
感光性樹脂凸版印刷原版
【課題】製版時に保護フィルムを剥離する際には剥離が容易でありながら、適度な製造時や運搬、製版までの取り扱い時には保護フィルムが剥離することがなく取り扱い性に優れ、さらにはアブレーション感度を低下させることのないレタープレス版またはフレキソ版に用いるCTP用感光性樹脂凸版印刷原版を提供する。
【解決手段】支持体と、感光性樹脂層と、感熱性を有するマスク層と、剥離力調整層と、保護フィルムとが順次積層されてなり、前記剥離力調整層がアミノ樹脂を含有することを特徴とする感光性樹脂凸版印刷原版。
【解決手段】支持体と、感光性樹脂層と、感熱性を有するマスク層と、剥離力調整層と、保護フィルムとが順次積層されてなり、前記剥離力調整層がアミノ樹脂を含有することを特徴とする感光性樹脂凸版印刷原版。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レタープレス版またはフレキソ版に用いるCTP用感光性樹脂凸版印刷原版に関する。さらに詳しくは、保護フィルム(カバーフィルム)の剥離性に優れたCTP用感光性樹脂凸版印刷原版に関する。
【背景技術】
【0002】
感光性樹脂版では、ネガフィルムを用いる従来の方式から、感光層上に感熱除去性のマスク層を設け、コンピューターからの信号に基づいた赤外線光照射により、マスク層の一部を除去するというコンピュータ製版技術(Computer to Plate:CTP技術)が主流となりつつある。しかし、かかる従来技術ではマスク層と保護フィルムとを直接接触させて積層した場合、保護フィルムが剥離しにくいという問題があった。
【0003】
これに対し、ポリビニルアルコールからなる剥離補助層を設けることにより保護フィルムの剥離を容易にするという技術が知られている(たとえば、特開2004−163925号公報(特許文献1)を参照)。また、ポリビニルアルコールからなる剥離補助層に陰イオン性界面活性剤を添加することにより保護フィルム剥離時にマスク層に破れやキズ、ピンホールを生じないようにするという技術も知られている(たとえば、特開2009−139599号公報(特許文献2)を参照)。
【0004】
しかしながら、これらの従来技術は、剥離補助層をマスク層側に残してポリエチレンテレフタレートなどの保護フィルムのみを剥離させるためのものであり、版側に残った剥離補助層によってマスク層の除去性が阻害され、赤外線光照射でマスク層を除去するアブレーション工程での感度(アブレーション感度)が低下する問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−163925号公報
【特許文献2】特開2009−139599号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、かかる従来技術の課題を背景になされたものである。すなわち、本発明の目的は、製版時に保護フィルムを剥離する際には剥離が容易でありながら、適度な製造時や運搬、製版までの取り扱い時には保護フィルムが剥離することがなく取り扱い性に優れ、さらにはアブレーション感度を低下させることのないレタープレス版またはフレキソ版に用いるCTP用感光性樹脂凸版印刷原版を提供することである。
【課題を解決するための手段】
【0007】
本発明の感光性樹脂凸版印刷原版は、支持体と、感光性樹脂層と、感熱性を有するマスク層と、剥離力調整層と、保護フィルムとが順次積層されてなり、前記剥離力調整層がアミノ樹脂を含有することを特徴とする。
【0008】
本発明の感光性樹脂凸版印刷原版において、前記アミノ樹脂の含有量が、前記剥離力調整層の全体に対して15質量%以上であることが好ましい。
【0009】
本発明におけるマスク層は、ブチラール樹脂を含むことが好ましい。
また、本発明におけるマスク層は、さらに水溶解性または水分散性樹脂を含むことが好ましい。
【発明の効果】
【0010】
本発明により、CTP用感光性樹脂凸版印刷原版において、製版時に保護フィルムを剥離する際には剥離が容易でありながら、適度な製造時や運搬、製版までの取り扱い時には保護フィルムが剥離することがないCTP用感光性樹脂凸版印刷原版を提供することができる。また、本発明の感光性樹脂凸版印刷原版は、アブレーション工程ではマスク層が最表面にあるため、高いアブレーション感度を維持することができる。
【図面の簡単な説明】
【0011】
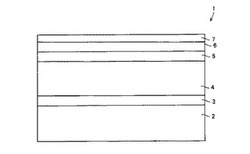
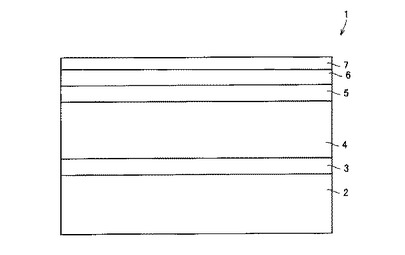
【図1】本発明の好ましい一例の感光性樹脂凸版印刷原版1を模式的に示す図である。
【発明を実施するための形態】
【0012】
図1は、本発明の好ましい一例の感光性樹脂凸版印刷原版1を模式的に示す図である。本発明の感光性樹脂凸版印刷原版1は、図1に示されるように、少なくとも、支持体2、感光性樹脂層4、マスク層5、剥離力調整層6、保護フィルム7が順次積層されてなり、剥離力調整層6にアミノ樹脂を含有するものである。
【0013】
なお、本発明の感光性樹脂凸版印刷原版とは、レタープレス版またはフレキソ版に用いる感光性樹脂印刷原版のことを示す。
【0014】
(支持体)
本発明の感光性樹脂凸版印刷原版1における支持体2は、可撓性であるが、寸法安定性に優れた材料が好ましい。このような支持体2としては、たとえば鋼、アルミニウム、銅、ニッケルなどの金属製支持体、ポリエチレンテレフタレートフィルム、ポリエチレンナフタレートフィルム、ポリブチレンテレフタレートフィルム、ポリカーボネートフィルムなどの熱可塑性樹脂製支持体などが好適な例として挙げられる。これらの中でも、寸法安定性に優れ、充分に高い粘弾性を有するポリエチレンテレフタレートフイルムを支持体2として用いることが特に好ましい。
【0015】
支持体2の厚みは、特に制限されるものではないが、機械的特性、形状安定性あるいは印刷版製版時の取り扱い性などの観点から50〜350μmの範囲内であることが好ましく、100〜250μmの範囲内であることがより好ましい。支持体2の厚みが50μm未満である場合には、印刷版の寸法安定性が損なわれたり、製版時に支持体が破損するという傾向にあり、また、支持体2の厚みが350μmを超える場合には、円筒シリンダーへの貼付時に印刷版がシリンダーに沿い難いという傾向にあるためである。
【0016】
(接着層)
本発明の感光性樹脂凸版印刷原版1は、図1に示すように、通常、支持体2と感光性樹脂層4との接着性を向上させるために、それらの間に接着層3が設けられる。接着層3の形成に用いる接着剤としては公知の適宜の接着剤を特に制限なく用いることができ、たとえば、可溶なポリエステルを多価イソシアネートで硬化させたポリエステルウレタン系接着剤、エポキシ系接着剤などが好適な例として挙げられる。中でも、ポリエステルウレタン系接着剤は感光性樹脂との接着性に優れるために好ましく、ポリエステルウレタン系接着剤の中でも特にポリエステルとイソシアヌレート型多価イソシアネートからなる接着剤がより望ましい。
【0017】
接着層3の形成に用いる接着剤には、本発明の目的を阻害しない範囲で、添加物を含んでいてもよい。添加物としては、たとえば、可塑剤、染料、紫外線吸収剤、ハレーション防止剤、界面活性剤、光重合性ビニルモノマーなどが挙げられる。
【0018】
本発明における接着層3の厚みについては特に制限されないが、1〜50μmの範囲内であることが好ましく、5〜30μmの範囲内であることがより好ましい。接着層3の厚みが1μm未満である場合には、接着性が不足するという傾向にあるためであり、また、接着層3の厚みが50μmを超える場合には、生産加工性が低下するという傾向にあるためである。
【0019】
(感光性樹脂層)
本発明の感光性樹脂凸版印刷原版1は、フレキソ版、レタープレス版共に適応したものであることが好ましく、支持体2上に(通常接着層3を介して)形成される感光性樹脂層4の形成材料としては、それぞれに適したものを用いることができる。本発明の感光性樹脂凸版印刷原版1をフレキソ版として適応する場合には、ゴム成分をベースとしたしたものが好適な例として挙げられる。また本発明の感光性樹脂凸版印刷原版1をレタープレス版として適応する場合には、ポリアミド樹脂版、ポリビニルアルコール樹脂版などが好ましく、これらの中でも水現像可能な版がさらに好ましく水現像のレタープレス版が特に好ましい。
【0020】
本発明の感光性樹脂凸版印刷原版1に使用される感光性樹脂層4は、合成高分子化合物、光重合性不飽和化合物および光重合開始剤の必須成分と、可塑剤、熱重合防止剤、染料、顔料、紫外線吸収剤、香料、酸化防止剤などの任意の添加剤とから構成される。
【0021】
たとえばフレキソ版に適応する場合、合成高分子化合物としては合成ゴム成分やラテックス成分が用いられ、従来公知の適宜のものを特に制限されることなく用いることができ、たとえば水分散ラテックスと合成ゴムを含有する感光性樹脂組成物(たとえば特開2000−155417号公報を参照)、少なくとも2種類以上の水分散ラテックスを含有する感光性樹脂組成物(たとえば特開2005−148587号公報を参照)などを挙げることができる。中でも、少なくとも2種類以上の水分散ラテックスを含有する感光性樹脂組成物が水現像性と水性インキ耐性との両立の面から好ましい。このようなラテックス成分をベースとした合成高分子化合物を感光性樹脂層の形成に用いる場合、後述のように硬化前の表面硬度がA硬度で25〜45の範囲内の比較的低い硬度を有する感光性樹脂層を好適に製造することができる。ラテックス成分をベースとした合成高分子化合物は、市販品を用いても勿論よく、たとえば、アクリロニトリル−ブタジエンラテックス Nipol SX1503(日本ゼオン(株)製)、ブタジエンラテックス Nipol LX111NF(日本ゼオン(株)製)などが好適な例として挙げられる。
【0022】
また、上述したポリアミド版に適応する場合、合成高分子化合物としては、従来公知の可溶性合成高分子化合物を使用でき、たとえばポリエーテルアミド(たとえば特開昭55−79437号公報などを参照)、ポリエーテルエステルアミド(たとえば特開昭58−113537号公報などを参照)、三級窒素含有ポリアミド(たとえば特開昭50−76055号公報などを参照)、アンモニウム塩型三級窒素原子含有ポリアミド(たとえば特開昭53−36555号公報などを参照)、アミド結合を1つ以上有するアミド化合物と有機ジイソシアネート化合物の付加重合体(たとえば特開昭58−140737号公報などを参照)、アミド結合を有しないジアミンと有機ジイソシアネート化合物の付加重合体(たとえば特開平4−97154号公報などを参照)などが挙げられる。その中でも三級窒素原子含有ポリアミドおよびアンモニウム塩型三級窒素原子含有ポリアミドが好ましい。
【0023】
また、上述したポリビニルアルコール版に適応する場合にも、合成高分子化合物としては従来公知の適宜のものを用いることができ、たとえば50モル%〜99モル%鹸化のポリ酢酸ビニルなどを用いることができ、中でも水現像性の面から80モル%〜99モル%鹸化のポリ酢酸ビニルが好ましい。このようなポリビニルアルコール版に好適な合成高分子化合物にも市販品を用いても勿論よく、たとえば、ゴーセノールGH−23(日本合成化学(株)製)などが好適な例として挙げられる。
【0024】
光重合性不飽和化合物としては、多価アルコールのポリグリシジルエーテルとメタアクリル酸およびアクリル酸との開環付加反応生成物が挙げられる。前記多価アルコールとしては、ジペンタエリスリトール、ペンタエリスリトール、トリメチロールプロパン、グリセリン、エチレングリコール、ジエチレングリコール、トリエチレングリコール、フタル酸のエチレンオキサイド付加物などが挙げられ、そのなかでもトリメチロールプロパンが好ましい。
【0025】
光重合開始剤としては、ベンゾフェノン類、ベンゾイン類、アセトフェノン類、ベンジル類、ベンゾインアルキルエーテル類、ベンジルアルキルケタール類、アントラキノン類、チオキサントン類などが挙げられる。具体的には、ベンゾフェノン、クロロベンゾフェノン、ベンゾイン、アセトフェノン、ベンジル、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイソブチルエーテル、ベンジルジメチルケタール、ベンジルジエチルケタール、ベンジルジイソプロピルケタール、アントラキノン、2−エチルアントラキノン、2−メチルアントラキノン、2−アリルアントラキノン、2−クロロアントラキノン、チオキサントン、2−クロロチオキサントンなどが挙げられる。
【0026】
原版の表面硬度を適宜の硬度に調整する方法としては、レタープレス版に適応する場合には感光性樹脂層の合成高分子化合物のハードセグメントとソフトセグメントの比率を調整することで、感光性樹脂凸版原版の表面硬度を適宜、たとえば後述するようなA硬度で65〜85の範囲内、または、A硬度で25〜45の範囲内に調整することができる。たとえば印刷原版の表面硬度の調整は、従来公知の方法を採用することができ、たとえば硬度を上げたい場合はハードセグメントの多い合成高分子化合物を用いればよく、また、硬度を下げたい場合はソフトセグメントの多い合成高分子化合物を用いるようにすればよい。
【0027】
また、フレキソ版用原版の表面硬度の調整方法としては、感光性樹脂中の合成高分子化合物として用いるラテックス成分の含有率を増減する方法などが挙げられる。
【0028】
本発明の感光性樹脂凸版印刷原版1において、感光性樹脂層4の厚みについても特に制限されるものではないが、350〜700μmの範囲内であることが好ましい。感光性樹脂層4の厚みが350μm未満である場合には、支持体上の接着層にインキが付着して印刷物の非画像部に汚れ(地汚れ)が生じてしまう虞がある。また感光性樹脂層4の厚みが700μmを超えると、製版時の微細点の再現性が低下してしまう虞がある。特に輪転シールラベル印刷に用いられる印刷版の全厚みが800μmや950μmが多いことから、感光性樹脂層4の厚みは、450〜700μmの範囲内であることが好ましく、490〜650μmの範囲内であることがより好ましい。
【0029】
(マスク層)
本発明の感光性樹脂凸版印刷原版1において、感光性樹脂層4上に形成される感熱性を有するマスク層5は、たとえば、赤外線レーザを吸収し熱に変換する機能と紫外線を遮断する機能とを有する材料であるカーボンブラックと、その分散バインダとから好適に構成される。また、マスク層5は、これら以外の任意成分として、顔料分散剤、フィラー、界面活性剤、塗布助剤などを本発明の効果を損なわない範囲で含有することができる。このようなマスク層5の形成材料は、いずれも公知のものを適宜組み合わせたものである。
【0030】
マスク層5に用いられるカーボンブラックは、その製造方法からファーネスブラック、チャンネルブラック、サーマルブラック、アセチレンブラック、ランプブラックなどに分類されるが、ファーネスブラックは粒径その他の面で様々なタイプのものが市販されており、商業的にも安価であるため、好ましく使用される。また、カーボンブラック水分散体、カーボンブラックアルコール分散体などの分散安定の優れたものも分散液製造の簡便さから、好ましく使用される。
【0031】
マスク層5に用いられる分散バインダには、水溶解または水分散性樹脂、アルコール可溶性樹脂などが含有されていることが好ましい。
【0032】
中でも特に、本発明におけるマスク層5の分散バインダには、水溶解性または水分散性樹脂が含有されていることが好ましい。水溶解性または水分散性樹脂を含有していることにより、現像の際にマスク層5を水系現像液に分散させやすくすることができる。このような水溶解性または水分散性樹脂としては、水系現像液への分散性の面から、極性基含有樹脂が好ましく、具体的には、ポリビニルアルコール、ポリ酢酸ビニル、部分鹸化ポリビニルアルコール、ヒドロキシアルキルセルロース、アルキルセルロース、ポリアミド樹脂などが好適な例として挙げられる。
【0033】
上述した中でも、カーボンブラックの分散性の観点から、ポリアミド樹脂が好ましく、たとえば、ポリエーテルアミド(たとえば特開昭55−79437号公報などを参照)、ポリエーテルエステルアミド(たとえば特開昭58−117537号公報などを参照)、三級窒素含有ポリアミド(たとえば特開昭50−7605号公報などを参照)、アンモニウム塩型三級窒素原子含有ポリアミド(たとえば特開昭53−36555号公報などを参照)、スルホン酸基含有ポリアミド(たとえば、特公昭49−27522号公報などを参照)などが挙げられる。中でも、三級窒素原子含有ポリアミドおよびアンモニウム塩型三級窒素原子含有ポリアミドが好ましい。また、水溶解性または水分散性樹脂としては、市販のものを用いても勿論よい。これらポリアミド樹脂は、マスク層5の現像液の分散性だけでなく、強靭性を与え、傷つきにくくすることができる。
【0034】
なお、マスク層5に上述した水溶解性または水分散性樹脂を含有させた場合、一般的に知られている離型コートでは剥離力調整層との剥離力が低くなりすぎてしまうことがある。しかし、本発明の原版は剥離力調整層がアミノ樹脂を含有していることで、剥離力調整層の表面自由エネルギーを適切な値に調整することができる。
【0035】
マスク層5が上述した水溶解性または水分散性樹脂を含有する場合、その含有量は、マスク層の全体に対して5〜75質量%の範囲内であることが好ましく、10〜65質量%の範囲内であることが好ましい。マスク層における水溶解性または水分散性樹脂の含有量がマスク層の全体に対して5質量%未満である場合、現像性が不足するという傾向にあるためであり、また、75質量%を超える場合には、カーボンブラック量が不足し、遮光性に欠けるという傾向にあるためである。
【0036】
また、前記アルコール可溶性樹脂としては、アルコール可溶性のポリアミド樹脂、ポリウレタン樹脂、ポリビニルアセタール樹脂などが好適な例として挙げられる。これらの中でも、カーボンブラックの分散性の面よりアルコール可溶性樹脂はポリビニルアセタール樹脂であることが好ましく、カーボンブラックの分散性を向上させ、高い遮光性に寄与することができることから、ポリビニルブチラール樹脂であることがより好ましい。また、アルコール可溶性樹脂としては、市販のものを用いても勿論よい。また、ポリビニルブチラール樹脂は、たとえば特開2008−13676号公報などに記載された製造法で合成することも可能である。
【0037】
マスク層5が上述したアルコール可溶性樹脂を含有する場合、その含有量は、マスク層の全体に対して5〜75質量%の範囲内であることが好ましく、10〜65質量%の範囲内であることが好ましい。マスク層におけるアルコール可溶性樹脂の含有量がマスク層の全体に対して5質量%未満である場合、造膜性に欠けるという傾向にあるためであり、また、75質量%を超える場合には、カーボンブラック量が不足し、遮光性に欠ける傾向にあるためである。
【0038】
マスク層5は、紫外線に関して2.0以上の光学濃度であることが好ましく、2.0〜3.0の光学濃度であることがより好ましく、2.2〜2.5の光学濃度であること特に好ましい。マスク層の紫外線に対する光学濃度が2.0未満である場合には、紫外線を遮光する機能が不充分で非画像部が感光するという虞があるためである。前記光学濃度は、一般にDで表され、以下の式で定義され
D=log10(100/T)=log10(I0/I)
(ここで、Tは透過率(単位は%)、I0は透過率測定の際の入射光強度、Iは透過光強度である)、たとえば白黒透過濃度計DM-520(大日本スクリーン製造(株)製)にて測定された値を指す。
【0039】
マスク層5は、その厚みについては特に限定されるものではないが、その下限は好ましくは0.1μmであり、より好ましくは0.5μmであり、特に好ましくは1.0μmである。マスク層5の厚みが0.1μm未満である場合には、マスク層の紫外線を遮断する機能に劣ることがある。また、マスク層の厚みの上限は好ましくは3.0μmであり、より好ましくは2.5μmであり、さらに好ましくは2.0μmである。マスク層の厚みが3.0μmを超える場合には、マスク層の蒸発に高いエネルギーが必要となってしまう虞がある。
【0040】
本発明の感光性樹脂凸版印刷原版1は、感光性樹脂層とマスク層との間に分割層が設けられていてもよい。分割層を設ける場合、その好適な形成材料としては、ポリビニルアルコール、部分鹸化ポリ酢酸ビニルなどが挙げられる。このような分割層を設けることで、酸素による光重合阻害を防止することができるという効果が奏される。このような分割層による効果を好適に発揮するためには、分割層の厚みは0.1〜10μmの範囲内であることが好ましく、0.3〜5μmの範囲内であることがより好ましい。
【0041】
(剥離力調整層)
本発明の感光性樹脂凸版印刷原版1において、マスク層5上に形成される剥離力調整層6は、保護フィルム7の剥離性を制御する目的で設けられており、アミノ樹脂を含有するものである。アミノ樹脂としては、メチル化メラミン樹脂、ブチル化メラミン樹脂、メチル化尿素樹脂、ブチル化尿素樹脂、メチル化ベンゾグアナミン樹脂、ブチル化ベンゾグアナミン樹脂、これらの混合物などがより好ましく、中でも、コート性に優れる観点から、ブチル化尿素樹脂、ブチル化メラミン樹脂、これらの混合物さらに好ましい。このようなアミノ樹脂は、市販のものを用いても勿論よく、たとえばブチル化尿素メラミン樹脂としてスーパーベッカミンODL131−60(DIC(株)製)、ブチル化尿素樹脂としてベッカミンP−196−M(DIC(株)製)、ブチル化メラミン樹脂としてベッカミンJ−820−60(DIC(株)製)などが例示される。
【0042】
このようなアミノ樹脂を含有することで、他の樹脂を含有する場合とは異なり、表面平滑性の優れた剥離力調整層を形成することができ、剥離力調整層6にマスク層5を塗工する際のキズを少なくできるだけでなく、マスク層5の組成、塗工溶媒の選択幅を広くでき、剥離力の調整が容易となる。
【0043】
剥離力調整層6におけるアミノ樹脂の含有量の下限は、剥離力調整層6の全体に対して、好ましくは15質量%、さらに好ましくは20質量%である。剥離力調整層に含まれるアミノ樹脂の含有量が15質量%未満である場合には、剥離力が低すぎ、ハンドリング中に剥離してしまう虞がある。一方、剥離力調整層6におけるアミノ樹脂の含有量の上限は100質量%である。なお、アミノ樹脂を含有していることによる効果が飽和することがあるため、アミノ樹脂の含有量の上限は好ましくは100質量%であり、より好ましくは98質量%であり、さらに好ましくは95質量%である。
【0044】
なお、一般的には、剥離力は、硬化前の感光性樹脂層4の表面の硬度により大きく左右される。本発明によれば、剥離力調整層6に含有させるアミノ樹脂の含有量を調整することにより容易に適正な剥離力にすることができる。
【0045】
たとえば、硬化前の感光性樹脂層4の表面硬度がA硬度(たとえばデュロメーターA型(高分子計器(株)製)を用いて硬化前の印刷版のカバーフィルムを剥離し、表面を測定)で65〜85の感光性樹脂凸版印刷原版の場合、剥離力調整層6におけるアミノ樹脂の含有量の下限は好ましくは50質量%であり、より好ましくは60質量%であり、さらに好ましくは70質量%である。この場合の剥離力調整層6におけるアミノ樹脂の含有量が50質量%未満である場合には、剥離力が低すぎ、ハンドリング中に剥離してしまうことがある。また、この場合の剥離力調整層6におけるアミノ樹脂の含有量の上限は好ましくは100質量%であり、より好ましくは98質量%であり、さらに好ましくは95質量%である。剥離力調整層6におけるアミノ樹脂の含有量が100質量%を超えても効果が飽和してしまう場合がある。
【0046】
またたとえば、硬化前の感光性樹脂層4の表面硬度がA硬度(たとえばデュロメーターA型(高分子計器(株)製)を用いて硬化前の印刷版のカバーフィルムを剥離し、表面を測定)で25〜45の感光性樹脂凸版印刷原版の場合、アミノ樹脂の含有量の下限は好ましくは15質量%であり、より好ましくは20質量%であり、さらに好ましくは25質量%である。この場合の剥離力調整層6におけるアミノ樹脂の含有量が15質量%未満である場合には、剥離力が低すぎ、ハンドリング中に剥離してしまうことがある。また、この場合の剥離力調整層6におけるアミノ樹脂の含有量の上限は好ましくは75質量%であり、より好ましくは70質量%である。剥離力調整層6におけるアミノ樹脂の含有量が75質量%を超えると、剥離力が高くなり過ぎて問題が生じる虞がある。
【0047】
本発明の感光性樹脂凸版印刷原版1は、製版時に保護フィルム7を剥離後、マスク層5を赤外線レーザで画像のパターンに合わせて除去する。保護フィルム7を剥離する際には、剥離力調整層6とマスク層5との間で過度な力を入れることなく剥離する必要がある。一方、製造時からこの剥離時の剥離までは、保護フィルム7が剥がれることがないような接着力が必要である。
【0048】
剥離力調整層6−マスク層5間の剥離力の下限は好ましくは15gf/cmであり、より好ましくは20gf/cmである。前記剥離力が15gf/cm未満であると、剥離力が低すぎ、ハンドリング中に剥離してしまう虞がある。また、前記剥離力の上限は好ましくは50gf/cmであり、より好ましくは48gf/cmであり、特に好ましくは45gf/cmである。前記剥離力が50gf/cmを超えると、製版時に剥離しにくくなる、剥離力調整層が版に残ってしまう、マスク層が剥がれてしまう、などの問題が起こる場合がある。具体的には、剥離力調整層6中におけるアミノ樹脂の含有量を多くすると、剥離力を高くすることができる。なお、上述のように、本発明におけるマスク層5は、水溶解性または水分散性樹脂を含むことが好ましいが、剥離力調整層6にアミノ樹脂を含有させることにより、剥離力調整層6の表面自由エネルギーをマスク層5の表面自由エネルギーに近づけることができ、これにより剥離力調整層6へのアミノ樹脂の含有量により前記剥離力が調整できるものと考えられる。
【0049】
本発明における剥離力調整層6には、アミノ樹脂以外の樹脂を添加してもよい。このようなアミノ樹脂以外の樹脂としては、たとえばアクリル樹脂、アルキド樹脂、ポリエステル樹脂、ウレタン樹脂、ポリアミド樹脂、エポキシ樹脂などが挙げられ、これらの中でも、アミノ樹脂との相溶性に優れる点から、アクリル樹脂が好ましく、また、剥離力調整を調整する効果に優れる点から、アルキド樹脂が好ましい。
【0050】
アクリル樹脂としては、剥離力調整を調整する効果が発揮されやすい観点から、長鎖アルキル(好適には炭素数が12〜22)アクリレート共重合アルキル樹脂が好ましい。このような長鎖アルキルアクリレート共重合アルキル樹脂は、市販のものを用いても勿論よく、たとえばピーロイル(一方社油脂工業(株)製)などが好適な例として挙げられる。
【0051】
剥離力調整層6がアミノ樹脂以外にアクリル樹脂を含む場合、アクリル樹脂の含有量は、剥離力調整層6の全体に対して、1〜80質量%の範囲内であることが好ましく、10〜70質量%の範囲内であることがより好ましい。アクリル樹脂の含有量が剥離力調整層6の全体に対して1質量%未満である場合には、剥離力が高くなり過ぎて製版時には保護フィルムを剥離しにくくなる虞があり、また、80質量%を超える場合には、剥離力が低くなり過ぎて製版時に保護フィルムが剥がれ易いという虞がある。
【0052】
アルキド樹脂としては、剥離力調整を調整する効果が発揮されやすい点から、油長(樹脂分に対する油の比率)が好ましくは0〜65の範囲内、より好ましくは35〜55の範囲内であるアルキド樹脂が好ましい。また、コート液の保存安定性の観点から、酸価が好ましくは1〜30の範囲内、より好ましくは5〜25の範囲内であり、水酸基価が好ましくは50〜300の範囲内、より好ましくは100〜250の範囲内であるアルキド樹脂を用いることが好ましい。このようなアルキド樹脂は、動植物油または動植物油脂肪酸、各種飽和脂肪酸などを用いて製造されたものを好適に用いることができ、また、テスラック(日立化成ポリマー(株)製)などの市販のアルキド樹脂も勿論好適に用いることができる。
【0053】
剥離力調整層6がアミノ樹脂以外にアルキド樹脂を含む場合、アルキド樹脂の含有量は、剥離力調整層6の全体に対して、1〜80質量%の範囲内であることが好ましく、10〜70質量%の範囲内であることがより好ましい。アルキド樹脂の含有量が剥離力調整層6の全体に対して1質量%未満である場合には、剥離力が高くなり過ぎて製版時に保護フィルムを剥離しにくくなるという虞があり、また、80質量%を超える場合には、剥離力が低くなり過ぎて製版時に保護フィルムが剥がれ易いという虞がある。
【0054】
剥離力調整層6の厚みは、特に制限されるものではないが、その下限は好ましくは0.01μmであり、より好ましくは0.03μmであり、さらに好ましくは0.05μmである。剥離力調整層の厚みが0.01μm未満である場合には、剥離力調整層6による効果が十分に発揮されずに剥離力が高くなってしまう場合がある。また、剥離力調整層6の厚みの上限は好ましくは10μmであり、より好ましくは7μmであり、さらに好ましくは5μmである。剥離力調整層6の厚みが10μmを超えてしまうと、塗りむらが生じる虞があり、また、経済性に劣る場合がある。
【0055】
本発明における剥離力調整層6は、アミノ樹脂の硬化のために、硬化促進剤を含有することが好ましい。硬化促進剤としては、酸性触媒が好ましく、パラトルエンスルホン酸、塩酸などがより好ましい。
【0056】
また本発明における剥離力調整層6には、界面活性剤などのレベリング剤、増粘剤、着色剤などが添加されていてもよい。なお、シリコーン系化合物は、マスク層に移行して印刷時にインキのハジキを生じる虞があるため、剥離力調整層には用いないことが好ましい。
【0057】
(保護フィルム)
本発明における保護フィルム7としては、可撓性を有し、寸法安定性に優れた材料であることは好ましく、その好適な例として、たとえばポリエチレンテレフタレートフィルム、ポリエチレンナフタレートフィルム、ポリブチレンテレフタレートフィルムまたはポリカーボネートフィルムなどの熱可塑性樹脂製のフィルムを挙げることができる。これらの中でも、寸法安定性に優れ、十分に高い粘弾性を有するポリエチレンテレフタレートフィルムが特に好ましい。
【0058】
保護フィルム7は、その厚みについては特に制限されないが、機械的特性、形状安定性あるいは印刷版製版時の取り扱い性などの観点から、50〜350μmの範囲内であることが好ましく、100〜250μmの範囲内であることがより好ましい。
【0059】
本発明の感光性樹脂凸版印刷原版1は、その全厚みについて特に制限されるものではないが、100〜1000μmの範囲内であることが好ましく、300〜950μmの範囲内であることがより好ましい。感光性樹脂凸版印刷原版1の全厚みが100μm未満である場合には、成形時の厚み管理が困難という虞があるためであり、また、1000μmを超える場合には、コスト的に不利となるという虞があるためである。
【0060】
(感光性樹脂凸版印刷原版の製造方法)
本発明の感光性樹脂凸版印刷原版1の製造方法としては、特に限定されないが、一般的には以下のようにして製造される。
【0061】
剥離力調整層6の形成方法は特に限定されないが、薄膜形成の簡便さから、剥離力調整層成分を溶媒に溶解した状態で、支持部材(たとえば、PETフィルム)上にコーティングしてから溶媒を除去する方法が好ましく行われる。溶媒は特に限定されないが、水やアルコール、または水とアルコールの混合物が主に使用される。
【0062】
マスク層5の形成方法は特に限定されないが、カーボンブラック以外の成分を適当な溶媒に溶解させ、そこにカーボンブラックを分散させた状態で、剥離力調整層6上にコーティングしてから溶媒を除去する方法が好ましく行われる。
【0063】
これにより、支持部材、剥離力調整層6、マスク層5からなる積層体が得られる。なお、支持部材は、感光性樹脂凸版印刷原版1の完成後はその表面の保護フィルム7として機能する。
【0064】
さらに、これとは別の支持体2に塗工により接着層3を介して感光性樹脂層4を形成し、他方の積層体を作成する。このようにして得られた二つの積層体を、圧力および/または加熱下に、感光性樹脂層4がマスク層5に隣接するように積層する。
【0065】
本発明の感光性樹脂凸版印刷原版1から印刷版を製造する方法としては、まず保護フィルム7を除去する。その後、マスク層5をIRレーザにより画像様に照射して、感光性樹脂層4上にマスクを形成する。好適なIRレーザの例としては、ND/YAGレーザ(たとえば、波長1064nm)またはダイオードレーザ(たとえば、波長830nm)を挙げることができる。コンピュータ製版技術に好適なレーザシステムは、市販されており、たとえばCDI Spark(エスコ・グラフィックス社)を使用することができる。このレーザシステムは、感光性樹脂凸版印刷原版を保持する回転円筒ドラム、IRレーザの照射装置、レイアウトコンピュータを含み、画像情報は、レイアウトコンピュータからレーザ装置に直接移される。
【0066】
画像情報をマスク層5に書き込んだ後、感光性樹脂凸版印刷原版1にマスク層5を介して紫外線を全面照射する。これは版をレーザシリンダに取り付けた状態で行うことも可能であるが、版をレーザ装置から除去し、慣用の平板な照射ユニットで照射する方が規格外の版サイズに対応可能な点で有利であり一般的である。紫外線としては、150〜500nm、特に300〜400nmの波長を有する紫外線を好適に使用することができる。その光源としては、低圧水銀灯、高圧水銀灯、超高圧水銀灯、メタルハライドランプ、キセノンランプ、ジルコニウムランプ、カーボンアーク灯、紫外線用蛍光灯などを使用することができる。
【0067】
露光後、適当な溶剤、好ましくは水系現像液、より好ましくは水を用いて非露光部分を溶解除去することによって、短時間で速やかに現像がなされ、印刷版(レリーフ版)が得られる。現像方式としては、スプレー式現像装置、ブラシ式現像装置などを用いることが好ましい。
【実施例】
【0068】
以下、実施例により本発明を具体的に示すが、本発明はこれらに限定されるものではない。
【0069】
(剥離力調整層の作製)
表1に記載の組成(質量比)に従って樹脂、硬化剤を溶媒に溶解し、剥離力調整層組成液をそれぞれ調製した。両面に離型処理を施したPETフィルム支持部材(E5000、東洋紡績(株)、厚さ:100μm)(感光性樹脂凸版印刷原版とした際には保護フィルムとして機能)上に剥離力調整層組成液を、層厚が1.0μmになるように適宜選択したバーコーターを用いて塗工し、160℃×3分の条件で加熱乾燥、硬化させて剥離力調整層を作製した。
【0070】
(マスク層の作製)
カーボンブラック分散液(AMBK−8、オリエント化学工業(株)製)と共重合ポリアミド(PA223、東洋紡績(株)製)とを固形分質量比でカーボンブラック分散液:共重合ポリアミド=63:37になるよう溶媒に溶解し、マスク層組成液とした。マスク層組成液を、上述した剥離力調整層を設けたPETフィルム支持部材の剥離力調整層側に、層厚が1.5μmになるように適宜選択したバーコーターを用いて塗工し、120℃×5分乾燥してマスク層を作成し、積層フィルムXを得た。
【0071】
(感光性樹脂凸版印刷原版〔レタープレス版用原版〕の作製)
ε−カプロラクタム50質量部、N,N’−ビスアミノプロピルピペラジンアジペート40質量部、1,3−ビス(アミノメチル)シクロヘキサンアジペート10質量部とを重合せしめて、融点137℃、比粘度1.96の三級窒素含有ポリアミドを得た。得られたポリアミド55質量部をメタノール200質量部、水24質量部に溶解し、この溶液にメタクリル酸3質量部、トリメチロールプロパントリグリシジルエーテルとアクリル酸35モル%およびメタクリル酸65モル%との反応物36質量部、N−エチル−p−トルエンスルホンアミド5質量部、ハイドロキノンモノメチルエーテル0.1質量部、ベンジルジメチルケタール1質量部を加え、感光性樹脂組成物溶液を得た。この感光性樹脂組成物溶液を濃縮機に送り、110℃で濃縮して感光性樹脂組成物Aを得た。ついで、250μmのPETフィルム(支持体)に接着剤を20μmコートし、その接着剤塗布面側と、前記積層フィルムXとの間に感光性樹脂組成物Aを挟み込み、110℃で加熱プレスして、全厚み950μmの感光性樹脂凸版印刷原版を作成した。表面硬度はD硬度で67であった。
【0072】
(感光性樹脂凸版印刷原版〔フレキソ印刷用原版〕の作製)
アクリロニトリル−ブタジエンラテックス(Nipol SX1503、日本ゼオン(株)製、不揮発分:42%)10質量部、ブタジエンラテックス(Nipol LX111NF、日本ゼオン(株)製、不揮発分:55%)58質量部、オリゴブタジエンアクリレート(ABU−2S、共栄社化学(株)製)28質量部、ラウリルメタクリレート(ライトエステルL、共栄社化学(株)製)4質量部、ジメチロールトリシクロデカンジアクリレート4質量部、光重合開始剤1質量部、重合禁止剤としてハイドロキノンモノメチルエーテル0.1質量部、その他の添加剤としてノニオン系界面活性剤0.1質量部をトルエン15質量部とともに容器中で混合し、次に加圧ニーダーを用いて105℃で混練し、その後トルエンと水を減圧除去することにより、感光性樹脂組成物Bを得た。ついで、250μmのPETフィルムに接着剤を20μmコートして得た支持体フィルムの接着剤塗布面側と、前記積層フィルムXとの間に感光性樹脂組成物Bを挟み込み、110℃で加熱プレスして、全厚み950μmの感光性樹脂凸版印刷原版を作成した。後述のようにして測定した感光性樹脂層の表面硬度はA硬度で35であった。
【0073】
(性能評価)
(1)剥離力
試験片として作製した感光性樹脂凸版印刷原版を150mm×50mmにカットし、一方の積層フィルムXの端部を指先で剥がし、引っ張り試験器にセットし、1000mm/分の速度で90°に引っ張り、その剥離力W(g/50mm)を測定した。温度25℃、45RH%の室内で測定した。
【0074】
(2)感光性樹脂層の表面硬度
表面硬度測定用印刷原版として各実施例、比較例と同様に感光性樹脂凸版印刷原版を製造し、その保護フィルムを剥離した後に、デュロメーターA型(高分子計器(株)製)を用いて、感光性樹脂層の表面硬度を測定した。
【0075】
(3)版の取り扱い性および保護フィルムの剥離容易性
作成した感光性樹脂凸版印刷原版をA4の大きさに切断機で切り取り、遮光性フィルムをラミネートした紙袋に入れて卓上に保管した。翌日、紙袋から感光性樹脂凸版印刷原版を取り出し、保護フィルムを剥離して製版のためアブレーション装置にセットした。一連の作業において、保護フィルムの剥がれを目視で観察した。
【0076】
○:切断時に端部に僅かな保護フィルムの剥がれは認められたが、それ以上の剥がれの拡大は認められなかった、または、切断時にも剥離は認められなかった、
△:紙袋からの出し入れなど、取り扱い時に若干の剥がれの拡大が認められた、
×:紙袋からの出し入れなど、取り扱い時に大幅な剥がれの拡大が認められた。
【0077】
また、保護フィルムが容易に剥がれるかは以下の基準で判断した。
○:容易に剥離することができた、
△:剥離のきっかけを掴むことに困難はあった、もしくは、剥離の抵抗は大きかったが、マスク層と剥離力調整層間での剥離が可能であった、
×:剥離は困難であり、保護フィルムを剥がそうとすると、マスク層と剥離力調整層間での剥離せず、マスク層ごと剥がれた。
【0078】
結果を表1に示す。
【0079】
【表1】

【産業上の利用可能性】
【0080】
本発明の感光性樹脂凸版印刷原版によれば、製版時の保護フィルム剥離が容易でありながら、製造時などの取り扱い時には保護フィルムが剥離することがなく、さらにはアブレーション感度を低下させることがない。本発明は、近年の高品位な印刷要求に応える技術であり、産業界に寄与する可能性大である。
【符号の説明】
【0081】
1 感光性樹脂凸版印刷原版、2 支持体、3 接着層、4 感光性樹脂層、5 マスク層、6 剥離力調整層、7 保護フィルム。
【技術分野】
【0001】
本発明は、レタープレス版またはフレキソ版に用いるCTP用感光性樹脂凸版印刷原版に関する。さらに詳しくは、保護フィルム(カバーフィルム)の剥離性に優れたCTP用感光性樹脂凸版印刷原版に関する。
【背景技術】
【0002】
感光性樹脂版では、ネガフィルムを用いる従来の方式から、感光層上に感熱除去性のマスク層を設け、コンピューターからの信号に基づいた赤外線光照射により、マスク層の一部を除去するというコンピュータ製版技術(Computer to Plate:CTP技術)が主流となりつつある。しかし、かかる従来技術ではマスク層と保護フィルムとを直接接触させて積層した場合、保護フィルムが剥離しにくいという問題があった。
【0003】
これに対し、ポリビニルアルコールからなる剥離補助層を設けることにより保護フィルムの剥離を容易にするという技術が知られている(たとえば、特開2004−163925号公報(特許文献1)を参照)。また、ポリビニルアルコールからなる剥離補助層に陰イオン性界面活性剤を添加することにより保護フィルム剥離時にマスク層に破れやキズ、ピンホールを生じないようにするという技術も知られている(たとえば、特開2009−139599号公報(特許文献2)を参照)。
【0004】
しかしながら、これらの従来技術は、剥離補助層をマスク層側に残してポリエチレンテレフタレートなどの保護フィルムのみを剥離させるためのものであり、版側に残った剥離補助層によってマスク層の除去性が阻害され、赤外線光照射でマスク層を除去するアブレーション工程での感度(アブレーション感度)が低下する問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−163925号公報
【特許文献2】特開2009−139599号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、かかる従来技術の課題を背景になされたものである。すなわち、本発明の目的は、製版時に保護フィルムを剥離する際には剥離が容易でありながら、適度な製造時や運搬、製版までの取り扱い時には保護フィルムが剥離することがなく取り扱い性に優れ、さらにはアブレーション感度を低下させることのないレタープレス版またはフレキソ版に用いるCTP用感光性樹脂凸版印刷原版を提供することである。
【課題を解決するための手段】
【0007】
本発明の感光性樹脂凸版印刷原版は、支持体と、感光性樹脂層と、感熱性を有するマスク層と、剥離力調整層と、保護フィルムとが順次積層されてなり、前記剥離力調整層がアミノ樹脂を含有することを特徴とする。
【0008】
本発明の感光性樹脂凸版印刷原版において、前記アミノ樹脂の含有量が、前記剥離力調整層の全体に対して15質量%以上であることが好ましい。
【0009】
本発明におけるマスク層は、ブチラール樹脂を含むことが好ましい。
また、本発明におけるマスク層は、さらに水溶解性または水分散性樹脂を含むことが好ましい。
【発明の効果】
【0010】
本発明により、CTP用感光性樹脂凸版印刷原版において、製版時に保護フィルムを剥離する際には剥離が容易でありながら、適度な製造時や運搬、製版までの取り扱い時には保護フィルムが剥離することがないCTP用感光性樹脂凸版印刷原版を提供することができる。また、本発明の感光性樹脂凸版印刷原版は、アブレーション工程ではマスク層が最表面にあるため、高いアブレーション感度を維持することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の好ましい一例の感光性樹脂凸版印刷原版1を模式的に示す図である。
【発明を実施するための形態】
【0012】
図1は、本発明の好ましい一例の感光性樹脂凸版印刷原版1を模式的に示す図である。本発明の感光性樹脂凸版印刷原版1は、図1に示されるように、少なくとも、支持体2、感光性樹脂層4、マスク層5、剥離力調整層6、保護フィルム7が順次積層されてなり、剥離力調整層6にアミノ樹脂を含有するものである。
【0013】
なお、本発明の感光性樹脂凸版印刷原版とは、レタープレス版またはフレキソ版に用いる感光性樹脂印刷原版のことを示す。
【0014】
(支持体)
本発明の感光性樹脂凸版印刷原版1における支持体2は、可撓性であるが、寸法安定性に優れた材料が好ましい。このような支持体2としては、たとえば鋼、アルミニウム、銅、ニッケルなどの金属製支持体、ポリエチレンテレフタレートフィルム、ポリエチレンナフタレートフィルム、ポリブチレンテレフタレートフィルム、ポリカーボネートフィルムなどの熱可塑性樹脂製支持体などが好適な例として挙げられる。これらの中でも、寸法安定性に優れ、充分に高い粘弾性を有するポリエチレンテレフタレートフイルムを支持体2として用いることが特に好ましい。
【0015】
支持体2の厚みは、特に制限されるものではないが、機械的特性、形状安定性あるいは印刷版製版時の取り扱い性などの観点から50〜350μmの範囲内であることが好ましく、100〜250μmの範囲内であることがより好ましい。支持体2の厚みが50μm未満である場合には、印刷版の寸法安定性が損なわれたり、製版時に支持体が破損するという傾向にあり、また、支持体2の厚みが350μmを超える場合には、円筒シリンダーへの貼付時に印刷版がシリンダーに沿い難いという傾向にあるためである。
【0016】
(接着層)
本発明の感光性樹脂凸版印刷原版1は、図1に示すように、通常、支持体2と感光性樹脂層4との接着性を向上させるために、それらの間に接着層3が設けられる。接着層3の形成に用いる接着剤としては公知の適宜の接着剤を特に制限なく用いることができ、たとえば、可溶なポリエステルを多価イソシアネートで硬化させたポリエステルウレタン系接着剤、エポキシ系接着剤などが好適な例として挙げられる。中でも、ポリエステルウレタン系接着剤は感光性樹脂との接着性に優れるために好ましく、ポリエステルウレタン系接着剤の中でも特にポリエステルとイソシアヌレート型多価イソシアネートからなる接着剤がより望ましい。
【0017】
接着層3の形成に用いる接着剤には、本発明の目的を阻害しない範囲で、添加物を含んでいてもよい。添加物としては、たとえば、可塑剤、染料、紫外線吸収剤、ハレーション防止剤、界面活性剤、光重合性ビニルモノマーなどが挙げられる。
【0018】
本発明における接着層3の厚みについては特に制限されないが、1〜50μmの範囲内であることが好ましく、5〜30μmの範囲内であることがより好ましい。接着層3の厚みが1μm未満である場合には、接着性が不足するという傾向にあるためであり、また、接着層3の厚みが50μmを超える場合には、生産加工性が低下するという傾向にあるためである。
【0019】
(感光性樹脂層)
本発明の感光性樹脂凸版印刷原版1は、フレキソ版、レタープレス版共に適応したものであることが好ましく、支持体2上に(通常接着層3を介して)形成される感光性樹脂層4の形成材料としては、それぞれに適したものを用いることができる。本発明の感光性樹脂凸版印刷原版1をフレキソ版として適応する場合には、ゴム成分をベースとしたしたものが好適な例として挙げられる。また本発明の感光性樹脂凸版印刷原版1をレタープレス版として適応する場合には、ポリアミド樹脂版、ポリビニルアルコール樹脂版などが好ましく、これらの中でも水現像可能な版がさらに好ましく水現像のレタープレス版が特に好ましい。
【0020】
本発明の感光性樹脂凸版印刷原版1に使用される感光性樹脂層4は、合成高分子化合物、光重合性不飽和化合物および光重合開始剤の必須成分と、可塑剤、熱重合防止剤、染料、顔料、紫外線吸収剤、香料、酸化防止剤などの任意の添加剤とから構成される。
【0021】
たとえばフレキソ版に適応する場合、合成高分子化合物としては合成ゴム成分やラテックス成分が用いられ、従来公知の適宜のものを特に制限されることなく用いることができ、たとえば水分散ラテックスと合成ゴムを含有する感光性樹脂組成物(たとえば特開2000−155417号公報を参照)、少なくとも2種類以上の水分散ラテックスを含有する感光性樹脂組成物(たとえば特開2005−148587号公報を参照)などを挙げることができる。中でも、少なくとも2種類以上の水分散ラテックスを含有する感光性樹脂組成物が水現像性と水性インキ耐性との両立の面から好ましい。このようなラテックス成分をベースとした合成高分子化合物を感光性樹脂層の形成に用いる場合、後述のように硬化前の表面硬度がA硬度で25〜45の範囲内の比較的低い硬度を有する感光性樹脂層を好適に製造することができる。ラテックス成分をベースとした合成高分子化合物は、市販品を用いても勿論よく、たとえば、アクリロニトリル−ブタジエンラテックス Nipol SX1503(日本ゼオン(株)製)、ブタジエンラテックス Nipol LX111NF(日本ゼオン(株)製)などが好適な例として挙げられる。
【0022】
また、上述したポリアミド版に適応する場合、合成高分子化合物としては、従来公知の可溶性合成高分子化合物を使用でき、たとえばポリエーテルアミド(たとえば特開昭55−79437号公報などを参照)、ポリエーテルエステルアミド(たとえば特開昭58−113537号公報などを参照)、三級窒素含有ポリアミド(たとえば特開昭50−76055号公報などを参照)、アンモニウム塩型三級窒素原子含有ポリアミド(たとえば特開昭53−36555号公報などを参照)、アミド結合を1つ以上有するアミド化合物と有機ジイソシアネート化合物の付加重合体(たとえば特開昭58−140737号公報などを参照)、アミド結合を有しないジアミンと有機ジイソシアネート化合物の付加重合体(たとえば特開平4−97154号公報などを参照)などが挙げられる。その中でも三級窒素原子含有ポリアミドおよびアンモニウム塩型三級窒素原子含有ポリアミドが好ましい。
【0023】
また、上述したポリビニルアルコール版に適応する場合にも、合成高分子化合物としては従来公知の適宜のものを用いることができ、たとえば50モル%〜99モル%鹸化のポリ酢酸ビニルなどを用いることができ、中でも水現像性の面から80モル%〜99モル%鹸化のポリ酢酸ビニルが好ましい。このようなポリビニルアルコール版に好適な合成高分子化合物にも市販品を用いても勿論よく、たとえば、ゴーセノールGH−23(日本合成化学(株)製)などが好適な例として挙げられる。
【0024】
光重合性不飽和化合物としては、多価アルコールのポリグリシジルエーテルとメタアクリル酸およびアクリル酸との開環付加反応生成物が挙げられる。前記多価アルコールとしては、ジペンタエリスリトール、ペンタエリスリトール、トリメチロールプロパン、グリセリン、エチレングリコール、ジエチレングリコール、トリエチレングリコール、フタル酸のエチレンオキサイド付加物などが挙げられ、そのなかでもトリメチロールプロパンが好ましい。
【0025】
光重合開始剤としては、ベンゾフェノン類、ベンゾイン類、アセトフェノン類、ベンジル類、ベンゾインアルキルエーテル類、ベンジルアルキルケタール類、アントラキノン類、チオキサントン類などが挙げられる。具体的には、ベンゾフェノン、クロロベンゾフェノン、ベンゾイン、アセトフェノン、ベンジル、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイソブチルエーテル、ベンジルジメチルケタール、ベンジルジエチルケタール、ベンジルジイソプロピルケタール、アントラキノン、2−エチルアントラキノン、2−メチルアントラキノン、2−アリルアントラキノン、2−クロロアントラキノン、チオキサントン、2−クロロチオキサントンなどが挙げられる。
【0026】
原版の表面硬度を適宜の硬度に調整する方法としては、レタープレス版に適応する場合には感光性樹脂層の合成高分子化合物のハードセグメントとソフトセグメントの比率を調整することで、感光性樹脂凸版原版の表面硬度を適宜、たとえば後述するようなA硬度で65〜85の範囲内、または、A硬度で25〜45の範囲内に調整することができる。たとえば印刷原版の表面硬度の調整は、従来公知の方法を採用することができ、たとえば硬度を上げたい場合はハードセグメントの多い合成高分子化合物を用いればよく、また、硬度を下げたい場合はソフトセグメントの多い合成高分子化合物を用いるようにすればよい。
【0027】
また、フレキソ版用原版の表面硬度の調整方法としては、感光性樹脂中の合成高分子化合物として用いるラテックス成分の含有率を増減する方法などが挙げられる。
【0028】
本発明の感光性樹脂凸版印刷原版1において、感光性樹脂層4の厚みについても特に制限されるものではないが、350〜700μmの範囲内であることが好ましい。感光性樹脂層4の厚みが350μm未満である場合には、支持体上の接着層にインキが付着して印刷物の非画像部に汚れ(地汚れ)が生じてしまう虞がある。また感光性樹脂層4の厚みが700μmを超えると、製版時の微細点の再現性が低下してしまう虞がある。特に輪転シールラベル印刷に用いられる印刷版の全厚みが800μmや950μmが多いことから、感光性樹脂層4の厚みは、450〜700μmの範囲内であることが好ましく、490〜650μmの範囲内であることがより好ましい。
【0029】
(マスク層)
本発明の感光性樹脂凸版印刷原版1において、感光性樹脂層4上に形成される感熱性を有するマスク層5は、たとえば、赤外線レーザを吸収し熱に変換する機能と紫外線を遮断する機能とを有する材料であるカーボンブラックと、その分散バインダとから好適に構成される。また、マスク層5は、これら以外の任意成分として、顔料分散剤、フィラー、界面活性剤、塗布助剤などを本発明の効果を損なわない範囲で含有することができる。このようなマスク層5の形成材料は、いずれも公知のものを適宜組み合わせたものである。
【0030】
マスク層5に用いられるカーボンブラックは、その製造方法からファーネスブラック、チャンネルブラック、サーマルブラック、アセチレンブラック、ランプブラックなどに分類されるが、ファーネスブラックは粒径その他の面で様々なタイプのものが市販されており、商業的にも安価であるため、好ましく使用される。また、カーボンブラック水分散体、カーボンブラックアルコール分散体などの分散安定の優れたものも分散液製造の簡便さから、好ましく使用される。
【0031】
マスク層5に用いられる分散バインダには、水溶解または水分散性樹脂、アルコール可溶性樹脂などが含有されていることが好ましい。
【0032】
中でも特に、本発明におけるマスク層5の分散バインダには、水溶解性または水分散性樹脂が含有されていることが好ましい。水溶解性または水分散性樹脂を含有していることにより、現像の際にマスク層5を水系現像液に分散させやすくすることができる。このような水溶解性または水分散性樹脂としては、水系現像液への分散性の面から、極性基含有樹脂が好ましく、具体的には、ポリビニルアルコール、ポリ酢酸ビニル、部分鹸化ポリビニルアルコール、ヒドロキシアルキルセルロース、アルキルセルロース、ポリアミド樹脂などが好適な例として挙げられる。
【0033】
上述した中でも、カーボンブラックの分散性の観点から、ポリアミド樹脂が好ましく、たとえば、ポリエーテルアミド(たとえば特開昭55−79437号公報などを参照)、ポリエーテルエステルアミド(たとえば特開昭58−117537号公報などを参照)、三級窒素含有ポリアミド(たとえば特開昭50−7605号公報などを参照)、アンモニウム塩型三級窒素原子含有ポリアミド(たとえば特開昭53−36555号公報などを参照)、スルホン酸基含有ポリアミド(たとえば、特公昭49−27522号公報などを参照)などが挙げられる。中でも、三級窒素原子含有ポリアミドおよびアンモニウム塩型三級窒素原子含有ポリアミドが好ましい。また、水溶解性または水分散性樹脂としては、市販のものを用いても勿論よい。これらポリアミド樹脂は、マスク層5の現像液の分散性だけでなく、強靭性を与え、傷つきにくくすることができる。
【0034】
なお、マスク層5に上述した水溶解性または水分散性樹脂を含有させた場合、一般的に知られている離型コートでは剥離力調整層との剥離力が低くなりすぎてしまうことがある。しかし、本発明の原版は剥離力調整層がアミノ樹脂を含有していることで、剥離力調整層の表面自由エネルギーを適切な値に調整することができる。
【0035】
マスク層5が上述した水溶解性または水分散性樹脂を含有する場合、その含有量は、マスク層の全体に対して5〜75質量%の範囲内であることが好ましく、10〜65質量%の範囲内であることが好ましい。マスク層における水溶解性または水分散性樹脂の含有量がマスク層の全体に対して5質量%未満である場合、現像性が不足するという傾向にあるためであり、また、75質量%を超える場合には、カーボンブラック量が不足し、遮光性に欠けるという傾向にあるためである。
【0036】
また、前記アルコール可溶性樹脂としては、アルコール可溶性のポリアミド樹脂、ポリウレタン樹脂、ポリビニルアセタール樹脂などが好適な例として挙げられる。これらの中でも、カーボンブラックの分散性の面よりアルコール可溶性樹脂はポリビニルアセタール樹脂であることが好ましく、カーボンブラックの分散性を向上させ、高い遮光性に寄与することができることから、ポリビニルブチラール樹脂であることがより好ましい。また、アルコール可溶性樹脂としては、市販のものを用いても勿論よい。また、ポリビニルブチラール樹脂は、たとえば特開2008−13676号公報などに記載された製造法で合成することも可能である。
【0037】
マスク層5が上述したアルコール可溶性樹脂を含有する場合、その含有量は、マスク層の全体に対して5〜75質量%の範囲内であることが好ましく、10〜65質量%の範囲内であることが好ましい。マスク層におけるアルコール可溶性樹脂の含有量がマスク層の全体に対して5質量%未満である場合、造膜性に欠けるという傾向にあるためであり、また、75質量%を超える場合には、カーボンブラック量が不足し、遮光性に欠ける傾向にあるためである。
【0038】
マスク層5は、紫外線に関して2.0以上の光学濃度であることが好ましく、2.0〜3.0の光学濃度であることがより好ましく、2.2〜2.5の光学濃度であること特に好ましい。マスク層の紫外線に対する光学濃度が2.0未満である場合には、紫外線を遮光する機能が不充分で非画像部が感光するという虞があるためである。前記光学濃度は、一般にDで表され、以下の式で定義され
D=log10(100/T)=log10(I0/I)
(ここで、Tは透過率(単位は%)、I0は透過率測定の際の入射光強度、Iは透過光強度である)、たとえば白黒透過濃度計DM-520(大日本スクリーン製造(株)製)にて測定された値を指す。
【0039】
マスク層5は、その厚みについては特に限定されるものではないが、その下限は好ましくは0.1μmであり、より好ましくは0.5μmであり、特に好ましくは1.0μmである。マスク層5の厚みが0.1μm未満である場合には、マスク層の紫外線を遮断する機能に劣ることがある。また、マスク層の厚みの上限は好ましくは3.0μmであり、より好ましくは2.5μmであり、さらに好ましくは2.0μmである。マスク層の厚みが3.0μmを超える場合には、マスク層の蒸発に高いエネルギーが必要となってしまう虞がある。
【0040】
本発明の感光性樹脂凸版印刷原版1は、感光性樹脂層とマスク層との間に分割層が設けられていてもよい。分割層を設ける場合、その好適な形成材料としては、ポリビニルアルコール、部分鹸化ポリ酢酸ビニルなどが挙げられる。このような分割層を設けることで、酸素による光重合阻害を防止することができるという効果が奏される。このような分割層による効果を好適に発揮するためには、分割層の厚みは0.1〜10μmの範囲内であることが好ましく、0.3〜5μmの範囲内であることがより好ましい。
【0041】
(剥離力調整層)
本発明の感光性樹脂凸版印刷原版1において、マスク層5上に形成される剥離力調整層6は、保護フィルム7の剥離性を制御する目的で設けられており、アミノ樹脂を含有するものである。アミノ樹脂としては、メチル化メラミン樹脂、ブチル化メラミン樹脂、メチル化尿素樹脂、ブチル化尿素樹脂、メチル化ベンゾグアナミン樹脂、ブチル化ベンゾグアナミン樹脂、これらの混合物などがより好ましく、中でも、コート性に優れる観点から、ブチル化尿素樹脂、ブチル化メラミン樹脂、これらの混合物さらに好ましい。このようなアミノ樹脂は、市販のものを用いても勿論よく、たとえばブチル化尿素メラミン樹脂としてスーパーベッカミンODL131−60(DIC(株)製)、ブチル化尿素樹脂としてベッカミンP−196−M(DIC(株)製)、ブチル化メラミン樹脂としてベッカミンJ−820−60(DIC(株)製)などが例示される。
【0042】
このようなアミノ樹脂を含有することで、他の樹脂を含有する場合とは異なり、表面平滑性の優れた剥離力調整層を形成することができ、剥離力調整層6にマスク層5を塗工する際のキズを少なくできるだけでなく、マスク層5の組成、塗工溶媒の選択幅を広くでき、剥離力の調整が容易となる。
【0043】
剥離力調整層6におけるアミノ樹脂の含有量の下限は、剥離力調整層6の全体に対して、好ましくは15質量%、さらに好ましくは20質量%である。剥離力調整層に含まれるアミノ樹脂の含有量が15質量%未満である場合には、剥離力が低すぎ、ハンドリング中に剥離してしまう虞がある。一方、剥離力調整層6におけるアミノ樹脂の含有量の上限は100質量%である。なお、アミノ樹脂を含有していることによる効果が飽和することがあるため、アミノ樹脂の含有量の上限は好ましくは100質量%であり、より好ましくは98質量%であり、さらに好ましくは95質量%である。
【0044】
なお、一般的には、剥離力は、硬化前の感光性樹脂層4の表面の硬度により大きく左右される。本発明によれば、剥離力調整層6に含有させるアミノ樹脂の含有量を調整することにより容易に適正な剥離力にすることができる。
【0045】
たとえば、硬化前の感光性樹脂層4の表面硬度がA硬度(たとえばデュロメーターA型(高分子計器(株)製)を用いて硬化前の印刷版のカバーフィルムを剥離し、表面を測定)で65〜85の感光性樹脂凸版印刷原版の場合、剥離力調整層6におけるアミノ樹脂の含有量の下限は好ましくは50質量%であり、より好ましくは60質量%であり、さらに好ましくは70質量%である。この場合の剥離力調整層6におけるアミノ樹脂の含有量が50質量%未満である場合には、剥離力が低すぎ、ハンドリング中に剥離してしまうことがある。また、この場合の剥離力調整層6におけるアミノ樹脂の含有量の上限は好ましくは100質量%であり、より好ましくは98質量%であり、さらに好ましくは95質量%である。剥離力調整層6におけるアミノ樹脂の含有量が100質量%を超えても効果が飽和してしまう場合がある。
【0046】
またたとえば、硬化前の感光性樹脂層4の表面硬度がA硬度(たとえばデュロメーターA型(高分子計器(株)製)を用いて硬化前の印刷版のカバーフィルムを剥離し、表面を測定)で25〜45の感光性樹脂凸版印刷原版の場合、アミノ樹脂の含有量の下限は好ましくは15質量%であり、より好ましくは20質量%であり、さらに好ましくは25質量%である。この場合の剥離力調整層6におけるアミノ樹脂の含有量が15質量%未満である場合には、剥離力が低すぎ、ハンドリング中に剥離してしまうことがある。また、この場合の剥離力調整層6におけるアミノ樹脂の含有量の上限は好ましくは75質量%であり、より好ましくは70質量%である。剥離力調整層6におけるアミノ樹脂の含有量が75質量%を超えると、剥離力が高くなり過ぎて問題が生じる虞がある。
【0047】
本発明の感光性樹脂凸版印刷原版1は、製版時に保護フィルム7を剥離後、マスク層5を赤外線レーザで画像のパターンに合わせて除去する。保護フィルム7を剥離する際には、剥離力調整層6とマスク層5との間で過度な力を入れることなく剥離する必要がある。一方、製造時からこの剥離時の剥離までは、保護フィルム7が剥がれることがないような接着力が必要である。
【0048】
剥離力調整層6−マスク層5間の剥離力の下限は好ましくは15gf/cmであり、より好ましくは20gf/cmである。前記剥離力が15gf/cm未満であると、剥離力が低すぎ、ハンドリング中に剥離してしまう虞がある。また、前記剥離力の上限は好ましくは50gf/cmであり、より好ましくは48gf/cmであり、特に好ましくは45gf/cmである。前記剥離力が50gf/cmを超えると、製版時に剥離しにくくなる、剥離力調整層が版に残ってしまう、マスク層が剥がれてしまう、などの問題が起こる場合がある。具体的には、剥離力調整層6中におけるアミノ樹脂の含有量を多くすると、剥離力を高くすることができる。なお、上述のように、本発明におけるマスク層5は、水溶解性または水分散性樹脂を含むことが好ましいが、剥離力調整層6にアミノ樹脂を含有させることにより、剥離力調整層6の表面自由エネルギーをマスク層5の表面自由エネルギーに近づけることができ、これにより剥離力調整層6へのアミノ樹脂の含有量により前記剥離力が調整できるものと考えられる。
【0049】
本発明における剥離力調整層6には、アミノ樹脂以外の樹脂を添加してもよい。このようなアミノ樹脂以外の樹脂としては、たとえばアクリル樹脂、アルキド樹脂、ポリエステル樹脂、ウレタン樹脂、ポリアミド樹脂、エポキシ樹脂などが挙げられ、これらの中でも、アミノ樹脂との相溶性に優れる点から、アクリル樹脂が好ましく、また、剥離力調整を調整する効果に優れる点から、アルキド樹脂が好ましい。
【0050】
アクリル樹脂としては、剥離力調整を調整する効果が発揮されやすい観点から、長鎖アルキル(好適には炭素数が12〜22)アクリレート共重合アルキル樹脂が好ましい。このような長鎖アルキルアクリレート共重合アルキル樹脂は、市販のものを用いても勿論よく、たとえばピーロイル(一方社油脂工業(株)製)などが好適な例として挙げられる。
【0051】
剥離力調整層6がアミノ樹脂以外にアクリル樹脂を含む場合、アクリル樹脂の含有量は、剥離力調整層6の全体に対して、1〜80質量%の範囲内であることが好ましく、10〜70質量%の範囲内であることがより好ましい。アクリル樹脂の含有量が剥離力調整層6の全体に対して1質量%未満である場合には、剥離力が高くなり過ぎて製版時には保護フィルムを剥離しにくくなる虞があり、また、80質量%を超える場合には、剥離力が低くなり過ぎて製版時に保護フィルムが剥がれ易いという虞がある。
【0052】
アルキド樹脂としては、剥離力調整を調整する効果が発揮されやすい点から、油長(樹脂分に対する油の比率)が好ましくは0〜65の範囲内、より好ましくは35〜55の範囲内であるアルキド樹脂が好ましい。また、コート液の保存安定性の観点から、酸価が好ましくは1〜30の範囲内、より好ましくは5〜25の範囲内であり、水酸基価が好ましくは50〜300の範囲内、より好ましくは100〜250の範囲内であるアルキド樹脂を用いることが好ましい。このようなアルキド樹脂は、動植物油または動植物油脂肪酸、各種飽和脂肪酸などを用いて製造されたものを好適に用いることができ、また、テスラック(日立化成ポリマー(株)製)などの市販のアルキド樹脂も勿論好適に用いることができる。
【0053】
剥離力調整層6がアミノ樹脂以外にアルキド樹脂を含む場合、アルキド樹脂の含有量は、剥離力調整層6の全体に対して、1〜80質量%の範囲内であることが好ましく、10〜70質量%の範囲内であることがより好ましい。アルキド樹脂の含有量が剥離力調整層6の全体に対して1質量%未満である場合には、剥離力が高くなり過ぎて製版時に保護フィルムを剥離しにくくなるという虞があり、また、80質量%を超える場合には、剥離力が低くなり過ぎて製版時に保護フィルムが剥がれ易いという虞がある。
【0054】
剥離力調整層6の厚みは、特に制限されるものではないが、その下限は好ましくは0.01μmであり、より好ましくは0.03μmであり、さらに好ましくは0.05μmである。剥離力調整層の厚みが0.01μm未満である場合には、剥離力調整層6による効果が十分に発揮されずに剥離力が高くなってしまう場合がある。また、剥離力調整層6の厚みの上限は好ましくは10μmであり、より好ましくは7μmであり、さらに好ましくは5μmである。剥離力調整層6の厚みが10μmを超えてしまうと、塗りむらが生じる虞があり、また、経済性に劣る場合がある。
【0055】
本発明における剥離力調整層6は、アミノ樹脂の硬化のために、硬化促進剤を含有することが好ましい。硬化促進剤としては、酸性触媒が好ましく、パラトルエンスルホン酸、塩酸などがより好ましい。
【0056】
また本発明における剥離力調整層6には、界面活性剤などのレベリング剤、増粘剤、着色剤などが添加されていてもよい。なお、シリコーン系化合物は、マスク層に移行して印刷時にインキのハジキを生じる虞があるため、剥離力調整層には用いないことが好ましい。
【0057】
(保護フィルム)
本発明における保護フィルム7としては、可撓性を有し、寸法安定性に優れた材料であることは好ましく、その好適な例として、たとえばポリエチレンテレフタレートフィルム、ポリエチレンナフタレートフィルム、ポリブチレンテレフタレートフィルムまたはポリカーボネートフィルムなどの熱可塑性樹脂製のフィルムを挙げることができる。これらの中でも、寸法安定性に優れ、十分に高い粘弾性を有するポリエチレンテレフタレートフィルムが特に好ましい。
【0058】
保護フィルム7は、その厚みについては特に制限されないが、機械的特性、形状安定性あるいは印刷版製版時の取り扱い性などの観点から、50〜350μmの範囲内であることが好ましく、100〜250μmの範囲内であることがより好ましい。
【0059】
本発明の感光性樹脂凸版印刷原版1は、その全厚みについて特に制限されるものではないが、100〜1000μmの範囲内であることが好ましく、300〜950μmの範囲内であることがより好ましい。感光性樹脂凸版印刷原版1の全厚みが100μm未満である場合には、成形時の厚み管理が困難という虞があるためであり、また、1000μmを超える場合には、コスト的に不利となるという虞があるためである。
【0060】
(感光性樹脂凸版印刷原版の製造方法)
本発明の感光性樹脂凸版印刷原版1の製造方法としては、特に限定されないが、一般的には以下のようにして製造される。
【0061】
剥離力調整層6の形成方法は特に限定されないが、薄膜形成の簡便さから、剥離力調整層成分を溶媒に溶解した状態で、支持部材(たとえば、PETフィルム)上にコーティングしてから溶媒を除去する方法が好ましく行われる。溶媒は特に限定されないが、水やアルコール、または水とアルコールの混合物が主に使用される。
【0062】
マスク層5の形成方法は特に限定されないが、カーボンブラック以外の成分を適当な溶媒に溶解させ、そこにカーボンブラックを分散させた状態で、剥離力調整層6上にコーティングしてから溶媒を除去する方法が好ましく行われる。
【0063】
これにより、支持部材、剥離力調整層6、マスク層5からなる積層体が得られる。なお、支持部材は、感光性樹脂凸版印刷原版1の完成後はその表面の保護フィルム7として機能する。
【0064】
さらに、これとは別の支持体2に塗工により接着層3を介して感光性樹脂層4を形成し、他方の積層体を作成する。このようにして得られた二つの積層体を、圧力および/または加熱下に、感光性樹脂層4がマスク層5に隣接するように積層する。
【0065】
本発明の感光性樹脂凸版印刷原版1から印刷版を製造する方法としては、まず保護フィルム7を除去する。その後、マスク層5をIRレーザにより画像様に照射して、感光性樹脂層4上にマスクを形成する。好適なIRレーザの例としては、ND/YAGレーザ(たとえば、波長1064nm)またはダイオードレーザ(たとえば、波長830nm)を挙げることができる。コンピュータ製版技術に好適なレーザシステムは、市販されており、たとえばCDI Spark(エスコ・グラフィックス社)を使用することができる。このレーザシステムは、感光性樹脂凸版印刷原版を保持する回転円筒ドラム、IRレーザの照射装置、レイアウトコンピュータを含み、画像情報は、レイアウトコンピュータからレーザ装置に直接移される。
【0066】
画像情報をマスク層5に書き込んだ後、感光性樹脂凸版印刷原版1にマスク層5を介して紫外線を全面照射する。これは版をレーザシリンダに取り付けた状態で行うことも可能であるが、版をレーザ装置から除去し、慣用の平板な照射ユニットで照射する方が規格外の版サイズに対応可能な点で有利であり一般的である。紫外線としては、150〜500nm、特に300〜400nmの波長を有する紫外線を好適に使用することができる。その光源としては、低圧水銀灯、高圧水銀灯、超高圧水銀灯、メタルハライドランプ、キセノンランプ、ジルコニウムランプ、カーボンアーク灯、紫外線用蛍光灯などを使用することができる。
【0067】
露光後、適当な溶剤、好ましくは水系現像液、より好ましくは水を用いて非露光部分を溶解除去することによって、短時間で速やかに現像がなされ、印刷版(レリーフ版)が得られる。現像方式としては、スプレー式現像装置、ブラシ式現像装置などを用いることが好ましい。
【実施例】
【0068】
以下、実施例により本発明を具体的に示すが、本発明はこれらに限定されるものではない。
【0069】
(剥離力調整層の作製)
表1に記載の組成(質量比)に従って樹脂、硬化剤を溶媒に溶解し、剥離力調整層組成液をそれぞれ調製した。両面に離型処理を施したPETフィルム支持部材(E5000、東洋紡績(株)、厚さ:100μm)(感光性樹脂凸版印刷原版とした際には保護フィルムとして機能)上に剥離力調整層組成液を、層厚が1.0μmになるように適宜選択したバーコーターを用いて塗工し、160℃×3分の条件で加熱乾燥、硬化させて剥離力調整層を作製した。
【0070】
(マスク層の作製)
カーボンブラック分散液(AMBK−8、オリエント化学工業(株)製)と共重合ポリアミド(PA223、東洋紡績(株)製)とを固形分質量比でカーボンブラック分散液:共重合ポリアミド=63:37になるよう溶媒に溶解し、マスク層組成液とした。マスク層組成液を、上述した剥離力調整層を設けたPETフィルム支持部材の剥離力調整層側に、層厚が1.5μmになるように適宜選択したバーコーターを用いて塗工し、120℃×5分乾燥してマスク層を作成し、積層フィルムXを得た。
【0071】
(感光性樹脂凸版印刷原版〔レタープレス版用原版〕の作製)
ε−カプロラクタム50質量部、N,N’−ビスアミノプロピルピペラジンアジペート40質量部、1,3−ビス(アミノメチル)シクロヘキサンアジペート10質量部とを重合せしめて、融点137℃、比粘度1.96の三級窒素含有ポリアミドを得た。得られたポリアミド55質量部をメタノール200質量部、水24質量部に溶解し、この溶液にメタクリル酸3質量部、トリメチロールプロパントリグリシジルエーテルとアクリル酸35モル%およびメタクリル酸65モル%との反応物36質量部、N−エチル−p−トルエンスルホンアミド5質量部、ハイドロキノンモノメチルエーテル0.1質量部、ベンジルジメチルケタール1質量部を加え、感光性樹脂組成物溶液を得た。この感光性樹脂組成物溶液を濃縮機に送り、110℃で濃縮して感光性樹脂組成物Aを得た。ついで、250μmのPETフィルム(支持体)に接着剤を20μmコートし、その接着剤塗布面側と、前記積層フィルムXとの間に感光性樹脂組成物Aを挟み込み、110℃で加熱プレスして、全厚み950μmの感光性樹脂凸版印刷原版を作成した。表面硬度はD硬度で67であった。
【0072】
(感光性樹脂凸版印刷原版〔フレキソ印刷用原版〕の作製)
アクリロニトリル−ブタジエンラテックス(Nipol SX1503、日本ゼオン(株)製、不揮発分:42%)10質量部、ブタジエンラテックス(Nipol LX111NF、日本ゼオン(株)製、不揮発分:55%)58質量部、オリゴブタジエンアクリレート(ABU−2S、共栄社化学(株)製)28質量部、ラウリルメタクリレート(ライトエステルL、共栄社化学(株)製)4質量部、ジメチロールトリシクロデカンジアクリレート4質量部、光重合開始剤1質量部、重合禁止剤としてハイドロキノンモノメチルエーテル0.1質量部、その他の添加剤としてノニオン系界面活性剤0.1質量部をトルエン15質量部とともに容器中で混合し、次に加圧ニーダーを用いて105℃で混練し、その後トルエンと水を減圧除去することにより、感光性樹脂組成物Bを得た。ついで、250μmのPETフィルムに接着剤を20μmコートして得た支持体フィルムの接着剤塗布面側と、前記積層フィルムXとの間に感光性樹脂組成物Bを挟み込み、110℃で加熱プレスして、全厚み950μmの感光性樹脂凸版印刷原版を作成した。後述のようにして測定した感光性樹脂層の表面硬度はA硬度で35であった。
【0073】
(性能評価)
(1)剥離力
試験片として作製した感光性樹脂凸版印刷原版を150mm×50mmにカットし、一方の積層フィルムXの端部を指先で剥がし、引っ張り試験器にセットし、1000mm/分の速度で90°に引っ張り、その剥離力W(g/50mm)を測定した。温度25℃、45RH%の室内で測定した。
【0074】
(2)感光性樹脂層の表面硬度
表面硬度測定用印刷原版として各実施例、比較例と同様に感光性樹脂凸版印刷原版を製造し、その保護フィルムを剥離した後に、デュロメーターA型(高分子計器(株)製)を用いて、感光性樹脂層の表面硬度を測定した。
【0075】
(3)版の取り扱い性および保護フィルムの剥離容易性
作成した感光性樹脂凸版印刷原版をA4の大きさに切断機で切り取り、遮光性フィルムをラミネートした紙袋に入れて卓上に保管した。翌日、紙袋から感光性樹脂凸版印刷原版を取り出し、保護フィルムを剥離して製版のためアブレーション装置にセットした。一連の作業において、保護フィルムの剥がれを目視で観察した。
【0076】
○:切断時に端部に僅かな保護フィルムの剥がれは認められたが、それ以上の剥がれの拡大は認められなかった、または、切断時にも剥離は認められなかった、
△:紙袋からの出し入れなど、取り扱い時に若干の剥がれの拡大が認められた、
×:紙袋からの出し入れなど、取り扱い時に大幅な剥がれの拡大が認められた。
【0077】
また、保護フィルムが容易に剥がれるかは以下の基準で判断した。
○:容易に剥離することができた、
△:剥離のきっかけを掴むことに困難はあった、もしくは、剥離の抵抗は大きかったが、マスク層と剥離力調整層間での剥離が可能であった、
×:剥離は困難であり、保護フィルムを剥がそうとすると、マスク層と剥離力調整層間での剥離せず、マスク層ごと剥がれた。
【0078】
結果を表1に示す。
【0079】
【表1】
【産業上の利用可能性】
【0080】
本発明の感光性樹脂凸版印刷原版によれば、製版時の保護フィルム剥離が容易でありながら、製造時などの取り扱い時には保護フィルムが剥離することがなく、さらにはアブレーション感度を低下させることがない。本発明は、近年の高品位な印刷要求に応える技術であり、産業界に寄与する可能性大である。
【符号の説明】
【0081】
1 感光性樹脂凸版印刷原版、2 支持体、3 接着層、4 感光性樹脂層、5 マスク層、6 剥離力調整層、7 保護フィルム。
【特許請求の範囲】
【請求項1】
支持体と、感光性樹脂層と、感熱性を有するマスク層と、剥離力調整層と、保護フィルムとが順次積層されてなる感光性樹脂凸版印刷原版であって、
前記剥離力調整層がアミノ樹脂を含有することを特徴とする感光性樹脂凸版印刷原版。
【請求項2】
前記アミノ樹脂の含有量が、前記剥離力調整層の全体に対して15質量%以上であることを特徴とする請求項1に記載の感光性樹脂凸版印刷原版。
【請求項3】
前記マスク層がブチラール樹脂を含む、請求項1または2に記載の感光性樹脂凸版印刷原版。
【請求項4】
前記マスク層がさらに水溶解性または水分散性樹脂を含む、請求項1〜3のいずれかに記載の感光性樹脂凸版印刷原版。
【請求項1】
支持体と、感光性樹脂層と、感熱性を有するマスク層と、剥離力調整層と、保護フィルムとが順次積層されてなる感光性樹脂凸版印刷原版であって、
前記剥離力調整層がアミノ樹脂を含有することを特徴とする感光性樹脂凸版印刷原版。
【請求項2】
前記アミノ樹脂の含有量が、前記剥離力調整層の全体に対して15質量%以上であることを特徴とする請求項1に記載の感光性樹脂凸版印刷原版。
【請求項3】
前記マスク層がブチラール樹脂を含む、請求項1または2に記載の感光性樹脂凸版印刷原版。
【請求項4】
前記マスク層がさらに水溶解性または水分散性樹脂を含む、請求項1〜3のいずれかに記載の感光性樹脂凸版印刷原版。
【図1】

【公開番号】特開2013−114136(P2013−114136A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−261661(P2011−261661)
【出願日】平成23年11月30日(2011.11.30)
【出願人】(000003160)東洋紡株式会社 (3,622)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月30日(2011.11.30)
【出願人】(000003160)東洋紡株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]