
強誘電体フィルム及びその製造方法
【課題】 強誘電性、耐熱性、機械的特性、接着性に優れた、ナノ分散PVDF/PA11ブレンド系強誘電体フィルム及びその簡便な製造方法を提供する。
【解決手段】 上記強誘電体フィルムを、ポリフッ化ビニリデン(PVDF)95〜20質量%とポリアミド11(PA11)5〜80質量%とのポリマーブレンドの押出成形フィルム状物であって、十ナノメーターオーダーのサイズのポリアミド11分散相がポリフッ化ビニリデンマトリクス相に均一に分散されたナノ分散ポリマーブレンド押出成形フィルム状物の圧延加工フィルムの交流電場印加処理物からなるものとする。このものは、所定割合のPVDFとPA11とのポリマーブレンドを500rpm以上の高速回転速度で溶融混練押出成形してフィルム状物とし、これを圧延加工してフィルムにし、さらに該フィルムに交流電場を印加してポーリング処理することにより得られる。
【解決手段】 上記強誘電体フィルムを、ポリフッ化ビニリデン(PVDF)95〜20質量%とポリアミド11(PA11)5〜80質量%とのポリマーブレンドの押出成形フィルム状物であって、十ナノメーターオーダーのサイズのポリアミド11分散相がポリフッ化ビニリデンマトリクス相に均一に分散されたナノ分散ポリマーブレンド押出成形フィルム状物の圧延加工フィルムの交流電場印加処理物からなるものとする。このものは、所定割合のPVDFとPA11とのポリマーブレンドを500rpm以上の高速回転速度で溶融混練押出成形してフィルム状物とし、これを圧延加工してフィルムにし、さらに該フィルムに交流電場を印加してポーリング処理することにより得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリフッ化ビニリデンとポリアミド11との高分子ブレンド系の強誘電体フィルムおよびその製造方法に関するものである。
この強誘電体フィルムは、例えば、強誘電性材料、圧電性材料、焦電性材料等の電子・電気用部品材料、音響材料、遮音材料等として有用である。
【背景技術】
【0002】
従来、強誘電性材料と言えば最大の電気機械結合定数をもつセラミックス系のチタン・ジルコン酸鉛(PZT)がその代名詞であるかのように重用され、有機系材料等の追従を許さなかった。しかしながら、昨今の環境への社会的関心が広がりを見せる中で、“鉛”が使われているPZTの利用を自粛しようとする動きがメーカー側にも出てきている。このような社会的背景の元で、“鉛フリー”の有機系強誘電性材料が再びクローズアップされるようになった。今まで、強誘電性を示す有機系の材料はポリフッ化ビニリデン(PVDF)に代表され、各種圧電センサー等への利用を中心に広範な産業分野で使われてきた。機械的性質や耐薬品性等にも優れたPVDFがその有用性を再認識され、多様な産業界のニーズに対応していく動きが醸成されつつある。しかしながら、そのような流れの中で、大面積化が必要となる音響材料や遮音材料等への利用はPVDF単体の性能では対応しきれないという問題が生じている。特に、大面積化を必要とする上記材料へのPVDFの利用には基盤材料への接着、接合が必要となるためPVDFにおける耐熱性の改善や他の基盤材料とりわけ高分子基盤材料への接着性の改善等が急務となっている。そこで、PVDF単体では劣るとされる上記性能を補うためには耐熱性や接着性に優れたポリアミド系樹脂等とのブレンド化を図る必要がある。さらに、ブレンド化に際しては本来PVDF自身が保有している強誘電性や圧電性等の電気的性能を著しく低下させることなく、耐熱性や接着特性を改善する必要がある。そこでブレンド化に際し、上記目的を達成するためにはポリアミド樹脂側も強誘電性であることが必須であり、これには奇数ナイロンであるポリアミド11(PA11)等を選択するのがよいとされる。
【0003】
しかし、PVDFとPA11は非相溶性であるため、通常のブレンド化では十分な性能が得られない。
PVDF/PA11ブレンド系強誘電性材料については、Scheinbeim等による先駆的な研究があるが(非特許文献1、2参照)、その製造プロセスは、まずPA11ペレットを液体窒素温度にて粉砕して粉末状とし、これをPVDF粉末と混ぜて再度液体窒素温度にて粉砕混合し、この粉砕混合物を真空乾燥した後、アルミ箔ではさみ、210℃で加熱プレスを用いて所定の膜厚のフィルムにし、急冷処理し、次いでこのフィルムを室温にて3倍程度に延伸し、低周波交流電場下でポーリング処理を施すという極めて複雑なものであり、さらには該ブレンド系強誘電性材料の内部構造が分子レベルでは混合していない、“相分離”した構造になっているという技術的な欠陥を有している。
ブレンド化を図る方法としては通常の成形加工機や二軸押出し機等で溶融混練する方法も考えられるが、現状ではPVDF/PA11ブレンド系を分子レベルもしくはナノメーターレベルで分散させ相溶化させる技術はまだ実現していない。
【0004】
【非特許文献1】Qiong Gao,Jerry I. Scheinbeim, Brian A. Newman,J. Polym. Sci. Polym. Phys.,37,3217−3225(1999)
【非特許文献2】Qiong Gao,Jerry I. Scheinbeim,Macromolecules,33,7564−7572(2000)
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、強誘電性、耐熱性、機械的特性、接着性に優れた、ナノ分散PVDF/PA11ブレンド系強誘電体フィルム及びその簡便な製造方法の提供をその課題とする。
【課題を解決するための手段】
【0006】
本発明者らは、所定割合の特定の二種のポリマーからなる非相溶性ポリマーブレンドの押出成形フィルム状物であって、所定ナノメーターサイズの一方のポリマー分散相が他方のポリマーマトリクス相に均一に分散されたナノ分散ポリマーブレンド押出成形フィルム状物の圧延加工フィルムの交流電場印加処理物からなる強誘電体フィルムが課題解決に資することを見出し、この知見に基づいて本発明をなすに至った。
【0007】
すなわち、本発明は、以下のとおりのものである。
(1)ポリフッ化ビニリデン(PVDF)95〜20質量%とポリアミド11(PA11)5〜80質量%とのポリマーブレンドの押出成形フィルム状物であって、十ナノメーターオーダーのサイズのポリアミド11分散相がポリフッ化ビニリデンマトリクス相に均一に分散されたナノ分散ポリマーブレンド押出成形フィルム状物の圧延加工フィルムの交流電場印加処理物からなる強誘電体フィルム。
(2)圧延加工フィルムが延伸倍率4倍以上に圧延加工されたものである前記(1)記載の強誘電体フィルム。
(3)透明で、厚さ10〜100μである前記(1)又は(2)記載の強誘電体フィルム。
(4)圧延加工でPVDFの結晶型がα型からβ型に、PA11の結晶型がα型からγ型にそれぞれ転移されてなる前記(1)ないし(3)のいずれかに記載の強誘電体フィルム。
(5)交流電場印加処理物が低周波交流電場下でのポーリング処理物であり、交流電場下での電気変位(D)−電界(E)特性(強誘電性ヒステリシス)に優れる前記(1)ないし(4)のいずれかに記載の強誘電体フィルム。
(6)PVDF90〜80質量%とPA11の10〜20質量%とのポリマーブレンド組成近辺のものであって、強誘電性ヒステリシスにおける残留分極がブレンド成分であるPA11単体フィルムのそれよりも大きく、PVDF単体フィルムとほぼ同等となる前記(1)ないし(5)のいずれかに記載の強誘電体フィルム。
(7)前記(1)ないし(6)のいずれかに記載の強誘電体フィルムを製造する方法において、ポリフッ化ビニリデン(PVDF)95〜20質量%とポリアミド11(PA11)5〜80質量%とのポリマーブレンドを500rpm以上の高速回転速度で溶融混練押出成形してフィルム状物とし、これを圧延加工してフィルムにし、さらに該フィルムに交流電場を印加してポーリング処理することを特徴とする強誘電体フィルムの製造方法。
(8)高速回転速度が1000〜3000rpmである前記(7)記載の強誘電体フィルムの製造方法。
(9)溶融混練押出成形するのを、内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いて行う前記(7)又は(8)記載の強誘電体フィルムの製造方法。
(10)圧延加工を延伸倍率4倍以上で行う前記(7)ないし(9)のいずれかに記載の強誘電体フィルムの製造方法。
(11)ポーリング処理を低周波交流電場下で行う前記(7)ないし(10)のいずれかに記載の強誘電体フィルムの製造方法。
【0008】
本発明においては、原料ポリマーとしてポリフッ化ビニリデン(以下PVDFともいう)及びポリアミド11(以下PA11ともいう)が用いられる。
PVDFとPA11の混合物を混練させるには、混合物を粒状物(ペレット)の状態で混合させるドライブレンドによる方法を用いることができる。ドライブレンドは原料を減圧乾燥、例えば真空乾燥、具体的には真空中100℃で適当な時間例えば12時間等乾燥して行われる。
PVDFとPA11とは、非相溶性であり、それらのブレンド物は、通常、両者を融点近傍の200〜240℃で二軸の溶融混練機等を用いて混合することにより得られるが、このブレンド物を押出し加工して得られる押出成形フィルム状物は、その内部構造が一方の成分をマトリクスとさせた場合、他方の成分の分散相サイズが数ミクロン〜数十ミクロンレベルにまで粗大化し、いわゆる相分離した構造となってしまうという問題がある。
本発明においては、PVDFとPA11とのポリマーブレンドの溶融混練を、通常の溶融混練機では達しえない500rpm以上、中でも500〜3000rpmの高速回転速度で行わせることにより、特に好ましくは通常の二軸スクリュー型混練機に代えて、本発明者らによる先の特許出願(特願2004−108130)に係る、500rpm以上の高速スクリュー回転が可能な微量型高せん断成形加工機、中でも内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いることにより、かかる問題が解消され、十ナノメーターオーダー、例えば十〜数十ナノメーター等のサイズのPA11分散相がPVDFマトリクス相に均一かつ密に分散している、ナノ分散構造を有するブレンド押出成形フィルム状物が得られるようになる。
【0009】
上記特許出願に係る高せん断成形加工機としては、スクリューによって高分子ブレンド試料を溶融状態で混練する際のスクリュー回転数を50〜3000rpmの範囲で任意に設定可能であり、500〜3000rpmの高速スクリュー回転を安定して動作させ、高せん断のもとで混練を持続させるようにしたもの、中でも内部帰還型スクリュー搭載の微量型高せん断成形加工機であって、スクリュー回転数に反比例して減少する混練時間を任意に設定可能にし、高せん断のもとで混練を持続させるようにしたものが好ましい。
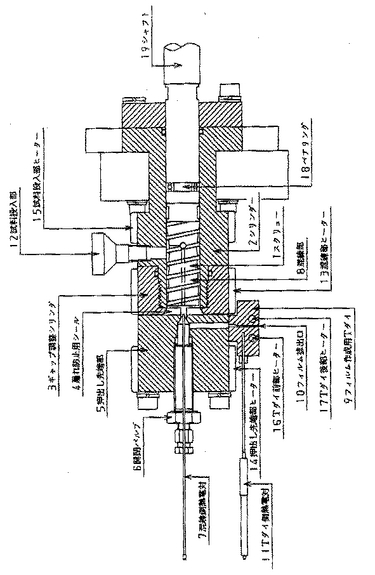
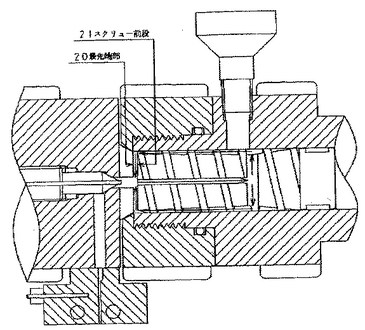
内部帰還型スクリュー搭載の微量型高せん断成形加工機は、スクリューを内部帰還型とし、後段から投入された原料をスクリューにより前段にフィードしながら十分混練するとともに、最先端部に到達した原料をスクリュー中心部に開けられた小さな空洞部を通して再び後段に戻すことにより、原料が循環して混練過程を繰り返すことができるようにしたものである。この構造により混練時間を任意に変化させることができる。混練の度合いは、この最先端部とスクリュー前段との距離(ギャップ)、ならびにスクリュー空洞部の内径(スクリュー内径ともいう)によって調節することができる。すなわち、ギャップを狭め、スクリュー内径を細くすることにより混練度を高めることができる。このようにして原料を高せん断で循環させることにより混練時間を短縮することなく、混練度を任意に制御することも可能となる。
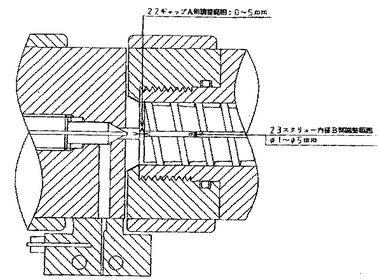
内部帰還型スクリュー搭載の微量型高せん断成形加工機の一例、その要部の詳細図及びギヤップの調整図をそれぞれ図1ないし3に示す。
【0010】
上記内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いる場合、成形加工条件としては上記の混練温度、すなわち両原料ポリマーの融点近傍の200〜240℃の設定だけでなく、当該成形加工機におけるスクリュー回転数と混練時間の設定が重要である。成形加工条件は、スクリュー回転数500〜3000rpm、混練時間0.5分〜60分の範囲で設定可能であるが、好ましくはスクリュー回転数1000〜2000rpm、混練時間1〜4分の範囲で設定される。
本発明では前記規定の混練温度、スクリュー回転数及び混練時間という特定の条件を組み合わせて初めて良好な結果が得られる。仮に温度設定あるいは上記スクリュー回転数等の設定条件の一方でも、前記条件をはずれる場合には満足する結果を得ることができない。
上記内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いる場合、ブレンド物が充填されているシリンダー最先端部とスクリュー先端部とのギャップ、あるいはスクリュー内径を調節することによりせん断流動場の強さもしくは混練の度合いを変えることができる。通常、ギャップは1ミリから5ミリの間で任意の値を例えば0.5ミリ間隔等で設定可能であり、スクリュー内径も同様に1ミリφから5ミリφの間で任意の値を例えば0.5ミリφ間隔等で設定可能である。
【0011】
上記内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いてブレンドを溶融混練した押出し物を成形機末端に取り付けたT−ダイを通すことによりフィルムやシート(以下フィルム状物ともいう)を得ることができる。T−ダイを通過したフィルム状物はただちに氷水等にて冷却処理し、内部構造を凍結する。フィルム状物は、例えば厚さ0.1〜0.5ミリ等とされる。
【0012】
このフィルム状物は、さらに圧延加工されたフィルム状物、特に延伸倍率4倍以上に圧延加工される。圧延加工は、T−ダイを通過したフィルム状物、或いは該フィルム状物を冷却処理し、内部構造を凍結させたフィルム状物を適当なシート、例えばポリプロピレンシート等ではさみ、圧延ロールに取り付け、適当な延伸倍率、好ましくは延伸倍率4倍以上にして行われる。圧延ロールの設定温度は通常室温〜110℃、好ましくは70〜90℃の範囲で選ばれる。
このようにして圧延加工されたフィルム状物、中でも延伸倍率4倍以上のものは透明となり、PVDFの結晶型をα型からβ型に、PA11の結晶型をα型からγ型にそれぞれ転移させることができる。
このような圧延加工プロセスは強誘電性の性能を左右する重要なプロセスであり、PVDFの結晶型をα型からβ型に、PA11の結晶型をα型からγ型にそれぞれ転移させなければ強誘電性を発現させることが困難となる。
【0013】
この圧延加工されたフィルム状物、特に延伸倍率4倍以上に圧延加工されたフィルム状物に交流電場を印加してポーリング処理すること、好ましくはこのように圧延加工されたフィルム状物を低周波交流電場下ポーリング処理することにより良好な強誘電性ヒステリシスを示す、強誘電体フィルムが作製される。ポーリング条件は任意に設定可能であるが、周波数を0.01〜50Hz、電界強度を10〜300MV/m、例えば周波数を0.1Hz、電界強度を200MV/m等に設定することにより良好な結果が得られる。
このようにして得られる強誘電体フィルムは、フィルム状物であれば特に厚さは制限されないが、好ましくは5〜500μ、中でも10〜100μの厚さにするのがよい。
【発明の効果】
【0014】
本発明によれば、非相溶性PVDF/PA11ブレンド系において、PVDFマトリクス相中に十ナノメーターオーダーサイズ、例えば数十ナノメートルサイズ等に制御されたPA11相が均一かつ密に分散した、ナノ分散PVDF/PA11ブレンドが用いられ、このナノ分散化により機械的性能が飛躍的に向上するため該ブレンドを圧延加工、特に延伸倍率4倍以上に圧延加工することが可能となり、得られたフィルムのポーリング処理により強誘電体フィルムが提供される。
本発明の強誘電体フィルムは、耐熱性、機械的特性、接着性等の性能をポリアミド11の質量組成によって自在に変化させることが可能である。
また、本発明方法によれば、500rpm以上、中でも1000rpm以上のスクリュー回転が可能な内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いて溶融混練するだけの簡便な方法で当該ブレンドフィルムを作製することができ、従来の、液体窒素温度で成分高分子を予備粉砕した後、再度ブレンドを液体窒素温度にて粉砕混合するという煩雑なプロセスを必要としない。さらに、本発明によるブレンド化手法では、相容化剤等の余分な添加物を一切加える必要がないため、連続的かつ純粋な微細構造を必要とする強誘電性材料には最適な方法を提供することができる。
サンプル量は実施例で2g〜5gとしたが、この量はスケールアップにより増大させることができ、それにより、大面積化した強誘電体フィルムを供給することが可能となる。
【発明を実施するための最良の形態】
【0015】
次に実施例により本発明を実施するための最良の形態を説明する。
なお、ブレンドフィルムにおける熱機械的特性、各成分ポリマーにおける結晶型の転移の確認、電気変位(D)−電界(E)特性(強誘電性ヒステリシス)の測定は以下の手順により実施されたものである。
【0016】
(熱機械的特性)
PVDF単体ならびにPA11単体、およびそれらのブレンド試料の熱機械的特性は、Orientec社製 Rheovibron DDV−25FP−Sを用いて測定した。動的貯蔵弾性率は周波数1Hz、昇温速度3℃/min、引っ張りモードにて−150℃から200℃の範囲で測定した。
【0017】
(結晶型の転移の確認)
既に述べたように、圧延加工によりPVDFの結晶型をα型からβ型に、PA11の結晶型をα型からγ型にそれぞれ転移させなければ強誘電性を発現させることが困難となる。PVDF/PA11ブレンドフィルムにおける圧延処理後の各成分ポリマーにおける結晶型は、フーリエ変換型赤外分光計(FT−IR)測定により観測される固有振動数により評価した。装置はBio−rad社製FTS 60A−686 型FT−IR分光計を用いた。測定は室温で行い、赤外スペクトルは分解能4cm-1で16回の積算平均化処理を行った。試料の厚さは30μm前後とした。
結晶型の転移はPVDF結晶に関しては、上記FT−IRスペクトルにおいてα型結晶に帰属される吸収波数である763cm-1とβ型結晶に帰属される吸収波数840cm-1とからβ型結晶への転移率(%)を定量的に評価した。また、PA11の結晶型に関しては同様に上記FT−IRスペクトル測定において、α型結晶に帰属される吸収波数(585cm-1と687cm-1)とγ型結晶に帰属される波数(623cm-1)との定性的比較から、その結晶転移を確認した。
【0018】
(D−E特性:強誘電性ヒステリシス)
強誘電性ヒステリシスは、ブレンド押出し物を80℃にて延伸倍率4倍以上に圧延処理後、厚さ30μm前後となったフィルム状試料にアルミ箔電極を取り付け、周波数0.1Hz、電界強度200MV/mにてポーリング処理を施した後、周波数1Hz、交流電場下(40〜300MV/m:20MV/mステップ)にてD−E特性を記録することにより得た。
D−E特性を測定するための装置構成ならびに手順は以下の通りである。ファンクションジェネレーター(NF社製NF−1910)を用いて高電圧電源(松定プレシジョン社製HEOPS−10B2)の周波数と印加電圧振幅の両方を制御し、オイルバス内にセットされた試料に交流電界を加える。試料にたまる電荷を電荷増幅器により増幅し、増幅した電荷および減衰した電圧をAD変換し、パーソナルコンピュータで記録・保存する。
【実施例1】
【0019】
原料のポリフッ化ビニリデン(PVDF)は呉羽化学工業(株)社製KF850、また、ポリアミド11(PA11)として、Atfina社製のRilsan BMN−Oを用いた。両者を真空下100℃で12時間乾燥した後、室温でPVDF95〜20質量%とPA11の5〜80質量%の割合でドライブレンドした。さらに、このドライブレンド物の2g〜5gを内部帰還型スクリュー搭載の微量型高せん断成形加工機に投入し、ギャップならびに内部帰還型スクリュー内径を、それぞれ2ミリ、2.5ミリφに設定し、200〜240℃に加熱溶融して混練(スクリュー回転数:1000〜2000rpm、混練時間:1〜4分)し、T−ダイから押出し、冷却水槽を通すことにより冷却固化したところ、表面状態の良好なブレンド押出しフィルム状物を得ることができた。このフィルム状物を80℃にて圧延ロールにより延伸倍率4倍以上に圧延加工し、周波数0.1Hz、電界強度200MV/mにて室温でポーリング処理を施して強誘電体フィルムをブレンド試料として得た。その後、所定装置を用いてD−E特性(強誘電性ヒステリシス)を測定した。
【実施例2】
【0020】
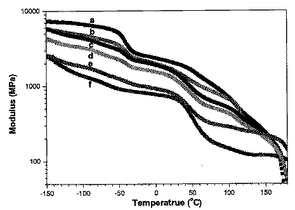
実施例1のブレンド試料、比較試料としてのPVDF単体及びPA11単体における動的貯蔵弾性率の温度依存性を図4にグラフで示す。図4からも明らかなようにPVDF単体が最も高い弾性率を有し、PA11単体が最も低い弾性率を示す。ブレンド試料は各々のブレンド組成に依存してPVDF単体とPA11単体の中間の弾性率を示す。即ち、これら動的貯蔵弾性率の温度依存性に代表されるように、ブレンド組成(質量%)により所望の熱機械的特性を選択することができる。
【実施例3】
【0021】
各種ブレンド試料や比較試料について各種データを求め、図5ないし図8に示す。
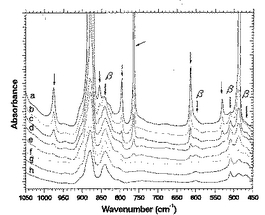
すなわち、図5に、延伸倍率を種々変えた以外は実施例1と同様にして作製された、PVDF/PA11=80/20ブレンド試料群(ブレンド試料群3a)のFT−IRスペクトルと延伸倍率(図中、aないしhはそれぞれ延伸倍率1.0、1.5、2.0、2.5、3.0、3.5、4.0及び4.5のものを示す)との関係をグラフで示す。図中、単なる矢印はPVDFのα型結晶に、またβを付記した矢印はPVDFのβ型結晶に帰属される吸収を示す。これより延伸倍率が高くなるにつれてPVDFのα型結晶に帰属される吸収ピークの強度が小さくなり、逆にβ型結晶に帰属される波数での吸収強度が大きくなることが分かる。
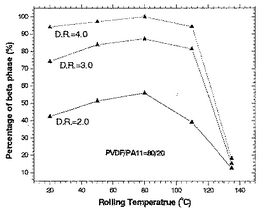
また、図6に、圧延温度や延伸倍率(D.R.)を種々変えた以外は実施例1と同様にして作製された、PVDF/PA11=80/20ブレンド試料群(ブレンド試料群3b)におけるα型結晶からβ型結晶への転移に及ぼす圧延温度と延伸倍率の影響の度合をグラフで示す。これより高温側130℃以上で圧延処理を行うと、延伸倍率によらずβ型結晶への転移率は極めて低くなることや、延伸倍率4倍、圧延温度80℃でのβ型結晶転移率が最大となることが分かる。
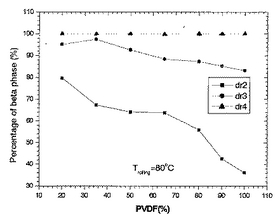
さらに、図7に、ブレンド試料におけるPVDF組成割合や延伸倍率(dr)を種々変えた以外は実施例1と同様にして作製されたブレンド試料群(ブレンド試料群3c)について、PVDF組成割合及び延伸倍率とβ型結晶への転移率との関係をグラフで示す。これより延伸倍率を4倍にすると、ブレンド組成全体にわたってβ型への転移率が100%になることが分かる。
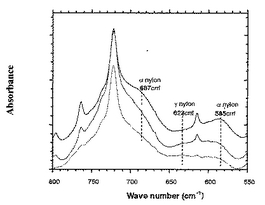
最後に、図8は、延伸倍率(図中、延伸倍率は上から順に2.0、3.0及び4.0(倍)である)を種々変えた以外は実施例1と同様にして作製された、PVDF/PA11=80/20ブレンド試料群(ブレンド試料群3d)におけるPA11α型結晶のγ型結晶への転移を示すFT−IRスペクトルである。これよりPVDFと同様に延伸倍率が高くなるとPA11のα型結晶に帰属されるピークは減少し、γ型結晶に帰属されるピークが現れることが分かる。
【実施例4】
【0022】
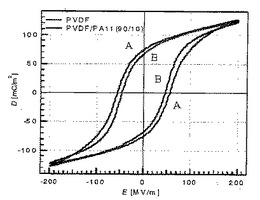
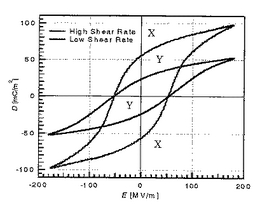
実施例1において作製したPVDF/PA11=90/10ブレンド試料AとPVDF単体フィルム試料Bの同一電界強度下(E=200MV/m)での強誘電性ヒステリシス曲線を図9に比較して示す。これより明らかなように、ブレンド試料Aの方がより高い残留分極(75mC/m2)を有するヒステリシスとなり、PVDF単体フィルム試料Bよりもわずかに優れていることが分かる。この結果は、もともと低い残留分極(50mC/m2)しか示さないPA11をブレンドしたにもかかわらず、本発明によるブレンド化により、その強誘電性が低下することなく、PVDF単体と同等もしくは優れた性能となっていることを示している。さらに、この残留分極値は粉末粉砕ブレンド法によるScheinbeim等の作製した当該ブレンド試料における値(57mC/m2)よりはるかに優れた値である。また、図10においては、実施例1において作製したPVDF/PA11=80/20ブレンド試料Xと通常の成形加工機(低せん断成形加工機)で上記組成のブレンドを作製し、その後の処理は同様にした試料Y(低せん断成形ブレンド試料Y)の同一電界強度下(E=180MV/m)でのヒステリシス曲線を比較して示す。この図から、明らかに本発明の試料の方が優れた強誘電性ヒステリシスを示すことが分かる。
【図面の簡単な説明】
【0023】
【図1】内部帰還型スクリュー搭載の微量型高せん断成形加工機の一例の説明図。
【図2】図1の要部の詳細図。
【図3】ギヤップの調整図。
【図4】実施例1のブレンド試料、比較試料における動的貯蔵弾性率の温度依存性を示すグラフ。
【図5】ブレンド試料群3aのFT−IRスペクトルと延伸倍率との関係を示すグラフ。
【図6】ブレンド試料群3bにおけるα型結晶からβ型結晶への転移に及ぼす圧延温度と延伸倍率の影響の度合を示すグラフ。
【図7】ブレンド試料群3cについてのPVDF組成割合及び延伸倍率とβ型結晶への転移率との関係を示すグラフ。
【図8】ブレンド試料群3dにおけるPA11α型結晶のγ型結晶への転移を示すFT−IRスペクトル図。
【図9】実施例1のPVDF/PA11=90/10ブレンド試料AとPVDF単体フィルム試料Bの強誘電性ヒステリシス曲線。
【図10】実施例1のPVDF/PA11=80/20ブレンド試料Xと低せん断成形ブレンド試料Yの強誘電性ヒステリシス曲線。
【符号の説明】
【0024】
1 スクリュー
2 シリンダー
3 このシリンダーを動かすことによりギャップの調整が設定できるギャップ調整シリンダー
4 漏れ防止用シール
5 主に混練部よりTダイへ流し込むための押出し先端部
6 混練時、混練部より流れるのを防ぐとともに混練された原料をTダイに流し込む際に開くための開閉バルブ
7 混練部の温度を測るための熱電対
8 混練部
9 Tダイ
10 フィルム排出口
11 Tダイ部の温度を測るための熱電対
12 試料投入部
13 混練部ヒーター
14 押出し先端部ヒーター
15 試料投入部ヒーター
16 Tダイ前部ヒーター
17 Tダイ後部ヒーター
18 回転時スクリューを安定させるためのベアリング
19 モーターよりスクリューに伝動させるためのシャフト
20 最先端部
21 スクリュー前段
22 ギャップ
23 スクリュー内径
【技術分野】
【0001】
本発明は、ポリフッ化ビニリデンとポリアミド11との高分子ブレンド系の強誘電体フィルムおよびその製造方法に関するものである。
この強誘電体フィルムは、例えば、強誘電性材料、圧電性材料、焦電性材料等の電子・電気用部品材料、音響材料、遮音材料等として有用である。
【背景技術】
【0002】
従来、強誘電性材料と言えば最大の電気機械結合定数をもつセラミックス系のチタン・ジルコン酸鉛(PZT)がその代名詞であるかのように重用され、有機系材料等の追従を許さなかった。しかしながら、昨今の環境への社会的関心が広がりを見せる中で、“鉛”が使われているPZTの利用を自粛しようとする動きがメーカー側にも出てきている。このような社会的背景の元で、“鉛フリー”の有機系強誘電性材料が再びクローズアップされるようになった。今まで、強誘電性を示す有機系の材料はポリフッ化ビニリデン(PVDF)に代表され、各種圧電センサー等への利用を中心に広範な産業分野で使われてきた。機械的性質や耐薬品性等にも優れたPVDFがその有用性を再認識され、多様な産業界のニーズに対応していく動きが醸成されつつある。しかしながら、そのような流れの中で、大面積化が必要となる音響材料や遮音材料等への利用はPVDF単体の性能では対応しきれないという問題が生じている。特に、大面積化を必要とする上記材料へのPVDFの利用には基盤材料への接着、接合が必要となるためPVDFにおける耐熱性の改善や他の基盤材料とりわけ高分子基盤材料への接着性の改善等が急務となっている。そこで、PVDF単体では劣るとされる上記性能を補うためには耐熱性や接着性に優れたポリアミド系樹脂等とのブレンド化を図る必要がある。さらに、ブレンド化に際しては本来PVDF自身が保有している強誘電性や圧電性等の電気的性能を著しく低下させることなく、耐熱性や接着特性を改善する必要がある。そこでブレンド化に際し、上記目的を達成するためにはポリアミド樹脂側も強誘電性であることが必須であり、これには奇数ナイロンであるポリアミド11(PA11)等を選択するのがよいとされる。
【0003】
しかし、PVDFとPA11は非相溶性であるため、通常のブレンド化では十分な性能が得られない。
PVDF/PA11ブレンド系強誘電性材料については、Scheinbeim等による先駆的な研究があるが(非特許文献1、2参照)、その製造プロセスは、まずPA11ペレットを液体窒素温度にて粉砕して粉末状とし、これをPVDF粉末と混ぜて再度液体窒素温度にて粉砕混合し、この粉砕混合物を真空乾燥した後、アルミ箔ではさみ、210℃で加熱プレスを用いて所定の膜厚のフィルムにし、急冷処理し、次いでこのフィルムを室温にて3倍程度に延伸し、低周波交流電場下でポーリング処理を施すという極めて複雑なものであり、さらには該ブレンド系強誘電性材料の内部構造が分子レベルでは混合していない、“相分離”した構造になっているという技術的な欠陥を有している。
ブレンド化を図る方法としては通常の成形加工機や二軸押出し機等で溶融混練する方法も考えられるが、現状ではPVDF/PA11ブレンド系を分子レベルもしくはナノメーターレベルで分散させ相溶化させる技術はまだ実現していない。
【0004】
【非特許文献1】Qiong Gao,Jerry I. Scheinbeim, Brian A. Newman,J. Polym. Sci. Polym. Phys.,37,3217−3225(1999)
【非特許文献2】Qiong Gao,Jerry I. Scheinbeim,Macromolecules,33,7564−7572(2000)
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、強誘電性、耐熱性、機械的特性、接着性に優れた、ナノ分散PVDF/PA11ブレンド系強誘電体フィルム及びその簡便な製造方法の提供をその課題とする。
【課題を解決するための手段】
【0006】
本発明者らは、所定割合の特定の二種のポリマーからなる非相溶性ポリマーブレンドの押出成形フィルム状物であって、所定ナノメーターサイズの一方のポリマー分散相が他方のポリマーマトリクス相に均一に分散されたナノ分散ポリマーブレンド押出成形フィルム状物の圧延加工フィルムの交流電場印加処理物からなる強誘電体フィルムが課題解決に資することを見出し、この知見に基づいて本発明をなすに至った。
【0007】
すなわち、本発明は、以下のとおりのものである。
(1)ポリフッ化ビニリデン(PVDF)95〜20質量%とポリアミド11(PA11)5〜80質量%とのポリマーブレンドの押出成形フィルム状物であって、十ナノメーターオーダーのサイズのポリアミド11分散相がポリフッ化ビニリデンマトリクス相に均一に分散されたナノ分散ポリマーブレンド押出成形フィルム状物の圧延加工フィルムの交流電場印加処理物からなる強誘電体フィルム。
(2)圧延加工フィルムが延伸倍率4倍以上に圧延加工されたものである前記(1)記載の強誘電体フィルム。
(3)透明で、厚さ10〜100μである前記(1)又は(2)記載の強誘電体フィルム。
(4)圧延加工でPVDFの結晶型がα型からβ型に、PA11の結晶型がα型からγ型にそれぞれ転移されてなる前記(1)ないし(3)のいずれかに記載の強誘電体フィルム。
(5)交流電場印加処理物が低周波交流電場下でのポーリング処理物であり、交流電場下での電気変位(D)−電界(E)特性(強誘電性ヒステリシス)に優れる前記(1)ないし(4)のいずれかに記載の強誘電体フィルム。
(6)PVDF90〜80質量%とPA11の10〜20質量%とのポリマーブレンド組成近辺のものであって、強誘電性ヒステリシスにおける残留分極がブレンド成分であるPA11単体フィルムのそれよりも大きく、PVDF単体フィルムとほぼ同等となる前記(1)ないし(5)のいずれかに記載の強誘電体フィルム。
(7)前記(1)ないし(6)のいずれかに記載の強誘電体フィルムを製造する方法において、ポリフッ化ビニリデン(PVDF)95〜20質量%とポリアミド11(PA11)5〜80質量%とのポリマーブレンドを500rpm以上の高速回転速度で溶融混練押出成形してフィルム状物とし、これを圧延加工してフィルムにし、さらに該フィルムに交流電場を印加してポーリング処理することを特徴とする強誘電体フィルムの製造方法。
(8)高速回転速度が1000〜3000rpmである前記(7)記載の強誘電体フィルムの製造方法。
(9)溶融混練押出成形するのを、内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いて行う前記(7)又は(8)記載の強誘電体フィルムの製造方法。
(10)圧延加工を延伸倍率4倍以上で行う前記(7)ないし(9)のいずれかに記載の強誘電体フィルムの製造方法。
(11)ポーリング処理を低周波交流電場下で行う前記(7)ないし(10)のいずれかに記載の強誘電体フィルムの製造方法。
【0008】
本発明においては、原料ポリマーとしてポリフッ化ビニリデン(以下PVDFともいう)及びポリアミド11(以下PA11ともいう)が用いられる。
PVDFとPA11の混合物を混練させるには、混合物を粒状物(ペレット)の状態で混合させるドライブレンドによる方法を用いることができる。ドライブレンドは原料を減圧乾燥、例えば真空乾燥、具体的には真空中100℃で適当な時間例えば12時間等乾燥して行われる。
PVDFとPA11とは、非相溶性であり、それらのブレンド物は、通常、両者を融点近傍の200〜240℃で二軸の溶融混練機等を用いて混合することにより得られるが、このブレンド物を押出し加工して得られる押出成形フィルム状物は、その内部構造が一方の成分をマトリクスとさせた場合、他方の成分の分散相サイズが数ミクロン〜数十ミクロンレベルにまで粗大化し、いわゆる相分離した構造となってしまうという問題がある。
本発明においては、PVDFとPA11とのポリマーブレンドの溶融混練を、通常の溶融混練機では達しえない500rpm以上、中でも500〜3000rpmの高速回転速度で行わせることにより、特に好ましくは通常の二軸スクリュー型混練機に代えて、本発明者らによる先の特許出願(特願2004−108130)に係る、500rpm以上の高速スクリュー回転が可能な微量型高せん断成形加工機、中でも内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いることにより、かかる問題が解消され、十ナノメーターオーダー、例えば十〜数十ナノメーター等のサイズのPA11分散相がPVDFマトリクス相に均一かつ密に分散している、ナノ分散構造を有するブレンド押出成形フィルム状物が得られるようになる。
【0009】
上記特許出願に係る高せん断成形加工機としては、スクリューによって高分子ブレンド試料を溶融状態で混練する際のスクリュー回転数を50〜3000rpmの範囲で任意に設定可能であり、500〜3000rpmの高速スクリュー回転を安定して動作させ、高せん断のもとで混練を持続させるようにしたもの、中でも内部帰還型スクリュー搭載の微量型高せん断成形加工機であって、スクリュー回転数に反比例して減少する混練時間を任意に設定可能にし、高せん断のもとで混練を持続させるようにしたものが好ましい。
内部帰還型スクリュー搭載の微量型高せん断成形加工機は、スクリューを内部帰還型とし、後段から投入された原料をスクリューにより前段にフィードしながら十分混練するとともに、最先端部に到達した原料をスクリュー中心部に開けられた小さな空洞部を通して再び後段に戻すことにより、原料が循環して混練過程を繰り返すことができるようにしたものである。この構造により混練時間を任意に変化させることができる。混練の度合いは、この最先端部とスクリュー前段との距離(ギャップ)、ならびにスクリュー空洞部の内径(スクリュー内径ともいう)によって調節することができる。すなわち、ギャップを狭め、スクリュー内径を細くすることにより混練度を高めることができる。このようにして原料を高せん断で循環させることにより混練時間を短縮することなく、混練度を任意に制御することも可能となる。
内部帰還型スクリュー搭載の微量型高せん断成形加工機の一例、その要部の詳細図及びギヤップの調整図をそれぞれ図1ないし3に示す。
【0010】
上記内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いる場合、成形加工条件としては上記の混練温度、すなわち両原料ポリマーの融点近傍の200〜240℃の設定だけでなく、当該成形加工機におけるスクリュー回転数と混練時間の設定が重要である。成形加工条件は、スクリュー回転数500〜3000rpm、混練時間0.5分〜60分の範囲で設定可能であるが、好ましくはスクリュー回転数1000〜2000rpm、混練時間1〜4分の範囲で設定される。
本発明では前記規定の混練温度、スクリュー回転数及び混練時間という特定の条件を組み合わせて初めて良好な結果が得られる。仮に温度設定あるいは上記スクリュー回転数等の設定条件の一方でも、前記条件をはずれる場合には満足する結果を得ることができない。
上記内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いる場合、ブレンド物が充填されているシリンダー最先端部とスクリュー先端部とのギャップ、あるいはスクリュー内径を調節することによりせん断流動場の強さもしくは混練の度合いを変えることができる。通常、ギャップは1ミリから5ミリの間で任意の値を例えば0.5ミリ間隔等で設定可能であり、スクリュー内径も同様に1ミリφから5ミリφの間で任意の値を例えば0.5ミリφ間隔等で設定可能である。
【0011】
上記内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いてブレンドを溶融混練した押出し物を成形機末端に取り付けたT−ダイを通すことによりフィルムやシート(以下フィルム状物ともいう)を得ることができる。T−ダイを通過したフィルム状物はただちに氷水等にて冷却処理し、内部構造を凍結する。フィルム状物は、例えば厚さ0.1〜0.5ミリ等とされる。
【0012】
このフィルム状物は、さらに圧延加工されたフィルム状物、特に延伸倍率4倍以上に圧延加工される。圧延加工は、T−ダイを通過したフィルム状物、或いは該フィルム状物を冷却処理し、内部構造を凍結させたフィルム状物を適当なシート、例えばポリプロピレンシート等ではさみ、圧延ロールに取り付け、適当な延伸倍率、好ましくは延伸倍率4倍以上にして行われる。圧延ロールの設定温度は通常室温〜110℃、好ましくは70〜90℃の範囲で選ばれる。
このようにして圧延加工されたフィルム状物、中でも延伸倍率4倍以上のものは透明となり、PVDFの結晶型をα型からβ型に、PA11の結晶型をα型からγ型にそれぞれ転移させることができる。
このような圧延加工プロセスは強誘電性の性能を左右する重要なプロセスであり、PVDFの結晶型をα型からβ型に、PA11の結晶型をα型からγ型にそれぞれ転移させなければ強誘電性を発現させることが困難となる。
【0013】
この圧延加工されたフィルム状物、特に延伸倍率4倍以上に圧延加工されたフィルム状物に交流電場を印加してポーリング処理すること、好ましくはこのように圧延加工されたフィルム状物を低周波交流電場下ポーリング処理することにより良好な強誘電性ヒステリシスを示す、強誘電体フィルムが作製される。ポーリング条件は任意に設定可能であるが、周波数を0.01〜50Hz、電界強度を10〜300MV/m、例えば周波数を0.1Hz、電界強度を200MV/m等に設定することにより良好な結果が得られる。
このようにして得られる強誘電体フィルムは、フィルム状物であれば特に厚さは制限されないが、好ましくは5〜500μ、中でも10〜100μの厚さにするのがよい。
【発明の効果】
【0014】
本発明によれば、非相溶性PVDF/PA11ブレンド系において、PVDFマトリクス相中に十ナノメーターオーダーサイズ、例えば数十ナノメートルサイズ等に制御されたPA11相が均一かつ密に分散した、ナノ分散PVDF/PA11ブレンドが用いられ、このナノ分散化により機械的性能が飛躍的に向上するため該ブレンドを圧延加工、特に延伸倍率4倍以上に圧延加工することが可能となり、得られたフィルムのポーリング処理により強誘電体フィルムが提供される。
本発明の強誘電体フィルムは、耐熱性、機械的特性、接着性等の性能をポリアミド11の質量組成によって自在に変化させることが可能である。
また、本発明方法によれば、500rpm以上、中でも1000rpm以上のスクリュー回転が可能な内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いて溶融混練するだけの簡便な方法で当該ブレンドフィルムを作製することができ、従来の、液体窒素温度で成分高分子を予備粉砕した後、再度ブレンドを液体窒素温度にて粉砕混合するという煩雑なプロセスを必要としない。さらに、本発明によるブレンド化手法では、相容化剤等の余分な添加物を一切加える必要がないため、連続的かつ純粋な微細構造を必要とする強誘電性材料には最適な方法を提供することができる。
サンプル量は実施例で2g〜5gとしたが、この量はスケールアップにより増大させることができ、それにより、大面積化した強誘電体フィルムを供給することが可能となる。
【発明を実施するための最良の形態】
【0015】
次に実施例により本発明を実施するための最良の形態を説明する。
なお、ブレンドフィルムにおける熱機械的特性、各成分ポリマーにおける結晶型の転移の確認、電気変位(D)−電界(E)特性(強誘電性ヒステリシス)の測定は以下の手順により実施されたものである。
【0016】
(熱機械的特性)
PVDF単体ならびにPA11単体、およびそれらのブレンド試料の熱機械的特性は、Orientec社製 Rheovibron DDV−25FP−Sを用いて測定した。動的貯蔵弾性率は周波数1Hz、昇温速度3℃/min、引っ張りモードにて−150℃から200℃の範囲で測定した。
【0017】
(結晶型の転移の確認)
既に述べたように、圧延加工によりPVDFの結晶型をα型からβ型に、PA11の結晶型をα型からγ型にそれぞれ転移させなければ強誘電性を発現させることが困難となる。PVDF/PA11ブレンドフィルムにおける圧延処理後の各成分ポリマーにおける結晶型は、フーリエ変換型赤外分光計(FT−IR)測定により観測される固有振動数により評価した。装置はBio−rad社製FTS 60A−686 型FT−IR分光計を用いた。測定は室温で行い、赤外スペクトルは分解能4cm-1で16回の積算平均化処理を行った。試料の厚さは30μm前後とした。
結晶型の転移はPVDF結晶に関しては、上記FT−IRスペクトルにおいてα型結晶に帰属される吸収波数である763cm-1とβ型結晶に帰属される吸収波数840cm-1とからβ型結晶への転移率(%)を定量的に評価した。また、PA11の結晶型に関しては同様に上記FT−IRスペクトル測定において、α型結晶に帰属される吸収波数(585cm-1と687cm-1)とγ型結晶に帰属される波数(623cm-1)との定性的比較から、その結晶転移を確認した。
【0018】
(D−E特性:強誘電性ヒステリシス)
強誘電性ヒステリシスは、ブレンド押出し物を80℃にて延伸倍率4倍以上に圧延処理後、厚さ30μm前後となったフィルム状試料にアルミ箔電極を取り付け、周波数0.1Hz、電界強度200MV/mにてポーリング処理を施した後、周波数1Hz、交流電場下(40〜300MV/m:20MV/mステップ)にてD−E特性を記録することにより得た。
D−E特性を測定するための装置構成ならびに手順は以下の通りである。ファンクションジェネレーター(NF社製NF−1910)を用いて高電圧電源(松定プレシジョン社製HEOPS−10B2)の周波数と印加電圧振幅の両方を制御し、オイルバス内にセットされた試料に交流電界を加える。試料にたまる電荷を電荷増幅器により増幅し、増幅した電荷および減衰した電圧をAD変換し、パーソナルコンピュータで記録・保存する。
【実施例1】
【0019】
原料のポリフッ化ビニリデン(PVDF)は呉羽化学工業(株)社製KF850、また、ポリアミド11(PA11)として、Atfina社製のRilsan BMN−Oを用いた。両者を真空下100℃で12時間乾燥した後、室温でPVDF95〜20質量%とPA11の5〜80質量%の割合でドライブレンドした。さらに、このドライブレンド物の2g〜5gを内部帰還型スクリュー搭載の微量型高せん断成形加工機に投入し、ギャップならびに内部帰還型スクリュー内径を、それぞれ2ミリ、2.5ミリφに設定し、200〜240℃に加熱溶融して混練(スクリュー回転数:1000〜2000rpm、混練時間:1〜4分)し、T−ダイから押出し、冷却水槽を通すことにより冷却固化したところ、表面状態の良好なブレンド押出しフィルム状物を得ることができた。このフィルム状物を80℃にて圧延ロールにより延伸倍率4倍以上に圧延加工し、周波数0.1Hz、電界強度200MV/mにて室温でポーリング処理を施して強誘電体フィルムをブレンド試料として得た。その後、所定装置を用いてD−E特性(強誘電性ヒステリシス)を測定した。
【実施例2】
【0020】
実施例1のブレンド試料、比較試料としてのPVDF単体及びPA11単体における動的貯蔵弾性率の温度依存性を図4にグラフで示す。図4からも明らかなようにPVDF単体が最も高い弾性率を有し、PA11単体が最も低い弾性率を示す。ブレンド試料は各々のブレンド組成に依存してPVDF単体とPA11単体の中間の弾性率を示す。即ち、これら動的貯蔵弾性率の温度依存性に代表されるように、ブレンド組成(質量%)により所望の熱機械的特性を選択することができる。
【実施例3】
【0021】
各種ブレンド試料や比較試料について各種データを求め、図5ないし図8に示す。
すなわち、図5に、延伸倍率を種々変えた以外は実施例1と同様にして作製された、PVDF/PA11=80/20ブレンド試料群(ブレンド試料群3a)のFT−IRスペクトルと延伸倍率(図中、aないしhはそれぞれ延伸倍率1.0、1.5、2.0、2.5、3.0、3.5、4.0及び4.5のものを示す)との関係をグラフで示す。図中、単なる矢印はPVDFのα型結晶に、またβを付記した矢印はPVDFのβ型結晶に帰属される吸収を示す。これより延伸倍率が高くなるにつれてPVDFのα型結晶に帰属される吸収ピークの強度が小さくなり、逆にβ型結晶に帰属される波数での吸収強度が大きくなることが分かる。
また、図6に、圧延温度や延伸倍率(D.R.)を種々変えた以外は実施例1と同様にして作製された、PVDF/PA11=80/20ブレンド試料群(ブレンド試料群3b)におけるα型結晶からβ型結晶への転移に及ぼす圧延温度と延伸倍率の影響の度合をグラフで示す。これより高温側130℃以上で圧延処理を行うと、延伸倍率によらずβ型結晶への転移率は極めて低くなることや、延伸倍率4倍、圧延温度80℃でのβ型結晶転移率が最大となることが分かる。
さらに、図7に、ブレンド試料におけるPVDF組成割合や延伸倍率(dr)を種々変えた以外は実施例1と同様にして作製されたブレンド試料群(ブレンド試料群3c)について、PVDF組成割合及び延伸倍率とβ型結晶への転移率との関係をグラフで示す。これより延伸倍率を4倍にすると、ブレンド組成全体にわたってβ型への転移率が100%になることが分かる。
最後に、図8は、延伸倍率(図中、延伸倍率は上から順に2.0、3.0及び4.0(倍)である)を種々変えた以外は実施例1と同様にして作製された、PVDF/PA11=80/20ブレンド試料群(ブレンド試料群3d)におけるPA11α型結晶のγ型結晶への転移を示すFT−IRスペクトルである。これよりPVDFと同様に延伸倍率が高くなるとPA11のα型結晶に帰属されるピークは減少し、γ型結晶に帰属されるピークが現れることが分かる。
【実施例4】
【0022】
実施例1において作製したPVDF/PA11=90/10ブレンド試料AとPVDF単体フィルム試料Bの同一電界強度下(E=200MV/m)での強誘電性ヒステリシス曲線を図9に比較して示す。これより明らかなように、ブレンド試料Aの方がより高い残留分極(75mC/m2)を有するヒステリシスとなり、PVDF単体フィルム試料Bよりもわずかに優れていることが分かる。この結果は、もともと低い残留分極(50mC/m2)しか示さないPA11をブレンドしたにもかかわらず、本発明によるブレンド化により、その強誘電性が低下することなく、PVDF単体と同等もしくは優れた性能となっていることを示している。さらに、この残留分極値は粉末粉砕ブレンド法によるScheinbeim等の作製した当該ブレンド試料における値(57mC/m2)よりはるかに優れた値である。また、図10においては、実施例1において作製したPVDF/PA11=80/20ブレンド試料Xと通常の成形加工機(低せん断成形加工機)で上記組成のブレンドを作製し、その後の処理は同様にした試料Y(低せん断成形ブレンド試料Y)の同一電界強度下(E=180MV/m)でのヒステリシス曲線を比較して示す。この図から、明らかに本発明の試料の方が優れた強誘電性ヒステリシスを示すことが分かる。
【図面の簡単な説明】
【0023】
【図1】内部帰還型スクリュー搭載の微量型高せん断成形加工機の一例の説明図。
【図2】図1の要部の詳細図。
【図3】ギヤップの調整図。
【図4】実施例1のブレンド試料、比較試料における動的貯蔵弾性率の温度依存性を示すグラフ。
【図5】ブレンド試料群3aのFT−IRスペクトルと延伸倍率との関係を示すグラフ。
【図6】ブレンド試料群3bにおけるα型結晶からβ型結晶への転移に及ぼす圧延温度と延伸倍率の影響の度合を示すグラフ。
【図7】ブレンド試料群3cについてのPVDF組成割合及び延伸倍率とβ型結晶への転移率との関係を示すグラフ。
【図8】ブレンド試料群3dにおけるPA11α型結晶のγ型結晶への転移を示すFT−IRスペクトル図。
【図9】実施例1のPVDF/PA11=90/10ブレンド試料AとPVDF単体フィルム試料Bの強誘電性ヒステリシス曲線。
【図10】実施例1のPVDF/PA11=80/20ブレンド試料Xと低せん断成形ブレンド試料Yの強誘電性ヒステリシス曲線。
【符号の説明】
【0024】
1 スクリュー
2 シリンダー
3 このシリンダーを動かすことによりギャップの調整が設定できるギャップ調整シリンダー
4 漏れ防止用シール
5 主に混練部よりTダイへ流し込むための押出し先端部
6 混練時、混練部より流れるのを防ぐとともに混練された原料をTダイに流し込む際に開くための開閉バルブ
7 混練部の温度を測るための熱電対
8 混練部
9 Tダイ
10 フィルム排出口
11 Tダイ部の温度を測るための熱電対
12 試料投入部
13 混練部ヒーター
14 押出し先端部ヒーター
15 試料投入部ヒーター
16 Tダイ前部ヒーター
17 Tダイ後部ヒーター
18 回転時スクリューを安定させるためのベアリング
19 モーターよりスクリューに伝動させるためのシャフト
20 最先端部
21 スクリュー前段
22 ギャップ
23 スクリュー内径
【特許請求の範囲】
【請求項1】
ポリフッ化ビニリデン(PVDF)95〜20質量%とポリアミド11(PA11)5〜80質量%とのポリマーブレンドの押出成形フィルム状物であって、十ナノメーターオーダーのサイズのポリアミド11分散相がポリフッ化ビニリデンマトリクス相に均一に分散されたナノ分散ポリマーブレンド押出成形フィルム状物の圧延加工フィルムの交流電場印加処理物からなる強誘電体フィルム。
【請求項2】
圧延加工フィルムが延伸倍率4倍以上に圧延加工されたものである請求項1記載の強誘電体フィルム。
【請求項3】
透明で、厚さ10〜100μである請求項1又は2記載の強誘電体フィルム。
【請求項4】
圧延加工でPVDFの結晶型がα型からβ型に、PA11の結晶型がα型からγ型にそれぞれ転移されてなる請求項1ないし3のいずれかに記載の強誘電体フィルム。
【請求項5】
交流電場印加処理物が低周波交流電場下でのポーリング処理物であり、交流電場下での電気変位(D)−電界(E)特性(強誘電性ヒステリシス)に優れる請求項1ないし4のいずれかに記載の強誘電体フィルム。
【請求項6】
PVDF90〜80質量%とPA11の10〜20質量%とのポリマーブレンド組成近辺のものであって、強誘電性ヒステリシスにおける残留分極がブレンド成分であるPA11単体フィルムのそれよりも大きく、PVDF単体フィルムとほぼ同等となる請求項1ないし5のいずれかに記載の強誘電体フィルム。
【請求項7】
請求項1ないし6のいずれかに記載の強誘電体フィルムを製造する方法において、ポリフッ化ビニリデン(PVDF)95〜20質量%とポリアミド11(PA11)5〜80質量%とのポリマーブレンドを500rpm以上の高速回転速度で溶融混練押出成形してフィルム状物とし、これを圧延加工してフィルムにし、さらに該フィルムに交流電場を印加してポーリング処理することを特徴とする強誘電体フィルムの製造方法。
【請求項8】
高速回転速度が1000〜3000rpmである請求項7記載の強誘電体フィルムの製造方法。
【請求項9】
溶融混練押出成形するのを、内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いて行う請求項7又は8記載の強誘電体フィルムの製造方法。
【請求項10】
圧延加工を延伸倍率4倍以上で行う請求項7ないし9のいずれかに記載の強誘電体フィルムの製造方法。
【請求項11】
ポーリング処理を低周波交流電場下で行う請求項7ないし10のいずれかに記載の強誘電体フィルムの製造方法。
【請求項1】
ポリフッ化ビニリデン(PVDF)95〜20質量%とポリアミド11(PA11)5〜80質量%とのポリマーブレンドの押出成形フィルム状物であって、十ナノメーターオーダーのサイズのポリアミド11分散相がポリフッ化ビニリデンマトリクス相に均一に分散されたナノ分散ポリマーブレンド押出成形フィルム状物の圧延加工フィルムの交流電場印加処理物からなる強誘電体フィルム。
【請求項2】
圧延加工フィルムが延伸倍率4倍以上に圧延加工されたものである請求項1記載の強誘電体フィルム。
【請求項3】
透明で、厚さ10〜100μである請求項1又は2記載の強誘電体フィルム。
【請求項4】
圧延加工でPVDFの結晶型がα型からβ型に、PA11の結晶型がα型からγ型にそれぞれ転移されてなる請求項1ないし3のいずれかに記載の強誘電体フィルム。
【請求項5】
交流電場印加処理物が低周波交流電場下でのポーリング処理物であり、交流電場下での電気変位(D)−電界(E)特性(強誘電性ヒステリシス)に優れる請求項1ないし4のいずれかに記載の強誘電体フィルム。
【請求項6】
PVDF90〜80質量%とPA11の10〜20質量%とのポリマーブレンド組成近辺のものであって、強誘電性ヒステリシスにおける残留分極がブレンド成分であるPA11単体フィルムのそれよりも大きく、PVDF単体フィルムとほぼ同等となる請求項1ないし5のいずれかに記載の強誘電体フィルム。
【請求項7】
請求項1ないし6のいずれかに記載の強誘電体フィルムを製造する方法において、ポリフッ化ビニリデン(PVDF)95〜20質量%とポリアミド11(PA11)5〜80質量%とのポリマーブレンドを500rpm以上の高速回転速度で溶融混練押出成形してフィルム状物とし、これを圧延加工してフィルムにし、さらに該フィルムに交流電場を印加してポーリング処理することを特徴とする強誘電体フィルムの製造方法。
【請求項8】
高速回転速度が1000〜3000rpmである請求項7記載の強誘電体フィルムの製造方法。
【請求項9】
溶融混練押出成形するのを、内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いて行う請求項7又は8記載の強誘電体フィルムの製造方法。
【請求項10】
圧延加工を延伸倍率4倍以上で行う請求項7ないし9のいずれかに記載の強誘電体フィルムの製造方法。
【請求項11】
ポーリング処理を低周波交流電場下で行う請求項7ないし10のいずれかに記載の強誘電体フィルムの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2006−241195(P2006−241195A)
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願番号】特願2005−55095(P2005−55095)
【出願日】平成17年2月28日(2005.2.28)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 平成16年9月1日 社団法人高分子学会発行の「高分子学会予稿集 53巻2号」に発表
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成16年度、新エネルギー・産業技術総合開発機構 委託研究「精密高分子技術プロジェクト」産業活力特別措置法第30条の適用を受ける特許出願
【出願人】(301021533)独立行政法人産業技術総合研究所 (6,529)
【Fターム(参考)】
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願日】平成17年2月28日(2005.2.28)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 平成16年9月1日 社団法人高分子学会発行の「高分子学会予稿集 53巻2号」に発表
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成16年度、新エネルギー・産業技術総合開発機構 委託研究「精密高分子技術プロジェクト」産業活力特別措置法第30条の適用を受ける特許出願
【出願人】(301021533)独立行政法人産業技術総合研究所 (6,529)
【Fターム(参考)】
[ Back to top ]