
意匠構造体
【課題】漆喰層の表面に、かすれなどがなく鮮明な画像が固定されており、且つ色落ちなどが長期間にわたって防止されており、堅牢性に優れた商品価値の高い意匠構造体を提供する。
【解決手段】基材9と、基材9表面に形成された意匠層3とからなり、意匠層3は、消石灰またはその炭酸化物から形成されており、意匠層3には画像5が埋め込まれた画像領域3aが形成されており、且つ画像領域3aの上には、意匠層3を形成している消石灰またはその炭酸化物の被覆領域3bが形成されていることを特徴とする。
【解決手段】基材9と、基材9表面に形成された意匠層3とからなり、意匠層3は、消石灰またはその炭酸化物から形成されており、意匠層3には画像5が埋め込まれた画像領域3aが形成されており、且つ画像領域3aの上には、意匠層3を形成している消石灰またはその炭酸化物の被覆領域3bが形成されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、漆喰の表面に画像が形成された意匠構造体に関する。
【背景技術】
【0002】
従来、壁画に用いられる画法として、フレスコと呼ばれる技法が古くから知られている。この技法は、漆喰を壁に塗って乾ききらないうちに、水彩絵の具で絵画を描くというものであり、漆喰層(炭酸カルシウム層)の中に絵の具が滲み込んで乾くため、堅牢な画像が形成されるという利点がある。
【0003】
最近になって、漆喰層を基材シートの表面に設けた建築用ボードが実用に供されている。この建築用ボードは、基材シートの表面に、消石灰(水酸化カルシウム)と水との混練物からなるスラリーを塗布し、このスラリー層の表面に通気性の保護シートを貼着し、養生(炭酸ガスの吸収)してスラリーのコーティング層を固化させて漆喰層を形成した後、保護シートを引き剥がして壁材などとして機能させるというものであり、例えば、通気性の保護シートが貼着されている状態で壁に接着固定し、養生して固化させた後に、保護シートの引き剥がしが行われる。
【0004】
従って、このような建築用ボードに上記の画法を利用することが考えられる。例えば、特許文献1には、上記の保護シートの片面に所定の像を形成しておき、この保護シートを、その像形成面がスラリーのコーティング層の表面に密着するように貼着し、養生後に保護シートを引き剥がすことにより、画像を漆喰層の表面に転写させる技法が提案されている。
【0005】
特許文献1で提案されている方法により形成された建築ボードは、前述したフレスコ画法を応用したものであるが、転写により像を形成するため、漆喰層となるスラリーのコーティング層がかなり流動性を有している段階で、転写すべき像が密着し、その後、養生する。従って、転写された画像は、漆喰層の表面に深く浸透して固化を生じることとなり、画像が強固に漆喰層に固定されており、例えば、拭き取りなどによっても画像の色落ちを生じないという利点がある。フレスコ画法のように、像を描く場合には、漆喰層となる面が半固化状態ではあるが流動性を失っている状態で像が形成されるため(流動性を有している場合には、像を描くことができない)、形成される像は、固化した漆喰層の表面上に載った状態で存在することとなり、従って、拭き取りなどにより、像の色落ちなどが生じてしまう。
【0006】
このように、転写法により、漆喰層の表面に像を形成する特許文献1に記載されている方法は、像がしっかりと漆喰層表面に固定され、色落ちなど有効に防止され、耐久性の良好な像を形成できるという利点がある。
【特許文献1】特開平11−210200号
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1の方法では、保護シートの表面に形成される像を、漆喰層の表面に十分に転写させることができず、このため、単なる線、或いは単純な形状の文字などの像の形成には、特に問題はないが、模様(特に複雑な模様)や絵画などの複雑な像については、適用が困難であるという問題がある。また、線や単純な形状の文字などについても、転写された場合には、かなりかすれた像となってしまう。即ち、特許文献1に記載の方法では、模様や絵画などの像を形成することにより、ボードの商品価値を高めることが困難である。また、画像を構成する顔料成分の一部が表面に露出しているため、その堅牢性の点では、未だ改善の余地がある。
【0008】
従って、本発明の目的は、漆喰層の表面に、かすれなどがなく鮮明な画像が固定されており、且つ色落ちなどが長期間にわたって防止されており、堅牢性に優れた商品価値の高い意匠構造体を提供することにある。
【課題を解決するための手段】
【0009】
本発明によれば、基材と、基材表面に形成され且つ屈折率が1.8以下の無機粒子から形成された意匠層とからなり、該意匠層は、基材表面側において顔料乃至染料が浸透して固定された画像領域と、前記無機粒子により該画像領域を覆うように形成された薄い被覆領域とから形成されていることを特徴とする意匠構造体が提供される。
【0010】
本発明の意匠構造体においては、
(1)前記意匠層は、前記無機粒子を75重量%以上の量で含有していること、
(2)前記意匠層の被覆領域には、オイルまたは樹脂が含浸されていること、
(3)前記意匠層は、消石灰またはその炭酸化物から形成されていること、
(4)前記基材の表面には、前記意匠層に接着性を有するバインダー層が形成されており、該バインダー層上に意匠層が固定されていること、
(5)前記バインダー層が、漆喰または接着剤樹脂により形成されていること、
(6)前記バインダー層が漆喰により形成されており、前記画像を形成する顔料乃至染料成分の一部が該バインダー層に浸透していること、
が好適である。
【発明の効果】
【0011】
本発明の意匠構造体は、所定の基材表面に意匠層が形成されているものであるが、この意匠層が無機粒子から形成されおり、このような無機粒子からなる意匠層の基材表面側に顔料乃至染料が浸透して画像領域が形成され、さらに、この画像領域の上側(基材表面とは反対側)は、該意匠層を構成している無機粒子によって形成された被覆領域によって覆われている。従って、画像の堅牢性が極めて高く、長期間にわたって画像の色落ち或いは画像の部分的な脱落などを有効に回避することができる。また、被覆領域を形成している無機粒子、即ち意匠層を形成している無機粒子は、屈折率が1.8以下である。このため、被覆領域が形成されている意匠層の表面に照射された光は意匠層内に深く侵入し、画像領域に至る。この結果、被覆領域で覆われながらも、画像を外部から認識することができる。
【0012】
また、上記のような意匠層は、剥離シートの表面に、前記無機粒子(例えば、消石灰や炭酸カルシウムなど)と水との混練物をコーティングし、加熱などにより無機物層を形成させ、該無機物層上に画像をプリンターなどで印刷し、所定の基材表面に転写させることにより形成される。即ち、画像は、これを保持している無機物層毎、基材表面に転写されるため、画像の一部が剥離シート側に残るなどの不都合を有効に防止することができ、転写不良による画像のかすれなどを有効に回避することができる。このため、線や文字などの単純な画像は勿論のこと、絵画や写真などの複雑な画像であっても鮮明に形成することができる。
【0013】
また、被覆領域の形成により、画像の鮮鋭さが低下することがあるが、このような場合には、意匠層の表面にオイルまたは樹脂を含浸させることにより、光を意匠層の内部まで深く侵入させ、確実に画像の鮮鋭さを確保することができる。
【発明を実施するための最良の形態】
【0014】
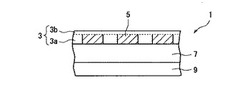
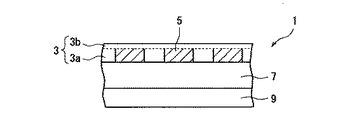
図1を参照して、全体として1で示す本発明の意匠構造体は、その表面に意匠層3を有しており、この意匠層3の内部には、顔料や染料などから形成された画像5が保持されている。また、意匠層3は、バインダー層7を介して基材9の表面に固定されている。
【0015】
画像5を有する意匠層3は、無機粒子の水性スラリーをコーティングし、加熱などにより形成された無機物層に、その一方の面から顔料乃至染料を浸透させて画像領域3aを形成し、次いで、後述する転写法により、画像5を含む無機物層を、画像5が形成されている側を基材9表面のバインダー層7上に密着させた状態で転写させることにより形成される。従って、意匠層3の基材9側には、画像5を有する画像領域3aが形成され、意匠層3の表面側には、画像5が形成されていない被覆領域3bが形成されることとなる。このような意匠層3に形成された画像5は、凹凸のある壁画調となり、写真画像などを比較すると、深みのあるものとなっている。
【0016】
意匠層3を形成する上記の無機粒子としては、屈折率が1.8以下の無機物からなるのでなければならない。屈折率が、これ以上のものを使用するときには、被覆領域3bからの光の侵入が阻害され、画像5の視認性が低下するからである。また、上記無機粒子の屈折率の下限については、特に制限されないが、一般的に入手が容易であること、不溶性であることなどの理由から、屈折率が1.3乃至1.8の無機粒子が好適に用いられる。
このような屈折率を有する無機物としては、例えば、水酸化カルシウム(消石灰)、炭酸カルシウム、硫酸カルシウムの半水和物(半水石膏;CaSO4・1/2H2O)と水との混練物が固化して形成される石膏(CaSO4・2H2O)、シリカ及びこれらの混合物(例えば、漆喰、水硬性セメントなどのセメント材料等)などを例示することができる。本発明においては、画像の転写のし易さ、画像の浸透固定性、画質などの観点から、消石灰の炭酸化により形成された漆喰(炭酸カルシウム或いは水酸化カルシウムとその炭酸化物)により意匠層3が形成されていることが最も好適である。
【0017】
また、上記の無機物粒子は、通常、意匠層3の断面を顕微鏡観察することにより測定される平均粒径が1乃至20μm程度の範囲にあることが好ましい。この範囲外であると、画像(顔料乃至染料)の浸透性低下などにより画質が低下したり、或いは意匠層の平滑性が低下し、鮮鋭で深みのある画像5を形成することが困難となるおそれがある。
【0018】
また、意匠層3中には、無機粒子以外に、混練物中の無機粒子の分散性を高め、また形成される意匠層3の物性を調整するための各種の添加剤が配合されていてよいが、上記の無機粒子は、意匠層3中に75重量%以上、好ましくは85%以上の量で存在していることが、画像5を形成する顔料乃至染料の浸透性や画像5の画質などの点から好適である。即ち、無機粒子が少ないと、画像5の凹凸性が不十分となり、深みのある画像5を形成することが困難となったり、また、顔料乃至染料の浸透が不十分となり、画像5に滲みを生じたり、或いは画像5の固定が不十分となり、転写に際して画像5のずれなどを生じ易くなるおそれがある。
【0019】
また、上記の添加剤としては、例えば、水性エマルジョンの固形分、繊維、無機細骨材、活性微粒子等を例示することができる。
【0020】
上記水性エマルジョンの固形分は、無機粒子により形成された無機物層の靱性を向上せしめるほか、意匠層3と後述するバインダー層7を形成する接着剤樹脂との接着強度等を向上せしめる作用を有するものである。この水性エマルジョンは、水媒体中にモノマー、オリゴマー或いはこれらの重合体等が分散したものであり、例えばアクリル樹脂系、酢酸ビニル系、スチレン/ブタジエンゴム系等の合成高分子系エマルジョンを挙げることができる。このような水性エマルジョンは、漆喰が形成される際に、媒体が蒸発して固形分の少なくとも一部が意匠層3中に存在することとなる。
【0021】
上記繊維、無機細骨剤、活性微粒子は、意匠層5の強度等の物理特性を向上させるものであり、繊維の例としては、ガラス繊維、ビニロン繊維、ポリプロピレン繊維、ポリエステル繊維、ポリエチレンテレフタレート繊維、アクリル繊維、アラミド繊維、カーボン繊維、金属繊維等を使用できる。また、繊維の形状としては短繊維、長繊維、織布、不織布等の形状のものが使用できるが、これらのうち短繊維は意匠層3の靱性および切断加工性の向上に特に有効である。このような短繊維の長さおよび直径は特に制限されないが、長さは1mm〜10mm、特に2mm〜6mmであり、直径は5〜50μm、特に10〜30μmであることが、意匠層3の靱性をより向上させ、また切断加工性においても優れたものとするために好適である。
【0022】
また、無機細骨材としては、例えば、平均粒子径が0.1〜50μm程度の範囲内にある無機粒状物であり、この範囲内で、形成する意匠層3の厚みの1/2以下の平均粒子径を有するものであり、具体的には、一般的には、珪砂、寒水砂、マイカ、施釉珪砂、施釉マイカ、セラミックサンド、ガラスビーズ、パーライト、或いは炭酸カルシウムなどを、意匠層3の形成に用いる無機粒子の種類に応じて適宜のものを使用することができる。
【0023】
更に、活性微粒子としては、平均粒子径が0.1〜50μm程度の高炉水砕スラグ、フライアッシュ、シリカフューム等を、意匠層3の形成に用いる無機粒子の種類に応じて使用することができる。
【0024】
上記のような添加剤は、それぞれ1種単独でも、2種以上が配合されていてもよいが、何れにしろ、画像5(顔料乃至染料)の意匠層3(画像領域3a)への浸透及び固定や形成される画像5の画質が損なわれないように、意匠層3を形成する無機粒子顔料が前述した範囲となる程度の量で使用することができる。
【0025】
また、図1に示されているように、後述する転写法で意匠層3が形成されることに関連して、上記の画像5を含む画像領域3aの上面には、意匠層3を形成している無機粒子(例えば、消石灰またはその炭酸化物、即ち漆喰)によって画像5を含まない被覆領域3bが形成されている。即ち、画像5の上面は、この被覆領域3bで被覆されており、被覆領域3bは、画像5の保護層として機能する。従って、画像5は堅牢性に優れ、これを擦ったりしても色落ち等を生じることがなく、長期間、特に半永久的に安定に保持される。
【0026】
ところで、画像5の上には、無機粒子からなる被覆領域3bが形成されているため、場合によっては、画像5が鮮鋭さに欠けたものとなるおそれがある。このような不都合を回避するために、無機粒子としては、前述した範囲の屈折率からなるものを使用しているが、やはり、被覆領域3bが形成されていない場合と比較すると、画像5の鮮鋭さが低下することは否めない。従って、本発明においては、一般的には、意匠層3の上面の被覆領域3bに不揮発性のオイルまたは樹脂を含浸させておくことが好ましい。これにより、意匠層3の上面から光が内部まで一層深く侵入するため、画像5の鮮鋭さを確保することができる。
上記の不揮発性のオイルとしては、不揮発性の鉱物性オイル、植物性オイル、或いは合成オイルなど適宜のものを使用することができる。また、上記の樹脂としては、シリコーン樹脂、エポキシ樹脂、尿素樹脂、フェノール樹脂、ビスマレイミド樹脂、ポリイミド樹脂、(メタ)アクリル酸、(メタ)アクリレートなどの(メタ)アクリル系樹脂、或いは酸変性オレフィン系樹脂、蝋、或いはパラフィンなど適宜のものを使用することができる。このような不揮発性のオイル或いは樹脂としては、屈折率が2.0以下で、透明性が高く且つ化学的に安定であれば、特に制限されるものではないが、浸透性、入手性及び化学的安定性の点からシリコーンオイル類が好適に使用される。また、このような不揮発性のオイル或いは樹脂は、液状のものであれば刷毛やローラーで直接塗布したり、固形物であれば水や有機溶剤に溶解させた溶液を同様に塗布したりすることで、意匠層3の上面の被覆領域3bへ含浸させることができる。
【0027】
本発明において、上記のような被覆領域3bの厚みは、2乃至50μm、特に5乃至30μmの範囲にあることが好ましい。被覆領域3bの厚みが薄すぎると、その保護効果が希薄となり、画像5の堅牢性が損なわれ、色落ち等が発生しやすくなってしまい、一方、被覆領域3bが必要以上に厚く形成されていると、画像5を外部(上面)から肉眼で認識することが困難となってしまうおそれがあるからである。従って、意匠層3の厚み(画像領域3aと被覆領域3bとの合計厚み)は、上記のような厚みの被覆領域3bを形成し得るようなものとすることが好ましく、一般には、5乃至150μm、特に10乃至100μmの範囲にあることが好ましい。即ち、この意匠層3は、転写法により形成されるため、意匠層3の厚みを必要以上に厚くすると、印刷時に画像5が意匠層3の内部(上面側)に深く浸透せず、この結果、被覆領域3bの厚みが上記範囲よりも厚くなってしまい、一方、意匠層3の厚みがあまり薄いと、印刷時に画像5が意匠層3の内部に深く浸透してしまい(画像領域3aの厚みが必要以上に厚くなる)、この結果、被覆領域3bの厚みが上記範囲よりも薄くなってしまい、場合によっては画像5が意匠層3の表面に露出してしまうからである。
【0028】
上述した意匠層3が固定されるバインダー層7は、意匠層3に接着性を有する材料、特に意匠層3を形成している無機粒子(例えば、半硬化状態にある消石灰及びその炭酸化物を含む材料)と接着性を有している材料から形成されるものであり、一般には、漆喰や接着剤樹脂で形成される。
【0029】
バインダー層7を漆喰で形成する場合、意匠層3(染料乃至顔料を含む無機物層)を転写する際には、かかる層は、水性スラリー状態にあり(即ち、消石灰及びその炭酸化物を含む水性混練物の状態)、意匠層3の転写後に大気中の炭酸ガスと反応し、完全に固化して漆喰となる。このような漆喰から形成されるバインダー層7には、前述した意匠層3と同様、各種の添加剤が配合されていてよい。また、バインダー層7が漆喰で形成されているときには、後述する転写により、意匠層3に形成されている画像5を形成している顔料乃至染料成分の一部が、このバインダー層7の表面領域に浸透し、画像5は、意匠層3とバインダー層7との両方でがっちりと固定される。特に意匠層3を形成する無機粒子として、消石灰とその炭酸化物(即ち、漆喰)を用いた場合には、意匠層3とバインダー層7とは、同じ漆喰で形成されることとなり、両者は一体化し、優れた強度特性を確保することができる。
【0030】
また、バインダー層7を接着剤樹脂で形成する場合、かかる接着剤樹脂としては、特に制限されるものではなく、エポキシ樹脂、尿素樹脂、フェノール樹脂、ビスマレイミド樹脂、ポリイミド樹脂等の熱硬化性樹脂、(メタ)アクリル酸、(メタ)アクリレートなどの(メタ)アクリル系粘着剤、或いはメタアクリル酸や無水マレイン酸等の不飽和カルボン酸で変性した酸変性オレフィン系樹脂などの熱溶着性樹脂等、適宜のものを使用することができる。
【0031】
バインダー層7の厚みは、通常、バインダー層7を形成する材料により異なり、例えば、漆喰によりバインダー層7を形成する場合には、バインダー層7の厚みは少なくとも20μm以上とすることが、後述する転写を効果的に行うために好適である。また、バインダー層7を接着剤樹脂で形成する場合には、その種類によっても異なり、一概には言えないが、一般的には、後述する転写を効果的に行うために、少なくとも5μm以上の厚みとすることが好ましい。また、このようなバインダー層7の厚みは、必要以上に厚くしてもコストの増大や大容量化を招くだけであるため、意匠層3の転写による固定が確実に行われる限り、バインダー層7の厚みは適宜選択される。
【0032】
また、基材9は、用いるバインダー層7の種類によって異なり、例えば、バインダー層7を漆喰で形成する場合には、漆喰を形成するための消石灰と水との混練物が透過により脱落せず、且つ漆喰からなるバインダー層7がしっかりと固定されるような材料によって基材9が形成され、例えば、パラフィンコート紙等の耐水紙;ガラス繊維、ビニロン繊維、ポリプロピレン繊維、ポリエステル繊維、ポリエチレンテレフタレート繊維、アクリル繊維、アラミド繊維、カーボン繊維等の繊維状物からなる織布または不織布;或いは、石膏ボード、ケイ酸カルシウムボード、木質合板、鋼板、木毛センメントボード、中空セメントボード、発泡セメントボード、コンクリートボード、モルタルボードなどを基材9として使用することができる。この場合、基材9には適度な通気性(例えば、2000sec/100cc以上のガーレ透気度)を有していることが、半固化状態のバインダー層7に炭酸ガスを供給して漆喰に固化させる上で有利である。従って、かかる基材9は、通気性のある織布や不織布などの繊維シートで形成される他に、ニードルパンチ、延伸等、公知の方法により通気性のみを付与する微多孔を形成して所定の通気性(ガーレ透気度)を確保することが好適である。
【0033】
また、バインダー層7を接着剤樹脂で形成する場合には、基材9は、各種の樹脂フィルム乃至シート、紙、金属箔、或いは金属板により形成することができる。
【0034】
基材9の形態は、一般には、シート、フィルム、ボードなどの平板状の形態を有するものであるが、バインダー層7の形成が可能であり、且つ意匠層3の転写が可能である限り、表面に曲率面や段差などを有する複雑な形状を有するものであってもよい。また、撓んだり、丸めたり、容易に変形するようなものであってもよいし、金属板のように変形しないようなものであってもよく、意匠構造体1の意匠性、用途などに応じて適宜なものとすることができる。また、基材9の厚みや大きさは特に制限されず、意匠層1に形成される画像5の大きさ、意匠構造体1の意匠性、用途、コストなどに応じて、適宜の厚みや大きさとすることができる。
【0035】
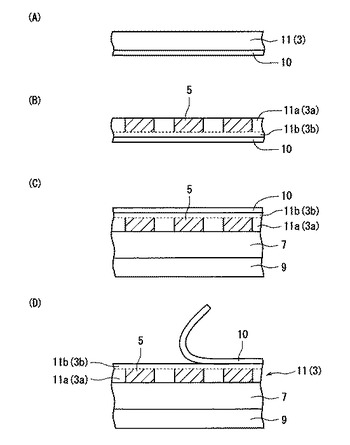
上述した意匠構造体1は、転写法によって製造することができ、図2には、その製造工程を示した。
【0036】
図2を参照して、先ず、所定の剥離シート10の表面に、無機粒子と混練物からなるスラリーをコーティングし、前述した意匠層3に対応する無機物層11を形成する(工程(A))。
【0037】
上記の混練物のスラリーは、例えば、前述した無機粒子と水とを混練することにより調製され、例えば、無機粒子として消石灰の粉末を用いた場合には、コーティング及び乾燥に伴い、該混練物は徐々に大気中の炭酸ガスと反応し、一部の消石灰が炭酸化して固化が進行する。また、無機粒子として、硫酸カルシウムの半水和物を用いた場合には、水と反応し、その混練物は徐々に固化して石膏(CaSO4・2H2O)を生成していく。さらに、無機粒子として炭酸カルシウムやシリカなどを用いた場合には、その混練物を適宜加熱等によって水分を除去することにより、適度な固化状態となる。何れにしろ、適度な粒径のものを使用し、或いは混練条件を調整して無機粒子の分散粒径を、最終的に固化した状態で、前述した平均粒径が得られるように調整しておくのがよい。また、このような混練物(水性スラリー)中には、前述した各種の添加剤が配合される。また、コーティングの際に垂れなどを生じないように、適宜増粘剤を配合して、適当な粘度に調整しておくことができる。
【0038】
混練物のコーティングは、バーコーター、ロールコーター、フローコーター、ナイフコーター、コンマコーター、スプレー、ディッピング、吐出、型材転写等により塗布し、必要に応じてコテ押さえ、口金絞り、ローラー転圧、1軸プレス等を採用することにより、所定の厚みにコーティングすることができる。
【0039】
剥離シート10としては、後述する工程(D)での転写に際して、これを無機物層11から容易に引き剥がすことができるものであれば特に制限されず、任意の材質のものが使用されるが、通常、ポリエチレン、ポリプロピレン等の膜状物および防水紙等の非透水性シートや、ポリエチレン、ポリプロピレン、ポリエステル、ビニロン、ポリエチレンテレフタレート、耐アルカリガラス等の人工繊維ポリエステル、ビニロン、耐アルカリガラス等の人工繊維からなる織布および不織布等の繊維シートが好適に使用される。また、この剥離シート10は、漆喰によりバインダー層7を形成する場合に使用される基材9と同様、通気性を有していることが好ましく、同様の手段により、ガーレ透気度が2000sec/100cc以上に調整されていることが好適である。これにより、炭酸ガスの吸収や水の揮散などによる固化を有効に行うことができる。
【0040】
上記のようにして意匠層3に対応する無機物層11が形成された後、画像5の印刷が行われる(工程(B))。画像5は、所定の顔料乃至染料が分散乃至溶解したインキを使用し、グラビア印刷などによって、所定の大きさのものを連続して印刷することにより形成することができるし、また、インクジェットプリンターやレーザプリンタなどを用いて、適当なサイズに裁断された剥離シート10上の無機物層11に形成することもできる。
【0041】
このような印刷により、顔料乃至染料が無機物層11中に浸透し、無機物層11の表面側には、顔料乃至染料が浸透して形成された画像領域11aが形成され、剥離シート10側には、顔料乃至染料が浸透していない非画像領域11bが形成されることとなる。従って、上記のような無機物層11の厚みは、前述した意匠層3の厚みに対応しており、画像領域11aは、意匠層3における画像領域3aに相当し、非画像領域11bは、被覆層3bに相当するものとなる。
【0042】
上記のような画像5の形成に際して、顔料乃至染料として用いるトナーやインキの種類などは特に制限されないが、最も好適には、水溶性染料が溶解し或いは顔料が界面活性剤などで水(或いは水/アルコール混合溶媒など)に分散された親水性のインキを用いることが、無機物層11に滲みがなく且つ安定に浸透して保持された鮮鋭な画像5を形成する上で好ましく、また転写性の点でも好適である。特に画像5の耐候性や転写性という観点から、界面活性剤などにより顔料が溶媒に分散されたタイプのインキが最も好適である。
【0043】
尚、上記のような画像5は、意匠構造体1で視認される画像5とは鏡像の関係にあり、従って、デジタルカメラなどで撮影された写真などの画像を形成する場合には、コンピュータで鏡像の形に処理して無機物層11上に印刷されることとなる。
【0044】
本発明において、意匠層3の形成用無機粒子として消石灰粉末を用いた場合には、炭酸化により完全に固化に至る前の適度な半固化状態、即ち、消石灰の炭酸化率が70%以下、特に50%の範囲にあることが好ましい。この炭酸化率は、前述した混練物の調製に用いた消石灰の重量に対し、生成した炭酸化カルシウムの重量割合を示すものであり、上記範囲よりも炭酸化率が高いと、画像5が消石灰とその炭酸化物より形成される無機物層11の内部に浸透せず、この結果、必要以上の厚みの非画像領域11b(即被覆領域3b)が形成され、画像5の固定が不十分となる他に、意匠構造体1において、画像5の視認が困難となるおそれがある。
【0045】
以上のようにして画像5の印刷が行われた後、別個に作製された基材9とバインダー層7との積層体に、上記の剥離シート10を、バインダー層7と画像5を有する無機物層11とが対面するように重ね合わせて圧着する(工程(C))。
【0046】
この場合、バインダー層7を漆喰により形成する場合には、前述した剥離シート10上の無機物層11と同様、このバインダー層7は、水性のスラリー状態にあることが好ましく、さらに消石灰の炭酸化率70%以下にあることが好ましい。即ち、炭酸化が必要以上に進行していると、該バインダー層7に剥離シート10の無機物層11を固定する際に接着力が低下し、積層不良を引き起こすおそれがあるからである。漆喰から形成されるバインダー層7が上記のような水性スラリー状態にあるときに、無機物層11を圧着することにより、無機物層11の表面(画像領域11aの表面)とバインダー層7との接着性が向上し、無機物層11は、がっちりとバインダー層11上に固定され、また、画像5を形成する顔料乃至染料の一部もバインダー層7の表面部分に浸透するため、画像5もバインダー層7にしっかりと固定され、転写を有効に行うことが可能となる。特に、意匠層3の形成材である無機粒子として消石灰を用いた場合には、無機物層11も漆喰となるため、無機物層11とバインダー層7とは完全に一体化し、転写性は一層向上する。
【0047】
また、接着剤樹脂を用いてバインダー層7が形成されている場合には、圧着した状態で必要により加熱及び冷却を行い、無機物層11をバインダー層7にしっかりと接着固定することもできる。
【0048】
上記のようにして剥離シート10を基材9とバインダー層7との積層体に圧着した状態で剥離シート10を引き剥がす(工程(D))。これにより、前述した図1に示す意匠構造体1が形成される。無機物層11を消石灰とその炭酸化物により形成する場合には、この意匠構造体1を大気中に放置しておくことにより、無機物層11は、完全に炭酸化して固化した漆喰からなる意匠層3となる。例えば、意匠層3或いはバインダー層7を漆喰で形成する場合には、通常、0.5乃至60日間程度であり、意匠層3を石膏で形成する場合には、通常、0.5乃至5時間程度である。また、意匠層3をシリカ粉末や炭酸カルシウムが分散したエマルジョンスラリーなどを用いて形成する場合には、必要により、適度な温度に加熱して硬化(脱水)を促進させることもできる。
【0049】
また、剥離シートを引き剥がした後、完全硬化して形成された意匠層3の上面(被覆領域3aの表面)にオイルまたは樹脂を含浸させることにより、画像5の鮮鋭さをさらに高めることができる。
【0050】
即ち、上記のようにして得られる意匠構造体1は、画像5がバインダー層7に面接した状態で無機物層11(意匠層3)ごと転写されるため、画像5の転写不良が確実に防止され、絵画や写真画像のような複雑な画像であっても、画像の欠けなどがなく、ほとんどそのまま転写されて形成される。従って、この意匠構造体は、優れた意匠性を有しており、極めて商品価値が高い。また、画像5の上面には、意匠層3を形成している漆喰などの無機粒子による被覆領域3bが形成されているため、拭き取りや摺擦などによる色落ちがほとんど生ぜず、画像5の堅牢性に極めて優れている。また、画像5が漆喰などの凹凸のある無機粒子の層に浸透して形成されているため、絵画調となり、写真画像のようなものを転写した場合にも、立体感や深みのある画像が形成され、その意匠性は極めて高い。
【0051】
本発明の意匠構造体は、優れた意匠性を有しており、商品価値が高く、例えば壁画調の壁材としては勿論のこと、絵画や写真などの画像を有するボード或いはシートとして、適当な位置に設置して、置物、展示物などとして、鑑賞用、表示用など、種々の用途に使用される。
【実施例】
【0052】
本発明の優れた効果を、次の実験例で説明する。
なお、以下に、実験例で用いた各試験方法および材料を示す。
【0053】
(1)画像のにじみ率:
インクジェットプリンター(エプソン製PM−4000PX型、顔料が分散された水溶性インキ使用)により、各種無機粒子をコーティングして形成された無機物層の表面に、直径10mmの円を印刷した。次に、印刷面の印刷画像(円画像)を市販のカラースキャナーでデジタル画像としてパーソナルコンピュータに読み込み、画像処理ソフトを用いて印刷画像(円画像)のピクセル数を測定した。同様に、市販のインクジェットプリンター専用紙に直径10mmの円を印刷し、印刷面の印刷画像(円画像)のピクセル数を測定した。無機物層の表面に印刷した場合の印刷画像(円画像)のピクセル数とインクジェットプリンター専用紙に印刷した場合の印刷画像(円画像)のピクセル数を用い、下記式によりにじみ率(SR)を算出した。
SR=P1/P0
SR:にじみ率(−);通常1以上、にじみが多いと数値が大きくなる。
P1:無機物層の印刷画像(円画像)のピクセル数(ピクセル)
P0:インクジェットプリンター専用紙に印刷した印刷画像(円画像)のピクセル数(ピクセル)
【0054】
(2)耐摩擦試験:
JIS A 6921にしたがって、湿潤時の摩擦試験を行い、5段階評価における耐摩擦度(級)を測定した。
耐摩擦度:1〜5級の5段階評価;耐摩擦度としては5級が最も高い。
【0055】
(3)画像透過性:
無機物層にインクジェットプリンター(エプソン製PM−4000PX型、顔料が分散された水溶性インキ使用)で直径10mmの黒円を印刷して作製した意匠構造体の意匠層側において、円画像のL*a*b*色座標系(JIS Z 8729)における明度指数L*を分光色差計(日本電色工業製、NF−333型)にて測定した。また、市販のインクジェットプリンター専用紙に直径10mmの黒円を印刷した場合の明度指数L*を測定し、意匠構造体の明度指数との差を画像透過係数として計算した。
ΔL=L1−L0
ΔL:画像透過係数;数値が小さいほど意匠構造体の画像の透過性が高い。
L1:意匠構造体の円画像の明度指数
L0:市販のインクジェットプリンター専用紙の円画像の明度指数
また、円画像を目視で観察し、円画像の認識が良好なものを○、円画像の認識が不明瞭なものを×とした。
【0056】
(4)炭酸化率:
強熱減量法により、意匠層乃至バインダー層中の水酸化カルシウムおよび炭酸カルシウムを定量し、水酸化カルシウムの炭酸化カルシウムへの変化率を算出した。
【0057】
以下の実施例及び比較例で用いた主な材料は、以下の通りである。
(A)基材:
炭カル紙:王子製紙株式会社製「OKコスモCA135」(商品名)(厚み0.18mm、目つけ量138g/m2)
(B)無機粉体:
水酸化カルシウム:宇部マテリアルズ製「高純度消石灰CH」(商品名)
炭酸カルシウム:薬仙石灰製「ホワイト7」(商品名)
(C)無機細骨材:
炭酸カルシウム:薬仙石灰製「ホワイト7」(商品名)
(D)水性エマルジョン:
ポリトロン:旭化成工業株式会社製「ポリトロンA1480」(商品名)(アクリル系共重合体ラテックス、固形分40重量%)
(E)流動化剤:
シーカメント:日本シーカ株式会社製「シーカメント1000NT」(商品名)
(F)剥離シート:
不織布A:ユニセル株式会社製「BT−1306WM」(商品名)
PETフィルム:厚み50μm
(G)シリコーンオイル
オイルA:東レ・ダウコーニング株式会社製「BY16−606」(商品名)(変性シリコーンオイル)
樹脂A:株式会社アサヒペン製「クリヤラッカー」(商品名)(有機溶媒系アルキド樹脂含有塗料)
【0058】
(実施例1〜8)
表1に示す無機粒子100重量部、水80重量部および水性エマルジョン20重量部を混合し無機粒子スラリーを作製し、表1に示す剥離シートの表面にバーコーターで塗布し、50℃の乾燥機中で15分間乾燥させ、意匠層となる無機粒子層を剥離シートの表面に形成した。この無機粒子層(意匠層)の厚みは表1に示す通りである。
【0059】
次に、この無機粒子層の表面に、インクジェットプリンターで直径10mmの黒色の円を印刷し、室内にて10分乾燥させ、にじみ度を測定した。その結果を表2に示す。
【0060】
一方、炭カル紙(300×200mm)の表面に水酸化カルシウム100重量部、水性エマルジョン30重量部、水40重量部及び流動化剤3重量部の配合比で混練した混合物をコーター法により塗布してバインダー層を形成した。このバインダー層に、直ちに、直径10mmの黒色の円を印刷した無機粒子層(意匠層)を有する剥離シートを密着させ、60℃の恒温乾燥機中で約3時間乾燥させ、意匠構造前駆体を作製し、剥離シートを剥がして意匠構造体を得た。
【0061】
得られた意匠構造体を室内にて2週間放置し炭酸化させた。実施例1及び実施例2で得られた意匠構造体については、意匠層の一部を削り取り、その炭酸化率を測定した。その結果を表2に示す。
【0062】
また、上記で作製された意匠構造体の意匠層の表面にオイルAをハケで塗布した。このようにして得られた意匠構造体の耐摩擦度および画像透過性を測定した。
【0063】
【表1】

【0064】
【表2】
【0065】
(比較例1〜6)
表3に示す屈折率が1.8より大の無機粒子を使った以外は、実施例と同様な操作を行い、比較試験体を作製した。その場合のにじみ率、耐摩擦度および画像透過性を同様に測定した。その結果を表4に示す。
【0066】
【表3】
【0067】
【表4】
【0068】
(実施例9)
水酸化カルシウム100重量部、水80重量部および水性エマルジョン20重量部を混合し水酸化カルシウムスラリーを作製し、不織布Aの表面にバーコーターで塗布し、50℃の乾燥機中で15分間乾燥させ、水酸化カルシウムをコートしたシートを作製した。このときの水酸化カルシウム層(意匠層となる無機粒子層)の厚さは31μmで、炭酸化率を測定すると22%であった。
【0069】
次に、この水酸化カルシウム層の表面にインクジェットプリンターで直径10mmの黒色の円を印刷し、室内にて10分乾燥させ、にじみ度を測定した結果、にじみ率は1.04であった。
【0070】
一方、PETフィルムの表面に水性のアクリル系接着剤をハケで塗布してバインダー層を形成した。このバインダー層に、上記で作製した直径10mmの黒色の円を印刷した炭酸化率22%の水酸化カルシウム層(意匠層)を有するシートを密着させ、室温にて約5時間乾燥させ、意匠構造前駆体を作製し、次いで不織布Aを剥がして意匠構造体を得た。得られた意匠構造体を室内にて15日間放置し炭酸化させ、その後、意匠層の表面にオイルAをハケで塗布した。
【0071】
このようにして得られた意匠構造体の耐摩擦度および画像透過性を測定した。また、意匠層を削り取り、その炭酸化率を測定した。その結果を表5に示す。
【0072】
(実施例10)
オイルAの代わりに樹脂Aを使用した以外は、実施例9と同様な操作を行い、意匠構造体を得た。このようにして得られた意匠構造体の耐摩擦度および画像透過性を測定した。また、意匠層を削り取り、その炭酸化率を測定した。その結果を表5に示す。
【0073】
(比較例7)
実施例9で得られた、水酸化カルシウム層が表面に形成された不織布Aを室内に7日間放置し、水酸化カルシウム層の炭酸化率を86%とした。次に、この水酸化カルシウムをコートした面にインクジェットプリンターで直径10mmの黒色の円を印刷し、室内にて10分乾燥させ、にじみ度を測定した結果、にじみ率は、1.31と滲みが多く、鮮鋭な円画像を得られなかった。
【0074】
一方、実施例9と同様に、上記で作製された黒色の円が印刷された炭酸化率86%の水酸化カルシウム層を、PETフィルムの表面に形成されたバインダー層に密着させ、室温にて約5時間乾燥させた後、不織布Aを剥がして比較試験体を得た。得られた比較試験体を室内にて15日間放置し炭酸化させ、意匠層の一部を削り取り、その炭酸化率を測定した。その結果を表5に示す。その後、意匠層の表面にオイルAをハケで塗布した。
このようにして得られた比較試験体の耐摩擦度および画像透過性を測定した。また、その結果を表5に示す。
【0075】
(比較例8)
オイルAの代わりに樹脂Aを使用した以外は、比較例7と同様な操作を行い、比較試験体を得た。このようにして得られた比較試験体の耐摩擦度および画像透過性を測定した。また、意匠層を削り取り、その炭酸化率を測定した。その結果を表5に示す。
【0076】
【表5】
【図面の簡単な説明】
【0077】
【図1】本発明の意匠構造体の構造を示す図。
【図2】図1の意匠構造体の製造工程を示す工程図。
【符号の説明】
【0078】
1:意匠構造体
3:意匠層
3a:画像領域
3b:被覆領域
7:バインダー層
9:基材
10:剥離シート
【技術分野】
【0001】
本発明は、漆喰の表面に画像が形成された意匠構造体に関する。
【背景技術】
【0002】
従来、壁画に用いられる画法として、フレスコと呼ばれる技法が古くから知られている。この技法は、漆喰を壁に塗って乾ききらないうちに、水彩絵の具で絵画を描くというものであり、漆喰層(炭酸カルシウム層)の中に絵の具が滲み込んで乾くため、堅牢な画像が形成されるという利点がある。
【0003】
最近になって、漆喰層を基材シートの表面に設けた建築用ボードが実用に供されている。この建築用ボードは、基材シートの表面に、消石灰(水酸化カルシウム)と水との混練物からなるスラリーを塗布し、このスラリー層の表面に通気性の保護シートを貼着し、養生(炭酸ガスの吸収)してスラリーのコーティング層を固化させて漆喰層を形成した後、保護シートを引き剥がして壁材などとして機能させるというものであり、例えば、通気性の保護シートが貼着されている状態で壁に接着固定し、養生して固化させた後に、保護シートの引き剥がしが行われる。
【0004】
従って、このような建築用ボードに上記の画法を利用することが考えられる。例えば、特許文献1には、上記の保護シートの片面に所定の像を形成しておき、この保護シートを、その像形成面がスラリーのコーティング層の表面に密着するように貼着し、養生後に保護シートを引き剥がすことにより、画像を漆喰層の表面に転写させる技法が提案されている。
【0005】
特許文献1で提案されている方法により形成された建築ボードは、前述したフレスコ画法を応用したものであるが、転写により像を形成するため、漆喰層となるスラリーのコーティング層がかなり流動性を有している段階で、転写すべき像が密着し、その後、養生する。従って、転写された画像は、漆喰層の表面に深く浸透して固化を生じることとなり、画像が強固に漆喰層に固定されており、例えば、拭き取りなどによっても画像の色落ちを生じないという利点がある。フレスコ画法のように、像を描く場合には、漆喰層となる面が半固化状態ではあるが流動性を失っている状態で像が形成されるため(流動性を有している場合には、像を描くことができない)、形成される像は、固化した漆喰層の表面上に載った状態で存在することとなり、従って、拭き取りなどにより、像の色落ちなどが生じてしまう。
【0006】
このように、転写法により、漆喰層の表面に像を形成する特許文献1に記載されている方法は、像がしっかりと漆喰層表面に固定され、色落ちなど有効に防止され、耐久性の良好な像を形成できるという利点がある。
【特許文献1】特開平11−210200号
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1の方法では、保護シートの表面に形成される像を、漆喰層の表面に十分に転写させることができず、このため、単なる線、或いは単純な形状の文字などの像の形成には、特に問題はないが、模様(特に複雑な模様)や絵画などの複雑な像については、適用が困難であるという問題がある。また、線や単純な形状の文字などについても、転写された場合には、かなりかすれた像となってしまう。即ち、特許文献1に記載の方法では、模様や絵画などの像を形成することにより、ボードの商品価値を高めることが困難である。また、画像を構成する顔料成分の一部が表面に露出しているため、その堅牢性の点では、未だ改善の余地がある。
【0008】
従って、本発明の目的は、漆喰層の表面に、かすれなどがなく鮮明な画像が固定されており、且つ色落ちなどが長期間にわたって防止されており、堅牢性に優れた商品価値の高い意匠構造体を提供することにある。
【課題を解決するための手段】
【0009】
本発明によれば、基材と、基材表面に形成され且つ屈折率が1.8以下の無機粒子から形成された意匠層とからなり、該意匠層は、基材表面側において顔料乃至染料が浸透して固定された画像領域と、前記無機粒子により該画像領域を覆うように形成された薄い被覆領域とから形成されていることを特徴とする意匠構造体が提供される。
【0010】
本発明の意匠構造体においては、
(1)前記意匠層は、前記無機粒子を75重量%以上の量で含有していること、
(2)前記意匠層の被覆領域には、オイルまたは樹脂が含浸されていること、
(3)前記意匠層は、消石灰またはその炭酸化物から形成されていること、
(4)前記基材の表面には、前記意匠層に接着性を有するバインダー層が形成されており、該バインダー層上に意匠層が固定されていること、
(5)前記バインダー層が、漆喰または接着剤樹脂により形成されていること、
(6)前記バインダー層が漆喰により形成されており、前記画像を形成する顔料乃至染料成分の一部が該バインダー層に浸透していること、
が好適である。
【発明の効果】
【0011】
本発明の意匠構造体は、所定の基材表面に意匠層が形成されているものであるが、この意匠層が無機粒子から形成されおり、このような無機粒子からなる意匠層の基材表面側に顔料乃至染料が浸透して画像領域が形成され、さらに、この画像領域の上側(基材表面とは反対側)は、該意匠層を構成している無機粒子によって形成された被覆領域によって覆われている。従って、画像の堅牢性が極めて高く、長期間にわたって画像の色落ち或いは画像の部分的な脱落などを有効に回避することができる。また、被覆領域を形成している無機粒子、即ち意匠層を形成している無機粒子は、屈折率が1.8以下である。このため、被覆領域が形成されている意匠層の表面に照射された光は意匠層内に深く侵入し、画像領域に至る。この結果、被覆領域で覆われながらも、画像を外部から認識することができる。
【0012】
また、上記のような意匠層は、剥離シートの表面に、前記無機粒子(例えば、消石灰や炭酸カルシウムなど)と水との混練物をコーティングし、加熱などにより無機物層を形成させ、該無機物層上に画像をプリンターなどで印刷し、所定の基材表面に転写させることにより形成される。即ち、画像は、これを保持している無機物層毎、基材表面に転写されるため、画像の一部が剥離シート側に残るなどの不都合を有効に防止することができ、転写不良による画像のかすれなどを有効に回避することができる。このため、線や文字などの単純な画像は勿論のこと、絵画や写真などの複雑な画像であっても鮮明に形成することができる。
【0013】
また、被覆領域の形成により、画像の鮮鋭さが低下することがあるが、このような場合には、意匠層の表面にオイルまたは樹脂を含浸させることにより、光を意匠層の内部まで深く侵入させ、確実に画像の鮮鋭さを確保することができる。
【発明を実施するための最良の形態】
【0014】
図1を参照して、全体として1で示す本発明の意匠構造体は、その表面に意匠層3を有しており、この意匠層3の内部には、顔料や染料などから形成された画像5が保持されている。また、意匠層3は、バインダー層7を介して基材9の表面に固定されている。
【0015】
画像5を有する意匠層3は、無機粒子の水性スラリーをコーティングし、加熱などにより形成された無機物層に、その一方の面から顔料乃至染料を浸透させて画像領域3aを形成し、次いで、後述する転写法により、画像5を含む無機物層を、画像5が形成されている側を基材9表面のバインダー層7上に密着させた状態で転写させることにより形成される。従って、意匠層3の基材9側には、画像5を有する画像領域3aが形成され、意匠層3の表面側には、画像5が形成されていない被覆領域3bが形成されることとなる。このような意匠層3に形成された画像5は、凹凸のある壁画調となり、写真画像などを比較すると、深みのあるものとなっている。
【0016】
意匠層3を形成する上記の無機粒子としては、屈折率が1.8以下の無機物からなるのでなければならない。屈折率が、これ以上のものを使用するときには、被覆領域3bからの光の侵入が阻害され、画像5の視認性が低下するからである。また、上記無機粒子の屈折率の下限については、特に制限されないが、一般的に入手が容易であること、不溶性であることなどの理由から、屈折率が1.3乃至1.8の無機粒子が好適に用いられる。
このような屈折率を有する無機物としては、例えば、水酸化カルシウム(消石灰)、炭酸カルシウム、硫酸カルシウムの半水和物(半水石膏;CaSO4・1/2H2O)と水との混練物が固化して形成される石膏(CaSO4・2H2O)、シリカ及びこれらの混合物(例えば、漆喰、水硬性セメントなどのセメント材料等)などを例示することができる。本発明においては、画像の転写のし易さ、画像の浸透固定性、画質などの観点から、消石灰の炭酸化により形成された漆喰(炭酸カルシウム或いは水酸化カルシウムとその炭酸化物)により意匠層3が形成されていることが最も好適である。
【0017】
また、上記の無機物粒子は、通常、意匠層3の断面を顕微鏡観察することにより測定される平均粒径が1乃至20μm程度の範囲にあることが好ましい。この範囲外であると、画像(顔料乃至染料)の浸透性低下などにより画質が低下したり、或いは意匠層の平滑性が低下し、鮮鋭で深みのある画像5を形成することが困難となるおそれがある。
【0018】
また、意匠層3中には、無機粒子以外に、混練物中の無機粒子の分散性を高め、また形成される意匠層3の物性を調整するための各種の添加剤が配合されていてよいが、上記の無機粒子は、意匠層3中に75重量%以上、好ましくは85%以上の量で存在していることが、画像5を形成する顔料乃至染料の浸透性や画像5の画質などの点から好適である。即ち、無機粒子が少ないと、画像5の凹凸性が不十分となり、深みのある画像5を形成することが困難となったり、また、顔料乃至染料の浸透が不十分となり、画像5に滲みを生じたり、或いは画像5の固定が不十分となり、転写に際して画像5のずれなどを生じ易くなるおそれがある。
【0019】
また、上記の添加剤としては、例えば、水性エマルジョンの固形分、繊維、無機細骨材、活性微粒子等を例示することができる。
【0020】
上記水性エマルジョンの固形分は、無機粒子により形成された無機物層の靱性を向上せしめるほか、意匠層3と後述するバインダー層7を形成する接着剤樹脂との接着強度等を向上せしめる作用を有するものである。この水性エマルジョンは、水媒体中にモノマー、オリゴマー或いはこれらの重合体等が分散したものであり、例えばアクリル樹脂系、酢酸ビニル系、スチレン/ブタジエンゴム系等の合成高分子系エマルジョンを挙げることができる。このような水性エマルジョンは、漆喰が形成される際に、媒体が蒸発して固形分の少なくとも一部が意匠層3中に存在することとなる。
【0021】
上記繊維、無機細骨剤、活性微粒子は、意匠層5の強度等の物理特性を向上させるものであり、繊維の例としては、ガラス繊維、ビニロン繊維、ポリプロピレン繊維、ポリエステル繊維、ポリエチレンテレフタレート繊維、アクリル繊維、アラミド繊維、カーボン繊維、金属繊維等を使用できる。また、繊維の形状としては短繊維、長繊維、織布、不織布等の形状のものが使用できるが、これらのうち短繊維は意匠層3の靱性および切断加工性の向上に特に有効である。このような短繊維の長さおよび直径は特に制限されないが、長さは1mm〜10mm、特に2mm〜6mmであり、直径は5〜50μm、特に10〜30μmであることが、意匠層3の靱性をより向上させ、また切断加工性においても優れたものとするために好適である。
【0022】
また、無機細骨材としては、例えば、平均粒子径が0.1〜50μm程度の範囲内にある無機粒状物であり、この範囲内で、形成する意匠層3の厚みの1/2以下の平均粒子径を有するものであり、具体的には、一般的には、珪砂、寒水砂、マイカ、施釉珪砂、施釉マイカ、セラミックサンド、ガラスビーズ、パーライト、或いは炭酸カルシウムなどを、意匠層3の形成に用いる無機粒子の種類に応じて適宜のものを使用することができる。
【0023】
更に、活性微粒子としては、平均粒子径が0.1〜50μm程度の高炉水砕スラグ、フライアッシュ、シリカフューム等を、意匠層3の形成に用いる無機粒子の種類に応じて使用することができる。
【0024】
上記のような添加剤は、それぞれ1種単独でも、2種以上が配合されていてもよいが、何れにしろ、画像5(顔料乃至染料)の意匠層3(画像領域3a)への浸透及び固定や形成される画像5の画質が損なわれないように、意匠層3を形成する無機粒子顔料が前述した範囲となる程度の量で使用することができる。
【0025】
また、図1に示されているように、後述する転写法で意匠層3が形成されることに関連して、上記の画像5を含む画像領域3aの上面には、意匠層3を形成している無機粒子(例えば、消石灰またはその炭酸化物、即ち漆喰)によって画像5を含まない被覆領域3bが形成されている。即ち、画像5の上面は、この被覆領域3bで被覆されており、被覆領域3bは、画像5の保護層として機能する。従って、画像5は堅牢性に優れ、これを擦ったりしても色落ち等を生じることがなく、長期間、特に半永久的に安定に保持される。
【0026】
ところで、画像5の上には、無機粒子からなる被覆領域3bが形成されているため、場合によっては、画像5が鮮鋭さに欠けたものとなるおそれがある。このような不都合を回避するために、無機粒子としては、前述した範囲の屈折率からなるものを使用しているが、やはり、被覆領域3bが形成されていない場合と比較すると、画像5の鮮鋭さが低下することは否めない。従って、本発明においては、一般的には、意匠層3の上面の被覆領域3bに不揮発性のオイルまたは樹脂を含浸させておくことが好ましい。これにより、意匠層3の上面から光が内部まで一層深く侵入するため、画像5の鮮鋭さを確保することができる。
上記の不揮発性のオイルとしては、不揮発性の鉱物性オイル、植物性オイル、或いは合成オイルなど適宜のものを使用することができる。また、上記の樹脂としては、シリコーン樹脂、エポキシ樹脂、尿素樹脂、フェノール樹脂、ビスマレイミド樹脂、ポリイミド樹脂、(メタ)アクリル酸、(メタ)アクリレートなどの(メタ)アクリル系樹脂、或いは酸変性オレフィン系樹脂、蝋、或いはパラフィンなど適宜のものを使用することができる。このような不揮発性のオイル或いは樹脂としては、屈折率が2.0以下で、透明性が高く且つ化学的に安定であれば、特に制限されるものではないが、浸透性、入手性及び化学的安定性の点からシリコーンオイル類が好適に使用される。また、このような不揮発性のオイル或いは樹脂は、液状のものであれば刷毛やローラーで直接塗布したり、固形物であれば水や有機溶剤に溶解させた溶液を同様に塗布したりすることで、意匠層3の上面の被覆領域3bへ含浸させることができる。
【0027】
本発明において、上記のような被覆領域3bの厚みは、2乃至50μm、特に5乃至30μmの範囲にあることが好ましい。被覆領域3bの厚みが薄すぎると、その保護効果が希薄となり、画像5の堅牢性が損なわれ、色落ち等が発生しやすくなってしまい、一方、被覆領域3bが必要以上に厚く形成されていると、画像5を外部(上面)から肉眼で認識することが困難となってしまうおそれがあるからである。従って、意匠層3の厚み(画像領域3aと被覆領域3bとの合計厚み)は、上記のような厚みの被覆領域3bを形成し得るようなものとすることが好ましく、一般には、5乃至150μm、特に10乃至100μmの範囲にあることが好ましい。即ち、この意匠層3は、転写法により形成されるため、意匠層3の厚みを必要以上に厚くすると、印刷時に画像5が意匠層3の内部(上面側)に深く浸透せず、この結果、被覆領域3bの厚みが上記範囲よりも厚くなってしまい、一方、意匠層3の厚みがあまり薄いと、印刷時に画像5が意匠層3の内部に深く浸透してしまい(画像領域3aの厚みが必要以上に厚くなる)、この結果、被覆領域3bの厚みが上記範囲よりも薄くなってしまい、場合によっては画像5が意匠層3の表面に露出してしまうからである。
【0028】
上述した意匠層3が固定されるバインダー層7は、意匠層3に接着性を有する材料、特に意匠層3を形成している無機粒子(例えば、半硬化状態にある消石灰及びその炭酸化物を含む材料)と接着性を有している材料から形成されるものであり、一般には、漆喰や接着剤樹脂で形成される。
【0029】
バインダー層7を漆喰で形成する場合、意匠層3(染料乃至顔料を含む無機物層)を転写する際には、かかる層は、水性スラリー状態にあり(即ち、消石灰及びその炭酸化物を含む水性混練物の状態)、意匠層3の転写後に大気中の炭酸ガスと反応し、完全に固化して漆喰となる。このような漆喰から形成されるバインダー層7には、前述した意匠層3と同様、各種の添加剤が配合されていてよい。また、バインダー層7が漆喰で形成されているときには、後述する転写により、意匠層3に形成されている画像5を形成している顔料乃至染料成分の一部が、このバインダー層7の表面領域に浸透し、画像5は、意匠層3とバインダー層7との両方でがっちりと固定される。特に意匠層3を形成する無機粒子として、消石灰とその炭酸化物(即ち、漆喰)を用いた場合には、意匠層3とバインダー層7とは、同じ漆喰で形成されることとなり、両者は一体化し、優れた強度特性を確保することができる。
【0030】
また、バインダー層7を接着剤樹脂で形成する場合、かかる接着剤樹脂としては、特に制限されるものではなく、エポキシ樹脂、尿素樹脂、フェノール樹脂、ビスマレイミド樹脂、ポリイミド樹脂等の熱硬化性樹脂、(メタ)アクリル酸、(メタ)アクリレートなどの(メタ)アクリル系粘着剤、或いはメタアクリル酸や無水マレイン酸等の不飽和カルボン酸で変性した酸変性オレフィン系樹脂などの熱溶着性樹脂等、適宜のものを使用することができる。
【0031】
バインダー層7の厚みは、通常、バインダー層7を形成する材料により異なり、例えば、漆喰によりバインダー層7を形成する場合には、バインダー層7の厚みは少なくとも20μm以上とすることが、後述する転写を効果的に行うために好適である。また、バインダー層7を接着剤樹脂で形成する場合には、その種類によっても異なり、一概には言えないが、一般的には、後述する転写を効果的に行うために、少なくとも5μm以上の厚みとすることが好ましい。また、このようなバインダー層7の厚みは、必要以上に厚くしてもコストの増大や大容量化を招くだけであるため、意匠層3の転写による固定が確実に行われる限り、バインダー層7の厚みは適宜選択される。
【0032】
また、基材9は、用いるバインダー層7の種類によって異なり、例えば、バインダー層7を漆喰で形成する場合には、漆喰を形成するための消石灰と水との混練物が透過により脱落せず、且つ漆喰からなるバインダー層7がしっかりと固定されるような材料によって基材9が形成され、例えば、パラフィンコート紙等の耐水紙;ガラス繊維、ビニロン繊維、ポリプロピレン繊維、ポリエステル繊維、ポリエチレンテレフタレート繊維、アクリル繊維、アラミド繊維、カーボン繊維等の繊維状物からなる織布または不織布;或いは、石膏ボード、ケイ酸カルシウムボード、木質合板、鋼板、木毛センメントボード、中空セメントボード、発泡セメントボード、コンクリートボード、モルタルボードなどを基材9として使用することができる。この場合、基材9には適度な通気性(例えば、2000sec/100cc以上のガーレ透気度)を有していることが、半固化状態のバインダー層7に炭酸ガスを供給して漆喰に固化させる上で有利である。従って、かかる基材9は、通気性のある織布や不織布などの繊維シートで形成される他に、ニードルパンチ、延伸等、公知の方法により通気性のみを付与する微多孔を形成して所定の通気性(ガーレ透気度)を確保することが好適である。
【0033】
また、バインダー層7を接着剤樹脂で形成する場合には、基材9は、各種の樹脂フィルム乃至シート、紙、金属箔、或いは金属板により形成することができる。
【0034】
基材9の形態は、一般には、シート、フィルム、ボードなどの平板状の形態を有するものであるが、バインダー層7の形成が可能であり、且つ意匠層3の転写が可能である限り、表面に曲率面や段差などを有する複雑な形状を有するものであってもよい。また、撓んだり、丸めたり、容易に変形するようなものであってもよいし、金属板のように変形しないようなものであってもよく、意匠構造体1の意匠性、用途などに応じて適宜なものとすることができる。また、基材9の厚みや大きさは特に制限されず、意匠層1に形成される画像5の大きさ、意匠構造体1の意匠性、用途、コストなどに応じて、適宜の厚みや大きさとすることができる。
【0035】
上述した意匠構造体1は、転写法によって製造することができ、図2には、その製造工程を示した。
【0036】
図2を参照して、先ず、所定の剥離シート10の表面に、無機粒子と混練物からなるスラリーをコーティングし、前述した意匠層3に対応する無機物層11を形成する(工程(A))。
【0037】
上記の混練物のスラリーは、例えば、前述した無機粒子と水とを混練することにより調製され、例えば、無機粒子として消石灰の粉末を用いた場合には、コーティング及び乾燥に伴い、該混練物は徐々に大気中の炭酸ガスと反応し、一部の消石灰が炭酸化して固化が進行する。また、無機粒子として、硫酸カルシウムの半水和物を用いた場合には、水と反応し、その混練物は徐々に固化して石膏(CaSO4・2H2O)を生成していく。さらに、無機粒子として炭酸カルシウムやシリカなどを用いた場合には、その混練物を適宜加熱等によって水分を除去することにより、適度な固化状態となる。何れにしろ、適度な粒径のものを使用し、或いは混練条件を調整して無機粒子の分散粒径を、最終的に固化した状態で、前述した平均粒径が得られるように調整しておくのがよい。また、このような混練物(水性スラリー)中には、前述した各種の添加剤が配合される。また、コーティングの際に垂れなどを生じないように、適宜増粘剤を配合して、適当な粘度に調整しておくことができる。
【0038】
混練物のコーティングは、バーコーター、ロールコーター、フローコーター、ナイフコーター、コンマコーター、スプレー、ディッピング、吐出、型材転写等により塗布し、必要に応じてコテ押さえ、口金絞り、ローラー転圧、1軸プレス等を採用することにより、所定の厚みにコーティングすることができる。
【0039】
剥離シート10としては、後述する工程(D)での転写に際して、これを無機物層11から容易に引き剥がすことができるものであれば特に制限されず、任意の材質のものが使用されるが、通常、ポリエチレン、ポリプロピレン等の膜状物および防水紙等の非透水性シートや、ポリエチレン、ポリプロピレン、ポリエステル、ビニロン、ポリエチレンテレフタレート、耐アルカリガラス等の人工繊維ポリエステル、ビニロン、耐アルカリガラス等の人工繊維からなる織布および不織布等の繊維シートが好適に使用される。また、この剥離シート10は、漆喰によりバインダー層7を形成する場合に使用される基材9と同様、通気性を有していることが好ましく、同様の手段により、ガーレ透気度が2000sec/100cc以上に調整されていることが好適である。これにより、炭酸ガスの吸収や水の揮散などによる固化を有効に行うことができる。
【0040】
上記のようにして意匠層3に対応する無機物層11が形成された後、画像5の印刷が行われる(工程(B))。画像5は、所定の顔料乃至染料が分散乃至溶解したインキを使用し、グラビア印刷などによって、所定の大きさのものを連続して印刷することにより形成することができるし、また、インクジェットプリンターやレーザプリンタなどを用いて、適当なサイズに裁断された剥離シート10上の無機物層11に形成することもできる。
【0041】
このような印刷により、顔料乃至染料が無機物層11中に浸透し、無機物層11の表面側には、顔料乃至染料が浸透して形成された画像領域11aが形成され、剥離シート10側には、顔料乃至染料が浸透していない非画像領域11bが形成されることとなる。従って、上記のような無機物層11の厚みは、前述した意匠層3の厚みに対応しており、画像領域11aは、意匠層3における画像領域3aに相当し、非画像領域11bは、被覆層3bに相当するものとなる。
【0042】
上記のような画像5の形成に際して、顔料乃至染料として用いるトナーやインキの種類などは特に制限されないが、最も好適には、水溶性染料が溶解し或いは顔料が界面活性剤などで水(或いは水/アルコール混合溶媒など)に分散された親水性のインキを用いることが、無機物層11に滲みがなく且つ安定に浸透して保持された鮮鋭な画像5を形成する上で好ましく、また転写性の点でも好適である。特に画像5の耐候性や転写性という観点から、界面活性剤などにより顔料が溶媒に分散されたタイプのインキが最も好適である。
【0043】
尚、上記のような画像5は、意匠構造体1で視認される画像5とは鏡像の関係にあり、従って、デジタルカメラなどで撮影された写真などの画像を形成する場合には、コンピュータで鏡像の形に処理して無機物層11上に印刷されることとなる。
【0044】
本発明において、意匠層3の形成用無機粒子として消石灰粉末を用いた場合には、炭酸化により完全に固化に至る前の適度な半固化状態、即ち、消石灰の炭酸化率が70%以下、特に50%の範囲にあることが好ましい。この炭酸化率は、前述した混練物の調製に用いた消石灰の重量に対し、生成した炭酸化カルシウムの重量割合を示すものであり、上記範囲よりも炭酸化率が高いと、画像5が消石灰とその炭酸化物より形成される無機物層11の内部に浸透せず、この結果、必要以上の厚みの非画像領域11b(即被覆領域3b)が形成され、画像5の固定が不十分となる他に、意匠構造体1において、画像5の視認が困難となるおそれがある。
【0045】
以上のようにして画像5の印刷が行われた後、別個に作製された基材9とバインダー層7との積層体に、上記の剥離シート10を、バインダー層7と画像5を有する無機物層11とが対面するように重ね合わせて圧着する(工程(C))。
【0046】
この場合、バインダー層7を漆喰により形成する場合には、前述した剥離シート10上の無機物層11と同様、このバインダー層7は、水性のスラリー状態にあることが好ましく、さらに消石灰の炭酸化率70%以下にあることが好ましい。即ち、炭酸化が必要以上に進行していると、該バインダー層7に剥離シート10の無機物層11を固定する際に接着力が低下し、積層不良を引き起こすおそれがあるからである。漆喰から形成されるバインダー層7が上記のような水性スラリー状態にあるときに、無機物層11を圧着することにより、無機物層11の表面(画像領域11aの表面)とバインダー層7との接着性が向上し、無機物層11は、がっちりとバインダー層11上に固定され、また、画像5を形成する顔料乃至染料の一部もバインダー層7の表面部分に浸透するため、画像5もバインダー層7にしっかりと固定され、転写を有効に行うことが可能となる。特に、意匠層3の形成材である無機粒子として消石灰を用いた場合には、無機物層11も漆喰となるため、無機物層11とバインダー層7とは完全に一体化し、転写性は一層向上する。
【0047】
また、接着剤樹脂を用いてバインダー層7が形成されている場合には、圧着した状態で必要により加熱及び冷却を行い、無機物層11をバインダー層7にしっかりと接着固定することもできる。
【0048】
上記のようにして剥離シート10を基材9とバインダー層7との積層体に圧着した状態で剥離シート10を引き剥がす(工程(D))。これにより、前述した図1に示す意匠構造体1が形成される。無機物層11を消石灰とその炭酸化物により形成する場合には、この意匠構造体1を大気中に放置しておくことにより、無機物層11は、完全に炭酸化して固化した漆喰からなる意匠層3となる。例えば、意匠層3或いはバインダー層7を漆喰で形成する場合には、通常、0.5乃至60日間程度であり、意匠層3を石膏で形成する場合には、通常、0.5乃至5時間程度である。また、意匠層3をシリカ粉末や炭酸カルシウムが分散したエマルジョンスラリーなどを用いて形成する場合には、必要により、適度な温度に加熱して硬化(脱水)を促進させることもできる。
【0049】
また、剥離シートを引き剥がした後、完全硬化して形成された意匠層3の上面(被覆領域3aの表面)にオイルまたは樹脂を含浸させることにより、画像5の鮮鋭さをさらに高めることができる。
【0050】
即ち、上記のようにして得られる意匠構造体1は、画像5がバインダー層7に面接した状態で無機物層11(意匠層3)ごと転写されるため、画像5の転写不良が確実に防止され、絵画や写真画像のような複雑な画像であっても、画像の欠けなどがなく、ほとんどそのまま転写されて形成される。従って、この意匠構造体は、優れた意匠性を有しており、極めて商品価値が高い。また、画像5の上面には、意匠層3を形成している漆喰などの無機粒子による被覆領域3bが形成されているため、拭き取りや摺擦などによる色落ちがほとんど生ぜず、画像5の堅牢性に極めて優れている。また、画像5が漆喰などの凹凸のある無機粒子の層に浸透して形成されているため、絵画調となり、写真画像のようなものを転写した場合にも、立体感や深みのある画像が形成され、その意匠性は極めて高い。
【0051】
本発明の意匠構造体は、優れた意匠性を有しており、商品価値が高く、例えば壁画調の壁材としては勿論のこと、絵画や写真などの画像を有するボード或いはシートとして、適当な位置に設置して、置物、展示物などとして、鑑賞用、表示用など、種々の用途に使用される。
【実施例】
【0052】
本発明の優れた効果を、次の実験例で説明する。
なお、以下に、実験例で用いた各試験方法および材料を示す。
【0053】
(1)画像のにじみ率:
インクジェットプリンター(エプソン製PM−4000PX型、顔料が分散された水溶性インキ使用)により、各種無機粒子をコーティングして形成された無機物層の表面に、直径10mmの円を印刷した。次に、印刷面の印刷画像(円画像)を市販のカラースキャナーでデジタル画像としてパーソナルコンピュータに読み込み、画像処理ソフトを用いて印刷画像(円画像)のピクセル数を測定した。同様に、市販のインクジェットプリンター専用紙に直径10mmの円を印刷し、印刷面の印刷画像(円画像)のピクセル数を測定した。無機物層の表面に印刷した場合の印刷画像(円画像)のピクセル数とインクジェットプリンター専用紙に印刷した場合の印刷画像(円画像)のピクセル数を用い、下記式によりにじみ率(SR)を算出した。
SR=P1/P0
SR:にじみ率(−);通常1以上、にじみが多いと数値が大きくなる。
P1:無機物層の印刷画像(円画像)のピクセル数(ピクセル)
P0:インクジェットプリンター専用紙に印刷した印刷画像(円画像)のピクセル数(ピクセル)
【0054】
(2)耐摩擦試験:
JIS A 6921にしたがって、湿潤時の摩擦試験を行い、5段階評価における耐摩擦度(級)を測定した。
耐摩擦度:1〜5級の5段階評価;耐摩擦度としては5級が最も高い。
【0055】
(3)画像透過性:
無機物層にインクジェットプリンター(エプソン製PM−4000PX型、顔料が分散された水溶性インキ使用)で直径10mmの黒円を印刷して作製した意匠構造体の意匠層側において、円画像のL*a*b*色座標系(JIS Z 8729)における明度指数L*を分光色差計(日本電色工業製、NF−333型)にて測定した。また、市販のインクジェットプリンター専用紙に直径10mmの黒円を印刷した場合の明度指数L*を測定し、意匠構造体の明度指数との差を画像透過係数として計算した。
ΔL=L1−L0
ΔL:画像透過係数;数値が小さいほど意匠構造体の画像の透過性が高い。
L1:意匠構造体の円画像の明度指数
L0:市販のインクジェットプリンター専用紙の円画像の明度指数
また、円画像を目視で観察し、円画像の認識が良好なものを○、円画像の認識が不明瞭なものを×とした。
【0056】
(4)炭酸化率:
強熱減量法により、意匠層乃至バインダー層中の水酸化カルシウムおよび炭酸カルシウムを定量し、水酸化カルシウムの炭酸化カルシウムへの変化率を算出した。
【0057】
以下の実施例及び比較例で用いた主な材料は、以下の通りである。
(A)基材:
炭カル紙:王子製紙株式会社製「OKコスモCA135」(商品名)(厚み0.18mm、目つけ量138g/m2)
(B)無機粉体:
水酸化カルシウム:宇部マテリアルズ製「高純度消石灰CH」(商品名)
炭酸カルシウム:薬仙石灰製「ホワイト7」(商品名)
(C)無機細骨材:
炭酸カルシウム:薬仙石灰製「ホワイト7」(商品名)
(D)水性エマルジョン:
ポリトロン:旭化成工業株式会社製「ポリトロンA1480」(商品名)(アクリル系共重合体ラテックス、固形分40重量%)
(E)流動化剤:
シーカメント:日本シーカ株式会社製「シーカメント1000NT」(商品名)
(F)剥離シート:
不織布A:ユニセル株式会社製「BT−1306WM」(商品名)
PETフィルム:厚み50μm
(G)シリコーンオイル
オイルA:東レ・ダウコーニング株式会社製「BY16−606」(商品名)(変性シリコーンオイル)
樹脂A:株式会社アサヒペン製「クリヤラッカー」(商品名)(有機溶媒系アルキド樹脂含有塗料)
【0058】
(実施例1〜8)
表1に示す無機粒子100重量部、水80重量部および水性エマルジョン20重量部を混合し無機粒子スラリーを作製し、表1に示す剥離シートの表面にバーコーターで塗布し、50℃の乾燥機中で15分間乾燥させ、意匠層となる無機粒子層を剥離シートの表面に形成した。この無機粒子層(意匠層)の厚みは表1に示す通りである。
【0059】
次に、この無機粒子層の表面に、インクジェットプリンターで直径10mmの黒色の円を印刷し、室内にて10分乾燥させ、にじみ度を測定した。その結果を表2に示す。
【0060】
一方、炭カル紙(300×200mm)の表面に水酸化カルシウム100重量部、水性エマルジョン30重量部、水40重量部及び流動化剤3重量部の配合比で混練した混合物をコーター法により塗布してバインダー層を形成した。このバインダー層に、直ちに、直径10mmの黒色の円を印刷した無機粒子層(意匠層)を有する剥離シートを密着させ、60℃の恒温乾燥機中で約3時間乾燥させ、意匠構造前駆体を作製し、剥離シートを剥がして意匠構造体を得た。
【0061】
得られた意匠構造体を室内にて2週間放置し炭酸化させた。実施例1及び実施例2で得られた意匠構造体については、意匠層の一部を削り取り、その炭酸化率を測定した。その結果を表2に示す。
【0062】
また、上記で作製された意匠構造体の意匠層の表面にオイルAをハケで塗布した。このようにして得られた意匠構造体の耐摩擦度および画像透過性を測定した。
【0063】
【表1】
【0064】
【表2】
【0065】
(比較例1〜6)
表3に示す屈折率が1.8より大の無機粒子を使った以外は、実施例と同様な操作を行い、比較試験体を作製した。その場合のにじみ率、耐摩擦度および画像透過性を同様に測定した。その結果を表4に示す。
【0066】
【表3】
【0067】
【表4】
【0068】
(実施例9)
水酸化カルシウム100重量部、水80重量部および水性エマルジョン20重量部を混合し水酸化カルシウムスラリーを作製し、不織布Aの表面にバーコーターで塗布し、50℃の乾燥機中で15分間乾燥させ、水酸化カルシウムをコートしたシートを作製した。このときの水酸化カルシウム層(意匠層となる無機粒子層)の厚さは31μmで、炭酸化率を測定すると22%であった。
【0069】
次に、この水酸化カルシウム層の表面にインクジェットプリンターで直径10mmの黒色の円を印刷し、室内にて10分乾燥させ、にじみ度を測定した結果、にじみ率は1.04であった。
【0070】
一方、PETフィルムの表面に水性のアクリル系接着剤をハケで塗布してバインダー層を形成した。このバインダー層に、上記で作製した直径10mmの黒色の円を印刷した炭酸化率22%の水酸化カルシウム層(意匠層)を有するシートを密着させ、室温にて約5時間乾燥させ、意匠構造前駆体を作製し、次いで不織布Aを剥がして意匠構造体を得た。得られた意匠構造体を室内にて15日間放置し炭酸化させ、その後、意匠層の表面にオイルAをハケで塗布した。
【0071】
このようにして得られた意匠構造体の耐摩擦度および画像透過性を測定した。また、意匠層を削り取り、その炭酸化率を測定した。その結果を表5に示す。
【0072】
(実施例10)
オイルAの代わりに樹脂Aを使用した以外は、実施例9と同様な操作を行い、意匠構造体を得た。このようにして得られた意匠構造体の耐摩擦度および画像透過性を測定した。また、意匠層を削り取り、その炭酸化率を測定した。その結果を表5に示す。
【0073】
(比較例7)
実施例9で得られた、水酸化カルシウム層が表面に形成された不織布Aを室内に7日間放置し、水酸化カルシウム層の炭酸化率を86%とした。次に、この水酸化カルシウムをコートした面にインクジェットプリンターで直径10mmの黒色の円を印刷し、室内にて10分乾燥させ、にじみ度を測定した結果、にじみ率は、1.31と滲みが多く、鮮鋭な円画像を得られなかった。
【0074】
一方、実施例9と同様に、上記で作製された黒色の円が印刷された炭酸化率86%の水酸化カルシウム層を、PETフィルムの表面に形成されたバインダー層に密着させ、室温にて約5時間乾燥させた後、不織布Aを剥がして比較試験体を得た。得られた比較試験体を室内にて15日間放置し炭酸化させ、意匠層の一部を削り取り、その炭酸化率を測定した。その結果を表5に示す。その後、意匠層の表面にオイルAをハケで塗布した。
このようにして得られた比較試験体の耐摩擦度および画像透過性を測定した。また、その結果を表5に示す。
【0075】
(比較例8)
オイルAの代わりに樹脂Aを使用した以外は、比較例7と同様な操作を行い、比較試験体を得た。このようにして得られた比較試験体の耐摩擦度および画像透過性を測定した。また、意匠層を削り取り、その炭酸化率を測定した。その結果を表5に示す。
【0076】
【表5】
【図面の簡単な説明】
【0077】
【図1】本発明の意匠構造体の構造を示す図。
【図2】図1の意匠構造体の製造工程を示す工程図。
【符号の説明】
【0078】
1:意匠構造体
3:意匠層
3a:画像領域
3b:被覆領域
7:バインダー層
9:基材
10:剥離シート
【特許請求の範囲】
【請求項1】
基材と、基材表面に形成され且つ屈折率が1.8以下の無機粒子から形成された意匠層とからなり、該意匠層は、基材表面側において顔料乃至染料が浸透して固定された画像領域と、前記無機粒子により該画像領域を覆うように形成された薄い被覆領域とから形成されていることを特徴とする意匠構造体。
【請求項2】
前記意匠層は、前記無機粒子を75重量%以上の量で含有している請求項1に記載の意匠構造体。
【請求項3】
前記意匠層の被覆領域には、オイルまたは樹脂が含浸されている請求項1または2に記載の意匠構造体。
【請求項4】
前記意匠層は、消石灰またはその炭酸化物から形成されている請求項1乃至3の何れかに記載の意匠構造体。
【請求項5】
前記基材の表面には、前記意匠層に接着性を有するバインダー層が形成されており、該バインダー層上に意匠層が固定されている請求項1乃至4の何れかに記載の意匠構造体。
【請求項6】
前記バインダー層が、漆喰または接着剤樹脂により形成されている請求項5に記載の意匠構造体。
【請求項7】
前記バインダー層が漆喰により形成されており、前記画像を形成する顔料乃至染料成分の一部が該バインダー層に浸透している請求項6に記載の意匠構造体。
【請求項1】
基材と、基材表面に形成され且つ屈折率が1.8以下の無機粒子から形成された意匠層とからなり、該意匠層は、基材表面側において顔料乃至染料が浸透して固定された画像領域と、前記無機粒子により該画像領域を覆うように形成された薄い被覆領域とから形成されていることを特徴とする意匠構造体。
【請求項2】
前記意匠層は、前記無機粒子を75重量%以上の量で含有している請求項1に記載の意匠構造体。
【請求項3】
前記意匠層の被覆領域には、オイルまたは樹脂が含浸されている請求項1または2に記載の意匠構造体。
【請求項4】
前記意匠層は、消石灰またはその炭酸化物から形成されている請求項1乃至3の何れかに記載の意匠構造体。
【請求項5】
前記基材の表面には、前記意匠層に接着性を有するバインダー層が形成されており、該バインダー層上に意匠層が固定されている請求項1乃至4の何れかに記載の意匠構造体。
【請求項6】
前記バインダー層が、漆喰または接着剤樹脂により形成されている請求項5に記載の意匠構造体。
【請求項7】
前記バインダー層が漆喰により形成されており、前記画像を形成する顔料乃至染料成分の一部が該バインダー層に浸透している請求項6に記載の意匠構造体。
【図1】

【図2】
【図2】
【公開番号】特開2008−37033(P2008−37033A)
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願番号】特願2006−216603(P2006−216603)
【出願日】平成18年8月9日(2006.8.9)
【出願人】(000003182)株式会社トクヤマ (839)
【Fターム(参考)】
【公開日】平成20年2月21日(2008.2.21)
【国際特許分類】
【出願日】平成18年8月9日(2006.8.9)
【出願人】(000003182)株式会社トクヤマ (839)
【Fターム(参考)】
[ Back to top ]