
床用化粧材
【課題】燃焼時の有害物質発生の問題がなく、剥離やそりの問題がなく、層間接着性に優れ、隠蔽性があり、生産性の優れた床用化粧材を提供する。
【解決手段】エチレン−酢酸ビニル共重合体樹脂を主体とする下層1とアイオノマー樹脂からなる上層2の間に中間樹脂層を有する床用化粧材において、前記中間樹脂層は、下層側から着色エチレン−酢酸ビニル共重合体樹脂層3、絵柄模様層4、接着剤層5、透明アイオノマー樹脂層6をこの順に有してなることを特徴とする。下層との相関接着性と隠蔽性を維持しつつ、ラミネート工程を1回減らすことにより生産性を向上することを可能とした。
【解決手段】エチレン−酢酸ビニル共重合体樹脂を主体とする下層1とアイオノマー樹脂からなる上層2の間に中間樹脂層を有する床用化粧材において、前記中間樹脂層は、下層側から着色エチレン−酢酸ビニル共重合体樹脂層3、絵柄模様層4、接着剤層5、透明アイオノマー樹脂層6をこの順に有してなることを特徴とする。下層との相関接着性と隠蔽性を維持しつつ、ラミネート工程を1回減らすことにより生産性を向上することを可能とした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は住宅や店舗、オフィスビル等の内装用の床タイルなどに用いられる床用化粧材に関するものであり、特には塩化ビニルを使用せず、反り、剥離などの問題の無い床用化粧材に関する。
【背景技術】
【0002】
従来、住宅や店舗、オフィスビル等の内装用の床用化粧材としては、柔軟で加工し易く、しかも安価なポリ塩化ビニル樹脂製の化粧シートが多用されていた。しかし、ポリ塩化ビニル樹脂は、燃焼時に塩化水素やダイオキシン等の毒性物質を発生する場合があり、火災時の問題や、使用後の焼却処分による環境汚染問題等が指摘され、内装材としての使用が問題視されるようになった。
【0003】
係る点を解決するために、ポリ塩化ビニル樹脂製の化粧シートに代わる非ハロゲン系の化粧シートとして、エチレン−酢酸ビニル共重合体樹脂を主体とする下層とアイオノマー樹脂からなる上層との間に絵柄模様層を含んだアイオノマー樹脂からなる中間樹脂層を積層してなるアイオノマー樹脂系の化粧シートが提案され、既に実用化が始まっている。
【0004】
しかし、前記アイオノマー樹脂系の化粧シートは、ポリ塩化ビニル樹脂製の化粧シートと比較しても、柔軟性に優れ、施工がしやすい利点はあるが、その反面、樹脂の熱伸縮性が大きいために、施工環境によっては、熱伸縮による目隙きや反りのトラブルが発生する場合があり、問題となった。
【0005】
そこで本発明者らは、前記絵柄模様層を挟むアイオノマー樹脂層の間には絵柄模様層より下側にポリエステル系樹脂からなる中間樹脂層を設けることで、これら反りの防止を図った。しかしながら、この中間樹脂層に熱伸縮性を抑える為にさらに無機充填剤を添加して2軸延伸すると、延伸の為樹脂層中の無機充填剤の周辺でわずかに空隙が発生し、樹脂層全体がもろいものとなってしまう。これにより化粧シートの剥離試験などではこの中間樹脂層から剥離してしまうという問題点があった。
【0006】
この問題点を解決するために、ポリエステル系樹脂を非延伸の非結晶性ポリエチレンテレフタレート樹脂層にかえたものを設けることで解決を図った。これにより解決が図られたが、いずれにしてもこれらの中間樹脂層は、下層と上層との層間接着性を向上させるため、着色層による隠蔽性を付与するために、アイオノマー樹脂層を上下側に設ける必要があったため、に多工程になり、生産性が乏しいという問題点が残っていた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−223823号公報
【特許文献2】特開2008−307872号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明はこのような問題点を解決するためになされたものであり、すなわちその課題とするところは、燃焼時の有害物質発生の問題がなく、剥離やそりの問題がなく、層間接着性に優れ、隠蔽性があり、生産性の優れた床用化粧材を提供することにある。
【課題を解決するための手段】
【0009】
本発明はこの課題を解決したものであり、すなわちその請求項1記載の発明は、エチレン−酢酸ビニル共重合体樹脂を主体とする下層とアイオノマー樹脂からなる上層の間に中間樹脂層を有する床用化粧材において、前記中間樹脂層は、下層側から着色エチレン−酢酸ビニル共重合体樹脂層、絵柄模様層、接着剤層、透明アイオノマー樹脂層をこの順に有してなることを特徴とする床用化粧材である。
【発明の効果】
【0010】
本発明は、前記中間樹脂層の下層側に設けていたアイオノマー層と非延伸の非結晶性ポリエチレンテレフタレート樹脂層とを1層の着色エチレン−酢酸ビニル共重合体樹脂層に置き換えたものであり、これにより下層との相関接着性と隠蔽性を維持しつつ、ラミネート工程を1回減らすことにより生産性を向上することを可能とした。
【図面の簡単な説明】
【0011】
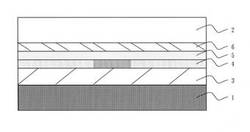
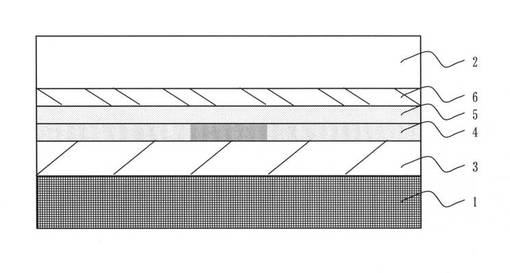
【図1】本発明の床用化粧材の一実施例の断面の構造を示す説明図である。
【発明を実施するための形態】
【0012】
以下、本発明を図面に基づき詳細に説明する。図1に本発明の床用化粧材の一実施例の断面の構造を示す。エチレン−酢酸ビニル共重合体樹脂を主体とする下層1とアイオノマー樹脂からなる上層2の間に、着色エチレン−酢酸ビニル共重合体樹脂層3、絵柄模様層4、接着剤層5、透明アイオノマー樹脂層6とを有してなる。
【0013】
本発明における下層1としては、エチレン−酢酸ビニル共重合体樹脂を主成分としたものが用いられる。そのほかの樹脂成分としては、相溶可能な任意の熱可塑性樹脂を混合して用いても良い。但し、燃焼時の問題を考慮すれば、非ハロゲン系の熱可塑性樹脂を用いることが望ましい。具体的には、例えばポリオレフィン系樹脂、ポリエステル系樹脂、ポリスチレン系樹脂、アクリル系樹脂等である。さらに、相溶性を向上させるために、例えばマレイン酸等の不飽和カルボン酸又はその無水物をグラフトした酸変性ポリオレフィン系樹脂等の相溶化剤を添加しても良い。
【0014】
下層1には、熱伸縮性を低減するために無機充填剤が適宜含有される。無機充填剤としては、例えばシリカ、アルミナ、炭酸カルシウム、硫酸バリウム、酸化チタン、酸化亜鉛、カオリン、タルク等をそれぞれ単独で、若しくは複数種を混合して使用することができるが、熱伸縮性の低減効果の面からは、タルクを主成分として使用することが最も望ましい。無機充填剤の含有量は、一般的には、樹脂成分100重量部当たり少なくとも20重量部以上が必要であり、50〜500重量部程度の範囲で適宜設計することが望ましい。
【0015】
所望の色調に着色するために、無機顔料又は有機顔料等の着色剤を添加しても良い。その他、必要に応じて、例えば紫外線吸収剤、光安定剤、酸化防止剤、内部離型剤、帯電防止剤、抗菌剤等の各種の添加剤を適宜添加しても良い。下層1の厚みは、通例、1〜5mm程度の範囲で設計される。
【0016】
本発明における上層2にはアイオノマー樹脂からなるものが用いられる。アイオノマー樹脂とは、一般に有機及び無機の成分が共有結合とイオン結合によって結合されている樹脂であり、本発明に特に好ましく使用されるアイオノマー樹脂としては、共重合体の分子間を金属イオンで架橋した樹脂が挙げられる。この場合の共重合体としてはアクリレート系共重合体、例えばエチレン−メタクリル酸共重合体などが挙げられる。金属イオンとしては、例えばナトリウム、カリウム、マグネシウム、亜鉛等のイオンが挙げられる。
【0017】
アイオノマー樹脂を得るには、例えば、カルボキシル基を側鎖に有する単量体(例えばアクリル酸)を共重合させたエチレン系のポリマーに、ナトリウム、カリウム、マグネシウム又は亜鉛等の金属の水酸化物、アルコキシド又は低級脂肪酸塩等を適当量添加して酸基を中和する方法が挙げられる。これにより、分子鎖に沿って分布するカルボキシル陰イオンが分子鎖間に存在する金属陽イオンと静電的に結合して一種の架橋を形成し、共重合体の分子間を金属イオンで完全に又は部分的に架橋した構造のアイオノマー樹脂が得られる。
【0018】
本発明に好ましく使用されるアイオノマー樹脂は、上述の共重合体樹脂であるため、その共重合組成によってシートの硬さが任意に選択でき、また金属イオンによる架橋結合は加熱により結合力が弱められ、冷却すると結合力が回復するという、ポリ塩化ビニル樹脂と非常に良く似た性質を有している。従って、上記アイオノマー樹脂を使用した本発明の化粧シートは、例えば熱ラミネーション及びエンボス加工により製造されていた従来の塩化ビニル製の化粧シートの製造設備を使用して、従来通りの工程で製造可能であるという利点がある。
【0019】
前記アイオノマー樹脂には、必要に応じて例えば紫外線吸収剤や光安定剤、熱安定剤等の適宜の添加剤を添加した可能である。アイオノマー樹脂層の成型方法としては、押出し法、カレンダー法又はインフレーション法等の適宜の方法で、フィルム状乃至シート状に成形される。上層2の厚さは、床用化粧材の表面の適度の柔軟性、表面硬度、耐摩耗性、耐久性等を考慮して適宜設計する必要があり、本発明において特に限定されるものではないが、通常は200〜500μm程度の厚さが適当である。
【0020】
本発明における着色エチレン−酢酸ビニル共重合体樹脂層3としては、エチレン−酢酸ビニル共重合体樹脂に所望の色調に着色するために、無機顔料又は有機顔料等の着色剤を添加する。その他の樹脂や添加剤としては、前記下層1に記載したものと同様のものが使用可能である。層厚としては80〜150μm程度が好適である。
【0021】
本発明における絵柄模様層4としては、印刷等による所望の絵柄の意匠を付与するために設けられるものである。絵柄模様層4のなす絵柄の種類は特に限定されず、例えば木目柄、石目柄、布目柄、砂目柄、抽象柄、幾何学図形、文字又は記号、或いはそれらの組み合わせ等、所望により任意である。
【0022】
絵柄模様層4に使用する印刷インキの種類は特に限定されず、従来、係る化粧シートに使用されている任意の印刷インキを使用することができる。具体的には、例えばブチラール系、アクリル系、ウレタン系、ポリエステル系、エポキシ系、アルキド系、ポリアミド系等のバインダー樹脂に、有機又は無機の染料又は顔料や、必要に応じて体質顔料、充填剤、粘着付与剤、分散剤、消泡剤、安定剤その他の添加剤を適宜添加し、適当な希釈溶剤で所望の粘度に調整してなる、従来公知の任意の印刷インキが使用可能である。
【0023】
本発明における接着剤層5としては、絵柄模様層4を施した着色エチレン−酢酸ビニル共重合体樹脂層3と後述する透明アイオノマー層6との層間密着性を出す為に設けるものであり、材質としては、例えばイソシアネート硬化型ウレタン系樹脂や、エチレン−酢酸ビニル共重合体系樹脂、側鎖又は末端に水酸基、アミノ基又はカルボキシル基等の官能基を導入した変性ポリオレフィン系樹脂等を、それぞれ単独で又は2種以上を適宜混合して使用することができる。
【0024】
本発明における透明アイオノマー層6としては、前記上層3に用いたアイオノマー樹脂と同様のものが使用可能である。透明アイオノマー層6は前記絵柄模様層4が見える程度の透明性があればよく、少量の着色剤が添加された半透明のものであっても良い。その他の樹脂や添加剤としては、前記上層2に記載したものと同様のものが使用可能である。層厚としては30〜80μm程度が好適である。
【0025】
以下、本発明の化粧シートの製造方法について説明する。
従来のポリ塩化ビニル樹脂製の化粧シートの場合と同様に、熱ラミネーション法によって製造することができる。まず、着色エチレン−酢酸ビニル共重合体樹脂層3、絵柄模様層4、接着剤層5、透明アイオノマー樹脂層6を積層して中間樹脂層とし、この下面に下層1、上側に上層2を配し、これら3層を熱ラミネート法により同時に貼り合わせて一体化する。
【0026】
前記各層間の積層に関しては、その層間(図示しない)にポリエステル系又はポリウレタン系等のドライラミネート用接着剤を介したドライラミネート法や、エチレン−酢酸ビニル共重合体系、アクリル系、ポリエステル系、変性ポリオレフィン系又はポリアミド系等の感熱接着剤を介した熱ラミネート法、押し出すと同時に積層する押出ラミネート法等から適宜選択可能であるが、ドライラミネート法が最も一般的である。
【0027】
前記下層1と上層2と中間樹脂層を熱ラミネート法で積層する場合は、一般に、枚葉による多段プレス方式か、又は熱ロールを使用した連続熱ラミネート方式が採用され、本発明ではいずれの方式も適用可能であるが、連続熱ラミネート方式の方が生産性に優れ好適である。
【0028】
このようにして得た床用化粧材の上層2の表面には、意匠性の向上又は滑り止め等の目的で、エンボスを施して凹部を形成してもよい。エンボスを施す方法としては、凹凸面を有するエンボス版又はエンボスロールを使用して加熱しつつ加圧する、従来公知のエンボス方法を用いることができる。なお、エンボスは上述の熱ラミネートとは別工程で行うこともできるが、熱ラミネーションと同時に行うと、製造工程が短縮でき、熱エネルギーの無駄も低減できて、生産性が向上し製造原価が低減できるので有利である。
【0029】
本発明の化粧シートは上述の様に、熱ラミネート法により容易に製造することが出来るが、その製造設備としては、例えば熱ラミネート及びエンボス加工により製造される従来のポリ塩化ビニル樹脂製の化粧シートの製造設備等をそのまま適用することも可能であり、製造工程にも大きな変更はないから、新規設備投資の必要もなく容易且つ安価に製造可能である。
【実施例1】
【0030】
着色エチレン−酢酸ビニル共重合体樹脂層3として、二酸化チタンを含有する厚さ100μmのエチレン−酢酸ビニル共重合体樹脂(リケンテクノス(株)製)を用い、この上面にコロナ処理を施した。
絵柄模様層4として、前記コロナ処理面に、2液ウレタン系印刷インキ(東洋インキ製造(株)製、ラミスター系インキ)を使用してグラビア印刷法により石目柄を印刷した。
接着剤層5として、前記絵柄模様層4を印刷した面に2液ポリエステル系接着剤(東洋インキ製造(株)製)を塗布量約5g/m2に塗布した。
【0031】
透明アイオノマー樹脂層6として、厚さ50μmの透明なアイオノマー樹脂フィルム(デュポン社製「ハイミラン樹脂フィルム1652」)を用い、前記接着剤層5を塗布した面にドライラミネート法にて積層し、中間積層体を得た。
【0032】
下層1としてエチレン−酢酸ビニル共重合体樹脂を主成分として無機充填剤(タルク)を樹脂成分と等量含有する厚さ1.5mmのバッカーフィルムを用い、上層2として厚さ300μmの透明なアイオノマー樹脂フィルム(デュポン社製「ハイミランフィルム1652」)を用い、それぞれと前記中間積層体とを、ラミネート温度を上側を100℃、110℃、120℃、下側を70℃、ラミネート圧力を3.0kg/cm2としてヒートシールで連続ラミネート方式により積層して貼り合わせた。
【0033】
<比較例1>
前記着色エチレン−酢酸ビニル共重合体樹脂層3のかわりに、無機充填剤として二酸化チタンを含有する厚さ60μmの非結晶性ポリエチレンテレフタレート樹脂フィルム(リケンテクノス社製、PETG)とその下面に50μmの透明なアイオノマー樹脂フィルム(デュポン社製「ハイミラン樹脂フィルム1652」)を、2液ポリエステル系接着剤(東洋インキ製造社製)を塗布量約5g/m2にて介したドライラミネート法にて積層したものを用いた以外は実施例1と同様にして床用化粧材を作製した。
【0034】
<性能評価>
層間接着性として実施例1と比較例1の剥がれ易さを、上部ヒーター温度100℃、110℃、120℃の条件につき、25mm×25mmの試験片を用い、測定条件が引張速度50m/分180°で剥がれたときのkgを2回測定した。結果を表1に示す。表1に示すように本実施例の構成を採ることによっても、比較例のものとは層間接着性に大きな変化は見られず、また実施例1でも十分な隠蔽性を有しているものとなっていた。
【0035】
【表1】

【産業上の利用可能性】
【0036】
本発明の床用化粧材は、住宅や店舗、オフィスビル等の内装用の床タイルなどに利用可能である。
【符号の説明】
【0037】
1…下層
2…上層
3…着色エチレン−酢酸ビニル共重合体樹脂層
4…絵柄模様層
5…接着剤層
6…透明アイオノマー層
【技術分野】
【0001】
本発明は住宅や店舗、オフィスビル等の内装用の床タイルなどに用いられる床用化粧材に関するものであり、特には塩化ビニルを使用せず、反り、剥離などの問題の無い床用化粧材に関する。
【背景技術】
【0002】
従来、住宅や店舗、オフィスビル等の内装用の床用化粧材としては、柔軟で加工し易く、しかも安価なポリ塩化ビニル樹脂製の化粧シートが多用されていた。しかし、ポリ塩化ビニル樹脂は、燃焼時に塩化水素やダイオキシン等の毒性物質を発生する場合があり、火災時の問題や、使用後の焼却処分による環境汚染問題等が指摘され、内装材としての使用が問題視されるようになった。
【0003】
係る点を解決するために、ポリ塩化ビニル樹脂製の化粧シートに代わる非ハロゲン系の化粧シートとして、エチレン−酢酸ビニル共重合体樹脂を主体とする下層とアイオノマー樹脂からなる上層との間に絵柄模様層を含んだアイオノマー樹脂からなる中間樹脂層を積層してなるアイオノマー樹脂系の化粧シートが提案され、既に実用化が始まっている。
【0004】
しかし、前記アイオノマー樹脂系の化粧シートは、ポリ塩化ビニル樹脂製の化粧シートと比較しても、柔軟性に優れ、施工がしやすい利点はあるが、その反面、樹脂の熱伸縮性が大きいために、施工環境によっては、熱伸縮による目隙きや反りのトラブルが発生する場合があり、問題となった。
【0005】
そこで本発明者らは、前記絵柄模様層を挟むアイオノマー樹脂層の間には絵柄模様層より下側にポリエステル系樹脂からなる中間樹脂層を設けることで、これら反りの防止を図った。しかしながら、この中間樹脂層に熱伸縮性を抑える為にさらに無機充填剤を添加して2軸延伸すると、延伸の為樹脂層中の無機充填剤の周辺でわずかに空隙が発生し、樹脂層全体がもろいものとなってしまう。これにより化粧シートの剥離試験などではこの中間樹脂層から剥離してしまうという問題点があった。
【0006】
この問題点を解決するために、ポリエステル系樹脂を非延伸の非結晶性ポリエチレンテレフタレート樹脂層にかえたものを設けることで解決を図った。これにより解決が図られたが、いずれにしてもこれらの中間樹脂層は、下層と上層との層間接着性を向上させるため、着色層による隠蔽性を付与するために、アイオノマー樹脂層を上下側に設ける必要があったため、に多工程になり、生産性が乏しいという問題点が残っていた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−223823号公報
【特許文献2】特開2008−307872号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明はこのような問題点を解決するためになされたものであり、すなわちその課題とするところは、燃焼時の有害物質発生の問題がなく、剥離やそりの問題がなく、層間接着性に優れ、隠蔽性があり、生産性の優れた床用化粧材を提供することにある。
【課題を解決するための手段】
【0009】
本発明はこの課題を解決したものであり、すなわちその請求項1記載の発明は、エチレン−酢酸ビニル共重合体樹脂を主体とする下層とアイオノマー樹脂からなる上層の間に中間樹脂層を有する床用化粧材において、前記中間樹脂層は、下層側から着色エチレン−酢酸ビニル共重合体樹脂層、絵柄模様層、接着剤層、透明アイオノマー樹脂層をこの順に有してなることを特徴とする床用化粧材である。
【発明の効果】
【0010】
本発明は、前記中間樹脂層の下層側に設けていたアイオノマー層と非延伸の非結晶性ポリエチレンテレフタレート樹脂層とを1層の着色エチレン−酢酸ビニル共重合体樹脂層に置き換えたものであり、これにより下層との相関接着性と隠蔽性を維持しつつ、ラミネート工程を1回減らすことにより生産性を向上することを可能とした。
【図面の簡単な説明】
【0011】
【図1】本発明の床用化粧材の一実施例の断面の構造を示す説明図である。
【発明を実施するための形態】
【0012】
以下、本発明を図面に基づき詳細に説明する。図1に本発明の床用化粧材の一実施例の断面の構造を示す。エチレン−酢酸ビニル共重合体樹脂を主体とする下層1とアイオノマー樹脂からなる上層2の間に、着色エチレン−酢酸ビニル共重合体樹脂層3、絵柄模様層4、接着剤層5、透明アイオノマー樹脂層6とを有してなる。
【0013】
本発明における下層1としては、エチレン−酢酸ビニル共重合体樹脂を主成分としたものが用いられる。そのほかの樹脂成分としては、相溶可能な任意の熱可塑性樹脂を混合して用いても良い。但し、燃焼時の問題を考慮すれば、非ハロゲン系の熱可塑性樹脂を用いることが望ましい。具体的には、例えばポリオレフィン系樹脂、ポリエステル系樹脂、ポリスチレン系樹脂、アクリル系樹脂等である。さらに、相溶性を向上させるために、例えばマレイン酸等の不飽和カルボン酸又はその無水物をグラフトした酸変性ポリオレフィン系樹脂等の相溶化剤を添加しても良い。
【0014】
下層1には、熱伸縮性を低減するために無機充填剤が適宜含有される。無機充填剤としては、例えばシリカ、アルミナ、炭酸カルシウム、硫酸バリウム、酸化チタン、酸化亜鉛、カオリン、タルク等をそれぞれ単独で、若しくは複数種を混合して使用することができるが、熱伸縮性の低減効果の面からは、タルクを主成分として使用することが最も望ましい。無機充填剤の含有量は、一般的には、樹脂成分100重量部当たり少なくとも20重量部以上が必要であり、50〜500重量部程度の範囲で適宜設計することが望ましい。
【0015】
所望の色調に着色するために、無機顔料又は有機顔料等の着色剤を添加しても良い。その他、必要に応じて、例えば紫外線吸収剤、光安定剤、酸化防止剤、内部離型剤、帯電防止剤、抗菌剤等の各種の添加剤を適宜添加しても良い。下層1の厚みは、通例、1〜5mm程度の範囲で設計される。
【0016】
本発明における上層2にはアイオノマー樹脂からなるものが用いられる。アイオノマー樹脂とは、一般に有機及び無機の成分が共有結合とイオン結合によって結合されている樹脂であり、本発明に特に好ましく使用されるアイオノマー樹脂としては、共重合体の分子間を金属イオンで架橋した樹脂が挙げられる。この場合の共重合体としてはアクリレート系共重合体、例えばエチレン−メタクリル酸共重合体などが挙げられる。金属イオンとしては、例えばナトリウム、カリウム、マグネシウム、亜鉛等のイオンが挙げられる。
【0017】
アイオノマー樹脂を得るには、例えば、カルボキシル基を側鎖に有する単量体(例えばアクリル酸)を共重合させたエチレン系のポリマーに、ナトリウム、カリウム、マグネシウム又は亜鉛等の金属の水酸化物、アルコキシド又は低級脂肪酸塩等を適当量添加して酸基を中和する方法が挙げられる。これにより、分子鎖に沿って分布するカルボキシル陰イオンが分子鎖間に存在する金属陽イオンと静電的に結合して一種の架橋を形成し、共重合体の分子間を金属イオンで完全に又は部分的に架橋した構造のアイオノマー樹脂が得られる。
【0018】
本発明に好ましく使用されるアイオノマー樹脂は、上述の共重合体樹脂であるため、その共重合組成によってシートの硬さが任意に選択でき、また金属イオンによる架橋結合は加熱により結合力が弱められ、冷却すると結合力が回復するという、ポリ塩化ビニル樹脂と非常に良く似た性質を有している。従って、上記アイオノマー樹脂を使用した本発明の化粧シートは、例えば熱ラミネーション及びエンボス加工により製造されていた従来の塩化ビニル製の化粧シートの製造設備を使用して、従来通りの工程で製造可能であるという利点がある。
【0019】
前記アイオノマー樹脂には、必要に応じて例えば紫外線吸収剤や光安定剤、熱安定剤等の適宜の添加剤を添加した可能である。アイオノマー樹脂層の成型方法としては、押出し法、カレンダー法又はインフレーション法等の適宜の方法で、フィルム状乃至シート状に成形される。上層2の厚さは、床用化粧材の表面の適度の柔軟性、表面硬度、耐摩耗性、耐久性等を考慮して適宜設計する必要があり、本発明において特に限定されるものではないが、通常は200〜500μm程度の厚さが適当である。
【0020】
本発明における着色エチレン−酢酸ビニル共重合体樹脂層3としては、エチレン−酢酸ビニル共重合体樹脂に所望の色調に着色するために、無機顔料又は有機顔料等の着色剤を添加する。その他の樹脂や添加剤としては、前記下層1に記載したものと同様のものが使用可能である。層厚としては80〜150μm程度が好適である。
【0021】
本発明における絵柄模様層4としては、印刷等による所望の絵柄の意匠を付与するために設けられるものである。絵柄模様層4のなす絵柄の種類は特に限定されず、例えば木目柄、石目柄、布目柄、砂目柄、抽象柄、幾何学図形、文字又は記号、或いはそれらの組み合わせ等、所望により任意である。
【0022】
絵柄模様層4に使用する印刷インキの種類は特に限定されず、従来、係る化粧シートに使用されている任意の印刷インキを使用することができる。具体的には、例えばブチラール系、アクリル系、ウレタン系、ポリエステル系、エポキシ系、アルキド系、ポリアミド系等のバインダー樹脂に、有機又は無機の染料又は顔料や、必要に応じて体質顔料、充填剤、粘着付与剤、分散剤、消泡剤、安定剤その他の添加剤を適宜添加し、適当な希釈溶剤で所望の粘度に調整してなる、従来公知の任意の印刷インキが使用可能である。
【0023】
本発明における接着剤層5としては、絵柄模様層4を施した着色エチレン−酢酸ビニル共重合体樹脂層3と後述する透明アイオノマー層6との層間密着性を出す為に設けるものであり、材質としては、例えばイソシアネート硬化型ウレタン系樹脂や、エチレン−酢酸ビニル共重合体系樹脂、側鎖又は末端に水酸基、アミノ基又はカルボキシル基等の官能基を導入した変性ポリオレフィン系樹脂等を、それぞれ単独で又は2種以上を適宜混合して使用することができる。
【0024】
本発明における透明アイオノマー層6としては、前記上層3に用いたアイオノマー樹脂と同様のものが使用可能である。透明アイオノマー層6は前記絵柄模様層4が見える程度の透明性があればよく、少量の着色剤が添加された半透明のものであっても良い。その他の樹脂や添加剤としては、前記上層2に記載したものと同様のものが使用可能である。層厚としては30〜80μm程度が好適である。
【0025】
以下、本発明の化粧シートの製造方法について説明する。
従来のポリ塩化ビニル樹脂製の化粧シートの場合と同様に、熱ラミネーション法によって製造することができる。まず、着色エチレン−酢酸ビニル共重合体樹脂層3、絵柄模様層4、接着剤層5、透明アイオノマー樹脂層6を積層して中間樹脂層とし、この下面に下層1、上側に上層2を配し、これら3層を熱ラミネート法により同時に貼り合わせて一体化する。
【0026】
前記各層間の積層に関しては、その層間(図示しない)にポリエステル系又はポリウレタン系等のドライラミネート用接着剤を介したドライラミネート法や、エチレン−酢酸ビニル共重合体系、アクリル系、ポリエステル系、変性ポリオレフィン系又はポリアミド系等の感熱接着剤を介した熱ラミネート法、押し出すと同時に積層する押出ラミネート法等から適宜選択可能であるが、ドライラミネート法が最も一般的である。
【0027】
前記下層1と上層2と中間樹脂層を熱ラミネート法で積層する場合は、一般に、枚葉による多段プレス方式か、又は熱ロールを使用した連続熱ラミネート方式が採用され、本発明ではいずれの方式も適用可能であるが、連続熱ラミネート方式の方が生産性に優れ好適である。
【0028】
このようにして得た床用化粧材の上層2の表面には、意匠性の向上又は滑り止め等の目的で、エンボスを施して凹部を形成してもよい。エンボスを施す方法としては、凹凸面を有するエンボス版又はエンボスロールを使用して加熱しつつ加圧する、従来公知のエンボス方法を用いることができる。なお、エンボスは上述の熱ラミネートとは別工程で行うこともできるが、熱ラミネーションと同時に行うと、製造工程が短縮でき、熱エネルギーの無駄も低減できて、生産性が向上し製造原価が低減できるので有利である。
【0029】
本発明の化粧シートは上述の様に、熱ラミネート法により容易に製造することが出来るが、その製造設備としては、例えば熱ラミネート及びエンボス加工により製造される従来のポリ塩化ビニル樹脂製の化粧シートの製造設備等をそのまま適用することも可能であり、製造工程にも大きな変更はないから、新規設備投資の必要もなく容易且つ安価に製造可能である。
【実施例1】
【0030】
着色エチレン−酢酸ビニル共重合体樹脂層3として、二酸化チタンを含有する厚さ100μmのエチレン−酢酸ビニル共重合体樹脂(リケンテクノス(株)製)を用い、この上面にコロナ処理を施した。
絵柄模様層4として、前記コロナ処理面に、2液ウレタン系印刷インキ(東洋インキ製造(株)製、ラミスター系インキ)を使用してグラビア印刷法により石目柄を印刷した。
接着剤層5として、前記絵柄模様層4を印刷した面に2液ポリエステル系接着剤(東洋インキ製造(株)製)を塗布量約5g/m2に塗布した。
【0031】
透明アイオノマー樹脂層6として、厚さ50μmの透明なアイオノマー樹脂フィルム(デュポン社製「ハイミラン樹脂フィルム1652」)を用い、前記接着剤層5を塗布した面にドライラミネート法にて積層し、中間積層体を得た。
【0032】
下層1としてエチレン−酢酸ビニル共重合体樹脂を主成分として無機充填剤(タルク)を樹脂成分と等量含有する厚さ1.5mmのバッカーフィルムを用い、上層2として厚さ300μmの透明なアイオノマー樹脂フィルム(デュポン社製「ハイミランフィルム1652」)を用い、それぞれと前記中間積層体とを、ラミネート温度を上側を100℃、110℃、120℃、下側を70℃、ラミネート圧力を3.0kg/cm2としてヒートシールで連続ラミネート方式により積層して貼り合わせた。
【0033】
<比較例1>
前記着色エチレン−酢酸ビニル共重合体樹脂層3のかわりに、無機充填剤として二酸化チタンを含有する厚さ60μmの非結晶性ポリエチレンテレフタレート樹脂フィルム(リケンテクノス社製、PETG)とその下面に50μmの透明なアイオノマー樹脂フィルム(デュポン社製「ハイミラン樹脂フィルム1652」)を、2液ポリエステル系接着剤(東洋インキ製造社製)を塗布量約5g/m2にて介したドライラミネート法にて積層したものを用いた以外は実施例1と同様にして床用化粧材を作製した。
【0034】
<性能評価>
層間接着性として実施例1と比較例1の剥がれ易さを、上部ヒーター温度100℃、110℃、120℃の条件につき、25mm×25mmの試験片を用い、測定条件が引張速度50m/分180°で剥がれたときのkgを2回測定した。結果を表1に示す。表1に示すように本実施例の構成を採ることによっても、比較例のものとは層間接着性に大きな変化は見られず、また実施例1でも十分な隠蔽性を有しているものとなっていた。
【0035】
【表1】
【産業上の利用可能性】
【0036】
本発明の床用化粧材は、住宅や店舗、オフィスビル等の内装用の床タイルなどに利用可能である。
【符号の説明】
【0037】
1…下層
2…上層
3…着色エチレン−酢酸ビニル共重合体樹脂層
4…絵柄模様層
5…接着剤層
6…透明アイオノマー層
【特許請求の範囲】
【請求項1】
エチレン−酢酸ビニル共重合体樹脂を主体とする下層とアイオノマー樹脂からなる上層の間に中間樹脂層を有する床用化粧材において、前記中間樹脂層は、下層側から着色エチレン−酢酸ビニル共重合体樹脂層、絵柄模様層、接着剤層、透明アイオノマー樹脂層をこの順に有してなることを特徴とする床用化粧材。
【請求項1】
エチレン−酢酸ビニル共重合体樹脂を主体とする下層とアイオノマー樹脂からなる上層の間に中間樹脂層を有する床用化粧材において、前記中間樹脂層は、下層側から着色エチレン−酢酸ビニル共重合体樹脂層、絵柄模様層、接着剤層、透明アイオノマー樹脂層をこの順に有してなることを特徴とする床用化粧材。
【図1】

【公開番号】特開2010−228122(P2010−228122A)
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願番号】特願2009−75347(P2009−75347)
【出願日】平成21年3月26日(2009.3.26)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願日】平成21年3月26日(2009.3.26)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]