
引抜延伸による熱可塑性樹脂シートの製造方法
【課題】蛇行の発生を防止できるとともに、厚さや機械的物性を均一にして好適に熱可塑性樹脂シートを引抜延伸成形することを可能にする引抜延伸による熱可塑性樹脂シートの製造方法を提供する。
【解決手段】互いの軸線O2、O3方向を平行に配して設けられた一対の引抜延伸ロール5、6の間に熱可塑性樹脂シート1を通過させて、引抜延伸した熱可塑性樹脂シート1を製造する方法であって、一対の引抜延伸ロール5、6の間隔を複数箇所で計測し、一対の引抜延伸ロール5、6の間隔に変動が生じるとともに、この計測結果に基づいて一方の引抜延伸ロール6の位置を調整する引抜延伸ロール間隔制御機構10を設けることにより、軸線O2、O3方向一端から他端まで一対の引抜延伸ロール5、6の間隔を均一に維持するようにした。
【解決手段】互いの軸線O2、O3方向を平行に配して設けられた一対の引抜延伸ロール5、6の間に熱可塑性樹脂シート1を通過させて、引抜延伸した熱可塑性樹脂シート1を製造する方法であって、一対の引抜延伸ロール5、6の間隔を複数箇所で計測し、一対の引抜延伸ロール5、6の間隔に変動が生じるとともに、この計測結果に基づいて一方の引抜延伸ロール6の位置を調整する引抜延伸ロール間隔制御機構10を設けることにより、軸線O2、O3方向一端から他端まで一対の引抜延伸ロール5、6の間隔を均一に維持するようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、引抜延伸による熱可塑性樹脂シートの製造方法に関する。
【背景技術】
【0002】
従来、雨樋等の建築部材の材料として、耐水性、難燃性、機械的特性に優れ、且つ価格が比較的安価であるため、塩化ビニル系樹脂が多用されているが、例えば、塩化ビニル系樹脂を用いて製造した雨樋は、塩化ビニル系樹脂の線膨張係数が7.0×105(1/℃)と大きいため、雨樋の設置時に伸縮を吸収しうる継手で接続したり、端部を自由端にする必要があった。
【0003】
このため、線膨張係数が低いポリエステル系樹脂シート(熱可塑性樹脂シート)を芯材とし、この芯材に塩化ビニル系樹脂などの熱可塑性樹脂を押出成形によって一体に積層して雨樋などの積層成形体を製造することが提案、実用化されている。また、PETシートなどのポリエステル系樹脂シートをある程度加熱しながら一定方向に引っ張って延伸すると、延伸方向に分子配列が生じて機械的強度を向上させることができることから、引抜延伸したポリエステル系樹脂シートを芯材として用いるようにしている。
【0004】
一方、ポリエステル系樹脂は、低温で硬すぎて延伸に必要な柔軟性が不足し、高温で配向の緩和が支配的になる。このため、強度及び弾性率の優れたポリエステル系樹脂シート(延伸シート)を得るためには、ポリエステル系樹脂のガラス転移温度−20℃〜+20℃の温度範囲で引抜延伸成形することが必要とされている。また、従来、上記の温度範囲で加熱した一対の引抜延伸ロールの間にポリエステル系樹脂シートを通過させて、引抜延伸したポリエステル系樹脂シートを製造するようにしている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−237699号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特にポリエステル系樹脂シート(熱可塑性樹脂シート)を引抜延伸で成形する場合には、ポリエステル系樹脂がガラス転移温度以上に加熱されると弾性率が急激に低下する。このため、ポリエステル系樹脂シートの温度差により、温度の高い部分は弾性率が低くなって延伸されやすくなり、温度の低い部分は弾性率が高くなって延伸されにくくなる。
【0007】
そして、一対の引抜延伸ロールを用いて引抜延伸する際に、ポリエステル系樹脂シートの幅方向に温度差(温度分布)ひいては幅方向に弾性率差(弾性率分布)が発生すると、予め引抜開始前に均一に設定された一対の引抜延伸ロールの軸線方向左右の間隔(軸線方向両端側のロールクリアランス)に変動が生じる場合があった。従来、引抜成形途中で一対の引抜延伸ロールの間隔を調整することはできないため、間隔に変動が生じると、ポリエステル系樹脂シートの幅方向の延伸倍率にばらつきが生じ、このばらつきに起因して蛇行が発生したり、厚さや機械的物性を均一にしてポリエステル系樹脂シートを引抜延伸成形できなくなる。
【課題を解決するための手段】
【0008】
請求項1記載の引抜延伸による熱可塑性樹脂シートの製造方法は、互いの軸線方向を平行に配して設けられた一対の引抜延伸ロールの間に熱可塑性樹脂シートを通過させて、引抜延伸した熱可塑性樹脂シートを製造する方法であって、前記一対の引抜延伸ロールの間隔を複数箇所で計測し、前記一対の引抜延伸ロールの間隔に変動が生じるとともに該計測結果に基づいて一方の引抜延伸ロールの位置を調整する引抜延伸ロール間隔制御機構を設けることにより、前記軸線方向一端から他端まで前記一対の引抜延伸ロールの間隔を均一に維持するようにしたことを特徴とする。
【発明の効果】
【0009】
請求項1記載の引抜延伸による樹脂シートの製造方法においては、一対の引抜延伸ロールの間隔を複数箇所で計測し、この計測結果をフィードバックして一対の引抜延伸ロールの間隔を制御することができるため、引抜延伸成形中に前記間隔に変動が生じた場合であっても、即時に且つ自動的に一対の引抜延伸ロールの間隔を所定の間隔に調整することが可能になる。
【0010】
これにより、熱可塑性樹脂シートの幅方向に温度差ひいては弾性率差が発生した場合であっても、蛇行の発生を防止できるとともに、厚さや機械的物性を均一にして好適に熱可塑性樹脂シートを引抜延伸成形することが可能になる。
【図面の簡単な説明】
【0011】
【図1】熱可塑性樹脂シート延伸装置を示す図である。
【図2】図1のX1−X1線矢視図である。
【図3】本発明の一実施形態に係る引抜延伸ロール間隔制御機構を示す斜視図である。
【図4】本発明の一実施形態に係る引抜延伸による熱可塑性樹脂シートの製造方法で一対の引抜延伸ロールの間隔を制御した結果を示す図である。
【発明を実施するための形態】
【0012】
以下、図1から図4を参照し、本発明の一実施形態に係る引抜延伸による熱可塑性樹脂シートの製造方法について説明する。なお、本実施形態は、例えば雨樋などを製造する際に芯材として用いられるポリエステル系樹脂シートを引抜延伸して、機械的物性を向上させたポリエステル系樹脂シート(熱可塑性樹脂シート)を製造する方法に関するものである。
【0013】
はじめに、ポリエステル系樹脂シートは、ポリエステル系樹脂として、例えば、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリグリコール酸、ポリ(L−乳酸)、ポリ(3−ヒドロキシブチレート)、ポリ(3−ヒドロキシブチレート/ヒドロキシバリレート)、ポリ(ε−カプロールクトン)、ポリエチレンサクシネート、ポリブチレンサクシネート、ポリブチレンサクシネートアジペート、ポリブチレンサクシネート/乳酸、ポリブチレンサクシネート/カーボネート、ポリブチレンサクシネート/テレフタレート、ポリブチレンサクシネート/アジペート/テレフタレート等が用いられる。
【0014】
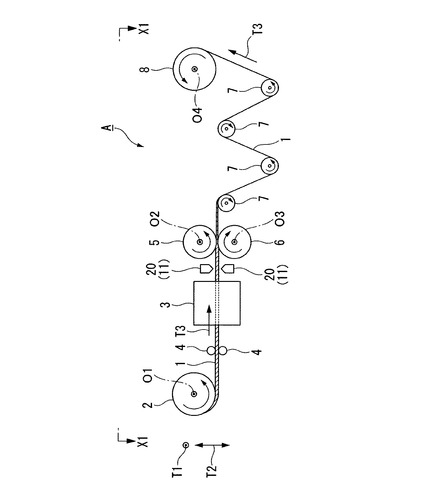
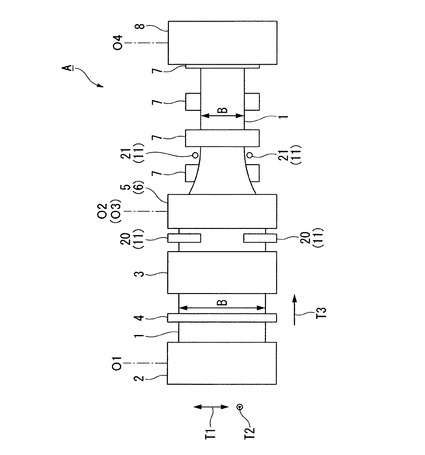
そして、このポリエステル系樹脂シートを引抜延伸成形するための装置(熱可塑性樹脂シート延伸装置)Aは、図1及び図2に示すように、延伸前のポリエステル系樹脂シート1が巻き回され、水平方向T1に延びる軸線O1周りに回転自在に設けられた供給ロール2と、供給ロール2から繰り出されたポリエステル系樹脂シート1を例えば60〜70℃に加熱する予熱炉3と、供給ロール2と予熱炉3の間に設けられた一対のブレーキロール4と、互いに軸線O2、O3方向を平行に配して設けられ、予熱炉3で加熱したポリエステル系樹脂シート1を引抜延伸するための一対の引抜延伸ロール5、6と、引抜延伸ロール5、6で延伸されたポリエステル系樹脂シート1をさらに延伸するための延伸ロール7と、水平方向T1に延びる軸線O4周りに回転駆動して、延伸ロール7から送られた引抜延伸後のポリエステル系樹脂シート1を巻き取るとともに、ポリエステル系樹脂シート1を供給ロール2から繰り出すように引っ張る駆動ロール8とを備えて構成されている。
【0015】
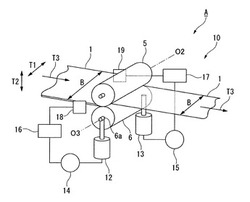
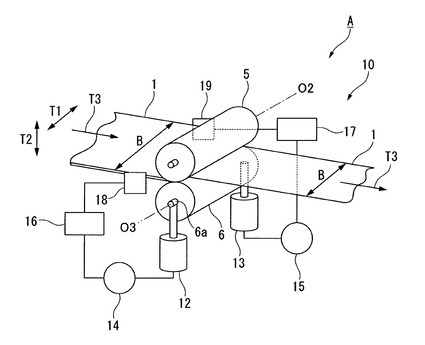
また、本実施形態の熱可塑性樹脂シート延伸装置Aにおいては、図1から図3に示すように、一対の引抜延伸ロール5、6の間隔(上下方向T2の間隔)を制御する引抜延伸ロール間隔制御機構10(図3参照)と、引抜延伸後のポリエステル系樹脂シート1の蛇行を防止するための蛇行制御機構11(図1及び図2参照)とを備えている。
【0016】
本実施形態の引抜延伸ロール間隔制御機構10は、図3に示すように、一対の油圧シリンダー12、13と、各油圧シリンダー12、13に圧油を給排し、各油圧シリンダー12、13を伸縮駆動させるための一対の油圧ポンプ14、15と、各油圧ポンプ14、15の駆動を制御するための一対の制御装置16、17と、一対の引抜延伸ロール5、6の間隔を計測する一対のクリアランス計測手段18、19とを備えて構成されている。
【0017】
そして、一対の油圧シリンダー12、13は、伸縮方向を上下方向T2に向けて一方の引抜延伸ロール6の軸線O3方向両端側にそれぞれ設けられ、一方の油圧シリンダー12が一方の引抜延伸ロール6の回転軸6aの一端側(軸受)にピストンロッドを接続し、他方の油圧シリンダー13が一方の引抜延伸ロール6の回転軸6aの他端側(軸受)にピストンロッドを接続して設けられている。
【0018】
また、一対のクリアランス計測手段18、19は、例えばレーザー式変位計などであり、一方のクリアランス計測手段18が一対の引抜延伸ロール5、6の軸線O2、O3方向一端側の間隔を計測し、他方のクリアランス計測手段19が一対の引抜延伸ロール5、6の軸線O2、O3方向他端側の間隔を計測するように配設されている。また、各クリアランス計測手段18、19は、各制御装置16、17に接続されている。
【0019】
一方、本実施形態の蛇行制御機構11は、図1及び図2に示すように、一対の引抜延伸ロール5、6を通過したポリエステル系樹脂シート1の蛇行を制御するための機構であり、予熱炉3と一対の引抜延伸ロール5、6の間に設けられた熱風供給装置20と、一対の引抜延伸ロール5、6と延伸ロール7の間に設けられ、ポリエステル系樹脂シート1の両側部の位置をそれぞれ計測して、引抜延伸後のポリエステル系樹脂シート1の蛇行量を検出する蛇行量検出手段21と、蛇行量検出手段21の検出結果を受け、この検出結果に基づいて熱風供給装置20の駆動を制御する制御装置(不図示)とを備えて構成されている。
【0020】
次に、上記構成からなる熱可塑性樹脂シート延伸装置Aを用い、引抜延伸によってポリエステル系樹脂シート1を製造する方法(本実施形態の引抜延伸による熱可塑性樹脂シートの製造方法)について説明する。
【0021】
ポリエステル系樹脂シート1を延伸する際には、図1に示すように、駆動ロール8を回転駆動する。駆動ロール8を駆動すると、ポリエステル系樹脂シート1が引っ張られ、供給ロール2からポリエステル系樹脂シート1が繰り出される。そして、このように供給ロール2から繰り出されたポリエステル系樹脂シート1は、ブレーキロール4を経由して予熱炉3に送られて加熱される。さらに、加熱されたポリエステル系樹脂シート1は、予熱炉3から一対の引抜延伸ロール5、6の間に送られ、これら一対の引抜延伸ロール5、6の間を通過するとともに引抜延伸される。
【0022】
このとき、図3に示すように、一対の引抜延伸ロール5、6の間隔を制御する引抜延伸ロール間隔制御機構10が設けられているため、引抜延伸成形中、常時、一対の引抜延伸ロール5、6の軸線O2、O3方向両端側の間隔がクリアランス計測手段18、19で計測され、この計測結果が制御装置16、17に送信される。そして、引抜延伸成形中に一対の引抜延伸ロール5、6の水平方向T1左右の間隔に変動が生じた際には、各クリアランス計測手段18、19からの計測結果に基づいて、制御装置16、17が油圧ポンプ14、15ひいては油圧シリンダー12、13を駆動させ、一対の引抜延伸ロール5、6の間隔を軸線O2、O3方向に均一に維持するように一方の引抜延伸ロール6の位置を調整(制御)する。
【0023】
〔実施例〕
具体的に、直径500mm、面長800mmの引抜延伸ロール5、6を用いてPET製原反(熱可塑性樹脂シート)1を引抜延伸成形し、一対の引抜延伸ロール5、6の左右の間隔に変動が生じた際に、引抜延伸ロール間隔制御機構10によって一対の引抜延伸ロール5、6の間隔を軸線O2、O3方向に均一に維持することが可能であるか否かを確認した。ここでは、幅500mm×厚さ2.0mmのPET製原反1を、5.0m/minの線速度で引抜延伸成形している。また、引抜延伸ロール5、6の端部からそれぞれ50mmの位置のロール間隔をレーザー式変位計(クリアランス計測手段18、19)にて連続的に計測した。
【0024】
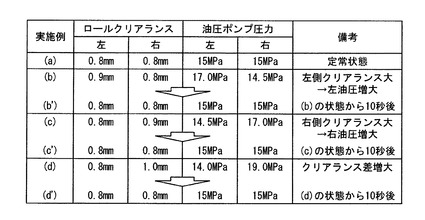
そして、図4に示すように、一対の引抜延伸ロール5、6の左右の間隔が0.8mm、左右の油圧ポンプ14、15の圧力が15MPaとなる定常状態(a)から、引抜延伸成形中に一対の引抜延伸ロール5、6の左側の間隔が0.9mmに増大(左側の油圧ポンプ15の圧力が17.0MPaに増大、右側の油圧ポンプ14の圧力が14.5MPaに減少)すると(b)、この間隔の変動をレーザー式変位計18、19が捉えるとともに制御装置16、17の動作指令が出されて油圧ポンプ14、15が駆動する。そして、一対の引抜延伸ロール5、6の左側の間隔に変動が生じた10秒後に、一対の引抜延伸ロール5、6の左右の間隔が0.8mm、左右の油圧ポンプ14、15の圧力が15MPaの定常状態に修正制御された(b’)。
【0025】
また、定常状態(a)から、引抜延伸成形中に一対の引抜延伸ロール5、6の右側の間隔が0.9mmに増大(左側の油圧ポンプ15の圧力が14.5MPaに増大、右側の油圧ポンプ14の圧力が17.0MPaに減少)すると(c)、この間隔の変動をレーザー式変位計18、19が捉えるとともに制御装置16、17によって油圧ポンプ14、15が駆動し、一対の引抜延伸ロール5、6の右側の間隔に変動が生じた10秒後に、一対の引抜延伸ロール5、6の左右の間隔が0.8mm、左右の油圧ポンプ14、15の圧力が15MPaの定常状態に修正制御された(c’)。
【0026】
同様に、定常状態(a)から、引抜延伸成形中に一対の引抜延伸ロール5、6の右側の間隔が1.0mmに増大(左側の油圧ポンプ15の圧力が14.0MPaに増大、右側の油圧ポンプ14の圧力が19.0MPaに減少)すると(d)、この間隔の変動をレーザー式変位計18、19が捉え、制御装置16、17によって油圧ポンプ14、15が駆動し、一対の引抜延伸ロール5、6の右側の間隔に変動が生じた10秒後に、一対の引抜延伸ロール5、6の左右の間隔が0.8mm、左右の油圧ポンプ14、15の圧力が15MPaの定常状態に修正制御された(d’)。
【0027】
これにより、ポリエステル系樹脂シート1の幅方向Bに温度差ひいては弾性率差が発生した場合であっても、蛇行の発生が防止され、また、厚さや機械的物性を均一にして好適にポリエステル系樹脂シート1が引抜延伸成形されることになる。
【0028】
また、本実施形態では、引抜延伸ロール間隔制御機構10に加えて、蛇行制御機構11が設けられている。そして、この蛇行制御機構11は、図1及び図2に示すように、蛇行量検出手段21によってポリエステル系樹脂シート1の蛇行が検出されると、熱風供給装置20によって一対の引抜延伸ロール5、6に送られるポリエステル系樹脂シート1の幅方向B両側部側のいずれか一方側を所定の温度まで加熱する。このとき、蛇行量検出手段21によって、ポリエステル系樹脂シート1の送り方向T3に対し、幅方向B(横方向)の左側への蛇行が検出された場合には、熱風供給装置20でポリエステル系樹脂シート1の幅方向B右側を加熱し、幅方向B(横方向)の右側への蛇行が検出された場合には、熱風供給装置20でポリエステル系樹脂シート1の幅方向B左側を加熱する。このようにポリエステル系樹脂シート1の左右のいずれかの側を加熱して弾性率を局所的に調整することで、より確実に蛇行の発生が防止(修正)されることになる。
【0029】
したがって、本実施形態の引抜延伸による熱可塑性樹脂シート1の製造方法においては、一対の引抜延伸ロール5、6の間隔を複数箇所で計測し、この計測結果をフィードバックして一対の引抜延伸ロール5、6の間隔を制御することができるため、引抜延伸成形中に前記間隔に変動が生じた場合であっても、即時に且つ自動的に一対の引抜延伸ロール5、6の間隔を所定の間隔に調整することが可能になる。
【0030】
これにより、ポリエステル系樹脂シート(熱可塑性樹脂シート)1の幅方向Bに温度差ひいては弾性率差が発生した場合であっても、蛇行の発生を防止できるとともに、厚さや機械的物性を均一にして好適にポリエステル系樹脂シート1を引抜延伸成形することが可能になる。
【0031】
以上、本発明に係る引抜延伸による熱可塑性樹脂シートの製造方法の一実施形態について説明したが、本発明は上記の一実施形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。例えば、本実施形態では、引抜延伸ロール間隔制御機構10に加えて、蛇行制御機構11が設けられているが、勿論、引抜延伸ロール間隔制御機構10のみで、蛇行の発生を防止し、厚さや機械的物性を均一にして好適にポリエステル系樹脂シート1を引抜延伸成形するようにしてもよい。
【符号の説明】
【0032】
1 ポリエステル系樹脂シート(熱可塑性樹脂シート)
2 供給ロール
3 予熱炉
4 ブレーキロール
5 引抜延伸ロール
6 引抜延伸ロール(一方の引抜延伸ロール)
6a 回転軸
7 延伸ロール
8 駆動ロール
10 引抜延伸ロール間隔制御機構
11 蛇行制御機構
12 油圧シリンダー
13 油圧シリンダー
14 油圧ポンプ
15 油圧ポンプ
16 制御装置
17 制御装置
18 クリアランス計測手段
19 クリアランス計測手段
20 熱風供給装置
21 蛇行量検出手段
A 熱可塑性樹脂シート延伸装置
B 幅方向
O1 供給ロールの軸線
O2 引抜延伸ロールの軸線
O3 引抜延伸ロールの軸線
O4 駆動ロールの軸線
T1 水平方向
T2 上下方向
T3 送り方向
【技術分野】
【0001】
本発明は、引抜延伸による熱可塑性樹脂シートの製造方法に関する。
【背景技術】
【0002】
従来、雨樋等の建築部材の材料として、耐水性、難燃性、機械的特性に優れ、且つ価格が比較的安価であるため、塩化ビニル系樹脂が多用されているが、例えば、塩化ビニル系樹脂を用いて製造した雨樋は、塩化ビニル系樹脂の線膨張係数が7.0×105(1/℃)と大きいため、雨樋の設置時に伸縮を吸収しうる継手で接続したり、端部を自由端にする必要があった。
【0003】
このため、線膨張係数が低いポリエステル系樹脂シート(熱可塑性樹脂シート)を芯材とし、この芯材に塩化ビニル系樹脂などの熱可塑性樹脂を押出成形によって一体に積層して雨樋などの積層成形体を製造することが提案、実用化されている。また、PETシートなどのポリエステル系樹脂シートをある程度加熱しながら一定方向に引っ張って延伸すると、延伸方向に分子配列が生じて機械的強度を向上させることができることから、引抜延伸したポリエステル系樹脂シートを芯材として用いるようにしている。
【0004】
一方、ポリエステル系樹脂は、低温で硬すぎて延伸に必要な柔軟性が不足し、高温で配向の緩和が支配的になる。このため、強度及び弾性率の優れたポリエステル系樹脂シート(延伸シート)を得るためには、ポリエステル系樹脂のガラス転移温度−20℃〜+20℃の温度範囲で引抜延伸成形することが必要とされている。また、従来、上記の温度範囲で加熱した一対の引抜延伸ロールの間にポリエステル系樹脂シートを通過させて、引抜延伸したポリエステル系樹脂シートを製造するようにしている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−237699号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特にポリエステル系樹脂シート(熱可塑性樹脂シート)を引抜延伸で成形する場合には、ポリエステル系樹脂がガラス転移温度以上に加熱されると弾性率が急激に低下する。このため、ポリエステル系樹脂シートの温度差により、温度の高い部分は弾性率が低くなって延伸されやすくなり、温度の低い部分は弾性率が高くなって延伸されにくくなる。
【0007】
そして、一対の引抜延伸ロールを用いて引抜延伸する際に、ポリエステル系樹脂シートの幅方向に温度差(温度分布)ひいては幅方向に弾性率差(弾性率分布)が発生すると、予め引抜開始前に均一に設定された一対の引抜延伸ロールの軸線方向左右の間隔(軸線方向両端側のロールクリアランス)に変動が生じる場合があった。従来、引抜成形途中で一対の引抜延伸ロールの間隔を調整することはできないため、間隔に変動が生じると、ポリエステル系樹脂シートの幅方向の延伸倍率にばらつきが生じ、このばらつきに起因して蛇行が発生したり、厚さや機械的物性を均一にしてポリエステル系樹脂シートを引抜延伸成形できなくなる。
【課題を解決するための手段】
【0008】
請求項1記載の引抜延伸による熱可塑性樹脂シートの製造方法は、互いの軸線方向を平行に配して設けられた一対の引抜延伸ロールの間に熱可塑性樹脂シートを通過させて、引抜延伸した熱可塑性樹脂シートを製造する方法であって、前記一対の引抜延伸ロールの間隔を複数箇所で計測し、前記一対の引抜延伸ロールの間隔に変動が生じるとともに該計測結果に基づいて一方の引抜延伸ロールの位置を調整する引抜延伸ロール間隔制御機構を設けることにより、前記軸線方向一端から他端まで前記一対の引抜延伸ロールの間隔を均一に維持するようにしたことを特徴とする。
【発明の効果】
【0009】
請求項1記載の引抜延伸による樹脂シートの製造方法においては、一対の引抜延伸ロールの間隔を複数箇所で計測し、この計測結果をフィードバックして一対の引抜延伸ロールの間隔を制御することができるため、引抜延伸成形中に前記間隔に変動が生じた場合であっても、即時に且つ自動的に一対の引抜延伸ロールの間隔を所定の間隔に調整することが可能になる。
【0010】
これにより、熱可塑性樹脂シートの幅方向に温度差ひいては弾性率差が発生した場合であっても、蛇行の発生を防止できるとともに、厚さや機械的物性を均一にして好適に熱可塑性樹脂シートを引抜延伸成形することが可能になる。
【図面の簡単な説明】
【0011】
【図1】熱可塑性樹脂シート延伸装置を示す図である。
【図2】図1のX1−X1線矢視図である。
【図3】本発明の一実施形態に係る引抜延伸ロール間隔制御機構を示す斜視図である。
【図4】本発明の一実施形態に係る引抜延伸による熱可塑性樹脂シートの製造方法で一対の引抜延伸ロールの間隔を制御した結果を示す図である。
【発明を実施するための形態】
【0012】
以下、図1から図4を参照し、本発明の一実施形態に係る引抜延伸による熱可塑性樹脂シートの製造方法について説明する。なお、本実施形態は、例えば雨樋などを製造する際に芯材として用いられるポリエステル系樹脂シートを引抜延伸して、機械的物性を向上させたポリエステル系樹脂シート(熱可塑性樹脂シート)を製造する方法に関するものである。
【0013】
はじめに、ポリエステル系樹脂シートは、ポリエステル系樹脂として、例えば、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリグリコール酸、ポリ(L−乳酸)、ポリ(3−ヒドロキシブチレート)、ポリ(3−ヒドロキシブチレート/ヒドロキシバリレート)、ポリ(ε−カプロールクトン)、ポリエチレンサクシネート、ポリブチレンサクシネート、ポリブチレンサクシネートアジペート、ポリブチレンサクシネート/乳酸、ポリブチレンサクシネート/カーボネート、ポリブチレンサクシネート/テレフタレート、ポリブチレンサクシネート/アジペート/テレフタレート等が用いられる。
【0014】
そして、このポリエステル系樹脂シートを引抜延伸成形するための装置(熱可塑性樹脂シート延伸装置)Aは、図1及び図2に示すように、延伸前のポリエステル系樹脂シート1が巻き回され、水平方向T1に延びる軸線O1周りに回転自在に設けられた供給ロール2と、供給ロール2から繰り出されたポリエステル系樹脂シート1を例えば60〜70℃に加熱する予熱炉3と、供給ロール2と予熱炉3の間に設けられた一対のブレーキロール4と、互いに軸線O2、O3方向を平行に配して設けられ、予熱炉3で加熱したポリエステル系樹脂シート1を引抜延伸するための一対の引抜延伸ロール5、6と、引抜延伸ロール5、6で延伸されたポリエステル系樹脂シート1をさらに延伸するための延伸ロール7と、水平方向T1に延びる軸線O4周りに回転駆動して、延伸ロール7から送られた引抜延伸後のポリエステル系樹脂シート1を巻き取るとともに、ポリエステル系樹脂シート1を供給ロール2から繰り出すように引っ張る駆動ロール8とを備えて構成されている。
【0015】
また、本実施形態の熱可塑性樹脂シート延伸装置Aにおいては、図1から図3に示すように、一対の引抜延伸ロール5、6の間隔(上下方向T2の間隔)を制御する引抜延伸ロール間隔制御機構10(図3参照)と、引抜延伸後のポリエステル系樹脂シート1の蛇行を防止するための蛇行制御機構11(図1及び図2参照)とを備えている。
【0016】
本実施形態の引抜延伸ロール間隔制御機構10は、図3に示すように、一対の油圧シリンダー12、13と、各油圧シリンダー12、13に圧油を給排し、各油圧シリンダー12、13を伸縮駆動させるための一対の油圧ポンプ14、15と、各油圧ポンプ14、15の駆動を制御するための一対の制御装置16、17と、一対の引抜延伸ロール5、6の間隔を計測する一対のクリアランス計測手段18、19とを備えて構成されている。
【0017】
そして、一対の油圧シリンダー12、13は、伸縮方向を上下方向T2に向けて一方の引抜延伸ロール6の軸線O3方向両端側にそれぞれ設けられ、一方の油圧シリンダー12が一方の引抜延伸ロール6の回転軸6aの一端側(軸受)にピストンロッドを接続し、他方の油圧シリンダー13が一方の引抜延伸ロール6の回転軸6aの他端側(軸受)にピストンロッドを接続して設けられている。
【0018】
また、一対のクリアランス計測手段18、19は、例えばレーザー式変位計などであり、一方のクリアランス計測手段18が一対の引抜延伸ロール5、6の軸線O2、O3方向一端側の間隔を計測し、他方のクリアランス計測手段19が一対の引抜延伸ロール5、6の軸線O2、O3方向他端側の間隔を計測するように配設されている。また、各クリアランス計測手段18、19は、各制御装置16、17に接続されている。
【0019】
一方、本実施形態の蛇行制御機構11は、図1及び図2に示すように、一対の引抜延伸ロール5、6を通過したポリエステル系樹脂シート1の蛇行を制御するための機構であり、予熱炉3と一対の引抜延伸ロール5、6の間に設けられた熱風供給装置20と、一対の引抜延伸ロール5、6と延伸ロール7の間に設けられ、ポリエステル系樹脂シート1の両側部の位置をそれぞれ計測して、引抜延伸後のポリエステル系樹脂シート1の蛇行量を検出する蛇行量検出手段21と、蛇行量検出手段21の検出結果を受け、この検出結果に基づいて熱風供給装置20の駆動を制御する制御装置(不図示)とを備えて構成されている。
【0020】
次に、上記構成からなる熱可塑性樹脂シート延伸装置Aを用い、引抜延伸によってポリエステル系樹脂シート1を製造する方法(本実施形態の引抜延伸による熱可塑性樹脂シートの製造方法)について説明する。
【0021】
ポリエステル系樹脂シート1を延伸する際には、図1に示すように、駆動ロール8を回転駆動する。駆動ロール8を駆動すると、ポリエステル系樹脂シート1が引っ張られ、供給ロール2からポリエステル系樹脂シート1が繰り出される。そして、このように供給ロール2から繰り出されたポリエステル系樹脂シート1は、ブレーキロール4を経由して予熱炉3に送られて加熱される。さらに、加熱されたポリエステル系樹脂シート1は、予熱炉3から一対の引抜延伸ロール5、6の間に送られ、これら一対の引抜延伸ロール5、6の間を通過するとともに引抜延伸される。
【0022】
このとき、図3に示すように、一対の引抜延伸ロール5、6の間隔を制御する引抜延伸ロール間隔制御機構10が設けられているため、引抜延伸成形中、常時、一対の引抜延伸ロール5、6の軸線O2、O3方向両端側の間隔がクリアランス計測手段18、19で計測され、この計測結果が制御装置16、17に送信される。そして、引抜延伸成形中に一対の引抜延伸ロール5、6の水平方向T1左右の間隔に変動が生じた際には、各クリアランス計測手段18、19からの計測結果に基づいて、制御装置16、17が油圧ポンプ14、15ひいては油圧シリンダー12、13を駆動させ、一対の引抜延伸ロール5、6の間隔を軸線O2、O3方向に均一に維持するように一方の引抜延伸ロール6の位置を調整(制御)する。
【0023】
〔実施例〕
具体的に、直径500mm、面長800mmの引抜延伸ロール5、6を用いてPET製原反(熱可塑性樹脂シート)1を引抜延伸成形し、一対の引抜延伸ロール5、6の左右の間隔に変動が生じた際に、引抜延伸ロール間隔制御機構10によって一対の引抜延伸ロール5、6の間隔を軸線O2、O3方向に均一に維持することが可能であるか否かを確認した。ここでは、幅500mm×厚さ2.0mmのPET製原反1を、5.0m/minの線速度で引抜延伸成形している。また、引抜延伸ロール5、6の端部からそれぞれ50mmの位置のロール間隔をレーザー式変位計(クリアランス計測手段18、19)にて連続的に計測した。
【0024】
そして、図4に示すように、一対の引抜延伸ロール5、6の左右の間隔が0.8mm、左右の油圧ポンプ14、15の圧力が15MPaとなる定常状態(a)から、引抜延伸成形中に一対の引抜延伸ロール5、6の左側の間隔が0.9mmに増大(左側の油圧ポンプ15の圧力が17.0MPaに増大、右側の油圧ポンプ14の圧力が14.5MPaに減少)すると(b)、この間隔の変動をレーザー式変位計18、19が捉えるとともに制御装置16、17の動作指令が出されて油圧ポンプ14、15が駆動する。そして、一対の引抜延伸ロール5、6の左側の間隔に変動が生じた10秒後に、一対の引抜延伸ロール5、6の左右の間隔が0.8mm、左右の油圧ポンプ14、15の圧力が15MPaの定常状態に修正制御された(b’)。
【0025】
また、定常状態(a)から、引抜延伸成形中に一対の引抜延伸ロール5、6の右側の間隔が0.9mmに増大(左側の油圧ポンプ15の圧力が14.5MPaに増大、右側の油圧ポンプ14の圧力が17.0MPaに減少)すると(c)、この間隔の変動をレーザー式変位計18、19が捉えるとともに制御装置16、17によって油圧ポンプ14、15が駆動し、一対の引抜延伸ロール5、6の右側の間隔に変動が生じた10秒後に、一対の引抜延伸ロール5、6の左右の間隔が0.8mm、左右の油圧ポンプ14、15の圧力が15MPaの定常状態に修正制御された(c’)。
【0026】
同様に、定常状態(a)から、引抜延伸成形中に一対の引抜延伸ロール5、6の右側の間隔が1.0mmに増大(左側の油圧ポンプ15の圧力が14.0MPaに増大、右側の油圧ポンプ14の圧力が19.0MPaに減少)すると(d)、この間隔の変動をレーザー式変位計18、19が捉え、制御装置16、17によって油圧ポンプ14、15が駆動し、一対の引抜延伸ロール5、6の右側の間隔に変動が生じた10秒後に、一対の引抜延伸ロール5、6の左右の間隔が0.8mm、左右の油圧ポンプ14、15の圧力が15MPaの定常状態に修正制御された(d’)。
【0027】
これにより、ポリエステル系樹脂シート1の幅方向Bに温度差ひいては弾性率差が発生した場合であっても、蛇行の発生が防止され、また、厚さや機械的物性を均一にして好適にポリエステル系樹脂シート1が引抜延伸成形されることになる。
【0028】
また、本実施形態では、引抜延伸ロール間隔制御機構10に加えて、蛇行制御機構11が設けられている。そして、この蛇行制御機構11は、図1及び図2に示すように、蛇行量検出手段21によってポリエステル系樹脂シート1の蛇行が検出されると、熱風供給装置20によって一対の引抜延伸ロール5、6に送られるポリエステル系樹脂シート1の幅方向B両側部側のいずれか一方側を所定の温度まで加熱する。このとき、蛇行量検出手段21によって、ポリエステル系樹脂シート1の送り方向T3に対し、幅方向B(横方向)の左側への蛇行が検出された場合には、熱風供給装置20でポリエステル系樹脂シート1の幅方向B右側を加熱し、幅方向B(横方向)の右側への蛇行が検出された場合には、熱風供給装置20でポリエステル系樹脂シート1の幅方向B左側を加熱する。このようにポリエステル系樹脂シート1の左右のいずれかの側を加熱して弾性率を局所的に調整することで、より確実に蛇行の発生が防止(修正)されることになる。
【0029】
したがって、本実施形態の引抜延伸による熱可塑性樹脂シート1の製造方法においては、一対の引抜延伸ロール5、6の間隔を複数箇所で計測し、この計測結果をフィードバックして一対の引抜延伸ロール5、6の間隔を制御することができるため、引抜延伸成形中に前記間隔に変動が生じた場合であっても、即時に且つ自動的に一対の引抜延伸ロール5、6の間隔を所定の間隔に調整することが可能になる。
【0030】
これにより、ポリエステル系樹脂シート(熱可塑性樹脂シート)1の幅方向Bに温度差ひいては弾性率差が発生した場合であっても、蛇行の発生を防止できるとともに、厚さや機械的物性を均一にして好適にポリエステル系樹脂シート1を引抜延伸成形することが可能になる。
【0031】
以上、本発明に係る引抜延伸による熱可塑性樹脂シートの製造方法の一実施形態について説明したが、本発明は上記の一実施形態に限定されるものではなく、その趣旨を逸脱しない範囲で適宜変更可能である。例えば、本実施形態では、引抜延伸ロール間隔制御機構10に加えて、蛇行制御機構11が設けられているが、勿論、引抜延伸ロール間隔制御機構10のみで、蛇行の発生を防止し、厚さや機械的物性を均一にして好適にポリエステル系樹脂シート1を引抜延伸成形するようにしてもよい。
【符号の説明】
【0032】
1 ポリエステル系樹脂シート(熱可塑性樹脂シート)
2 供給ロール
3 予熱炉
4 ブレーキロール
5 引抜延伸ロール
6 引抜延伸ロール(一方の引抜延伸ロール)
6a 回転軸
7 延伸ロール
8 駆動ロール
10 引抜延伸ロール間隔制御機構
11 蛇行制御機構
12 油圧シリンダー
13 油圧シリンダー
14 油圧ポンプ
15 油圧ポンプ
16 制御装置
17 制御装置
18 クリアランス計測手段
19 クリアランス計測手段
20 熱風供給装置
21 蛇行量検出手段
A 熱可塑性樹脂シート延伸装置
B 幅方向
O1 供給ロールの軸線
O2 引抜延伸ロールの軸線
O3 引抜延伸ロールの軸線
O4 駆動ロールの軸線
T1 水平方向
T2 上下方向
T3 送り方向
【特許請求の範囲】
【請求項1】
互いの軸線方向を平行に配して設けられた一対の引抜延伸ロールの間に熱可塑性樹脂シートを通過させて、引抜延伸した熱可塑性樹脂シートを製造する方法であって、
前記一対の引抜延伸ロールの間隔を複数箇所で計測し、前記一対の引抜延伸ロールの間隔に変動が生じるとともに該計測結果に基づいて一方の引抜延伸ロールの位置を調整する引抜延伸ロール間隔制御機構を設けることにより、前記軸線方向一端から他端まで前記一対の引抜延伸ロールの間隔を均一に維持するようにしたことを特徴とする引抜延伸による熱可塑性樹脂シートの製造方法。
【請求項1】
互いの軸線方向を平行に配して設けられた一対の引抜延伸ロールの間に熱可塑性樹脂シートを通過させて、引抜延伸した熱可塑性樹脂シートを製造する方法であって、
前記一対の引抜延伸ロールの間隔を複数箇所で計測し、前記一対の引抜延伸ロールの間隔に変動が生じるとともに該計測結果に基づいて一方の引抜延伸ロールの位置を調整する引抜延伸ロール間隔制御機構を設けることにより、前記軸線方向一端から他端まで前記一対の引抜延伸ロールの間隔を均一に維持するようにしたことを特徴とする引抜延伸による熱可塑性樹脂シートの製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−240656(P2011−240656A)
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願番号】特願2010−116390(P2010−116390)
【出願日】平成22年5月20日(2010.5.20)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願日】平成22年5月20日(2010.5.20)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]