
導電性フィルム及びその製造方法
【課題】結晶性樹脂で形成された薄肉フィルムであっても、導電性が高い薄肉導電性フィルムを提供する。
【解決手段】結晶性樹脂とカーボン系導電性フィラーとを含む導電性フィルムにおいて、前記結晶性樹脂とカーボン系導電性フィラーとの割合(重量比)を、前者/後者=90/10〜55/45に調整する。前記フィルムの厚みは5〜120μmであり、かつ体積固有抵抗率が0.1〜1500Ω・cmである。前記導電性フィルムは、25℃でテトラヒドロフラン中に24時間浸漬後の重量変化率の絶対値が10重量%以下である。前記カーボン系導電性フィラーとしては、導電性カーボンブラックを用いてもよい。前記結晶性樹脂としては、ポリプロピレン系樹脂及び/又はポリアミド系樹脂を用いてもよい。
【解決手段】結晶性樹脂とカーボン系導電性フィラーとを含む導電性フィルムにおいて、前記結晶性樹脂とカーボン系導電性フィラーとの割合(重量比)を、前者/後者=90/10〜55/45に調整する。前記フィルムの厚みは5〜120μmであり、かつ体積固有抵抗率が0.1〜1500Ω・cmである。前記導電性フィルムは、25℃でテトラヒドロフラン中に24時間浸漬後の重量変化率の絶対値が10重量%以下である。前記カーボン系導電性フィラーとしては、導電性カーボンブラックを用いてもよい。前記結晶性樹脂としては、ポリプロピレン系樹脂及び/又はポリアミド系樹脂を用いてもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子部品や半導体素子などに利用される導電性フィルム及びその製造方法に関する。
【背景技術】
【0002】
電子部品や半導体素子など、導電性が必要とされる各種分野において、成形性や可撓性に優れるため、樹脂で形成された導電性フィルムが使用されている。特に、近年、電子部品の小型化や薄肉化などに伴って、使用される導電性フィルムにも薄肉のフィルムが要求されている。例えば、リチウムイオン二次電池はEV(電気自動車)やHEV(ハイブリッド電気自動車)にも搭載されている。特に、集電体を介して正極と負極とを積層させるバイポーラ電池では、車内の限定されたスペースにおいて、多数枚の導電フィルムを集電体として積層させているため、薄肉かつ軽量で、高い導電性を有するフィルムが要求されている。
【0003】
薄肉導電性フィルムの製造方法としては、樹脂成分を良溶媒に溶解した後に導電性フィラーを添加し、基材上にキャストすることによりフィルム状に加工するキャスト法、導電性フィラーを分散させた熱可塑性樹脂を溶融押出や圧延などによりフィルム状に成形する熱成形法などが知られている。
【0004】
キャスト法により得られた導電性フィルムとして、WO98/40435号公報(特許文献1)には、熱可塑性エラストマーと、この熱可塑性エラストマー100重量部に対して5〜100重量部とを含有し、かつフィルム面に垂直な方向における体積抵抗値が0.1〜5Ω・cmである導電性エラストマーフィルムが開示されている。
【0005】
また、特開2011−6534号公報(特許文献2)には、環状オレフィン樹脂80〜55質量%と芳香族ビニル−共役ジエンブロック共重合体の水素添加物20〜45質量%とを含有する重合体成分100質量部と、導電性フィラー25〜60質量部とを含む導電性重合体フィルムが開示されている。
【0006】
しかし、キャスト法では、溶剤に溶解させる必要があるため、耐溶剤性の高いポリマー、例えば、結晶性樹脂をフィルム化できない。特に、リチウムイオン電池の集電体では、有機溶媒を含む電解液を使用するため、高い耐溶剤性が要求される。さらに、キャスト法では、ピンホール発生防止や塗膜の均質性を維持しながら溶剤を徐々に蒸発させる煩雑な工程を有するとともに、基板から薄肉導電性フィルムを傷つけずに剥離させる必要があり、生産性や簡便性が低い上に、得られた導電性薄膜フィルムに溶剤が残留する。
【0007】
一方、熱成形法として、特開2002−75052号公報(特許文献3)には、熱可塑性樹脂又は熱可塑性エラストマーを基質とし、融点が300℃以下の低融点金属、及び金属粉末を含み、かつ溶融時の溶融張力が0.3〜15gの導電性樹脂組成物を押出成形した導電性シートが開示されている。この文献の実施例では、熱可塑性樹脂又は熱可塑性エラストマーとしては、酸変性ポリオレフィンで構成された熱可塑性エラストマーが使用されている。
【0008】
また、特開2010−150435号公報(特許文献4)には、ポリオレフィン系樹脂1〜99質量部、水添熱可塑性エラストマー99〜1質量部及び導電性フィラー1〜100質量部を含み、体積固有抵抗値が103Ω・cm以下である導電性組成物を押出成形した導電性シートが開示されている。この文献の実施例では、ポリプロピレン系樹脂40〜80質量部に対して、水添スチレン−ブタジエンブロック共重合体60〜20質量部が配合されている。
【0009】
一般的に、導電性フィラーを含む樹脂組成物の押出成形により、薄肉フィルムを製造する場合、樹脂組成物中の導電性フィラーの割合を高くすると、樹脂組成物をフィルムに加工する際に必要な溶融張力が不足する。すなわち、樹脂(ポリマー)は、溶融時でもその分子間の絡み合いにより溶融粘度が高く、同時に溶融張力を有している。そのため、樹脂を加熱して押出成形によりフィルムに加工する場合、この溶融張力により押出成形の金型を出た溶融樹脂はフィルムの引き取りによる張力を受けても、破断やフィルム厚みの変動を抑制するのは容易である。これに対して、導電性フィラーは、樹脂と異なり分子間の絡み合いがなく、溶融張力を生じないため、樹脂組成物中の導電フィラーの割合を多くすると、押出し成形でフィルムを引取る際に破断や厚み変動が生じ易い。そこで、特許文献3及び4のように、非晶性熱可塑性エラストマーなどの弾性体の配合が必要となる。しかし、非晶性熱可塑性エラストマーやゴム成分を配合すると、樹脂組成物の耐溶剤性やガスバリア性が低下する。特に、リチウムイオン電池の集電体では、電解液の特性上、極めて高い耐溶剤性が要求されるが、このような用途での使用は困難である。
【0010】
また、特許文献3では、導電性フィラーとして、金属材料を用いるため、フィラーの比重が大きく、導電性フィラーの割合を高くすると、軽量性が低下する。
【0011】
特開2010−170833号公報(特許文献5)には、樹脂と導電材とを有する層を1層以上備えてなる構造であって、前記樹脂として、120℃以上の融点を有する結晶性樹脂を用いる双極型二次電池用集電体が開示されている。この文献には、集電体の厚さ方向(膜厚方向)の体積抵抗率が102Ω以下、好ましくは102〜10−5Ωの範囲が好ましいと記載されている。さらに、実施例では、ポリプロピレンなどの結晶性樹脂に10重量%濃度のケッチェンブラックを添加してペレットを調製した後、このペレットを圧延機で混練・圧延して厚み50μmの集電シートを製造している。得られた集電シートの厚み方向の電気抵抗は10〜100Ω(1cm厚み当たりの体積固有抵抗率に換算すると、2000〜20000Ω・cm)であり、耐薬品、酸素バリア性、耐熱プレス性が良好であり、リチウムイオン電池など二次電池の集電体として有用であることが記載されている。
【0012】
しかし、このような集電体であっても、混練・圧延処理で薄肉フィルムを製造しているため、導電性フィラーの含有量が少量に限定されるとともに、樹脂組成物中の導電性フィラーがネットワーク構造(アグリゲートによる二次構造)を形成できないためか、導電性が低い。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】WO98/40435号公報(特許請求の範囲)
【特許文献2】特開2011−6534号公報(特許請求の範囲)
【特許文献3】特開2002−75052号公報(特許請求の範囲、実施例)
【特許文献4】特開2010−150435号公報(特許請求の範囲、段落[0018][0019]、実施例)
【特許文献5】特開2010−170833号公報(特許請求の範囲、段落[0088]、実施例)
【発明の概要】
【発明が解決しようとする課題】
【0014】
従って、本発明の目的は、結晶性樹脂で形成され、かつ薄肉であっても、導電性が高い導電性フィルム及びその製造方法を提供することにある。
【0015】
本発明の他の目的は、エラストマーやゴム成分を実質的に含むことなく、薄肉で導電性が高い導電性フィルム及びその製造方法を提供することにある。
【0016】
本発明のさらに他の目的は、耐溶剤性及びガスバリア性が高い導電性フィルム及びその製造方法を提供することにある。
【0017】
本発明の別の目的は、高い導電性を有しているにも拘わらず、軽量性に優れた導電性フィルム及びその製造方法を提供することにある。
【課題を解決するための手段】
【0018】
本発明者は、前記課題を達成するため鋭意検討した結果、結晶性樹脂とカーボン系導電性フィラーとを含む組成物を、押出成形と延伸又は圧延処理とを組み合わせた特定の方法で成形することにより、結晶性樹脂で形成され、かつ薄肉であっても、導電性が高い新規な導電性フィルムが得られることを見出し、本発明を完成した。
【0019】
すなわち、本発明の導電性フィルムは、結晶性樹脂とカーボン系導電性フィラーとを含む導電性フィルムであって、下記特性(1)〜(4)を充足する。
【0020】
(1)結晶性樹脂とカーボン系導電性フィラーとの割合(重量比)が、前者/後者=90/10〜55/45である
(2)フィルムの厚みが5〜120μmである
(3)体積固有抵抗率が0.1〜1500Ω・cmである
(4)25℃でテトラヒドロフラン中に24時間浸漬後の重量変化率の絶対値が10重量%以下である。
【0021】
前記カーボン系導電性フィラーは導電性カーボンブラックであってもよい。前記結晶性樹脂はポリプロピレン系樹脂及び/又はポリアミド系樹脂であってもよい。前記ポリプロピレン系樹脂は、比重0.95以下であり、かつプロピレン単位を90モル%以上含んでいてもよい。前記ポリアミド系樹脂は、比重1.05以下の脂肪族ポリアミド系樹脂であってもよい。本発明の導電性フィルムは、結晶性樹脂がポリプロピレン系樹脂であり、かつフィルムの比重が0.95〜1.20程度であってもよい。本発明の導電性フィルムは、体積抵抗値が0.001〜5Ω程度であってもよい。本発明の導電性フィルムは、厚み変動比(最大厚み/最小厚み)が1.5以下であってもよい。本発明の導電性フィルムは、実質的にエラストマーを含んでいなくてもよい。
【0022】
本発明には、結晶性樹脂とカーボン系導電性フィラーとを押出成形して厚み120〜500μmのシートを成形する押出成形工程、及び結晶性樹脂の融点をmpとしたとき、(mp−40)℃〜(mp−5)℃の温度で、得られたシートを加熱しながら延伸又は圧延処理する延伸又は圧延工程を含む前記導電性フィルムの製造方法も含まれる。前記延伸又は圧延工程において、処理後の厚みを処理前の厚みの1/2〜1/5倍程度に延伸又は圧延してもよい。
【0023】
なお、本発明において、結晶性樹脂とカーボン系導電性フィラーとを含むフィルムが薄肉であっても高い導電性が発現するメカニズムは、次のように推定できる。
【0024】
まず、従来の押出成形による方法では、結晶性樹脂に多量の導電性フィラーを配合することで、厚みの大きいシートであれば、高い導電性を付与できる。従来の方法で導電性が発現するメカニズムは、溶融状態の結晶性樹脂と導電性フィラーとは比重差があるものの、通常、導電性フィラーが微粒子であるため、沈降せずに溶融した組成物全体に分散される。しかし、カーボン系導電性フィラーは微粒子であっても元々凝集し易い性質を有するため、アグリゲート又はストラクチャーと呼ばれる微粒子同士が凝集した枝葉状の構造を形成し易い。さらに、このアグリゲート同士が接触している高次構造が樹脂中にマトリックスとして形成され、導電性フィラーによる導電性がシートとして加工された後も発揮されると推定される。
【0025】
また、厚手のシートを溶融押出成形で形成する場合は、通常、溶融状態から固化が始まるスリット部において、スリットの幅を広く取るとか、シートの巻き取り速度を遅くするため、押し出し後の固化しだしたシートに掛かるせん断力がほとんど作用しないため、アグリゲートや高次構造が破壊され難く、厚肉であっても高い導電性を有するシートが形成されると推定できる。
【0026】
また、樹脂組成物に含まれる導電性フィラー量が多くなればなるほど、アグリゲート形成と、さらにアグリケート同士の高次構造の形成が促進されるため、厚みを薄くするために押出成形時に生じるせん断力が多少大きくなり、硬い結晶性樹脂中にあるアグリゲートやネットワーク構造が一部破壊されても、結果として樹脂組成物の導電性は高まることになる。ただし、導電性フィラー量が多くなると溶融張力が低下してシート加工が困難になることに加え、スリットの幅を狭めたり、シートの巻き取り速度を早くしてシート厚みを薄くすると、押出成形時に生じるせん断力が多少大きくなり、硬い結晶性樹脂中に存在するアグリゲートやネットワーク構造が大きく破壊されて、得られるシートの導電性は低下すると推定できる。
【0027】
従って、前述のように、従来の方法では、110μm以下程度の薄肉フィルムにおいては、硬い結晶性樹脂にエラストマーやゴムなどの軟質成分を加えることなく、導電性フィラーを含む高導電性フィルムを押出成形で製造することは困難であった。
【0028】
そこで、本発明者は、押出成形で得られた厚肉の導電性シートを延伸又は圧延処理により薄肉化することを試みた。その結果、厚肉の導電性シートを延伸又は圧延処理して薄肉化すると、薄肉化前の導電性シートと比べて、導電性が低下する傾向があった。この理由は、延伸又は圧延処理により、厚肉の導電性シートで形成されていたアグリゲートや高次構造が破壊されることにより、導電性が低下していると推定できる。これに対して、本発明者は、加熱温度を制御して延伸又は圧延することにより導電性の高い薄肉フィルムを製造することに成功したが、このメカニズムは、加熱温度の制御などにより、厚肉の導電性シートが伸ばされて変形する際の樹脂の流動性が制御された結果、アグリゲートや高次構造が破壊されずにほぼ維持されることにより、延伸又は圧延処理前の厚肉フィルムと同様の高い導電性が薄肉フィルムにおいて発現できたと推定できる。
【発明の効果】
【0029】
本発明では、薄肉のフィルム中に大量のカーボン系導電性フィラーが適度に凝集して存在するためか、結晶性樹脂で形成された薄肉フィルムの導電性を向上できる。また、エラストマーやゴム成分を実質的に含有させずに、導電性の高い薄肉フィルムを製造でき、このフィルムは耐溶剤及びガスバリア性も優れている。また、導電性フィラーがカーボン系であるため、高い導電性を有しているにも拘わらず、軽量性に優れている。特に、樹脂として比重が小さいポリプロピレン系樹脂やポリアミド系樹脂は軽量性に優れ、とりわけポリプロピレン系樹脂を用いると軽量化の効果が著しい。さらに、水分透過性もしくは吸水性が低いことが求められる用途においては、ポリプロピレン系樹脂がより好ましく用いられる。
【図面の簡単な説明】
【0030】
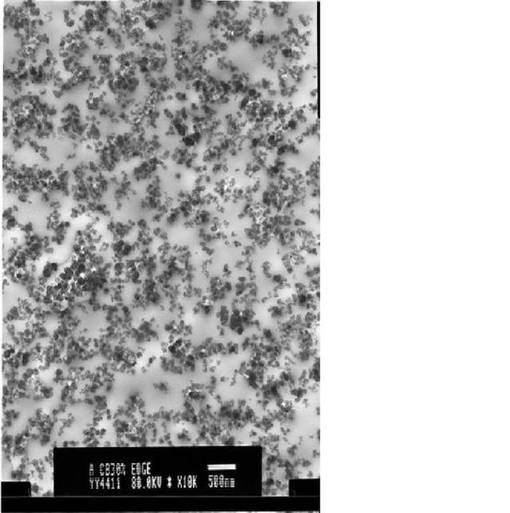
【図1】図1は、実施例1で得られた押出成形後の導電性シート断面の透過型電子顕微鏡(TEM)写真である。
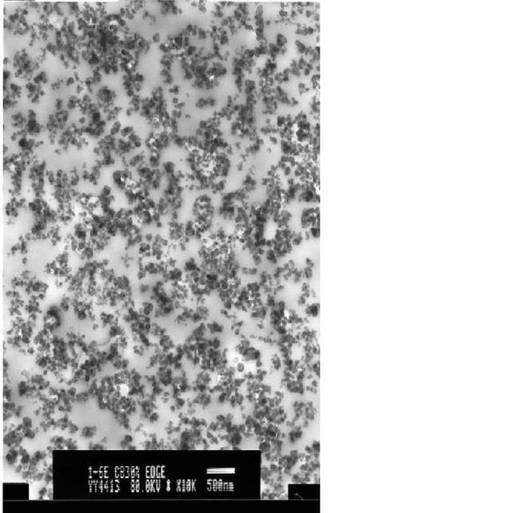
【図2】図2は、実施例1で得られた圧延後の導電性フィルム断面の透過型電子顕微鏡(TEM)写真である。
【発明を実施するための形態】
【0031】
[導電性フィルム]
本発明の導電性フィルムは、結晶性樹脂とカーボン系導電性フィラーとを含む。
【0032】
(結晶性樹脂)
結晶性樹脂としては、例えば、オレフィン系樹脂(高密度ポリエチレンなどのポリエチレン系樹脂、ポリプロピレン系樹脂など)、スチレン系樹脂(シンジオタクチックポリスチレンなど)、ポリアセタール系樹脂(ポリオキシメチレンなど)、ポリエステル系樹脂(ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリアルキレンアリレート、液晶ポリエステルなど)、ポリアミド系樹脂(脂肪族ポリアミドなど)、ポリフェニレンスルフィド系樹脂、ポリエーテルエーテルケトン、フッ素樹脂(ポリテトラフルオロエチレンなど)などが挙げられる。これらの結晶性樹脂は、単独で又は二種以上組み合わせて使用できる。
【0033】
これらの結晶性樹脂のうち、耐熱性や機械的特性などに優れる点から、ポリプロピレン系樹脂、ポリアミド系樹脂、ポリフェニレンスルフィド系樹脂、ポリエーテルエーテルケトンなどが好ましく、耐薬品性や成形性などに優れる点から、ポリプロピレン系樹脂、ポリアミド系樹脂が特に好ましい。
【0034】
(1)ポリプロピレン系樹脂
ポリプロピレン系樹脂は、プロピレンホモポリマー(プロピレン単独重合体)の他、プロピレンコポリマー(プロピレン系共重合体)であってもよい。コポリマーとしては、プロピレンとα−オレフィン類[例えば、エチレン、1−ブテン、2−ブテン、1−ペンテン、1−ヘキセン、3−メチルペンテン、4−メチルペンテン、4−メチル−1−ブテン、1−ヘキセン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセンなどのプロピレン以外のα−C2−16オレフィン(特にエチレンやブテンなどのα−C2−6オレフィン)など]との共重合体、例えば、プロピレン−エチレンランダム共重合体、プロピレン−ブテンランダム共重合体、プロピレン−エチレン−ブテンランダム三元共重合体などが挙げられる。本発明では、耐溶剤性や耐熱性などの点から、マレイン酸や(メタ)アクリル酸などの極性基を有する共重合性単位及び/又はスチレンなどの芳香族ビニル単位を実質的に含有しないのが好ましい。共重合体の形態としては、ブロック共重合、ランダム共重合、グラフト共重合などが挙げられる。
【0035】
共重合体において、プロピレンとα−オレフィン(特にエチレン)との割合(モル比)は、プロピレン/α−オレフィン=90/10〜100/0、好ましくは95/5〜100/0、さらに好ましくは99/1〜100/0程度である。α−オレフィンの割合が少なすぎると、結晶性が低下し、耐溶剤性や耐熱性が低下する。本発明では、ホモポリマーが好ましい。
【0036】
ポリプロピレン系樹脂は、アタクチック重合体であってもよいが、結晶性を向上できる点から、アイソタクチック、シンジオタクチックなどの立体規則性を有する構造が好ましく、アイソタクチック重合体が特に好ましい。
【0037】
さらに、ポリプロピレン系樹脂は、チーグラー触媒などを用いた重合体であってもよいが、低分子量のタック成分が少なくかつ分子量分布の狭い重合体が得られる点から、メタロセン触媒を用いたメタロセン系樹脂(特にメタロセン系共重合体)を少なくとも含むのが好ましい。
【0038】
ポリプロピレン系樹脂の比重は1.00以下(特に0.95以下)であり、例えば、0.80〜0.95、好ましくは0.85〜0.95、さらに好ましくは0.87〜0.93(特に0.89〜0.91)程度である。
【0039】
ポリプロピレン系樹脂の融点(示差走査熱量計DSCでの融解ピーク温度)は、例えば、100〜170℃程度の範囲から選択できるが、耐熱性の点から、例えば、110〜170℃、好ましくは120〜168℃、さらに好ましくは130〜166℃(特に160〜166℃)程度である。なお、本明細書では、ポリプロピレン系樹脂の融点は、導電性フィラーと溶融混合して調製されたペレットの状態で測定される。
【0040】
(2)ポリアミド系樹脂
ポリアミド系樹脂としては、例えば、ジアミンとジカルボン酸とを重縮合して得られるポリアミド、アミノカルボン酸を重縮合して得られるポリアミド、ラクタムを開環重合して得られるポリアミド、これらのモノマーを組み合わせて重合して得られるポリアミドなどが挙げられる。
【0041】
ジアミンとしては、例えば、トリメチレンジアミン、テトラメチレンジアミン、ペンタメチレンジアミン、ヘキサメチレンジアミン、2,2,4−トリメチルヘキサメチレンジアミン、2,4,4−トリメチルヘキサメチレンジアミン、オクタメチレンジアミン、ノナメチレンジアミンなどの脂肪族ジアミン;ビス(4−アミノシクロヘキシル)メタン、ビス(4−アミノ−3−メチルシクロヘキシル)メタンなどの脂環族ジアミンが挙げられる。また、フェニレンジアミン、メタキシリレンジアミンなどの芳香族ジアミンを併用してもよい。これらのジアミンは、単独で又は二種以上組み合わせて使用できる。
【0042】
ジカルボン酸としては、例えば、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、オクタデカン二酸などのC4−20脂肪族ジカルボン酸;二量体化脂肪酸(ダイマー酸);シクロヘキサン−1,4−ジカルボン酸やシクロヘキサン−1,3−ジカルボン酸などの脂環式ジカルボン酸;フタル酸、無水フタル酸、イソフタル酸やテレフタル酸、ナフタレンカルボン酸などの芳香族ジカルボン酸などが挙げられる。これらのジカルボン酸は、単独で又は二種以上組み合わせて使用できる。
【0043】
アミノカルボン酸としては、例えば、アミノヘプタン酸、アミノノナン酸、アミノウンデカン酸などのC4−20アミノカルボン酸が例示される。アミノカルボン酸も一種で又は二種以上組み合わせて使用できる。これらのアミノカルボン酸は、単独で又は二種以上組み合わせて使用できる。
【0044】
ラクタムとしては、例えば、ブチロラクタム、ビバロラクタム、カプロラクタム、カプリルラクタム、エナントラクタム、ウンデカノラクタム、ドデカラクタムなどのC4−20ラクタムが挙げられる。これらのラクタムは、単独で又は二種以上組み合わせて使用できる。
【0045】
ポリアミド系樹脂としては、ポリアミド46、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド11、ポリアミド12などの脂肪族ポリアミド、芳香族ジカルボン酸(例えば、テレフタル酸および/又はイソフタル酸)と脂肪族ジアミン(例えば、ヘキサメチレンジアミン、ノナメチレンジアミンなど)とから得られるポリアミド、芳香族及び脂肪族ジカルボン酸(例えば、テレフタル酸とアジピン酸)と脂肪族ジアミン(例えば、ヘキサメチレンジアミン)とから得られるポリアミドなどが挙げられる。これらのポリアミド系樹脂は、ホモポリアミドに限らずコポリアミドであってもよい。これらのポリアミド系樹脂は、単独で又は二種以上組み合わせて使用できる。
【0046】
これらのポリアミド系樹脂のうち、結晶性が高く、耐熱性に優れる点から、ポリアミド46、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド11、ポリアミド12などの脂肪族ポリアミドが好ましい。これらの脂肪族ポリアミドは、用途に応じて選択でき、耐熱性やガスバリア性が重要な用途など、結晶性を向上させる場合には、C2−12アルキレン鎖を有する脂肪族ポリアミド(特に、ポリアミド46やポリアミド66などのC3−8アルキレン鎖を有する脂肪族ポリアミド)が好ましい。また、成形性や耐溶剤性が重要な用途では、C8−16アルキレン鎖を有する脂肪族ポリアミド(特に、ポリアミド11やポリアミド12などのC10−14アルキレン鎖を有する脂肪族ポリアミド)が好ましい。
【0047】
ポリアミド系樹脂の比重は1.05以下であり、例えば、0.80〜1.04、さらに好ましくは0.90〜1.02程度である。
【0048】
ポリアミド系樹脂の融点(示差走査熱量計DSCでの融解ピーク温度)は、例えば、100〜250℃程度の範囲から選択できるが、耐熱性の点から、例えば、140〜220℃、好ましくは150〜200℃、さらに好ましくは160〜190℃(特に170〜180℃)程度である。なお、本明細書では、ポリアミド系樹脂の融点は、導電性フィラーと溶融混合して調製されたペレットの状態で測定される。
【0049】
これらの結晶性樹脂のうち、前記特性に加えて、耐薬品性、ガスバリア性、靱性、経済性にも優れる点から、ポリプロピレン系樹脂が特に好ましい。
【0050】
(カーボン系導電性フィラー)
カーボン系導電性フィラーとしては、例えば、人造黒鉛、膨張黒鉛、天然黒鉛、コークス、カーボンナノチューブ、導電性カーボンブラック、炭素繊維などが挙げられる。本発明では、導電性フィラーとして、カーボン系導電性フィラーを用いるため、金属フィラーに比べて軽量性に優れ、多量のフィラーを前記結晶性樹脂に配合しても、軽量性が大きく損なわれない。これらの導電性フィラーは、単独で又は二種以上組み合わせて使用できる。
【0051】
カーボン系導電性フィラー、とりわけナノレベルの粒子状フィラーの真比重を求めることは難しいものの、カーボン系導電性フィラーの比重としては2.5以下であり、例えば、0.30〜2.5、好ましくは0.45〜2.0、さらに好ましくは1.0〜2.0(特に1.4〜1.9)程度である。
【0052】
これらのカーボン系導電性フィラーの形状は、例えば、粒子状(粉末状)、板状(又は鱗片状)、繊維状、不定形状などが挙げられる。これらの形状のうち、略球状や多角体状などの粒子状が汎用される。
【0053】
本発明では、これらのカーボン系導電性フィラーのうち、導電性や軽量性などの点から、導電性カーボンブラックが好ましい。
【0054】
導電性カーボンブラックとしては、例えば、ファーネスブラック、チャンネルブラック、ガスブラック、アセチレンブラック、アークブラック、ケッチェンブラックなどが例示できる。これらの導電性カーボンブラックは、用途に応じて選択でき、例えば、油分の少ないアセチレンブラックを用いて難燃性を向上してもよく、中空シェル構造のケッチェンブラックを用いて軽量性を向上してもよい。
【0055】
これらの導電性カーボンブラックのうち、導電性などの点から、ファーネスブラック、ケッチェンブラック、アセチレンブラックなどが好ましい。さらに、これらの導電性カーボンブラックを組合せた導電性複合カーボンブラックでもよい。
【0056】
導電性カーボンブラックの市販品としては、ケッチェンブラック(ケッチェン・ブラック・インターナショナル(株)製「EC600JD」、「EC300J」)、ケッチェンブラック(ケッチェン・ブラック・インターナショナル(株)製「MBP1853」)、アセチレンブラック(電気化学工業(株)製「デンカブラックHS−100」)、ファーネスカーボンブラック(東海カーボン(株)製「トーカブラック#5500」、「トーカブラック#4300」や三菱化学(株)製「#3030B」、「#3400B」)など、粒子径や凝集性など各種特性が異なる導電性カーボンブラックが挙げられる。
【0057】
カーボン系導電性フィラー(例えば、導電性カーボンブラック)の平均一次粒径(透過型電子顕微鏡観察で得られる算出平均粒径)は、10μm以下程度の範囲から適宜選択できるが、薄肉フィルム中で分散させる点から、1μm以下が好ましく、さらにフィルムの平滑性、ピンホールや裂けを抑制できる点などから、例えば、1〜1000nm、好ましくは5〜100nm、さらに好ましくは10〜60nm(特に10〜50nm)程度である。
【0058】
本発明の導電性フィルムにおいて、カーボン系導電性フィラー(例えば、導電性カーボンブラック)は、このような一次粒径を有しているが、フィルム中の一次粒子は、凝集体(アグリゲート)をさらに形成していると推定できる。このアグリゲート構造は、薄肉フィルム中においても維持され、粒子間の接触点が多いネットワーク構造を形成し、フィルムの導電性を向上させていると推定できる。
【0059】
カーボン系導電性フィラー(例えば、導電性カーボンブラック)のDBP(ジブチルフタレート)吸油量(JIS K6221のA法)は、用途に応じて、10〜1000cm3/100g(例えば、30〜500cm3/100g)程度の範囲から選択でき、窒素吸着BET比表面積は20m2/g以上、好ましくは25m2/g以上(例えば、25〜2000m2/g)、さらに好ましくは30m2/g以上(例えば、30〜1500m2/g)程度の範囲から選択できる。
【0060】
結晶性樹脂とカーボン系導電性フィラーとの割合(重量比)が、前者/後者=90/10〜55/45であり、好ましくは85/15〜55/45、さらに好ましくは85/15〜60/40(特に80/20〜60/40)程度である。導電性フィラーの含有量が少なすぎると、薄肉の導電性フィルムの体積固有抵抗値が高くなり、逆に多すぎると、シート成形性やシート物性が低下する傾向がある。
【0061】
なお、中空構造やチューブ構造などの内部空隙又は空洞を有する特殊なフィラー(ケッチェンブラックなど)では、見掛け密度が小さいため、樹脂組成物に対する添加重量に対し、体積が大きくアグリゲート構造を形成し易い一方、混錬や溶融押出特性におけるフィラーの影響がより大きくなる。従って、少量の添加量でも組成物の真比重が低く、導電性が高いフィルムを得ることができるものの、組成物の加工性から添加重量の上限は、他の見かけ密度の大きなカーボン系フィラーに比べて低い傾向となる。また、内部空隙を実質的に有さないフィラー、例えば、アセチレンブラックなどに比べ、混錬、押出成形、延伸、圧延などの機械的なせん断力により空隙又は空洞を有する構造が破壊される傾向がある。そのため、内部に空隙又は空洞を有するフィラーを使用する場合は、各工程での条件に注意する必要がある。
【0062】
結晶性樹脂とカーボン系導電性フィラーとの割合は、カーボン系導電性フィラーの比重に応じて調整してもよく、ナノレベルの粒状カーボンブラックの真比重を求めることは難しいものの、例えば、比重が2.0〜1.7(特に1.9〜1.8)のフィラー(例えば、アセチレンブラック)の場合、結晶性樹脂/カーボン系導電性フィラー=80/20〜55/45、好ましくは75/25〜55/45、さらに好ましくは70/30〜60/40程度であってもよい。また、真比重が0.3〜1.6(特に0.4〜1.5)のフィラー(例えば、ケッチェンブラック)の場合、結晶性樹脂/カーボン系導電性フィラー=90/10〜70/30、好ましくは90/10〜80/20、さらに好ましくは90/10〜85/15程度であってもよい。
【0063】
さらに、カーボン系導電性フィラーは、前記の各特性を踏まえ、組成物の混錬から導電性フィルムを得るまでの加工可能な範囲内で、単独で又は2種以上を混合して組成物中の比率の選択を行い、組成に起因する諸物性、例えば体積固有低効率、比重などを、所望する導電性フィルムに付与してもよい。
【0064】
(他の添加剤)
本発明の導電性フィルムは、さらに慣用の添加剤、例えば、他の高分子(非晶性樹脂、非晶性エラストマー、結晶性エラストマー、ゴムなど)、可塑剤、他の導電性フィラー、導電性ポリマー、安定化剤(熱安定剤、紫外線吸収剤、光安定剤、酸化防止剤など)、分散剤、帯電防止剤、着色剤、潤滑剤、結晶核剤、難燃剤、難燃助剤、充填剤、耐衝撃改良剤、補強剤、発泡剤、抗菌剤などを含有していてもよい。これらの添加剤は、単独で又は二種以上組み合わせて使用できる。これらの添加剤の割合は、結晶性樹脂及びカーボン系導電性フィラーの合計100重量部に対して、例えば、10重量部以下、好ましくは0.01〜5重量部、さらに好ましくは0.05〜3重量部(特に0.1〜2重量部)程度である。
【0065】
本発明の導電性フィルムは、前記割合であれば、エラストマーやゴムなどの軟質成分を含有していてもよいが、エラストマーやゴムなどの軟質成分(特に非晶性エラストマーなどのエラストマー)を実質的に含有していなくてもよい。本発明では、軟質成分を含有することなく、樹脂成分として実質的に結晶性樹脂で形成されているにも拘わらず、薄肉で導電性の高いフィルムを調製できる。
【0066】
(導電性フィルムの特性)
本発明の導電性フィルムは、厚み120μm以下の薄肉フィルムである。詳しくは、導電性フィルムの厚みは、5〜120μm(例えば、5〜110μm)程度の範囲から選択でき、好ましくは10〜100μm、さらに好ましくは15〜80μm(特に20〜60μm)程度であり、通常、25〜50μm(例えば、30〜45μm)程度である。
【0067】
本発明の導電性フィルムは、厚みの均一性も高く、厚み変動比(最大厚み/最小厚み)が、例えば、1.5以下(例えば、1〜1.5)、好ましくは1.01〜1.4、さらに好ましくは1.03〜1.3(特に1.05〜1.25)程度であり、例えば、1.1〜1.2程度であってもよい。本発明の導電性フィルムは、均一な厚みを有するため、例えば、複数のフィルムを積層しても大きな空隙が生じることなく、密着性が高い上に、導電性の均一性及び安定性も高い。厚み変動比の測定方法は、後述する実施例に記載の方法で測定できる。
【0068】
本発明の導電性フィルムは、薄肉でありながら、高い導電性を有することを特徴とする。本発明の導電性フィルムの体積固有抵抗率は0.1〜1500Ω・cmであり、好ましくは1〜1000Ω・cm、さらに好ましくは2〜500Ω・cm(特に3〜100Ω・cm)程度であり、例えば、1〜50Ω・cm(特に2〜10Ω・cm)程度であってもよい。また、本発明の導電性フィルムの体積抵抗値は、例えば、0.001〜5Ω、好ましくは0.01〜3Ω、さらに好ましくは0.1〜1Ω程度である。
【0069】
本発明の導電性フィルムは、耐溶剤性にも優れており、25℃でテトラヒドロフラン中に24時間浸漬後の重量変化率の絶対値が10重量%以下であり、例えば、0.05〜8重量%、好ましくは0.5〜5.0重量%、さらに好ましくは0.5〜4.0重量%程度であり、高い耐溶剤性を要求される用途などでは、例えば、0.5〜3.0重量%、好ましくは0.5〜2.0重量%、さらに好ましくは0.5〜1.5重量%(特に0.5〜1.0重量%)程度であってもよい。
【0070】
本発明の導電性フィルムの比重は、例えば、0.75〜1.20、好ましくは0.80〜1.18、さらに好ましくは0.85〜1.15(特に0.90〜1.15)程度である。結晶性樹脂がポリプロピレン系樹脂である場合、フィルムの比重は、例えば、0.95〜1.2、好ましくは0.96〜1.18、さらに好ましくは0.97〜1.15(特に1.0〜1.1)程度であってもよい。
【0071】
[導電性フィルムの製造方法]
本発明の導電性フィルムの製造方法は、結晶性樹脂とカーボン系導電性フィラーとを押出成形して厚み120〜500μmのシートを成形する押出成形工程、及び結晶性樹脂の融点をmpとしたとき、(mp−40)℃〜(mp−5)℃の温度で、得られたシートを加熱しながら延伸又は圧延処理する延伸又は圧延工程を含む。
【0072】
本発明では、押出成形工程に供される結晶性樹脂とカーボン系導電性フィラーとは、予め溶融混練することによりペレットに調製してもよい。溶融混練の方法としては、慣用の方法、例えば、加圧ニーダー混錬機、バンバリーミキサー、ミキシングロールなどの混合機を用いる方法を利用できる。さらに、溶融混錬後にフィーダールーダーなどを用いてペレット化してもよい。本発明では、ペレット化することにより、シート加工の各工程間の調整などの作業性を向上できる。なお、溶融混錬の方法としては、各成分をヘンシェルミキサーやリボンミキサーで乾式混合し、単軸又は二軸押出機などを用いて溶融混錬とペレット化を同時に行ってもよい。
【0073】
(押出成形工程)
押出成形工程において、得られたペレット又は乾式混合物は、押出成形機(例えば、単軸又は二軸押出機など)やカレンダー成形機を使用してシート状に製造され、通常、ペレットを押出成形機内で溶融混練し、押出成形機の先端部の口金(ダイ)のスリットから押出すことにより成形される。前記口金(ダイ)は、インフレーション成形に利用されるリングダイであってもよいが、通常、マルチマニホールドダイなどのTダイまたはフラットダイなどが使用できる。さらに、押出成形されたシートは、冷却ロールにより冷却されて、シート巻き取り機に巻き取ることができる。
【0074】
押出成形の条件は、押出成形機や結晶性樹脂の種類などに応じて選択でき、成形温度は100〜280℃、好ましくは150〜260℃、さらに好ましくは180〜250℃程度である。冷却ロールによる冷却温度は、例えば、80〜200℃、好ましくは100〜180℃、さらに好ましくは120〜160℃程度である。また、押出しスリットのギャップ(クリアランス又は隙間)は、0.5〜2.0mm、好ましくは0.6〜1.5mm、さらに好ましくは0.7〜1.0mmである。引き取り速度(巻き取り速度)は、例えば、0.1〜70m/分、好ましくは0.5〜40m/分、さらに好ましくは1.5〜30m/分(特に2〜10m/分程度)である。
【0075】
本発明では、押出成形工程により、各樹脂組成物ごとに、120〜500μm、好ましくは130〜400μm、さらに好ましくは130〜300μm(特に130〜250μm)程度の厚みになるように、装置の特性に合わせた巻き取り速度で調整される。
【0076】
本発明では、押出成形により、一旦このような厚みにシートが調整されるが、この状態では、導電性フィラーは、シート中において適度に凝集(アグリゲート)してネットワーク構造を形成しているためか、高い導電性を示す。得られたシートの体積固有抵抗率は1000Ω・cm以下であり、好ましくは0.1〜500Ω・cm、さらに好ましくは0.2〜200Ω・cm(特に0.3〜100Ω・cm)程度である。
【0077】
(延伸又は圧延工程)
延伸又は圧延工程において、前記押出成形工程で得られたロール状シートは、巻き戻されて延伸又は圧延処理される。延伸又は圧延処理はシートを加熱した状態で処理されるが、本発明の方法では、前記押出成形工程で形成された導電性フィラーのネットワーク構造を延伸又は圧延工程で破壊しないために、延伸又は圧延処理における加熱温度を制御することを特徴とする。延伸又は圧延処理における加熱温度は、結晶性樹脂の融点をmpとしたとき、(mp−40)℃〜(mp−5)℃の温度範囲であり、好ましくは(mp−35)℃〜(mp−5)℃、さらに好ましくは(mp−30)℃〜(mp−10)℃[特に、(mp−30)℃〜(mp−15)℃]程度である。加熱温度が高すぎると、溶融したポリマーの分子鎖が導電性フィラーのネットワーク構造に進入するためか、導電性が低下する。また、ポリマーが軟化又は溶融し、回転ロールに密着したり、裂けて巻き取ることが困難になる傾向がある。一方、加熱温度が低すぎると、樹脂組成物に高い剪断力が負荷され、前記ネットワーク構造が破壊されるためか、導電性が低下する。また、ポリマーの流動性が低いため、シートが十分に薄肉化せず、裂け易くなる。これに対して、本発明の方法では、延伸又は圧延における加熱温度が適度な範囲に制御されているため、例えば、パンタグラフが畳まれるように前記ネットワーク構造が厚み方向に縮小するためか、延伸又は圧延処理後も高い導電性を維持できる。
【0078】
延伸又は圧延工程において、処理後の薄肉フィルムの厚みは、処理前のシートに対して、1/1.2〜1/10倍程度に調整してもよく、例えば、1/1.5〜1/8倍、好ましくは1/2〜1/5倍、さらに好ましくは1/2.5〜1/4.5倍程度に調整してもよい。
【0079】
延伸工程において、延伸処理は、一軸延伸であってもよく、二軸延伸であってもよい。また、二軸延伸は、同時二軸延伸であってもよく、逐次二軸延伸であってもよい。延伸倍率は、薄肉フィルムの厚みが前記範囲になるように調整すればよく、例えば、1.1〜10倍程度の範囲から選択でき、好ましくは1.5〜5倍、さらに好ましくは2〜5倍程度である。
【0080】
圧延工程において、圧延処理の負荷荷重は100kN以下程度から選択でき、例えば、0.1〜100kN、好ましくは0.5〜50kN、さらに好ましくは1〜30kN(特に2〜10kN)程度である。圧延処理圧が高くなると、肉厚シートに掛かるせん断力が大きくなるためか、薄肉フィルムの体積固有低効率が高くなる傾向があるため、加熱ロールからシートに掛かる荷重は小さいことが好ましい。
【0081】
また、圧延処理において、原反シートの供給速度より巻き取り機の巻き取り速度を早くすることにより、シートの縦方向に延伸処理を加えてもよい。供給速度に対する巻き速度の比率(巻き速度/供給速度)は、例えば、1〜10倍、好ましくは1.5〜8倍、さらに好ましくは2〜5倍(特に3〜4.5倍)程度である。この比率は、処理温度、負荷荷重に応じて、この範囲から選択でき、これらの条件を調整することにより、フィルムの厚みを調整してもよい。なお、圧延処理において、負荷荷重と前記速度比との関係は、フィルム厚みを均一にし、かつ導電性を向上できる点から、荷重を小さくして、前記速度比を大きくするのが好ましい。さらに、フィルム厚みを均一にし、かつ導電性を向上させる点から、荷重を負荷しない延伸処理であってもよい。特に、ケッチェンブラックなどの空洞構造を有する導電性フィラーでは、空洞構造の破壊を抑制できるためか、延伸又は圧延後も高い導電性を保持できる。
【0082】
さらに、延伸又は圧延工程において、加工性を向上させるために、シート表面に滑剤や離型剤を塗布してもよく、複数のロールを組み合わせてもよい。
【0083】
得られた薄肉導電性フィルムは、薄肉化されたフィルムの残留歪みを開放するために、慣用の方法によりアニール処理してもよい。アニール処理の温度としては、例えば、結晶性樹脂の融点をmpとしたとき、(mp−60)℃〜(mp−5)℃であり、好ましくは(mp−55)℃〜(mp−10)℃、さらに好ましくは(mp−50)℃〜(mp−20)℃程度である。
【実施例】
【0084】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例によって限定されるものではない。実施例及び比較例で用いた配合成分、実施例及び比較例で得られた導電性フィルム特性の評価は、以下の方法で測定した。
【0085】
[比重]
JIS K7112に準拠して、電子比重計(アルファ・ミラージュ(株)製「エレクトロニックデンソメーターSD−200L」)を用いて測定したサンプル密度より比重を求めた。なお、嵩高いサンプルなどにおいて、測定に適正なサンプル形状が得られない場合は、予め熱プレスで成形した後、サンプルを切り出した。
【0086】
[メルトフローレート(MFR)及びメルトテンション]
溶融混錬して調製した樹脂組成物(例えば、ペレット)のMFR(g/10分)は、JIS K7210に準拠し、キャピラリーレオメーター((株)東洋精機製作所製「キャピログラフ1D」)を用い、230℃、21.2N荷重の条件で測定を行った。また、同じ機器を用いて、上記組成物の200℃、240℃のメルトテンションの測定も行った。なお、測定条件は、押出し速度:0.05m/分、引っ張り速度:3m/分、キャピラリー径:2mmφ、ランド長:20mmでメルトテンションの測定を行った。
【0087】
[融点・ガラス転移温度]
溶融混錬して調製した樹脂組成物(例えば、ペレット)の融点(mp)及びガラス転移温度(Tm)を測定した。測定は、示差走査熱量計(DSC)(ティー・エイ・インスツルメント社製、商品名「Q2000」)を用いて、通常の熱分析法により行った。
【0088】
[シート又はフィルムの厚み及びその均一性]
マイクロメータ((株)ミツトヨ製「デジマチックマイクロメータMDC25MJ」)を用いて、フィルムの幅方向(TD)に25mm間隔をおいて10点以上の箇所で測定し、またフィルムの流れ方向(MD)で25mm間隔をおいて10点以上の箇所で測定し、計20点以上の測定値から算術平均値を求めた。同様に、厚みの均一性(又は安定性)は、フィルム中央で流れ方向(MD)の長さ1mを、50mm間隔で厚みを測定し、得られた測定値の最大5点の平均値と最小5点の平均値を、厚み変動比=(最大平均値/最小平均値)として算出した。この比が小さいほどフィルムの厚みが安定しているとした。
【0089】
[導電性(体積固有抵抗率)]
JIS K7194に準拠して、表面抵抗計(三菱化学(株)製、「ロレスタLoresta−GP」)を用いて表面抵抗率を測定し、体積抵抗率を求めた。
【0090】
[耐溶剤性]
フィルムを100mm×100mmにカットし、初期重量:A(mg)を測定した。次いで、25℃のテトラヒドロフラン(THF)中に、フィルムを完全に浸漬して24時間放置した後、取り出したフィルムの表面を拭き取り、再び重量:B(mg)を測定した。下記式に基づいて、重量変化率を算出した後、下記基準で評価した。
【0091】
重量変化率(%)=[(B−A)/A]×100(%)
◎:±1%未満
○:±1%以上±5%未満
△:±5%以上±10%未満
×:±10%以上。
【0092】
[MIT試験]
JIS P8115に規定されているMIT試験機による耐折試験法に従い、幅15mmの短冊を、通常、破断し易い方向であるフィルムの流れ方向(MD)に長くサンプリングしてMIT試験に供した。試験結果を下記基準で評価した。
【0093】
◎:破断までの回数が1000回以上
○:破断までの回数が100回以上1000回未満
△:破断までの回数が100回未満。
【0094】
[透過型電子顕微鏡(TEM)観察]
透過型電子顕微鏡(日本電子(株)製「JEM−1200EX」)を用い、加速電圧80kVで行った。またTEM観察用試料は、ウルトラミクロトーム(LEICAULTRCUT UCT,LEICA EM FCT,(株)ライカ製)及びダイヤモンドナイフ(Cryo dry,DiATOME製)を用い、厚み100nmの超薄切片を作製し、銅メッシュ上に載せ観察した。
【0095】
[配合成分]
ホモポリプロピレン(PP−1):(株)プライムポリマー製「E−100GPL」、MFR:0.9、比重0.900(密度より換算)
汎用ポリプロピレン(PP−2):日本ポリプロ(株)製「ノバテック(登録商標)EA9」、MFR:0.5、比重0.90〜0.91(密度より換算)
ホモポリプロピレン(PP−3):(株)プライムポリマー製「F744NP」、MFR:7.0、比重0.900(密度より換算)
ランダムポリプロピレン(PP−4):(株)プライムポリマー製「B221WA」、MFR:0.5、比重0.910(密度より換算)
ポリアミド12(PA12):ダイセルエボニック(株)製「L1901」、比重1.01。
【0096】
ポリオレフィンエラストマー(PPE−1):JSR(株)製「ダイナロン(登録商標)1320P」、水添スチレン・フタジエンゴム、スチレン含量10%、MFR:3.5,比重0.89
ポリオレフィンエラストマー(PPE−2):JSR(株)製「ダイナロン(登録商標)4600P」、スチレン−エチレン・ブチレン−エチレンブロック共重合体、スチレン含量10%、MFR:5.6、比重0.91
ポリオレフィンエラストマー(PPE−3):JSR(株)製「ダイナロン(登録商標)6200P」、エチレン−エチレン・ブチレン−エチレンブロック共重合体、スチレン含量0%、MFR:2.5、比重0.88。
【0097】
アセチレンブラック(CB−1):電気化学工業(株)製「デンカブラックHS−100」、平均一次粒経48nm、BET比表面積39m2/g、比重1.9
ファーネスブラック(CB−2):東海カーボン(株)製「トーカブラック♯5500」、平均一次粒径25nm、BET比表面積225m2/g、DBP吸油量155cm3/100g、比重1.8
ケッチェンブラック(CB−3):ケッチェン・ブラック・インターナショナル(株)製「EC600JD」、BET比表面積1270m2/g、DBP吸油量495cm3/100g
なお、ケッチェンブラックは特殊な構造からその平均一次粒経は、少なくとも真の平均粒子径が50nm以上、大きくとも100nm以下と推定できる。さらに、各フィラーの比重は熱プレス後の値であるため、やや大目に見積もられていると推定でき、特に、ケッチェンブラックは特殊な構造から、少なくとも0.36以上、大きくとも1.5以下の比重と推定できる。
【0098】
実施例1
樹脂成分としてホモポリプロピレン(PP−1)45重量部及びホモポリプロピレン(PP−3)25重量部、導電性フィラーとしてカーボンブラック(CB−1)40重量部を加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。このペレットの特性を測定すると、比重:1.07、融点(mp):166℃、ガラス転移温度(Tm):−22℃であった。
【0099】
また、MFRは0.31g/10分であり、メルトテンションは、200℃:41mN,240℃:28mNであった。
【0100】
得られたペレットをTダイ押出し成形機に供給し、押出しスリットのギャップ:0.8mmから押出温度:230℃でシート状に押出し、巻き取り速度2.7m/分で巻き取って、厚み131μmの導電性シートを得た。このシートの体積固有抵抗率は35Ω・cmであった。このシート断面のTEM写真を図1に示す。図1から明らかなように、このシートには、樹脂組成物中に存在するカーボンブラツク(黒色粒状)が凝集して形成したアグリゲート構造が形成されている。
【0101】
次いで、ロール状のシートを巻き戻しながら、表面温度140℃(熱延伸温度差=組成物融点−加熱ロール表面温度=−26℃)の二本の加熱ロールの間を、ロール荷重5kNにて、シートの両面から接触加熱しながら、送り速度1m/分、巻き取り速度2.8m/分で通過させることで熱延伸処理を行った。得られた導電性フィルムは、厚み44μmで体積固有抵抗率が53Ω・cmの導電性フィルムであり、厚み変動比、MIT試験、耐溶剤性試験の結果から、平滑で厚み変動がほとんど無く、良好な機械的物性を有し、耐溶剤性に優れた薄肉導電性フィルムであることが確認された。この導電性フィルム断面のTEM写真を図2に示す。図2から明らかなように、延伸前のアグリゲート構造が、熱延伸後も破壊されずに、保持されている。
【0102】
実施例2
樹脂成分としてランダムポリプロピレン(PP−4)70重量部、導電性フィラーとしてファーネスカーボンブラック(CB−2)30重量部を加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。このペレットの特性を測定すると、比重1.07、融点(mp)139℃、ガラス転移温度(Tm)−21℃であった。また、メルトフローレート(MFR)は、0.01g/10分であり、メルトテンションは、200℃:74mN,240℃:60mNであった。なお、測定温度を230℃から260℃に代えた時のメルトフローレート(MFR)は、0.08g/10分であった。
【0103】
得られたペレットをTダイ押出し成形機に供給し、実施例1と同じ条件でシート状に押出し、巻き取り速度1.6m/分で巻き取り機で巻き取って、厚み230μmの導電性シートを得た。このシートの体積固有抵抗率は12.0Ω・cmであった。
【0104】
次いで、ロール状のシートを巻き戻しながら、熱延伸温度差のみを−26℃から−9℃に代えた以外は、実施例1と同じ条件で熱延伸処理し、導電性フィルムを得た。
【0105】
実施例3
樹脂成分としてホモポリプロピレン(PP−1)68重量部、導電性フィラーとしてカーボンブラック(CB−1)32重量部を加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。このペレットの特性を測定すると、比重1.08、融点(mp)166℃、ガラス転移温度(Tm)−22℃であった。
【0106】
得られたペレットをTダイ押出し成形機に供給し、実施例1と同じ条件でシート状に押出し、巻き取り速度2.5m/分で巻き取って、厚み140μmの導電性シートを得た。このシートの体積固有抵抗率は8.0Ω・cmであった。
【0107】
次いで、ロール状のシートを巻き戻しながら、熱延伸温度差のみを−26℃から−25℃に代えた以外は、実施例1と同じ条件で熱延伸処理し、導電性フィルムを得た。
【0108】
実施例4〜10
樹脂成分及び導電性フィラーの種類及び組成比を表1に示す種類及び組成比に代えて、また溶融混合、押出成形によるシート加工は、安定してシートが得られる様に巻き取り速度を調整した以外は実施例1と同様に行い、導電性シートを得た。さらに、導電性シートを熱延伸処理する工程のフィルム加工条件(熱延伸温度差、加熱ロール加重、巻取り速度)を適宜調整して導電性フィルムを得た。
【0109】
実施例11
樹脂成分としてポリアミド12を88重量部、導電性フィラーとしてカーボンブラック(CB−1)を20重量部加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。このペレットの特性を測定すると、比重1.17、融点(mp)178℃、ガラス転移温度(Tm)50℃であった。
【0110】
得られたペレットをTダイ押出し成形機に供給し、押出しスリットのギャップ:0.8mmから押出温度:220℃でシート状に押し出し、巻き取り速度2.5m/分で巻き取って、厚み131μmの導電性シートを得た。このシートの体積固有抵抗率は35Ω・cmであった。
【0111】
次いで、ロール状のシートを巻き戻しながら、加熱ロールの表面温度150℃(熱延伸温度差=組成物融点−加熱ロール表面温度=−28℃)に代えた以外は、実施例1と同様にシートの両面から加熱しながら、熱延伸処理して導電性フィルムを得た。
【0112】
実施例12
組成比を表1に示す組成比に代え、巻き取り速度1.6m/分で巻き取った以外は実施例11と同様に押出し成型して、厚み205μmの導電性シートを得た。次いで、ロール状のシートを巻き戻しながら、加熱ロールの表面温度163℃(熱延伸温度差=組成物融点−加熱ロール表面温度=−15℃)、送り速度1m/分、巻き取り速度2.3m/分に代えた以外は、実施例11と同様にして導電性フィルムを得た。
【0113】
実施例13
樹脂成分としてホモポリプロピレン(PP−1)45重量部及びホモポリプロピレン(PP−3)25重量部、導電性フィラーとしてカーボンブラック(CB−1)40重量部を加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。このペレットの特性を測定すると、比重1.07、融点(mp)166℃、ガラス転移温度(Tm)−22℃であった。
【0114】
得られたペレットをTダイ押出し成形機に供給し、押出しスリットのギャップ:0.8mmから押出温度:230℃でシート状に押出し、巻き取り速度2.7m/分で巻き取って、厚み130μmの導電性シートを得た。このシートの体積固有抵抗率は30Ω・cmであった。
【0115】
次いで、ロール状のシートを巻き戻しながら、ロール荷重を30kNに代えた以外は実施例1と同様に熱延伸処理し、導電性フィルムを得た。
【0116】
実施例1〜13で得られた導電性フィルムの結果を表1に示す。
【0117】
【表1】

【0118】
表1の結果から明らかなように、実施例の導電性フィルムは、各種特性に優れている。
【0119】
比較例1
樹脂成分としてホモポリプロピレン(PP−1)50重量部、導電性フィラーとしてカーボンブラック(CB−1)50重量部を加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。このペレットをTダイ押出し成形機に供給し、押出温度230℃で押出成形を試みたが、シートが破断して押出成形は不可能であった。
【0120】
比較例2
樹脂成分としてホモポリプロピレン(PP−1)70重量部、導電性フィラーとしてカーボンブラック(CB−1)30重量部を加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。
【0121】
得られたペレットをTダイ押出し成形機に供給し、押出しスリットのギャップ:0.8mmから押出温度:230℃でシート状に押出し、巻き取り速度2.5m/分で巻き取って、厚み140μmの導電性シートを得た。このシートの体積固有抵抗率は8.0Ω・cmであった。
【0122】
次いで、ロール状のシートを巻き戻しながら、加熱ロールの表面温度163℃(熱延伸温度差=組成物融点−加熱ロール表面温度=−3℃)、ロール荷重5kNにて、シートの両面から加熱しながら、送り速度1.0m/分、巻き取り速度3.0m/分で熱延伸処理したが、シートがロールに張り付き、延伸処理が困難であった。
【0123】
比較例3及び4
樹脂成分及び導電性フィラーの種類及び組成比を表2に示す種類及び組成比に代えて、溶融混合、押出成形によるシート加工は実施例1と同様に行い、熱延伸によるフィルム加工条件を表2に示す条件に調整して導電性フィルムを得た。
【0124】
比較例5
樹脂成分としてホモポリプロピレン(PP−1)55重量部及びオレフィン系エラストマー(PPE−1)25重量部、導電性フィラーとしてケッチェンブラック(CB−3)30重量部を加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。
【0125】
得られたペレットをTダイ押出し成形機に供給し、押出しスリットのギャップ:0.8mmから押出温度:230℃でシート状に押出し、巻き取り速度4.5m/分で巻き取って、厚み80μmの導電性シートを得た。このシートは、延伸処理を行わずに、各種試験に供した。
【0126】
比較例6〜7
樹脂成分及び導電性フィラーの種類及び組成比を表2に示す種類及び組成比に代える以外は比較例5と同様にして導電性フィルムを得た。
【0127】
比較例8
樹脂成分及び導電性フィラーの種類及び組成比を表2に示す種類及び組成比に代えて、溶融混合、押出成形によるシート加工は実施例1と同様に行い、熱延伸によるフィルム加工条件を表2に示す条件に調整して導電性フィルムを得た。
【0128】
比較例1〜8で得られた導電性フィルムの結果を表2に示す。
【0129】
【表2】
【0130】
表2の結果から明らかなように、比較例の導電性フィルムは、製造が困難であるか、各種特性を充足していない。
【0131】
実施例14
実施例1〜7で得た導電性フィルムを、130℃で3分間、アニール処理を行い、その後140℃で3分間放置したが、導電性フィルムの寸法、厚み、厚み変動率、体積固有低効率等の物性値に変化は見らず、薄肉化処理で生じた歪は緩和されていた。
【0132】
実施例15
実施例1で得た導電性フィルムを、115℃で1時間、アニール処理を行い、その後140℃で3分間放置したところ、導電性フィルムの流れ方向(MD)及び幅方向(TD)で、それぞれ12%の縮みと3%の伸びが見られ、薄肉化処理で生じた歪はまだ緩和されていない傾向が見られた。
【産業上の利用可能性】
【0133】
本発明の薄肉導電性フィルムは、導電性及び耐溶剤性を要求される各種の分野に利用され、溶媒と接触する用途、例えば、半導体ウエハーの保存容器、ガソリンタンク、電子・電気機器や半導体製造工場における床材や壁材、各種の電池用部材などの材料として利用できる。また、優れた導電性から電極材などエネルギーデバイス用途にも有用である。これらのうち、薄肉で高い導電性を必要とされる点から、リチウムイオン電池などの二次電池の集電体として特に有用である。
【技術分野】
【0001】
本発明は、電子部品や半導体素子などに利用される導電性フィルム及びその製造方法に関する。
【背景技術】
【0002】
電子部品や半導体素子など、導電性が必要とされる各種分野において、成形性や可撓性に優れるため、樹脂で形成された導電性フィルムが使用されている。特に、近年、電子部品の小型化や薄肉化などに伴って、使用される導電性フィルムにも薄肉のフィルムが要求されている。例えば、リチウムイオン二次電池はEV(電気自動車)やHEV(ハイブリッド電気自動車)にも搭載されている。特に、集電体を介して正極と負極とを積層させるバイポーラ電池では、車内の限定されたスペースにおいて、多数枚の導電フィルムを集電体として積層させているため、薄肉かつ軽量で、高い導電性を有するフィルムが要求されている。
【0003】
薄肉導電性フィルムの製造方法としては、樹脂成分を良溶媒に溶解した後に導電性フィラーを添加し、基材上にキャストすることによりフィルム状に加工するキャスト法、導電性フィラーを分散させた熱可塑性樹脂を溶融押出や圧延などによりフィルム状に成形する熱成形法などが知られている。
【0004】
キャスト法により得られた導電性フィルムとして、WO98/40435号公報(特許文献1)には、熱可塑性エラストマーと、この熱可塑性エラストマー100重量部に対して5〜100重量部とを含有し、かつフィルム面に垂直な方向における体積抵抗値が0.1〜5Ω・cmである導電性エラストマーフィルムが開示されている。
【0005】
また、特開2011−6534号公報(特許文献2)には、環状オレフィン樹脂80〜55質量%と芳香族ビニル−共役ジエンブロック共重合体の水素添加物20〜45質量%とを含有する重合体成分100質量部と、導電性フィラー25〜60質量部とを含む導電性重合体フィルムが開示されている。
【0006】
しかし、キャスト法では、溶剤に溶解させる必要があるため、耐溶剤性の高いポリマー、例えば、結晶性樹脂をフィルム化できない。特に、リチウムイオン電池の集電体では、有機溶媒を含む電解液を使用するため、高い耐溶剤性が要求される。さらに、キャスト法では、ピンホール発生防止や塗膜の均質性を維持しながら溶剤を徐々に蒸発させる煩雑な工程を有するとともに、基板から薄肉導電性フィルムを傷つけずに剥離させる必要があり、生産性や簡便性が低い上に、得られた導電性薄膜フィルムに溶剤が残留する。
【0007】
一方、熱成形法として、特開2002−75052号公報(特許文献3)には、熱可塑性樹脂又は熱可塑性エラストマーを基質とし、融点が300℃以下の低融点金属、及び金属粉末を含み、かつ溶融時の溶融張力が0.3〜15gの導電性樹脂組成物を押出成形した導電性シートが開示されている。この文献の実施例では、熱可塑性樹脂又は熱可塑性エラストマーとしては、酸変性ポリオレフィンで構成された熱可塑性エラストマーが使用されている。
【0008】
また、特開2010−150435号公報(特許文献4)には、ポリオレフィン系樹脂1〜99質量部、水添熱可塑性エラストマー99〜1質量部及び導電性フィラー1〜100質量部を含み、体積固有抵抗値が103Ω・cm以下である導電性組成物を押出成形した導電性シートが開示されている。この文献の実施例では、ポリプロピレン系樹脂40〜80質量部に対して、水添スチレン−ブタジエンブロック共重合体60〜20質量部が配合されている。
【0009】
一般的に、導電性フィラーを含む樹脂組成物の押出成形により、薄肉フィルムを製造する場合、樹脂組成物中の導電性フィラーの割合を高くすると、樹脂組成物をフィルムに加工する際に必要な溶融張力が不足する。すなわち、樹脂(ポリマー)は、溶融時でもその分子間の絡み合いにより溶融粘度が高く、同時に溶融張力を有している。そのため、樹脂を加熱して押出成形によりフィルムに加工する場合、この溶融張力により押出成形の金型を出た溶融樹脂はフィルムの引き取りによる張力を受けても、破断やフィルム厚みの変動を抑制するのは容易である。これに対して、導電性フィラーは、樹脂と異なり分子間の絡み合いがなく、溶融張力を生じないため、樹脂組成物中の導電フィラーの割合を多くすると、押出し成形でフィルムを引取る際に破断や厚み変動が生じ易い。そこで、特許文献3及び4のように、非晶性熱可塑性エラストマーなどの弾性体の配合が必要となる。しかし、非晶性熱可塑性エラストマーやゴム成分を配合すると、樹脂組成物の耐溶剤性やガスバリア性が低下する。特に、リチウムイオン電池の集電体では、電解液の特性上、極めて高い耐溶剤性が要求されるが、このような用途での使用は困難である。
【0010】
また、特許文献3では、導電性フィラーとして、金属材料を用いるため、フィラーの比重が大きく、導電性フィラーの割合を高くすると、軽量性が低下する。
【0011】
特開2010−170833号公報(特許文献5)には、樹脂と導電材とを有する層を1層以上備えてなる構造であって、前記樹脂として、120℃以上の融点を有する結晶性樹脂を用いる双極型二次電池用集電体が開示されている。この文献には、集電体の厚さ方向(膜厚方向)の体積抵抗率が102Ω以下、好ましくは102〜10−5Ωの範囲が好ましいと記載されている。さらに、実施例では、ポリプロピレンなどの結晶性樹脂に10重量%濃度のケッチェンブラックを添加してペレットを調製した後、このペレットを圧延機で混練・圧延して厚み50μmの集電シートを製造している。得られた集電シートの厚み方向の電気抵抗は10〜100Ω(1cm厚み当たりの体積固有抵抗率に換算すると、2000〜20000Ω・cm)であり、耐薬品、酸素バリア性、耐熱プレス性が良好であり、リチウムイオン電池など二次電池の集電体として有用であることが記載されている。
【0012】
しかし、このような集電体であっても、混練・圧延処理で薄肉フィルムを製造しているため、導電性フィラーの含有量が少量に限定されるとともに、樹脂組成物中の導電性フィラーがネットワーク構造(アグリゲートによる二次構造)を形成できないためか、導電性が低い。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】WO98/40435号公報(特許請求の範囲)
【特許文献2】特開2011−6534号公報(特許請求の範囲)
【特許文献3】特開2002−75052号公報(特許請求の範囲、実施例)
【特許文献4】特開2010−150435号公報(特許請求の範囲、段落[0018][0019]、実施例)
【特許文献5】特開2010−170833号公報(特許請求の範囲、段落[0088]、実施例)
【発明の概要】
【発明が解決しようとする課題】
【0014】
従って、本発明の目的は、結晶性樹脂で形成され、かつ薄肉であっても、導電性が高い導電性フィルム及びその製造方法を提供することにある。
【0015】
本発明の他の目的は、エラストマーやゴム成分を実質的に含むことなく、薄肉で導電性が高い導電性フィルム及びその製造方法を提供することにある。
【0016】
本発明のさらに他の目的は、耐溶剤性及びガスバリア性が高い導電性フィルム及びその製造方法を提供することにある。
【0017】
本発明の別の目的は、高い導電性を有しているにも拘わらず、軽量性に優れた導電性フィルム及びその製造方法を提供することにある。
【課題を解決するための手段】
【0018】
本発明者は、前記課題を達成するため鋭意検討した結果、結晶性樹脂とカーボン系導電性フィラーとを含む組成物を、押出成形と延伸又は圧延処理とを組み合わせた特定の方法で成形することにより、結晶性樹脂で形成され、かつ薄肉であっても、導電性が高い新規な導電性フィルムが得られることを見出し、本発明を完成した。
【0019】
すなわち、本発明の導電性フィルムは、結晶性樹脂とカーボン系導電性フィラーとを含む導電性フィルムであって、下記特性(1)〜(4)を充足する。
【0020】
(1)結晶性樹脂とカーボン系導電性フィラーとの割合(重量比)が、前者/後者=90/10〜55/45である
(2)フィルムの厚みが5〜120μmである
(3)体積固有抵抗率が0.1〜1500Ω・cmである
(4)25℃でテトラヒドロフラン中に24時間浸漬後の重量変化率の絶対値が10重量%以下である。
【0021】
前記カーボン系導電性フィラーは導電性カーボンブラックであってもよい。前記結晶性樹脂はポリプロピレン系樹脂及び/又はポリアミド系樹脂であってもよい。前記ポリプロピレン系樹脂は、比重0.95以下であり、かつプロピレン単位を90モル%以上含んでいてもよい。前記ポリアミド系樹脂は、比重1.05以下の脂肪族ポリアミド系樹脂であってもよい。本発明の導電性フィルムは、結晶性樹脂がポリプロピレン系樹脂であり、かつフィルムの比重が0.95〜1.20程度であってもよい。本発明の導電性フィルムは、体積抵抗値が0.001〜5Ω程度であってもよい。本発明の導電性フィルムは、厚み変動比(最大厚み/最小厚み)が1.5以下であってもよい。本発明の導電性フィルムは、実質的にエラストマーを含んでいなくてもよい。
【0022】
本発明には、結晶性樹脂とカーボン系導電性フィラーとを押出成形して厚み120〜500μmのシートを成形する押出成形工程、及び結晶性樹脂の融点をmpとしたとき、(mp−40)℃〜(mp−5)℃の温度で、得られたシートを加熱しながら延伸又は圧延処理する延伸又は圧延工程を含む前記導電性フィルムの製造方法も含まれる。前記延伸又は圧延工程において、処理後の厚みを処理前の厚みの1/2〜1/5倍程度に延伸又は圧延してもよい。
【0023】
なお、本発明において、結晶性樹脂とカーボン系導電性フィラーとを含むフィルムが薄肉であっても高い導電性が発現するメカニズムは、次のように推定できる。
【0024】
まず、従来の押出成形による方法では、結晶性樹脂に多量の導電性フィラーを配合することで、厚みの大きいシートであれば、高い導電性を付与できる。従来の方法で導電性が発現するメカニズムは、溶融状態の結晶性樹脂と導電性フィラーとは比重差があるものの、通常、導電性フィラーが微粒子であるため、沈降せずに溶融した組成物全体に分散される。しかし、カーボン系導電性フィラーは微粒子であっても元々凝集し易い性質を有するため、アグリゲート又はストラクチャーと呼ばれる微粒子同士が凝集した枝葉状の構造を形成し易い。さらに、このアグリゲート同士が接触している高次構造が樹脂中にマトリックスとして形成され、導電性フィラーによる導電性がシートとして加工された後も発揮されると推定される。
【0025】
また、厚手のシートを溶融押出成形で形成する場合は、通常、溶融状態から固化が始まるスリット部において、スリットの幅を広く取るとか、シートの巻き取り速度を遅くするため、押し出し後の固化しだしたシートに掛かるせん断力がほとんど作用しないため、アグリゲートや高次構造が破壊され難く、厚肉であっても高い導電性を有するシートが形成されると推定できる。
【0026】
また、樹脂組成物に含まれる導電性フィラー量が多くなればなるほど、アグリゲート形成と、さらにアグリケート同士の高次構造の形成が促進されるため、厚みを薄くするために押出成形時に生じるせん断力が多少大きくなり、硬い結晶性樹脂中にあるアグリゲートやネットワーク構造が一部破壊されても、結果として樹脂組成物の導電性は高まることになる。ただし、導電性フィラー量が多くなると溶融張力が低下してシート加工が困難になることに加え、スリットの幅を狭めたり、シートの巻き取り速度を早くしてシート厚みを薄くすると、押出成形時に生じるせん断力が多少大きくなり、硬い結晶性樹脂中に存在するアグリゲートやネットワーク構造が大きく破壊されて、得られるシートの導電性は低下すると推定できる。
【0027】
従って、前述のように、従来の方法では、110μm以下程度の薄肉フィルムにおいては、硬い結晶性樹脂にエラストマーやゴムなどの軟質成分を加えることなく、導電性フィラーを含む高導電性フィルムを押出成形で製造することは困難であった。
【0028】
そこで、本発明者は、押出成形で得られた厚肉の導電性シートを延伸又は圧延処理により薄肉化することを試みた。その結果、厚肉の導電性シートを延伸又は圧延処理して薄肉化すると、薄肉化前の導電性シートと比べて、導電性が低下する傾向があった。この理由は、延伸又は圧延処理により、厚肉の導電性シートで形成されていたアグリゲートや高次構造が破壊されることにより、導電性が低下していると推定できる。これに対して、本発明者は、加熱温度を制御して延伸又は圧延することにより導電性の高い薄肉フィルムを製造することに成功したが、このメカニズムは、加熱温度の制御などにより、厚肉の導電性シートが伸ばされて変形する際の樹脂の流動性が制御された結果、アグリゲートや高次構造が破壊されずにほぼ維持されることにより、延伸又は圧延処理前の厚肉フィルムと同様の高い導電性が薄肉フィルムにおいて発現できたと推定できる。
【発明の効果】
【0029】
本発明では、薄肉のフィルム中に大量のカーボン系導電性フィラーが適度に凝集して存在するためか、結晶性樹脂で形成された薄肉フィルムの導電性を向上できる。また、エラストマーやゴム成分を実質的に含有させずに、導電性の高い薄肉フィルムを製造でき、このフィルムは耐溶剤及びガスバリア性も優れている。また、導電性フィラーがカーボン系であるため、高い導電性を有しているにも拘わらず、軽量性に優れている。特に、樹脂として比重が小さいポリプロピレン系樹脂やポリアミド系樹脂は軽量性に優れ、とりわけポリプロピレン系樹脂を用いると軽量化の効果が著しい。さらに、水分透過性もしくは吸水性が低いことが求められる用途においては、ポリプロピレン系樹脂がより好ましく用いられる。
【図面の簡単な説明】
【0030】
【図1】図1は、実施例1で得られた押出成形後の導電性シート断面の透過型電子顕微鏡(TEM)写真である。
【図2】図2は、実施例1で得られた圧延後の導電性フィルム断面の透過型電子顕微鏡(TEM)写真である。
【発明を実施するための形態】
【0031】
[導電性フィルム]
本発明の導電性フィルムは、結晶性樹脂とカーボン系導電性フィラーとを含む。
【0032】
(結晶性樹脂)
結晶性樹脂としては、例えば、オレフィン系樹脂(高密度ポリエチレンなどのポリエチレン系樹脂、ポリプロピレン系樹脂など)、スチレン系樹脂(シンジオタクチックポリスチレンなど)、ポリアセタール系樹脂(ポリオキシメチレンなど)、ポリエステル系樹脂(ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリアルキレンアリレート、液晶ポリエステルなど)、ポリアミド系樹脂(脂肪族ポリアミドなど)、ポリフェニレンスルフィド系樹脂、ポリエーテルエーテルケトン、フッ素樹脂(ポリテトラフルオロエチレンなど)などが挙げられる。これらの結晶性樹脂は、単独で又は二種以上組み合わせて使用できる。
【0033】
これらの結晶性樹脂のうち、耐熱性や機械的特性などに優れる点から、ポリプロピレン系樹脂、ポリアミド系樹脂、ポリフェニレンスルフィド系樹脂、ポリエーテルエーテルケトンなどが好ましく、耐薬品性や成形性などに優れる点から、ポリプロピレン系樹脂、ポリアミド系樹脂が特に好ましい。
【0034】
(1)ポリプロピレン系樹脂
ポリプロピレン系樹脂は、プロピレンホモポリマー(プロピレン単独重合体)の他、プロピレンコポリマー(プロピレン系共重合体)であってもよい。コポリマーとしては、プロピレンとα−オレフィン類[例えば、エチレン、1−ブテン、2−ブテン、1−ペンテン、1−ヘキセン、3−メチルペンテン、4−メチルペンテン、4−メチル−1−ブテン、1−ヘキセン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセンなどのプロピレン以外のα−C2−16オレフィン(特にエチレンやブテンなどのα−C2−6オレフィン)など]との共重合体、例えば、プロピレン−エチレンランダム共重合体、プロピレン−ブテンランダム共重合体、プロピレン−エチレン−ブテンランダム三元共重合体などが挙げられる。本発明では、耐溶剤性や耐熱性などの点から、マレイン酸や(メタ)アクリル酸などの極性基を有する共重合性単位及び/又はスチレンなどの芳香族ビニル単位を実質的に含有しないのが好ましい。共重合体の形態としては、ブロック共重合、ランダム共重合、グラフト共重合などが挙げられる。
【0035】
共重合体において、プロピレンとα−オレフィン(特にエチレン)との割合(モル比)は、プロピレン/α−オレフィン=90/10〜100/0、好ましくは95/5〜100/0、さらに好ましくは99/1〜100/0程度である。α−オレフィンの割合が少なすぎると、結晶性が低下し、耐溶剤性や耐熱性が低下する。本発明では、ホモポリマーが好ましい。
【0036】
ポリプロピレン系樹脂は、アタクチック重合体であってもよいが、結晶性を向上できる点から、アイソタクチック、シンジオタクチックなどの立体規則性を有する構造が好ましく、アイソタクチック重合体が特に好ましい。
【0037】
さらに、ポリプロピレン系樹脂は、チーグラー触媒などを用いた重合体であってもよいが、低分子量のタック成分が少なくかつ分子量分布の狭い重合体が得られる点から、メタロセン触媒を用いたメタロセン系樹脂(特にメタロセン系共重合体)を少なくとも含むのが好ましい。
【0038】
ポリプロピレン系樹脂の比重は1.00以下(特に0.95以下)であり、例えば、0.80〜0.95、好ましくは0.85〜0.95、さらに好ましくは0.87〜0.93(特に0.89〜0.91)程度である。
【0039】
ポリプロピレン系樹脂の融点(示差走査熱量計DSCでの融解ピーク温度)は、例えば、100〜170℃程度の範囲から選択できるが、耐熱性の点から、例えば、110〜170℃、好ましくは120〜168℃、さらに好ましくは130〜166℃(特に160〜166℃)程度である。なお、本明細書では、ポリプロピレン系樹脂の融点は、導電性フィラーと溶融混合して調製されたペレットの状態で測定される。
【0040】
(2)ポリアミド系樹脂
ポリアミド系樹脂としては、例えば、ジアミンとジカルボン酸とを重縮合して得られるポリアミド、アミノカルボン酸を重縮合して得られるポリアミド、ラクタムを開環重合して得られるポリアミド、これらのモノマーを組み合わせて重合して得られるポリアミドなどが挙げられる。
【0041】
ジアミンとしては、例えば、トリメチレンジアミン、テトラメチレンジアミン、ペンタメチレンジアミン、ヘキサメチレンジアミン、2,2,4−トリメチルヘキサメチレンジアミン、2,4,4−トリメチルヘキサメチレンジアミン、オクタメチレンジアミン、ノナメチレンジアミンなどの脂肪族ジアミン;ビス(4−アミノシクロヘキシル)メタン、ビス(4−アミノ−3−メチルシクロヘキシル)メタンなどの脂環族ジアミンが挙げられる。また、フェニレンジアミン、メタキシリレンジアミンなどの芳香族ジアミンを併用してもよい。これらのジアミンは、単独で又は二種以上組み合わせて使用できる。
【0042】
ジカルボン酸としては、例えば、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、オクタデカン二酸などのC4−20脂肪族ジカルボン酸;二量体化脂肪酸(ダイマー酸);シクロヘキサン−1,4−ジカルボン酸やシクロヘキサン−1,3−ジカルボン酸などの脂環式ジカルボン酸;フタル酸、無水フタル酸、イソフタル酸やテレフタル酸、ナフタレンカルボン酸などの芳香族ジカルボン酸などが挙げられる。これらのジカルボン酸は、単独で又は二種以上組み合わせて使用できる。
【0043】
アミノカルボン酸としては、例えば、アミノヘプタン酸、アミノノナン酸、アミノウンデカン酸などのC4−20アミノカルボン酸が例示される。アミノカルボン酸も一種で又は二種以上組み合わせて使用できる。これらのアミノカルボン酸は、単独で又は二種以上組み合わせて使用できる。
【0044】
ラクタムとしては、例えば、ブチロラクタム、ビバロラクタム、カプロラクタム、カプリルラクタム、エナントラクタム、ウンデカノラクタム、ドデカラクタムなどのC4−20ラクタムが挙げられる。これらのラクタムは、単独で又は二種以上組み合わせて使用できる。
【0045】
ポリアミド系樹脂としては、ポリアミド46、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド11、ポリアミド12などの脂肪族ポリアミド、芳香族ジカルボン酸(例えば、テレフタル酸および/又はイソフタル酸)と脂肪族ジアミン(例えば、ヘキサメチレンジアミン、ノナメチレンジアミンなど)とから得られるポリアミド、芳香族及び脂肪族ジカルボン酸(例えば、テレフタル酸とアジピン酸)と脂肪族ジアミン(例えば、ヘキサメチレンジアミン)とから得られるポリアミドなどが挙げられる。これらのポリアミド系樹脂は、ホモポリアミドに限らずコポリアミドであってもよい。これらのポリアミド系樹脂は、単独で又は二種以上組み合わせて使用できる。
【0046】
これらのポリアミド系樹脂のうち、結晶性が高く、耐熱性に優れる点から、ポリアミド46、ポリアミド6、ポリアミド66、ポリアミド610、ポリアミド612、ポリアミド11、ポリアミド12などの脂肪族ポリアミドが好ましい。これらの脂肪族ポリアミドは、用途に応じて選択でき、耐熱性やガスバリア性が重要な用途など、結晶性を向上させる場合には、C2−12アルキレン鎖を有する脂肪族ポリアミド(特に、ポリアミド46やポリアミド66などのC3−8アルキレン鎖を有する脂肪族ポリアミド)が好ましい。また、成形性や耐溶剤性が重要な用途では、C8−16アルキレン鎖を有する脂肪族ポリアミド(特に、ポリアミド11やポリアミド12などのC10−14アルキレン鎖を有する脂肪族ポリアミド)が好ましい。
【0047】
ポリアミド系樹脂の比重は1.05以下であり、例えば、0.80〜1.04、さらに好ましくは0.90〜1.02程度である。
【0048】
ポリアミド系樹脂の融点(示差走査熱量計DSCでの融解ピーク温度)は、例えば、100〜250℃程度の範囲から選択できるが、耐熱性の点から、例えば、140〜220℃、好ましくは150〜200℃、さらに好ましくは160〜190℃(特に170〜180℃)程度である。なお、本明細書では、ポリアミド系樹脂の融点は、導電性フィラーと溶融混合して調製されたペレットの状態で測定される。
【0049】
これらの結晶性樹脂のうち、前記特性に加えて、耐薬品性、ガスバリア性、靱性、経済性にも優れる点から、ポリプロピレン系樹脂が特に好ましい。
【0050】
(カーボン系導電性フィラー)
カーボン系導電性フィラーとしては、例えば、人造黒鉛、膨張黒鉛、天然黒鉛、コークス、カーボンナノチューブ、導電性カーボンブラック、炭素繊維などが挙げられる。本発明では、導電性フィラーとして、カーボン系導電性フィラーを用いるため、金属フィラーに比べて軽量性に優れ、多量のフィラーを前記結晶性樹脂に配合しても、軽量性が大きく損なわれない。これらの導電性フィラーは、単独で又は二種以上組み合わせて使用できる。
【0051】
カーボン系導電性フィラー、とりわけナノレベルの粒子状フィラーの真比重を求めることは難しいものの、カーボン系導電性フィラーの比重としては2.5以下であり、例えば、0.30〜2.5、好ましくは0.45〜2.0、さらに好ましくは1.0〜2.0(特に1.4〜1.9)程度である。
【0052】
これらのカーボン系導電性フィラーの形状は、例えば、粒子状(粉末状)、板状(又は鱗片状)、繊維状、不定形状などが挙げられる。これらの形状のうち、略球状や多角体状などの粒子状が汎用される。
【0053】
本発明では、これらのカーボン系導電性フィラーのうち、導電性や軽量性などの点から、導電性カーボンブラックが好ましい。
【0054】
導電性カーボンブラックとしては、例えば、ファーネスブラック、チャンネルブラック、ガスブラック、アセチレンブラック、アークブラック、ケッチェンブラックなどが例示できる。これらの導電性カーボンブラックは、用途に応じて選択でき、例えば、油分の少ないアセチレンブラックを用いて難燃性を向上してもよく、中空シェル構造のケッチェンブラックを用いて軽量性を向上してもよい。
【0055】
これらの導電性カーボンブラックのうち、導電性などの点から、ファーネスブラック、ケッチェンブラック、アセチレンブラックなどが好ましい。さらに、これらの導電性カーボンブラックを組合せた導電性複合カーボンブラックでもよい。
【0056】
導電性カーボンブラックの市販品としては、ケッチェンブラック(ケッチェン・ブラック・インターナショナル(株)製「EC600JD」、「EC300J」)、ケッチェンブラック(ケッチェン・ブラック・インターナショナル(株)製「MBP1853」)、アセチレンブラック(電気化学工業(株)製「デンカブラックHS−100」)、ファーネスカーボンブラック(東海カーボン(株)製「トーカブラック#5500」、「トーカブラック#4300」や三菱化学(株)製「#3030B」、「#3400B」)など、粒子径や凝集性など各種特性が異なる導電性カーボンブラックが挙げられる。
【0057】
カーボン系導電性フィラー(例えば、導電性カーボンブラック)の平均一次粒径(透過型電子顕微鏡観察で得られる算出平均粒径)は、10μm以下程度の範囲から適宜選択できるが、薄肉フィルム中で分散させる点から、1μm以下が好ましく、さらにフィルムの平滑性、ピンホールや裂けを抑制できる点などから、例えば、1〜1000nm、好ましくは5〜100nm、さらに好ましくは10〜60nm(特に10〜50nm)程度である。
【0058】
本発明の導電性フィルムにおいて、カーボン系導電性フィラー(例えば、導電性カーボンブラック)は、このような一次粒径を有しているが、フィルム中の一次粒子は、凝集体(アグリゲート)をさらに形成していると推定できる。このアグリゲート構造は、薄肉フィルム中においても維持され、粒子間の接触点が多いネットワーク構造を形成し、フィルムの導電性を向上させていると推定できる。
【0059】
カーボン系導電性フィラー(例えば、導電性カーボンブラック)のDBP(ジブチルフタレート)吸油量(JIS K6221のA法)は、用途に応じて、10〜1000cm3/100g(例えば、30〜500cm3/100g)程度の範囲から選択でき、窒素吸着BET比表面積は20m2/g以上、好ましくは25m2/g以上(例えば、25〜2000m2/g)、さらに好ましくは30m2/g以上(例えば、30〜1500m2/g)程度の範囲から選択できる。
【0060】
結晶性樹脂とカーボン系導電性フィラーとの割合(重量比)が、前者/後者=90/10〜55/45であり、好ましくは85/15〜55/45、さらに好ましくは85/15〜60/40(特に80/20〜60/40)程度である。導電性フィラーの含有量が少なすぎると、薄肉の導電性フィルムの体積固有抵抗値が高くなり、逆に多すぎると、シート成形性やシート物性が低下する傾向がある。
【0061】
なお、中空構造やチューブ構造などの内部空隙又は空洞を有する特殊なフィラー(ケッチェンブラックなど)では、見掛け密度が小さいため、樹脂組成物に対する添加重量に対し、体積が大きくアグリゲート構造を形成し易い一方、混錬や溶融押出特性におけるフィラーの影響がより大きくなる。従って、少量の添加量でも組成物の真比重が低く、導電性が高いフィルムを得ることができるものの、組成物の加工性から添加重量の上限は、他の見かけ密度の大きなカーボン系フィラーに比べて低い傾向となる。また、内部空隙を実質的に有さないフィラー、例えば、アセチレンブラックなどに比べ、混錬、押出成形、延伸、圧延などの機械的なせん断力により空隙又は空洞を有する構造が破壊される傾向がある。そのため、内部に空隙又は空洞を有するフィラーを使用する場合は、各工程での条件に注意する必要がある。
【0062】
結晶性樹脂とカーボン系導電性フィラーとの割合は、カーボン系導電性フィラーの比重に応じて調整してもよく、ナノレベルの粒状カーボンブラックの真比重を求めることは難しいものの、例えば、比重が2.0〜1.7(特に1.9〜1.8)のフィラー(例えば、アセチレンブラック)の場合、結晶性樹脂/カーボン系導電性フィラー=80/20〜55/45、好ましくは75/25〜55/45、さらに好ましくは70/30〜60/40程度であってもよい。また、真比重が0.3〜1.6(特に0.4〜1.5)のフィラー(例えば、ケッチェンブラック)の場合、結晶性樹脂/カーボン系導電性フィラー=90/10〜70/30、好ましくは90/10〜80/20、さらに好ましくは90/10〜85/15程度であってもよい。
【0063】
さらに、カーボン系導電性フィラーは、前記の各特性を踏まえ、組成物の混錬から導電性フィルムを得るまでの加工可能な範囲内で、単独で又は2種以上を混合して組成物中の比率の選択を行い、組成に起因する諸物性、例えば体積固有低効率、比重などを、所望する導電性フィルムに付与してもよい。
【0064】
(他の添加剤)
本発明の導電性フィルムは、さらに慣用の添加剤、例えば、他の高分子(非晶性樹脂、非晶性エラストマー、結晶性エラストマー、ゴムなど)、可塑剤、他の導電性フィラー、導電性ポリマー、安定化剤(熱安定剤、紫外線吸収剤、光安定剤、酸化防止剤など)、分散剤、帯電防止剤、着色剤、潤滑剤、結晶核剤、難燃剤、難燃助剤、充填剤、耐衝撃改良剤、補強剤、発泡剤、抗菌剤などを含有していてもよい。これらの添加剤は、単独で又は二種以上組み合わせて使用できる。これらの添加剤の割合は、結晶性樹脂及びカーボン系導電性フィラーの合計100重量部に対して、例えば、10重量部以下、好ましくは0.01〜5重量部、さらに好ましくは0.05〜3重量部(特に0.1〜2重量部)程度である。
【0065】
本発明の導電性フィルムは、前記割合であれば、エラストマーやゴムなどの軟質成分を含有していてもよいが、エラストマーやゴムなどの軟質成分(特に非晶性エラストマーなどのエラストマー)を実質的に含有していなくてもよい。本発明では、軟質成分を含有することなく、樹脂成分として実質的に結晶性樹脂で形成されているにも拘わらず、薄肉で導電性の高いフィルムを調製できる。
【0066】
(導電性フィルムの特性)
本発明の導電性フィルムは、厚み120μm以下の薄肉フィルムである。詳しくは、導電性フィルムの厚みは、5〜120μm(例えば、5〜110μm)程度の範囲から選択でき、好ましくは10〜100μm、さらに好ましくは15〜80μm(特に20〜60μm)程度であり、通常、25〜50μm(例えば、30〜45μm)程度である。
【0067】
本発明の導電性フィルムは、厚みの均一性も高く、厚み変動比(最大厚み/最小厚み)が、例えば、1.5以下(例えば、1〜1.5)、好ましくは1.01〜1.4、さらに好ましくは1.03〜1.3(特に1.05〜1.25)程度であり、例えば、1.1〜1.2程度であってもよい。本発明の導電性フィルムは、均一な厚みを有するため、例えば、複数のフィルムを積層しても大きな空隙が生じることなく、密着性が高い上に、導電性の均一性及び安定性も高い。厚み変動比の測定方法は、後述する実施例に記載の方法で測定できる。
【0068】
本発明の導電性フィルムは、薄肉でありながら、高い導電性を有することを特徴とする。本発明の導電性フィルムの体積固有抵抗率は0.1〜1500Ω・cmであり、好ましくは1〜1000Ω・cm、さらに好ましくは2〜500Ω・cm(特に3〜100Ω・cm)程度であり、例えば、1〜50Ω・cm(特に2〜10Ω・cm)程度であってもよい。また、本発明の導電性フィルムの体積抵抗値は、例えば、0.001〜5Ω、好ましくは0.01〜3Ω、さらに好ましくは0.1〜1Ω程度である。
【0069】
本発明の導電性フィルムは、耐溶剤性にも優れており、25℃でテトラヒドロフラン中に24時間浸漬後の重量変化率の絶対値が10重量%以下であり、例えば、0.05〜8重量%、好ましくは0.5〜5.0重量%、さらに好ましくは0.5〜4.0重量%程度であり、高い耐溶剤性を要求される用途などでは、例えば、0.5〜3.0重量%、好ましくは0.5〜2.0重量%、さらに好ましくは0.5〜1.5重量%(特に0.5〜1.0重量%)程度であってもよい。
【0070】
本発明の導電性フィルムの比重は、例えば、0.75〜1.20、好ましくは0.80〜1.18、さらに好ましくは0.85〜1.15(特に0.90〜1.15)程度である。結晶性樹脂がポリプロピレン系樹脂である場合、フィルムの比重は、例えば、0.95〜1.2、好ましくは0.96〜1.18、さらに好ましくは0.97〜1.15(特に1.0〜1.1)程度であってもよい。
【0071】
[導電性フィルムの製造方法]
本発明の導電性フィルムの製造方法は、結晶性樹脂とカーボン系導電性フィラーとを押出成形して厚み120〜500μmのシートを成形する押出成形工程、及び結晶性樹脂の融点をmpとしたとき、(mp−40)℃〜(mp−5)℃の温度で、得られたシートを加熱しながら延伸又は圧延処理する延伸又は圧延工程を含む。
【0072】
本発明では、押出成形工程に供される結晶性樹脂とカーボン系導電性フィラーとは、予め溶融混練することによりペレットに調製してもよい。溶融混練の方法としては、慣用の方法、例えば、加圧ニーダー混錬機、バンバリーミキサー、ミキシングロールなどの混合機を用いる方法を利用できる。さらに、溶融混錬後にフィーダールーダーなどを用いてペレット化してもよい。本発明では、ペレット化することにより、シート加工の各工程間の調整などの作業性を向上できる。なお、溶融混錬の方法としては、各成分をヘンシェルミキサーやリボンミキサーで乾式混合し、単軸又は二軸押出機などを用いて溶融混錬とペレット化を同時に行ってもよい。
【0073】
(押出成形工程)
押出成形工程において、得られたペレット又は乾式混合物は、押出成形機(例えば、単軸又は二軸押出機など)やカレンダー成形機を使用してシート状に製造され、通常、ペレットを押出成形機内で溶融混練し、押出成形機の先端部の口金(ダイ)のスリットから押出すことにより成形される。前記口金(ダイ)は、インフレーション成形に利用されるリングダイであってもよいが、通常、マルチマニホールドダイなどのTダイまたはフラットダイなどが使用できる。さらに、押出成形されたシートは、冷却ロールにより冷却されて、シート巻き取り機に巻き取ることができる。
【0074】
押出成形の条件は、押出成形機や結晶性樹脂の種類などに応じて選択でき、成形温度は100〜280℃、好ましくは150〜260℃、さらに好ましくは180〜250℃程度である。冷却ロールによる冷却温度は、例えば、80〜200℃、好ましくは100〜180℃、さらに好ましくは120〜160℃程度である。また、押出しスリットのギャップ(クリアランス又は隙間)は、0.5〜2.0mm、好ましくは0.6〜1.5mm、さらに好ましくは0.7〜1.0mmである。引き取り速度(巻き取り速度)は、例えば、0.1〜70m/分、好ましくは0.5〜40m/分、さらに好ましくは1.5〜30m/分(特に2〜10m/分程度)である。
【0075】
本発明では、押出成形工程により、各樹脂組成物ごとに、120〜500μm、好ましくは130〜400μm、さらに好ましくは130〜300μm(特に130〜250μm)程度の厚みになるように、装置の特性に合わせた巻き取り速度で調整される。
【0076】
本発明では、押出成形により、一旦このような厚みにシートが調整されるが、この状態では、導電性フィラーは、シート中において適度に凝集(アグリゲート)してネットワーク構造を形成しているためか、高い導電性を示す。得られたシートの体積固有抵抗率は1000Ω・cm以下であり、好ましくは0.1〜500Ω・cm、さらに好ましくは0.2〜200Ω・cm(特に0.3〜100Ω・cm)程度である。
【0077】
(延伸又は圧延工程)
延伸又は圧延工程において、前記押出成形工程で得られたロール状シートは、巻き戻されて延伸又は圧延処理される。延伸又は圧延処理はシートを加熱した状態で処理されるが、本発明の方法では、前記押出成形工程で形成された導電性フィラーのネットワーク構造を延伸又は圧延工程で破壊しないために、延伸又は圧延処理における加熱温度を制御することを特徴とする。延伸又は圧延処理における加熱温度は、結晶性樹脂の融点をmpとしたとき、(mp−40)℃〜(mp−5)℃の温度範囲であり、好ましくは(mp−35)℃〜(mp−5)℃、さらに好ましくは(mp−30)℃〜(mp−10)℃[特に、(mp−30)℃〜(mp−15)℃]程度である。加熱温度が高すぎると、溶融したポリマーの分子鎖が導電性フィラーのネットワーク構造に進入するためか、導電性が低下する。また、ポリマーが軟化又は溶融し、回転ロールに密着したり、裂けて巻き取ることが困難になる傾向がある。一方、加熱温度が低すぎると、樹脂組成物に高い剪断力が負荷され、前記ネットワーク構造が破壊されるためか、導電性が低下する。また、ポリマーの流動性が低いため、シートが十分に薄肉化せず、裂け易くなる。これに対して、本発明の方法では、延伸又は圧延における加熱温度が適度な範囲に制御されているため、例えば、パンタグラフが畳まれるように前記ネットワーク構造が厚み方向に縮小するためか、延伸又は圧延処理後も高い導電性を維持できる。
【0078】
延伸又は圧延工程において、処理後の薄肉フィルムの厚みは、処理前のシートに対して、1/1.2〜1/10倍程度に調整してもよく、例えば、1/1.5〜1/8倍、好ましくは1/2〜1/5倍、さらに好ましくは1/2.5〜1/4.5倍程度に調整してもよい。
【0079】
延伸工程において、延伸処理は、一軸延伸であってもよく、二軸延伸であってもよい。また、二軸延伸は、同時二軸延伸であってもよく、逐次二軸延伸であってもよい。延伸倍率は、薄肉フィルムの厚みが前記範囲になるように調整すればよく、例えば、1.1〜10倍程度の範囲から選択でき、好ましくは1.5〜5倍、さらに好ましくは2〜5倍程度である。
【0080】
圧延工程において、圧延処理の負荷荷重は100kN以下程度から選択でき、例えば、0.1〜100kN、好ましくは0.5〜50kN、さらに好ましくは1〜30kN(特に2〜10kN)程度である。圧延処理圧が高くなると、肉厚シートに掛かるせん断力が大きくなるためか、薄肉フィルムの体積固有低効率が高くなる傾向があるため、加熱ロールからシートに掛かる荷重は小さいことが好ましい。
【0081】
また、圧延処理において、原反シートの供給速度より巻き取り機の巻き取り速度を早くすることにより、シートの縦方向に延伸処理を加えてもよい。供給速度に対する巻き速度の比率(巻き速度/供給速度)は、例えば、1〜10倍、好ましくは1.5〜8倍、さらに好ましくは2〜5倍(特に3〜4.5倍)程度である。この比率は、処理温度、負荷荷重に応じて、この範囲から選択でき、これらの条件を調整することにより、フィルムの厚みを調整してもよい。なお、圧延処理において、負荷荷重と前記速度比との関係は、フィルム厚みを均一にし、かつ導電性を向上できる点から、荷重を小さくして、前記速度比を大きくするのが好ましい。さらに、フィルム厚みを均一にし、かつ導電性を向上させる点から、荷重を負荷しない延伸処理であってもよい。特に、ケッチェンブラックなどの空洞構造を有する導電性フィラーでは、空洞構造の破壊を抑制できるためか、延伸又は圧延後も高い導電性を保持できる。
【0082】
さらに、延伸又は圧延工程において、加工性を向上させるために、シート表面に滑剤や離型剤を塗布してもよく、複数のロールを組み合わせてもよい。
【0083】
得られた薄肉導電性フィルムは、薄肉化されたフィルムの残留歪みを開放するために、慣用の方法によりアニール処理してもよい。アニール処理の温度としては、例えば、結晶性樹脂の融点をmpとしたとき、(mp−60)℃〜(mp−5)℃であり、好ましくは(mp−55)℃〜(mp−10)℃、さらに好ましくは(mp−50)℃〜(mp−20)℃程度である。
【実施例】
【0084】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例によって限定されるものではない。実施例及び比較例で用いた配合成分、実施例及び比較例で得られた導電性フィルム特性の評価は、以下の方法で測定した。
【0085】
[比重]
JIS K7112に準拠して、電子比重計(アルファ・ミラージュ(株)製「エレクトロニックデンソメーターSD−200L」)を用いて測定したサンプル密度より比重を求めた。なお、嵩高いサンプルなどにおいて、測定に適正なサンプル形状が得られない場合は、予め熱プレスで成形した後、サンプルを切り出した。
【0086】
[メルトフローレート(MFR)及びメルトテンション]
溶融混錬して調製した樹脂組成物(例えば、ペレット)のMFR(g/10分)は、JIS K7210に準拠し、キャピラリーレオメーター((株)東洋精機製作所製「キャピログラフ1D」)を用い、230℃、21.2N荷重の条件で測定を行った。また、同じ機器を用いて、上記組成物の200℃、240℃のメルトテンションの測定も行った。なお、測定条件は、押出し速度:0.05m/分、引っ張り速度:3m/分、キャピラリー径:2mmφ、ランド長:20mmでメルトテンションの測定を行った。
【0087】
[融点・ガラス転移温度]
溶融混錬して調製した樹脂組成物(例えば、ペレット)の融点(mp)及びガラス転移温度(Tm)を測定した。測定は、示差走査熱量計(DSC)(ティー・エイ・インスツルメント社製、商品名「Q2000」)を用いて、通常の熱分析法により行った。
【0088】
[シート又はフィルムの厚み及びその均一性]
マイクロメータ((株)ミツトヨ製「デジマチックマイクロメータMDC25MJ」)を用いて、フィルムの幅方向(TD)に25mm間隔をおいて10点以上の箇所で測定し、またフィルムの流れ方向(MD)で25mm間隔をおいて10点以上の箇所で測定し、計20点以上の測定値から算術平均値を求めた。同様に、厚みの均一性(又は安定性)は、フィルム中央で流れ方向(MD)の長さ1mを、50mm間隔で厚みを測定し、得られた測定値の最大5点の平均値と最小5点の平均値を、厚み変動比=(最大平均値/最小平均値)として算出した。この比が小さいほどフィルムの厚みが安定しているとした。
【0089】
[導電性(体積固有抵抗率)]
JIS K7194に準拠して、表面抵抗計(三菱化学(株)製、「ロレスタLoresta−GP」)を用いて表面抵抗率を測定し、体積抵抗率を求めた。
【0090】
[耐溶剤性]
フィルムを100mm×100mmにカットし、初期重量:A(mg)を測定した。次いで、25℃のテトラヒドロフラン(THF)中に、フィルムを完全に浸漬して24時間放置した後、取り出したフィルムの表面を拭き取り、再び重量:B(mg)を測定した。下記式に基づいて、重量変化率を算出した後、下記基準で評価した。
【0091】
重量変化率(%)=[(B−A)/A]×100(%)
◎:±1%未満
○:±1%以上±5%未満
△:±5%以上±10%未満
×:±10%以上。
【0092】
[MIT試験]
JIS P8115に規定されているMIT試験機による耐折試験法に従い、幅15mmの短冊を、通常、破断し易い方向であるフィルムの流れ方向(MD)に長くサンプリングしてMIT試験に供した。試験結果を下記基準で評価した。
【0093】
◎:破断までの回数が1000回以上
○:破断までの回数が100回以上1000回未満
△:破断までの回数が100回未満。
【0094】
[透過型電子顕微鏡(TEM)観察]
透過型電子顕微鏡(日本電子(株)製「JEM−1200EX」)を用い、加速電圧80kVで行った。またTEM観察用試料は、ウルトラミクロトーム(LEICAULTRCUT UCT,LEICA EM FCT,(株)ライカ製)及びダイヤモンドナイフ(Cryo dry,DiATOME製)を用い、厚み100nmの超薄切片を作製し、銅メッシュ上に載せ観察した。
【0095】
[配合成分]
ホモポリプロピレン(PP−1):(株)プライムポリマー製「E−100GPL」、MFR:0.9、比重0.900(密度より換算)
汎用ポリプロピレン(PP−2):日本ポリプロ(株)製「ノバテック(登録商標)EA9」、MFR:0.5、比重0.90〜0.91(密度より換算)
ホモポリプロピレン(PP−3):(株)プライムポリマー製「F744NP」、MFR:7.0、比重0.900(密度より換算)
ランダムポリプロピレン(PP−4):(株)プライムポリマー製「B221WA」、MFR:0.5、比重0.910(密度より換算)
ポリアミド12(PA12):ダイセルエボニック(株)製「L1901」、比重1.01。
【0096】
ポリオレフィンエラストマー(PPE−1):JSR(株)製「ダイナロン(登録商標)1320P」、水添スチレン・フタジエンゴム、スチレン含量10%、MFR:3.5,比重0.89
ポリオレフィンエラストマー(PPE−2):JSR(株)製「ダイナロン(登録商標)4600P」、スチレン−エチレン・ブチレン−エチレンブロック共重合体、スチレン含量10%、MFR:5.6、比重0.91
ポリオレフィンエラストマー(PPE−3):JSR(株)製「ダイナロン(登録商標)6200P」、エチレン−エチレン・ブチレン−エチレンブロック共重合体、スチレン含量0%、MFR:2.5、比重0.88。
【0097】
アセチレンブラック(CB−1):電気化学工業(株)製「デンカブラックHS−100」、平均一次粒経48nm、BET比表面積39m2/g、比重1.9
ファーネスブラック(CB−2):東海カーボン(株)製「トーカブラック♯5500」、平均一次粒径25nm、BET比表面積225m2/g、DBP吸油量155cm3/100g、比重1.8
ケッチェンブラック(CB−3):ケッチェン・ブラック・インターナショナル(株)製「EC600JD」、BET比表面積1270m2/g、DBP吸油量495cm3/100g
なお、ケッチェンブラックは特殊な構造からその平均一次粒経は、少なくとも真の平均粒子径が50nm以上、大きくとも100nm以下と推定できる。さらに、各フィラーの比重は熱プレス後の値であるため、やや大目に見積もられていると推定でき、特に、ケッチェンブラックは特殊な構造から、少なくとも0.36以上、大きくとも1.5以下の比重と推定できる。
【0098】
実施例1
樹脂成分としてホモポリプロピレン(PP−1)45重量部及びホモポリプロピレン(PP−3)25重量部、導電性フィラーとしてカーボンブラック(CB−1)40重量部を加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。このペレットの特性を測定すると、比重:1.07、融点(mp):166℃、ガラス転移温度(Tm):−22℃であった。
【0099】
また、MFRは0.31g/10分であり、メルトテンションは、200℃:41mN,240℃:28mNであった。
【0100】
得られたペレットをTダイ押出し成形機に供給し、押出しスリットのギャップ:0.8mmから押出温度:230℃でシート状に押出し、巻き取り速度2.7m/分で巻き取って、厚み131μmの導電性シートを得た。このシートの体積固有抵抗率は35Ω・cmであった。このシート断面のTEM写真を図1に示す。図1から明らかなように、このシートには、樹脂組成物中に存在するカーボンブラツク(黒色粒状)が凝集して形成したアグリゲート構造が形成されている。
【0101】
次いで、ロール状のシートを巻き戻しながら、表面温度140℃(熱延伸温度差=組成物融点−加熱ロール表面温度=−26℃)の二本の加熱ロールの間を、ロール荷重5kNにて、シートの両面から接触加熱しながら、送り速度1m/分、巻き取り速度2.8m/分で通過させることで熱延伸処理を行った。得られた導電性フィルムは、厚み44μmで体積固有抵抗率が53Ω・cmの導電性フィルムであり、厚み変動比、MIT試験、耐溶剤性試験の結果から、平滑で厚み変動がほとんど無く、良好な機械的物性を有し、耐溶剤性に優れた薄肉導電性フィルムであることが確認された。この導電性フィルム断面のTEM写真を図2に示す。図2から明らかなように、延伸前のアグリゲート構造が、熱延伸後も破壊されずに、保持されている。
【0102】
実施例2
樹脂成分としてランダムポリプロピレン(PP−4)70重量部、導電性フィラーとしてファーネスカーボンブラック(CB−2)30重量部を加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。このペレットの特性を測定すると、比重1.07、融点(mp)139℃、ガラス転移温度(Tm)−21℃であった。また、メルトフローレート(MFR)は、0.01g/10分であり、メルトテンションは、200℃:74mN,240℃:60mNであった。なお、測定温度を230℃から260℃に代えた時のメルトフローレート(MFR)は、0.08g/10分であった。
【0103】
得られたペレットをTダイ押出し成形機に供給し、実施例1と同じ条件でシート状に押出し、巻き取り速度1.6m/分で巻き取り機で巻き取って、厚み230μmの導電性シートを得た。このシートの体積固有抵抗率は12.0Ω・cmであった。
【0104】
次いで、ロール状のシートを巻き戻しながら、熱延伸温度差のみを−26℃から−9℃に代えた以外は、実施例1と同じ条件で熱延伸処理し、導電性フィルムを得た。
【0105】
実施例3
樹脂成分としてホモポリプロピレン(PP−1)68重量部、導電性フィラーとしてカーボンブラック(CB−1)32重量部を加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。このペレットの特性を測定すると、比重1.08、融点(mp)166℃、ガラス転移温度(Tm)−22℃であった。
【0106】
得られたペレットをTダイ押出し成形機に供給し、実施例1と同じ条件でシート状に押出し、巻き取り速度2.5m/分で巻き取って、厚み140μmの導電性シートを得た。このシートの体積固有抵抗率は8.0Ω・cmであった。
【0107】
次いで、ロール状のシートを巻き戻しながら、熱延伸温度差のみを−26℃から−25℃に代えた以外は、実施例1と同じ条件で熱延伸処理し、導電性フィルムを得た。
【0108】
実施例4〜10
樹脂成分及び導電性フィラーの種類及び組成比を表1に示す種類及び組成比に代えて、また溶融混合、押出成形によるシート加工は、安定してシートが得られる様に巻き取り速度を調整した以外は実施例1と同様に行い、導電性シートを得た。さらに、導電性シートを熱延伸処理する工程のフィルム加工条件(熱延伸温度差、加熱ロール加重、巻取り速度)を適宜調整して導電性フィルムを得た。
【0109】
実施例11
樹脂成分としてポリアミド12を88重量部、導電性フィラーとしてカーボンブラック(CB−1)を20重量部加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。このペレットの特性を測定すると、比重1.17、融点(mp)178℃、ガラス転移温度(Tm)50℃であった。
【0110】
得られたペレットをTダイ押出し成形機に供給し、押出しスリットのギャップ:0.8mmから押出温度:220℃でシート状に押し出し、巻き取り速度2.5m/分で巻き取って、厚み131μmの導電性シートを得た。このシートの体積固有抵抗率は35Ω・cmであった。
【0111】
次いで、ロール状のシートを巻き戻しながら、加熱ロールの表面温度150℃(熱延伸温度差=組成物融点−加熱ロール表面温度=−28℃)に代えた以外は、実施例1と同様にシートの両面から加熱しながら、熱延伸処理して導電性フィルムを得た。
【0112】
実施例12
組成比を表1に示す組成比に代え、巻き取り速度1.6m/分で巻き取った以外は実施例11と同様に押出し成型して、厚み205μmの導電性シートを得た。次いで、ロール状のシートを巻き戻しながら、加熱ロールの表面温度163℃(熱延伸温度差=組成物融点−加熱ロール表面温度=−15℃)、送り速度1m/分、巻き取り速度2.3m/分に代えた以外は、実施例11と同様にして導電性フィルムを得た。
【0113】
実施例13
樹脂成分としてホモポリプロピレン(PP−1)45重量部及びホモポリプロピレン(PP−3)25重量部、導電性フィラーとしてカーボンブラック(CB−1)40重量部を加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。このペレットの特性を測定すると、比重1.07、融点(mp)166℃、ガラス転移温度(Tm)−22℃であった。
【0114】
得られたペレットをTダイ押出し成形機に供給し、押出しスリットのギャップ:0.8mmから押出温度:230℃でシート状に押出し、巻き取り速度2.7m/分で巻き取って、厚み130μmの導電性シートを得た。このシートの体積固有抵抗率は30Ω・cmであった。
【0115】
次いで、ロール状のシートを巻き戻しながら、ロール荷重を30kNに代えた以外は実施例1と同様に熱延伸処理し、導電性フィルムを得た。
【0116】
実施例1〜13で得られた導電性フィルムの結果を表1に示す。
【0117】
【表1】
【0118】
表1の結果から明らかなように、実施例の導電性フィルムは、各種特性に優れている。
【0119】
比較例1
樹脂成分としてホモポリプロピレン(PP−1)50重量部、導電性フィラーとしてカーボンブラック(CB−1)50重量部を加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。このペレットをTダイ押出し成形機に供給し、押出温度230℃で押出成形を試みたが、シートが破断して押出成形は不可能であった。
【0120】
比較例2
樹脂成分としてホモポリプロピレン(PP−1)70重量部、導電性フィラーとしてカーボンブラック(CB−1)30重量部を加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。
【0121】
得られたペレットをTダイ押出し成形機に供給し、押出しスリットのギャップ:0.8mmから押出温度:230℃でシート状に押出し、巻き取り速度2.5m/分で巻き取って、厚み140μmの導電性シートを得た。このシートの体積固有抵抗率は8.0Ω・cmであった。
【0122】
次いで、ロール状のシートを巻き戻しながら、加熱ロールの表面温度163℃(熱延伸温度差=組成物融点−加熱ロール表面温度=−3℃)、ロール荷重5kNにて、シートの両面から加熱しながら、送り速度1.0m/分、巻き取り速度3.0m/分で熱延伸処理したが、シートがロールに張り付き、延伸処理が困難であった。
【0123】
比較例3及び4
樹脂成分及び導電性フィラーの種類及び組成比を表2に示す種類及び組成比に代えて、溶融混合、押出成形によるシート加工は実施例1と同様に行い、熱延伸によるフィルム加工条件を表2に示す条件に調整して導電性フィルムを得た。
【0124】
比較例5
樹脂成分としてホモポリプロピレン(PP−1)55重量部及びオレフィン系エラストマー(PPE−1)25重量部、導電性フィラーとしてケッチェンブラック(CB−3)30重量部を加圧ニーダー混練り機に配合し、溶融混合し、さらにフィーダールーダーにてペレットとした。
【0125】
得られたペレットをTダイ押出し成形機に供給し、押出しスリットのギャップ:0.8mmから押出温度:230℃でシート状に押出し、巻き取り速度4.5m/分で巻き取って、厚み80μmの導電性シートを得た。このシートは、延伸処理を行わずに、各種試験に供した。
【0126】
比較例6〜7
樹脂成分及び導電性フィラーの種類及び組成比を表2に示す種類及び組成比に代える以外は比較例5と同様にして導電性フィルムを得た。
【0127】
比較例8
樹脂成分及び導電性フィラーの種類及び組成比を表2に示す種類及び組成比に代えて、溶融混合、押出成形によるシート加工は実施例1と同様に行い、熱延伸によるフィルム加工条件を表2に示す条件に調整して導電性フィルムを得た。
【0128】
比較例1〜8で得られた導電性フィルムの結果を表2に示す。
【0129】
【表2】
【0130】
表2の結果から明らかなように、比較例の導電性フィルムは、製造が困難であるか、各種特性を充足していない。
【0131】
実施例14
実施例1〜7で得た導電性フィルムを、130℃で3分間、アニール処理を行い、その後140℃で3分間放置したが、導電性フィルムの寸法、厚み、厚み変動率、体積固有低効率等の物性値に変化は見らず、薄肉化処理で生じた歪は緩和されていた。
【0132】
実施例15
実施例1で得た導電性フィルムを、115℃で1時間、アニール処理を行い、その後140℃で3分間放置したところ、導電性フィルムの流れ方向(MD)及び幅方向(TD)で、それぞれ12%の縮みと3%の伸びが見られ、薄肉化処理で生じた歪はまだ緩和されていない傾向が見られた。
【産業上の利用可能性】
【0133】
本発明の薄肉導電性フィルムは、導電性及び耐溶剤性を要求される各種の分野に利用され、溶媒と接触する用途、例えば、半導体ウエハーの保存容器、ガソリンタンク、電子・電気機器や半導体製造工場における床材や壁材、各種の電池用部材などの材料として利用できる。また、優れた導電性から電極材などエネルギーデバイス用途にも有用である。これらのうち、薄肉で高い導電性を必要とされる点から、リチウムイオン電池などの二次電池の集電体として特に有用である。
【特許請求の範囲】
【請求項1】
結晶性樹脂とカーボン系導電性フィラーとを含む導電性フィルムであって、下記特性(1)〜(4)を充足する導電性フィルム。
(1)結晶性樹脂とカーボン系導電性フィラーとの割合(重量比)が、前者/後者=90/10〜55/45である
(2)フィルムの厚みが5〜120μmである
(3)体積固有抵抗率が0.1〜1500Ω・cmである
(4)25℃でテトラヒドロフラン中に24時間浸漬後の重量変化率の絶対値が10重量%以下である
【請求項2】
カーボン系導電性フィラーが導電性カーボンブラックである請求項1記載の導電性フィルム。
【請求項3】
結晶性樹脂がポリプロピレン系樹脂及び/又はポリアミド系樹脂である請求項1又は2記載の導電性フィルム。
【請求項4】
ポリプロピレン系樹脂が比重0.95以下であり、かつプロピレン単位を90モル%以上含む請求項3記載の導電性フィルム。
【請求項5】
ポリアミド系樹脂が比重1.05以下の脂肪族ポリアミド系樹脂である請求項3記載の導電性フィルム。
【請求項6】
結晶性樹脂がポリプロピレン系樹脂であり、かつフィルムの比重が0.95〜1.20である請求項1〜5のいずれかに記載の導電性フィルム。
【請求項7】
体積抵抗値が0.001〜5Ωである請求項1〜6のいずれかに記載の導電性フィルム。
【請求項8】
厚み変動比(最大厚み/最小厚み)が1.5以下である請求項1〜7のいずれかに記載の導電性フィルム。
【請求項9】
実質的にエラストマーを含まない請求項1〜8のいずれかに記載の導電性フィルム。
【請求項10】
結晶性樹脂とカーボン系導電性フィラーとを押出成形して厚み120〜500μmのシートを成形する押出成形工程、及び結晶性樹脂の融点をmpとしたとき、(mp−40)℃〜(mp−5)℃の温度で、得られたシートを加熱しながら延伸又は圧延処理する延伸又は圧延工程を含む請求項1記載の導電性フィルムの製造方法。
【請求項11】
延伸又は圧延工程において、処理後の厚みを処理前の厚みの1/2〜1/5倍に延伸又は圧延する請求項10記載の製造方法。
【請求項1】
結晶性樹脂とカーボン系導電性フィラーとを含む導電性フィルムであって、下記特性(1)〜(4)を充足する導電性フィルム。
(1)結晶性樹脂とカーボン系導電性フィラーとの割合(重量比)が、前者/後者=90/10〜55/45である
(2)フィルムの厚みが5〜120μmである
(3)体積固有抵抗率が0.1〜1500Ω・cmである
(4)25℃でテトラヒドロフラン中に24時間浸漬後の重量変化率の絶対値が10重量%以下である
【請求項2】
カーボン系導電性フィラーが導電性カーボンブラックである請求項1記載の導電性フィルム。
【請求項3】
結晶性樹脂がポリプロピレン系樹脂及び/又はポリアミド系樹脂である請求項1又は2記載の導電性フィルム。
【請求項4】
ポリプロピレン系樹脂が比重0.95以下であり、かつプロピレン単位を90モル%以上含む請求項3記載の導電性フィルム。
【請求項5】
ポリアミド系樹脂が比重1.05以下の脂肪族ポリアミド系樹脂である請求項3記載の導電性フィルム。
【請求項6】
結晶性樹脂がポリプロピレン系樹脂であり、かつフィルムの比重が0.95〜1.20である請求項1〜5のいずれかに記載の導電性フィルム。
【請求項7】
体積抵抗値が0.001〜5Ωである請求項1〜6のいずれかに記載の導電性フィルム。
【請求項8】
厚み変動比(最大厚み/最小厚み)が1.5以下である請求項1〜7のいずれかに記載の導電性フィルム。
【請求項9】
実質的にエラストマーを含まない請求項1〜8のいずれかに記載の導電性フィルム。
【請求項10】
結晶性樹脂とカーボン系導電性フィラーとを押出成形して厚み120〜500μmのシートを成形する押出成形工程、及び結晶性樹脂の融点をmpとしたとき、(mp−40)℃〜(mp−5)℃の温度で、得られたシートを加熱しながら延伸又は圧延処理する延伸又は圧延工程を含む請求項1記載の導電性フィルムの製造方法。
【請求項11】
延伸又は圧延工程において、処理後の厚みを処理前の厚みの1/2〜1/5倍に延伸又は圧延する請求項10記載の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−204292(P2012−204292A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−70488(P2011−70488)
【出願日】平成23年3月28日(2011.3.28)
【出願人】(000002901)株式会社ダイセル (1,236)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月28日(2011.3.28)
【出願人】(000002901)株式会社ダイセル (1,236)
【Fターム(参考)】
[ Back to top ]