
形状矯正方法及び現像ロールの製造方法

【課題】 例えば真円度や表面性(表面粗さ)を損なうことなく、確実に振れを解消することが可能な形状矯正方法を提供する。
【解決手段】 振れを有する矯正対象物1に対して、当該矯正対象物1の最大振れ量位置の対極側となる凹んでいる側からブラスト処理を行い、振れを矯正する。例えば、現像ロールを製造する場合には、現像ロール2を回転しながらスリーブ3表面に対してブラスト処理を行って周面を粗面化した後、スリーブ3の回転を停止した状態で最大振れ量位置の対極側となる凹んでいる側から矯正のためのブラスト処理を行う。このとき、矯正のためのブラスト処理における粒子の噴射圧力は、粗面化のためのブラスト処理の際の粒子の噴射圧力以下とする。
【解決手段】 振れを有する矯正対象物1に対して、当該矯正対象物1の最大振れ量位置の対極側となる凹んでいる側からブラスト処理を行い、振れを矯正する。例えば、現像ロールを製造する場合には、現像ロール2を回転しながらスリーブ3表面に対してブラスト処理を行って周面を粗面化した後、スリーブ3の回転を停止した状態で最大振れ量位置の対極側となる凹んでいる側から矯正のためのブラスト処理を行う。このとき、矯正のためのブラスト処理における粒子の噴射圧力は、粗面化のためのブラスト処理の際の粒子の噴射圧力以下とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複写機やレーザプリンタ等に装着される現像ロールのスリーブ等において、振れを修正するための形状矯正方法に関するものであり、特に、ブラストを利用した新規な形状矯正方法に関する。さらには、前記形状矯正方法を適用した現像ロールの製造方法に関する。
【背景技術】
【0002】
複写機やプリンタ等の感光ドラムに形成された静電潜像を可視化する現像ロールは、例えばシャフトの周面にマグネットピースを貼り合わせ、その外側にアルミニウムやステンレス等からなる円筒状のスリーブを装着することにより構成されている。そして、現像に際しては、前記スリーブにより現像剤(トナー)を感光ドラム表面に搬送し、これを紙等に定着することで、静電潜像に応じた文字や画像等を可視化(印刷)する。
【0003】
ところで、前記のように現像剤担持体として使用される金属製のスリーブは、現像剤を効率的に搬送し得るように、その表面が粗面化されている。この場合、スリーブ表面を粗面化する方法としては、ブラスト工法を用いるのが一般的である(例えば、特許文献1等を参照)。前記特許文献1記載の発明では、現像剤担持体であるスリーブ表面に不定形粒子によるサンドブラスト処理後、さらに球形大粒子によるサンドブラスト処理を付与する凹凸形成処理を施すことが開示されており、これによりスリーブ表面の鋭利な突起がつぶれ、常に安定した現像剤規制が達成される。また、サンドブラスト処理の条件(粒子を変更)することによって表面性(表面粗さ)に起因する振れを改善している。
【0004】
しかしながら、スリーブは大きな衝撃力を受けると変形することが多く、前記サンドブラスト処理を行った場合、所望の表面性(表面粗さ)を得ることができても、前記変形(いわゆる振れ)としてスリーブの曲がりが残存したり、同軸度や真円度のズレが発生することがある。これはスリーブの振れ精度を悪化させることとなり、現像ロールの製造工程において、製造歩留まりを大きく損なう要因となっている。近年、現像ロールの高寿命化のため、スリーブ表面のブラスト粗さが増してきており、ブラスト条件の高圧化やメディアの粒度粗さが前記振れ精度の悪化を引き起こし、前記の問題が顕著になっている。
【0005】
現像ロールにおいて、スリーブやフランジの部品精度の向上や圧入組み立て機の精度の向上を行い、現像ロール自体の振れ精度を極力小さくするように改善が進められる中、前記スリーブの振れは、製品品質を損なう原因となるばかりか、製造歩留まりの低下にも繋がり、その改善が望まれる。このような状況から、ブラスト処理後のスリーブの振れを矯正する技術が検討されている(例えば、特許文献2等を参照)。
【0006】
特許文献2記載の発明では、スリーブの周面に粗面化(ブラスト)処理後にスリーブの振れの矯正を行う矯正工程を備えたローラ部材の製造方法が開示されている。具体的には、特許文献2記載の発明では、パッドを用いて機械的に押圧し、振れ量が現像ローラと像担持体との現像ギャップに対して1/4以下となるように矯正している。
【特許文献1】特開平6−19322号公報
【特許文献2】特開2004−226724号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、例えば前記特許文献2に記載されるような機械的な押圧では、スリーブの曲がりに伴う振れ自体は解消可能ではあるものの、スリーブ自体が押圧力により局所的に変形するおそれがあり、例えば真円度あるいは表面性(表面粗さ)を維持することができないという問題が生ずる。前記スリーブの真円度からの狂いは、前記曲がりに伴う振れと同様、例えば現像ロールと感光ドラムとの間における現像ギャップの精度(振れ精度)の低下に繋がり、現像ギャップをスリーブの周方向において一定に維持することができないため、濃度ムラ等の画像品質を損なう要因となる。また、表面性(表面粗さ)の狂いは、例えば現像剤の汲み上げ量のバラツキに繋がり、スリーブの周方向において現像剤を充分量搬送することができない場合、やはり濃度ムラ等の画像品質を損なう要因となる。
【0008】
本発明は、このような従来の実情に鑑みて提案されたものであり、例えば真円度を損なう等、新たな変形を引き起こすことがなく、しかも確実に振れを解消することが可能な全く新たな形状矯正方法を提供することを目的とする。また、本発明は、スリーブに対する粗面化(ブラスト)処理工程を終了した後に、振れを低減するとともに、真円度も高精度に維持することが可能で、画像品質を損なうことのない現像ロールを歩留まり良く製造し得る製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
前述の目的を達成するために、本発明の形状矯正方法は、矯正対象物に対して、当該矯正対象物の最大振れ量位置の対極側からブラスト処理を行い、前記形状を矯正することを特徴とする。
【0010】
ブラスト処理は、噴射される粒子あるいは粉体に対象物を曝すことにより、その表面を粗面化するというものであり、これまではスリーブ全体に均等に行なわず、局所的にブラスト処理を行なうと、前記粒子や粉体が当たった部分は、前記粒子や粉体の衝突時に加わる力によって変形し、歪む(凹む)ものと考えられてきた。しかしながら、本発明者らが詳細に検討したところ、前記ブラスト処理は、前記歪み(凹み)を解消するように働き、粒子や粉体を当てた部分は、逆に突出するように形状を変形させ前記凹みが元に戻ることがわかった。このような現象は、これまでの常識を覆すものであり、本発明者らによって新たに見出されたものである。
【0011】
本発明は、前記の現象を利用して矯正対象物の変形を解消するものであり、前記のように矯正対象物の最大振れ量位置の対極側、すなわちスリーブ円筒の径方向において振れ側とは180°反対側(すなわち対極側)からブラスト処理を行うことで、凹み等の変形が解消され、形状が矯正される。このとき、機械的な加圧と異なり、矯正対象物に過度の力が加わることがないので局所的に変形することもなく、例えば円筒形状の矯正対象物において、真円度あるいは局所的に表面性(所望の表面粗さ)を損なうことがない。
【0012】
前記の形状矯正方法は、高い振れ精度や真円度が要求される現像ロールの製造に応用することができる。すなわち、本発明の現像ロールの製造方法は、スリーブを回転しながらスリーブ表面に対してブラスト処理を行って周面を粗面化した後、スリーブの回転を停止した状態で最大振れ量位置の対極側から矯正のためのブラスト処理を行うことを特徴とする。これにより真円度あるいは表面性(所望の表面粗さ)を損なうことがなく、現像ロールの歩留まり良い製造が実現される。
【発明の効果】
【0013】
本発明によれば、所定の方向からブラスト処理するだけで簡単に形状を矯正することができ、機械的な押圧による矯正と異なり、無用な変形を引き起こすことなく矯正対象物の振れを解消することができる。また、本発明によれば、現像ロールのスリーブにおいて、高い振れ精度を実現するとともに、表面性への影響を最小限に留め、また、真円度も高精度に維持することが可能であるので、現像ロールを歩留まり良く製造することが可能である。
【発明を実施するための最良の形態】
【0014】
以下、本発明を適用した形状矯正方法及び現像ロールの製造方法の実施形態について、図面を参照して詳細に説明する。
【0015】
本発明の形状矯正方法において、矯正対象となる変形は、曲がり(反り)や凹み、偏心(同軸度の低下)、偏平(真円度の低下)等、基準となる直線からのずれ(いわゆる振れ)である。表面性(所望の表面粗さ)を損なうことがなく、主に曲がり(反り)に起因する振れを矯正するものであり、特に金属製の矯正対象物において前記振れを簡単に矯正することが可能である。
【0016】
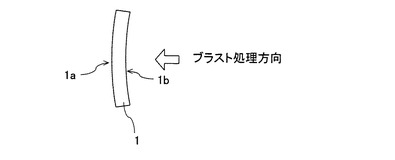
本発明の形状矯正方法は、極めて簡単であり、図1に模式的に示すように、振れを有する矯正対象物1に対してブラスト処理を施すだけでよい。ブラスト処理は、メディアと称される粒子、あるいは粉体を処理対象物(スリーブ)に対して噴射する処理方法であり、通常は処理対象物(スリーブ)の表面を粗面化するために用いられるが、本発明では、これを前記振れの矯正に用いる。
【0017】
ただし、通常のブラスト処理では、処理対象物(スリーブ)を回転させながら前記粒子(粉体)の噴射を行い、処理対象物(スリーブ)の全面に均一に粒子や粉体を当てることで均等に粗面化するが、前記振れの矯正においては、矯正対象物は回転させずに所定の方向、すなわち前記振れ(曲がり)における最大振れ量位置の対極側から粒子や粉体を当て、前記ブラスト処理を行う。図1に誇張して示すように、矯正対象物1に振れが生じている場合、基準となる直線から一方が最大振れ量を示す外側に曲がった突出部1aとなり、これとは反対側(対極側)が内側に曲がった凹部1bとなる。本発明では、前記凹部1b側からブラスト処理を行い前記振れを解消する。前記凹部1b側からブラスト処理を行うというのは、常識的に考えれば処理方向が逆(矯正対象物に対して粒子や粉体を当てた側、すなわち応力を加えた側が凹むと考えるのが通常である。)であるが、実際には前記凹部1b側からブラスト処理を行うことで前記振れが効果的に解消される。したがって、本発明の形状矯正方法は、粗面化のためのブラスト処理によって振れが発生した場合における形状の矯正に用いて好適である。
【0018】
現像ロールを例にすれば、矯正対象となる矯正対象物1の形状は、中空状(例えば円筒状)ということになるが、これに限らず、板状、中実状(例えば円柱状、角柱状)等、任意である。また、矯正対象物1の材質も任意であるが、アルミニウムやステンレス等、金属である場合に矯正効果が得られ易い。
【0019】
前記ブラスト処理に際しては、メディアとしては任意の粒子や粉体を使用することができ、通常は、表面を粗面化するためのブラスト処理に用いられるメディアと同じメディアが用いられる。ブラスト処理の条件、例えば粒子や粉体の噴射圧力は、矯正対象の材質や振れの程度、ブラストノズルから矯正対象までの噴射距離、メディアの材質や形状等により適宜設定すればよく、噴射時間も同様に適宜設定すればよい。ただし、前記噴射時間は2秒〜10秒程度の短時間とするのが好ましい。あまり長時間のブラスト処理を行うと、当該ブラスト処理を行った部分の表面性や真円度に影響を及ぼす可能性がある。あるいは、新たな振れの発生原因になる可能性もある。前記のブラスト処理の条件であれば、矯正対象物の表面性や真円度に影響を及ぼすことはない。
【0020】
前記ブラスト処理は、先にも述べたように、通常は処理対象物(スリーブ)表面の粗面化に用いられる。この場合には、前記処理対象物(スリーブ)を回転しながら粗面化のためのブラスト処理を行う。ここで処理対象物(スリーブ)を回転させるのは、その周面全体に均一にブラスト処理を施すためである。前記粗面化のためのブラスト処理の後、処理対象物(スリーブ)の振れを測定し、形状矯正が必要と判断された処理対象物(スリーブ)を矯正対象物とし、矯正対象物の回転を停止した状態で図1に示すように最大振れ量位置の対極側から形状矯正のためのブラスト処理を行う。
【0021】
前記のように、粗面化のためのブラスト処理の後、形状矯正のためのブラスト処理を行う場合、これらブラスト処理に用いるメディアは、同一とすることが好ましい。一般的にブラスト装置においてはメディアを噴射後回収し、循環させて利用している。同一装置で、粗面化のためのブラスト処理と形状矯正のためのブラスト処理のためのメディアを異ならせると、装置内のメディアを全量交換(いわゆる段取り換え)が必要である。回収されたメディアには別のメディアが混入する可能性もあり、メディアの分類(篩い分け)を行なう必要がある。あるいは、それぞれのブラスト処理のメディアに合わせて別々のブラスト装置を用意する必要がある。このようなことからメディアを同一とすることにより、ブラスト装置の交換、メディアの交換等(いわゆる段取り換え)を行なう必要が無くなる。これにより、生産性もしくは作業効率を向上させることができる。また、同一のメディアを使用することから、矯正対象物の表面性や真円度への影響も小さい。また、粗面化のためのブラスト処理と形状矯正のためのブラスト処理では、メディアの選定や噴射距離等の条件を同一としたときには、前記矯正のためのブラスト処理における粒子の噴射圧力を前記粗面化のためのブラスト処理の際の粒子の噴射圧力以下とすることが好ましい。さらに噴射時間も短時間(2秒〜10秒程度)に設定することのが好ましい。これも新たな振れの発生や表面性や真円度への影響を考えてのことであり、したがってこれら事項を勘案すると、前記粗面化のためのブラスト処理と形状矯正のためのブラスト処理は、様々な設定パラメータがあるものの、噴射圧力及び噴射時間とスリーブ回転の有無以外は同一の条件で行うことが好ましい。
【0022】
前述の形状矯正方法は、例えば現像ロールの製造に適用することができる。現像ロールの製造においては、組み込まれるスリーブの表面をブラスト処理により粗面化するが、この粗面化後のスリーブの振れの矯正に前記形状矯正方法を適用することで、歩留まり良く現像ロールを製造することが可能になる。以下、本発明を適用した現像ロールの製造方法について説明する。
【0023】
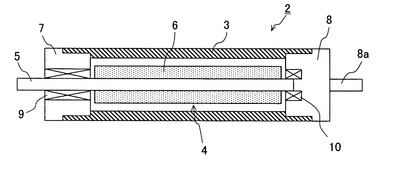
先ず、現像ロールの構造について説明すると、図2に示すように、現像ロール2は、円筒形状のスリーブ3の中にマグネットロール4を組み込むことにより構成されている。スリーブ3は、非磁性材料により形成されており、例えばアルミニウムやステンレス等の金属材料により形成されている。また、前記マグネットロール4を収容するに足る長さの筒状体として形成されている。さらに、スリーブ3と内周面と、この中に収容されるマグネットロール4の外周面の間には、所定間隔の空隙が形成されている。
【0024】
マグネットロール4は、例えば金属製のシャフト5の周囲に複数のマグネットロール用磁石6を配列し、接着固定することにより構成されている。各マグネットロール用磁石6は、いずれも断面形状が扇形であり、これらをシャフト5の周囲に貼り合わせることで、全体形状が円筒形の磁石体が構成されることになる。
【0025】
各マグネットロール用磁石6は、バインダー(熱可塑性樹脂)と磁石粉末を含む混合物を押し出し成形、あるいは射出成形することにより形成されるものが多い。ここで、前記バインダーの種類は、特に限定されないが、具体的には、ポリアミド樹脂(ナイロン6、ナイロン12等)や、ポリプロピレン、ポリエチレン等のポリオレフィン樹脂、ポリカーボネート樹脂等を用いることができる。磁石粉末としては、フェライト磁石粉末(例えば、Sr系フェライト粉末やBa系フェライト粉末等)や、希土類金属磁石粉末(例えば、SmCo系、NdFeB系、SmFeN系等)等を挙げることができる。これらの中から要求される特性に応じて選定すればよい。
【0026】
マグネットロール用磁石6は、それぞれ径方向に磁化されており、外周面側がN極、あるいはS極とされ、マグネットロール3の外周面において、N極とS極が交互に配列されように貼り合わされている。これらマグネットロール用磁石6は、それぞれ汲み上げ極、層規制極、搬送極、現像極、剥離極として機能し、スリーブ3の回転方向に所定の配列で取り付けられている。
【0027】
シャフト5は、金属等の高強度材料により形成されており、周面に貼り付けられるマグネットロール用磁石6の長さよりも長く、したがって、周面に前記マグネットロール用磁石6を貼り付けた際に、その両端が露呈する形になっている。露呈したシャフト5の両端部は、前記スリーブ3の両端に設けられたフランジ7,8に対し、軸受け9,10を介して回転可能に挿入されている。なお、シャフト5の一端側はフランジ7を挿通し外方まで延在されているが、他端側はフランジ8に突き当てられ、このフランジ8にシャフト5を延長する如くシャフト部8aが設けられている。
【0028】
ここで、図2における右側のフランジ8の側からシャフト部8aを回転駆動すると、フランジ8を介して回転がスリーブ3に伝達される。したがって、この右側のフランジ8は、駆動側フランジと称され、耐摩耗性に優れた非磁性材料(例えば、アルミニウム)によって形成される。これに対して、図2における左側のフランジ7は、マグネットロール4をスリーブ3内に保持する機能を有するのみであり、従動側フランジと称され、軽量で低コストな樹脂材料等によって形成される。
【0029】
前述の構成の現像ロールを組み立てる場合、マグネットロール4のシャフト5にフランジ7,8を取り付け、これらフランジ7,8にスリーブ3を圧入した後、スリーブ3の表面に対して粗面化のためのブラスト処理を施す。もちろんスリーブ3単体で粗面化のためのブラスト処理を施してもよい。
【0030】
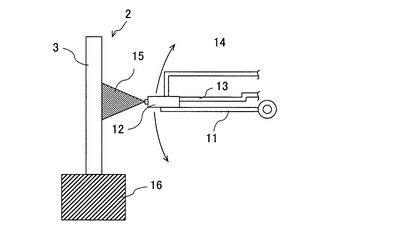
図3は、前記ブラスト処理を行うためのブラスト処理装置の一例を示すものである。本例のブラスト処理装置は、いわゆる揺動アーム型のブラスト処理装置であり、揺動アーム11にブラストノズル12が取り付けられている。また、ブラストノズル12には、圧縮空気を供給するブラストエア供給管13、及び砥粒等のメディアを供給する砥粒供給管14が接続されており、供給されるメディアを圧縮空気で噴射する。
【0031】
このブラスト処理装置では、前記揺動アーム11を図中矢印で示すように円弧状に揺動させながらブラストノズル12からメディア(粒子または粉体)15を噴射し、これを回転式置き台16に設置された円筒状の対象物(前記現像ロール2のスリーブ3)に当てることで表面の粗面化を行う。粗面化のためのブラスト処理は、前記回転式置き台16を回転させながら、すなわち前記スリーブ3を回転させながら行い、スリーブ3の全周が均等に粗面化されるようにする。
【0032】
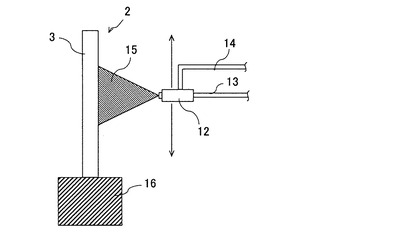
ブラスト処理装置としては、前記揺動アーム型のブラスト処理装置に限らず、例えば図4に示すような平行移動型のブラスト処理装置を使用することもできる。この平行移動型のブラスト処理装置は、前記揺動アームを備えておらず、前記ブラストノズル12が上下方向(図中、矢印方向)にスリーブ3の回転軸と平行となるように移動する。その他の構成は、先の揺動アーム型のブラスト処理装置と同じであり、同一の構成部材には同一の符号を付し、ここではその説明は省略する。
【0033】
前述の粗面化のためのブラスト処理を行った後、スリーブ3の振れを計測し、規格から外れている場合には、振れを矯正するためのブラスト処理を行う。ここで前記振れの計測は、例えばレーザ変位計等を用いて簡単に行うことができる。
【0034】
前記振れを矯正する場合には、前記の計測結果に基づいてスリーブ3の最大振れ量位置の対極側部分(凹部)が判別できるように、例えばスリーブ3の長さ方向端部にマーキングを施し、このマーキングした部分を目印として長さ方向に沿って形状矯正のためのブラスト処理を行う。形状矯正のためのブラスト処理は、前記スリーブ3を回転することなく行い、したがって前記マーキングした側にのみメディアを噴射する。
【0035】
このときのブラスト条件としては、前記の通りであり、例えばメディアは粗面化のためのブラスト処理において用いたものと同様のものを用いればよい。また、前記矯正のためのブラスト処理におけるメディアの噴射圧力は、粗面化のためのブラスト処理の際の噴射圧力以下とすることが好ましい。したがって、前記粗面化のためのブラスト処理と形状矯正のためのブラスト処理は、様々な設定パラメータがあるものの、同一の装置を用いて行なう場合には噴射圧力及び噴射時間とスリーブ回転の有無以外は同一の条件で行うのが最も効率的である。なお、表面性を悪化させることのない範囲であれば、数回に分けて形状矯正のためのブラスト処理を行ってもよい。このとき、様々な設定パラメータは同一でも良いし組み合わせ方を変更しても良い。
【0036】
以上のように粗面化のためのブラスト処理の後、形状矯正のためのブラスト処理を行うことにより、現像ロールのスリーブにおいて、高い振れ精度を実現することが可能である。また、前記形状矯正において、機械的な加圧のように局部的に過度の力が加わることがないので、表面性を悪化させることもなく、真円度も高精度に維持することが可能である。したがって、精度の高い現像ロールを歩留まり良く製造することが可能である。
【実施例】
【0037】
次に、本発明の具体的な実施例について、実験結果を基に説明する。
【0038】
実施例1
本実施例では、外径18mmφ、内径17mmφ、長さ315mmのアルミニウム合金製のスリーブに対して粗面化のためのブラスト処理を施し、その後、噴射圧力及び噴射時間とスリーブ回転の有無以外は同一条件でのブラスト処理により形状の矯正を試みた。
【0039】
ブラスト処理の際のメディアとしては、ホワイトアランダム(溶融アルミナ)#60(JIS R6001)を用い、表面粗さRz=20±3μm、振れ40μm以下(支持間距離350mm)となるようにブラスト条件を設定し、前記スリーブの表面の粗面化を行った。粗面化のためのブラスト処理は、先の図3に示す揺動アーム型のブラスト処理装置を用い、円筒状のスリーブを中心軸を回転軸として8回転/分の回転速度で回転しながら、ブラストノズルから前記メディアを噴射した。このとき、ブラストノズルの揺動回数は80回/分とした。また、スリーブとブラストノズルの距離は210mmとし、噴射圧(エア圧)は0.23MPaとした。噴射時間は40秒間とした。
【0040】
前記粗面化のためのブラスト処理の後、各スリーブの表面粗さRz(表面性)、及び振れを測定したところ、前記振れについては平均値が54μm、最大値が81μmと規格を外れるものが存在した。そこで、表面粗さRzが規格値に入っていても振れが規格値を外れるもの(振れが40μmを越えるもの)を30本抽出した。
【0041】
形状矯正のブラスト処理は、前記粗面化のためのブラスト処理と同じ装置を用いて行い、最大振れ量位置の対極側にブラストノズルを揺動させ(下端側から上端側へ揺動開始)、前記と同様のメディア(ホワイトアランダム#60)を噴射した。このとき、スリーブとブラストノズルの距離は210mmとし、噴射圧(エア圧)は0.2MPaとした。噴射時間は2秒間とした。このときブラストノズルを揺動させずに固定してしまうとメディアが一箇所に集中してしまい、逆に歪を大きくしてしまう可能性がある。この実施例では、ブラストノズルを揺動させることで最大振れ量位置の対極側(凹み側)の長さ方向にほぼ均等にメディアを噴射させることとした。こうすることで、形状矯正効果を奏することができたと考えられる。
【0042】
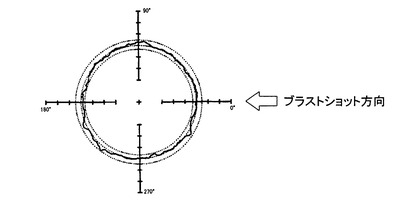
これにより、振れの平均値を20μm、最大値を35μmとすることができ、全数において振れを規格値内に入れることができた。また、表面粗さRz(表面性)に変化も見られず、全品良品として使用することが可能であった。図5は、前記形状矯正のためのブラスト処理後におけるスリーブの真円度の状態を示すものである。形状矯正のためのブラスト処理では、一方向からメディアを当てているが、真円度には全く影響しておらず、真円度が高精度に維持されていることがわかる。
【0043】
実施例2
本実施例では、外径14mmφ、内径13mmφ、長さ232mmのステンレス製のスリーブに対して粗面化のためのブラスト処理を施し、その後、噴射圧力及び噴射時間とスリーブ回転の有無以外は同一条件でのブラスト処理により形状の矯正を試みた。ブラスト処理の際のメディアとしては、ホワイトアランダム(溶融アルミナ)#80(JIS R6001)を用い、前記スリーブの表面の粗面化を行った。粗面化のためのブラスト処理は、先の図3に示す揺動アーム型のブラスト処理装置を用い、円筒状のスリーブを中心軸を回転軸として約4回転/分の回転速度で回転しながら、ブラストノズルから前記メディアを噴射した。このとき、ブラストノズルの揺動回数は80回/分とした。また、スリーブとブラストノズルの距離は115mmとし、噴射圧(エア圧)は0.33MPaとした。噴射時間は30秒間とした。
【0044】
前記粗面化のためのブラスト処理の後、各スリーブの表面粗さRz(表面性)及び振れを測定したところ、前記振れについては規格を外れるものが存在した。そこで、表面粗さRzが規格値に入っていても振れが規格値を外れるものを30本抽出した。形状矯正のブラスト処理は、前記粗面化のためのブラスト処理と同じ装置を用いて行い、最大振れ量位置の対極側にブラストノズルを揺動させ(下端側から上端側へ揺動開始)、前記と同様のメディア(ホワイトアランダム#80)を噴射した。このとき、スリーブとブラストノズルの距離は115mmとし、噴射圧(エア圧)は0.30MPaとした。噴射時間は約2秒間とした。これにより、全数において振れを規格値内に入れることができた。また、表面粗さRz(表面性)も変化も見られず、全品良品として使用することが可能であった。
【0045】
実施例3
ステンレス製のスリーブを用い、またブラスト処理の際のメディアとして球形酸化ジルコン(ZrO、SiO2)ビーズを用い、他は実施例1と同様に粗面化のためのブラスト処理を行った。次いで、前記粗面化のためのブラスト処理により振れ量が規格から外れたスリーブを抽出し、形状矯正のためのブラスト処理を行った。その結果、全てのスリーブにおいて、振れを規格値内に収めることができた。また、真円度も高精度に維持された。
【0046】
比較例
実施例1と同様のスリーブ単体に対して、実施例1と同様のブラスト処理により粗面化を行った。そして、振れが規格値を外れるもの(振れが40μmを越えるもの)を抽出し、最大振れ量の位置(突出側)から押さえ治具にて押し込み、振れを矯正した。このとき、押さえ治具は、0.2kNで1.3mm程度押し込んだ。これ以下の押し込み量では、振れを十分に矯正することができなかった。
【0047】
前記矯正により振れ量は規格値内に収めることができたが、押さえ治具により押し込んだ部分に凹みが形成され、真円度が悪化した。図6は、押さえ治具により加圧した場合のスリーブの真円度を示すものである。押さえ治具により加圧した部分が凹んでいることがわかる。
【図面の簡単な説明】
【0048】
【図1】形状矯正のためのブラスト処理を説明する模式図である。
【図2】現像ロールの概略断面図である。
【図3】揺動アーム型のブラスト装置の一例を模式的に示す図である。
【図4】平行移動型のブラスト装置の一例を模式的に示す図である。
【図5】ブラスト処理により振れを矯正したスリーブの真円度を示す図である。
【図6】押し込み治具により振れを矯正したスリーブの真円度を示す図である。
【符号の説明】
【0049】
1 矯正対象物、2 現像ロール、3 スリーブ、4 マグネットロール、5 シャフト、6 マグネットロール用磁石、7,8 フランジ、11 揺動アーム、12 ブラストノズル、15 メディア
【技術分野】
【0001】
本発明は、複写機やレーザプリンタ等に装着される現像ロールのスリーブ等において、振れを修正するための形状矯正方法に関するものであり、特に、ブラストを利用した新規な形状矯正方法に関する。さらには、前記形状矯正方法を適用した現像ロールの製造方法に関する。
【背景技術】
【0002】
複写機やプリンタ等の感光ドラムに形成された静電潜像を可視化する現像ロールは、例えばシャフトの周面にマグネットピースを貼り合わせ、その外側にアルミニウムやステンレス等からなる円筒状のスリーブを装着することにより構成されている。そして、現像に際しては、前記スリーブにより現像剤(トナー)を感光ドラム表面に搬送し、これを紙等に定着することで、静電潜像に応じた文字や画像等を可視化(印刷)する。
【0003】
ところで、前記のように現像剤担持体として使用される金属製のスリーブは、現像剤を効率的に搬送し得るように、その表面が粗面化されている。この場合、スリーブ表面を粗面化する方法としては、ブラスト工法を用いるのが一般的である(例えば、特許文献1等を参照)。前記特許文献1記載の発明では、現像剤担持体であるスリーブ表面に不定形粒子によるサンドブラスト処理後、さらに球形大粒子によるサンドブラスト処理を付与する凹凸形成処理を施すことが開示されており、これによりスリーブ表面の鋭利な突起がつぶれ、常に安定した現像剤規制が達成される。また、サンドブラスト処理の条件(粒子を変更)することによって表面性(表面粗さ)に起因する振れを改善している。
【0004】
しかしながら、スリーブは大きな衝撃力を受けると変形することが多く、前記サンドブラスト処理を行った場合、所望の表面性(表面粗さ)を得ることができても、前記変形(いわゆる振れ)としてスリーブの曲がりが残存したり、同軸度や真円度のズレが発生することがある。これはスリーブの振れ精度を悪化させることとなり、現像ロールの製造工程において、製造歩留まりを大きく損なう要因となっている。近年、現像ロールの高寿命化のため、スリーブ表面のブラスト粗さが増してきており、ブラスト条件の高圧化やメディアの粒度粗さが前記振れ精度の悪化を引き起こし、前記の問題が顕著になっている。
【0005】
現像ロールにおいて、スリーブやフランジの部品精度の向上や圧入組み立て機の精度の向上を行い、現像ロール自体の振れ精度を極力小さくするように改善が進められる中、前記スリーブの振れは、製品品質を損なう原因となるばかりか、製造歩留まりの低下にも繋がり、その改善が望まれる。このような状況から、ブラスト処理後のスリーブの振れを矯正する技術が検討されている(例えば、特許文献2等を参照)。
【0006】
特許文献2記載の発明では、スリーブの周面に粗面化(ブラスト)処理後にスリーブの振れの矯正を行う矯正工程を備えたローラ部材の製造方法が開示されている。具体的には、特許文献2記載の発明では、パッドを用いて機械的に押圧し、振れ量が現像ローラと像担持体との現像ギャップに対して1/4以下となるように矯正している。
【特許文献1】特開平6−19322号公報
【特許文献2】特開2004−226724号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、例えば前記特許文献2に記載されるような機械的な押圧では、スリーブの曲がりに伴う振れ自体は解消可能ではあるものの、スリーブ自体が押圧力により局所的に変形するおそれがあり、例えば真円度あるいは表面性(表面粗さ)を維持することができないという問題が生ずる。前記スリーブの真円度からの狂いは、前記曲がりに伴う振れと同様、例えば現像ロールと感光ドラムとの間における現像ギャップの精度(振れ精度)の低下に繋がり、現像ギャップをスリーブの周方向において一定に維持することができないため、濃度ムラ等の画像品質を損なう要因となる。また、表面性(表面粗さ)の狂いは、例えば現像剤の汲み上げ量のバラツキに繋がり、スリーブの周方向において現像剤を充分量搬送することができない場合、やはり濃度ムラ等の画像品質を損なう要因となる。
【0008】
本発明は、このような従来の実情に鑑みて提案されたものであり、例えば真円度を損なう等、新たな変形を引き起こすことがなく、しかも確実に振れを解消することが可能な全く新たな形状矯正方法を提供することを目的とする。また、本発明は、スリーブに対する粗面化(ブラスト)処理工程を終了した後に、振れを低減するとともに、真円度も高精度に維持することが可能で、画像品質を損なうことのない現像ロールを歩留まり良く製造し得る製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
前述の目的を達成するために、本発明の形状矯正方法は、矯正対象物に対して、当該矯正対象物の最大振れ量位置の対極側からブラスト処理を行い、前記形状を矯正することを特徴とする。
【0010】
ブラスト処理は、噴射される粒子あるいは粉体に対象物を曝すことにより、その表面を粗面化するというものであり、これまではスリーブ全体に均等に行なわず、局所的にブラスト処理を行なうと、前記粒子や粉体が当たった部分は、前記粒子や粉体の衝突時に加わる力によって変形し、歪む(凹む)ものと考えられてきた。しかしながら、本発明者らが詳細に検討したところ、前記ブラスト処理は、前記歪み(凹み)を解消するように働き、粒子や粉体を当てた部分は、逆に突出するように形状を変形させ前記凹みが元に戻ることがわかった。このような現象は、これまでの常識を覆すものであり、本発明者らによって新たに見出されたものである。
【0011】
本発明は、前記の現象を利用して矯正対象物の変形を解消するものであり、前記のように矯正対象物の最大振れ量位置の対極側、すなわちスリーブ円筒の径方向において振れ側とは180°反対側(すなわち対極側)からブラスト処理を行うことで、凹み等の変形が解消され、形状が矯正される。このとき、機械的な加圧と異なり、矯正対象物に過度の力が加わることがないので局所的に変形することもなく、例えば円筒形状の矯正対象物において、真円度あるいは局所的に表面性(所望の表面粗さ)を損なうことがない。
【0012】
前記の形状矯正方法は、高い振れ精度や真円度が要求される現像ロールの製造に応用することができる。すなわち、本発明の現像ロールの製造方法は、スリーブを回転しながらスリーブ表面に対してブラスト処理を行って周面を粗面化した後、スリーブの回転を停止した状態で最大振れ量位置の対極側から矯正のためのブラスト処理を行うことを特徴とする。これにより真円度あるいは表面性(所望の表面粗さ)を損なうことがなく、現像ロールの歩留まり良い製造が実現される。
【発明の効果】
【0013】
本発明によれば、所定の方向からブラスト処理するだけで簡単に形状を矯正することができ、機械的な押圧による矯正と異なり、無用な変形を引き起こすことなく矯正対象物の振れを解消することができる。また、本発明によれば、現像ロールのスリーブにおいて、高い振れ精度を実現するとともに、表面性への影響を最小限に留め、また、真円度も高精度に維持することが可能であるので、現像ロールを歩留まり良く製造することが可能である。
【発明を実施するための最良の形態】
【0014】
以下、本発明を適用した形状矯正方法及び現像ロールの製造方法の実施形態について、図面を参照して詳細に説明する。
【0015】
本発明の形状矯正方法において、矯正対象となる変形は、曲がり(反り)や凹み、偏心(同軸度の低下)、偏平(真円度の低下)等、基準となる直線からのずれ(いわゆる振れ)である。表面性(所望の表面粗さ)を損なうことがなく、主に曲がり(反り)に起因する振れを矯正するものであり、特に金属製の矯正対象物において前記振れを簡単に矯正することが可能である。
【0016】
本発明の形状矯正方法は、極めて簡単であり、図1に模式的に示すように、振れを有する矯正対象物1に対してブラスト処理を施すだけでよい。ブラスト処理は、メディアと称される粒子、あるいは粉体を処理対象物(スリーブ)に対して噴射する処理方法であり、通常は処理対象物(スリーブ)の表面を粗面化するために用いられるが、本発明では、これを前記振れの矯正に用いる。
【0017】
ただし、通常のブラスト処理では、処理対象物(スリーブ)を回転させながら前記粒子(粉体)の噴射を行い、処理対象物(スリーブ)の全面に均一に粒子や粉体を当てることで均等に粗面化するが、前記振れの矯正においては、矯正対象物は回転させずに所定の方向、すなわち前記振れ(曲がり)における最大振れ量位置の対極側から粒子や粉体を当て、前記ブラスト処理を行う。図1に誇張して示すように、矯正対象物1に振れが生じている場合、基準となる直線から一方が最大振れ量を示す外側に曲がった突出部1aとなり、これとは反対側(対極側)が内側に曲がった凹部1bとなる。本発明では、前記凹部1b側からブラスト処理を行い前記振れを解消する。前記凹部1b側からブラスト処理を行うというのは、常識的に考えれば処理方向が逆(矯正対象物に対して粒子や粉体を当てた側、すなわち応力を加えた側が凹むと考えるのが通常である。)であるが、実際には前記凹部1b側からブラスト処理を行うことで前記振れが効果的に解消される。したがって、本発明の形状矯正方法は、粗面化のためのブラスト処理によって振れが発生した場合における形状の矯正に用いて好適である。
【0018】
現像ロールを例にすれば、矯正対象となる矯正対象物1の形状は、中空状(例えば円筒状)ということになるが、これに限らず、板状、中実状(例えば円柱状、角柱状)等、任意である。また、矯正対象物1の材質も任意であるが、アルミニウムやステンレス等、金属である場合に矯正効果が得られ易い。
【0019】
前記ブラスト処理に際しては、メディアとしては任意の粒子や粉体を使用することができ、通常は、表面を粗面化するためのブラスト処理に用いられるメディアと同じメディアが用いられる。ブラスト処理の条件、例えば粒子や粉体の噴射圧力は、矯正対象の材質や振れの程度、ブラストノズルから矯正対象までの噴射距離、メディアの材質や形状等により適宜設定すればよく、噴射時間も同様に適宜設定すればよい。ただし、前記噴射時間は2秒〜10秒程度の短時間とするのが好ましい。あまり長時間のブラスト処理を行うと、当該ブラスト処理を行った部分の表面性や真円度に影響を及ぼす可能性がある。あるいは、新たな振れの発生原因になる可能性もある。前記のブラスト処理の条件であれば、矯正対象物の表面性や真円度に影響を及ぼすことはない。
【0020】
前記ブラスト処理は、先にも述べたように、通常は処理対象物(スリーブ)表面の粗面化に用いられる。この場合には、前記処理対象物(スリーブ)を回転しながら粗面化のためのブラスト処理を行う。ここで処理対象物(スリーブ)を回転させるのは、その周面全体に均一にブラスト処理を施すためである。前記粗面化のためのブラスト処理の後、処理対象物(スリーブ)の振れを測定し、形状矯正が必要と判断された処理対象物(スリーブ)を矯正対象物とし、矯正対象物の回転を停止した状態で図1に示すように最大振れ量位置の対極側から形状矯正のためのブラスト処理を行う。
【0021】
前記のように、粗面化のためのブラスト処理の後、形状矯正のためのブラスト処理を行う場合、これらブラスト処理に用いるメディアは、同一とすることが好ましい。一般的にブラスト装置においてはメディアを噴射後回収し、循環させて利用している。同一装置で、粗面化のためのブラスト処理と形状矯正のためのブラスト処理のためのメディアを異ならせると、装置内のメディアを全量交換(いわゆる段取り換え)が必要である。回収されたメディアには別のメディアが混入する可能性もあり、メディアの分類(篩い分け)を行なう必要がある。あるいは、それぞれのブラスト処理のメディアに合わせて別々のブラスト装置を用意する必要がある。このようなことからメディアを同一とすることにより、ブラスト装置の交換、メディアの交換等(いわゆる段取り換え)を行なう必要が無くなる。これにより、生産性もしくは作業効率を向上させることができる。また、同一のメディアを使用することから、矯正対象物の表面性や真円度への影響も小さい。また、粗面化のためのブラスト処理と形状矯正のためのブラスト処理では、メディアの選定や噴射距離等の条件を同一としたときには、前記矯正のためのブラスト処理における粒子の噴射圧力を前記粗面化のためのブラスト処理の際の粒子の噴射圧力以下とすることが好ましい。さらに噴射時間も短時間(2秒〜10秒程度)に設定することのが好ましい。これも新たな振れの発生や表面性や真円度への影響を考えてのことであり、したがってこれら事項を勘案すると、前記粗面化のためのブラスト処理と形状矯正のためのブラスト処理は、様々な設定パラメータがあるものの、噴射圧力及び噴射時間とスリーブ回転の有無以外は同一の条件で行うことが好ましい。
【0022】
前述の形状矯正方法は、例えば現像ロールの製造に適用することができる。現像ロールの製造においては、組み込まれるスリーブの表面をブラスト処理により粗面化するが、この粗面化後のスリーブの振れの矯正に前記形状矯正方法を適用することで、歩留まり良く現像ロールを製造することが可能になる。以下、本発明を適用した現像ロールの製造方法について説明する。
【0023】
先ず、現像ロールの構造について説明すると、図2に示すように、現像ロール2は、円筒形状のスリーブ3の中にマグネットロール4を組み込むことにより構成されている。スリーブ3は、非磁性材料により形成されており、例えばアルミニウムやステンレス等の金属材料により形成されている。また、前記マグネットロール4を収容するに足る長さの筒状体として形成されている。さらに、スリーブ3と内周面と、この中に収容されるマグネットロール4の外周面の間には、所定間隔の空隙が形成されている。
【0024】
マグネットロール4は、例えば金属製のシャフト5の周囲に複数のマグネットロール用磁石6を配列し、接着固定することにより構成されている。各マグネットロール用磁石6は、いずれも断面形状が扇形であり、これらをシャフト5の周囲に貼り合わせることで、全体形状が円筒形の磁石体が構成されることになる。
【0025】
各マグネットロール用磁石6は、バインダー(熱可塑性樹脂)と磁石粉末を含む混合物を押し出し成形、あるいは射出成形することにより形成されるものが多い。ここで、前記バインダーの種類は、特に限定されないが、具体的には、ポリアミド樹脂(ナイロン6、ナイロン12等)や、ポリプロピレン、ポリエチレン等のポリオレフィン樹脂、ポリカーボネート樹脂等を用いることができる。磁石粉末としては、フェライト磁石粉末(例えば、Sr系フェライト粉末やBa系フェライト粉末等)や、希土類金属磁石粉末(例えば、SmCo系、NdFeB系、SmFeN系等)等を挙げることができる。これらの中から要求される特性に応じて選定すればよい。
【0026】
マグネットロール用磁石6は、それぞれ径方向に磁化されており、外周面側がN極、あるいはS極とされ、マグネットロール3の外周面において、N極とS極が交互に配列されように貼り合わされている。これらマグネットロール用磁石6は、それぞれ汲み上げ極、層規制極、搬送極、現像極、剥離極として機能し、スリーブ3の回転方向に所定の配列で取り付けられている。
【0027】
シャフト5は、金属等の高強度材料により形成されており、周面に貼り付けられるマグネットロール用磁石6の長さよりも長く、したがって、周面に前記マグネットロール用磁石6を貼り付けた際に、その両端が露呈する形になっている。露呈したシャフト5の両端部は、前記スリーブ3の両端に設けられたフランジ7,8に対し、軸受け9,10を介して回転可能に挿入されている。なお、シャフト5の一端側はフランジ7を挿通し外方まで延在されているが、他端側はフランジ8に突き当てられ、このフランジ8にシャフト5を延長する如くシャフト部8aが設けられている。
【0028】
ここで、図2における右側のフランジ8の側からシャフト部8aを回転駆動すると、フランジ8を介して回転がスリーブ3に伝達される。したがって、この右側のフランジ8は、駆動側フランジと称され、耐摩耗性に優れた非磁性材料(例えば、アルミニウム)によって形成される。これに対して、図2における左側のフランジ7は、マグネットロール4をスリーブ3内に保持する機能を有するのみであり、従動側フランジと称され、軽量で低コストな樹脂材料等によって形成される。
【0029】
前述の構成の現像ロールを組み立てる場合、マグネットロール4のシャフト5にフランジ7,8を取り付け、これらフランジ7,8にスリーブ3を圧入した後、スリーブ3の表面に対して粗面化のためのブラスト処理を施す。もちろんスリーブ3単体で粗面化のためのブラスト処理を施してもよい。
【0030】
図3は、前記ブラスト処理を行うためのブラスト処理装置の一例を示すものである。本例のブラスト処理装置は、いわゆる揺動アーム型のブラスト処理装置であり、揺動アーム11にブラストノズル12が取り付けられている。また、ブラストノズル12には、圧縮空気を供給するブラストエア供給管13、及び砥粒等のメディアを供給する砥粒供給管14が接続されており、供給されるメディアを圧縮空気で噴射する。
【0031】
このブラスト処理装置では、前記揺動アーム11を図中矢印で示すように円弧状に揺動させながらブラストノズル12からメディア(粒子または粉体)15を噴射し、これを回転式置き台16に設置された円筒状の対象物(前記現像ロール2のスリーブ3)に当てることで表面の粗面化を行う。粗面化のためのブラスト処理は、前記回転式置き台16を回転させながら、すなわち前記スリーブ3を回転させながら行い、スリーブ3の全周が均等に粗面化されるようにする。
【0032】
ブラスト処理装置としては、前記揺動アーム型のブラスト処理装置に限らず、例えば図4に示すような平行移動型のブラスト処理装置を使用することもできる。この平行移動型のブラスト処理装置は、前記揺動アームを備えておらず、前記ブラストノズル12が上下方向(図中、矢印方向)にスリーブ3の回転軸と平行となるように移動する。その他の構成は、先の揺動アーム型のブラスト処理装置と同じであり、同一の構成部材には同一の符号を付し、ここではその説明は省略する。
【0033】
前述の粗面化のためのブラスト処理を行った後、スリーブ3の振れを計測し、規格から外れている場合には、振れを矯正するためのブラスト処理を行う。ここで前記振れの計測は、例えばレーザ変位計等を用いて簡単に行うことができる。
【0034】
前記振れを矯正する場合には、前記の計測結果に基づいてスリーブ3の最大振れ量位置の対極側部分(凹部)が判別できるように、例えばスリーブ3の長さ方向端部にマーキングを施し、このマーキングした部分を目印として長さ方向に沿って形状矯正のためのブラスト処理を行う。形状矯正のためのブラスト処理は、前記スリーブ3を回転することなく行い、したがって前記マーキングした側にのみメディアを噴射する。
【0035】
このときのブラスト条件としては、前記の通りであり、例えばメディアは粗面化のためのブラスト処理において用いたものと同様のものを用いればよい。また、前記矯正のためのブラスト処理におけるメディアの噴射圧力は、粗面化のためのブラスト処理の際の噴射圧力以下とすることが好ましい。したがって、前記粗面化のためのブラスト処理と形状矯正のためのブラスト処理は、様々な設定パラメータがあるものの、同一の装置を用いて行なう場合には噴射圧力及び噴射時間とスリーブ回転の有無以外は同一の条件で行うのが最も効率的である。なお、表面性を悪化させることのない範囲であれば、数回に分けて形状矯正のためのブラスト処理を行ってもよい。このとき、様々な設定パラメータは同一でも良いし組み合わせ方を変更しても良い。
【0036】
以上のように粗面化のためのブラスト処理の後、形状矯正のためのブラスト処理を行うことにより、現像ロールのスリーブにおいて、高い振れ精度を実現することが可能である。また、前記形状矯正において、機械的な加圧のように局部的に過度の力が加わることがないので、表面性を悪化させることもなく、真円度も高精度に維持することが可能である。したがって、精度の高い現像ロールを歩留まり良く製造することが可能である。
【実施例】
【0037】
次に、本発明の具体的な実施例について、実験結果を基に説明する。
【0038】
実施例1
本実施例では、外径18mmφ、内径17mmφ、長さ315mmのアルミニウム合金製のスリーブに対して粗面化のためのブラスト処理を施し、その後、噴射圧力及び噴射時間とスリーブ回転の有無以外は同一条件でのブラスト処理により形状の矯正を試みた。
【0039】
ブラスト処理の際のメディアとしては、ホワイトアランダム(溶融アルミナ)#60(JIS R6001)を用い、表面粗さRz=20±3μm、振れ40μm以下(支持間距離350mm)となるようにブラスト条件を設定し、前記スリーブの表面の粗面化を行った。粗面化のためのブラスト処理は、先の図3に示す揺動アーム型のブラスト処理装置を用い、円筒状のスリーブを中心軸を回転軸として8回転/分の回転速度で回転しながら、ブラストノズルから前記メディアを噴射した。このとき、ブラストノズルの揺動回数は80回/分とした。また、スリーブとブラストノズルの距離は210mmとし、噴射圧(エア圧)は0.23MPaとした。噴射時間は40秒間とした。
【0040】
前記粗面化のためのブラスト処理の後、各スリーブの表面粗さRz(表面性)、及び振れを測定したところ、前記振れについては平均値が54μm、最大値が81μmと規格を外れるものが存在した。そこで、表面粗さRzが規格値に入っていても振れが規格値を外れるもの(振れが40μmを越えるもの)を30本抽出した。
【0041】
形状矯正のブラスト処理は、前記粗面化のためのブラスト処理と同じ装置を用いて行い、最大振れ量位置の対極側にブラストノズルを揺動させ(下端側から上端側へ揺動開始)、前記と同様のメディア(ホワイトアランダム#60)を噴射した。このとき、スリーブとブラストノズルの距離は210mmとし、噴射圧(エア圧)は0.2MPaとした。噴射時間は2秒間とした。このときブラストノズルを揺動させずに固定してしまうとメディアが一箇所に集中してしまい、逆に歪を大きくしてしまう可能性がある。この実施例では、ブラストノズルを揺動させることで最大振れ量位置の対極側(凹み側)の長さ方向にほぼ均等にメディアを噴射させることとした。こうすることで、形状矯正効果を奏することができたと考えられる。
【0042】
これにより、振れの平均値を20μm、最大値を35μmとすることができ、全数において振れを規格値内に入れることができた。また、表面粗さRz(表面性)に変化も見られず、全品良品として使用することが可能であった。図5は、前記形状矯正のためのブラスト処理後におけるスリーブの真円度の状態を示すものである。形状矯正のためのブラスト処理では、一方向からメディアを当てているが、真円度には全く影響しておらず、真円度が高精度に維持されていることがわかる。
【0043】
実施例2
本実施例では、外径14mmφ、内径13mmφ、長さ232mmのステンレス製のスリーブに対して粗面化のためのブラスト処理を施し、その後、噴射圧力及び噴射時間とスリーブ回転の有無以外は同一条件でのブラスト処理により形状の矯正を試みた。ブラスト処理の際のメディアとしては、ホワイトアランダム(溶融アルミナ)#80(JIS R6001)を用い、前記スリーブの表面の粗面化を行った。粗面化のためのブラスト処理は、先の図3に示す揺動アーム型のブラスト処理装置を用い、円筒状のスリーブを中心軸を回転軸として約4回転/分の回転速度で回転しながら、ブラストノズルから前記メディアを噴射した。このとき、ブラストノズルの揺動回数は80回/分とした。また、スリーブとブラストノズルの距離は115mmとし、噴射圧(エア圧)は0.33MPaとした。噴射時間は30秒間とした。
【0044】
前記粗面化のためのブラスト処理の後、各スリーブの表面粗さRz(表面性)及び振れを測定したところ、前記振れについては規格を外れるものが存在した。そこで、表面粗さRzが規格値に入っていても振れが規格値を外れるものを30本抽出した。形状矯正のブラスト処理は、前記粗面化のためのブラスト処理と同じ装置を用いて行い、最大振れ量位置の対極側にブラストノズルを揺動させ(下端側から上端側へ揺動開始)、前記と同様のメディア(ホワイトアランダム#80)を噴射した。このとき、スリーブとブラストノズルの距離は115mmとし、噴射圧(エア圧)は0.30MPaとした。噴射時間は約2秒間とした。これにより、全数において振れを規格値内に入れることができた。また、表面粗さRz(表面性)も変化も見られず、全品良品として使用することが可能であった。
【0045】
実施例3
ステンレス製のスリーブを用い、またブラスト処理の際のメディアとして球形酸化ジルコン(ZrO、SiO2)ビーズを用い、他は実施例1と同様に粗面化のためのブラスト処理を行った。次いで、前記粗面化のためのブラスト処理により振れ量が規格から外れたスリーブを抽出し、形状矯正のためのブラスト処理を行った。その結果、全てのスリーブにおいて、振れを規格値内に収めることができた。また、真円度も高精度に維持された。
【0046】
比較例
実施例1と同様のスリーブ単体に対して、実施例1と同様のブラスト処理により粗面化を行った。そして、振れが規格値を外れるもの(振れが40μmを越えるもの)を抽出し、最大振れ量の位置(突出側)から押さえ治具にて押し込み、振れを矯正した。このとき、押さえ治具は、0.2kNで1.3mm程度押し込んだ。これ以下の押し込み量では、振れを十分に矯正することができなかった。
【0047】
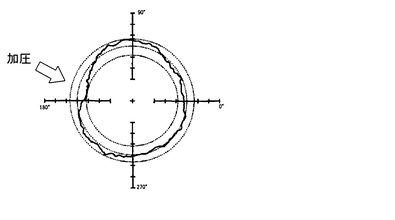
前記矯正により振れ量は規格値内に収めることができたが、押さえ治具により押し込んだ部分に凹みが形成され、真円度が悪化した。図6は、押さえ治具により加圧した場合のスリーブの真円度を示すものである。押さえ治具により加圧した部分が凹んでいることがわかる。
【図面の簡単な説明】
【0048】
【図1】形状矯正のためのブラスト処理を説明する模式図である。
【図2】現像ロールの概略断面図である。
【図3】揺動アーム型のブラスト装置の一例を模式的に示す図である。
【図4】平行移動型のブラスト装置の一例を模式的に示す図である。
【図5】ブラスト処理により振れを矯正したスリーブの真円度を示す図である。
【図6】押し込み治具により振れを矯正したスリーブの真円度を示す図である。
【符号の説明】
【0049】
1 矯正対象物、2 現像ロール、3 スリーブ、4 マグネットロール、5 シャフト、6 マグネットロール用磁石、7,8 フランジ、11 揺動アーム、12 ブラストノズル、15 メディア
【特許請求の範囲】
【請求項1】
矯正対象物に対して、当該矯正対象物の最大振れ量位置の対極側からブラスト処理を行い、形状を矯正することを特徴とする形状矯正方法。
【請求項2】
前記矯正対象物の形状が、略円筒形状であることを特徴とする請求項1記載の形状矯正方法。
【請求項3】
前記矯正対象物が、現像ロールのスリーブであることを特徴とする請求項2記載の形状矯正方法。
【請求項4】
中心軸を回転中心として回転させながらブラスト処理を行って粗面化処理を行った後、回転を止めて矯正対象物の最大振れ量位置の対極側からブラスト処理を行い、形状を矯正することを特徴とする請求項1から3のいずれか1項記載の形状矯正方法。
【請求項5】
前記矯正のためのブラスト処理における粒子の噴射圧力は、前記粗面化のためのブラスト処理における粒子の噴射圧力以下とすることを特徴とする請求項4記載の形状矯正方法。
【請求項6】
前記矯正のためのブラスト処理は、前記粗面化のためのブラスト処理と略同一のメディアで行うことを特徴とする請求項4または5記載の形状矯正方法。
【請求項7】
前記矯正対象物の形状を計測することにより最大振れ量位置を求めることを特徴とする請求項1から6のいずれか1項記載の形状矯正方法。
【請求項8】
スリーブを回転しながらスリーブ表面に対してブラスト処理を行って周面を粗面化した後、スリーブの回転を停止した状態で最大振れ量位置の対極側から矯正のためのブラスト処理を行うことを特徴とする現像ロールの製造方法。
【請求項1】
矯正対象物に対して、当該矯正対象物の最大振れ量位置の対極側からブラスト処理を行い、形状を矯正することを特徴とする形状矯正方法。
【請求項2】
前記矯正対象物の形状が、略円筒形状であることを特徴とする請求項1記載の形状矯正方法。
【請求項3】
前記矯正対象物が、現像ロールのスリーブであることを特徴とする請求項2記載の形状矯正方法。
【請求項4】
中心軸を回転中心として回転させながらブラスト処理を行って粗面化処理を行った後、回転を止めて矯正対象物の最大振れ量位置の対極側からブラスト処理を行い、形状を矯正することを特徴とする請求項1から3のいずれか1項記載の形状矯正方法。
【請求項5】
前記矯正のためのブラスト処理における粒子の噴射圧力は、前記粗面化のためのブラスト処理における粒子の噴射圧力以下とすることを特徴とする請求項4記載の形状矯正方法。
【請求項6】
前記矯正のためのブラスト処理は、前記粗面化のためのブラスト処理と略同一のメディアで行うことを特徴とする請求項4または5記載の形状矯正方法。
【請求項7】
前記矯正対象物の形状を計測することにより最大振れ量位置を求めることを特徴とする請求項1から6のいずれか1項記載の形状矯正方法。
【請求項8】
スリーブを回転しながらスリーブ表面に対してブラスト処理を行って周面を粗面化した後、スリーブの回転を停止した状態で最大振れ量位置の対極側から矯正のためのブラスト処理を行うことを特徴とする現像ロールの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−94057(P2007−94057A)
【公開日】平成19年4月12日(2007.4.12)
【国際特許分類】
【出願番号】特願2005−283849(P2005−283849)
【出願日】平成17年9月29日(2005.9.29)
【出願人】(000003067)TDK株式会社 (7,238)
【Fターム(参考)】
【公開日】平成19年4月12日(2007.4.12)
【国際特許分類】
【出願日】平成17年9月29日(2005.9.29)
【出願人】(000003067)TDK株式会社 (7,238)
【Fターム(参考)】
[ Back to top ]