
布帛および繊維製品
【課題】吸水性に優れ、かつべとつき感の少ない布帛、および該布帛を用いてなる繊維製品を提供すること。
【解決手段】撥水加工されていないポリエステル繊維からなる合成繊維Aと、撥水加工されたポリエステル繊維、ポリプロピレン繊維、ポリエチレン繊維、およびポリ塩化ビニル繊維からなる群より選択される少なくとも1種である合成繊維Bとを用いて布帛を得る。
【解決手段】撥水加工されていないポリエステル繊維からなる合成繊維Aと、撥水加工されたポリエステル繊維、ポリプロピレン繊維、ポリエチレン繊維、およびポリ塩化ビニル繊維からなる群より選択される少なくとも1種である合成繊維Bとを用いて布帛を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、吸水性に優れ、かつべとつき感の少ない布帛、および該布帛を用いてなる繊維製品に関する。
【背景技術】
【0002】
従来、合成繊維を用いた布帛は、一般衣料用、スポーツ衣料用などとして広く使用されている。また、かかる布帛の着用快適性を向上させるため、布帛を構成する合成繊維の単糸繊度を小さくしたり、または布帛に吸水加工を施すことにより布帛の吸水性を向上させる方法(例えば特許文献1参照)や布帛に撥水加工を施す方法(例えば特許文献2参照)などが提案されている。
【0003】
しかしながら、布帛を構成する合成繊維の単糸繊度を小さくしたり、または布帛に吸水加工を施すことにより布帛の吸水性を向上させたものでは、べとつき感を少なくする上でまだ充分とはいえなかった。一方、布帛に撥水加工を施したものでは、吸水性の点でまだ充分とはいえなかった。
このように、吸水性に優れ、かつべとつき感の少ない布帛はこれまであまり提案されていない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−363843号公報
【特許文献2】特開平9−195172号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は上記の背景に鑑みなされたものであり、その目的は吸水性に優れ、かつべとつき感の少ない布帛、および該布帛を用いてなる繊維製品を提供することにある。
【課題を解決するための手段】
【0006】
本発明者は、非撥水性繊維と撥水性繊維とを用いて布帛を製編織することにより、吸水性に優れ、かつべとつき感の少ない布帛が得られることを見出し、さらに鋭意検討を重ねることにより本発明を完成するに至った。
【0007】
かくして、本発明によれば「撥水加工されていないポリエステル繊維からなる合成繊維Aと、撥水加工されたポリエステル繊維、ポリプロピレン繊維、ポリエチレン繊維、およびポリ塩化ビニル繊維からなる群より選択される少なくとも1種である合成繊維Bとを含むことを特徴する布帛。」が提供される。
【0008】
その際、前記の撥水加工されたポリエステル繊維が、フッ素系撥水剤を用いて撥水加工されたものであることが好ましい。また、かかる撥水剤が、パーフルオロオクタン酸およびパーフルオロオクタンスルホン酸の濃度が0〜5ng/gのフッ素系撥水剤であることが好ましい。また、前記合成繊維Bの単糸繊度が前記合成繊維Aの単糸繊度よりも大であることが好ましい。また、前記合成繊維Bが仮撚捲縮加工糸であることが好ましい。また、前記合成繊維Aの単糸繊度が1.5dtex以下であることが好ましい。また、前記合成繊維Aが、単糸数30本以上のマルチフィラメントであることが好ましい。また、前記合成繊維Aが仮撚捲縮加工糸であることが好ましい。また、前記合成繊維Aまたは合成繊維Bが30T/m以下のトルクを有する仮撚捲縮加工糸であることが好ましい。また、前記合成繊維Aまたは合成繊維Bが異型断面繊維であることが好ましい。
【0009】
本発明の布帛において、布帛が編地であることが好ましい。また、布帛の一方表面において前記合成繊維Aが露出しており、布帛の他方表面に前記合成繊維Bが露出していることが好ましい。また、布帛が編地であり、かつ合成繊維Aが露出した表面において、合成繊維Aからなるループ数が表面全体のループ数に対し20%以上であり、かつ合成繊維Bが露出した表面において、合成繊維Bからなるループ数が表面全体のループ数に対し20%以上であることが好ましい。また、前記の編地が多層構造編地または単層リバーシブル編地であることが好ましい。また、吸水加工が施されていることが好ましい。また、布帛の目付けが200g/m2以下であることが好ましい。また、布帛の厚さが1.0mm以下であることが好ましい。また、前記合成繊維Bが露出した布帛表面において、JIS L1096 6.26吸水速度A法(滴下法)が30秒以下であることが好ましい。また、布帛両表面の、JIS L1096 6.26吸水速度B法(バイレック法)の比が2以上であることが好ましい。また、布帛両表面の、拡散面積比率が2以上であることが好ましい。また、前記合成繊維Bが露出した布帛表面において、水分残り率が25%以下であることが好ましい。また、前記合成繊維Bが露出した布帛表面において、湿潤摩擦力が70g以下であることが好ましい。また、前記合成繊維Bが露出した布帛表面において、発汗時の冷え感が0.05以下であることが好ましい。
【0010】
また、本発明によれば、前記の布帛を用いてなる、スポーツウエア、アウトドアウエア、レインコート、紳士衣服、婦人衣服、作業衣、防護服、人工皮革、履物、鞄、カーテン、テント、寝袋、防水シート、およびカーシートの群より選ばれるいずれかの繊維製品が提供される。
【発明の効果】
【0011】
本発明によれば、吸水性に優れ、かつべとつき感の少ない布帛、および該布帛を用いてなる繊維製品が得られる。
【図面の簡単な説明】
【0012】
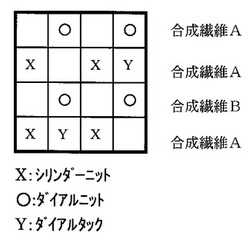
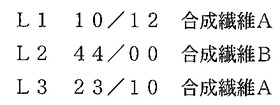
【図1】実施例1、実施例2、比較例1で用いた編組織図である。シリンダー面に表糸が配される。
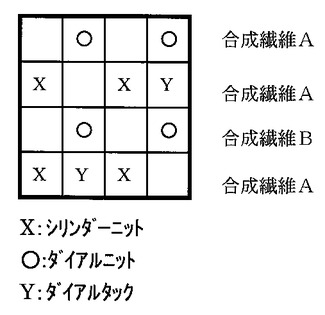
【図2】実施例5で用いた編組織図である。シリンダー面に表糸が配される。
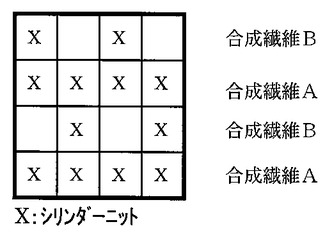
【図3】実施例3、実施例4、比較例2で用いた編組織図である。シリンダー面に表糸が配される。
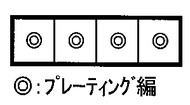
【図4】実施例6で用いた編組織図である。
【発明を実施するための形態】
【0013】
本発明において、合成繊維Aは撥水加工されていないポリエステル繊維からなる。ここで、ポリエステル繊維としては、ポリエチレンテレフタレートやポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸、ステレオコンプレックスポリ乳酸、第3成分を共重合させたポリエステルなどからなるポリエステル繊維が好ましい。なお、かかるポリエステルとしては、マテリアルリサイクルまたはケミカルリサイクルされたポリエステルや、バイオマスすなわち生物由来の物質を原材料として得られたモノマー成分を使用してなるポリエチレンテレフタレートであってもよい。さらには、特開2004−270097号公報や特開2004−211268号公報に記載されているような、特定のリン化合物およびチタン化合物を含む触媒を用いて得られたポリエステルでもよい。
【0014】
ポリエステル繊維を形成するポリマー中には、本発明の目的を損なわない範囲内で必要に応じて、艶消し剤、抗菌剤、微細孔形成剤、カチオン染料可染剤、着色防止剤、熱安定剤、蛍光増白剤、着色剤、吸湿剤、無機微粒子が1種または2種以上含まれていてもよい。例えば、ポリマー中に含まれるポリマー中に艶消し剤を含ませ、セミダルポリエステルまたはフルダルポリエステルとすると、布帛に防透性や赤外線・紫外線遮蔽性を付加することができ好ましい。また、抗菌剤としては、天然系抗菌剤や無機系抗菌剤だけでなく、国際公開第2011/048888号パンフレットに記載されたような、エステル形成性スルホン酸金属塩化合物またはエステル形成性スルホン酸ホスホニウム塩化合物を共重合させたポリエステルに酸性処理を施したものでもよい。
【0015】
前記合成繊維A(ポリエステル繊維)の形態としては、短繊維でもよいし長繊維(マルチフィラメント)でもよいが、優れた吸水性を得る上で長繊維(マルチフィラメント)が好ましい。特に、前記繊維が、単糸繊度が1.5dtex以下(より好ましくは0.0001〜1.2dtex、特に好ましくは0.001〜0.9dtex)であると、優れた吸水性が得られ好ましい。特に、フィラメント数が30本以上(より好ましくは70〜200本)、総繊度が30〜200dtex(より好ましくは30〜150dtex)のマルチフィラメントであると、さらに優れた吸水性が得られ好ましい。単糸繊維径が1μm以下の、ナノファイバーと称される超極細繊維であってもよい。
【0016】
前記合成繊維Aが、マルチフィラメントに仮撚捲縮加工が施された仮撚捲縮加工糸、空気加工糸、2種以上の構成糸条を空気混繊加工や複合仮撚加工させた複合糸であってもよい。特に、前記合成繊維Aが仮撚捲縮加工糸(好ましくは、単糸数70本以上の仮撚捲縮加工糸)であると、優れた吸水性が得られ好ましい。前記合成繊維Aの単繊維横断面形状は特に限定されず、丸だけでなく、三角、扁平、国際公開第2008/001920号パンフレットに記載されたようなくびれ付き扁平、中空など異型断面形状などでもよい。また、国際公開第2008/001920号パンフレットに記載されたような、S方向のトルクを有する仮撚捲縮加工糸とZ方向のトルクを有する仮撚捲縮加工糸とを合糸して空気交絡処理を行うことにより得られた30T/m以下のトルクを有する複合糸(複合仮撚捲縮加工糸)であると、布帛に抗スナッギング性を付加することができ好ましい。
【0017】
前記合成繊維A(ポリエステル繊維)は撥水加工されていないことが肝要である。前記合成繊維A(ポリエステル繊維)が撥水加工されていると、布帛において優れた吸水性が得られず好ましくない。
【0018】
一方、合成繊維Bの繊維種類は、撥水加工されたポリエステル繊維、ポリプロピレン繊維、ポリエチレン繊維、およびポリ塩化ビニル繊維からなる群より選択される少なくとも1種である。これらの繊維はいずれも優れた撥水性を有するので、かかる合成繊維Bと前記合成繊維Aとを用いて布帛を製編または製織することにより吸水性に優れ、かつべとつき感の少ない布帛が得られる。
【0019】
前記合成繊維Bの形態としては、短繊維でもよいし長繊維(マルチフィラメント)でもよいが、優れた吸水性を得る上で長繊維(マルチフィラメント)が好ましい。特に、合成繊維Bの単糸繊度は、毛細管現象を利用して優れた吸水性を得る上で、合成繊維Aの単糸繊度よりも大きいことが好ましく、単糸繊度が1.0〜5.0dtex(より好ましくは1.5〜3.0dtex)であると、優れた吸水性が得られ好ましい。特に、合成繊維Bのフィラメント数、総繊度としては、フィラメント数20本以上(より好ましくは20〜200本)、総繊度30〜200dtex(より好ましくは30〜150dtex)であると、優れた吸水性が得られ好ましい。
【0020】
前記合成繊維Bが、マルチフィラメントに仮撚捲縮加工が施された仮撚捲縮加工糸、空気加工糸、2種以上の構成糸条を空気混繊加工や複合仮撚加工させた複合糸、さらには前記のような30T/m以下のトルクを有する複合糸であってもよい。特に、前記合成繊維Bが仮撚捲縮加工糸(好ましくは、単糸数20本以上の仮撚捲縮加工糸)であると、優れた吸水性が得られ好ましい。前記合成繊維Bの単繊維横断面形状は特に限定されず、丸だけでなく、三角、扁平、国際公開第2008/001920号パンフレットに記載されたようなくびれ付き扁平、中空など異型断面形状などでもよい。
【0021】
本発明の布帛において、布帛組織としては特に限定されない。例えば、よこ編組織としては、平編、ゴム編、両面編、パール編、タック編、浮き編、片畔編、レース編、添え毛編、片側結接、ニットミス、リバーシブル天竺等が例示される。また、たて編組織としては、裏挿入、シングルデンビー編、シングルアトラス編、ダブルコード編、ハーフ編、ハーフベース編、サテン編、ハーフトリコット編、裏毛編、ジャガード編等などが例示される。また、織物組織としては、平織、綾織、朱子織等の三原組織、変化組織、たて二重織、よこ二重織等の片二重組織、たてビロードなどが例示される。さらには、不織布であってもよい。もちろんこれらに限定されない。層数も単層でもよいし、2層以上の多層でもよい。なかでも、極めて優れた吸水性を得る上で編物が好ましく、特に多層構造編地または単層リバーシブル編地が好ましい。
【0022】
布帛の織編密度としては優れた吸水性を得る上で、編密度が30〜150コース/2.54cmかつ20〜130ウエール/2.54cmの編物であるか、下記式により定義されるカバーファクターCFが300〜3500(より好ましくは300〜1000)の織物であることが好ましい。
CF=(DWp/1.1)1/2×MWp+(DWf/1.1)1/2×MWf
[DWpは経糸総繊度(dtex)、MWpは経糸織密度(本/2.54cm)、DWfは緯糸総繊度(dtex)、MWfは緯糸織密度(本/2.54cm)である。]
【0023】
本発明の布帛において、布帛の少なくとも一方表面に前記合成繊維Bが露出していることが好ましい。前記合成繊維Bが露出した該表面が人体側に位置するように本発明の布帛を用いてスポーツウエアなどの繊維製品を得ると、べとつき感を低減することができ好ましい。特に、布帛が編地であり、かつ合成繊維Aが露出した表面において、合成繊維Aからなるループ数が表面全体のループ数に対し20%以上(より好ましくは30%以上、特に好ましくは50〜100%)であり、かつ合成繊維Bが露出した表面において、合成繊維Bからなるループ数が表面全体のループ数に対し20%以上(より好ましくは30%以上、特に好ましくは50〜100%)であると、極めて吸水性に優れ、かつべとつき感の少ない布帛となり好ましい。
【0024】
本発明の布帛は、前記の合成繊維Aと前記合成繊維Bとを用いて、通常の織機または編機を使用して常法により製造することができる。また、前記布帛には、通常の染色加工、減量加工、起毛加工、カレンダー加工、エンボス加工、蓄熱加工、吸水加工、抗菌加工などの後加工を適宜施しても良い。なかでも、優れた吸水性を得る上で吸水加工を施すことが好ましい。かかる吸水加工を施す方法としては、布帛にPEGジアクリレートおよびその誘導体やポリエチレンテレフタレート−ポリエチレングリコール共重合体などの親水化剤を染色時に同浴加工することが好適に例示される。
【0025】
かくして得られた布帛において、布帛の目付けとしては200g/m2以下(より好ましくは50〜200g/m2)であることが好ましい。該目付けが200g/m2よりも大きいと布帛の重量が大きくなり、布帛の着用快適性が損なわれるおそれがある。また、布帛の厚さとしては1.0mm以下(より好ましくは0.35〜0.65mm)であることが好ましい。
【0026】
本発明の布帛は、前記の合成繊維Aと合成繊維Bとを含む布帛であるので、吸水性に優れ、かつべとつき感の少ない布帛である。特に、前記のように、少なくとも一方表面に前記合成繊維Bが露出していると該布帛表面では、汗が速やかに吸収され(吸水性に優れ)、かつ合成繊維Bが撥水性を有するためべとつき感が特に少ないものとなる。
【0027】
ここで、前記合成繊維Bが露出した布帛表面において、JIS L1096 6.26吸水速度A法(滴下法)が30秒以下であることが好ましい。また、布帛両表面の、JIS L1096 6.26吸水速度B法(バイレック法)の比が2以上(より好ましくは2〜10)であることが好ましい。また、布帛両表面の、拡散面積比率が2以上(より好ましくは2〜5)であることが好ましい。なお、拡散面積は、それぞれの布帛表面にJIS L1096 6.26吸水速度A法(滴下法)に定める滴下法の1滴相当の水を滴下した後3分後における両布帛表面の水拡散面積の比率を算出するものとし、水拡散形状が楕円形状の場合は、楕円の長径と該長径と直交する径との積をもって拡散面積とする。
【0028】
また、前記合成繊維Bが露出した表面において、水分残り率が25%以下であることが好ましい。前記合成繊維Bが布帛の両面に露出している場合は、より多く前記合成繊維Bが露出する表面において、水分残り率が25%以下であることが好ましい。なお、本発明において、当該表面を「裏面」と称することもある。
【0029】
(水分残り率の測定方法)
温度20℃、湿度65%RHに調整した室内において、10cm角に裁断した試料に蒸留水を布帛裏面へ0.1cc滴下3分後、試料をろ紙で挟み、10g/cm2の荷重を掛け、30秒後のろ紙の増加重量から水分残り率を算出する。
水分残り率[%] = ((水滴下後のろ紙重量[gr])−(水滴下前のろ紙重量[gr])÷ 0.1 × 100
【0030】
また、前記合成繊維Bが露出した表面において、湿潤摩擦力が70g以下であることが好ましい。前記合成繊維Bが布帛の両面に露出している場合は、より多く前記合成繊維Bが露出する表面において、湿潤摩擦力が70g以下であることが好ましい。かかる湿潤摩擦力は特開平9−195172号に記載された、べとつき感の評価手段であり、以下の通りである。
【0031】
(湿潤摩擦力の測定方法)
特開平9−195172号の図1に示すように、表面を研磨した直経8cmの金属ローラ1に、長さ15cm、幅6cmの測定しようとする布帛(試料)2を載せ、一端をストレス・ストレイン・ゲージ(Uゲージ)3に取り付け、下端には、布帛2を緊張させるために10gのクリップ4を取り付ける。次に、金属ローラ1をUゲージ3と反対の方向に7cm/secの表面速度で回転させながら、注射器で金属ローラ1と布帛2の間に正確に1ccの水を静かに注入する。この際、布帛2にかかる張力をUゲージ3を介して測定し、記録計5で記録して、その最大値をもって湿潤摩擦力と定義する。
【0032】
前記合成繊維Bが露出した表面において、下記の方法で測定した、発汗時の冷え感が0.05以下であることが好ましい。前記合成繊維Bが布帛の両面に露出している場合は、より多く前記合成繊維Bが露出する表面において、発汗時の冷え感が0.05以下であることが好ましい。
【0033】
(発汗時の冷え感の測定方法)
湿潤時について、カトーテック社製のサーモラボIIにて接触冷感(qMax値)を測定した。ただし、標準状態とは、温度20℃、湿度65%RHであり、湿潤時とは、試料重量に対して50重量%の水分をスプレー式の噴霧器により測定面に均一に噴霧し1分経過後の状態である。
【0034】
次に、本発明の繊維製品は、記載の布帛を用いてなる、スポーツウエア、アウトドアウエア、レインコート、紳士衣服、婦人衣服、作業衣、防護服、人工皮革、履物、鞄、カーテン、テント、寝袋、防水シート、およびカーシートの群より選ばれるいずれかの繊維製品である。ここで、前記合成繊維Bが露出した表面(前記合成繊維Bが布帛の両面に露出している場合は、より多く前記合成繊維Bが露出する表面)を人体側に用いることが好ましい。
かかる繊維製品は前記の布帛を用いているので、吸水性に優れ、かつべとつき感が少なく、優れた着用快適性を有する。
【実施例】
【0035】
本発明の実施例および比較例を詳述するが、本発明はこれらによって限定されるものではない。
<目付の測定方法>
JISL1018 6.4により測定した。
<厚さの測定方法>
JISL1018 6.5により測定した。
<ループ数比率の測定方法>
ループ数比率(%)=露出する合成繊維B(A)からなるループ数/表面全体のループ数×100
<吸水速度(滴下法)>
JIS L1096 6.26吸水速度A法(滴下法)により測定した。
<吸水速度(バイレック法)>
JIS L1096 6.26吸水速度B法(バイレック法)により測定した。
<拡散面積の比>
布帛両表面それぞれにおいて、JIS L1096 6.26吸水速度A法(滴下法)に定める滴下法の1滴相当の水を滴下した後3分後における水拡散面積を測定した後、(表表面における水拡散面積)/(裏表面における水拡散面積)を算出した。ただし、水拡散形状が楕円形状の場合は、楕円の長径と該長径と直交する径との積をもって拡散面積とした。
<水分残り率の測定方法>
下記記載の方法で、より多く前記合成繊維Bが露出する表面(裏面)の水分残り率を測定した。
温度20℃、湿度65%RHに調整した室内において、10cm角に裁断した試料に蒸留水を布帛裏面へ0.1cc滴下3分後、試料をろ紙で挟み、10g/cm2の荷重を掛け、30秒後のろ紙の増加重量から水分残り率を算出する。
水分残り率[%] = ((水滴下後のろ紙重量[gr])−(水滴下前のろ紙重量[gr])÷ 0.1 × 100
<湿潤摩擦力の測定方法>
下記の測定方法により、より多く前記合成繊維Bが露出する表面(裏面)の湿潤摩擦力を測定した。
特開平9−195172号の図1に示すように、表面を研磨した直経8cmの金属ローラ1に、長さ15cm、幅6cmの測定しようとする布帛(試料)2を載せ、一端をストレス・ストレイン・ゲージ(Uゲージ)3に取り付け、下端には、布帛2を緊張させるために10gのクリップ4を取り付けた。次に、金属ローラ1をUゲージ3と反対の方向に7cm/secの表面速度で回転させながら、注射器で金属ローラ1と布帛2の間に正確に1ccの水を静かに注入した。この際、布帛2にかかる張力をUゲージ3を介して測定し、記録計5で記録して、その最大値をもって湿潤摩擦力と定義した。
<発汗時の冷え感の測定方法>
下記の測定方法により、より多く前記合成繊維Bが露出する表面(裏面)の発汗時の冷え感を測定した。
湿潤時について、カトーテック社製のサーモラボIIにて接触冷感(qMax値)を測定した。ただし、標準状態とは、温度20℃、湿度65%RHであり、湿潤時とは、試料重量に対して50重量%の水分をスプレー式の噴霧器により測定面に均一に噴霧し1分経過後の状態である。
【0036】
[実施例1]
丸編28Gダブル機を使用して、表糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸84dtex/72fil(合成繊維A)、結接糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸56dtex/36fil、裏糸として撥水加工されたポリエステルマルチフィラメント仮撚捲縮加工糸84dtex/48fil(合成繊維B)を用いて、図1に示す組織図の片側結接編地を得た。なお、表糸とは、布帛を繊維製品とした際に外気側に位置する布帛表面に多く位置する繊維であり、裏糸とは、布帛を繊維製品とした際に人体側に位置する布帛表面(裏面)に多く位置する繊維である。
次いで、該編地を染色工程で親水化剤(ポリエチレンテレフタレート−ポリエチレングリコール共重合体)と同浴処理を行うことにより、該編地に吸水性を付与した。
得られた編地において、目付けが130gr/m2、48コース/2.54cm、40ウエール/2.54cm、水分残り率が3.5%、湿潤摩擦力が40.5g、発汗時の冷え感0.0285、厚さ0.55mm、裏面において合成繊維Bのループ数比率は50%、当該裏面とは反対側表面において合成繊維Aのループ数比率は100%であり、吸水性に優れ、かつべとつき感の少ないものであった。
次いで、該編地(布帛)を、前記合成繊維Bが配された表面(裏面)が人体側に位置するよう用いてTシャツ(スポーツウエア)を得た着用したところ、吸水性に優れ、かつべとつき感の少ないものであった。評価結果を表1に示す。
【0037】
[実施例2]
丸編24Gダブル機を使用して、表糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸110dtex/144fil(合成繊維A)、結接糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸84dtex/36fil、裏糸としてポリプロピレンマルチフィラメント仮撚捲縮加工糸84dtex/30fil(合成繊維B)を用いて、図1に示す組織図の片側結接編地を得た。
次いで、該編地を染色工程で親水化剤(ポリエチレンテレフタレート−ポリエチレングリコール共重合体)と同浴処理を行うことにより、該編地に吸水性を付与した。
得られた編地において、目付けが155gr/m2、40コース/2.54cm、36ウエール/2.54cm、水分残り率が5.5%、湿潤摩擦力が52.0g、発汗時の冷え感0.0324であり、厚さ0.68mm、裏面において合成繊維Bのループ数比率は50%、当該裏面とは反対側表面において合成繊維Aのループ数比率は100%であり、吸水性に優れ、かつべとつき感の少ないものであった。
次いで、該編地(布帛)を、前記合成繊維Bが配された表面(裏面)が人体側に位置するよう用いてTシャツ(スポーツウエア)を得た着用したところ、吸水性に優れ、かつべとつき感の少ないものであった。評価結果を表1に示す。
【0038】
[実施例3]
丸編28Gシングル機を使用して、表糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸84dtex/72fil(合成繊維A)、結接糸としてポリウレタンモノフィラメント40dtex/1fil、裏糸としてポリプロピレンマルチフィラメント仮撚捲縮加工糸56dtex/30fil(合成繊維B)を用いて、図3に示す組織図のリバーシブル天竺編地を得た。
次いで、該編地を染色工程で親水化剤(ポリエチレンテレフタレート−ポリエチレングリコール共重合体)と同浴処理を行うことにより、該編地に吸水性を付与した。
得られた編地において、目付けが180gr/m2、80コース/2.54cm、55ウエール/2.54cm、水分残り率が15.5%、湿潤摩擦力が55.3g、発汗時の冷え感0.0452であり、厚さ0.85mm、裏面において合成繊維Bのループ数比率は100%、当該裏面とは反対側表面において合成繊維Aのループ数比率は100%であり、吸水性に優れ、かつべとつき感の少ないものであった。
次いで、該編地(布帛)を、前記合成繊維Bが配された表面(裏面)が人体側に位置するよう用いてTシャツ(スポーツウエア)を得た着用したところ、吸水性に優れ、かつべとつき感の少ないものであった。評価結果を表1に示す。
【0039】
[実施例4]
丸編28Gシングル機を使用して、表糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸84dtex/72fil(合成繊維A)、結接糸なし、裏糸として撥水加工されたポリエステルマルチフィラメント仮撚捲縮加工糸56dtex/48fil(合成繊維B)を用いて、図3に示す組織図のリバーシブル天竺編地を得た。
次いで、該編地を染色工程で親水化剤(ポリエチレンテレフタレート−ポリエチレングリコール共重合体)と同浴処理を行うことにより、該編地に吸水性を付与した。
得られた編地において、目付けが135gr/m2、50コース/2.54cm、45ウエール/2.54cm、水分残り率が20.3%、湿潤摩擦力が75.3g、発汗時の冷え感0.0320であり、厚さ0.45mm、裏面において合成繊維Bのループ数比率は100%、当該裏面とは反対側表面において合成繊維Aのループ数比率は100%であり、吸水性に優れ、かつべとつき感の少ないものであった。
次いで、該編地(布帛)を、前記合成繊維Bが配された表面(裏面)が人体側に位置するよう用いてTシャツ(スポーツウエア)を得た着用したところ、吸水性に優れ、かつべとつき感の少ないものであった。評価結果を表1に示す。
【0040】
[実施例5]
丸編36Gシングル機を使用して、表糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸56dtex/72fil(合成繊維A)、結接糸なし、裏糸としてポリプロピレンマルチフィラメント仮撚捲縮加工糸56dtex/30fil(合成繊維B)を用いて、図2に示す組織図のニットミス編地を得た。
次いで、該編地を染色工程で親水化剤(ポリエチレンテレフタレート−ポリエチレングリコール共重合体)と同浴処理を行うことにより、該編地に吸水性を付与した。
得られた編地において、目付けが125gr/m2、90コース/2.54cm、72ウエール/2.54cm、水分残り率が15.5%、湿潤摩擦力が60.2g、発汗時の冷え感0.0365であり、厚さ0.42mm、裏面において合成繊維Bのループ数比率は100%、当該裏面とは反対側表面において合成繊維Aのループ数比率は67%であり、吸水性に優れ、かつべとつき感の少ないものであった。
次いで、該編地(布帛)を、前記合成繊維Bが配された表面(裏面)が人体側に位置するよう用いてTシャツ(スポーツウエア)を得た着用したところ、吸水性に優れ、かつべとつき感の少ないものであった。評価結果を表1に示す。
【0041】
[実施例6]
経編機(28G)を使用して、表糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸56dtex/72fil(合成繊維A)、結接糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント33dtex/12fil、裏糸としてポリプロピレンマルチフィラメント84dtex/30fil(合成繊維B)を用いて、図4に示す組織図の裏挿入編地を得た。
次いで、該編地を染色工程で親水化剤(ポリエチレンテレフタレート−ポリエチレングリコール共重合体)と同浴処理を行うことにより、該編地に吸水性を付与した。
得られた編地において、目付けが170gr/m2、55コース/2.54cm、45ウエール/2.54cm、水分残り率が11.5%、湿潤摩擦力が44.5g、発汗時の冷え感0.0390であり、厚さ0.53mm、裏面において合成繊維Bのループ数比率は100%、当該裏面とは反対側表面において合成繊維Aのループ数比率は100%であり、吸水性に優れ、かつべとつき感の少ないものであった。
次いで、該編地(布帛)を、前記合成繊維Bが配された表面が人体側に位置するよう用いてTシャツ(スポーツウエア)を得た着用したところ、吸水性に優れ、かつべとつき感の少ないものであった。評価結果を表1に示す。
【0042】
[比較例1]
実施例1において、裏糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸84dtex/36filを用いること以外は実施例1と同様にした。
得られた編地において、目付けが125gr/m2、48コース/2.54cm、40ウエール/2.54cm、水分残り率が52.5%、湿潤摩擦力135.6g、発汗時の冷え感0.0582であり、厚さ0.50mm、裏面において合成繊維Bのループ数比率は0%、当該裏面とは反対側表面において合成繊維Aのループ数比率は100%であり、吸水するものの表への移動が無いためべとつき感の大きいものであった。評価結果を表1に示す。
【0043】
[比較例2]
実施例4において、裏糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸56dtex/36filを用いること以外は実施例1と同様にした。
得られた編地において、目付けが140gr/m2、50コース/2.54cm、45ウエール/2.54cm、水分残り率が48.0%、湿潤摩擦力142.2g、発汗時の冷え感0.0650であり、厚さ0.46mm、裏面において合成繊維Bのループ数比率は0%、当該裏面とは反対側表面において合成繊維Aのループ数比率は100%であり、吸水するものの表への移動が無いため、かつべとつき感の大きいものであった。評価結果を表1に示す。
【0044】
【表1】

【0045】
なお、表中、コース数およびウエール数の単位は本/2.54cmである。
【産業上の利用可能性】
【0046】
本発明によれば、吸水性に優れ、かつべとつき感の少ない布帛、および該布帛を用いてなる繊維製品が提供され、その工業的価値は極めて大である。
【技術分野】
【0001】
本発明は、吸水性に優れ、かつべとつき感の少ない布帛、および該布帛を用いてなる繊維製品に関する。
【背景技術】
【0002】
従来、合成繊維を用いた布帛は、一般衣料用、スポーツ衣料用などとして広く使用されている。また、かかる布帛の着用快適性を向上させるため、布帛を構成する合成繊維の単糸繊度を小さくしたり、または布帛に吸水加工を施すことにより布帛の吸水性を向上させる方法(例えば特許文献1参照)や布帛に撥水加工を施す方法(例えば特許文献2参照)などが提案されている。
【0003】
しかしながら、布帛を構成する合成繊維の単糸繊度を小さくしたり、または布帛に吸水加工を施すことにより布帛の吸水性を向上させたものでは、べとつき感を少なくする上でまだ充分とはいえなかった。一方、布帛に撥水加工を施したものでは、吸水性の点でまだ充分とはいえなかった。
このように、吸水性に優れ、かつべとつき感の少ない布帛はこれまであまり提案されていない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−363843号公報
【特許文献2】特開平9−195172号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は上記の背景に鑑みなされたものであり、その目的は吸水性に優れ、かつべとつき感の少ない布帛、および該布帛を用いてなる繊維製品を提供することにある。
【課題を解決するための手段】
【0006】
本発明者は、非撥水性繊維と撥水性繊維とを用いて布帛を製編織することにより、吸水性に優れ、かつべとつき感の少ない布帛が得られることを見出し、さらに鋭意検討を重ねることにより本発明を完成するに至った。
【0007】
かくして、本発明によれば「撥水加工されていないポリエステル繊維からなる合成繊維Aと、撥水加工されたポリエステル繊維、ポリプロピレン繊維、ポリエチレン繊維、およびポリ塩化ビニル繊維からなる群より選択される少なくとも1種である合成繊維Bとを含むことを特徴する布帛。」が提供される。
【0008】
その際、前記の撥水加工されたポリエステル繊維が、フッ素系撥水剤を用いて撥水加工されたものであることが好ましい。また、かかる撥水剤が、パーフルオロオクタン酸およびパーフルオロオクタンスルホン酸の濃度が0〜5ng/gのフッ素系撥水剤であることが好ましい。また、前記合成繊維Bの単糸繊度が前記合成繊維Aの単糸繊度よりも大であることが好ましい。また、前記合成繊維Bが仮撚捲縮加工糸であることが好ましい。また、前記合成繊維Aの単糸繊度が1.5dtex以下であることが好ましい。また、前記合成繊維Aが、単糸数30本以上のマルチフィラメントであることが好ましい。また、前記合成繊維Aが仮撚捲縮加工糸であることが好ましい。また、前記合成繊維Aまたは合成繊維Bが30T/m以下のトルクを有する仮撚捲縮加工糸であることが好ましい。また、前記合成繊維Aまたは合成繊維Bが異型断面繊維であることが好ましい。
【0009】
本発明の布帛において、布帛が編地であることが好ましい。また、布帛の一方表面において前記合成繊維Aが露出しており、布帛の他方表面に前記合成繊維Bが露出していることが好ましい。また、布帛が編地であり、かつ合成繊維Aが露出した表面において、合成繊維Aからなるループ数が表面全体のループ数に対し20%以上であり、かつ合成繊維Bが露出した表面において、合成繊維Bからなるループ数が表面全体のループ数に対し20%以上であることが好ましい。また、前記の編地が多層構造編地または単層リバーシブル編地であることが好ましい。また、吸水加工が施されていることが好ましい。また、布帛の目付けが200g/m2以下であることが好ましい。また、布帛の厚さが1.0mm以下であることが好ましい。また、前記合成繊維Bが露出した布帛表面において、JIS L1096 6.26吸水速度A法(滴下法)が30秒以下であることが好ましい。また、布帛両表面の、JIS L1096 6.26吸水速度B法(バイレック法)の比が2以上であることが好ましい。また、布帛両表面の、拡散面積比率が2以上であることが好ましい。また、前記合成繊維Bが露出した布帛表面において、水分残り率が25%以下であることが好ましい。また、前記合成繊維Bが露出した布帛表面において、湿潤摩擦力が70g以下であることが好ましい。また、前記合成繊維Bが露出した布帛表面において、発汗時の冷え感が0.05以下であることが好ましい。
【0010】
また、本発明によれば、前記の布帛を用いてなる、スポーツウエア、アウトドアウエア、レインコート、紳士衣服、婦人衣服、作業衣、防護服、人工皮革、履物、鞄、カーテン、テント、寝袋、防水シート、およびカーシートの群より選ばれるいずれかの繊維製品が提供される。
【発明の効果】
【0011】
本発明によれば、吸水性に優れ、かつべとつき感の少ない布帛、および該布帛を用いてなる繊維製品が得られる。
【図面の簡単な説明】
【0012】
【図1】実施例1、実施例2、比較例1で用いた編組織図である。シリンダー面に表糸が配される。
【図2】実施例5で用いた編組織図である。シリンダー面に表糸が配される。
【図3】実施例3、実施例4、比較例2で用いた編組織図である。シリンダー面に表糸が配される。
【図4】実施例6で用いた編組織図である。
【発明を実施するための形態】
【0013】
本発明において、合成繊維Aは撥水加工されていないポリエステル繊維からなる。ここで、ポリエステル繊維としては、ポリエチレンテレフタレートやポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸、ステレオコンプレックスポリ乳酸、第3成分を共重合させたポリエステルなどからなるポリエステル繊維が好ましい。なお、かかるポリエステルとしては、マテリアルリサイクルまたはケミカルリサイクルされたポリエステルや、バイオマスすなわち生物由来の物質を原材料として得られたモノマー成分を使用してなるポリエチレンテレフタレートであってもよい。さらには、特開2004−270097号公報や特開2004−211268号公報に記載されているような、特定のリン化合物およびチタン化合物を含む触媒を用いて得られたポリエステルでもよい。
【0014】
ポリエステル繊維を形成するポリマー中には、本発明の目的を損なわない範囲内で必要に応じて、艶消し剤、抗菌剤、微細孔形成剤、カチオン染料可染剤、着色防止剤、熱安定剤、蛍光増白剤、着色剤、吸湿剤、無機微粒子が1種または2種以上含まれていてもよい。例えば、ポリマー中に含まれるポリマー中に艶消し剤を含ませ、セミダルポリエステルまたはフルダルポリエステルとすると、布帛に防透性や赤外線・紫外線遮蔽性を付加することができ好ましい。また、抗菌剤としては、天然系抗菌剤や無機系抗菌剤だけでなく、国際公開第2011/048888号パンフレットに記載されたような、エステル形成性スルホン酸金属塩化合物またはエステル形成性スルホン酸ホスホニウム塩化合物を共重合させたポリエステルに酸性処理を施したものでもよい。
【0015】
前記合成繊維A(ポリエステル繊維)の形態としては、短繊維でもよいし長繊維(マルチフィラメント)でもよいが、優れた吸水性を得る上で長繊維(マルチフィラメント)が好ましい。特に、前記繊維が、単糸繊度が1.5dtex以下(より好ましくは0.0001〜1.2dtex、特に好ましくは0.001〜0.9dtex)であると、優れた吸水性が得られ好ましい。特に、フィラメント数が30本以上(より好ましくは70〜200本)、総繊度が30〜200dtex(より好ましくは30〜150dtex)のマルチフィラメントであると、さらに優れた吸水性が得られ好ましい。単糸繊維径が1μm以下の、ナノファイバーと称される超極細繊維であってもよい。
【0016】
前記合成繊維Aが、マルチフィラメントに仮撚捲縮加工が施された仮撚捲縮加工糸、空気加工糸、2種以上の構成糸条を空気混繊加工や複合仮撚加工させた複合糸であってもよい。特に、前記合成繊維Aが仮撚捲縮加工糸(好ましくは、単糸数70本以上の仮撚捲縮加工糸)であると、優れた吸水性が得られ好ましい。前記合成繊維Aの単繊維横断面形状は特に限定されず、丸だけでなく、三角、扁平、国際公開第2008/001920号パンフレットに記載されたようなくびれ付き扁平、中空など異型断面形状などでもよい。また、国際公開第2008/001920号パンフレットに記載されたような、S方向のトルクを有する仮撚捲縮加工糸とZ方向のトルクを有する仮撚捲縮加工糸とを合糸して空気交絡処理を行うことにより得られた30T/m以下のトルクを有する複合糸(複合仮撚捲縮加工糸)であると、布帛に抗スナッギング性を付加することができ好ましい。
【0017】
前記合成繊維A(ポリエステル繊維)は撥水加工されていないことが肝要である。前記合成繊維A(ポリエステル繊維)が撥水加工されていると、布帛において優れた吸水性が得られず好ましくない。
【0018】
一方、合成繊維Bの繊維種類は、撥水加工されたポリエステル繊維、ポリプロピレン繊維、ポリエチレン繊維、およびポリ塩化ビニル繊維からなる群より選択される少なくとも1種である。これらの繊維はいずれも優れた撥水性を有するので、かかる合成繊維Bと前記合成繊維Aとを用いて布帛を製編または製織することにより吸水性に優れ、かつべとつき感の少ない布帛が得られる。
【0019】
前記合成繊維Bの形態としては、短繊維でもよいし長繊維(マルチフィラメント)でもよいが、優れた吸水性を得る上で長繊維(マルチフィラメント)が好ましい。特に、合成繊維Bの単糸繊度は、毛細管現象を利用して優れた吸水性を得る上で、合成繊維Aの単糸繊度よりも大きいことが好ましく、単糸繊度が1.0〜5.0dtex(より好ましくは1.5〜3.0dtex)であると、優れた吸水性が得られ好ましい。特に、合成繊維Bのフィラメント数、総繊度としては、フィラメント数20本以上(より好ましくは20〜200本)、総繊度30〜200dtex(より好ましくは30〜150dtex)であると、優れた吸水性が得られ好ましい。
【0020】
前記合成繊維Bが、マルチフィラメントに仮撚捲縮加工が施された仮撚捲縮加工糸、空気加工糸、2種以上の構成糸条を空気混繊加工や複合仮撚加工させた複合糸、さらには前記のような30T/m以下のトルクを有する複合糸であってもよい。特に、前記合成繊維Bが仮撚捲縮加工糸(好ましくは、単糸数20本以上の仮撚捲縮加工糸)であると、優れた吸水性が得られ好ましい。前記合成繊維Bの単繊維横断面形状は特に限定されず、丸だけでなく、三角、扁平、国際公開第2008/001920号パンフレットに記載されたようなくびれ付き扁平、中空など異型断面形状などでもよい。
【0021】
本発明の布帛において、布帛組織としては特に限定されない。例えば、よこ編組織としては、平編、ゴム編、両面編、パール編、タック編、浮き編、片畔編、レース編、添え毛編、片側結接、ニットミス、リバーシブル天竺等が例示される。また、たて編組織としては、裏挿入、シングルデンビー編、シングルアトラス編、ダブルコード編、ハーフ編、ハーフベース編、サテン編、ハーフトリコット編、裏毛編、ジャガード編等などが例示される。また、織物組織としては、平織、綾織、朱子織等の三原組織、変化組織、たて二重織、よこ二重織等の片二重組織、たてビロードなどが例示される。さらには、不織布であってもよい。もちろんこれらに限定されない。層数も単層でもよいし、2層以上の多層でもよい。なかでも、極めて優れた吸水性を得る上で編物が好ましく、特に多層構造編地または単層リバーシブル編地が好ましい。
【0022】
布帛の織編密度としては優れた吸水性を得る上で、編密度が30〜150コース/2.54cmかつ20〜130ウエール/2.54cmの編物であるか、下記式により定義されるカバーファクターCFが300〜3500(より好ましくは300〜1000)の織物であることが好ましい。
CF=(DWp/1.1)1/2×MWp+(DWf/1.1)1/2×MWf
[DWpは経糸総繊度(dtex)、MWpは経糸織密度(本/2.54cm)、DWfは緯糸総繊度(dtex)、MWfは緯糸織密度(本/2.54cm)である。]
【0023】
本発明の布帛において、布帛の少なくとも一方表面に前記合成繊維Bが露出していることが好ましい。前記合成繊維Bが露出した該表面が人体側に位置するように本発明の布帛を用いてスポーツウエアなどの繊維製品を得ると、べとつき感を低減することができ好ましい。特に、布帛が編地であり、かつ合成繊維Aが露出した表面において、合成繊維Aからなるループ数が表面全体のループ数に対し20%以上(より好ましくは30%以上、特に好ましくは50〜100%)であり、かつ合成繊維Bが露出した表面において、合成繊維Bからなるループ数が表面全体のループ数に対し20%以上(より好ましくは30%以上、特に好ましくは50〜100%)であると、極めて吸水性に優れ、かつべとつき感の少ない布帛となり好ましい。
【0024】
本発明の布帛は、前記の合成繊維Aと前記合成繊維Bとを用いて、通常の織機または編機を使用して常法により製造することができる。また、前記布帛には、通常の染色加工、減量加工、起毛加工、カレンダー加工、エンボス加工、蓄熱加工、吸水加工、抗菌加工などの後加工を適宜施しても良い。なかでも、優れた吸水性を得る上で吸水加工を施すことが好ましい。かかる吸水加工を施す方法としては、布帛にPEGジアクリレートおよびその誘導体やポリエチレンテレフタレート−ポリエチレングリコール共重合体などの親水化剤を染色時に同浴加工することが好適に例示される。
【0025】
かくして得られた布帛において、布帛の目付けとしては200g/m2以下(より好ましくは50〜200g/m2)であることが好ましい。該目付けが200g/m2よりも大きいと布帛の重量が大きくなり、布帛の着用快適性が損なわれるおそれがある。また、布帛の厚さとしては1.0mm以下(より好ましくは0.35〜0.65mm)であることが好ましい。
【0026】
本発明の布帛は、前記の合成繊維Aと合成繊維Bとを含む布帛であるので、吸水性に優れ、かつべとつき感の少ない布帛である。特に、前記のように、少なくとも一方表面に前記合成繊維Bが露出していると該布帛表面では、汗が速やかに吸収され(吸水性に優れ)、かつ合成繊維Bが撥水性を有するためべとつき感が特に少ないものとなる。
【0027】
ここで、前記合成繊維Bが露出した布帛表面において、JIS L1096 6.26吸水速度A法(滴下法)が30秒以下であることが好ましい。また、布帛両表面の、JIS L1096 6.26吸水速度B法(バイレック法)の比が2以上(より好ましくは2〜10)であることが好ましい。また、布帛両表面の、拡散面積比率が2以上(より好ましくは2〜5)であることが好ましい。なお、拡散面積は、それぞれの布帛表面にJIS L1096 6.26吸水速度A法(滴下法)に定める滴下法の1滴相当の水を滴下した後3分後における両布帛表面の水拡散面積の比率を算出するものとし、水拡散形状が楕円形状の場合は、楕円の長径と該長径と直交する径との積をもって拡散面積とする。
【0028】
また、前記合成繊維Bが露出した表面において、水分残り率が25%以下であることが好ましい。前記合成繊維Bが布帛の両面に露出している場合は、より多く前記合成繊維Bが露出する表面において、水分残り率が25%以下であることが好ましい。なお、本発明において、当該表面を「裏面」と称することもある。
【0029】
(水分残り率の測定方法)
温度20℃、湿度65%RHに調整した室内において、10cm角に裁断した試料に蒸留水を布帛裏面へ0.1cc滴下3分後、試料をろ紙で挟み、10g/cm2の荷重を掛け、30秒後のろ紙の増加重量から水分残り率を算出する。
水分残り率[%] = ((水滴下後のろ紙重量[gr])−(水滴下前のろ紙重量[gr])÷ 0.1 × 100
【0030】
また、前記合成繊維Bが露出した表面において、湿潤摩擦力が70g以下であることが好ましい。前記合成繊維Bが布帛の両面に露出している場合は、より多く前記合成繊維Bが露出する表面において、湿潤摩擦力が70g以下であることが好ましい。かかる湿潤摩擦力は特開平9−195172号に記載された、べとつき感の評価手段であり、以下の通りである。
【0031】
(湿潤摩擦力の測定方法)
特開平9−195172号の図1に示すように、表面を研磨した直経8cmの金属ローラ1に、長さ15cm、幅6cmの測定しようとする布帛(試料)2を載せ、一端をストレス・ストレイン・ゲージ(Uゲージ)3に取り付け、下端には、布帛2を緊張させるために10gのクリップ4を取り付ける。次に、金属ローラ1をUゲージ3と反対の方向に7cm/secの表面速度で回転させながら、注射器で金属ローラ1と布帛2の間に正確に1ccの水を静かに注入する。この際、布帛2にかかる張力をUゲージ3を介して測定し、記録計5で記録して、その最大値をもって湿潤摩擦力と定義する。
【0032】
前記合成繊維Bが露出した表面において、下記の方法で測定した、発汗時の冷え感が0.05以下であることが好ましい。前記合成繊維Bが布帛の両面に露出している場合は、より多く前記合成繊維Bが露出する表面において、発汗時の冷え感が0.05以下であることが好ましい。
【0033】
(発汗時の冷え感の測定方法)
湿潤時について、カトーテック社製のサーモラボIIにて接触冷感(qMax値)を測定した。ただし、標準状態とは、温度20℃、湿度65%RHであり、湿潤時とは、試料重量に対して50重量%の水分をスプレー式の噴霧器により測定面に均一に噴霧し1分経過後の状態である。
【0034】
次に、本発明の繊維製品は、記載の布帛を用いてなる、スポーツウエア、アウトドアウエア、レインコート、紳士衣服、婦人衣服、作業衣、防護服、人工皮革、履物、鞄、カーテン、テント、寝袋、防水シート、およびカーシートの群より選ばれるいずれかの繊維製品である。ここで、前記合成繊維Bが露出した表面(前記合成繊維Bが布帛の両面に露出している場合は、より多く前記合成繊維Bが露出する表面)を人体側に用いることが好ましい。
かかる繊維製品は前記の布帛を用いているので、吸水性に優れ、かつべとつき感が少なく、優れた着用快適性を有する。
【実施例】
【0035】
本発明の実施例および比較例を詳述するが、本発明はこれらによって限定されるものではない。
<目付の測定方法>
JISL1018 6.4により測定した。
<厚さの測定方法>
JISL1018 6.5により測定した。
<ループ数比率の測定方法>
ループ数比率(%)=露出する合成繊維B(A)からなるループ数/表面全体のループ数×100
<吸水速度(滴下法)>
JIS L1096 6.26吸水速度A法(滴下法)により測定した。
<吸水速度(バイレック法)>
JIS L1096 6.26吸水速度B法(バイレック法)により測定した。
<拡散面積の比>
布帛両表面それぞれにおいて、JIS L1096 6.26吸水速度A法(滴下法)に定める滴下法の1滴相当の水を滴下した後3分後における水拡散面積を測定した後、(表表面における水拡散面積)/(裏表面における水拡散面積)を算出した。ただし、水拡散形状が楕円形状の場合は、楕円の長径と該長径と直交する径との積をもって拡散面積とした。
<水分残り率の測定方法>
下記記載の方法で、より多く前記合成繊維Bが露出する表面(裏面)の水分残り率を測定した。
温度20℃、湿度65%RHに調整した室内において、10cm角に裁断した試料に蒸留水を布帛裏面へ0.1cc滴下3分後、試料をろ紙で挟み、10g/cm2の荷重を掛け、30秒後のろ紙の増加重量から水分残り率を算出する。
水分残り率[%] = ((水滴下後のろ紙重量[gr])−(水滴下前のろ紙重量[gr])÷ 0.1 × 100
<湿潤摩擦力の測定方法>
下記の測定方法により、より多く前記合成繊維Bが露出する表面(裏面)の湿潤摩擦力を測定した。
特開平9−195172号の図1に示すように、表面を研磨した直経8cmの金属ローラ1に、長さ15cm、幅6cmの測定しようとする布帛(試料)2を載せ、一端をストレス・ストレイン・ゲージ(Uゲージ)3に取り付け、下端には、布帛2を緊張させるために10gのクリップ4を取り付けた。次に、金属ローラ1をUゲージ3と反対の方向に7cm/secの表面速度で回転させながら、注射器で金属ローラ1と布帛2の間に正確に1ccの水を静かに注入した。この際、布帛2にかかる張力をUゲージ3を介して測定し、記録計5で記録して、その最大値をもって湿潤摩擦力と定義した。
<発汗時の冷え感の測定方法>
下記の測定方法により、より多く前記合成繊維Bが露出する表面(裏面)の発汗時の冷え感を測定した。
湿潤時について、カトーテック社製のサーモラボIIにて接触冷感(qMax値)を測定した。ただし、標準状態とは、温度20℃、湿度65%RHであり、湿潤時とは、試料重量に対して50重量%の水分をスプレー式の噴霧器により測定面に均一に噴霧し1分経過後の状態である。
【0036】
[実施例1]
丸編28Gダブル機を使用して、表糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸84dtex/72fil(合成繊維A)、結接糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸56dtex/36fil、裏糸として撥水加工されたポリエステルマルチフィラメント仮撚捲縮加工糸84dtex/48fil(合成繊維B)を用いて、図1に示す組織図の片側結接編地を得た。なお、表糸とは、布帛を繊維製品とした際に外気側に位置する布帛表面に多く位置する繊維であり、裏糸とは、布帛を繊維製品とした際に人体側に位置する布帛表面(裏面)に多く位置する繊維である。
次いで、該編地を染色工程で親水化剤(ポリエチレンテレフタレート−ポリエチレングリコール共重合体)と同浴処理を行うことにより、該編地に吸水性を付与した。
得られた編地において、目付けが130gr/m2、48コース/2.54cm、40ウエール/2.54cm、水分残り率が3.5%、湿潤摩擦力が40.5g、発汗時の冷え感0.0285、厚さ0.55mm、裏面において合成繊維Bのループ数比率は50%、当該裏面とは反対側表面において合成繊維Aのループ数比率は100%であり、吸水性に優れ、かつべとつき感の少ないものであった。
次いで、該編地(布帛)を、前記合成繊維Bが配された表面(裏面)が人体側に位置するよう用いてTシャツ(スポーツウエア)を得た着用したところ、吸水性に優れ、かつべとつき感の少ないものであった。評価結果を表1に示す。
【0037】
[実施例2]
丸編24Gダブル機を使用して、表糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸110dtex/144fil(合成繊維A)、結接糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸84dtex/36fil、裏糸としてポリプロピレンマルチフィラメント仮撚捲縮加工糸84dtex/30fil(合成繊維B)を用いて、図1に示す組織図の片側結接編地を得た。
次いで、該編地を染色工程で親水化剤(ポリエチレンテレフタレート−ポリエチレングリコール共重合体)と同浴処理を行うことにより、該編地に吸水性を付与した。
得られた編地において、目付けが155gr/m2、40コース/2.54cm、36ウエール/2.54cm、水分残り率が5.5%、湿潤摩擦力が52.0g、発汗時の冷え感0.0324であり、厚さ0.68mm、裏面において合成繊維Bのループ数比率は50%、当該裏面とは反対側表面において合成繊維Aのループ数比率は100%であり、吸水性に優れ、かつべとつき感の少ないものであった。
次いで、該編地(布帛)を、前記合成繊維Bが配された表面(裏面)が人体側に位置するよう用いてTシャツ(スポーツウエア)を得た着用したところ、吸水性に優れ、かつべとつき感の少ないものであった。評価結果を表1に示す。
【0038】
[実施例3]
丸編28Gシングル機を使用して、表糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸84dtex/72fil(合成繊維A)、結接糸としてポリウレタンモノフィラメント40dtex/1fil、裏糸としてポリプロピレンマルチフィラメント仮撚捲縮加工糸56dtex/30fil(合成繊維B)を用いて、図3に示す組織図のリバーシブル天竺編地を得た。
次いで、該編地を染色工程で親水化剤(ポリエチレンテレフタレート−ポリエチレングリコール共重合体)と同浴処理を行うことにより、該編地に吸水性を付与した。
得られた編地において、目付けが180gr/m2、80コース/2.54cm、55ウエール/2.54cm、水分残り率が15.5%、湿潤摩擦力が55.3g、発汗時の冷え感0.0452であり、厚さ0.85mm、裏面において合成繊維Bのループ数比率は100%、当該裏面とは反対側表面において合成繊維Aのループ数比率は100%であり、吸水性に優れ、かつべとつき感の少ないものであった。
次いで、該編地(布帛)を、前記合成繊維Bが配された表面(裏面)が人体側に位置するよう用いてTシャツ(スポーツウエア)を得た着用したところ、吸水性に優れ、かつべとつき感の少ないものであった。評価結果を表1に示す。
【0039】
[実施例4]
丸編28Gシングル機を使用して、表糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸84dtex/72fil(合成繊維A)、結接糸なし、裏糸として撥水加工されたポリエステルマルチフィラメント仮撚捲縮加工糸56dtex/48fil(合成繊維B)を用いて、図3に示す組織図のリバーシブル天竺編地を得た。
次いで、該編地を染色工程で親水化剤(ポリエチレンテレフタレート−ポリエチレングリコール共重合体)と同浴処理を行うことにより、該編地に吸水性を付与した。
得られた編地において、目付けが135gr/m2、50コース/2.54cm、45ウエール/2.54cm、水分残り率が20.3%、湿潤摩擦力が75.3g、発汗時の冷え感0.0320であり、厚さ0.45mm、裏面において合成繊維Bのループ数比率は100%、当該裏面とは反対側表面において合成繊維Aのループ数比率は100%であり、吸水性に優れ、かつべとつき感の少ないものであった。
次いで、該編地(布帛)を、前記合成繊維Bが配された表面(裏面)が人体側に位置するよう用いてTシャツ(スポーツウエア)を得た着用したところ、吸水性に優れ、かつべとつき感の少ないものであった。評価結果を表1に示す。
【0040】
[実施例5]
丸編36Gシングル機を使用して、表糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸56dtex/72fil(合成繊維A)、結接糸なし、裏糸としてポリプロピレンマルチフィラメント仮撚捲縮加工糸56dtex/30fil(合成繊維B)を用いて、図2に示す組織図のニットミス編地を得た。
次いで、該編地を染色工程で親水化剤(ポリエチレンテレフタレート−ポリエチレングリコール共重合体)と同浴処理を行うことにより、該編地に吸水性を付与した。
得られた編地において、目付けが125gr/m2、90コース/2.54cm、72ウエール/2.54cm、水分残り率が15.5%、湿潤摩擦力が60.2g、発汗時の冷え感0.0365であり、厚さ0.42mm、裏面において合成繊維Bのループ数比率は100%、当該裏面とは反対側表面において合成繊維Aのループ数比率は67%であり、吸水性に優れ、かつべとつき感の少ないものであった。
次いで、該編地(布帛)を、前記合成繊維Bが配された表面(裏面)が人体側に位置するよう用いてTシャツ(スポーツウエア)を得た着用したところ、吸水性に優れ、かつべとつき感の少ないものであった。評価結果を表1に示す。
【0041】
[実施例6]
経編機(28G)を使用して、表糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸56dtex/72fil(合成繊維A)、結接糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント33dtex/12fil、裏糸としてポリプロピレンマルチフィラメント84dtex/30fil(合成繊維B)を用いて、図4に示す組織図の裏挿入編地を得た。
次いで、該編地を染色工程で親水化剤(ポリエチレンテレフタレート−ポリエチレングリコール共重合体)と同浴処理を行うことにより、該編地に吸水性を付与した。
得られた編地において、目付けが170gr/m2、55コース/2.54cm、45ウエール/2.54cm、水分残り率が11.5%、湿潤摩擦力が44.5g、発汗時の冷え感0.0390であり、厚さ0.53mm、裏面において合成繊維Bのループ数比率は100%、当該裏面とは反対側表面において合成繊維Aのループ数比率は100%であり、吸水性に優れ、かつべとつき感の少ないものであった。
次いで、該編地(布帛)を、前記合成繊維Bが配された表面が人体側に位置するよう用いてTシャツ(スポーツウエア)を得た着用したところ、吸水性に優れ、かつべとつき感の少ないものであった。評価結果を表1に示す。
【0042】
[比較例1]
実施例1において、裏糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸84dtex/36filを用いること以外は実施例1と同様にした。
得られた編地において、目付けが125gr/m2、48コース/2.54cm、40ウエール/2.54cm、水分残り率が52.5%、湿潤摩擦力135.6g、発汗時の冷え感0.0582であり、厚さ0.50mm、裏面において合成繊維Bのループ数比率は0%、当該裏面とは反対側表面において合成繊維Aのループ数比率は100%であり、吸水するものの表への移動が無いためべとつき感の大きいものであった。評価結果を表1に示す。
【0043】
[比較例2]
実施例4において、裏糸として撥水加工されていないセミダルポリエチレンテレフタレートマルチフィラメント仮撚捲縮加工糸56dtex/36filを用いること以外は実施例1と同様にした。
得られた編地において、目付けが140gr/m2、50コース/2.54cm、45ウエール/2.54cm、水分残り率が48.0%、湿潤摩擦力142.2g、発汗時の冷え感0.0650であり、厚さ0.46mm、裏面において合成繊維Bのループ数比率は0%、当該裏面とは反対側表面において合成繊維Aのループ数比率は100%であり、吸水するものの表への移動が無いため、かつべとつき感の大きいものであった。評価結果を表1に示す。
【0044】
【表1】
【0045】
なお、表中、コース数およびウエール数の単位は本/2.54cmである。
【産業上の利用可能性】
【0046】
本発明によれば、吸水性に優れ、かつべとつき感の少ない布帛、および該布帛を用いてなる繊維製品が提供され、その工業的価値は極めて大である。
【特許請求の範囲】
【請求項1】
撥水加工されていないポリエステル繊維からなる合成繊維Aと、撥水加工されたポリエステル繊維、ポリプロピレン繊維、ポリエチレン繊維、およびポリ塩化ビニル繊維からなる群より選択される少なくとも1種である合成繊維Bとを含むことを特徴する布帛。
【請求項2】
前記の撥水加工されたポリエステル繊維が、フッ素系撥水剤を用いて撥水加工されたものである、請求項1に記載の布帛。
【請求項3】
前記の撥水剤が、パーフルオロオクタン酸およびパーフルオロオクタンスルホン酸の濃度が0〜5ng/gのフッ素系撥水剤である、請求項2に記載の布帛。
【請求項4】
前記合成繊維Bの単糸繊度が前記合成繊維Aの単糸繊度よりも大である、請求項1〜3のいずれかに記載の布帛。
【請求項5】
前記合成繊維Bが仮撚捲縮加工糸である、請求項1〜4のいずれかに記載の布帛。
【請求項6】
前記合成繊維Aの単糸繊度が1.5dtex以下である、請求項1〜5のいずれかに記載の布帛。
【請求項7】
前記合成繊維Aが、単糸数30本以上のマルチフィラメントである、請求項1〜6のいずれかに記載の布帛。
【請求項8】
前記合成繊維Aが仮撚捲縮加工糸である、請求項1〜7のいずれかに記載の布帛。
【請求項9】
前記合成繊維Aまたは合成繊維Bが30T/m以下のトルクを有する仮撚捲縮加工糸である、請求項5または請求項8に記載の布帛。
【請求項10】
前記合成繊維Aまたは合成繊維Bが異型断面繊維である、請求項1〜9のいずれかに記載の布帛。
【請求項11】
布帛が編地である、請求項1〜10のいずれかに記載の布帛。
【請求項12】
布帛の一方表面において前記合成繊維Aが露出しており、布帛の他方表面に前記合成繊維Bが露出している、請求項1〜11のいずれかに記載の布帛。
【請求項13】
布帛が編地であり、かつ合成繊維Aが露出した表面において、合成繊維Aからなるループ数が表面全体のループ数に対し20%以上であり、かつ合成繊維Bが露出した表面において、合成繊維Bからなるループ数が表面全体のループ数に対し20%以上である、請求項1〜12のいずれかに記載の布帛。
【請求項14】
前記の編地が多層構造編地または単層リバーシブル編地である、請求項11〜13のいずれかに記載の布帛。
【請求項15】
吸水加工が施されている、請求項1〜14のいずれかに記載の布帛。
【請求項16】
布帛の目付けが200g/m2以下である、請求項1〜15のいずれかに記載の布帛。
【請求項17】
布帛の厚さが1.0mm以下である、請求項1〜16のいずれかに記載の布帛。
【請求項18】
前記合成繊維Bが露出した布帛表面において、JIS L1096 6.26吸水速度A法(滴下法)が30秒以下である、請求項12〜17のいずれかに記載の布帛。
【請求項19】
布帛両表面の、JIS L1096 6.26吸水速度B法(バイレック法)の比が2以上である、請求項12〜18のいずれかに記載の布帛。
【請求項20】
布帛両表面の、拡散面積比率が2以上である、請求項12〜19のいずれかに記載の布帛。
【請求項21】
前記合成繊維Bが露出した布帛表面において、水分残り率が25%以下である、請求項12〜20のいずれかに記載の布帛。
【請求項22】
前記合成繊維Bが露出した布帛表面において、湿潤摩擦力が70g以下である、請求項12〜21のいずれかに記載の布帛。
【請求項23】
前記合成繊維Bが露出した布帛表面において、発汗時の冷え感が0.05以下である、請求項12〜22のいずれかに記載の布帛。
【請求項24】
請求項1〜23のいずれかに記載の布帛を用いてなる、スポーツウエア、アウトドアウエア、レインコート、紳士衣服、婦人衣服、作業衣、防護服、人工皮革、履物、鞄、カーテン、テント、寝袋、防水シート、およびカーシートの群より選ばれるいずれかの繊維製品。
【請求項1】
撥水加工されていないポリエステル繊維からなる合成繊維Aと、撥水加工されたポリエステル繊維、ポリプロピレン繊維、ポリエチレン繊維、およびポリ塩化ビニル繊維からなる群より選択される少なくとも1種である合成繊維Bとを含むことを特徴する布帛。
【請求項2】
前記の撥水加工されたポリエステル繊維が、フッ素系撥水剤を用いて撥水加工されたものである、請求項1に記載の布帛。
【請求項3】
前記の撥水剤が、パーフルオロオクタン酸およびパーフルオロオクタンスルホン酸の濃度が0〜5ng/gのフッ素系撥水剤である、請求項2に記載の布帛。
【請求項4】
前記合成繊維Bの単糸繊度が前記合成繊維Aの単糸繊度よりも大である、請求項1〜3のいずれかに記載の布帛。
【請求項5】
前記合成繊維Bが仮撚捲縮加工糸である、請求項1〜4のいずれかに記載の布帛。
【請求項6】
前記合成繊維Aの単糸繊度が1.5dtex以下である、請求項1〜5のいずれかに記載の布帛。
【請求項7】
前記合成繊維Aが、単糸数30本以上のマルチフィラメントである、請求項1〜6のいずれかに記載の布帛。
【請求項8】
前記合成繊維Aが仮撚捲縮加工糸である、請求項1〜7のいずれかに記載の布帛。
【請求項9】
前記合成繊維Aまたは合成繊維Bが30T/m以下のトルクを有する仮撚捲縮加工糸である、請求項5または請求項8に記載の布帛。
【請求項10】
前記合成繊維Aまたは合成繊維Bが異型断面繊維である、請求項1〜9のいずれかに記載の布帛。
【請求項11】
布帛が編地である、請求項1〜10のいずれかに記載の布帛。
【請求項12】
布帛の一方表面において前記合成繊維Aが露出しており、布帛の他方表面に前記合成繊維Bが露出している、請求項1〜11のいずれかに記載の布帛。
【請求項13】
布帛が編地であり、かつ合成繊維Aが露出した表面において、合成繊維Aからなるループ数が表面全体のループ数に対し20%以上であり、かつ合成繊維Bが露出した表面において、合成繊維Bからなるループ数が表面全体のループ数に対し20%以上である、請求項1〜12のいずれかに記載の布帛。
【請求項14】
前記の編地が多層構造編地または単層リバーシブル編地である、請求項11〜13のいずれかに記載の布帛。
【請求項15】
吸水加工が施されている、請求項1〜14のいずれかに記載の布帛。
【請求項16】
布帛の目付けが200g/m2以下である、請求項1〜15のいずれかに記載の布帛。
【請求項17】
布帛の厚さが1.0mm以下である、請求項1〜16のいずれかに記載の布帛。
【請求項18】
前記合成繊維Bが露出した布帛表面において、JIS L1096 6.26吸水速度A法(滴下法)が30秒以下である、請求項12〜17のいずれかに記載の布帛。
【請求項19】
布帛両表面の、JIS L1096 6.26吸水速度B法(バイレック法)の比が2以上である、請求項12〜18のいずれかに記載の布帛。
【請求項20】
布帛両表面の、拡散面積比率が2以上である、請求項12〜19のいずれかに記載の布帛。
【請求項21】
前記合成繊維Bが露出した布帛表面において、水分残り率が25%以下である、請求項12〜20のいずれかに記載の布帛。
【請求項22】
前記合成繊維Bが露出した布帛表面において、湿潤摩擦力が70g以下である、請求項12〜21のいずれかに記載の布帛。
【請求項23】
前記合成繊維Bが露出した布帛表面において、発汗時の冷え感が0.05以下である、請求項12〜22のいずれかに記載の布帛。
【請求項24】
請求項1〜23のいずれかに記載の布帛を用いてなる、スポーツウエア、アウトドアウエア、レインコート、紳士衣服、婦人衣服、作業衣、防護服、人工皮革、履物、鞄、カーテン、テント、寝袋、防水シート、およびカーシートの群より選ばれるいずれかの繊維製品。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−83008(P2013−83008A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−221927(P2011−221927)
【出願日】平成23年10月6日(2011.10.6)
【出願人】(501270287)帝人フロンティア株式会社 (10)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月6日(2011.10.6)
【出願人】(501270287)帝人フロンティア株式会社 (10)
【Fターム(参考)】
[ Back to top ]