
巻きラベル、巻きラベル付き容器およびこれらの製造方法

【課題】容器に直接貼付しうる巻きラベルを提供する。
【解決手段】容器の胴部外周面に直接貼付する巻きラベルであって、基材フィルム層10とレーザー溶着層20とを含み、更にレーザー吸収剤層30、レーザー反射層40をふくんでいてもよい。レーザー照射により迅速に容器に巻きラベルを貼付することができ、生産性に優れる。
【解決手段】容器の胴部外周面に直接貼付する巻きラベルであって、基材フィルム層10とレーザー溶着層20とを含み、更にレーザー吸収剤層30、レーザー反射層40をふくんでいてもよい。レーザー照射により迅速に容器に巻きラベルを貼付することができ、生産性に優れる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、容器の胴部外周面に直接貼付する巻きラベルに関し、より詳細には、容器の胴部外周面にレーザー照射によって直接貼付しうる巻きラベル、該巻きラベル付き容器およびこれらの製造方法に関する。
【背景技術】
【0002】
従来から、飲料などの容器に全周にわたる巻きラベルを装着する方法として、予め筒状に接着したラベルを前記容器に外嵌装着する方法がある(特許文献1)。前記特許文献1で使用するラベルは、印刷が施された合成樹脂製フィルムの両端部を重ね合わせてレーザー光の照射によって接着して筒状に形成したラベルであって、基材と、該基材の両面側に積層された表面層とを備え、該表面層は、前記基材よりも融点の低い材料からなり、前記両端部の接着面は、印刷が施されていない無印刷部に形成されているものである。
【0003】
また、容器外周に筒状ラベルを外嵌した後に熱処理してシュリンク形成するものとして、容器の口部下部から底部まで連続して表面を被覆する筒状シュリンクラベルを外嵌させ、ついで熱収縮処理を行う技術がある(特許文献2)。該特許文献2では、予め前記シュリンクラベルの両端部にホットメルト型接着剤を貼付し、該ホットメルト型接着剤を介してラベルを筒状に張り合わせている。
【0004】
一方、筒状のラベルを容器に外嵌する方法に代えて、巻きラベルを容器端部に接着剤を介して接着し、巻きラベル残部を容器に巻いた後に他端部を接着剤を介して容器に固定する技術もある(特許文献3)。単に、ラベルの裏面に接着性を付与し、ラベルの始端側から順に容器の周面に貼り付けてラベルの終端を始端に重ね合わせる従来品では、使用後のラベルの剥離が困難であること、および、ラベルの剥離性を高めるために接着力の弱い接着剤を使用すると、商品の流通過程等でラベルの重合部が不用意に剥離する場合があること、容器に外装するシームレス構造の筒状ラベルを使用する方法では、筒状ラベルが高価であるなどの問題に鑑みてなされたものであり、特許文献3記載のラベルは、ラベル裏面に難接着層を形成し、前記難接着層に接着性を有する容器接着層を積層して形成し、前記容器接着層を容器の周面に接着させてラベル裏面を仮接着した状態で、ラベルの両端を貼付するラベルであり、使用後にラベルを容易に除去しうる、というものである。
【0005】
また、このような巻きラベルを容器に貼着する装置も開示されている(特許文献4)。特許文献4記載の装置は、感熱性の接着剤を介して容器に巻きラベルを貼付するものであり、ホットメルト型接着剤層を裏面に有する原反ロールラベルを引き出し、所定サイズに切断してラベルを製造し、貼着前にラベルを加熱してラベル裏面に接着性を付与し、このラベルを容器周面に連続して貼着する装置である。特許文献4記載の装置は、ラベル切断装置の近傍に負圧吸引式の移送ドラムが回転自在に配設され、この移送ドラムによって切断したラベルの裏面側を吸着して貼着ドラムへ移送し、貼着ドラムでラベルの表面側を吸着しつつラベル裏面を加熱装置で加熱した後、搬送装置により貼着ドラムの接線方向に搬送された容器に該ラベル裏面を貼着させている。
【特許文献1】特開2000−141469号公報
【特許文献2】特開2006−117269号公報
【特許文献3】特開2000−242179号公報
【特許文献4】特開平9−301333号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、容器に筒状ラベルを外嵌してなる容器は、ラベル材料を被せる工程を断続的におこなうため稼働率が低下したり、ラベル材料を被せる際にずれが生じて容器の適性な箇所に正確にラベル表示がなされない場合がある。
【0007】
一方、予め筒状ラベルを形成することなく、直接容器に巻きラベルを貼付することができれば簡便である。しかしながら、カゼイングルーなどのコールドグルー接着剤や粘着ラベルを用いる接着法は、ビール瓶などのガラス瓶に貼着する方法であり、糊のはみ出しや浮きなどが出やすく接着時間も長いため、生産性が低下する。また、粘着ラベルを使用する方法もあるが、剥離紙を利用する分コストが高くなる。また、ホットメルト型接着剤によって容器と巻きラベルとを接着する方法では、接着後に容器が高温条件下にある場合には、ホットメルト型接着剤が溶融し外観を損なう場合がある。特に、該容器の内容物が加温製品の場合には、内容物の保管温度によって移送中や販売期間内にホットメルト型接着剤が溶融する恐れがあり、シュリンクラベルの場合には熱収縮処理を行う際にホットメルト型接着剤が溶け出す場合がある。加えて、反応性ホットメルト型接着剤を使用すると、硬化後に熱に対する耐性を有するが、反応時間が長いために生産性が低下する。
【0008】
このような現状に鑑み、本発明は、接着剤の介在なしに容器に巻きラベルを直接貼付しうる巻きラベルを提供することを目的とする。
【0009】
更に、本発明は、簡便な工程で迅速に、生産性高く、巻きラベルや巻きラベル付き容器を製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者は、容器の胴部外周面に直接貼付する巻きラベルについて詳細に検討した結果、レーザー溶着によって容器に接着できれば、接着剤の介在なしに容器に巻きラベルを貼付できること、巻きラベルがレーザー溶着層を有するものであれば、レーザー照射によって容器に巻きラベルを貼付できること、レーザー溶着によれば、ホットメルト型接着剤などと相違して加熱装置を使用することなく巻きラベルを容器に貼付しうること、更にレーザー吸収剤を含有させ、またはレーザー吸収剤層を積層すると更にレーザー吸収効率を向上させることができ、かつ同時に接着時の巻きラベルの表面層を安定化しうること、およびレーザー吸収剤層に加えて、巻きラベル最内層にレーザー反射層を設けると、照射量を低減しても効率的にレーザーによる接着が可能となること、このような巻きラベルを使用すると、安定したラベル接着強度で高速に生産効率よく巻きラベル付き容器を製造しうることを見出し、本発明を完成させた。
【0011】
すなわち、本発明は、容器の胴部外周面に直接貼付する巻きラベルであって、レーザー溶着によって前記容器に貼付することを特徴とする、巻きラベルを提供するものである。
【0012】
また、容器の胴部外周面に直接貼付する巻きラベルであって、基材フィルム層とレーザー溶着層とを含むことを特徴とする、巻きラベルを提供するものである。
【0013】
また、前記巻きラベルが、レーザー溶着によって容器に貼付された、巻きラベル付き容器を提供するものである。
【0014】
更に、本発明は、容器の胴部外周面に直接貼付される巻きラベルの製造方法であって、基材フィルム層とレーザー溶着層とを含み、前記基材フィルム層上またはレーザー溶着層上にカーボン含有インキで印刷してレーザー吸収剤層を形成することを特徴とする、巻きラベルの製造方法を提供するものである。
【0015】
また、本発明は、上記巻きラベルと容器とを重ね、前記巻きラベルの表面側からレーザーを照射して前記ラベルと容器とを固定し、前記巻きラベルの残部を前記容器の外周に巻きつけた後に、前記ラベル終端部の表面側からレーザーを照射して前記ラベルを容器に固定することを特徴とする、巻きラベル付き容器の製造方法を提供するものである。
【発明の効果】
【0016】
本発明の巻きレベルは、容器に直接貼付することができ、接着剤を使用しないため、生産工程を簡略化することができ、コストも低下させることができる。
【0017】
また、ホットメルト型接着剤を使用する巻きラベルと比較して印刷適性に優れ、かつ巻きラベル製品の保管や流通においても、ホットメルト型接着剤を使用していないため、広い温度幅の環境で保管、流通させることができる。
【0018】
本発明の巻きレベルは、レーザー溶着層を設けることで接着力を向上させることができ、かつ接着後の巻きラベル表面を安定化させることができ、外観に優れる巻きラベル付き容器を製造することができる。
【0019】
本発明の巻きラベルは、レーザー吸収剤層やレーザー反射層をグラビア印刷法などによって形成することができるため、例えば、巻きラベルにデザイン印刷層を形成する際に、同時にレーザー吸収剤層やレーザー反射層を形成することができ、簡便に巻きラベルを製造することができる。
【0020】
本発明の巻きラベル付き容器の製造装置には、ホットメルト型接着剤を使用する場合に必要な感熱ドラムなどが不要となるため、装置を小型化することができる。また、ホットメルト型接着剤を使用する場合には、接着の際の温度制御が必要となるが、本発明ではホットメルト型接着剤を使用しないため、温度制御することなく高い生産安定性および接着安定性を確保することができる。
【0021】
更に、本発明の巻きラベルは接着安定性が高いため、高速に容器に巻きラベルを貼付することができ、生産効率を向上することができる。
【発明を実施するための最良の形態】
【0022】
以下、本発明の巻きラベル、巻きラベル付き容器、巻きラベルの製造方法、巻きラベル付き容器の製造方法、該装置について説明する。
【0023】
(1)巻きラベルの構成
本発明の巻きラベルは、容器の胴部外周面に直接貼付する巻きラベルであって、レーザー溶着によって容器に貼付できるものであれば、材質を問わない。好ましくは、基材フィルム層とレーザー溶着層とを含む巻きラベルである。巻きラベルの貼付部にレーザー溶着層を含めたのは、レーザー照射によってレーザー溶着層を軟化および溶融させることで、接着剤を使用することなく迅速に容器と巻きラベル貼付部とを固定させることができるからである。
【0024】
本発明の巻きラベルにおいて、「レーザー溶着層」とは、レーザー光の照射によってレーザー光のエネルギーを吸収して溶着しうる樹脂層を意味する。該レーザー溶着層の存在により、レーザー照射によって容器と巻きラベルとを接着することができる。本発明の巻きラベルは、更に、レーザー吸収剤層やレーザー反射層を有していてもよく、更に、デザイン印刷層や外層を有していてもよい。なお、本発明の巻きラベルは、ラベル表面からレーザー照射して、容器にレーザー溶着することができる。図1に本発明の巻きラベルの好ましい態様を示す。
【0025】
図1は、基材フィルム層(10)とレーザー溶着層(20)とからなる巻きラベルである。レーザー溶着層が、巻きラベルの全幅に亘って形成されている態様である。ラベル表面からレーザーを照射すると、レーザー溶着層(20)がレーザー光のエネルギーを吸収して溶着し、容器と熱溶着する。
【0026】
本発明では、図2に示すように、更にレーザー吸収剤層(30)を含んでいてもよい。レーザー吸収剤層(30)が巻きラベルの最内層に形成される場合には、レーザー光をレーザー吸収剤層(30)が吸収するため効率的にレーザー溶着層(20)を軟化することができる。しかも、レーザー吸収剤層(30)は、レーザー照射によって気化するため、容易にレーザー溶着層(20)が容器と熱溶着することができる。なお、レーザー吸収剤層(30)は、図3に示すように、基材フィルム層(10)とレーザー溶着層(20)との間に形成してもよい。この場合にも、レーザー吸収剤層(30)がレーザー照射によって気化し、レーザー溶着層(20)が容器と熱溶着することができる。
【0027】
更に、本発明では、前記レーザー溶着層(20)に、レーザー吸収剤を含有させてもよい。図4に、基材フィルム層(10)とレーザー吸収剤含有レーザー溶着層(25)とからなる巻きラベルの態様を示す。レーザー溶着層(20)にレーザー吸収剤を含有させると、前記したレーザー溶着層(20)よりもレーザー光の吸収が向上し、図2、図3に示す態様と同様に、効率的にレーザー溶着を行うことができる。
【0028】
本発明の巻きラベルは、ラベル最内層にレーザー反射層(40)を有していてもよい。この態様を図5に示す。巻きラベル表面からレーザー照射すると、レーザー光が巻きラベル最内層に形成したレーザー反射層(40)で反射され、前記レーザー吸収剤層(30)やレーザー吸収剤含有レーザー溶着層(25)におけるレーザー光のエネルギー吸収を向上させ、少ないレーザー照射量でも効率的にレーザー溶着を行うことができる。
【0029】
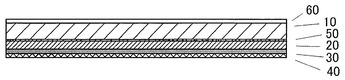
本発明の巻きラベルは、基材フィルム層(10)の内側や外側にデザイン印刷層(50)を有していてもよい。これにより巻きラベルに意匠を施すことができる。図6に、基材フィルム層(10)とレーザー溶着層(20)との間にデザイン印刷層(50)を形成した態様を示す。
【0030】
本発明の巻きラベルは、更に基材フィルム層(10)の外側に外層(60)を形成してもよい。この態様を図7に示す。このような外層(60)の形成によって、巻きラベルを物理的な破損から保護することができる。なお、該外層(60)は、単層に限定されず、2層以上の積層であってもよい。本発明では、レーザー溶着層(20)がレーザー照射により軟化するため、外層(60)や基材フィルム層(10)が支持体となりうるから、このような強度を確保しうる積層であることが好ましい。なお、外層(60)のいずれかの層が前記したデザイン印刷層(50)であってもよい。
【0031】
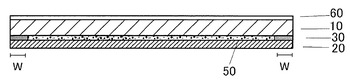
なお、上記図1〜図7はいずれも、巻きラベル全幅に亘って各層が形成される態様であるが、本発明の巻きラベルはこれらに限定されず、少なくともレーザー照射によってレーザー溶着する貼付部が上記構成であればよい。このような貼付部は、巻きラベルのいずれであってよいが、一般的にはラベル始端部とラベル終端部である。図8に貼付部(w)には基材フィルム層(10)、レーザー吸収剤層(30)、およびレーザー溶着層(20)が積層され、貼付部以外は、基材フィルム層(10)、デザイン印刷層(50)、およびレーザー溶着層(20)が積層される態様を示す。
【0032】
本発明の巻きラベルのサイズは、貼付対象の容器のサイズに応じて適宜選択することができる。同様に、貼付部のサイズも、例えばラベル貼付装置の使用態様などに応じて適宜選択することができる。
【0033】
(2)基材フィルム層
巻きラベルを構成する基材フィルム層を構成する樹脂としては、機械的、物理的、化学的強度、印刷適性を有する樹脂を使用することが好ましい。
【0034】
例えば、ポリ乳酸系フィルム、ポリスチレン系フィルム、ポリエステル系フィルム、低密度ポリエチレンフィルム、中密度ポリエチレンフィルム、高密度ポリエチレンフィルム、低密度直鎖状ポリエチレンフィルム、環状ポリオレフィンフィルム、ポリプロピレンフィルム、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸メチル共重合体等の樹脂から製膜された等の延伸ポリオレフィンフィルム、不織布と収縮フィルムとのラミネートフィルム、ポリエステル−ポリスチレン共押出フィルム、6ナイロンフィルム、6,6ナイロンフィルム等のポリアミドフィルム、塩素化ポリエチレン,塩素化ポリプロピレンなどの樹脂から製膜された変性ポリオレフィンフィルム、塩化ビニル−酢酸ビニル共重合体の樹脂から製膜されたフィルム、アクリル系樹脂フィルムからなる群から選択される1種以上のフィルムが使用できる。
【0035】
上記樹脂は、上記樹脂の1種または2種以上を使用し、押し出し法、キャスト成形法、Tダイ法、切削法、インフレーション法、その他等の製膜化法を用いて単層で製膜化したもの、または2種以上の樹脂を使用して共押し出しなどで多層製膜したもの、または2種以上の樹脂を混合使用して製膜したものを使用することができ、未延伸フィルムであっても、テンター方式やチューブラー方式等で1軸ないし2軸方向に延伸してなる各種の延伸フィルムであってもよい。
【0036】
より好ましくは、延伸ポリエチレンテレフタレートフィルムなどの延伸ポリエステル系フィルム、延伸ポリスチレン系フィルム、延伸ポリプロピレンなどの延伸ポリオレフィン系フィルム、ポリ乳酸系フィルム、未延伸ポリオレフィン系フィルム、未延伸ポリエチレンテレフタレートフィルムなどの未延伸ポリエステル系フィルム、未延伸ポリスチレン系フィルム、未延伸ポリプロピレンなどの未延伸ポリオレフィン系フィルム、発泡ポリオレフィン系フィルム、発泡ポリスチレン系フィルム、不織布と収縮フィルムラミネートフィルム、からなる群から選択される1種以上のフィルムであり、用途に応じて適宜選択することができる。
【0037】
特に、本発明の巻きラベルをシュリンクフィルムとして使用する場合には、基材フィルム層を構成するフィルムとしては、熱処理によって収縮できるものを広く使用することができ、例えば、延伸ポリエチレンテレフタレートフィルム等の延伸ポリエステル系フィルム、延伸ポリスチレン系フィルム、低密度ポリエチレンフィルム、中密度ポリエチレンフィルム、高密度ポリエチレンフィルム、低密度直鎖状ポリエチレンフィルム、ポリプロピレンフィルム等の延伸ポリオレフィンフィルム、ポリ乳酸系フィルム、発泡ポリオレフィン系フィルム、発泡ポリスチレン系フィルム、不織布と収縮フィルムとのラミネートフィルム、延伸ポリエステル−ポリスチレン共押出しフィルムからなる群から選択される1種以上のフィルムであることが好ましい。
【0038】
これらの中でも、延伸ポリエステル系フィルム、延伸ポリスチレン系フィルム、延伸ポリオレフィン系フィルム、ポリ乳酸系フィルム、発泡ポリオレフィン系フィルム、発泡ポリスチレン系フィルム、不織布と収縮フィルムとのラミネートフィルム、延伸ポリエステル−ポリスチレン共押出しフィルムからなる群から選択される1種以上のフィルムが好ましい。なお、延伸フィルムは、一軸延伸であっても二軸延伸であってもよく、一軸延伸フィルムの場合は縦一軸延伸であっても横一軸延伸であってもよい。ただし、予めシュリンクラベルを筒状にして容器に装着し、次いで熱収縮処理を行うシュリンクラベルでは、横一軸延伸フィルムが好適であるのに対し、本願発明の巻きラベルは、シュリンクラベルとして使用する場合であっても、横一軸延伸フィルムの限定されるものでなく、横一軸延伸、縦一軸延伸、二軸延伸フィルムのいずれをも好適に使用することができる。
【0039】
上記フィルムの製造は、それを構成する樹脂の1種または2種以上を使用し、押し出し法、キャスト成形法、Tダイ法、切削法、インフレーション法、その他等の製膜化法を用いて単層で製膜化し、または2種以上の樹脂を使用して共押し出しなどで多層製膜し、または2種以上の樹脂を混合使用して製膜し、テンター方式やチューブラー方式等で1軸ないし2軸方向に延伸して調製することができる。
【0040】
本発明では、延伸ポリエステル系フィルム、延伸ポリスチレン系フィルム、延伸ポリオレフィン系フィルム、ポリ乳酸系フィルム、発泡ポリオレフィン系フィルム、発泡ポリスチレン系フィルム、延伸ポリエステル−ポリスチレン共押出しフィルムなどを好適に使用することができ、または不織布と前記フィルムとの積層フィルムであってもよい。
【0041】
一方、本発明のラベルが、シュリンクラベルとしての効果を奏するには、延伸方向に対する熱収縮率が5〜85%であることが好ましい。なお、本発明における熱収縮率とは、100℃の温水による熱収縮率であって、延伸方向の熱収縮率が下記式に従うものとする。従って、縦一軸延伸フィルムの場合には、収縮方向は、フィルム流れ方向であるため、流れ方向に対する熱収縮率が5〜85%であり、横一軸延伸フィルムの場合はフィルム幅方向に収縮するため、フィルム幅方向に対する熱収縮率が5〜85%となる。なお、二軸延伸フィルムの場合には、いずれかの延伸方法に対して熱収縮率が上記範囲内であることが好ましい。
【0042】
【数1】

本発明において、基材フィルム層の厚みは特に限定されないが、耐熱性、剛性、機械適性、外観等を損なわない範囲で適宜選択され、27〜200μm、より好ましくは30〜160μmが好ましい。なお、シュリンクラベルにおいては、熱収縮前の層厚とする。
【0043】
更に、上記の基材フィルム層には、必要に応じて、滑剤、充填剤、熱安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、難燃剤、着色剤等の各種添加剤を添加してもよい。また、基材フィルム層の表面には、印刷性を向上させるため、コロナ放電処理、プラズマ処理、火炎処理、酸処理などの慣用の表面処理を施してもよい。
【0044】
なお、上記基材フィルム層は、上記フィルムの単層に限定されず、2以上のフィルムの積層フィルムであってもよく、更に、これらのフィルムに酸化珪素、酸化アルミニウムもしくはアルミニウム等の蒸着膜を設けてもよい。積層フィルムの厚さとしては、30〜300μm程度に形成されるものが好ましい。なお、シュリンクラベルにおいては、熱収縮前の層厚とする。
【0045】
本発明では、基材フィルム層として市販のフィルムを使用してもよい。このようなフィルムとして、ポリサックプラスチックインダストリーリミテッド(Polysack Plastic Industries Ltd.)の商品名「ポリファンFIT ST(Polyphane FIT ST)」などの100℃での縦方向最大収縮率19%、130℃で70%の縦一軸延伸ポリスチレンフィルム、エクロンモービル社製、商品名「Label−Lyte−Roll−On−Shink−on LR210」、縦方向最大収縮率18%などの縦一軸延伸ポリプロピレンフィルム、日生工業社製の縦一軸延伸白色ポリプロピレンフィルム、三井化学プラテック社製、商品名「サニパール」などの縦一軸延伸白色発泡ポリプロピレンフィルム、三菱樹脂株式会社製の縦一軸延伸PLA系フィルムなどを好適に使用することができる。
【0046】
なお、本発明において「シュリンクラベル」とは、熱処理によって収縮するラベルであるが熱収縮の有無は問わない。従って、熱収縮前後のいずれにおいても、シュリンクラベルである。
【0047】
(3)レーザー溶着層
レーザー溶着層は、レーザー光の照射によってレーザー光のエネルギーを吸収して溶着しうる樹脂層である。レーザー溶着層を設けると、少ない照射量によって接着が可能となり、かつ接着時の巻きラベル表面層を安定化させることができることが判明した。
【0048】
レーザー溶着層を構成する樹脂としては、融点75〜360℃の樹脂がある。なお、融点は、JIS K7122に基づいて、示差型熱量計により測定し、昇温時のピーク温度とする。
【0049】
例えば、グリコール変性ポリエチレンテレフタレート(PETG)、酢酸ビニルを3〜10質量%含有するエチレン−酢酸ビニル共重合体、メタロセン触媒を使用して重合したエチレン−α・オレフィン共重合体、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸エチル共重合体、エチレン−メタクリル酸共重合体、ポリプロピレン、エチレン−メタクリル酸メチル共重合体、エチレン−プロピレン共重合体、メチルペンテンポリマー、ポリブテンポリマー、ポリエチレンまたはポリプロピレン等のポリオレフィン系樹脂をアクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、フマール酸、イタコン酸等の不飽和カルボン酸で変性した酸変性ポリオレフィン樹脂、ポリ酢酸ビニル系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニル系樹脂等の樹脂からなる1種以上のフィルムもしくはシートまたは塗布膜などを使用することができる。
【0050】
メタロセン触媒を使用して重合したエチレン−α・オレフィン共重合体としては、市販品を使用してもよく、三菱化学株式会社製の商品名「カーネル」、三井石油化学工業株式会社製の商品名「エボリュー」、米国、エクソン・ケミカル(EXXONCHEMICAL)社製の商品名「エクザクト(EXACT)」、米国、ダウ・ケミカル(DOW CHEMICAL)社製の商品名「アフィニティー(AFFINITY)、商品名「エンゲージ(ENGAGE)」、東ソー社製の商品名「04P51A」等がある。
【0051】
なお、上記で使用するメタロセン触媒とは、現行の触媒が、活性点が不均一でマルチサイト触媒と呼ばれているのに対し、活性点が均一であることからシングルサイト触媒とも呼ばれているものである。メタロセン系遷移金属化合物としては、例えば、IVB族から選ばれる遷移金属[チタニウム(Ti)、ジルコニウム(Zr)、ハフニウム(Hf)]に、シクロペンタジエニル基、置換シクロペンタジエニル基、インデニル基、置換インデニル基、テトラヒドロインデニル基、置換テトラヒドロインデニル基、フルオニル基又は置換フルオニル基が1乃至2結合しているか、或いは、これらのうちの二つの基が共有結合で架橋したものが結合しており、他に水素原子、酸素原子、ハロゲン原子、アルキル基、アルコキシ基、アリール基、アセチルアセトナート基、カルボニル基、窒素分子、酸素分子、ルイス塩基、ケイ素原子を含む置換基、不飽和炭化水素等の配位子を有するものが使用できる。また、上記シングルサイト系触媒を担持させる無機物としては、シリカゲル、ゼオライト、珪藻土等が挙げられる。重合方法としては、塊状重合、溶液重合、懸濁重合、気相重合等が挙げられ、また、これらの重合はバッチ法であっても連続法であってもよい。重合条件は、通常、重合温度:−100〜250℃、重合時間:5分〜10時間、反応圧力:常圧300kg/m2である。
【0052】
なお、上記レーザー溶着層には、酸化防止剤、紫外線吸収剤、帯電防止剤、アンチブロッキング剤、滑剤(脂肪酸アミド)、難燃化剤、無機および有機充填剤、染料、顔料などを適宜添加してもよい。
【0053】
本発明において、レーザー溶着層の厚さは、0.5〜10μmであることが好ましい。0.5μmより薄いとレーザー溶着後の剥離強度が十分でない場合があり、一方、10μmを超えてもレーザー溶着力が更に向上することは少なく、無駄である。
【0054】
なお、レーザー溶着層は、巻きラベルの全長に設けてもよいが、基材フィルム層の内側の貼付部のみに設けてもよい。
【0055】
本発明では、レーザー溶着層を設けることで接着時の巻きラベル表面層を安定化させることができる。このような巻きラベル表面の安定化の理由は明確ではないが、レーザー溶着層がレーザー光のエネルギーを吸収するため、巻きラベル表面に余剰のエネルギーが移行するのを防止するためと考えられる。すなわち、本発明の巻きラベルは、ラベル表面からレーザー光を照射するため、最もレーザー光のエネルギーの影響を受けやすいのはラベル表面となる。基材フィルム層よりラベル内側にレーザー溶着層を設けると、レーザー溶着層がレーザー光のエネルギーを吸収するため、ラベル表面へのレーザー光エネルギーの影響を抑制することができ、これによってラベル表面の溶融などを抑制することができる。特に、レーザー溶着層は、基材フィルム層より容易に軟化および溶融することで基材フィルム層や外層の軟化や溶融などを抑制し、表面層を安定化することができる。
【0056】
なお、レーザー溶着層は、レーザー溶着するものであれば市販品を使用することができ、例えば東洋紡株式会社製、商品名「P3162」などの片面ヒートシール性の延伸ポリプロピレンフィルムなどは、基材フィルム層とレーザー溶着層とを有するフィルムとして使用することができる。
【0057】
(4)レーザー吸収剤層
本発明におけるレーザー吸収剤層は、紫外線吸収剤、赤外線吸収剤、近赤外線吸収剤、ブラックカーボン、印刷インク用顔料、印刷インク用染料、アルミノシリケート、シリカ微粉末やカオリン珪藻土、エポキシ樹脂、ポリメチルメタアクリレート等の微粒子などのレーザー吸収剤を含有する層である。従って、紫外線吸収剤含有層、赤外線吸収剤含有層、近赤外線吸収剤含有層、墨インク層、印刷層、その他などが例示できる。なお、レーザー吸収剤は、巻きラベルに照射するレーザーの種類に対応して適宜選択することができる。
【0058】
従って、本発明のレーザー吸収剤層は、上記紫外線吸収剤、赤外線吸収剤、近赤外線吸収剤、ブラックカーボン、アルミノシリケート、シリカ微粉末やカオリン珪藻土、エポキシ樹脂、ポリメチルメタアクリレート等の微粒子などを、樹脂に溶解、混練して樹脂層を形成し、前記基材フィルム層やレーザー溶着層上に積層することで形成することができる。使用する樹脂は、溶解や混練するレーザー吸収剤の種類によって適宜選択することができ、このような樹脂として、前記基材フィルム層を構成する樹脂や、レーザー溶着層を構成する樹脂、その他LDPE、L−LDPEなどのポリエチレン系樹脂などを例示することができる。
【0059】
なお、樹脂としてレーザー溶着層を構成する樹脂を使用する場合には、更にレーザー溶着層を有する必要はない。このような態様として前記図4が該当する。
【0060】
更に、本発明の巻きラベルは、墨印刷などの印刷層をレーザー吸収剤層として使用することができる。墨印刷に使用される墨インクは、赤外線を吸収するブラックカーボンを顔料として含むため、墨印刷層はレーザー吸収剤層となりうる。なお、印刷インキの組成は、顔料、染料などの色料;乾性油、半乾性油、不乾性油、加工油、などの油脂、天然樹脂、天然物誘導体、合成樹脂などの樹脂、炭化水素、エステル、ケトン、アルコール、多価アルコール、水などの溶剤などのビヒクル;コンパウンド、ドライヤー類、その他分散剤、消泡剤、可塑剤などの補助剤の三成分からなり、印刷後には、含まれる樹脂によって印刷層を形成するため、更に樹脂などを併用することなく、レーザー吸収剤層とすることができる。
【0061】
本発明で好適に使用できる紫外線吸収剤としては、ベンゾフェノン系紫外線吸収剤、ベンゾトリアゾール系紫外線吸収剤、トリアジン系紫外線吸収剤などを使用することができる。これらは市販品であってもよく、例えば、ベンゾフェノン系紫外線吸収剤としては、IPPOSHA社製、商品名「ULS−935LH」、「ULS−700」、「ULS−635L」、ベンゾトリアゾール系紫外線吸収剤としては、IPPOSHA社製、商品名「USL−1935LH」、「USL−1700」、「USL−1635」や、長瀬産業株式会社製、商品名「TINUVIN P」、「TINUVIN PFL」、「TINUVIN 234」、「TINUVIN 326」、「TINUVIN 329」があり、トリアジン系紫外線吸収剤としては、長瀬産業株式会社製、商品名「TINUVIN 1577 FF」などがある。
【0062】
また、赤外線吸収剤としては、アルミノシリケート、シリカ微粉末やカオリン珪藻土、エポキシ樹脂、ポリメチルメタアクリレート等の微粒子や、フタロシアニン系赤外線吸収剤がある。アルミノシリケートは、天然に産出されるゼオライト、人工ゼオライト等から得ることができ、アルミノシリケートの添加は、ゼオライトをそのまま添加することにより行ってもよい。この場合、添加するゼオライトは、粒径が0.5〜6μmのものが好ましい。この粒径のゼオライトは、より効率よく炭酸ガスレーザーを吸収する。本発明において、アルミノシリケートを用いた場合には、添加量をポリエチレン系樹脂に対して1〜10質量%、好ましくは3〜6質量%とする。なお、ポリエチレン系樹脂としては、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(L−LDPE)、メタロセン系ポリエチレン、エチレン酢酸ビニル共重合体、エチレンアクリル酸共重合体、エチレンプロピレン共重合体等及びこれらの混合物を例示できる。
【0063】
また、フタロシアニン系赤外線吸収剤がとしては、例えば、日本化薬株式会社製、商品名「KP Deeper NR Paste」や日本触媒株式会社製、フタロシアニン系化合物、商品名「イーエックスカラー」などを使用することができる。
【0064】
更に、近赤外線吸収剤としては、シアニン系近赤外線吸収剤やフタロシアニン系近赤外線吸収剤があり、シアニン系近赤外線吸収剤としては、日本化薬株式会社製、商品名「KAYASORB CY−10」、「KAYASORB CY−17」、「KAYASORB CY−20B」、「KAYASORB CY−30B」、「KAYASORB CY−30T」がある。また、フタロシアニン系化合物近赤外線吸収剤としえは、日本触媒株式会社製、商品名「Excolor MX−EX−851S」、「Excolor MX−EX−851SS」、「Excolor MX−EX−852S」、「Excolor MX−EX−852SS」、日本カーリット株式会社製、商品名「CIR」などがある。
【0065】
本発明では、上記レーザー吸収剤は、レーザー照射部におけるレーザー吸収率が、10〜60%となるようにレーザー吸収剤層を構成する樹脂に含有させることが好ましい。10%以上であれば、フィルムがレーザーをより効率よく吸収して、接着に十分な熱を得ることにより、センターシール強度及び生産効率のより優れたチューブ体となるのである。また、60%以下であるので、フィルム自体の強度低下の少ないチューブ体となるのである。即ち、吸収率を60%より大きくすると、レーザーの強さによっては、短時間で必要以上に加熱され、フィルム自体がダメージを受けて強度低下を引き起こす場合もあるが、吸収率を60%以下とすることにより、かかる事態を防止でき、また、該レーザー吸収剤を必要以上に加えないため、フィルム自体の強度低下の少ない透明性の低下も防止されたチューブ体となるのである。
【0066】
なお、上記した紫外線吸収剤、赤外線吸収剤、近赤外線吸収剤、ブラックカーボン、印刷インク用顔料、印刷インク用染料、アルミノシリケート、シリカ微粉末やカオリン珪藻土、エポキシ樹脂、ポリメチルメタアクリレート等の微粒子などのレーザー吸収剤などのレーザー吸収剤は、レーザー吸収剤層を形成する際に使用することができるほか、前記したレーザー溶着層に含有するレーザー吸収剤としても使用することができる。また、この際の含有率も、レーザー照射部におけるレーザー吸収率が、10〜60%となるようにレーザー吸収剤を含有させることが好ましい。
【0067】
なお、レーザー吸収剤層が、巻きラベルの最内層に形成される場合でも、レーザー照射によって分解され、レーザー溶着を好適に行うことができることが判明した。
【0068】
(5)レーザー反射層
本発明では、少なくとも巻きラベルの貼付部にレーザー溶着層と共にレーザー反射層を有することが好ましい。レーザー反射層を設けると、より集中的に効率よくレーザー溶着層の温度を昇温させ、軟化または融解させて接着させることができるため、レーザー照射量を低減して接着することができる。
【0069】
このようなレーザー反射層は、例えば図5、図6、図7に示すように、巻きラベル最内層に設けられることが好ましい。レーザー光は、巻きラベル表面の基材フィルム層側から照射されるため、貼付部の最内層に設けることが最もレーザー反射率に優れるからである。
【0070】
本発明において、レーザー反射層は、鉄、ニッケル、銅、アルミニウム、銀、金などの金属を使用することが好ましく、特にアルミニウムが安価であり、好適である。
【0071】
レーザー反射層が巻ラベルの最内層に設けられる場合、上記金属を箔として使用すると、貼付部における巻きラベルと容器との接着性を低下させる恐れがある。そこで本発明では、レーザー反射層を、例えばアルミ蒸着や、アルミニウム含有インキによる印刷によって形成する。なお、アルミ蒸着やアルミニウム含有インクによる印刷層による場合には、レーザー照射によって分解され、レーザー溶着を好適に行うことができることが判明した。
【0072】
例えば、レーザー溶着層に10-1〜10ー2Paの真空下において反応蒸着法、典型的には、金属アルミニウムを蒸着源とし蒸着槽内に酸素を供給する方法によりアルミ蒸着層を形成することができる。なお、レーザー反射層は、巻きラベルの前記レーザー溶着層の全長にわたって形成してもよく、貼付部のみに形成してもよい。
【0073】
一方、アルミニウム含有インキとして、リーフ状アルミペースト添加銀インキなどを使用し、印刷によってレーザー反射層を形成することもできる。
【0074】
(6)デザイン印刷層
本発明の巻きラベルは、基材フィルム層の内側や外側に印刷層が積層されていてもよい。この際、基材フィルム層のラベル内側とは、基材フィルム層に接して形成される場合に限定されない。また、本発明では、巻きラベルの全長に亘って印刷層を形成してもよいが、図8に示すように、貼付部にはデザイン印刷層を設けず、基材フィルム層の内側に、レーザー吸収剤層とレーザー溶着層とを積層してもよく、更にレーザー反射層を最内層に形成する態様であってもよく、貼付部以外の箇所にデザイン印刷層を形成するものであってもよい。
【0075】
印刷方法に限定はなく、例えばグラビア印刷で印刷層を形成することができる。印刷層としては、樹脂と溶媒から通常のインキビヒクルの1種ないし2種以上を調製し、これに、必要ならば、可塑剤、安定剤、酸化防止剤、光安定剤、紫外線吸収剤、硬化剤、架橋剤、滑剤、帯電防止剤、充填剤、その他等の助剤の1種ないし2種以上を任意に添加し、更に、染料・顔料等の着色剤を添加し、溶媒、希釈剤等で充分に混練してインキ組成物を調整して得たインキ組成物を使用することができる。
【0076】
このようなインキビヒクルとしては、公知のもの、例えば、あまに油、きり油、大豆油、炭化水素油、ロジン、ロジンエステル、ロジン変性樹脂、シェラック、アルキッド樹脂、フェノール系樹脂、マレイン酸樹脂、天然樹脂、炭化水素樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸系樹脂、ポリスチレン系樹脂、ポリビニルブチラール樹脂、アクリルまたはメタクリル系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、エポキシ系樹脂、尿素樹脂、メラミン樹脂、アミノアルキッド系樹脂、ニトロセルロース、エチルセルロース、塩化ゴム、環化ゴム、その他などの1種または2種以上を併用することができる。インクビヒクルは、版から被印刷物に着色剤を運び、被膜として固着させる働きをする。
【0077】
また、溶剤によってインキの乾燥性が異なる。印刷インキに使用される主な溶剤は、トルエン、MEK、酢酸エチル、IPAであり、速く乾燥させるために沸点の低い溶剤を用いるが、乾燥が速すぎると印刷物がかすれたり、うまく印刷できない場合があり、沸点の高い溶剤を適宜混合することができる。これによって、細かい文字もきれいに印刷できるようになる。着色剤には、溶剤に溶ける染料と、溶剤には溶けない顔料とがあり、グラビアインキでは顔料を使用する。顔料は無機顔料と有機顔料に分けられ、無機顔料としては酸化チタン(白色)、カーボンブラック(黒色)、アルミ粉末(金銀色)などがあり、有機顔料としてはアゾ系のものを好適に使用することができる。
【0078】
上記は、グラビア印刷で説明したが、凸版印刷、スクリーン印刷、転写印刷、フレキソ印刷、その他等の印刷方式であってもよい。また、印刷は、裏印刷でも、表印刷でもよい。
【0079】
(7)外層
本発明の巻きラベルは、前記基材フィルム層の表面側に更に外層を設けてもよい。このような外層としては、巻きラベルの用途や意匠性などによって適宜選択することができ、ラベル表面の滑り性を付与する場合にはOPニスを、ラベルを触ったときの触感を付与する場合にはスエードインキによる印刷層を、マット感を付与する場合にはマットOPなどを使用することが好ましい。なお、外層は、2層以上の積層とすることができ、外層にデザイン印刷層を形成してもよい。本発明の巻きラベルは、基材フィルム層と外層とが支持層となって、レーザー溶着層が軟化した場合でもラベルとしての形態を維持できるため、支持体となりうる強度を確保できることが好ましい。
【0080】
(8)表面処理
本発明には、上記巻きラベルのいずれかの層の形成に先立ち、予め表面処理を行った後に他の層を形成し、または積層してもよい。このような表面処理としては、コロナ放電処理、オゾン処理、酸素ガス若しくは窒素ガス等を用いた低温プラズマ処理、グロー放電処理、化学薬品等を用いて処理する酸化処理、その他等の前処理などがある。また、このような表面処理として、プライマーコート剤、アンダーコート剤、アンカーコート剤、接着剤、あるいは、蒸着アンカーコート剤等を任意に塗布し、表面処理としてもよい。
【0081】
(9)レーザー
本発明の巻きラベルは、レーザー照射して、容器と接着しうる巻きラベルである。本発明で使用しうるレーザーとしては、紫外線、赤外線、近赤外線などのいずれであってもよい。一般に、レーザーとしては、誘導物質を起こす媒体の種類によって、固体レーザー、液体レーザー、ガスレーザー、半導体レーザー、自由電子レーザーなどがあり、本発明では、照射するレーザーの波長と、巻きラベルのレーザー溶着層やレーザー吸収剤の吸収波長によって、適宜選択することができる。
【0082】
固体レーザーとしては、クロムイオンをサファイア結晶に混入させたルビーレーザーやネオジムイオンをYAG(イットリウム・アルミニウム・ガーネット結晶)に入れたYAGレーザーがある。YAGレーザーは、波長が1064nmの赤外線を発するが、非線形光学結晶を用いて高調波を発生させることによって、波長532nmの緑色の光や355nmの紫外線なども出すことができる。
【0083】
液体レーザーとしては、色素分子をアルコールなどの有機溶媒に溶かした色素レーザーがある。使用する色素や共振器の調節によって発振波長を自由に、かつ連続的に選択できる。
【0084】
ガスレーザーとしては、赤外線を発する炭酸ガスレーザーやヘリウム・ネオンレーザー(赤色)、希ガスを使ったエキシマレーザーなどがある。
【0085】
半導体レーザーは、半導体の再結合発光を利用したレーザーであり、半導体の構成元素によって発振するレーザー光の波長を変えることができる。
【0086】
真空中で光速に近い自由電子に磁界を加え進路を変えるとき発生するレーザー光があり、自由電子レーザーと呼ばれている。発生するレーザー光によって、赤外線レーザー・可視光レーザー・紫外線レーザーなどに分けられる。
【0087】
レーザーは光の出し方でも分けることができ、断続的にレーザー光を出すパルスレーザーと、連続的にレーザー光を出すCWレーザー(Continuous wave laser)とがある。本発明では、いずれでも好適に使用することができる。
【0088】
本発明では、巻きラベルを構成するレーザー溶着層やレーザー吸収剤層に対応して、適宜いずれのレーザーを使用することもできるが、紫外線、赤外線、近赤外線を放出するものが好適である。もっとも簡便には、レーザー光として赤外線や近赤外線を放出するものであり、炭酸ガスレーザーなどは特に好適である。
【0089】
レーザー溶着によれば、非接触で容器と巻きラベルとを溶着することができ、周辺部への熱影響がごくわずかであるため、外観に優れる巻きラベル付き容器を製造することができる。また、微細な部分・構造物の溶着が可能であり、かつ高い再現性があるため、量産に適するなどの利点がある。
【0090】
(10)巻きラベルの製造方法
本発明の巻きラベルが、図1に示すように、ポリエチレンテレフタレート(基材フィルム層)とグリコール変性ポリエチレンテレフタレート(レーザー溶着層)とからなる場合など、基材フィルム層とレーザー溶着層とを共押出しできる場合には、基材フィルムとレーザー溶着層とを共押出しによって形成することができる。また、図4に示すように、レーザー溶着層が、更に珪藻土などのレーザー吸収剤を含む場合には、共押出しの前工程でレーザー吸収剤とレーザー溶着しうる樹脂との混合工程を含めればよい。
【0091】
また、図2に示すように、レーザー溶着層に加えてレーザー吸収剤層を有する場合であって、レーザー吸収剤層が墨インク層である場合には、前記した基材フィルム層とレーザー溶着層とを有するフィルムのレーザー溶着層上に、例えばグラビアコーティングによって墨印刷を行えばよい。
【0092】
なお、本発明の巻きラベルが、例えば図8に示すように、基材フィルム層上の貼付部(W)以外にデザイン印刷層を有する場合には、基材フィルム層の上記貼付部には、墨印刷などによりレーザー吸収剤層を形成し、それ以外の部分は1以上のデザイン印刷を行えば、デザイン印刷層の形成と同時にレーザー吸収剤層を形成することができる。なお、図8は、更にその上にレーザー溶着層を形成した態様に該当する。
【0093】
また、図示しないが、貼付部(W)には墨印刷とアルミ含有インクによる印刷を行い、それ以外の部分にデザイン印刷を行えば、デザイン印刷層の形成と同時にレーザー吸収剤層およびレーザー反射層の形成を行うことができる。
【0094】
また、前記外層は、上記積層フィルムが形成された後に印刷基材を反転させて、例えばOPニスなどによる印刷を行うことで形成することができる。
【0095】
(11)容器
本発明の巻きラベルを添付しうる容器としては特に制限はなく、上記接着剤によって接着しうる樹脂であればよい。従って、本発明の巻きラベルが適用される被着体としては、ガラス容器;PETなどの合成樹脂性容器;セラミックボトルなどの無機物容器;アルミや鉄、SUSなどの金属製容器;ガラス、合成樹脂、セラミック、金属、紙などを含む複合材からなる容器がある。
【0096】
一方、前記容器が容器である場合には、該容器を構成する熱可塑性樹脂層としては、ポリエステル樹脂を使用することが、軽量で、機械的強度、耐熱性、ガス遮断性、耐薬品性、保香性、衛生性等に優れるため好ましい。容器は、ポリエステル樹脂を射出成形、真空成形、圧空成形等することにより製造することができる。
【0097】
上記のポリエステル樹脂としては、具体的に、飽和ジカルボン酸と飽和二価アルコールとからなる熱可塑性樹脂が使用できる。飽和ジカルボン酸としては、テレフタル酸、イソフタル酸、フタル酸、ナフタレン−1,4−又は2,6−ジカルボン酸、ジフェニルエーテル−4,4´−ジカルボン酸、ジフェニルジカルボン酸類、ジフェノキシエタンジエタンジカルボン酸類等の芳香族ジカルボン酸類、アジピン酸、セバチン酸、アゼライン酸、デカン−1.10−ジカルボン酸等の脂肪族ジカルボン酸、シクロヘキサンジカルボン酸等の脂環族ジカルボン酸等を使用することができる。また飽和二価アルコールとしては、エチレングリコール、プロピレングリコール、トリメチレングリコール、テトラメチレングリコール、ジエチレングリコール、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール、ヘキサメチレングリコール、ドデカメチレングリコール、ネオペンチルグリコール等の脂肪族グリコール類、シクロヘキサンジメタノール等の脂環族グリコール、2,2−ビス(4´−β−ヒドロキシエトキシフェニル)プロパン、その他の芳香族ジオール類等を使用することができる。好ましいポリエステルは、テレフタル酸とエチレングリコールとからなるポリエチレンテレフタレートである。
【0098】
上記のポリエステル樹脂は、固有粘度が0.5〜1.5の範囲のものを使用でき、0.55〜0.85の範囲のものを使用することが好ましい。また、このようなポリエステルは、溶融重合で製造され、180〜250℃の温度下で減圧処理または不活性ガス雰囲気で熱処理されたもの、または固相重合して低分子量重合物であるオリゴマーやアセトアルデヒドの含有量を低減させたものが好ましい。
【0099】
また、本発明に係る容器は、上記熱可塑性樹脂層の単層からなるものであってもよいが、ガスバリア性や遮光性を確保するために、多層構造としてもよい。
【0100】
ガスバリア性樹脂層としては、酸素、炭酸ガス等のガスバリア性に優れるものとして、共重合ポリエステル樹脂、ポリアミド樹脂、エチレンビニルアルコール共重合樹脂(以下「EVOH」ともいう。)、ポリグリコール酸(以下「PGA」ともいう。)、ハイニトリル樹脂、ポリアクリロニトリル、アクリロニトリルとメチルアクリレートとブタジエンとのコポリマー(商品名:バレックス)、ポリ塩化ビニル、メタキシリレンジアミンとアジピン酸とからなるナイロンMXD6、ポリエチレンイソフタレート系コポリマー、及び各種の液晶ポリエステル等使用できる。より具体的には、B010(三井ペット樹脂(株)製共重合ポリエステル樹脂)、MXナイロン(三菱ガス化学(株)製ポリアミド樹脂)、XYDAR(ダートコ製)、VECTRA(セラニーズポリプラスチック製)、エコノール(住友化学製)、ロッドラン(ユニチカ製)、EPE(三菱化成製)、X7G(イーストマン製)、ULTRAX(BASF製)等がある。
【0101】
またガスバリア性と水分バリア性の両方に優れたものとしては、テレフタル酸、エチレングリコール及びシクロヘキサンジメタノールからなるポリエチレンコポリマー(PETG)と、エチレンビニルアルコール共重合体とのブレンドポリマーや、上記PETGとポリビニルアルコールとのブレンドポリマー等を使用することができる。
中でも、ナイロンMXD−6は、遷移金属化合物を触媒量添加して使用することにより、酸素を遮断し、かつ酸素を捕捉することができるので、ボトル容器内の酸素を実質的にゼロにできるので内容物の酸化防止性に優れる点で好ましい。
【0102】
上記のナイロンMXD−6に添加する遷移金属系触媒は、酸素との反応性高めるために必要であり、具体的に、例えば、コバルト、マンガン、ニッケル、銅、ロジウム、ルテニウム等を使用でき、中でもコバルトを使用することが好ましい。
上記の遷移金属は、通常、炭酸塩、亜硫酸塩、チオ硫酸塩、第三リン酸塩、第二リン酸塩、有機酸塩、ハロゲン化物等と組み合わせて使用され、中でも、2−エチルへキサン酸コバルト、ネオデカン酸コバルト、ステアリン酸コバルト等のような遷移金属塩を使用することが好ましい。
【0103】
当該金属塩の添加量としては、当該樹脂組成物に対して0.001%〜1%程度で使用することが好ましい。
【0104】
なお、酸素を捕捉する機能を付与した容器とするには、例えば、上記のMXD−6ナイロン以外に、ポリブタジエン、ポリイソプレンのポリオレフィン系樹脂、グリコール、ポリブタジエンジオール等のジオール系樹脂等と遷移金属を添加した樹脂組成物、及び還元性で水に不溶なもの、例えば、アルカリ土類金属の水酸化物、亜硫酸塩、炭酸塩、アスコルビン酸等の有機酸塩を使用することができ、更に、必要に応じて上記の増感材を使用することができる。増感剤としては、具体的に、例えば、ベンゾフェノン、o−メトキシベンゾフェノン、アセトフェノン、o−メトキシアセトフェノン、アセナフテンキノン、メチルエチルケトン、バレロフェノン、ヘキサノフェノン、α−フェニルブチロフェノン、p−モルホリノプロピオフェノン、ジベンゾスベロン、4−モルホリノベンゾフェノン、ベンゾイン、ベンゾインメチルエーテル等を使用できる。
【0105】
また、上記のガスバリア性樹脂層は、上記の熱可塑性樹脂層を構成する樹脂を含有できる。このことによって、熱可塑性樹脂層とガスバリア性樹脂層との層間密着性を向上させることができるという利点を有する。
【0106】
更に、本発明において、前記の容器を構成する熱可塑性樹脂層やガスバリア性樹脂層の樹脂中には、紫外光を吸収する光吸収剤を含有してもよい。更に、容器を形成する樹脂中に、本発明の目的を損なわない範囲で滑剤、安定剤、酸化防止剤、熱劣化防止剤、帯電防止剤、抗菌剤等の添加剤やその他の樹脂を適量加えることができる。なお、上記ガスバリア層は、熱可塑性樹脂の重量に対して5質量%以下であることが好ましい。5質量%を超えると、容器の再生PET樹脂の用途が限定されてしまうため好ましくない。
【0107】
本発明で使用する容器の内側には、更に遮光性、ガスバリア性を確保するため無機酸化物蒸着層を積層してもよい。酸素ガスバリア性、水蒸気バリア性に優れると共に、容器を構成する樹脂からの溶出物を抑制することができ、保香性に優れ、充填物を長期間にわたって品質維持できるため好ましい。上記薄膜は、化学気相成長法により形成することができる。
【0108】
本発明において、口部に装着されるキャップ本体は、耐熱性、耐圧性、耐水性、遮光性を有することが必要である。前記のキャップ本体は、具体的には、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、ポリカーボネート系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、アクリロニトリル−スチレン共重合体(AS樹脂)、アクリロニトリル−スチレン−ブタジエン共重合体(ABS樹脂)、ポリアセタ−ル系樹脂、その他等の耐熱性等に富む樹脂を使用し、射出成形法等を利用して製造することができる。上記において、ピルファープループ性機能を有する環状体を設けたキャップ等であってもよい。この場合も、上記のような樹脂を使用し、その形状に合致した成形金型等を使用し、射出成形法等を利用して製造することができる。また、上記のキャップには、酸素ガスバリア性を付与するために、アルミニウム等の金属製、あるいは上記の耐熱性等に富む樹脂層の内面側に酸素ガスバリア性樹脂層を設けた構造からなるプラスティック製キャップを使用することができる。また、プラスチックキャップの仕様としては、酸素ガス吸収性樹脂層をインシェルモールドによりキャップ内面側に形成する1ピース仕様のものでも良く、あるいは、同機能を有するシート、いわゆるライナーを内面側に貼り合わせる2ピース仕様のものでも良い。
【0109】
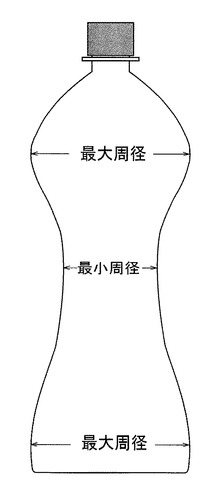
容器の形状としては、胴部の巻きラベルの貼付部の容器横断面が丸型に限定されず、四角、八角などの多角型であってもよい。また、巻きラベル貼付部の容器胴部が、胴部の全長に亘って同一径である場合に限定されず、容器の胴部縦断面が四角である以外に、たとえばひょうたん型などであってもよい。むしろ、本発明では、UVホットメルト型接着剤および/またはUV接着剤を介して巻きラベルを容器に貼付するため、容器の胴部に少なくとも1箇所以上、好ましくは2箇所以上の巻きラベル貼付用の凸部があればよく、凸部の形状も限定されず、いずれの場合も効率的に巻きラベル付き容器とすることができる。従って、図9に示すように、前記容器は、胴部の巻きラベル貼付部における最大周径に対する最小周径(最小周径×100/最大周径(%))が50〜100%、より好ましくは70〜90%、特に好ましくは75〜85%のものを好適に使用することができる。なお、本発明において「巻きラベル添付部」とは、それがシュリンクラベルである場合には、熱収縮処理後のシュリンクラベル付き容器において、シュリンクラベルが被覆される容器部分を意味する。更には、容器の巻きラベルが固定される部分、例えば、図5に示す場合にはW1およびW2に関し、W1,W2の周径は等しいことが好ましい。ラベルが固定される部分の容器外周や容器半径が等しければ、固定が容易だからである。
【0110】
(12)巻きラベル付き容器の製造方法
本発明では、巻きラベルにレーザー光を照射して、前記容器に巻きラベルを貼付することを特徴とする。使用するレーザーとしては、前記した、各種のレーザーを使用することができる。特には、波長が10.6μmの炭酸ガスレーザーを好適に使用することができる。
【0111】
本発明では、巻きラベルと容器とを重ね、前記巻きラベルの表面側からレーザーを照射して前記ラベルと容器とを固定する。レーザー照射による接着の場合には、例えばホットメルト型接着剤による接着と相違して、容器と巻きラベルとを加圧・押圧によって接着させる必要がなく、レーザー照射によって非接触で両者を固定することができる。レーザー照射により、巻きラベルのレーザー溶着層がレーザーの光エネルギーを吸収し、その結果、レーザー溶着層を軟化、溶融させ、前記巻きラベルと容器とを接着する。この際の照射量は、5〜200Wである。
【0112】
次いで、前記巻きラベルの残部を前記容器の外周に巻きつけ、前記ラベル終端部の表面側からレーザーを照射してラベルを容器に固定する。巻きラベルの終端部の表面側からレーザーを照射すると、前記終端貼付部のレーザー溶着層がレーザーの光エネルギーを吸収し、その結果、レーザー溶着層を軟化、溶融させ、巻きラベルを容器に固定することができる。
【0113】
また、前記巻きラベルがシュリンクラベルである場合には、このように製造された巻きラベル付き容器を、所定温度、例えば、60〜230℃の熱風や、水蒸気及び水蒸気が結露した湯気により加熱するスチームや、赤外線等の輻射熱を作用させてシュリンクラベルを周方向に高収縮させると、容器の胴部をシュリンクラベルで被覆することができる。
【実施例】
【0114】
次に実施例を挙げて本発明を具体的に説明するが、これらの実施例は何ら本発明を制限するものではない。
【0115】
実施例1
ポリエチレンテレフタレートとグリコール変性ポリエチレンテレフタレートとを共押出しおよび縦一軸延伸し、厚さ50μmのポリエチレンテレフタレートフィルム(外面;ポリエチレンテレフタレート40μm、内面;グリコール変性ポリエチレンテレフタレート10μm)の積層フィルムを用い、厚さ40μmのポリエチレンテレフタレートの表面に、デザイン印刷および厚さ3μmのOPニス層を形成し、縦一軸延伸方向が巻きつけ方向となるように巻きラベルを製造した。なお、この巻きラベルの熱収縮率は、縦方向に95℃で47%であった。
【0116】
実施例2
ポリエチレンテレフタレートとグリコール変性ポリエチレンテレフタレートとを共押出しおよび縦一軸延伸し、厚さ50μmのポリエチレンテレフタレートフィルム(外面;ポリエチレンテレフタレート40μm、内面;グリコール変性ポリエチレンテレフタレート10μm)の積層フィルムを用い、前記グリコール変性ポリエチレンテレフタレートの層上に、インキとして酸価チタン(白色)、墨、白、緑の顔料を使用して厚さ8μmのデザイン印刷層を形成した。また同時に、ラベル貼付部に墨インキを使用して厚さ4μmの墨印刷層(レーザー吸収剤層)を形成した。ついで、厚さ40μmのポリエチレンテレフタレートの表面に、厚さ3μmのOPニス層を形成し、縦一軸延伸方向が巻きつけ方向となるように巻きラベルを製造した。なお、この巻きラベルの熱収縮率は、縦方向に95℃で47%であった。
【0117】
実施例3
厚さ30μmの片面ヒートシールタイプの延伸ポリプロピレンフィルム(東洋紡株式会社製、商品名「P3162」)を使用し、ヒートシール面に墨インキを使用して厚さ4μmの墨印刷層(レーザー吸収剤層)を形成した。次いで、延伸ポリプロピレンフィルムの表面に、厚さ3μmのOPニス層を形成し、巻きラベルを製造した。なお、この巻きラベルの熱収縮率は、縦方向(巻き付け方向)に120℃で4%であった。
【0118】
実施例4
墨印刷層(レーザー吸収剤層)の上に、さらに銀インキによる印刷層(レーザー反射層)を形成した以外は、実施例3と同様にして巻きラベルを製造した。
【0119】
実施例5
実施例2で製造した巻きラベルの始端貼付部を、図9に示す巻きラベル貼付予定胴部に凹凸のあるPETボトル胴部と接触させ、この接触部の上端から下端に炭酸ガスレーザー(コヒレント社製、「DIAMOND K250」を使用して、パルス間隔500、パルス幅22、12m/min、22Wでレーザー光を照射し、ラベル始端部を容器に固定した。次いで、巻きラベル残部を前記PETボトル胴部に巻きつけ、巻きラベル終端貼付部の表面の上端から下端に、炭酸ガスレーザー(コヒレント社製、「DIAMOND K250」を使用して、パルス間隔500、パルス幅22、12m/min、22Wでレーザー光を照射し、巻きラベル付き容器を製造した。
【0120】
次いで、巻きラベル付き容器に温度75〜96℃のスチーム処理して、巻きラベルを熱収縮させた。
【0121】
実施例6
実施例3で製造した巻きラベルの始端貼付部を、巻きラベル貼付予定胴部に凹凸およびテーパーのない円筒状のPETボトル胴部と接触させ、この接触部の上端から下端に、炭酸ガスレーザー(コヒレント社製、「DIAMOND K250」を使用して、パルス間隔500、パルス幅70、12m/min、70Wでレーザー光を照射し、ラベル始端部を容器に固定した。次いで、巻きラベル残部を前記PETボトル胴部に巻きつけ、巻きラベル終端貼付部の表面の上端から下端に炭酸ガスレーザー(コヒレント社製、「DIAMOND K250」を使用して、パルス間隔500、パルス幅70、12m/min、70Wでレーザー光を照射し、ラベルを容器に固定し、巻きラベル付き容器を製造した。
【0122】
実施例7
実施例4で製造した巻きラベルの始端貼付部を、巻きラベル貼付予定胴部に凹凸およびテーパーのない円筒状のPETボトル胴部と接触させ、この接触部の上端から下端に、炭酸ガスレーザー(コヒレント社製、「DIAMOND K250」を使用して、パルス間隔500、パルス幅50、12m/min、50Wでレーザー光を照射し、ラベル始端部を容器に固定した。次いで、巻きラベル残部を前記PETボトル胴部に巻きつけ、巻きラベル終端貼付部の表面の上端から下端に、炭酸ガスレーザー(コヒレント社製、「DIAMOND K250」を使用して、パルス間隔500、パルス幅70、12m/min、70Wでレーザー光を照射し、ラベルを容器に固定し、巻きラベル付き容器を製造した。
【0123】
比較例1
厚さ50μmのポリエチレンテレフタレートの貼付部にホットメルト型接着剤を厚さ7μmに塗布した。次いで、延伸ポリエチレンテレフタレートの表面に、厚さ3μmのOPニス層を形成し、巻きラベルを製造した。
【0124】
この巻きラベルを巻きラベル貼付装置によって巻きラベル貼付予定胴部が図9に示す形状のPETボトルの胴部に貼付した。
【0125】
次いで、この巻きラベル付き容器にシュリンクトンネルで温度75〜96℃のスチーム処理して、巻きラベルを熱収縮させた。
【0126】
その結果、シュリンクトンネルでラベルで、容器からのラベル剥がれが観察された。
【産業上の利用可能性】
【0127】
本発明に係る巻きラベルは、レーザー光を照射して容器に直接接着することができ、かつ接着表面の安定性が確保されるために外観に優れ、高速に巻きラベル付き容器を製造することができ、有用である。
【図面の簡単な説明】
【0128】
【図1】図1は、基材フィルム層(10)とレーザー溶着層(20)とからなる、本発明の巻きラベルを説明する横断面図である。
【図2】図1の巻きラベルに、更にレーザー吸収剤層(30)を含んでおり、最内層にレーザー吸収剤層(30)が積層される態様を示す、本発明の巻きラベルを説明する横断面図である。
【図3】図1の巻きラベルに、更にレーザー吸収剤層(30)を含んでおり、基材フィルム層(10)とレーザー溶着層(20)との間にレーザー吸収剤層(30)が形成される態様を示す、本発明の巻きラベルを説明する横断面図である。
【図4】図1の巻きラベルのレーザー溶着層(20)に、レーザー吸収剤が含有され、レーザー吸収剤含有レーザー溶着層(25)が基材フィルム層(10)に積層される態様を示す、本発明の巻きラベルを説明する横断面図である。
【図5】ラベル最内層にレーザー反射層(40)を有する、本発明の巻きラベルを説明する横断面図である。
【図6】基材フィルム層(10)の内側にデザイン印刷層(50)を有する態様を示す、本発明の巻きラベルを説明する横断面図である。
【図7】図6の巻きラベルにおいて、更に基材フィルム層(10)の外側に外層(60)を形成する態様を示す、本発明の巻きラベルを説明する横断面図である。
【図8】貼付部(w)には基材フィルム層(10)、レーザー吸収剤層(30)、およびレーザー溶着層(20)が積層され、貼付部以外は、基材フィルム層(10)、デザイン印刷層(50)、およびレーザー溶着層(20)が積層される態様を示す。なお貼付部は、ラベル始端部とラベル終端部に形成した。
【図9】本発明で使用しうる容器であって、胴部のラベル接着部における最大周径に対する最小周径(最小周径×100/最大周径(%))が、50〜100%の凹部を有するものを説明する図である。
【符号の説明】
【0129】
10・・・基材フィルム層、
20・・・レーザー溶着層、
25・・・レーザー吸収剤含有レーザー溶着層、
30・・・レーザー吸収剤層、
40・・・レーザー反射層、
50・・・デザイン印刷層、
60・・・外層、
W・・・貼付部。
【技術分野】
【0001】
本発明は、容器の胴部外周面に直接貼付する巻きラベルに関し、より詳細には、容器の胴部外周面にレーザー照射によって直接貼付しうる巻きラベル、該巻きラベル付き容器およびこれらの製造方法に関する。
【背景技術】
【0002】
従来から、飲料などの容器に全周にわたる巻きラベルを装着する方法として、予め筒状に接着したラベルを前記容器に外嵌装着する方法がある(特許文献1)。前記特許文献1で使用するラベルは、印刷が施された合成樹脂製フィルムの両端部を重ね合わせてレーザー光の照射によって接着して筒状に形成したラベルであって、基材と、該基材の両面側に積層された表面層とを備え、該表面層は、前記基材よりも融点の低い材料からなり、前記両端部の接着面は、印刷が施されていない無印刷部に形成されているものである。
【0003】
また、容器外周に筒状ラベルを外嵌した後に熱処理してシュリンク形成するものとして、容器の口部下部から底部まで連続して表面を被覆する筒状シュリンクラベルを外嵌させ、ついで熱収縮処理を行う技術がある(特許文献2)。該特許文献2では、予め前記シュリンクラベルの両端部にホットメルト型接着剤を貼付し、該ホットメルト型接着剤を介してラベルを筒状に張り合わせている。
【0004】
一方、筒状のラベルを容器に外嵌する方法に代えて、巻きラベルを容器端部に接着剤を介して接着し、巻きラベル残部を容器に巻いた後に他端部を接着剤を介して容器に固定する技術もある(特許文献3)。単に、ラベルの裏面に接着性を付与し、ラベルの始端側から順に容器の周面に貼り付けてラベルの終端を始端に重ね合わせる従来品では、使用後のラベルの剥離が困難であること、および、ラベルの剥離性を高めるために接着力の弱い接着剤を使用すると、商品の流通過程等でラベルの重合部が不用意に剥離する場合があること、容器に外装するシームレス構造の筒状ラベルを使用する方法では、筒状ラベルが高価であるなどの問題に鑑みてなされたものであり、特許文献3記載のラベルは、ラベル裏面に難接着層を形成し、前記難接着層に接着性を有する容器接着層を積層して形成し、前記容器接着層を容器の周面に接着させてラベル裏面を仮接着した状態で、ラベルの両端を貼付するラベルであり、使用後にラベルを容易に除去しうる、というものである。
【0005】
また、このような巻きラベルを容器に貼着する装置も開示されている(特許文献4)。特許文献4記載の装置は、感熱性の接着剤を介して容器に巻きラベルを貼付するものであり、ホットメルト型接着剤層を裏面に有する原反ロールラベルを引き出し、所定サイズに切断してラベルを製造し、貼着前にラベルを加熱してラベル裏面に接着性を付与し、このラベルを容器周面に連続して貼着する装置である。特許文献4記載の装置は、ラベル切断装置の近傍に負圧吸引式の移送ドラムが回転自在に配設され、この移送ドラムによって切断したラベルの裏面側を吸着して貼着ドラムへ移送し、貼着ドラムでラベルの表面側を吸着しつつラベル裏面を加熱装置で加熱した後、搬送装置により貼着ドラムの接線方向に搬送された容器に該ラベル裏面を貼着させている。
【特許文献1】特開2000−141469号公報
【特許文献2】特開2006−117269号公報
【特許文献3】特開2000−242179号公報
【特許文献4】特開平9−301333号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、容器に筒状ラベルを外嵌してなる容器は、ラベル材料を被せる工程を断続的におこなうため稼働率が低下したり、ラベル材料を被せる際にずれが生じて容器の適性な箇所に正確にラベル表示がなされない場合がある。
【0007】
一方、予め筒状ラベルを形成することなく、直接容器に巻きラベルを貼付することができれば簡便である。しかしながら、カゼイングルーなどのコールドグルー接着剤や粘着ラベルを用いる接着法は、ビール瓶などのガラス瓶に貼着する方法であり、糊のはみ出しや浮きなどが出やすく接着時間も長いため、生産性が低下する。また、粘着ラベルを使用する方法もあるが、剥離紙を利用する分コストが高くなる。また、ホットメルト型接着剤によって容器と巻きラベルとを接着する方法では、接着後に容器が高温条件下にある場合には、ホットメルト型接着剤が溶融し外観を損なう場合がある。特に、該容器の内容物が加温製品の場合には、内容物の保管温度によって移送中や販売期間内にホットメルト型接着剤が溶融する恐れがあり、シュリンクラベルの場合には熱収縮処理を行う際にホットメルト型接着剤が溶け出す場合がある。加えて、反応性ホットメルト型接着剤を使用すると、硬化後に熱に対する耐性を有するが、反応時間が長いために生産性が低下する。
【0008】
このような現状に鑑み、本発明は、接着剤の介在なしに容器に巻きラベルを直接貼付しうる巻きラベルを提供することを目的とする。
【0009】
更に、本発明は、簡便な工程で迅速に、生産性高く、巻きラベルや巻きラベル付き容器を製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者は、容器の胴部外周面に直接貼付する巻きラベルについて詳細に検討した結果、レーザー溶着によって容器に接着できれば、接着剤の介在なしに容器に巻きラベルを貼付できること、巻きラベルがレーザー溶着層を有するものであれば、レーザー照射によって容器に巻きラベルを貼付できること、レーザー溶着によれば、ホットメルト型接着剤などと相違して加熱装置を使用することなく巻きラベルを容器に貼付しうること、更にレーザー吸収剤を含有させ、またはレーザー吸収剤層を積層すると更にレーザー吸収効率を向上させることができ、かつ同時に接着時の巻きラベルの表面層を安定化しうること、およびレーザー吸収剤層に加えて、巻きラベル最内層にレーザー反射層を設けると、照射量を低減しても効率的にレーザーによる接着が可能となること、このような巻きラベルを使用すると、安定したラベル接着強度で高速に生産効率よく巻きラベル付き容器を製造しうることを見出し、本発明を完成させた。
【0011】
すなわち、本発明は、容器の胴部外周面に直接貼付する巻きラベルであって、レーザー溶着によって前記容器に貼付することを特徴とする、巻きラベルを提供するものである。
【0012】
また、容器の胴部外周面に直接貼付する巻きラベルであって、基材フィルム層とレーザー溶着層とを含むことを特徴とする、巻きラベルを提供するものである。
【0013】
また、前記巻きラベルが、レーザー溶着によって容器に貼付された、巻きラベル付き容器を提供するものである。
【0014】
更に、本発明は、容器の胴部外周面に直接貼付される巻きラベルの製造方法であって、基材フィルム層とレーザー溶着層とを含み、前記基材フィルム層上またはレーザー溶着層上にカーボン含有インキで印刷してレーザー吸収剤層を形成することを特徴とする、巻きラベルの製造方法を提供するものである。
【0015】
また、本発明は、上記巻きラベルと容器とを重ね、前記巻きラベルの表面側からレーザーを照射して前記ラベルと容器とを固定し、前記巻きラベルの残部を前記容器の外周に巻きつけた後に、前記ラベル終端部の表面側からレーザーを照射して前記ラベルを容器に固定することを特徴とする、巻きラベル付き容器の製造方法を提供するものである。
【発明の効果】
【0016】
本発明の巻きレベルは、容器に直接貼付することができ、接着剤を使用しないため、生産工程を簡略化することができ、コストも低下させることができる。
【0017】
また、ホットメルト型接着剤を使用する巻きラベルと比較して印刷適性に優れ、かつ巻きラベル製品の保管や流通においても、ホットメルト型接着剤を使用していないため、広い温度幅の環境で保管、流通させることができる。
【0018】
本発明の巻きレベルは、レーザー溶着層を設けることで接着力を向上させることができ、かつ接着後の巻きラベル表面を安定化させることができ、外観に優れる巻きラベル付き容器を製造することができる。
【0019】
本発明の巻きラベルは、レーザー吸収剤層やレーザー反射層をグラビア印刷法などによって形成することができるため、例えば、巻きラベルにデザイン印刷層を形成する際に、同時にレーザー吸収剤層やレーザー反射層を形成することができ、簡便に巻きラベルを製造することができる。
【0020】
本発明の巻きラベル付き容器の製造装置には、ホットメルト型接着剤を使用する場合に必要な感熱ドラムなどが不要となるため、装置を小型化することができる。また、ホットメルト型接着剤を使用する場合には、接着の際の温度制御が必要となるが、本発明ではホットメルト型接着剤を使用しないため、温度制御することなく高い生産安定性および接着安定性を確保することができる。
【0021】
更に、本発明の巻きラベルは接着安定性が高いため、高速に容器に巻きラベルを貼付することができ、生産効率を向上することができる。
【発明を実施するための最良の形態】
【0022】
以下、本発明の巻きラベル、巻きラベル付き容器、巻きラベルの製造方法、巻きラベル付き容器の製造方法、該装置について説明する。
【0023】
(1)巻きラベルの構成
本発明の巻きラベルは、容器の胴部外周面に直接貼付する巻きラベルであって、レーザー溶着によって容器に貼付できるものであれば、材質を問わない。好ましくは、基材フィルム層とレーザー溶着層とを含む巻きラベルである。巻きラベルの貼付部にレーザー溶着層を含めたのは、レーザー照射によってレーザー溶着層を軟化および溶融させることで、接着剤を使用することなく迅速に容器と巻きラベル貼付部とを固定させることができるからである。
【0024】
本発明の巻きラベルにおいて、「レーザー溶着層」とは、レーザー光の照射によってレーザー光のエネルギーを吸収して溶着しうる樹脂層を意味する。該レーザー溶着層の存在により、レーザー照射によって容器と巻きラベルとを接着することができる。本発明の巻きラベルは、更に、レーザー吸収剤層やレーザー反射層を有していてもよく、更に、デザイン印刷層や外層を有していてもよい。なお、本発明の巻きラベルは、ラベル表面からレーザー照射して、容器にレーザー溶着することができる。図1に本発明の巻きラベルの好ましい態様を示す。
【0025】
図1は、基材フィルム層(10)とレーザー溶着層(20)とからなる巻きラベルである。レーザー溶着層が、巻きラベルの全幅に亘って形成されている態様である。ラベル表面からレーザーを照射すると、レーザー溶着層(20)がレーザー光のエネルギーを吸収して溶着し、容器と熱溶着する。
【0026】
本発明では、図2に示すように、更にレーザー吸収剤層(30)を含んでいてもよい。レーザー吸収剤層(30)が巻きラベルの最内層に形成される場合には、レーザー光をレーザー吸収剤層(30)が吸収するため効率的にレーザー溶着層(20)を軟化することができる。しかも、レーザー吸収剤層(30)は、レーザー照射によって気化するため、容易にレーザー溶着層(20)が容器と熱溶着することができる。なお、レーザー吸収剤層(30)は、図3に示すように、基材フィルム層(10)とレーザー溶着層(20)との間に形成してもよい。この場合にも、レーザー吸収剤層(30)がレーザー照射によって気化し、レーザー溶着層(20)が容器と熱溶着することができる。
【0027】
更に、本発明では、前記レーザー溶着層(20)に、レーザー吸収剤を含有させてもよい。図4に、基材フィルム層(10)とレーザー吸収剤含有レーザー溶着層(25)とからなる巻きラベルの態様を示す。レーザー溶着層(20)にレーザー吸収剤を含有させると、前記したレーザー溶着層(20)よりもレーザー光の吸収が向上し、図2、図3に示す態様と同様に、効率的にレーザー溶着を行うことができる。
【0028】
本発明の巻きラベルは、ラベル最内層にレーザー反射層(40)を有していてもよい。この態様を図5に示す。巻きラベル表面からレーザー照射すると、レーザー光が巻きラベル最内層に形成したレーザー反射層(40)で反射され、前記レーザー吸収剤層(30)やレーザー吸収剤含有レーザー溶着層(25)におけるレーザー光のエネルギー吸収を向上させ、少ないレーザー照射量でも効率的にレーザー溶着を行うことができる。
【0029】
本発明の巻きラベルは、基材フィルム層(10)の内側や外側にデザイン印刷層(50)を有していてもよい。これにより巻きラベルに意匠を施すことができる。図6に、基材フィルム層(10)とレーザー溶着層(20)との間にデザイン印刷層(50)を形成した態様を示す。
【0030】
本発明の巻きラベルは、更に基材フィルム層(10)の外側に外層(60)を形成してもよい。この態様を図7に示す。このような外層(60)の形成によって、巻きラベルを物理的な破損から保護することができる。なお、該外層(60)は、単層に限定されず、2層以上の積層であってもよい。本発明では、レーザー溶着層(20)がレーザー照射により軟化するため、外層(60)や基材フィルム層(10)が支持体となりうるから、このような強度を確保しうる積層であることが好ましい。なお、外層(60)のいずれかの層が前記したデザイン印刷層(50)であってもよい。
【0031】
なお、上記図1〜図7はいずれも、巻きラベル全幅に亘って各層が形成される態様であるが、本発明の巻きラベルはこれらに限定されず、少なくともレーザー照射によってレーザー溶着する貼付部が上記構成であればよい。このような貼付部は、巻きラベルのいずれであってよいが、一般的にはラベル始端部とラベル終端部である。図8に貼付部(w)には基材フィルム層(10)、レーザー吸収剤層(30)、およびレーザー溶着層(20)が積層され、貼付部以外は、基材フィルム層(10)、デザイン印刷層(50)、およびレーザー溶着層(20)が積層される態様を示す。
【0032】
本発明の巻きラベルのサイズは、貼付対象の容器のサイズに応じて適宜選択することができる。同様に、貼付部のサイズも、例えばラベル貼付装置の使用態様などに応じて適宜選択することができる。
【0033】
(2)基材フィルム層
巻きラベルを構成する基材フィルム層を構成する樹脂としては、機械的、物理的、化学的強度、印刷適性を有する樹脂を使用することが好ましい。
【0034】
例えば、ポリ乳酸系フィルム、ポリスチレン系フィルム、ポリエステル系フィルム、低密度ポリエチレンフィルム、中密度ポリエチレンフィルム、高密度ポリエチレンフィルム、低密度直鎖状ポリエチレンフィルム、環状ポリオレフィンフィルム、ポリプロピレンフィルム、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸メチル共重合体等の樹脂から製膜された等の延伸ポリオレフィンフィルム、不織布と収縮フィルムとのラミネートフィルム、ポリエステル−ポリスチレン共押出フィルム、6ナイロンフィルム、6,6ナイロンフィルム等のポリアミドフィルム、塩素化ポリエチレン,塩素化ポリプロピレンなどの樹脂から製膜された変性ポリオレフィンフィルム、塩化ビニル−酢酸ビニル共重合体の樹脂から製膜されたフィルム、アクリル系樹脂フィルムからなる群から選択される1種以上のフィルムが使用できる。
【0035】
上記樹脂は、上記樹脂の1種または2種以上を使用し、押し出し法、キャスト成形法、Tダイ法、切削法、インフレーション法、その他等の製膜化法を用いて単層で製膜化したもの、または2種以上の樹脂を使用して共押し出しなどで多層製膜したもの、または2種以上の樹脂を混合使用して製膜したものを使用することができ、未延伸フィルムであっても、テンター方式やチューブラー方式等で1軸ないし2軸方向に延伸してなる各種の延伸フィルムであってもよい。
【0036】
より好ましくは、延伸ポリエチレンテレフタレートフィルムなどの延伸ポリエステル系フィルム、延伸ポリスチレン系フィルム、延伸ポリプロピレンなどの延伸ポリオレフィン系フィルム、ポリ乳酸系フィルム、未延伸ポリオレフィン系フィルム、未延伸ポリエチレンテレフタレートフィルムなどの未延伸ポリエステル系フィルム、未延伸ポリスチレン系フィルム、未延伸ポリプロピレンなどの未延伸ポリオレフィン系フィルム、発泡ポリオレフィン系フィルム、発泡ポリスチレン系フィルム、不織布と収縮フィルムラミネートフィルム、からなる群から選択される1種以上のフィルムであり、用途に応じて適宜選択することができる。
【0037】
特に、本発明の巻きラベルをシュリンクフィルムとして使用する場合には、基材フィルム層を構成するフィルムとしては、熱処理によって収縮できるものを広く使用することができ、例えば、延伸ポリエチレンテレフタレートフィルム等の延伸ポリエステル系フィルム、延伸ポリスチレン系フィルム、低密度ポリエチレンフィルム、中密度ポリエチレンフィルム、高密度ポリエチレンフィルム、低密度直鎖状ポリエチレンフィルム、ポリプロピレンフィルム等の延伸ポリオレフィンフィルム、ポリ乳酸系フィルム、発泡ポリオレフィン系フィルム、発泡ポリスチレン系フィルム、不織布と収縮フィルムとのラミネートフィルム、延伸ポリエステル−ポリスチレン共押出しフィルムからなる群から選択される1種以上のフィルムであることが好ましい。
【0038】
これらの中でも、延伸ポリエステル系フィルム、延伸ポリスチレン系フィルム、延伸ポリオレフィン系フィルム、ポリ乳酸系フィルム、発泡ポリオレフィン系フィルム、発泡ポリスチレン系フィルム、不織布と収縮フィルムとのラミネートフィルム、延伸ポリエステル−ポリスチレン共押出しフィルムからなる群から選択される1種以上のフィルムが好ましい。なお、延伸フィルムは、一軸延伸であっても二軸延伸であってもよく、一軸延伸フィルムの場合は縦一軸延伸であっても横一軸延伸であってもよい。ただし、予めシュリンクラベルを筒状にして容器に装着し、次いで熱収縮処理を行うシュリンクラベルでは、横一軸延伸フィルムが好適であるのに対し、本願発明の巻きラベルは、シュリンクラベルとして使用する場合であっても、横一軸延伸フィルムの限定されるものでなく、横一軸延伸、縦一軸延伸、二軸延伸フィルムのいずれをも好適に使用することができる。
【0039】
上記フィルムの製造は、それを構成する樹脂の1種または2種以上を使用し、押し出し法、キャスト成形法、Tダイ法、切削法、インフレーション法、その他等の製膜化法を用いて単層で製膜化し、または2種以上の樹脂を使用して共押し出しなどで多層製膜し、または2種以上の樹脂を混合使用して製膜し、テンター方式やチューブラー方式等で1軸ないし2軸方向に延伸して調製することができる。
【0040】
本発明では、延伸ポリエステル系フィルム、延伸ポリスチレン系フィルム、延伸ポリオレフィン系フィルム、ポリ乳酸系フィルム、発泡ポリオレフィン系フィルム、発泡ポリスチレン系フィルム、延伸ポリエステル−ポリスチレン共押出しフィルムなどを好適に使用することができ、または不織布と前記フィルムとの積層フィルムであってもよい。
【0041】
一方、本発明のラベルが、シュリンクラベルとしての効果を奏するには、延伸方向に対する熱収縮率が5〜85%であることが好ましい。なお、本発明における熱収縮率とは、100℃の温水による熱収縮率であって、延伸方向の熱収縮率が下記式に従うものとする。従って、縦一軸延伸フィルムの場合には、収縮方向は、フィルム流れ方向であるため、流れ方向に対する熱収縮率が5〜85%であり、横一軸延伸フィルムの場合はフィルム幅方向に収縮するため、フィルム幅方向に対する熱収縮率が5〜85%となる。なお、二軸延伸フィルムの場合には、いずれかの延伸方法に対して熱収縮率が上記範囲内であることが好ましい。
【0042】
【数1】
本発明において、基材フィルム層の厚みは特に限定されないが、耐熱性、剛性、機械適性、外観等を損なわない範囲で適宜選択され、27〜200μm、より好ましくは30〜160μmが好ましい。なお、シュリンクラベルにおいては、熱収縮前の層厚とする。
【0043】
更に、上記の基材フィルム層には、必要に応じて、滑剤、充填剤、熱安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、難燃剤、着色剤等の各種添加剤を添加してもよい。また、基材フィルム層の表面には、印刷性を向上させるため、コロナ放電処理、プラズマ処理、火炎処理、酸処理などの慣用の表面処理を施してもよい。
【0044】
なお、上記基材フィルム層は、上記フィルムの単層に限定されず、2以上のフィルムの積層フィルムであってもよく、更に、これらのフィルムに酸化珪素、酸化アルミニウムもしくはアルミニウム等の蒸着膜を設けてもよい。積層フィルムの厚さとしては、30〜300μm程度に形成されるものが好ましい。なお、シュリンクラベルにおいては、熱収縮前の層厚とする。
【0045】
本発明では、基材フィルム層として市販のフィルムを使用してもよい。このようなフィルムとして、ポリサックプラスチックインダストリーリミテッド(Polysack Plastic Industries Ltd.)の商品名「ポリファンFIT ST(Polyphane FIT ST)」などの100℃での縦方向最大収縮率19%、130℃で70%の縦一軸延伸ポリスチレンフィルム、エクロンモービル社製、商品名「Label−Lyte−Roll−On−Shink−on LR210」、縦方向最大収縮率18%などの縦一軸延伸ポリプロピレンフィルム、日生工業社製の縦一軸延伸白色ポリプロピレンフィルム、三井化学プラテック社製、商品名「サニパール」などの縦一軸延伸白色発泡ポリプロピレンフィルム、三菱樹脂株式会社製の縦一軸延伸PLA系フィルムなどを好適に使用することができる。
【0046】
なお、本発明において「シュリンクラベル」とは、熱処理によって収縮するラベルであるが熱収縮の有無は問わない。従って、熱収縮前後のいずれにおいても、シュリンクラベルである。
【0047】
(3)レーザー溶着層
レーザー溶着層は、レーザー光の照射によってレーザー光のエネルギーを吸収して溶着しうる樹脂層である。レーザー溶着層を設けると、少ない照射量によって接着が可能となり、かつ接着時の巻きラベル表面層を安定化させることができることが判明した。
【0048】
レーザー溶着層を構成する樹脂としては、融点75〜360℃の樹脂がある。なお、融点は、JIS K7122に基づいて、示差型熱量計により測定し、昇温時のピーク温度とする。
【0049】
例えば、グリコール変性ポリエチレンテレフタレート(PETG)、酢酸ビニルを3〜10質量%含有するエチレン−酢酸ビニル共重合体、メタロセン触媒を使用して重合したエチレン−α・オレフィン共重合体、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸エチル共重合体、エチレン−メタクリル酸共重合体、ポリプロピレン、エチレン−メタクリル酸メチル共重合体、エチレン−プロピレン共重合体、メチルペンテンポリマー、ポリブテンポリマー、ポリエチレンまたはポリプロピレン等のポリオレフィン系樹脂をアクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、フマール酸、イタコン酸等の不飽和カルボン酸で変性した酸変性ポリオレフィン樹脂、ポリ酢酸ビニル系樹脂、ポリ(メタ)アクリル系樹脂、ポリ塩化ビニル系樹脂等の樹脂からなる1種以上のフィルムもしくはシートまたは塗布膜などを使用することができる。
【0050】
メタロセン触媒を使用して重合したエチレン−α・オレフィン共重合体としては、市販品を使用してもよく、三菱化学株式会社製の商品名「カーネル」、三井石油化学工業株式会社製の商品名「エボリュー」、米国、エクソン・ケミカル(EXXONCHEMICAL)社製の商品名「エクザクト(EXACT)」、米国、ダウ・ケミカル(DOW CHEMICAL)社製の商品名「アフィニティー(AFFINITY)、商品名「エンゲージ(ENGAGE)」、東ソー社製の商品名「04P51A」等がある。
【0051】
なお、上記で使用するメタロセン触媒とは、現行の触媒が、活性点が不均一でマルチサイト触媒と呼ばれているのに対し、活性点が均一であることからシングルサイト触媒とも呼ばれているものである。メタロセン系遷移金属化合物としては、例えば、IVB族から選ばれる遷移金属[チタニウム(Ti)、ジルコニウム(Zr)、ハフニウム(Hf)]に、シクロペンタジエニル基、置換シクロペンタジエニル基、インデニル基、置換インデニル基、テトラヒドロインデニル基、置換テトラヒドロインデニル基、フルオニル基又は置換フルオニル基が1乃至2結合しているか、或いは、これらのうちの二つの基が共有結合で架橋したものが結合しており、他に水素原子、酸素原子、ハロゲン原子、アルキル基、アルコキシ基、アリール基、アセチルアセトナート基、カルボニル基、窒素分子、酸素分子、ルイス塩基、ケイ素原子を含む置換基、不飽和炭化水素等の配位子を有するものが使用できる。また、上記シングルサイト系触媒を担持させる無機物としては、シリカゲル、ゼオライト、珪藻土等が挙げられる。重合方法としては、塊状重合、溶液重合、懸濁重合、気相重合等が挙げられ、また、これらの重合はバッチ法であっても連続法であってもよい。重合条件は、通常、重合温度:−100〜250℃、重合時間:5分〜10時間、反応圧力:常圧300kg/m2である。
【0052】
なお、上記レーザー溶着層には、酸化防止剤、紫外線吸収剤、帯電防止剤、アンチブロッキング剤、滑剤(脂肪酸アミド)、難燃化剤、無機および有機充填剤、染料、顔料などを適宜添加してもよい。
【0053】
本発明において、レーザー溶着層の厚さは、0.5〜10μmであることが好ましい。0.5μmより薄いとレーザー溶着後の剥離強度が十分でない場合があり、一方、10μmを超えてもレーザー溶着力が更に向上することは少なく、無駄である。
【0054】
なお、レーザー溶着層は、巻きラベルの全長に設けてもよいが、基材フィルム層の内側の貼付部のみに設けてもよい。
【0055】
本発明では、レーザー溶着層を設けることで接着時の巻きラベル表面層を安定化させることができる。このような巻きラベル表面の安定化の理由は明確ではないが、レーザー溶着層がレーザー光のエネルギーを吸収するため、巻きラベル表面に余剰のエネルギーが移行するのを防止するためと考えられる。すなわち、本発明の巻きラベルは、ラベル表面からレーザー光を照射するため、最もレーザー光のエネルギーの影響を受けやすいのはラベル表面となる。基材フィルム層よりラベル内側にレーザー溶着層を設けると、レーザー溶着層がレーザー光のエネルギーを吸収するため、ラベル表面へのレーザー光エネルギーの影響を抑制することができ、これによってラベル表面の溶融などを抑制することができる。特に、レーザー溶着層は、基材フィルム層より容易に軟化および溶融することで基材フィルム層や外層の軟化や溶融などを抑制し、表面層を安定化することができる。
【0056】
なお、レーザー溶着層は、レーザー溶着するものであれば市販品を使用することができ、例えば東洋紡株式会社製、商品名「P3162」などの片面ヒートシール性の延伸ポリプロピレンフィルムなどは、基材フィルム層とレーザー溶着層とを有するフィルムとして使用することができる。
【0057】
(4)レーザー吸収剤層
本発明におけるレーザー吸収剤層は、紫外線吸収剤、赤外線吸収剤、近赤外線吸収剤、ブラックカーボン、印刷インク用顔料、印刷インク用染料、アルミノシリケート、シリカ微粉末やカオリン珪藻土、エポキシ樹脂、ポリメチルメタアクリレート等の微粒子などのレーザー吸収剤を含有する層である。従って、紫外線吸収剤含有層、赤外線吸収剤含有層、近赤外線吸収剤含有層、墨インク層、印刷層、その他などが例示できる。なお、レーザー吸収剤は、巻きラベルに照射するレーザーの種類に対応して適宜選択することができる。
【0058】
従って、本発明のレーザー吸収剤層は、上記紫外線吸収剤、赤外線吸収剤、近赤外線吸収剤、ブラックカーボン、アルミノシリケート、シリカ微粉末やカオリン珪藻土、エポキシ樹脂、ポリメチルメタアクリレート等の微粒子などを、樹脂に溶解、混練して樹脂層を形成し、前記基材フィルム層やレーザー溶着層上に積層することで形成することができる。使用する樹脂は、溶解や混練するレーザー吸収剤の種類によって適宜選択することができ、このような樹脂として、前記基材フィルム層を構成する樹脂や、レーザー溶着層を構成する樹脂、その他LDPE、L−LDPEなどのポリエチレン系樹脂などを例示することができる。
【0059】
なお、樹脂としてレーザー溶着層を構成する樹脂を使用する場合には、更にレーザー溶着層を有する必要はない。このような態様として前記図4が該当する。
【0060】
更に、本発明の巻きラベルは、墨印刷などの印刷層をレーザー吸収剤層として使用することができる。墨印刷に使用される墨インクは、赤外線を吸収するブラックカーボンを顔料として含むため、墨印刷層はレーザー吸収剤層となりうる。なお、印刷インキの組成は、顔料、染料などの色料;乾性油、半乾性油、不乾性油、加工油、などの油脂、天然樹脂、天然物誘導体、合成樹脂などの樹脂、炭化水素、エステル、ケトン、アルコール、多価アルコール、水などの溶剤などのビヒクル;コンパウンド、ドライヤー類、その他分散剤、消泡剤、可塑剤などの補助剤の三成分からなり、印刷後には、含まれる樹脂によって印刷層を形成するため、更に樹脂などを併用することなく、レーザー吸収剤層とすることができる。
【0061】
本発明で好適に使用できる紫外線吸収剤としては、ベンゾフェノン系紫外線吸収剤、ベンゾトリアゾール系紫外線吸収剤、トリアジン系紫外線吸収剤などを使用することができる。これらは市販品であってもよく、例えば、ベンゾフェノン系紫外線吸収剤としては、IPPOSHA社製、商品名「ULS−935LH」、「ULS−700」、「ULS−635L」、ベンゾトリアゾール系紫外線吸収剤としては、IPPOSHA社製、商品名「USL−1935LH」、「USL−1700」、「USL−1635」や、長瀬産業株式会社製、商品名「TINUVIN P」、「TINUVIN PFL」、「TINUVIN 234」、「TINUVIN 326」、「TINUVIN 329」があり、トリアジン系紫外線吸収剤としては、長瀬産業株式会社製、商品名「TINUVIN 1577 FF」などがある。
【0062】
また、赤外線吸収剤としては、アルミノシリケート、シリカ微粉末やカオリン珪藻土、エポキシ樹脂、ポリメチルメタアクリレート等の微粒子や、フタロシアニン系赤外線吸収剤がある。アルミノシリケートは、天然に産出されるゼオライト、人工ゼオライト等から得ることができ、アルミノシリケートの添加は、ゼオライトをそのまま添加することにより行ってもよい。この場合、添加するゼオライトは、粒径が0.5〜6μmのものが好ましい。この粒径のゼオライトは、より効率よく炭酸ガスレーザーを吸収する。本発明において、アルミノシリケートを用いた場合には、添加量をポリエチレン系樹脂に対して1〜10質量%、好ましくは3〜6質量%とする。なお、ポリエチレン系樹脂としては、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(L−LDPE)、メタロセン系ポリエチレン、エチレン酢酸ビニル共重合体、エチレンアクリル酸共重合体、エチレンプロピレン共重合体等及びこれらの混合物を例示できる。
【0063】
また、フタロシアニン系赤外線吸収剤がとしては、例えば、日本化薬株式会社製、商品名「KP Deeper NR Paste」や日本触媒株式会社製、フタロシアニン系化合物、商品名「イーエックスカラー」などを使用することができる。
【0064】
更に、近赤外線吸収剤としては、シアニン系近赤外線吸収剤やフタロシアニン系近赤外線吸収剤があり、シアニン系近赤外線吸収剤としては、日本化薬株式会社製、商品名「KAYASORB CY−10」、「KAYASORB CY−17」、「KAYASORB CY−20B」、「KAYASORB CY−30B」、「KAYASORB CY−30T」がある。また、フタロシアニン系化合物近赤外線吸収剤としえは、日本触媒株式会社製、商品名「Excolor MX−EX−851S」、「Excolor MX−EX−851SS」、「Excolor MX−EX−852S」、「Excolor MX−EX−852SS」、日本カーリット株式会社製、商品名「CIR」などがある。
【0065】
本発明では、上記レーザー吸収剤は、レーザー照射部におけるレーザー吸収率が、10〜60%となるようにレーザー吸収剤層を構成する樹脂に含有させることが好ましい。10%以上であれば、フィルムがレーザーをより効率よく吸収して、接着に十分な熱を得ることにより、センターシール強度及び生産効率のより優れたチューブ体となるのである。また、60%以下であるので、フィルム自体の強度低下の少ないチューブ体となるのである。即ち、吸収率を60%より大きくすると、レーザーの強さによっては、短時間で必要以上に加熱され、フィルム自体がダメージを受けて強度低下を引き起こす場合もあるが、吸収率を60%以下とすることにより、かかる事態を防止でき、また、該レーザー吸収剤を必要以上に加えないため、フィルム自体の強度低下の少ない透明性の低下も防止されたチューブ体となるのである。
【0066】
なお、上記した紫外線吸収剤、赤外線吸収剤、近赤外線吸収剤、ブラックカーボン、印刷インク用顔料、印刷インク用染料、アルミノシリケート、シリカ微粉末やカオリン珪藻土、エポキシ樹脂、ポリメチルメタアクリレート等の微粒子などのレーザー吸収剤などのレーザー吸収剤は、レーザー吸収剤層を形成する際に使用することができるほか、前記したレーザー溶着層に含有するレーザー吸収剤としても使用することができる。また、この際の含有率も、レーザー照射部におけるレーザー吸収率が、10〜60%となるようにレーザー吸収剤を含有させることが好ましい。
【0067】
なお、レーザー吸収剤層が、巻きラベルの最内層に形成される場合でも、レーザー照射によって分解され、レーザー溶着を好適に行うことができることが判明した。
【0068】
(5)レーザー反射層
本発明では、少なくとも巻きラベルの貼付部にレーザー溶着層と共にレーザー反射層を有することが好ましい。レーザー反射層を設けると、より集中的に効率よくレーザー溶着層の温度を昇温させ、軟化または融解させて接着させることができるため、レーザー照射量を低減して接着することができる。
【0069】
このようなレーザー反射層は、例えば図5、図6、図7に示すように、巻きラベル最内層に設けられることが好ましい。レーザー光は、巻きラベル表面の基材フィルム層側から照射されるため、貼付部の最内層に設けることが最もレーザー反射率に優れるからである。
【0070】
本発明において、レーザー反射層は、鉄、ニッケル、銅、アルミニウム、銀、金などの金属を使用することが好ましく、特にアルミニウムが安価であり、好適である。
【0071】
レーザー反射層が巻ラベルの最内層に設けられる場合、上記金属を箔として使用すると、貼付部における巻きラベルと容器との接着性を低下させる恐れがある。そこで本発明では、レーザー反射層を、例えばアルミ蒸着や、アルミニウム含有インキによる印刷によって形成する。なお、アルミ蒸着やアルミニウム含有インクによる印刷層による場合には、レーザー照射によって分解され、レーザー溶着を好適に行うことができることが判明した。
【0072】
例えば、レーザー溶着層に10-1〜10ー2Paの真空下において反応蒸着法、典型的には、金属アルミニウムを蒸着源とし蒸着槽内に酸素を供給する方法によりアルミ蒸着層を形成することができる。なお、レーザー反射層は、巻きラベルの前記レーザー溶着層の全長にわたって形成してもよく、貼付部のみに形成してもよい。
【0073】
一方、アルミニウム含有インキとして、リーフ状アルミペースト添加銀インキなどを使用し、印刷によってレーザー反射層を形成することもできる。
【0074】
(6)デザイン印刷層
本発明の巻きラベルは、基材フィルム層の内側や外側に印刷層が積層されていてもよい。この際、基材フィルム層のラベル内側とは、基材フィルム層に接して形成される場合に限定されない。また、本発明では、巻きラベルの全長に亘って印刷層を形成してもよいが、図8に示すように、貼付部にはデザイン印刷層を設けず、基材フィルム層の内側に、レーザー吸収剤層とレーザー溶着層とを積層してもよく、更にレーザー反射層を最内層に形成する態様であってもよく、貼付部以外の箇所にデザイン印刷層を形成するものであってもよい。
【0075】
印刷方法に限定はなく、例えばグラビア印刷で印刷層を形成することができる。印刷層としては、樹脂と溶媒から通常のインキビヒクルの1種ないし2種以上を調製し、これに、必要ならば、可塑剤、安定剤、酸化防止剤、光安定剤、紫外線吸収剤、硬化剤、架橋剤、滑剤、帯電防止剤、充填剤、その他等の助剤の1種ないし2種以上を任意に添加し、更に、染料・顔料等の着色剤を添加し、溶媒、希釈剤等で充分に混練してインキ組成物を調整して得たインキ組成物を使用することができる。
【0076】
このようなインキビヒクルとしては、公知のもの、例えば、あまに油、きり油、大豆油、炭化水素油、ロジン、ロジンエステル、ロジン変性樹脂、シェラック、アルキッド樹脂、フェノール系樹脂、マレイン酸樹脂、天然樹脂、炭化水素樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸系樹脂、ポリスチレン系樹脂、ポリビニルブチラール樹脂、アクリルまたはメタクリル系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、エポキシ系樹脂、尿素樹脂、メラミン樹脂、アミノアルキッド系樹脂、ニトロセルロース、エチルセルロース、塩化ゴム、環化ゴム、その他などの1種または2種以上を併用することができる。インクビヒクルは、版から被印刷物に着色剤を運び、被膜として固着させる働きをする。
【0077】
また、溶剤によってインキの乾燥性が異なる。印刷インキに使用される主な溶剤は、トルエン、MEK、酢酸エチル、IPAであり、速く乾燥させるために沸点の低い溶剤を用いるが、乾燥が速すぎると印刷物がかすれたり、うまく印刷できない場合があり、沸点の高い溶剤を適宜混合することができる。これによって、細かい文字もきれいに印刷できるようになる。着色剤には、溶剤に溶ける染料と、溶剤には溶けない顔料とがあり、グラビアインキでは顔料を使用する。顔料は無機顔料と有機顔料に分けられ、無機顔料としては酸化チタン(白色)、カーボンブラック(黒色)、アルミ粉末(金銀色)などがあり、有機顔料としてはアゾ系のものを好適に使用することができる。
【0078】
上記は、グラビア印刷で説明したが、凸版印刷、スクリーン印刷、転写印刷、フレキソ印刷、その他等の印刷方式であってもよい。また、印刷は、裏印刷でも、表印刷でもよい。
【0079】
(7)外層
本発明の巻きラベルは、前記基材フィルム層の表面側に更に外層を設けてもよい。このような外層としては、巻きラベルの用途や意匠性などによって適宜選択することができ、ラベル表面の滑り性を付与する場合にはOPニスを、ラベルを触ったときの触感を付与する場合にはスエードインキによる印刷層を、マット感を付与する場合にはマットOPなどを使用することが好ましい。なお、外層は、2層以上の積層とすることができ、外層にデザイン印刷層を形成してもよい。本発明の巻きラベルは、基材フィルム層と外層とが支持層となって、レーザー溶着層が軟化した場合でもラベルとしての形態を維持できるため、支持体となりうる強度を確保できることが好ましい。
【0080】
(8)表面処理
本発明には、上記巻きラベルのいずれかの層の形成に先立ち、予め表面処理を行った後に他の層を形成し、または積層してもよい。このような表面処理としては、コロナ放電処理、オゾン処理、酸素ガス若しくは窒素ガス等を用いた低温プラズマ処理、グロー放電処理、化学薬品等を用いて処理する酸化処理、その他等の前処理などがある。また、このような表面処理として、プライマーコート剤、アンダーコート剤、アンカーコート剤、接着剤、あるいは、蒸着アンカーコート剤等を任意に塗布し、表面処理としてもよい。
【0081】
(9)レーザー
本発明の巻きラベルは、レーザー照射して、容器と接着しうる巻きラベルである。本発明で使用しうるレーザーとしては、紫外線、赤外線、近赤外線などのいずれであってもよい。一般に、レーザーとしては、誘導物質を起こす媒体の種類によって、固体レーザー、液体レーザー、ガスレーザー、半導体レーザー、自由電子レーザーなどがあり、本発明では、照射するレーザーの波長と、巻きラベルのレーザー溶着層やレーザー吸収剤の吸収波長によって、適宜選択することができる。
【0082】
固体レーザーとしては、クロムイオンをサファイア結晶に混入させたルビーレーザーやネオジムイオンをYAG(イットリウム・アルミニウム・ガーネット結晶)に入れたYAGレーザーがある。YAGレーザーは、波長が1064nmの赤外線を発するが、非線形光学結晶を用いて高調波を発生させることによって、波長532nmの緑色の光や355nmの紫外線なども出すことができる。
【0083】
液体レーザーとしては、色素分子をアルコールなどの有機溶媒に溶かした色素レーザーがある。使用する色素や共振器の調節によって発振波長を自由に、かつ連続的に選択できる。
【0084】
ガスレーザーとしては、赤外線を発する炭酸ガスレーザーやヘリウム・ネオンレーザー(赤色)、希ガスを使ったエキシマレーザーなどがある。
【0085】
半導体レーザーは、半導体の再結合発光を利用したレーザーであり、半導体の構成元素によって発振するレーザー光の波長を変えることができる。
【0086】
真空中で光速に近い自由電子に磁界を加え進路を変えるとき発生するレーザー光があり、自由電子レーザーと呼ばれている。発生するレーザー光によって、赤外線レーザー・可視光レーザー・紫外線レーザーなどに分けられる。
【0087】
レーザーは光の出し方でも分けることができ、断続的にレーザー光を出すパルスレーザーと、連続的にレーザー光を出すCWレーザー(Continuous wave laser)とがある。本発明では、いずれでも好適に使用することができる。
【0088】
本発明では、巻きラベルを構成するレーザー溶着層やレーザー吸収剤層に対応して、適宜いずれのレーザーを使用することもできるが、紫外線、赤外線、近赤外線を放出するものが好適である。もっとも簡便には、レーザー光として赤外線や近赤外線を放出するものであり、炭酸ガスレーザーなどは特に好適である。
【0089】
レーザー溶着によれば、非接触で容器と巻きラベルとを溶着することができ、周辺部への熱影響がごくわずかであるため、外観に優れる巻きラベル付き容器を製造することができる。また、微細な部分・構造物の溶着が可能であり、かつ高い再現性があるため、量産に適するなどの利点がある。
【0090】
(10)巻きラベルの製造方法
本発明の巻きラベルが、図1に示すように、ポリエチレンテレフタレート(基材フィルム層)とグリコール変性ポリエチレンテレフタレート(レーザー溶着層)とからなる場合など、基材フィルム層とレーザー溶着層とを共押出しできる場合には、基材フィルムとレーザー溶着層とを共押出しによって形成することができる。また、図4に示すように、レーザー溶着層が、更に珪藻土などのレーザー吸収剤を含む場合には、共押出しの前工程でレーザー吸収剤とレーザー溶着しうる樹脂との混合工程を含めればよい。
【0091】
また、図2に示すように、レーザー溶着層に加えてレーザー吸収剤層を有する場合であって、レーザー吸収剤層が墨インク層である場合には、前記した基材フィルム層とレーザー溶着層とを有するフィルムのレーザー溶着層上に、例えばグラビアコーティングによって墨印刷を行えばよい。
【0092】
なお、本発明の巻きラベルが、例えば図8に示すように、基材フィルム層上の貼付部(W)以外にデザイン印刷層を有する場合には、基材フィルム層の上記貼付部には、墨印刷などによりレーザー吸収剤層を形成し、それ以外の部分は1以上のデザイン印刷を行えば、デザイン印刷層の形成と同時にレーザー吸収剤層を形成することができる。なお、図8は、更にその上にレーザー溶着層を形成した態様に該当する。
【0093】
また、図示しないが、貼付部(W)には墨印刷とアルミ含有インクによる印刷を行い、それ以外の部分にデザイン印刷を行えば、デザイン印刷層の形成と同時にレーザー吸収剤層およびレーザー反射層の形成を行うことができる。
【0094】
また、前記外層は、上記積層フィルムが形成された後に印刷基材を反転させて、例えばOPニスなどによる印刷を行うことで形成することができる。
【0095】
(11)容器
本発明の巻きラベルを添付しうる容器としては特に制限はなく、上記接着剤によって接着しうる樹脂であればよい。従って、本発明の巻きラベルが適用される被着体としては、ガラス容器;PETなどの合成樹脂性容器;セラミックボトルなどの無機物容器;アルミや鉄、SUSなどの金属製容器;ガラス、合成樹脂、セラミック、金属、紙などを含む複合材からなる容器がある。
【0096】
一方、前記容器が容器である場合には、該容器を構成する熱可塑性樹脂層としては、ポリエステル樹脂を使用することが、軽量で、機械的強度、耐熱性、ガス遮断性、耐薬品性、保香性、衛生性等に優れるため好ましい。容器は、ポリエステル樹脂を射出成形、真空成形、圧空成形等することにより製造することができる。
【0097】
上記のポリエステル樹脂としては、具体的に、飽和ジカルボン酸と飽和二価アルコールとからなる熱可塑性樹脂が使用できる。飽和ジカルボン酸としては、テレフタル酸、イソフタル酸、フタル酸、ナフタレン−1,4−又は2,6−ジカルボン酸、ジフェニルエーテル−4,4´−ジカルボン酸、ジフェニルジカルボン酸類、ジフェノキシエタンジエタンジカルボン酸類等の芳香族ジカルボン酸類、アジピン酸、セバチン酸、アゼライン酸、デカン−1.10−ジカルボン酸等の脂肪族ジカルボン酸、シクロヘキサンジカルボン酸等の脂環族ジカルボン酸等を使用することができる。また飽和二価アルコールとしては、エチレングリコール、プロピレングリコール、トリメチレングリコール、テトラメチレングリコール、ジエチレングリコール、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール、ヘキサメチレングリコール、ドデカメチレングリコール、ネオペンチルグリコール等の脂肪族グリコール類、シクロヘキサンジメタノール等の脂環族グリコール、2,2−ビス(4´−β−ヒドロキシエトキシフェニル)プロパン、その他の芳香族ジオール類等を使用することができる。好ましいポリエステルは、テレフタル酸とエチレングリコールとからなるポリエチレンテレフタレートである。
【0098】
上記のポリエステル樹脂は、固有粘度が0.5〜1.5の範囲のものを使用でき、0.55〜0.85の範囲のものを使用することが好ましい。また、このようなポリエステルは、溶融重合で製造され、180〜250℃の温度下で減圧処理または不活性ガス雰囲気で熱処理されたもの、または固相重合して低分子量重合物であるオリゴマーやアセトアルデヒドの含有量を低減させたものが好ましい。
【0099】
また、本発明に係る容器は、上記熱可塑性樹脂層の単層からなるものであってもよいが、ガスバリア性や遮光性を確保するために、多層構造としてもよい。
【0100】
ガスバリア性樹脂層としては、酸素、炭酸ガス等のガスバリア性に優れるものとして、共重合ポリエステル樹脂、ポリアミド樹脂、エチレンビニルアルコール共重合樹脂(以下「EVOH」ともいう。)、ポリグリコール酸(以下「PGA」ともいう。)、ハイニトリル樹脂、ポリアクリロニトリル、アクリロニトリルとメチルアクリレートとブタジエンとのコポリマー(商品名:バレックス)、ポリ塩化ビニル、メタキシリレンジアミンとアジピン酸とからなるナイロンMXD6、ポリエチレンイソフタレート系コポリマー、及び各種の液晶ポリエステル等使用できる。より具体的には、B010(三井ペット樹脂(株)製共重合ポリエステル樹脂)、MXナイロン(三菱ガス化学(株)製ポリアミド樹脂)、XYDAR(ダートコ製)、VECTRA(セラニーズポリプラスチック製)、エコノール(住友化学製)、ロッドラン(ユニチカ製)、EPE(三菱化成製)、X7G(イーストマン製)、ULTRAX(BASF製)等がある。
【0101】
またガスバリア性と水分バリア性の両方に優れたものとしては、テレフタル酸、エチレングリコール及びシクロヘキサンジメタノールからなるポリエチレンコポリマー(PETG)と、エチレンビニルアルコール共重合体とのブレンドポリマーや、上記PETGとポリビニルアルコールとのブレンドポリマー等を使用することができる。
中でも、ナイロンMXD−6は、遷移金属化合物を触媒量添加して使用することにより、酸素を遮断し、かつ酸素を捕捉することができるので、ボトル容器内の酸素を実質的にゼロにできるので内容物の酸化防止性に優れる点で好ましい。
【0102】
上記のナイロンMXD−6に添加する遷移金属系触媒は、酸素との反応性高めるために必要であり、具体的に、例えば、コバルト、マンガン、ニッケル、銅、ロジウム、ルテニウム等を使用でき、中でもコバルトを使用することが好ましい。
上記の遷移金属は、通常、炭酸塩、亜硫酸塩、チオ硫酸塩、第三リン酸塩、第二リン酸塩、有機酸塩、ハロゲン化物等と組み合わせて使用され、中でも、2−エチルへキサン酸コバルト、ネオデカン酸コバルト、ステアリン酸コバルト等のような遷移金属塩を使用することが好ましい。
【0103】
当該金属塩の添加量としては、当該樹脂組成物に対して0.001%〜1%程度で使用することが好ましい。
【0104】
なお、酸素を捕捉する機能を付与した容器とするには、例えば、上記のMXD−6ナイロン以外に、ポリブタジエン、ポリイソプレンのポリオレフィン系樹脂、グリコール、ポリブタジエンジオール等のジオール系樹脂等と遷移金属を添加した樹脂組成物、及び還元性で水に不溶なもの、例えば、アルカリ土類金属の水酸化物、亜硫酸塩、炭酸塩、アスコルビン酸等の有機酸塩を使用することができ、更に、必要に応じて上記の増感材を使用することができる。増感剤としては、具体的に、例えば、ベンゾフェノン、o−メトキシベンゾフェノン、アセトフェノン、o−メトキシアセトフェノン、アセナフテンキノン、メチルエチルケトン、バレロフェノン、ヘキサノフェノン、α−フェニルブチロフェノン、p−モルホリノプロピオフェノン、ジベンゾスベロン、4−モルホリノベンゾフェノン、ベンゾイン、ベンゾインメチルエーテル等を使用できる。
【0105】
また、上記のガスバリア性樹脂層は、上記の熱可塑性樹脂層を構成する樹脂を含有できる。このことによって、熱可塑性樹脂層とガスバリア性樹脂層との層間密着性を向上させることができるという利点を有する。
【0106】
更に、本発明において、前記の容器を構成する熱可塑性樹脂層やガスバリア性樹脂層の樹脂中には、紫外光を吸収する光吸収剤を含有してもよい。更に、容器を形成する樹脂中に、本発明の目的を損なわない範囲で滑剤、安定剤、酸化防止剤、熱劣化防止剤、帯電防止剤、抗菌剤等の添加剤やその他の樹脂を適量加えることができる。なお、上記ガスバリア層は、熱可塑性樹脂の重量に対して5質量%以下であることが好ましい。5質量%を超えると、容器の再生PET樹脂の用途が限定されてしまうため好ましくない。
【0107】
本発明で使用する容器の内側には、更に遮光性、ガスバリア性を確保するため無機酸化物蒸着層を積層してもよい。酸素ガスバリア性、水蒸気バリア性に優れると共に、容器を構成する樹脂からの溶出物を抑制することができ、保香性に優れ、充填物を長期間にわたって品質維持できるため好ましい。上記薄膜は、化学気相成長法により形成することができる。
【0108】
本発明において、口部に装着されるキャップ本体は、耐熱性、耐圧性、耐水性、遮光性を有することが必要である。前記のキャップ本体は、具体的には、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリスチレン系樹脂、ポリカーボネート系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、アクリロニトリル−スチレン共重合体(AS樹脂)、アクリロニトリル−スチレン−ブタジエン共重合体(ABS樹脂)、ポリアセタ−ル系樹脂、その他等の耐熱性等に富む樹脂を使用し、射出成形法等を利用して製造することができる。上記において、ピルファープループ性機能を有する環状体を設けたキャップ等であってもよい。この場合も、上記のような樹脂を使用し、その形状に合致した成形金型等を使用し、射出成形法等を利用して製造することができる。また、上記のキャップには、酸素ガスバリア性を付与するために、アルミニウム等の金属製、あるいは上記の耐熱性等に富む樹脂層の内面側に酸素ガスバリア性樹脂層を設けた構造からなるプラスティック製キャップを使用することができる。また、プラスチックキャップの仕様としては、酸素ガス吸収性樹脂層をインシェルモールドによりキャップ内面側に形成する1ピース仕様のものでも良く、あるいは、同機能を有するシート、いわゆるライナーを内面側に貼り合わせる2ピース仕様のものでも良い。
【0109】
容器の形状としては、胴部の巻きラベルの貼付部の容器横断面が丸型に限定されず、四角、八角などの多角型であってもよい。また、巻きラベル貼付部の容器胴部が、胴部の全長に亘って同一径である場合に限定されず、容器の胴部縦断面が四角である以外に、たとえばひょうたん型などであってもよい。むしろ、本発明では、UVホットメルト型接着剤および/またはUV接着剤を介して巻きラベルを容器に貼付するため、容器の胴部に少なくとも1箇所以上、好ましくは2箇所以上の巻きラベル貼付用の凸部があればよく、凸部の形状も限定されず、いずれの場合も効率的に巻きラベル付き容器とすることができる。従って、図9に示すように、前記容器は、胴部の巻きラベル貼付部における最大周径に対する最小周径(最小周径×100/最大周径(%))が50〜100%、より好ましくは70〜90%、特に好ましくは75〜85%のものを好適に使用することができる。なお、本発明において「巻きラベル添付部」とは、それがシュリンクラベルである場合には、熱収縮処理後のシュリンクラベル付き容器において、シュリンクラベルが被覆される容器部分を意味する。更には、容器の巻きラベルが固定される部分、例えば、図5に示す場合にはW1およびW2に関し、W1,W2の周径は等しいことが好ましい。ラベルが固定される部分の容器外周や容器半径が等しければ、固定が容易だからである。
【0110】
(12)巻きラベル付き容器の製造方法
本発明では、巻きラベルにレーザー光を照射して、前記容器に巻きラベルを貼付することを特徴とする。使用するレーザーとしては、前記した、各種のレーザーを使用することができる。特には、波長が10.6μmの炭酸ガスレーザーを好適に使用することができる。
【0111】
本発明では、巻きラベルと容器とを重ね、前記巻きラベルの表面側からレーザーを照射して前記ラベルと容器とを固定する。レーザー照射による接着の場合には、例えばホットメルト型接着剤による接着と相違して、容器と巻きラベルとを加圧・押圧によって接着させる必要がなく、レーザー照射によって非接触で両者を固定することができる。レーザー照射により、巻きラベルのレーザー溶着層がレーザーの光エネルギーを吸収し、その結果、レーザー溶着層を軟化、溶融させ、前記巻きラベルと容器とを接着する。この際の照射量は、5〜200Wである。
【0112】
次いで、前記巻きラベルの残部を前記容器の外周に巻きつけ、前記ラベル終端部の表面側からレーザーを照射してラベルを容器に固定する。巻きラベルの終端部の表面側からレーザーを照射すると、前記終端貼付部のレーザー溶着層がレーザーの光エネルギーを吸収し、その結果、レーザー溶着層を軟化、溶融させ、巻きラベルを容器に固定することができる。
【0113】
また、前記巻きラベルがシュリンクラベルである場合には、このように製造された巻きラベル付き容器を、所定温度、例えば、60〜230℃の熱風や、水蒸気及び水蒸気が結露した湯気により加熱するスチームや、赤外線等の輻射熱を作用させてシュリンクラベルを周方向に高収縮させると、容器の胴部をシュリンクラベルで被覆することができる。
【実施例】
【0114】
次に実施例を挙げて本発明を具体的に説明するが、これらの実施例は何ら本発明を制限するものではない。
【0115】
実施例1
ポリエチレンテレフタレートとグリコール変性ポリエチレンテレフタレートとを共押出しおよび縦一軸延伸し、厚さ50μmのポリエチレンテレフタレートフィルム(外面;ポリエチレンテレフタレート40μm、内面;グリコール変性ポリエチレンテレフタレート10μm)の積層フィルムを用い、厚さ40μmのポリエチレンテレフタレートの表面に、デザイン印刷および厚さ3μmのOPニス層を形成し、縦一軸延伸方向が巻きつけ方向となるように巻きラベルを製造した。なお、この巻きラベルの熱収縮率は、縦方向に95℃で47%であった。
【0116】
実施例2
ポリエチレンテレフタレートとグリコール変性ポリエチレンテレフタレートとを共押出しおよび縦一軸延伸し、厚さ50μmのポリエチレンテレフタレートフィルム(外面;ポリエチレンテレフタレート40μm、内面;グリコール変性ポリエチレンテレフタレート10μm)の積層フィルムを用い、前記グリコール変性ポリエチレンテレフタレートの層上に、インキとして酸価チタン(白色)、墨、白、緑の顔料を使用して厚さ8μmのデザイン印刷層を形成した。また同時に、ラベル貼付部に墨インキを使用して厚さ4μmの墨印刷層(レーザー吸収剤層)を形成した。ついで、厚さ40μmのポリエチレンテレフタレートの表面に、厚さ3μmのOPニス層を形成し、縦一軸延伸方向が巻きつけ方向となるように巻きラベルを製造した。なお、この巻きラベルの熱収縮率は、縦方向に95℃で47%であった。
【0117】
実施例3
厚さ30μmの片面ヒートシールタイプの延伸ポリプロピレンフィルム(東洋紡株式会社製、商品名「P3162」)を使用し、ヒートシール面に墨インキを使用して厚さ4μmの墨印刷層(レーザー吸収剤層)を形成した。次いで、延伸ポリプロピレンフィルムの表面に、厚さ3μmのOPニス層を形成し、巻きラベルを製造した。なお、この巻きラベルの熱収縮率は、縦方向(巻き付け方向)に120℃で4%であった。
【0118】
実施例4
墨印刷層(レーザー吸収剤層)の上に、さらに銀インキによる印刷層(レーザー反射層)を形成した以外は、実施例3と同様にして巻きラベルを製造した。
【0119】
実施例5
実施例2で製造した巻きラベルの始端貼付部を、図9に示す巻きラベル貼付予定胴部に凹凸のあるPETボトル胴部と接触させ、この接触部の上端から下端に炭酸ガスレーザー(コヒレント社製、「DIAMOND K250」を使用して、パルス間隔500、パルス幅22、12m/min、22Wでレーザー光を照射し、ラベル始端部を容器に固定した。次いで、巻きラベル残部を前記PETボトル胴部に巻きつけ、巻きラベル終端貼付部の表面の上端から下端に、炭酸ガスレーザー(コヒレント社製、「DIAMOND K250」を使用して、パルス間隔500、パルス幅22、12m/min、22Wでレーザー光を照射し、巻きラベル付き容器を製造した。
【0120】
次いで、巻きラベル付き容器に温度75〜96℃のスチーム処理して、巻きラベルを熱収縮させた。
【0121】
実施例6
実施例3で製造した巻きラベルの始端貼付部を、巻きラベル貼付予定胴部に凹凸およびテーパーのない円筒状のPETボトル胴部と接触させ、この接触部の上端から下端に、炭酸ガスレーザー(コヒレント社製、「DIAMOND K250」を使用して、パルス間隔500、パルス幅70、12m/min、70Wでレーザー光を照射し、ラベル始端部を容器に固定した。次いで、巻きラベル残部を前記PETボトル胴部に巻きつけ、巻きラベル終端貼付部の表面の上端から下端に炭酸ガスレーザー(コヒレント社製、「DIAMOND K250」を使用して、パルス間隔500、パルス幅70、12m/min、70Wでレーザー光を照射し、ラベルを容器に固定し、巻きラベル付き容器を製造した。
【0122】
実施例7
実施例4で製造した巻きラベルの始端貼付部を、巻きラベル貼付予定胴部に凹凸およびテーパーのない円筒状のPETボトル胴部と接触させ、この接触部の上端から下端に、炭酸ガスレーザー(コヒレント社製、「DIAMOND K250」を使用して、パルス間隔500、パルス幅50、12m/min、50Wでレーザー光を照射し、ラベル始端部を容器に固定した。次いで、巻きラベル残部を前記PETボトル胴部に巻きつけ、巻きラベル終端貼付部の表面の上端から下端に、炭酸ガスレーザー(コヒレント社製、「DIAMOND K250」を使用して、パルス間隔500、パルス幅70、12m/min、70Wでレーザー光を照射し、ラベルを容器に固定し、巻きラベル付き容器を製造した。
【0123】
比較例1
厚さ50μmのポリエチレンテレフタレートの貼付部にホットメルト型接着剤を厚さ7μmに塗布した。次いで、延伸ポリエチレンテレフタレートの表面に、厚さ3μmのOPニス層を形成し、巻きラベルを製造した。
【0124】
この巻きラベルを巻きラベル貼付装置によって巻きラベル貼付予定胴部が図9に示す形状のPETボトルの胴部に貼付した。
【0125】
次いで、この巻きラベル付き容器にシュリンクトンネルで温度75〜96℃のスチーム処理して、巻きラベルを熱収縮させた。
【0126】
その結果、シュリンクトンネルでラベルで、容器からのラベル剥がれが観察された。
【産業上の利用可能性】
【0127】
本発明に係る巻きラベルは、レーザー光を照射して容器に直接接着することができ、かつ接着表面の安定性が確保されるために外観に優れ、高速に巻きラベル付き容器を製造することができ、有用である。
【図面の簡単な説明】
【0128】
【図1】図1は、基材フィルム層(10)とレーザー溶着層(20)とからなる、本発明の巻きラベルを説明する横断面図である。
【図2】図1の巻きラベルに、更にレーザー吸収剤層(30)を含んでおり、最内層にレーザー吸収剤層(30)が積層される態様を示す、本発明の巻きラベルを説明する横断面図である。
【図3】図1の巻きラベルに、更にレーザー吸収剤層(30)を含んでおり、基材フィルム層(10)とレーザー溶着層(20)との間にレーザー吸収剤層(30)が形成される態様を示す、本発明の巻きラベルを説明する横断面図である。
【図4】図1の巻きラベルのレーザー溶着層(20)に、レーザー吸収剤が含有され、レーザー吸収剤含有レーザー溶着層(25)が基材フィルム層(10)に積層される態様を示す、本発明の巻きラベルを説明する横断面図である。
【図5】ラベル最内層にレーザー反射層(40)を有する、本発明の巻きラベルを説明する横断面図である。
【図6】基材フィルム層(10)の内側にデザイン印刷層(50)を有する態様を示す、本発明の巻きラベルを説明する横断面図である。
【図7】図6の巻きラベルにおいて、更に基材フィルム層(10)の外側に外層(60)を形成する態様を示す、本発明の巻きラベルを説明する横断面図である。
【図8】貼付部(w)には基材フィルム層(10)、レーザー吸収剤層(30)、およびレーザー溶着層(20)が積層され、貼付部以外は、基材フィルム層(10)、デザイン印刷層(50)、およびレーザー溶着層(20)が積層される態様を示す。なお貼付部は、ラベル始端部とラベル終端部に形成した。
【図9】本発明で使用しうる容器であって、胴部のラベル接着部における最大周径に対する最小周径(最小周径×100/最大周径(%))が、50〜100%の凹部を有するものを説明する図である。
【符号の説明】
【0129】
10・・・基材フィルム層、
20・・・レーザー溶着層、
25・・・レーザー吸収剤含有レーザー溶着層、
30・・・レーザー吸収剤層、
40・・・レーザー反射層、
50・・・デザイン印刷層、
60・・・外層、
W・・・貼付部。
【特許請求の範囲】
【請求項1】
容器の胴部外周面に直接貼付する巻きラベルであって、
レーザー溶着によって前記容器に貼付することを特徴とする、巻きラベル。
【請求項2】
基材フィルム層とレーザー溶着層とを含むことを特徴とする、請求項1記載の巻きラベル。
【請求項3】
前記レーザー溶着層は、融点75〜360℃の樹脂層であることを特徴とする、請求項2記載の巻きラベル。
【請求項4】
更に、レーザー吸収剤層を含むことを特徴とする、請求項2または3記載の巻きラベル。
【請求項5】
前記レーザー吸収剤層は、紫外線吸収剤含有層、赤外線吸収剤含有層、近赤外線吸収剤含有層、および墨インク層からなる群から選択されるいずれか1以上である、請求項4記載の巻きラベル。
【請求項6】
前記レーザー溶着層は、紫外線吸収剤、赤外線吸収剤、近赤外線吸収剤、および印刷インク用顔料からなる群から選択される1以上の物質を含有することを特徴とする、請求項3〜5のいずれかに記載の巻きラベル。
【請求項7】
更に、レーザー反射層を有することを特徴とする、請求項2〜6のいずれかに記載の巻きラベル。
【請求項8】
前記レーザー反射層は、アルミニウム蒸着層、またはアルミニウム含有インキの印刷層である、請求項7記載の巻きラベル。
【請求項9】
前記基材フィルム層は、ポリ乳酸系フィルム、ポリスチレン系フィルム、ポリエステル系フィルムまたはポリオレフィン系フィルムである、請求項2〜8のいずれかに記載の巻きラベル。
【請求項10】
前記基材フィルム層は、延伸ポリエステル系フィルム、延伸ポリスチレン系フィルム、延伸ポリオレフィン系フィルム、ポリ乳酸系フィルム、発泡ポリオレフィン系フィルム、発泡ポリスチレン系フィルム、不織布と収縮フィルムとのラミネートフィルムおよび延伸ポリエステル−ポリスチレン共押出しフィルムからなる群から選択される1種以上のフィルムからなり、熱収縮率が5〜85%である、請求項2〜9のいずれかに記載のシュリンク用巻きラベル。
【請求項11】
前記巻きラベルは、基材フィルム層のラベル内側に更にデザイン印刷層が積層されることを特徴とする、請求項1〜10のいずれかに記載の巻きラベル。
【請求項12】
前記基材フィルム層は、基材フィルム層のラベル表面側に更に外層が積層されることを特徴とする、請求項2〜11のいずれかに記載の巻きラベル。
【請求項13】
請求項2〜12いずれかに記載の巻きラベルがレーザー溶着によって容器に貼付された、巻きラベル付き容器。
【請求項14】
前記容器は、胴部の巻きレベル貼付部における最大周径に対する最小周径(最小周径×100/最大周径(%))が、50〜100%の凹部を有することを特徴とする、請求項13記載の巻きラベル付き容器。
【請求項15】
容器の胴部外周面に直接貼付される巻きラベルの製造方法であって、
基材フィルム層とレーザー溶着層とを含み、前記基材フィルム層上またはレーザー溶着層上にカーボン含有インキで印刷してレーザー吸収剤層を形成することを特徴とする、巻きラベルの製造方法。
【請求項16】
前記基材フィルム層上、または基材フィルム層とレーザー印刷層との積層フィルムの前記レーザー印刷層上に1色以上の印刷用インキで部分印刷してデザイン印刷層を形成し、同時に、前記基材フィルム層上、または前記基材フィルム層とレーザー印刷層との積層フィルムのレーザー印刷層上に墨インクで部分印刷してレーザー吸収剤層を形成することを特徴とする、請求項15記載の、巻きラベルの製造方法。
【請求項17】
前記レーザー吸収剤層を形成した後に、少なくとも前記レーザー吸収剤層上に、アルミ蒸着、またはアルミニウム含有インキによる印刷を行ってレーザー反射層を形成することを特徴とする、請求項16記載の巻きラベルの製造方法。
【請求項18】
請求項2〜12のいずれかに記載の巻きラベルと容器とを重ね、前記巻きラベルの表面側からレーザーを照射して前記ラベルと容器とを固定し、
前記巻きラベルの残部を前記容器の外周に巻きつけた後に、前記ラベル終端部の表面側からレーザーを照射して前記ラベルを容器に固定することを特徴とする、巻きラベル付き容器の製造方法。
【請求項19】
前記ラベルを固定する工程に次いで、温度60〜230℃で加熱し、前記巻きラベルを熱収縮させる工程を含む、請求項18記載の巻きラベル付き容器の製造方法。
【請求項1】
容器の胴部外周面に直接貼付する巻きラベルであって、
レーザー溶着によって前記容器に貼付することを特徴とする、巻きラベル。
【請求項2】
基材フィルム層とレーザー溶着層とを含むことを特徴とする、請求項1記載の巻きラベル。
【請求項3】
前記レーザー溶着層は、融点75〜360℃の樹脂層であることを特徴とする、請求項2記載の巻きラベル。
【請求項4】
更に、レーザー吸収剤層を含むことを特徴とする、請求項2または3記載の巻きラベル。
【請求項5】
前記レーザー吸収剤層は、紫外線吸収剤含有層、赤外線吸収剤含有層、近赤外線吸収剤含有層、および墨インク層からなる群から選択されるいずれか1以上である、請求項4記載の巻きラベル。
【請求項6】
前記レーザー溶着層は、紫外線吸収剤、赤外線吸収剤、近赤外線吸収剤、および印刷インク用顔料からなる群から選択される1以上の物質を含有することを特徴とする、請求項3〜5のいずれかに記載の巻きラベル。
【請求項7】
更に、レーザー反射層を有することを特徴とする、請求項2〜6のいずれかに記載の巻きラベル。
【請求項8】
前記レーザー反射層は、アルミニウム蒸着層、またはアルミニウム含有インキの印刷層である、請求項7記載の巻きラベル。
【請求項9】
前記基材フィルム層は、ポリ乳酸系フィルム、ポリスチレン系フィルム、ポリエステル系フィルムまたはポリオレフィン系フィルムである、請求項2〜8のいずれかに記載の巻きラベル。
【請求項10】
前記基材フィルム層は、延伸ポリエステル系フィルム、延伸ポリスチレン系フィルム、延伸ポリオレフィン系フィルム、ポリ乳酸系フィルム、発泡ポリオレフィン系フィルム、発泡ポリスチレン系フィルム、不織布と収縮フィルムとのラミネートフィルムおよび延伸ポリエステル−ポリスチレン共押出しフィルムからなる群から選択される1種以上のフィルムからなり、熱収縮率が5〜85%である、請求項2〜9のいずれかに記載のシュリンク用巻きラベル。
【請求項11】
前記巻きラベルは、基材フィルム層のラベル内側に更にデザイン印刷層が積層されることを特徴とする、請求項1〜10のいずれかに記載の巻きラベル。
【請求項12】
前記基材フィルム層は、基材フィルム層のラベル表面側に更に外層が積層されることを特徴とする、請求項2〜11のいずれかに記載の巻きラベル。
【請求項13】
請求項2〜12いずれかに記載の巻きラベルがレーザー溶着によって容器に貼付された、巻きラベル付き容器。
【請求項14】
前記容器は、胴部の巻きレベル貼付部における最大周径に対する最小周径(最小周径×100/最大周径(%))が、50〜100%の凹部を有することを特徴とする、請求項13記載の巻きラベル付き容器。
【請求項15】
容器の胴部外周面に直接貼付される巻きラベルの製造方法であって、
基材フィルム層とレーザー溶着層とを含み、前記基材フィルム層上またはレーザー溶着層上にカーボン含有インキで印刷してレーザー吸収剤層を形成することを特徴とする、巻きラベルの製造方法。
【請求項16】
前記基材フィルム層上、または基材フィルム層とレーザー印刷層との積層フィルムの前記レーザー印刷層上に1色以上の印刷用インキで部分印刷してデザイン印刷層を形成し、同時に、前記基材フィルム層上、または前記基材フィルム層とレーザー印刷層との積層フィルムのレーザー印刷層上に墨インクで部分印刷してレーザー吸収剤層を形成することを特徴とする、請求項15記載の、巻きラベルの製造方法。
【請求項17】
前記レーザー吸収剤層を形成した後に、少なくとも前記レーザー吸収剤層上に、アルミ蒸着、またはアルミニウム含有インキによる印刷を行ってレーザー反射層を形成することを特徴とする、請求項16記載の巻きラベルの製造方法。
【請求項18】
請求項2〜12のいずれかに記載の巻きラベルと容器とを重ね、前記巻きラベルの表面側からレーザーを照射して前記ラベルと容器とを固定し、
前記巻きラベルの残部を前記容器の外周に巻きつけた後に、前記ラベル終端部の表面側からレーザーを照射して前記ラベルを容器に固定することを特徴とする、巻きラベル付き容器の製造方法。
【請求項19】
前記ラベルを固定する工程に次いで、温度60〜230℃で加熱し、前記巻きラベルを熱収縮させる工程を含む、請求項18記載の巻きラベル付き容器の製造方法。
【図1】


【図2】

【図3】

【図4】

【図5】

【図6】

【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2008−145497(P2008−145497A)
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願番号】特願2006−329322(P2006−329322)
【出願日】平成18年12月6日(2006.12.6)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願日】平成18年12月6日(2006.12.6)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]