32)で押圧する押圧手段(32)とを包含してなる密封袋の製造装置において、上記先行横ヒートシール部の形成後に、上記ローラ(32)による押圧力を緩めて上記重畳体(9b)内の流動体(A)の通路を拡げ、上記後続横ヒートシール部(26b)を形成する際に、上記ローラ(32)による押圧力を強めて上記重畳体(9b)内の流動体(A)の通路を狭めるように上記押圧手段を制御するようになっていることを特徴とする。
【0019】
また、請求項6に係る発明は、フィルム状包材(9)の重畳体(9b)を長さ方向に送りながら、同方向に伸びる縦ヒートシール部(10,11)で閉じて筒状にする縦ヒートシール手段(25)と、この重畳体(9b)に先行横ヒートシール部(26a)を設けて有底袋部(9c)を形成し、この有底袋部(9c)内の流動体(A)を分断するように後続横ヒートシール部(26b)を設けて密封袋(7,40)を形成する横ヒートシール手段(27)と、上記有底袋部(9c)内に流動体(A)を充填する充填手段(28)と、上記先行横ヒートシール部(26a,26b)を設ける位置よりも上流側で重畳体(9b)をその重畳方向にローラで押圧する押圧手段とを包含してなる密封袋の製造装置において、上記押圧手段のローラが上記重畳体(9b)を挟む一対又は複数対の回転式又は固定式の鼓型ローラ(39)であり、この鼓型ローラ(39)の喉部(T)間における重畳体(9b)内に流動体(A)の通路が形成されるようにしたことを特徴とする。
【0020】
請求項7に記載されるように、請求項5又は請求項6に記載の密封袋の製造装置において、フィルム状包材(9)の上流側に殺菌手段(14)が設けられ、この殺菌手段(14)により殺菌されたフィルム状包材(9)が密封袋(7,40)となるまでの経路が無菌室(38)で囲まれているものとすることができる。
【0021】
また、請求項8に記載されるように、請求項5乃至請求項7のいずれかに記載の密封袋の製造装置において、流動体(A)を充填した有底袋部(9c)の底側を重畳体(9b)の重畳方向に一対又は複数対の回転式又は固定式のローラ(33)で押圧するものとすることも可能である。
【発明の効果】
【0022】
請求項1、2、5、6に係る発明によれば、流動体(A)が低粘度のものである場合はもちろんのこと、高粘度のものであったり、固形物を含むものであったりしても、流動体(A)が有底袋部内へ通過する際は押圧力が緩和されるので流動体(A)は有底袋部内へと円滑に流入可能である。また、後続横ヒートシール部(26b)を形成する際は、重畳体(9b)が適度に押圧されるので、後続横ヒートシール部(26b)に該当する箇所のフィルム状包材(9)にシワ等が発生しないようにすることができる。また、有底袋部内での流動体(A)の液面を安定化させ空気が密封袋(7,40)内に混入しないようにすることができる。したがって、横ヒートシール部(26b)を適正に形成し、密封袋(7,40)内からの流動体(A)の漏出、流動体(A)の変質等を的確に防止することができる。
【0023】
請求項3、7に係る発明によれば、フィルム状包材(9)は予め殺菌し、この殺菌したフィルム状包材(9)の供給から密封袋(7,40)の形成までの工程を無菌雰囲気下で行うことから、無菌性に優れ長期にわたり保存することができる密封袋を得ることができる。
【0024】
請求項4、8に係る発明によれば、有底袋部の底側を重畳体(9b)の重畳方向に押圧することから、密封袋の容積が大きくとも、有底袋部の下膨れを阻止してフィルム状包材(9)に縦シワが発生しないようにし、また有底袋部が揺れ動かないようにし、その結果横ヒートシール部(5b)でのシワの発生を適正に防止することができる。また、有底袋部内での流動体(A)の液面を押し上げて安定化させ空気が密封袋(7,40)内に混入しないようにすることができる。
【図面の簡単な説明】
【0025】
【図1】図Aは本発明の実施の形態1に係る方法又は装置により作ることが出来る密封袋の斜視図、Bは図A中、B−B線矢視断面図である。
【図2】本発明に係る密封袋製造装置の概略立面図である。
【図3】図2中、殺菌部を省略して示した密封袋製造装置の正面図である。
【図4】図3に示した密封袋製造装置の左側面図である。
【図5】図4中、要部の拡大断面図であり、図Aは流動体の充填段階を示し、図Bは横ヒートシール段階を示す。
【図6】本発明の実施の形態2に係る密封袋製造装置の正面図である。
【図7】図6に示した密封袋製造装置の左側面図である。
【図8】図7中、要部の拡大断面図であり、図Aは流動体の充填段階を示し、図Bは横ヒートシール段階を示す。
【図9】本発明の実施の形態3に係る密封袋製造装置の正面図である。
【図10】図9に示した密封袋製造装置の左側面図である。
【図11】図10中、要部の拡大断面図であり、図Aは流動体の充填段階を示し、図Bは横ヒートシール段階を示す。
【図12】図Aは、図10中、XIIA−XIIA線矢視図、図B,C,Dはそれぞれローラの変形例の平面図である。
【図13】本発明の実施の形態4に係る製袋部の正面図である。
【図14】図13に示した密封袋製造装置の左側面図である。
【図15】図14中、要部の拡大断面図であり、図Aは流動体の充填段階を示し、図Bは横ヒートシール段階を示す。
【図16】本発明の実施の形態5に係る方法又は装置により作ることが出来る密封袋の斜視図である。
【図17】本発明の実施の形態5に係る装置の正面図である。
【図18】従来の密封袋製造装置により生じる不具合を示す部分拡大図であり、図Aは流動体の充填段階を示し、図Bは横ヒートシール段階を示す。
【発明を実施するための形態】
【0026】
次に、本発明の実施の形態について図面を参照して説明する。
【0027】
<実施の形態1>
最初に、この密封袋の製造方法及び装置により製造される密封袋の一例について図1(A)(B)に基づき説明する。
【0028】
この密封袋7は、一辺に折り返し部が生じるようにフィルム状包材9(図2参照)を二つ折りすることにより形成される。フィルム状包材9が二つ折りで扁平に折り畳まれ、この折り畳まれた重畳体9bの開放縁を含む全周縁が縦横のヒートシール部10,11,12,13で閉じられることにより密封袋7とされる。密封袋7内には重畳体9bの一辺の開放縁が開放された状態にあるときに、そこから内容物であるスープ等の流動体Aが充填される。流動体Aの中には固形分a(図12(A)参照)が含まれる場合もある。その後この開放縁がヒートシールされることにより密封袋7が完成する。
【0029】
なお、フィルム状包材9としては過酸化水素等の殺菌剤により殺菌されたものを用いることができる。このような殺菌されたフィルム状包材9を使用することにより、密封袋7の内部の無菌性を簡易に維持することができる。また、フィルム状包材9としては一枚物を折り返すのではなく、当初から分離した二条のものを重ね合わせるようにしてもよい。
【0030】
次に、上記密封袋を製造する方法及び装置について説明する。
【0031】
図2に示すように、密封袋製造装置は、フィルム状包材の殺菌部14と、製袋部15とを具備する。
【0032】
殺菌部14では、フィルム状包材9の巻取りロール9aから繰り出されるフィルム状包材9の走行路に沿って、その上流側から下流側へと、ヒータ17、殺菌剤吐出ノズル18、ミスト排気ダクト19、温風ノズル20、冷風ノズル21等が順に配置される。この実施の形態1では、フィルム状包材9は下から上へと垂直に走行するようになっており、そのためヒータ17から冷風ノズル21に至る部分も垂直方向に配列される。巻取りロール9aとヒータ17との間には、フィルム状包材9の通過する開口を有した隔壁16が必要に応じて設けられる。また、ミスト排気ダクト19と温風ノズル20との間にも、フィルム状包材9の通過する開口を有した隔壁22が設けられる。各隔壁16,22の開口は図示しないシャッターによりそれぞれ開閉可能である。
【0033】
巻取りロール9aから繰り出されたフィルム状包材9は、各種ローラ23を経てヒータ17に至り予備加熱される。予備加熱の熱により後の殺菌剤によるフィルム状包材9の殺菌効果が高められる。予備加熱されたフィルム状包材9は、殺菌剤吐出ノズル18から殺菌剤としての過酸化水素水のミストを吹き付けられる。このミストは、過酸化水素の水溶液を噴霧し、沸点以上に加熱して気化させ、微細な粒子に凝縮させることにより生成される。殺菌剤は過酸化水素に限らず、殺菌作用を有する各種の薬液が使用可能である。ミストが吹き掛けられることにより、フィルム状包材9の表面が殺菌される。ミストの余剰分は、ミスト排気ダクト19から回収される。殺菌されたフィルム状包材9は、隔壁22を通過して温風ノズル20から温風を吹き付けられ、その熱により表面に付着した殺菌剤が気化され除去される。殺菌剤を除去されたフィルム状包材9は冷風ノズル21から冷風を吹き付けられ、これにより殺菌剤の除去が促進される。
【0034】
殺菌部14で殺菌されたフィルム状包材9は、各種ローラ24を経て次の製袋部15へと送られ、流動体Aの包装に供される。
【0035】
なお、フィルム状包材9の殺菌処理が不要である場合は、殺菌部14を省略し、巻取りロール9aから製袋部15へとフィルム状包材9を直に送ることも可能である。
【0036】
図3乃至図5に示すように、製袋部15は、上記殺菌部14から送られて来るフィルム状包材9を長さ方向に送りながら同方向に平行な中心線上で折り返して重畳体9bとする折り返し機構と、この重畳体9bを同方向に送りながら、同方向に伸びる縦ヒートシール部10,11で閉じて筒状にする縦ヒートシール手段としてのヒートシール車25と、この筒状になった重畳体9bに先行横ヒートシール部26aを設けて有底袋部9cを形成し、この有底袋部9c内の流動体Aを分断するように後続横ヒートシール部26bを設けて密封袋7を形成する横ヒートシール手段としてのヒートシールローラ27と、有底袋部9c内に流動体Aを充填する充填手段としての充填ノズル28と、横ヒートシール部26a,26bを設ける位置よりも上流側で重畳体9bをその重畳方向に押圧する押圧手段としての一対のローラ32,32とを含んでいる。
【0037】
製袋部15では、フィルム状包材9が上から下へと垂直に送られるようになっており、このフィルム状包材9の走行路に沿って上流側から下流側へと、折り返し機構、ヒートシール車25、充填ノズル28、ヒートシールローラ27等が順に配置される。
【0038】
折り返し機構は、殺菌部14から来るフィルム状包材9の走行方向を下方に変更するガイドローラ29と、ガイドローラ29を経て来るフィルム状包材9の中心線上に折り目を付けながら折り返すガイド棒30とを具備する。
【0039】
ヒートシール車25は二対用意され、重畳体9bの両側縁を表裏から挟むように対向配置される。各ヒートシール車25には、図示しない電気ヒータが組み込まれ、重畳体9bに接する箇所が加熱されるようになっている。
【0040】
ヒートシールローラ27は一対用意され、重畳体9bを表裏から挟むように対向配置される。この一対のヒートシールローラ27はそれぞれ回転軸27bに固定され、上記ヒートシール車25よりも下流側において重畳体9bを表裏から挟みつつ回転する。
【0041】
各ヒートシールローラ27の表面には、横ヒートシール部26a,26bを重畳体9bの長さ方向に繰り返し形成するべく、ヒートシールバー27aが回転軸27bと平行に固定される。ヒートシールバー27aは密封袋7の長さに応じて各ヒートシールローラ27の表面に回転軸27bと平行に一本又は複数本固定される。各ヒートシールローラ27には、図示しない電気ヒータが組み込まれ、各ヒートシールバー27aが加熱されるようになっている。また、ヒートシールバー27aは各ヒートシールローラ27の表面に固定ネジ等により着脱可能に固定され、密封袋7の幅等に応じて各種用意された長さの異なるものと適宜交換可能である。
【0042】
ヒートシールローラ27が駆動され、図4中矢印方向に回転することにより、重畳体9bには横ヒートシール部26a,26bが一密封袋7分のピッチごとに繰り返し形成される。ヒートシールローラ27は横ヒートシール部26a,26bを形成するときにだけ重畳体9bの走行速度と同期して回転し、重畳体9bを横切るように横ヒートシール部26a,26bを形成する。
【0043】
なお、ヒートシールローラ27に代えて一対の板状のヒートシール盤を用いることも可能である。その場合は、重畳体9bを間に挟んで一対のヒートシール盤を間欠的に接離運動させ、重畳体9bをヒートシール盤間で間欠走行させることになる。
【0044】
充填ノズル28は、ヒートシールローラ27の上流側において形成される重畳体9bの有底袋部9cの底に向かって配置される。流動体Aを流す導管28aがヒートシール車25の上流側から重畳体9b内へと重畳体9bの合わせ目から入り込み、左右のヒートシール車25,25間を通ってヒートシールローラ27,27間へと伸び、その先端に充填ノズル28が設けられる。図5(A)(B)に示すように、ヒートシールローラ27による先行横ヒートシール部26aの形成によって生じる有底袋部9c内に向かって、充填ノズル28から流動体Aが一定流量で常時吐出される。この流動体Aの吐出量は、重畳体9bの走行速度に応じてポンプ(図示せず)の回転数が加減されることにより調整可能である。
【0045】
図3乃至図5(A)(B)に示すように、横ヒートシール手段であるヒートシールローラ27よりも上流側の重畳体9bに対応し、重畳体9bをその重畳方向に押圧する押圧手段として重畳体9bをその表裏から挟んで対峙する一対のローラ32,32が設けられる。ローラ32は複数対設けてもよい。また、ローラ32は回転自在であってもよいし回転しないように固定した、例えば単なる丸棒であってもよい。
【0046】
図5(A)(B)に示すように、一対のローラ32,32はアクチュエータである電動シリンダ34,34のロッドにそれぞれ保持される。一対のローラ32,32は所定のタイミングで相互に接近と離反を繰り返すように制御され、充填ノズル28が有底袋部9c内に流動体Aを充填する場合、図5(A)のように上記先行横ヒートシール部26aの形成後に、一対のローラ32,32が押圧力を緩めて重畳体9b内の流動体Aの通路を拡げ、同図(B)に示すように、後続横ヒートシール部26bを形成する際に、一対のローラ32,32による押圧力を強めて重畳体9b内の流動体Aの通路を狭める。
【0047】
一対のローラ32,32が離反する距離は、図5(A)に示すように、流動体Aが有底袋部9c内へと円滑に通過する程度の大きさに設定される。流動体Aが低粘度の液体である場合は押圧部材であるローラ32,32をさほど大きく離反させなくともよいが、高粘度の液体、固形物を含む液体である場合は、ローラ32,32間で詰まることがないように、比較的大きい距離で離反させ、重畳体9b内の流動体Aの通路を拡げるのが望ましい。
【0048】
また、一対のローラ32,32が接近したときのローラ32,32間の距離は、後続の横ヒートシール部26bが形成される箇所の重畳体9b内の流動体Aの通路が重畳方向でできるだけ狭まるように設定される。図5(A)(B)と図18(A)(B)との対比から明らかなように、流動体Aが低粘度のものである場合はもちろんのこと、高粘度のものであったり、固形物を含むものであったりしても、ローラ32,32間は従来よりもさらに大きく広がるので、流動体Aが有底袋部9c内へ通過する際は押圧力が緩められて重畳体9b内の流動体Aの通路が広がり、流動体Aは詰まることなく有底袋部内へと円滑に流入可能である。また、後続横ヒートシール部26bを形成する際は、重畳体9b内の流動体Aの通路が狭くなるように押圧されるので、後続横ヒートシール部26bに該当する箇所のフィルム状包材9にシワ等が発生しなくなる。また、有底袋部9c内での流動体Aの液面が安定し空気の密封袋7への混入がより的確に防止される。
【0049】
図3乃至図5(A)(B)に示すように、横ヒートシール手段であるヒートシールローラ27よりも下流側の重畳体9bに対応して、この重畳体9bを表裏から挟む一対のローラ33,33が設けられる。図5(A)に示すように、この一対のローラ33,33は、流動体Aを充填した有底袋部9cの底側を重畳体9bの重畳方向に押圧し、図18(A)中、二点鎖線Pで示したような有底袋部9cの下部の膨張を抑制する。
【0050】
これにより、例えば密封袋7の容積が大きくとも、有底袋部9cの下膨れを阻止してフィルム状包材9に縦シワが発生しないようにすることができ、また有底袋部9cが揺れ動かないようにすることができ、その結果横ヒートシール部5bでのシワの発生が適正に防止される。また、有底袋部9c内での流動体Aの液面を押し上げて安定化させ空気が密封袋7内に混入しないようにすることができる。
【0051】
なお、このローラ33は複数対設けてもよいし、回転可能であっても、回転しない固定式のものであってもよい。ローラ33は細い丸棒として形成することも可能である。
【0052】
図2乃至図4に示すように、ヒートシールローラ27よりも下流側には、密封袋7の切り離し手段であるロータリカッター35が設置される。
【0053】
ロータリカッター35は回転刃35aとこの回転刃35aに対向する固定刃35bとを有する。回転刃35aは固定刃35bとの間で重畳体9bを挟み込む剪断作用により、重畳体9bから密封袋7を横ヒートシール部26a,26bの上で切り離すようになっている。ロータリカッター35の回転刃35aは重畳体9bから密封袋7を横ヒートシール部26の上で切り離す時点でのみ回転する。
【0054】
もちろん、回転刃27aは重畳体9bの走行と同期的に連続回転させて重畳体9bから密封袋7を横ヒートシール部26a,26bの上で切り離すようにしてもよい。また、このロータリカッター35に代えて例えばギロチン式の切断機を設けることも可能である。この切断機は重畳体9bが密封袋7のピッチごとに間欠送りされる場合に適する。
【0055】
図2に示すように、ロータリカッター35よりも下流側は隔壁37で閉じられ、この隔壁37には密封袋7の通り道に対応する開口と、この開口を開閉する図示しないシャッターとが設けられる。
【0056】
また、図2に示すように、フィルム状包材9が殺菌部14の隔壁22の位置から製袋部15のロータリカッター35に至り密封袋7とされるまでの経路、すなわち図2中砂目部分は、無菌室38で囲まれている。無菌室38内は、無菌エアが常時吹き込まれることにより陽圧に維持され、外部からの菌類の侵入が阻まれる。
【0057】
次に、上記密封袋製造装置を使用した密封袋の製造方法について説明する。
【0058】
(1)流動体Aの包装開始に先立ち、図2に示す無菌室38内の滅菌処理が行われる。この滅菌処理時には、各隔壁22,37の開口がシャッターにより閉じられ無菌室38内が密閉され、例えば過酸化水素のミストが無菌室38内に導入される。
【0059】
滅菌処理後、無菌室38内は無菌エアが常時供給されることにより陽圧に保持され、滅菌状態が維持される。また、シャッターが開かれ、そこから無菌エアが無菌室38外に吹き出る。
【0060】
殺菌部14から製袋部15へと伸びる図示しない無端ベルト或いは人手により、フィルム状包材9が巻取りロール9aから繰り出され、その先端が殺菌部14を通って製袋部15へと送られる。これにより、フィルム状包材9のセッティングが完了する。
【0061】
(2)流動体Aの包装が開始されると、巻取りロール9aから繰り出されるフィルム状包材9は各種ローラ23を経て隔壁16の開口を通過し、ヒータ17により予備加熱され、殺菌剤吐出ノズル18から例えば過酸化水素のミストを吹き掛けられる。殺菌剤吐出ノズル18から吐出される過酸化水素のミストの余剰分はミスト排気ダクト19により吸引除去される。過酸化水素のミストにより殺菌されたフィルム状包材9は、次の隔壁22の開口を通って無菌室38内に入り、温風ノズル20及び冷風ノズル21から温風と冷風を順次吹き付けられ過酸化水素を除去される。この乾燥処理されたフィルム状包材9は各種ローラ24を経て製袋部15に導入される。以後、フィルム状包材9は密封袋7とされるまで無菌の雰囲気下において加工される。
【0062】
(3)図3及び図4に示すように、製袋部15内では、フィルム状包材9は長さ方向に送られながらガイド棒30により同方向に平行な線上で折り返され二つ折りの重畳体9bとされる。
【0063】
(4)二つ折りされたフィルム状包材9の重畳体9bは、その片側の折り返し部と反対側の開放部とをそれぞれ縦ヒートシール部10,11によりシールされ、扁平な筒状の重畳体9bとされる。
【0064】
この二本の縦ヒートシール部10,11は、重畳体9bの両側縁が表裏からヒートシール車25に挟まれることにより形成される。ヒートシール車25は図4中矢印方向に連続回転し、重畳体9bはヒートシール車25,25間を連続走行することにより両側に連続的に縦ヒートシール部10,11が形成される。もちろん、ヒートシール車25に代えて板状のヒートシール盤を用いることも可能である。その場合は、縦ヒートシール部10,11を間欠的に形成するので、重畳体9bもヒートシール盤間を間欠走行することになる。
【0065】
(5)両側が縦ヒートシール部10,11で閉じられた重畳体9bは、その長さ方向に交差する方向に伸びる横ヒートシール部26a,26bにより下流側で閉じられる。横ヒートシール部26a,26bは図1(A)に示す上下の横ヒートシール部12,13が重畳体9bの長さ方向に連なった形状及び大きさに形成される。
【0066】
この横ヒートシール部26a,26bは、重畳体9bが表裏から一対のヒートシールローラ27,27に挟まれることにより形成される。一対のヒートシールローラ27,27はそれぞれ回転軸27bに固定され、上記ヒートシール車25よりも下流側において重畳体9bを表裏から挟むように対向配置される。
【0067】
ヒートシールローラ27が駆動され図4中矢印方向に回転することにより、重畳体9bには横ヒートシール部26a,26bが形成される。
【0068】
ヒートシールローラ27,27は連続回転し、重畳体9bはヒートシールローラ27,27間を連続走行することにより一個の密封袋7における縦方向の長さごとに横ヒートシール部26,26bで閉じられる。もちろん、ヒートシールローラ27に代えて一対の板状のヒートシール盤を用いることも可能である。その場合は、重畳体9bを間に挟んで一対のヒートシール盤を間欠的に接離運動させ、重畳体9bをヒートシール盤間で間欠走行させることになる。
【0069】
(6)図5(A)に示すように、筒状になった重畳体9bに先行横ヒートシール部26aが設けられることにより形成される有底袋部9c内に、充填ノズル28から流動体Aが常時一定流量で連続的に流入する。流動体Aの流量は例えば重畳体9bの走行速度に応じて加減される。
【0070】
図5(A)に示すように、先行横ヒートシール部26aにより形成された有底袋部9cがヒートシールローラ27,27間を降下する間、アクチュエータ34の作動で一対のローラ32,32が互いに離反し、重畳体9bに対する押圧力を緩め、重畳体9b内の流動体Aの通路を拡げる。図18(A)との対比から明らかなように、流動体Aは高粘度のものであったり、固形物を含むものであったりする場合においても、一対のローラ32,32の箇所で詰まることなく有底袋部9c内をその底まで円滑に流れる。
【0071】
(7)図5(B)に示すように、ヒートシールローラ27が後続横ヒートシール部26bを形成する際に、一対のローラ32,32は相互に接近して重畳体9bに対する押圧力を強め、重畳体9b内の流動体Aの通路を狭める。図18(B)との対比から明らかなように、一対のローラ32,32間はさらに狭くなっており、後続の横ヒートシール部26bが形成される箇所の重畳体9bは重畳方向でさらに狭められる。その結果、重畳体9bにシワ等が発生し難くなり、横ヒートシール部26bが良好に形成される。
【0072】
(8)図5(A)(B)に示すように、流動体Aの充填から後続横ヒートシール部26bの形成までの間において、流動体Aが充填された重畳体9bの有底袋部9cの底近傍が不必要に膨らまないように、ヒートシールローラ27よりも下流側で重畳体9bが一対のローラ33,33により重畳方向に押圧される。
【0073】
図5(A)と図18(A)との対比から明らかなように、このローラ33,33の押圧により、後続横ヒートシール部26bが形成される際に、有底袋部9c内に充填された流動体Aの重さにもかかわらず有底袋部9cは下膨れとなったり揺れ動いたりすることなく、また、流動体Aの表面は横ヒートシール部26bの形成箇所よりも上方に安定的に保持される。これにより、密封袋7が例えば大容積の大型であっても、シワのない適正な横ヒートシール部26a,26bで密封することができ、また、密封袋7内への空気の混入も防止される。
【0074】
(9)ヒートシール車25及びヒートシールローラ27の回転により、密封袋7が重畳体9bに連続的に形成される。図3及び図4に示すように、重畳体9bがロータリカッター35に到達すると、密封袋7が重畳体9bから横ヒートシール部26a,26b上でロータリカッター35により切り離され、完成品とされる。この密封袋7の重畳体9bからの切り離しは、上記製袋工程と切り離した他の場所で行うことも可能である。
【0075】
<実施の形態2>
図6乃至図8(A)(B)に示すように、この実施の形態2では、実施の形態1におけるローラ33が省略されている。
【0076】
この実施の形態2は、密封袋7が比較的小容積である場合、横ヒートシール部26a,26bを形成する際に有底袋部9cがあまり揺れ動かない場合等に採用される。
【0077】
この実施の形態2において実施の形態1における部分と同一の部分には同じ符号を付して示し重複した説明を省略する。
【0078】
<実施の形態3>
図9乃至図11(A)(B)に示すように、この実施の形態3においても、実施の形態1と同様に、フィルム状包材9を長さ方向に送りながら同方向に平行な中心線上で折り返して重畳体9bとする折り返し機構と、この重畳体9bを同方向に送りながら、同方向に伸びる縦ヒートシール部10,11で閉じて筒状にする縦ヒートシール手段としてのヒートシール車25と、この筒状になった重畳体9bに先行横ヒートシール部26aを設けて有底袋部9cを形成し、この有底袋部9c内の流動体Aを分断するように後続横ヒートシール部26bを設けて密封袋7を形成する横ヒートシール手段としてのヒートシールローラ27と、有底袋部9c内に流動体Aを充填する充填手段としての充填ノズル28と、先行横ヒートシール部26a,26bを設ける位置よりも上流側で重畳体9bをその重畳方向に押圧する押圧手段とが設けられている。
【0079】
実施の形態1と異なり、この実施の形態3では、ヒートシールローラ27よりも上流側の重畳体9bをその重畳方向に押圧する押圧手段として、重畳体9bをその表裏から挟んで対峙する一対の鼓型ローラ39,39が設けられる。鼓型ローラ39はこの密封袋製造装置の図示しない機枠に対し定位置に設置される。鼓型ローラ39は複数対設けてもよいし、回転自在であってもよいし、回転しないように固定したものであってもよい。
【0080】
この対になった鼓型ローラ39,39の喉部間を通る重畳体9b内に流動体Aの通路が形成される。
【0081】
上記鼓型のローラ39は、図12(B)に示すように、円錐台形の二つの部品39a,39aを対称形に接続することによっても形成することができる。その場合、図12(C)に示すように、円錐台形の二つの部品39a,39aを軸39bにスライド可能に取り付け、重畳体9bの幅の変更に応じて適宜スライドさせて使用することも可能である。あるいは、図12(D)に示すように、円錐台形の二つの部品39a,39aを円柱形のスペーサ39cの両端にそれぞれ接合することにより、重畳体9bの幅の変更に応じてローラ39の長さを加減することも可能である。
【0082】
一対の鼓型ローラ39,39で重畳体9bが挟まれる結果、図11(A)及び図12(A)に示すように、流動体Aが低粘度のものである場合はもちろんのこと、高粘度のものであったり、固形物aを含むものであったりしても、鼓型ローラ39を重畳体9bの重畳方向で往復移動させることなく流動体Aを有底袋部内へと円滑に通過させることが可能となる。
【0083】
また、図11(A)(B)に示すように、後続横ヒートシール部26bを形成する際は、鼓型ローラ39により重畳体9bの膨らみが抑制されるので、後続横ヒートシール部26bに該当する箇所のフィルム状包材9にシワ等が発生しないようにすることができる。しかも有底袋部9c内での流動体Aの液面が安定し、空気の密封袋7内への混入が防止される。
【0084】
この実施の形態3では、実施の形態1の場合と同様に、横ヒートシール手段であるヒートシールローラ27よりも下流側の重畳体9bに対応して、この重畳体9bを表裏から挟む一対のローラ33,33が設けられる。図11(A)に示すように、この一対のローラ33,33は、流動体Aを充填した有底袋部9cの底側を重畳体9bの重畳方向に押圧し、図18(A)中、二点鎖線Pで示したような有底袋部9cの下部の膨張を抑制する。
【0085】
次に、上記密封袋製造装置を使用した密封袋の製造方法について説明する。
【0086】
(1)図9及び図10に示すように、フィルム状包材9がその長さ方向に送られながらガイド棒30により同方向に平行な線上で折り返され二つ折りの重畳体9bとされる。
【0087】
(2)二つ折りされたフィルム状包材9の重畳体9bは、その片側の折り返し部と反対側の開放部とをそれぞれ縦ヒートシール部10,11によりシールされ、扁平な筒状の重畳体9bとされる。
【0088】
この二本の縦ヒートシール部10,11は、重畳体9bの両側縁が表裏からヒートシール車25に挟まれることにより形成される。ヒートシール車25は図10中矢印方向に連続回転し、重畳体9bはヒートシール車25,25間を連続走行することにより両側に連続的に縦ヒートシール部10,11が形成される。
【0089】
(3)両側が縦ヒートシール部10,11で閉じられた重畳体9bは、その長さ方向に交差する方向に伸びる横ヒートシール部26a,26bにより下流側で閉じられる。横ヒートシール部26a,26bは図1(A)に示した上下の横ヒートシール部12,13が重畳体9bの長さ方向に連なった形状及び大きさに形成される。
【0090】
この横ヒートシール部26a,26bは、重畳体9bが表裏から一対のヒートシールローラ27,27に挟まれることにより形成される。一対のヒートシールローラ27,27はそれぞれ回転軸27bに固定され、上記ヒートシール車25よりも下流側において重畳体9bを表裏から挟むように対向配置される。
【0091】
ヒートシールローラ27,27が駆動され図10中矢印方向に回転することにより、重畳体9bには横ヒートシール部26a,26bが形成される。
【0092】
ヒートシールローラ27,27は連続回転し、重畳体9bはヒートシールローラ27,27間を連続走行することにより一個の密封袋7における縦方向の長さごとに横ヒートシール部26a,26bで閉じられる。
【0093】
(4)図11(A)に示すように、筒状になった重畳体9bに先行横ヒートシール部26aが設けられることにより形成される有底袋部9c内に、充填ノズル28から流動体Aが常時一定の流量で連続的に流入する。流動体Aの流量は例えば重畳体9bの走行速度に応じて加減される。
【0094】
図11(A)に示すように、先行横ヒートシール部26aにより形成された有底袋部9cがヒートシールローラ27,27間を降下する間、流動体Aは高粘度のものであったり、固形物aを含むものであったりする場合においても、図12(A)に示す如く一対の鼓型ローラ39,39の細くなった喉部Tの箇所で有底袋部9cが拡開するので、流動体Aは詰まることなく有底袋部9cの底へと円滑に流れる。
【0095】
(5)図11(B)に示すように、ヒートシールローラ27が後続横ヒートシール部26bを形成する際においても、一対の鼓型ローラ39,39による重畳体9bに対する押圧作用で、後続横ヒートシール部26bが形成される箇所の重畳体9b内における流動体Aの通路は重畳方向で適度に狭まっている。その結果、重畳体9bにシワ等が発生し難くなり、横ヒートシール部26bが良好に形成される。
【0096】
(6)図11(A)(B)に示すように、流動体Aの充填から後続横ヒートシール部26bの形成までの間において、流動体Aが充填された重畳体9bの有底袋部9cの底近傍が不必要に膨らまないように、ヒートシールローラ27よりも下流側で重畳体9bが一対のローラ33,33により重畳方向に押圧される。これらのローラ33も鼓型に形成してもよい。
【0097】
このローラ33,33の押圧により、後続横ヒートシール部26bが形成される際に、有底袋部9c内に充填された流動体Aの重さにもかかわらず有底袋部9cは下膨れになったり揺れ動いたりせず、流動体Aの表面は横ヒートシール部26bの形成箇所よりも上方に安定的に保持される。これにより、密封袋7が例えば大容積の大型であっても、シワのない適正な横ヒートシール部26a,26bで密封され、また、密封袋7内への空気の混入も防止される。
【0098】
(7)ヒートシール車25及びヒートシールローラ27の回転により、密封袋7が重畳体9bに連続的に形成される。図9及び図10に示すように、重畳体9bがロータリカッター35に到達すると、密封袋7が重畳体9bから横ヒートシール部26上でロータリカッター35により切り離され、完成品とされる。この密封袋7の重畳体9bからの切り離しは、上記製袋工程と切り離して他の場所で行うことも可能である。
【0099】
なお、鼓型ローラ39は、実施の形態1の場合と同様に、アクチュエータのロッドでそれぞれ保持し所定のタイミングで相互に接近と離反を繰り返すように制御することも可能である。このように鼓型ローラ39を移動させることで、図11(A)の工程において充填ノズル28から吐出する流動体Aの有底袋部内への通過をさらに円滑にすることができる。
【0100】
その他、この実施の形態3において、実施の形態1のものと同じ部分には同一符号を用いて示すこととし、重複した説明を省略する。
【実施例】
【0101】
図12(B)に示した鼓型ローラであって喉部(最小径の箇所)の径が種々異なるものを対で用意し、喉部間における隙間の大きさを種々変えて密封袋を作成した。充填する流動体は固形分が混入したパスタソースとした。作成した密封袋について、フィルム状包材の横ヒートシール部に発生する皺の程度、流動体の充填精度、内にエアが混入するか否かについて検査した。
【0102】
その結果を表1に示す。
【0103】
【表1】
【0104】
表1から喉部間の隙間は3mm〜6mmとするのが望ましいことが判明した。
【0105】
<実施の形態4>
図13乃至図15(A)(B)に示すように、この実施の形態4では実施の形態3におけるローラ33が省略されている。
【0106】
この実施の形態4は、密封袋7が比較的小容積である場合、横ヒートシール部26a,26bを形成する際に有底袋部9cがあまり揺れ動かない場合等に採用するのが望ましい。
【0107】
その他、この実施の形態4において実施の形態3における部分と同一の部分には同じ符号を付して示し重複した説明を省略する。
【0108】
<実施の形態5>
図16に示すように、この実施の形態5に係る密封袋40は、実施の形態1の場合と同様に、一辺が折り返し部であり、三辺が開放縁であるフィルム状包材9の重畳体9b(図17参照)で形成され、折り返し部と反対側の開放縁と、折り返し部に交差する方向における二辺の開放縁とがヒートシール部10,12,13で閉じられる。
【0109】
この密封袋40の製造方法について説明すると、図17に示すように、実施の形態1と同様にして、フィルム状包材9を長さ方向に送りながら同方向に平行な線上で折り返しつつ、同方向に伸びる縦ヒートシール部10を設けて筒状の重畳体9bを形成し、同方向に交差する方向に伸びる先行横ヒートシール部26aにより重畳体9bを下流側で閉じ、上流側から流動体Aを重畳体9b内に充填し、後続横ヒートシール部26bにより重畳体9bを上流側で閉じて先行と後行の横ヒートシール部26a,26b間に流動体Aを密封し、しかる後重畳体9bから密封袋40を横ヒートシール部26a,26b上で切り離すようにする。横ヒートシール部26a,26bは、図16に示した上下の横ヒートシール部12,13を重畳体9bの長さ方向に連接した形状及び大きさを有する。
【0110】
この製造方法において、重畳体9bはヒートシールローラ27の上流側と下流側とにおいて実施の形態1と同様にしてローラ32,33により押圧され、これにより横ヒートシール部26a,26bの適正な形成と空気の封入の阻止とが達成される。
【0111】
また、左右二対のヒートシール車25,25のうち、重畳体9bの右側の折り返し部に対応したものは単なる摩擦車と交換するか、内蔵ヒータへの通電を遮断するか、右側の折り返し部に対応したものを重畳体9bから外れた箇所に移動させることで、重畳体9bの右端のヒートシールが回避される。
【0112】
なお、この実施の形態5において実施の形態1におけるものと同じ部分には同一符号を用いて示すことにより重複した説明を省略する。
【0113】
本発明は以上説明したように構成されるが、上記実施の形態1〜5に限定されるものではなく、本発明の要旨の範囲内において種々変更可能である。
【符号の説明】
【0114】
A…流動体
a…固形物
T…喉部
7,40…密封袋
9…フィルム状包材
9b…重畳体
10,11…縦ヒートシール部
14…殺菌部
25…ヒートシール車
26a…先行横ヒートシール部
26b…後続横ヒートシール部
27…ヒートシールローラ
28…充填ノズル
32,33…ローラ
38…無菌室
39…鼓型ローラ
【特許請求の範囲】
【請求項1】
フィルム状包材の重畳体を長さ方向に送りながら、同方向に伸びる縦ヒートシール部で閉じて筒状にし、この筒状になった重畳体に先行横ヒートシール部を設けて有底袋部を形成し、この有底袋部内に流動体を充填し、この有底袋部内の流動体を分断するように後続横ヒートシール部を設けて密封袋を形成し、上記先行横ヒートシール部を設ける位置よりも上流側で重畳体をその重畳方向にローラで押圧する密封袋の製造方法において、上記先行横ヒートシール部の形成後に、上記ローラによる押圧力を緩めて上記重畳体内の流動体の通路を拡げ、上記後続横ヒートシール部を形成する際に、上記ローラによる押圧力を強めて上記重畳体内の流動体の通路を狭めるようにしたことを特徴とする密封袋の製造方法。
【請求項2】
フィルム状包材の重畳体を長さ方向に送りながら、同方向に伸びる縦ヒートシール部で閉じて筒状にし、この筒状になった重畳体に先行横ヒートシール部を設けて有底袋部を形成し、この有底袋部内に流動体を充填し、この有底袋部内の流動体を分断するように後続横ヒートシール部を設けて密封袋を形成し、上記先行横ヒートシール部を設ける位置よりも上流側で重畳体をその重畳方向にローラで押圧する密封袋の製造方法において、上記ローラを一対又は複数対の回転式又は固定式の鼓型ローラとし、この鼓型ローラの喉部間における重畳体内に流動体の通路を形成するようにしたことを特徴とする密封袋の製造方法。
【請求項3】
請求項1又は請求項2に記載の密封袋の製造方法において、フィルム状包材は予め殺菌し、この殺菌したフィルム状包材の供給から密封袋の形成までの工程を無菌雰囲気下で行うことを特徴とする密封袋の製造方法。
【請求項4】
請求項1乃至請求項3のいずれかに記載の密封袋の製造方法において、有底袋部の底側を重畳体の重畳方向に押圧することを特徴とする密封袋の製造方法。
【請求項5】
フィルム状包材の重畳体を長さ方向に送りながら、同方向に伸びる縦ヒートシール部で閉じて筒状にする縦ヒートシール手段と、この重畳体に先行横ヒートシール部を設けて有底袋部を形成し、この有底袋部内の流動体を分断するように後続横ヒートシール部を設けて密封袋を形成する横ヒートシール手段と、上記有底袋部内に流動体を充填する充填手段と、上記先行横ヒートシール部を設ける位置よりも上流側で重畳体をその重畳方向にローラで押圧する押圧手段とを包含してなる密封袋の製造装置において、上記先行横ヒートシール部の形成後に、上記ローラによる押圧力を緩めて上記重畳体内の流動体の通路を拡げ、上記後続横ヒートシール部を形成する際に、上記ローラによる押圧力を強めて上記重畳体内の流動体の通路を狭めるように上記押圧手段を制御することを特徴とする密封袋の製造装置。
【請求項6】
フィルム状包材の重畳体を長さ方向に送りながら、同方向に伸びる縦ヒートシール部で閉じて筒状にする縦ヒートシール手段と、この重畳体に先行横ヒートシール部を設けて有底袋部を形成し、この有底袋部内の流動体を分断するように後続横ヒートシール部を設けて密封袋を形成する横ヒートシール手段と、上記有底袋部内に流動体を充填する充填手段と、上記先行横ヒートシール部を設ける位置よりも上流側で重畳体をその重畳方向にローラで押圧する押圧手段とを包含してなる密封袋の製造装置において、上記押圧手段のローラが上記重畳体を挟む一対又は複数対の回転式又は固定式の鼓型ローラであり、この鼓型ローラの喉部間における重畳体内に流動体の通路が形成されるようにしたことを特徴とする密封袋の製造装置。
【請求項7】
請求項5又は請求項6に記載の密封袋の製造装置において、フィルム状包材の上流側に殺菌手段が設けられ、この殺菌手段により殺菌されたフィルム状包材が密封袋となるまでの経路が無菌室で囲まれていることを特徴とする密封袋の製造装置。
【請求項8】
請求項5乃至請求項7のいずれかに記載の密封袋の製造装置において、流動体を充填した有底袋部の底側を重畳体の重畳方向に一対又は複数対の回転式又は固定式のローラで押圧することを特徴とする密封袋の製造装置。
【請求項1】
フィルム状包材の重畳体を長さ方向に送りながら、同方向に伸びる縦ヒートシール部で閉じて筒状にし、この筒状になった重畳体に先行横ヒートシール部を設けて有底袋部を形成し、この有底袋部内に流動体を充填し、この有底袋部内の流動体を分断するように後続横ヒートシール部を設けて密封袋を形成し、上記先行横ヒートシール部を設ける位置よりも上流側で重畳体をその重畳方向にローラで押圧する密封袋の製造方法において、上記先行横ヒートシール部の形成後に、上記ローラによる押圧力を緩めて上記重畳体内の流動体の通路を拡げ、上記後続横ヒートシール部を形成する際に、上記ローラによる押圧力を強めて上記重畳体内の流動体の通路を狭めるようにしたことを特徴とする密封袋の製造方法。
【請求項2】
フィルム状包材の重畳体を長さ方向に送りながら、同方向に伸びる縦ヒートシール部で閉じて筒状にし、この筒状になった重畳体に先行横ヒートシール部を設けて有底袋部を形成し、この有底袋部内に流動体を充填し、この有底袋部内の流動体を分断するように後続横ヒートシール部を設けて密封袋を形成し、上記先行横ヒートシール部を設ける位置よりも上流側で重畳体をその重畳方向にローラで押圧する密封袋の製造方法において、上記ローラを一対又は複数対の回転式又は固定式の鼓型ローラとし、この鼓型ローラの喉部間における重畳体内に流動体の通路を形成するようにしたことを特徴とする密封袋の製造方法。
【請求項3】
請求項1又は請求項2に記載の密封袋の製造方法において、フィルム状包材は予め殺菌し、この殺菌したフィルム状包材の供給から密封袋の形成までの工程を無菌雰囲気下で行うことを特徴とする密封袋の製造方法。
【請求項4】
請求項1乃至請求項3のいずれかに記載の密封袋の製造方法において、有底袋部の底側を重畳体の重畳方向に押圧することを特徴とする密封袋の製造方法。
【請求項5】
フィルム状包材の重畳体を長さ方向に送りながら、同方向に伸びる縦ヒートシール部で閉じて筒状にする縦ヒートシール手段と、この重畳体に先行横ヒートシール部を設けて有底袋部を形成し、この有底袋部内の流動体を分断するように後続横ヒートシール部を設けて密封袋を形成する横ヒートシール手段と、上記有底袋部内に流動体を充填する充填手段と、上記先行横ヒートシール部を設ける位置よりも上流側で重畳体をその重畳方向にローラで押圧する押圧手段とを包含してなる密封袋の製造装置において、上記先行横ヒートシール部の形成後に、上記ローラによる押圧力を緩めて上記重畳体内の流動体の通路を拡げ、上記後続横ヒートシール部を形成する際に、上記ローラによる押圧力を強めて上記重畳体内の流動体の通路を狭めるように上記押圧手段を制御することを特徴とする密封袋の製造装置。
【請求項6】
フィルム状包材の重畳体を長さ方向に送りながら、同方向に伸びる縦ヒートシール部で閉じて筒状にする縦ヒートシール手段と、この重畳体に先行横ヒートシール部を設けて有底袋部を形成し、この有底袋部内の流動体を分断するように後続横ヒートシール部を設けて密封袋を形成する横ヒートシール手段と、上記有底袋部内に流動体を充填する充填手段と、上記先行横ヒートシール部を設ける位置よりも上流側で重畳体をその重畳方向にローラで押圧する押圧手段とを包含してなる密封袋の製造装置において、上記押圧手段のローラが上記重畳体を挟む一対又は複数対の回転式又は固定式の鼓型ローラであり、この鼓型ローラの喉部間における重畳体内に流動体の通路が形成されるようにしたことを特徴とする密封袋の製造装置。
【請求項7】
請求項5又は請求項6に記載の密封袋の製造装置において、フィルム状包材の上流側に殺菌手段が設けられ、この殺菌手段により殺菌されたフィルム状包材が密封袋となるまでの経路が無菌室で囲まれていることを特徴とする密封袋の製造装置。
【請求項8】
請求項5乃至請求項7のいずれかに記載の密封袋の製造装置において、流動体を充填した有底袋部の底側を重畳体の重畳方向に一対又は複数対の回転式又は固定式のローラで押圧することを特徴とする密封袋の製造装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2012−51580(P2012−51580A)
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願番号】特願2010−193289(P2010−193289)
【出願日】平成22年8月31日(2010.8.31)
【出願人】(000116297)ヱスビー食品株式会社 (40)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【出願人】(393027121)株式会社ファブリカトヤマ (27)
【Fターム(参考)】
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願日】平成22年8月31日(2010.8.31)
【出願人】(000116297)ヱスビー食品株式会社 (40)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【出願人】(393027121)株式会社ファブリカトヤマ (27)
【Fターム(参考)】
[ Back to top ]