
心糸あるいは心状撚り糸の製造方法および製造装置
本発明は心糸あるいは心状糸を製造する方法および装置に関する。本発明において、少なくとも一つの小さいスライバが少なくとも一つのフィラメントと組み合わされて撚りを掛けられるが、前記小さいスライバは撚りを掛けられる前に圧縮処理されることを特徴とする。本発明の目的は、特に複雑な技術を必要とせずにフィラメントが高度に埋め込まれることを可能にする、心糸あるいは心状糸を製造する方法および装置を提供することである。上記の目的は、少なくとも一つのフィラメント(19)と、少なくとも一つの小さいスライバ(9)とを、それらがコンデンシング領域(10、12)を出た後に、前記小さいスライバ(9)によって結合して撚り合わせることによって達成される。本発明は、さらに、前記方法を実施する装置に関する。本発明は、紡績機、特にはリング紡績機に適用される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、心糸あるいは心状撚り糸の製造方法および製造装置に関する。本発明において、少なくとも1本のスライバが少なくとも1本のフィラメントと組み合わされて両者が撚り合わされるが、このスライバは回転前にコンデンシング(圧縮)処理されることを特徴とする。
【背景技術】
【0002】
ドイツ連邦共和国特許第19815054号明細書により、この種の製造方法および該製造方法を実施するための紡績機が既に知られている。出口ローラ対の後方に、公知のコンデンシング(圧縮)装置が、例えばサクション要素および周囲搬送ベルトとともに配置されている。この周囲搬送ベルトは、少なくとも部分的通気性を有しており、前記サクション要素上を移動するとともに、サクションスリットを備えたスライド面を有している。これにより、少なくとも1本のスライバがコンデンシング(圧縮)される。心糸フィラメントが、スライバとともにドラフト装置の出口ローラ対とコンデンシング装置とを通過するような態様で、ストックから供給される。しかしながら、少なくとも2本のスライバからダミー撚り部を製造するためには、フィラメントはスライバと組み合わされて一体に圧縮される。次いで、撚りを掛けるために、従来のリング紡績機あるいはポット紡績機のいずれかが使用される。
【0003】
フィラメントとスライバとを共にコンデンシング処理することにより、心糸あるいはダミー撚り部においてフィラメントを非常に良好に結合することが可能である。しかしながら、実際には、コンデンシング装置の領域における異なる引張りドラフト(延伸)により、フィラメントとスライバとの長さに差が生じるため、上記の効果は得られない。心糸がその伸張位置で緩んでしまったり、強化糸にループが出現してしまったりする場合がある。続いてリングスピンドルによって撚りを掛ける場合、糸の糸バルーン内で生じる遠心力を原因として、心糸は糸埋込部から脱出してしまう。
【0004】
異なる引っ張りドラフトに起因する問題を解決するために、ドイツ連邦共和国特許第10149635号明細書によれば、フィラメントが直接コンデンシング領域に供給され、次いでスライバとともにコンデンシングされる。しかしながら、この技術的解決方法は、フィラメントの導入に多大な困難性があるため、このフィラメントのために、フロー技術の観点から別に操作される追加のサクション領域がコンデンシング領域の上流に設けられる。このことにより、実用上、分離した空気技術方法についてのスピンドルの切り替え技術手段が必要なために、非常に費用がかかる。一定のフィラメントの質を得るためには、このような特殊なエア技術手段であっても不十分である。
【特許文献1】ドイツ連邦共和国特許第19815054号明細書
【特許文献2】ドイツ連邦共和国特許第10149635号明細書
【発明の開示】
【発明が解決しようとする課題】
【0005】
従って、本発明の主要な課題は、特別な技術的尽力を必要とせずに、フィラメントの埋め込みを高い質で実現し得る、心糸あるいは心状撚り糸の製造方法と製造装置とを提供することである。
【課題を解決するための手段】
【0006】
この課題は、特許請求の範囲の請求項1の特徴部に記載された事項により解決される。他の有利な特徴が、特許請求の範囲の請求項2乃至7に記載されている。本方法を実施するために好適な装置は、特許請求の範囲の請求項8に記載されており、その詳細は特許請求の範囲の請求項9乃至18に記載されている。
【0007】
本発明の主要な特徴は、フィラメントが、ドラフトを受けていない1本あるいはそれ以上のスライバに、コンデンシング領域を経た後に、所定の張力で供給されることである。フィラメントのこのような供給は、糸ガイドにより、最も単純な態様で実施される。
【発明を実施するための最良の形態】
【0008】
本発明は、以下の実施の形態に基づいて、更に詳しく説明される。
以下の実施の形態においては、本発明を、2本のスライバと1本のフィラメントとが心糸として組み合わされ、次いで撚りを掛けられることを特徴とする、心状撚り糸の製造方法に基づいて説明する。
【0009】
しかしながら、本発明は、1本のスライバと1本のフィラメント、あるいはその他の数のスライバとその他の数のフィラメントとの組み合わせから心糸を製造する方法にも同様に適用され得る。
【0010】
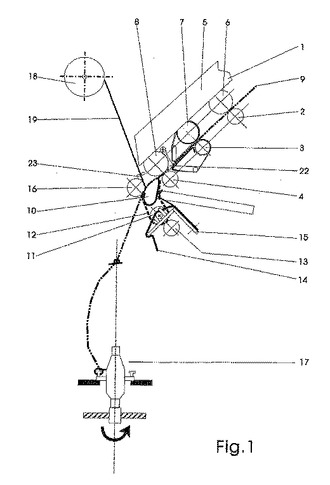
図1はドラフト装置1を示す図であり、リング紡績機におけるドラフト装置1の使用法が示されている。図示しないシャフトに、3本の従動底部ローラ2;3;4が設けられており、これらにより、1本の圧力アーム5に懸架された3本の上部ローラ6;7;8が装着されている。底部ローラ4と上部ローラ8とは、ドラフト装置1の出口ローラ対4;8を形成している。ドラフト装置1の出口ローラ対4;8まで、供給されたスライバ9の公知の延伸が行われる。
【0011】
出口ローラ対4;8には、以下に詳述するサクション要素10を備えたコンデンシング(圧縮)領域が連結されている。このサクション要素10と案内ローラ11が、1本の通気性搬送ベルト12により、それぞれ部分的に包囲されている。搬送ベルト12により覆われている部分において、案内ローラ11は駆動ローラ13に接触しており、この駆動ローラ13は図示されていない態様で電動駆動部に接触している。好適には、底部ローラ2;3;4と同様に、駆動ローラ13は、いくつかの紡績位置あるいは装置長さ全体に亘る駆動軸の一部である。駆動ローラ13に対する案内ローラ11の圧力は、保持アングル部15に固定されたスプリング14によって加えられる。保持アングル部15は紡績機のフレームに接触(接続)している。また、搬送ベルト12とこれに載置されたスライバ9は、サクション要素10の表面において、クランプローラ16により保持されている。
【0012】
コンデンシングユニット10乃至16を備えたドラフト装置1の下流において、撚りを掛けることを目的として、従来のリング紡績機17が配置されているが、このリング紡績機17の各要素に関しては詳述しない。
【0013】
さらに、ドラフト装置1には、フィラメント19を有するフィラメントストック18(好適にはスプール)が設けられており、このフィラメント19がコアヤーンの心糸あるいは心状糸として機能する。フィラメント19は、例えば、糸、モノフィラメント、弾性ファイバ、金属化プラスチックフィラメント、金属糸等であり得る。
【0014】
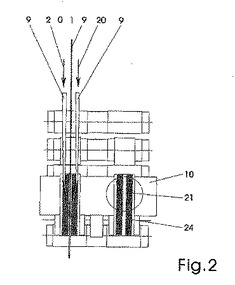
図2の平面図は、ドラフト装置1に案内された2本のスライバ9が互いに平行な状態にある様子を示す。本発明によれば、スライバ9を最初にコンデンシング処理し、次いでフィラメントストック18からフィラメント19を供給する。代表的な変形例においては、クランプローラ16がフィラメント19を引き出す。あるいは、正駆動供給装置を設けてもよい。
【0015】
上述の心状撚り糸製造方法において、フィラメント19とスライバ9とを組み合わせる工程は、クランプローラ16とサクション要素10に載置された搬送ベルト12とによって構築されたクランプ地点をフィラメント19とスライバ9とが経た後に実施される。すなわち、スライバ9とフィラメント19とは、互いに間隔をおいた状態のままでクランプ地点を通過し、リング紡績装置17による撚り工程が開始されるまでいわゆる「スピニング三角形」を形成する。
【0016】
例えば、1本のみのスライバ9と1本のフィラメント19とが利用され得る心糸の製造方法においても、それらが組み合わされる地点は、クランプローラ16と搬送ベルト12との間のクランプライン上に直接定めることが可能である。
【0017】
図2に示す心状撚り糸の製造方法に関して、サクション要素10の設計を基礎とする本発明は重要である。圧縮すべき両スライバ9について、サクション要素10はスライバ9の走行方向20に対してそれぞれテーパして(傾いて)延びるサクションスリット21を備えている。両サクションスリット21は、V字形状の走行方向21において互いに向かって延びるように設定されている。従って、入り口側では、両スライバ9は十分な距離を隔てた状態で案内されるため、スライバ9間の糸ジャンプが防止される。スライバ9は、コンデンシング装置に糸が受け渡されてはじめて互いに近づく。特に、梳毛糸の場合、出口ローラ対4;8(図1参照)の前側にSiroフロントコンデンサ22を配置することにより、スライバ9の接近はさらにサポートされ得る。
【0018】
サクションスリット21のV字状配置は、両スライバ9がクランプローラ16のクランプラインにおいてなお互いに距離をおいて移動しているという上述の事実を保証するものである。
【0019】
従って、フィラメント19を、このクランプ地点でスライバ9に対して距離を隔てた状態のままで通過するように供給することも可能である。フィラメント19が両スライバ9間の中心線上に供給されれば、非常に有利であることがわかっている。この供給方法は、クランプローラ16の領域に配置された糸ガイド23によって確実に達成される。糸ガイド23は調整可能に配置できるため、この糸ガイド23をスライバ9の走行方向20に対して斜めに配置することも可能である。これにより、フィラメント19をクランプ地点に対して両スライバ9のうちの一方と同じあるいはごく近い範囲に案内することができる。しかし、この場合、走行方向20上の糸ガイド23もサクションスリット21に対応して配置されるため、コンデンシングユニットの領域においては、フィラメント19と両スライバ9とが接触しない場合もあり得ることに注意しなければならない。
【0020】
単独のスライバ9と単独のフィラメント19とのみにより心糸を製造する上述の方法においても、サクションスリット21は、スライバ9の走行方向20に対してテーパして配置される。
【0021】
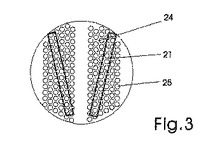
本発明の主要な特徴は、搬送ベルト12の設計にある。有利には、搬送ベルト12は引っ張り負荷を受ける織物あるいは糸からなる。織物の両面は異なる態様で被覆されている。サクション要素10に面する側は、滑りやすい表面となるよう被覆され、その反対側は、スライバ9を良好にループフリー搬送するよう滑りにくく被覆されている。搬送ベルト12と被覆の厚さは0.9乃至1.2mmである。搬送ベルト12の周囲通気性領域24は、横方向の移動許容範囲を考慮して、移動方向20におけるサクションスリット21の有効幅よりわずかに広い。領域24において、搬送ベルト12は、公知の方法で有利に均一に設けられた円形穿孔部25からなる穿孔部を有している。領域24の穿孔の度合い、すなわち、領域24の全面積に対する穿孔部25の面積の割合は、15乃至30%である。
【0022】
上記の心状撚り糸の製造方法において、サクション要素10の両サクションスリット21には、上記のような2つの通気性領域24を有する共通の搬送ベルト12が用いられる。
【図面の簡単な説明】
【0023】
【図1】ドラフト装置、コンデンシング(圧縮)ユニット、および、リング紡績ユニットを備えた本発明装置の側面図。
【図2】ドラフト装置とコンデンシングユニットとの部分平面図。
【図3】図2の詳細な図。
【技術分野】
【0001】
本発明は、心糸あるいは心状撚り糸の製造方法および製造装置に関する。本発明において、少なくとも1本のスライバが少なくとも1本のフィラメントと組み合わされて両者が撚り合わされるが、このスライバは回転前にコンデンシング(圧縮)処理されることを特徴とする。
【背景技術】
【0002】
ドイツ連邦共和国特許第19815054号明細書により、この種の製造方法および該製造方法を実施するための紡績機が既に知られている。出口ローラ対の後方に、公知のコンデンシング(圧縮)装置が、例えばサクション要素および周囲搬送ベルトとともに配置されている。この周囲搬送ベルトは、少なくとも部分的通気性を有しており、前記サクション要素上を移動するとともに、サクションスリットを備えたスライド面を有している。これにより、少なくとも1本のスライバがコンデンシング(圧縮)される。心糸フィラメントが、スライバとともにドラフト装置の出口ローラ対とコンデンシング装置とを通過するような態様で、ストックから供給される。しかしながら、少なくとも2本のスライバからダミー撚り部を製造するためには、フィラメントはスライバと組み合わされて一体に圧縮される。次いで、撚りを掛けるために、従来のリング紡績機あるいはポット紡績機のいずれかが使用される。
【0003】
フィラメントとスライバとを共にコンデンシング処理することにより、心糸あるいはダミー撚り部においてフィラメントを非常に良好に結合することが可能である。しかしながら、実際には、コンデンシング装置の領域における異なる引張りドラフト(延伸)により、フィラメントとスライバとの長さに差が生じるため、上記の効果は得られない。心糸がその伸張位置で緩んでしまったり、強化糸にループが出現してしまったりする場合がある。続いてリングスピンドルによって撚りを掛ける場合、糸の糸バルーン内で生じる遠心力を原因として、心糸は糸埋込部から脱出してしまう。
【0004】
異なる引っ張りドラフトに起因する問題を解決するために、ドイツ連邦共和国特許第10149635号明細書によれば、フィラメントが直接コンデンシング領域に供給され、次いでスライバとともにコンデンシングされる。しかしながら、この技術的解決方法は、フィラメントの導入に多大な困難性があるため、このフィラメントのために、フロー技術の観点から別に操作される追加のサクション領域がコンデンシング領域の上流に設けられる。このことにより、実用上、分離した空気技術方法についてのスピンドルの切り替え技術手段が必要なために、非常に費用がかかる。一定のフィラメントの質を得るためには、このような特殊なエア技術手段であっても不十分である。
【特許文献1】ドイツ連邦共和国特許第19815054号明細書
【特許文献2】ドイツ連邦共和国特許第10149635号明細書
【発明の開示】
【発明が解決しようとする課題】
【0005】
従って、本発明の主要な課題は、特別な技術的尽力を必要とせずに、フィラメントの埋め込みを高い質で実現し得る、心糸あるいは心状撚り糸の製造方法と製造装置とを提供することである。
【課題を解決するための手段】
【0006】
この課題は、特許請求の範囲の請求項1の特徴部に記載された事項により解決される。他の有利な特徴が、特許請求の範囲の請求項2乃至7に記載されている。本方法を実施するために好適な装置は、特許請求の範囲の請求項8に記載されており、その詳細は特許請求の範囲の請求項9乃至18に記載されている。
【0007】
本発明の主要な特徴は、フィラメントが、ドラフトを受けていない1本あるいはそれ以上のスライバに、コンデンシング領域を経た後に、所定の張力で供給されることである。フィラメントのこのような供給は、糸ガイドにより、最も単純な態様で実施される。
【発明を実施するための最良の形態】
【0008】
本発明は、以下の実施の形態に基づいて、更に詳しく説明される。
以下の実施の形態においては、本発明を、2本のスライバと1本のフィラメントとが心糸として組み合わされ、次いで撚りを掛けられることを特徴とする、心状撚り糸の製造方法に基づいて説明する。
【0009】
しかしながら、本発明は、1本のスライバと1本のフィラメント、あるいはその他の数のスライバとその他の数のフィラメントとの組み合わせから心糸を製造する方法にも同様に適用され得る。
【0010】
図1はドラフト装置1を示す図であり、リング紡績機におけるドラフト装置1の使用法が示されている。図示しないシャフトに、3本の従動底部ローラ2;3;4が設けられており、これらにより、1本の圧力アーム5に懸架された3本の上部ローラ6;7;8が装着されている。底部ローラ4と上部ローラ8とは、ドラフト装置1の出口ローラ対4;8を形成している。ドラフト装置1の出口ローラ対4;8まで、供給されたスライバ9の公知の延伸が行われる。
【0011】
出口ローラ対4;8には、以下に詳述するサクション要素10を備えたコンデンシング(圧縮)領域が連結されている。このサクション要素10と案内ローラ11が、1本の通気性搬送ベルト12により、それぞれ部分的に包囲されている。搬送ベルト12により覆われている部分において、案内ローラ11は駆動ローラ13に接触しており、この駆動ローラ13は図示されていない態様で電動駆動部に接触している。好適には、底部ローラ2;3;4と同様に、駆動ローラ13は、いくつかの紡績位置あるいは装置長さ全体に亘る駆動軸の一部である。駆動ローラ13に対する案内ローラ11の圧力は、保持アングル部15に固定されたスプリング14によって加えられる。保持アングル部15は紡績機のフレームに接触(接続)している。また、搬送ベルト12とこれに載置されたスライバ9は、サクション要素10の表面において、クランプローラ16により保持されている。
【0012】
コンデンシングユニット10乃至16を備えたドラフト装置1の下流において、撚りを掛けることを目的として、従来のリング紡績機17が配置されているが、このリング紡績機17の各要素に関しては詳述しない。
【0013】
さらに、ドラフト装置1には、フィラメント19を有するフィラメントストック18(好適にはスプール)が設けられており、このフィラメント19がコアヤーンの心糸あるいは心状糸として機能する。フィラメント19は、例えば、糸、モノフィラメント、弾性ファイバ、金属化プラスチックフィラメント、金属糸等であり得る。
【0014】
図2の平面図は、ドラフト装置1に案内された2本のスライバ9が互いに平行な状態にある様子を示す。本発明によれば、スライバ9を最初にコンデンシング処理し、次いでフィラメントストック18からフィラメント19を供給する。代表的な変形例においては、クランプローラ16がフィラメント19を引き出す。あるいは、正駆動供給装置を設けてもよい。
【0015】
上述の心状撚り糸製造方法において、フィラメント19とスライバ9とを組み合わせる工程は、クランプローラ16とサクション要素10に載置された搬送ベルト12とによって構築されたクランプ地点をフィラメント19とスライバ9とが経た後に実施される。すなわち、スライバ9とフィラメント19とは、互いに間隔をおいた状態のままでクランプ地点を通過し、リング紡績装置17による撚り工程が開始されるまでいわゆる「スピニング三角形」を形成する。
【0016】
例えば、1本のみのスライバ9と1本のフィラメント19とが利用され得る心糸の製造方法においても、それらが組み合わされる地点は、クランプローラ16と搬送ベルト12との間のクランプライン上に直接定めることが可能である。
【0017】
図2に示す心状撚り糸の製造方法に関して、サクション要素10の設計を基礎とする本発明は重要である。圧縮すべき両スライバ9について、サクション要素10はスライバ9の走行方向20に対してそれぞれテーパして(傾いて)延びるサクションスリット21を備えている。両サクションスリット21は、V字形状の走行方向21において互いに向かって延びるように設定されている。従って、入り口側では、両スライバ9は十分な距離を隔てた状態で案内されるため、スライバ9間の糸ジャンプが防止される。スライバ9は、コンデンシング装置に糸が受け渡されてはじめて互いに近づく。特に、梳毛糸の場合、出口ローラ対4;8(図1参照)の前側にSiroフロントコンデンサ22を配置することにより、スライバ9の接近はさらにサポートされ得る。
【0018】
サクションスリット21のV字状配置は、両スライバ9がクランプローラ16のクランプラインにおいてなお互いに距離をおいて移動しているという上述の事実を保証するものである。
【0019】
従って、フィラメント19を、このクランプ地点でスライバ9に対して距離を隔てた状態のままで通過するように供給することも可能である。フィラメント19が両スライバ9間の中心線上に供給されれば、非常に有利であることがわかっている。この供給方法は、クランプローラ16の領域に配置された糸ガイド23によって確実に達成される。糸ガイド23は調整可能に配置できるため、この糸ガイド23をスライバ9の走行方向20に対して斜めに配置することも可能である。これにより、フィラメント19をクランプ地点に対して両スライバ9のうちの一方と同じあるいはごく近い範囲に案内することができる。しかし、この場合、走行方向20上の糸ガイド23もサクションスリット21に対応して配置されるため、コンデンシングユニットの領域においては、フィラメント19と両スライバ9とが接触しない場合もあり得ることに注意しなければならない。
【0020】
単独のスライバ9と単独のフィラメント19とのみにより心糸を製造する上述の方法においても、サクションスリット21は、スライバ9の走行方向20に対してテーパして配置される。
【0021】
本発明の主要な特徴は、搬送ベルト12の設計にある。有利には、搬送ベルト12は引っ張り負荷を受ける織物あるいは糸からなる。織物の両面は異なる態様で被覆されている。サクション要素10に面する側は、滑りやすい表面となるよう被覆され、その反対側は、スライバ9を良好にループフリー搬送するよう滑りにくく被覆されている。搬送ベルト12と被覆の厚さは0.9乃至1.2mmである。搬送ベルト12の周囲通気性領域24は、横方向の移動許容範囲を考慮して、移動方向20におけるサクションスリット21の有効幅よりわずかに広い。領域24において、搬送ベルト12は、公知の方法で有利に均一に設けられた円形穿孔部25からなる穿孔部を有している。領域24の穿孔の度合い、すなわち、領域24の全面積に対する穿孔部25の面積の割合は、15乃至30%である。
【0022】
上記の心状撚り糸の製造方法において、サクション要素10の両サクションスリット21には、上記のような2つの通気性領域24を有する共通の搬送ベルト12が用いられる。
【図面の簡単な説明】
【0023】
【図1】ドラフト装置、コンデンシング(圧縮)ユニット、および、リング紡績ユニットを備えた本発明装置の側面図。
【図2】ドラフト装置とコンデンシングユニットとの部分平面図。
【図3】図2の詳細な図。
【特許請求の範囲】
【請求項1】
少なくとも一つのスライバがドラフトを受けてから圧縮され、次いで少なくとも一つのフィラメントと組み合わされて撚りを掛けられる、心糸あるいは心状撚り糸を製造する方法において、
コンデンシング(圧縮)領域(10;12)を出た後に、最低限一つのフィラメント(19)と最低限一つのスライバ(9)とが一体とされて、スライバ(9)によって撚りを掛けられる
ことを特徴とする製造方法。
【請求項2】
最低限一つのスライバ(9)と最低限一つのフィラメント(19)とが、コンデンシング領域(10;12)の下流に配置されたクランプ地点(10;16)のいずれか一方において一体とされる
ことを特徴とする請求項1に記載の製造方法。
【請求項3】
最低限一つのスライバ(9)と最低限一つのフィラメント(19)とが、コンデンシング領域(10;12)の下流に配置されたクランプ地点(10;16)のいずれか一方の通過後に一体とされる
ことを特徴とする請求項1に記載の製造方法。
【請求項4】
フィラメント(19)は、撚りを掛ける工程の前に、直接スライバ(9)に配置される
ことを特徴とする請求項1に記載の製造方法。
【請求項5】
フィラメント(19)は、撚りを掛ける工程の前に、スライバ(9)に対して平行に近接するように案内される
ことを特徴とする請求項1に記載の製造方法。
【請求項6】
フィラメント(19)は、撚りを掛ける工程の前に、二つのスライバ(9)の中心線上に案内される
ことを特徴とする請求項1に記載の製造方法。
【請求項7】
二つのスライバ(9)が、コンデンシング領域(10;12)内の互いに対して延びるV字状ベルトに、互いに距離を隔てた状態で案内される
ことを特徴とする請求項1乃至6のいずれかに記載の製造方法。
【請求項8】
少なくとも一つのスライバを引き出すドラフト装置と、前記ドラフト装置の直後に設けられたコンデンシング領域と、最低限一つのフィラメントを供給する装置と、を備え、前記コンデンシング領域は少なくとも一つのサクションスリットと通気性搬送ベルトとを有するサクション要素を有し、少なくとも複数箇所において通気性を有する前記通気性搬送ベルトは前記サクション要素上で少なくとも一つのスライバを搬送する、という請求項1に記載の方法を実施するための装置において、
フィラメント(19)が直接クランプ地点(10;16)に供給されるように、フィラメントストック(18)と、フィラメント(19)毎のコンデンシング領域(10;12)の下流に設けられたクランプ地点(10;16)のうちのいずれか一方と、の間に、一つの糸ガイド(23)が配置されている
ことを特徴とする装置。
【請求項9】
請求項1および7に記載の心状撚り糸の製造方法を実施するための装置において、
サクション要素(10)は、V字状に配置された二つのサクションスリット(21)を有し、これらのサクションスリットは、互いに接近するように案内された二つのスライバ(9)から走行方向に互いに延びるとともに、共通の搬送ベルト(12)によって覆われている
ことを特徴とする装置。
【請求項10】
糸ガイド(23)は、フィラメント(19)の移動方向に対して斜めに移動可能に配置されている
ことを特徴とする請求項8あるいは9に記載の装置。
【請求項11】
フィラメントストック(18)からフィラメント(19)を引き出す工程の後に、クランプローラ(16)がクランプ地点(10;16)を形成する
ことを特徴とする請求項8乃至10のいずれかに記載の装置。
【請求項12】
フィラメントストック(18)とクランプ地点(10;16)との間に、フィラメント(19)の供給装置が配置されている
ことを特徴とする請求項8乃至10のいずれかに記載の装置。
【請求項13】
ドラフト装置(1)の出口ローラ対(4;8)の前に、Siroフロントコンデンサ(22)が配置されている
ことを特徴とする請求項8乃至12のいずれかに記載の装置。
【請求項14】
搬送ベルト(12)は、サクション要素(10)のサクションスリット(21)毎に、サクションスリット(21)の有効幅よりもわずかに大きい幅を有する一つの周囲通気性領域(24)を有している
ことを特徴とする請求項8乃至13のいずれかに記載の装置。
【請求項15】
搬送ベルト(12)は、全体として0.9乃至1.2mmの厚さを有する被覆織物からなる
ことを特徴とする請求項8乃至14のいずれかに記載の装置。
【請求項16】
搬送ベルト(12)内に、引っ張り負荷を受ける糸が埋め込まれている
ことを特徴とする請求項8乃至15に記載の装置。
【請求項17】
搬送ベルト(12)のサクション要素(10)側は滑りやすい表面を有しており、その反対側は滑りにくい表面を有している
ことを特徴とする請求項8乃至16のいずれかに記載の装置。
【請求項18】
搬送ベルト(12)の通気性領域(24)は、15%乃至30%の穿孔度を有する
ことを特徴とする請求項8乃至15のいずれかに記載の装置。
【請求項1】
少なくとも一つのスライバがドラフトを受けてから圧縮され、次いで少なくとも一つのフィラメントと組み合わされて撚りを掛けられる、心糸あるいは心状撚り糸を製造する方法において、
コンデンシング(圧縮)領域(10;12)を出た後に、最低限一つのフィラメント(19)と最低限一つのスライバ(9)とが一体とされて、スライバ(9)によって撚りを掛けられる
ことを特徴とする製造方法。
【請求項2】
最低限一つのスライバ(9)と最低限一つのフィラメント(19)とが、コンデンシング領域(10;12)の下流に配置されたクランプ地点(10;16)のいずれか一方において一体とされる
ことを特徴とする請求項1に記載の製造方法。
【請求項3】
最低限一つのスライバ(9)と最低限一つのフィラメント(19)とが、コンデンシング領域(10;12)の下流に配置されたクランプ地点(10;16)のいずれか一方の通過後に一体とされる
ことを特徴とする請求項1に記載の製造方法。
【請求項4】
フィラメント(19)は、撚りを掛ける工程の前に、直接スライバ(9)に配置される
ことを特徴とする請求項1に記載の製造方法。
【請求項5】
フィラメント(19)は、撚りを掛ける工程の前に、スライバ(9)に対して平行に近接するように案内される
ことを特徴とする請求項1に記載の製造方法。
【請求項6】
フィラメント(19)は、撚りを掛ける工程の前に、二つのスライバ(9)の中心線上に案内される
ことを特徴とする請求項1に記載の製造方法。
【請求項7】
二つのスライバ(9)が、コンデンシング領域(10;12)内の互いに対して延びるV字状ベルトに、互いに距離を隔てた状態で案内される
ことを特徴とする請求項1乃至6のいずれかに記載の製造方法。
【請求項8】
少なくとも一つのスライバを引き出すドラフト装置と、前記ドラフト装置の直後に設けられたコンデンシング領域と、最低限一つのフィラメントを供給する装置と、を備え、前記コンデンシング領域は少なくとも一つのサクションスリットと通気性搬送ベルトとを有するサクション要素を有し、少なくとも複数箇所において通気性を有する前記通気性搬送ベルトは前記サクション要素上で少なくとも一つのスライバを搬送する、という請求項1に記載の方法を実施するための装置において、
フィラメント(19)が直接クランプ地点(10;16)に供給されるように、フィラメントストック(18)と、フィラメント(19)毎のコンデンシング領域(10;12)の下流に設けられたクランプ地点(10;16)のうちのいずれか一方と、の間に、一つの糸ガイド(23)が配置されている
ことを特徴とする装置。
【請求項9】
請求項1および7に記載の心状撚り糸の製造方法を実施するための装置において、
サクション要素(10)は、V字状に配置された二つのサクションスリット(21)を有し、これらのサクションスリットは、互いに接近するように案内された二つのスライバ(9)から走行方向に互いに延びるとともに、共通の搬送ベルト(12)によって覆われている
ことを特徴とする装置。
【請求項10】
糸ガイド(23)は、フィラメント(19)の移動方向に対して斜めに移動可能に配置されている
ことを特徴とする請求項8あるいは9に記載の装置。
【請求項11】
フィラメントストック(18)からフィラメント(19)を引き出す工程の後に、クランプローラ(16)がクランプ地点(10;16)を形成する
ことを特徴とする請求項8乃至10のいずれかに記載の装置。
【請求項12】
フィラメントストック(18)とクランプ地点(10;16)との間に、フィラメント(19)の供給装置が配置されている
ことを特徴とする請求項8乃至10のいずれかに記載の装置。
【請求項13】
ドラフト装置(1)の出口ローラ対(4;8)の前に、Siroフロントコンデンサ(22)が配置されている
ことを特徴とする請求項8乃至12のいずれかに記載の装置。
【請求項14】
搬送ベルト(12)は、サクション要素(10)のサクションスリット(21)毎に、サクションスリット(21)の有効幅よりもわずかに大きい幅を有する一つの周囲通気性領域(24)を有している
ことを特徴とする請求項8乃至13のいずれかに記載の装置。
【請求項15】
搬送ベルト(12)は、全体として0.9乃至1.2mmの厚さを有する被覆織物からなる
ことを特徴とする請求項8乃至14のいずれかに記載の装置。
【請求項16】
搬送ベルト(12)内に、引っ張り負荷を受ける糸が埋め込まれている
ことを特徴とする請求項8乃至15に記載の装置。
【請求項17】
搬送ベルト(12)のサクション要素(10)側は滑りやすい表面を有しており、その反対側は滑りにくい表面を有している
ことを特徴とする請求項8乃至16のいずれかに記載の装置。
【請求項18】
搬送ベルト(12)の通気性領域(24)は、15%乃至30%の穿孔度を有する
ことを特徴とする請求項8乃至15のいずれかに記載の装置。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2007−506007(P2007−506007A)
【公表日】平成19年3月15日(2007.3.15)
【国際特許分類】
【出願番号】特願2006−527411(P2006−527411)
【出願日】平成16年9月20日(2004.9.20)
【国際出願番号】PCT/EP2004/052249
【国際公開番号】WO2005/028721
【国際公開日】平成17年3月31日(2005.3.31)
【出願人】(506096305)ツェテックス、インジェニアゲゼルシャフト、フュール、マシネンバウ、ミット、ベシュレンクテル、ハフツング (1)
【氏名又は名称原語表記】CETEX INGENIEURGESELLSCHAFT FUER MASCHINENBAU MBH
【Fターム(参考)】
【公表日】平成19年3月15日(2007.3.15)
【国際特許分類】
【出願日】平成16年9月20日(2004.9.20)
【国際出願番号】PCT/EP2004/052249
【国際公開番号】WO2005/028721
【国際公開日】平成17年3月31日(2005.3.31)
【出願人】(506096305)ツェテックス、インジェニアゲゼルシャフト、フュール、マシネンバウ、ミット、ベシュレンクテル、ハフツング (1)
【氏名又は名称原語表記】CETEX INGENIEURGESELLSCHAFT FUER MASCHINENBAU MBH
【Fターム(参考)】
[ Back to top ]