
成分濃縮プラントおよび成分濃縮方法

【課題】新規な成分濃縮プラントを提供することを目的とする。
【解決手段】 本発明の成分濃縮プラントは、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮装置と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動装置と、溶媒に移動した前記特定成分を前記溶媒から分離する分離装置とを有する。ここで、原料がエチルアルコール−水の混合物であることが好ましい。また、濃縮装置が蒸留塔であることが好ましい。また、相間物質移動装置が抽出塔であることが好ましい。また、相間物質移動装置が吸収塔であることが好ましい。また、分離装置がフラッシュ蒸発缶であることが好ましい。
【解決手段】 本発明の成分濃縮プラントは、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮装置と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動装置と、溶媒に移動した前記特定成分を前記溶媒から分離する分離装置とを有する。ここで、原料がエチルアルコール−水の混合物であることが好ましい。また、濃縮装置が蒸留塔であることが好ましい。また、相間物質移動装置が抽出塔であることが好ましい。また、相間物質移動装置が吸収塔であることが好ましい。また、分離装置がフラッシュ蒸発缶であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、新規な成分濃縮プラントに関する。
また、本発明は、新規な成分濃縮方法に関する。
【背景技術】
【0002】
エチルアルコール水溶液は、所定の濃度範囲において共沸点を有することから、エチルアルコールを分離・濃縮することが困難である。エチルアルコール水溶液からエチルアルコールを分離・濃縮する方法として、従来、共沸蒸留法、抽出蒸留法、膜分離法および吸着法などが採用されている。
【0003】
共沸蒸留法の一例として、エチルアルコールの共沸蒸留が開示されている(例えば、非特許文献1、非特許文献2参照。)。
【0004】
また、抽出蒸留の溶媒としてガソリンを用いた抽出蒸留法が開示されている(例えば、特許文献1参照。)。非特許文献2においてこの詳細が詳しく示されており、抽出蒸留を用いたエチルアルコール濃縮プロセスは、蒸留(エタノール濃縮)−抽出蒸留(脱水)−蒸留(溶媒回収)の順で行われている。抽出蒸留では溶媒ガソリンを塔頂付近より、濃縮エタノール水溶液をガソリン供給段より下段より供給する。また塔底には蒸気を供給するためのリボイラーが供えられている。
【0005】
また、シリコン膜やゼオライト膜を用いた膜分離法が開示されている(例えば、非特許文献3〜5参照、特許文献2,3参照。)。
【0006】
また、ゼオライト吸着剤を用いた吸着法が開示されている(例えば、非特許文献6〜10参照。)。
【0007】
なお、発明者は、本発明に関連する技術内容を開示している(例えば、非特許文献11参照。)。
【0008】
【特許文献1】米国特許第2,591,672号
【特許文献2】特許3572355号公報
【特許文献3】特開2005-218990号公報
【非特許文献1】Perry, R. H. ed., “Perry’s chemical engineers’ handbook”, 6th ed., McGraw-Hill (1984)
【非特許文献2】Black, Chem. Eng. Prog., 76(9), p.37, (1980)
【非特許文献3】Stabilization of bioethanol recovery with silicone rubber coated ethanol-permselective silicalite membranes by controlling the pH of acidic feed solution. J Chem Technol Biotechnol 80 : 381-387 (2005)
【非特許文献4】Preparation of the silicalite membranes using a seeding technique under various hydrothermal conditions, Desalination, 144, p.47-52 (2002)
【非特許文献5】新エネルギー・産業技術総合開発機構 技術評価委員会、“新規なエタノールを製造する技術の開発”、[online]、平成15年9月、中間評価報告書、[平成18年9月15日検索]、インターネット<URL: http://www.nedo.go.jp/iinkai/hyouka /houkoku/15h/21.pdf>
【非特許文献6】Kupiec, Krzysztof; Kubala, Agnieszka, Dehydration of ethanol used as a fuel additive, Environ. Prot. Eng. 32(1), (2006) 151-159
【非特許文献7】M.R. Ladisch, K. Dyck, Dehydration of ethanol: new approach gives positive energy balance, Science 205 (1979) 898-900.
【非特許文献8】M.R. Ladisch, M. Voloch, J. Hong, P. Bienkowski, G.T. Tsao, Cornmeal adsorber for dehydrating ethanol vapors, Ind. Eng. Chem. Process Des. Dev. 23 (3) (1984) 437-443.
【非特許文献9】P.R. Bienkowski, A. Barthe, M. Voloch, R.N. Neuman, M.R. Ladisch, Breakthrough behavior of 17.5 mol% water in methanol, ethanol, isopropanol and T-butanol vapors passed over corn grits, Biotechnol. Bioeng. 28 (7) (1986) 960-964.
【非特許文献10】A.A. Hassaballah, J.H. Hills, Drying of ethanol vapors by adsorption on corn meal, Biotechnol. Bioeng. 35 (6) (1990) 598-608
【非特許文献11】化学工学会 第71年会(平成18年3月29日)、O307
【発明の開示】
【発明が解決しようとする課題】
【0009】
上述した共沸蒸留法では、エントレーナーという第3成分を使用し、目的成分と新たな共沸系をつくり共沸蒸留塔より蒸気を取り出し、これを凝縮・分相しエントレーナーを回収する。そのため、蒸発蒸気量が多くなり、消費熱量が多くなるという問題がある。また、この操作では還流比が大きく、さらに負担を大きくするという問題がある。
【0010】
非特許文献2に示されている抽出蒸留法では、蒸気供給のためのリボイラーにおける消費熱量や、溶媒回収のための蒸留塔のリボイラーにおける消費熱量が大きいことが問題となっている。
【0011】
膜分離法および吸着法では固体物質を分離剤として使用しているので、その運転・管理が複雑になる。
【0012】
また、エチルアルコール−水の混合物のみならず、他の混合物においても、共沸蒸留法、抽出蒸留法、膜分離法および吸着法の適用は困難な場合がある。
【0013】
そのため、このような課題を解決する、新規な成分濃縮プラントの開発が望まれている。
また、新規な成分濃縮方法の開発が望まれている。
【0014】
本発明は、このような課題に鑑みてなされたものであり、新規な成分濃縮プラントおよび成分濃縮装置を提供することを目的とする。
【課題を解決するための手段】
【0015】
上記課題を解決し、本発明の目的を達成するため、本発明の成分濃縮プラントは、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮装置と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動装置と、溶媒に移動した前記特定成分を前記溶媒から分離する分離装置とを有する。
【0016】
ここで、限定されるわけではないが、原料がエチルアルコール−水の混合物であることが好ましい。また、限定されるわけではないが、濃縮装置が蒸留塔であることが好ましい。また、限定されるわけではないが、相間物質移動装置が抽出塔であることが好ましい。また、限定されるわけではないが、相間物質移動装置が吸収塔であることが好ましい。また、限定されるわけではないが、分離装置がフラッシュ蒸発缶であることが好ましい。
【0017】
本発明の成分濃縮方法は、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮工程と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動工程と、溶媒に移動した前記特定成分を前記溶媒から分離する分離工程とを有する。
【0018】
ここで、限定されるわけではないが、原料がエチルアルコール−水の混合物であることが好ましい。また、限定されるわけではないが、濃縮工程が蒸留であることが好ましい。また、限定されるわけではないが、相間物質移動工程が抽出であることが好ましい。また、限定されるわけではないが、相間物質移動工程が吸収であることが好ましい。また、限定されるわけではないが、分離工程がフラッシュ蒸発であることが好ましい。
【発明の効果】
【0019】
本発明は、以下に記載されるような効果を奏する。
【0020】
本発明の成分濃縮プラントは、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮装置と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動装置と、溶媒に移動した前記特定成分を前記溶媒から分離する分離装置とを有するので、新規な成分濃縮プラントを提供することができる。
【0021】
本発明の成分濃縮方法は、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮工程と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動工程と、溶媒に移動した前記特定成分を前記溶媒から分離する分離工程とを有するので、新規な成分濃縮方法を提供することができる。
【発明を実施するための最良の形態】
【0022】
以下、成分濃縮プラントおよび成分濃縮方法にかかる発明を実施するための最良の形態について説明する。
【0023】
成分濃縮プラントについて説明する。本発明の成分濃縮プラントは、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮装置と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動装置と、溶媒に移動した前記特定成分を前記溶媒から分離する分離装置とを有するものである。
【0024】
成分濃縮方法について説明する。本発明の成分濃縮方法は、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮工程と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動工程と、溶媒に移動した前記特定成分を前記溶媒から分離する分離工程とを有する方法である。
【0025】
原料について説明する。本発明の成分濃縮プラントでは、共沸混合物を形成しうる複数の成分からなる混合物を原料とする。
【0026】
共沸混合物を形成しうる原料としては、エチルアルコール−水の混合物を挙げることができる。
なお、共沸混合物を形成しうる原料としては、エチルアルコール−水の混合物の他、アクリル酸エチル−エチルアルコール、二硫化炭素−エチルアルコール、ニトロメタン−エチルアルコール、ニトロエタン−エチルアルコール、トリクロロエチレン−エチルアルコール、テトラクロロエチレン−エチルアルコール、1,2-ジクロロエタン−エチルアルコール、1,1-ジクロロエタン−エチルアルコール、四塩化炭素−エチルアルコール、アセトニトリル−エチルアルコール、ヨウ化プロピル−エチルアルコール、ヨウ化イソプロピル−エチルアルコール、ヨウ化イソブチル−エチルアルコール、酪酸メチル−エチルアルコールなどが挙げられる。
【0027】
本発明の成分濃縮プラントでは、前記原料のうち特定成分を濃縮する濃縮装置を有する。
濃縮装置について説明する。濃縮装置は、蒸留塔に限られない。蒸留塔の他、抽出装置、液膜抽出装置などが挙げられる。
【0028】
濃縮装置が蒸留塔である場合、蒸留塔の塔頂から出る留出蒸気におけるエチルアルコールの濃度は70〜96(共沸点)質量%の範囲内にあることが好ましい。
【0029】
濃度が70質量%以上であると、下流の工程で水との分離が容易になるという利点がある。濃度が96(共沸点)質量%以下であると、蒸留によって濃縮できるという利点がある。
【0030】
蒸留塔の塔頂から出る留出蒸気の温度は沸点〜200℃の範囲内にあることが好ましい。温度が沸点以上であると、蒸気吸収による操作が行えるという利点がある。留出蒸気の温度が200℃以下であると、省エネルギー的に操作が可能になるという利点がある。
【0031】
蒸留塔の段数は3〜40段の範囲内にあることが好ましい。段数が3段以上であると、50質量%以上の留出液が得られるという利点がある。段数が40段以下であると、装置を必要以上に大きくしないという利点がある。
【0032】
蒸留塔の還流比は0.1〜10の範囲内にあることが好ましい。還流比が0.1以上であると、高濃度の留出液を得られるという利点がある。還流比が10以下であると、リボイラーにおける必要熱量を少なくするという利点がある。
【0033】
本発明の成分濃縮プラントでは、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動装置を有する。
【0034】
相間物質移動装置は、抽出塔、吸収塔に限られない。気相−液相間の物質移動、液相−液相間の物質移動がなされればよい。具体的には、相間物質移動装置として、膜分離装置および吸着装置などが挙げられる。
【0035】
抽出塔について説明する。蒸留塔から抽出塔に入るエチルアルコールと水との混合物が液体である場合、液体の温度は10℃以上、かつ蒸留塔から出たエチルアルコール水溶液の沸点以下にあることが好ましい。また、液体の温度は40℃〜溶液の沸点の範囲内にあることがさらに好ましい。
【0036】
液体の温度が10℃以上であると、熱交換器における熱負荷が小さくなるという利点がある。液体の温度が40℃以上であると、この効果がより顕著になる。
【0037】
液体の温度が蒸留塔から出たエチルアルコールの水溶液の沸点以下であると、抽出操作におけるエチルアルコールの選択率が良いという利点がある。
【0038】
抽出塔もしくは吸収塔から蒸留塔に戻るエチルアルコールと水との混合液体または混合蒸気の温度は、蒸留塔に入る直前において50〜100℃の範囲内にあることが好ましい。温度が50℃以上であると、リボイラーにおける熱量が小さくなるという利点がある。
【0039】
相間物質移動装置が抽出塔である場合、装置としては、多段攪拌槽(ミキサーセトラー型)による装置もしくは塔形式(スプレー塔、充填塔、バッフル塔、多孔板塔、シャイベル塔、回転円板抽出塔、オルドシュー−ラシュトン塔、グラエッサー抽出機、ルーワ抽出機、クーニ塔、脈動充填塔、脈動多孔板塔、振動板塔など)、もしくは遠心式抽出装置のものが用いられる。充填剤としては、規則充填剤および不規則充填剤がある。規則充填剤には金属板型、金網型、グリッド型などがあり、不規則充填剤にはラシヒリング、レッシングリング、ポールリング、ベルルサドル、インタロックスサドル、テラレット、ディクソンリング、マクマホンパッキング、フレキシリング、カスケードリング、インターロックスメタルタワーパッキング(それぞれ、磁器、カーボン、金属、プラスチックなどの様々な材質のものがある)などが用いられる。
【0040】
抽出溶媒について説明する。
抽出溶媒における水に対するエチルアルコールの選択率は、2〜10000の範囲内にあることが好ましい。選択率が2以上であると、適当な大きさの抽出塔により高濃度でエチルアルコールを回収できるという利点がある。なお、ここでの選択率は、
(溶媒中のエチルアルコール濃度)×(水相中の水の濃度)÷(水相中のエチルアルコールの濃度)÷(溶媒中の水の濃度)
と定義される。
【0041】
抽出溶媒に対するエチルアルコールの溶解度は、0.01〜60質量%の範囲内にあることが好ましい。溶解度が0.01質量%以上であると、適当な大きさの抽出塔により高濃度でエチルアルコールを回収できるという利点がある。
【0042】
抽出溶媒の沸点は、エチルアルコールとの沸点に比べ10〜400℃高いことが好ましい。抽出溶媒の沸点とエチルアルコールの沸点との差が10℃以上であると、蒸留による分離が可能となるという利点がある。抽出溶媒の沸点とエチルアルコールとの沸点の差が400℃以下であると、フラッシュ蒸発によって分離可能という利点がある。
【0043】
抽出溶媒は、水に対するエチルアルコールの選択率が大きいこと、エチルアルコールの溶解度が適度に高いこと、エチルアルコールとの分離が蒸留により簡便に行うことができること、比重がエチルアルコールより大きいことが好ましい。また、抽出溶媒は価格が安く、入手も容易で、化学的に安定であることがさらに好ましい。
【0044】
抽出溶媒が炭化水素、高級アルコール、エステル、イオン液体であると、エチルアルコールの選択率および溶解度が上記範囲にあるという利点がある。抽出溶媒が灯油、軽油であると、この効果がより顕著になる。
【0045】
吸収塔について説明する。蒸留塔から吸収塔に入るエチルアルコールと水との混合物が気体である場合、気体の温度は蒸留塔から出たエチルアルコールと水との混合物の沸点以上、かつ沸点+100℃以下にあることが好ましい。
【0046】
気体の温度が蒸留塔から出たエチルアルコールと水との混合気体の沸点以上であると、凝縮操作無しでエチルアルコール濃縮操作が可能となるという利点がある。気体の温度が沸点+100℃以下であると、必要熱量が大きくならないという利点がある。
【0047】
相間物質移動装置が吸収塔である場合、接触装置として段塔もしくは充填塔が一般的に用いられ、その他にも濡れ壁塔、スプレー塔、サイクロンスクラバー、ベンチュリースクラバーなどが用いられる。段塔に使用される棚段としては、泡鐘トレイ、多孔板トレイ、バルブトレイ、スーパーフラットトレイ、マックスフラクストレイ、デュアルフロートレイなどがある。充填塔に使用される充填剤としては、規則充填剤および不規則充填剤がある。規則充填剤には金属板型、金網型、グリッド型などがあり、不規則充填剤にはラシヒリング、レッシングリング、ポールリング、ベルルサドル、インタロックスサドル、テラレット、ディクソンリング、マクマホンパッキング、フレキシリング、カスケードリング、インターロックスメタルタワーパッキング(それぞれ、磁器、カーボン、金属、プラスチックなどの様々な材質のものがある)などが用いられる。
【0048】
吸収溶媒について説明する。
吸収溶媒における水に対するエチルアルコールの選択率は、抽出溶媒と同様である。吸収溶媒に対するエチルアルコールの溶解度は、抽出溶媒と同様である。吸収溶媒の沸点は、抽出溶媒と同様である。
【0049】
吸収溶媒は水に対するエチルアルコールの選択率が大きいこと、エチルアルコールの溶解度が適度に高いこと、エチルアルコールとの分離が蒸留により簡便に行うことができることが好ましい。また、吸収溶媒は価格が安く、入手も容易で、化学的に安定であることがさらに好ましい。
【0050】
吸収溶媒が炭化水素、高級アルコール、エステル、イオン液体であると、エチルアルコールの選択率および溶解度が上記範囲にあるという利点がある。吸収溶媒が灯油、軽油であると、この効果がより顕著になる。
【0051】
本発明の成分濃縮プラントでは、溶媒に移動した前記特定成分を前記溶媒から分離する分離装置を有する。
【0052】
分離装置について説明する。分離装置は、フラッシュ蒸発缶に限られない。分離装置として、他に蒸留塔、膜分離装置などが挙げられる。
【0053】
抽出塔および吸収塔からフラッシュ蒸発缶に移動するエチルアルコール溶液の温度は、フラッシュ蒸発缶に入る直前において25〜100℃の範囲内にあることが好ましい。温度が25℃以上であると、熱量を少なくすることが出来るという利点がある。温度が100℃以下であると、予備加熱の必要がなくなるという利点がある。
【0054】
相間物質移動装置が抽出塔または吸収塔の場合、S/Fは溶媒液と原料水溶液との比である。0.1〜100の範囲内にあることが好ましい。S/Fが0.1以上であると、操作範囲が広くなるという利点がある。S/Fが100以下であると、必要溶媒量が少なくすむという利点がある。
【0055】
フラッシュ蒸発缶から出た留出蒸気は、その一部が抽出塔および吸収塔に戻ってもよい。フラッシュ蒸発缶から製品となる蒸気の流量を1としたとき、フラッシュ蒸発缶から抽出塔および吸収塔に戻る比率は0.01〜3の範囲内にあることが好ましい。また。戻る比率は0.1〜1の範囲内にあることがさらに好ましい。
【0056】
戻る比率が0.01以上であると、溶媒中の水分が非常に小さくなるという利点がある。戻る比率が0.1以上であると、この効果がより顕著になる。
【0057】
戻る比率が3以下であると、エチルアルコールの回収率を高く保つことができるという利点がある。戻る比率が1以下であると、この効果がより顕著になる。
【0058】
なお、本発明は上述の発明を実施するための最良の形態に限らず本発明の要旨を逸脱することなくその他種々の構成を採り得ることはもちろんである。
【0059】
つぎに、本発明にかかる実施形態例について具体的に説明する。ただし、本発明はこれら実施形態例に限定されるものではないことはもちろんである。
【0060】
以下の実施形態例では、シミュレーションソフトを用いて計算を行った。用いたソフトは、ASPEN PLUS(ASPEN TECHNOLOGY社製)である。使用した熱力学モデルは、蒸留および蒸発操作はUNIFAC-DMD法を、抽出および吸収操作はUNIFAC-LBY法を用いた。計算条件として、(1)蒸留塔、抽出塔、吸収塔では理想段を仮定し、(2)それぞれの段における分離効率は1とし、(3)熱損失はなし、とした。
【0061】
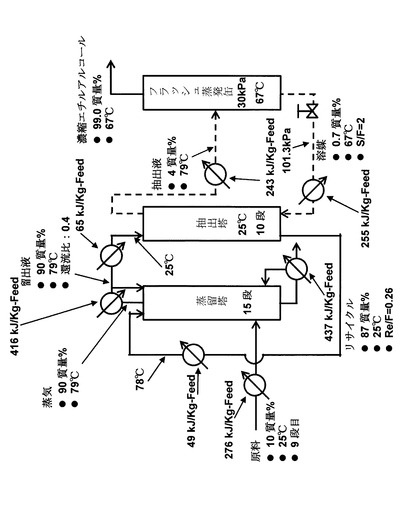
実施形態例1
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例1では室温(25℃)の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0062】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは、上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは抽出操作からの抽残液を沸点まで加熱したリサイクル液を供給する溶液供給段であり、塔頂付近から供給するものである。実施形態例1では15段の蒸留塔を使用し、前者を9段目から、後者を78℃(沸点)に加熱し塔頂より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例1では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0063】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例1では、98.8℃において操作した。
【0064】
蒸留塔の留出蒸気を気体から液体にする工程について説明する。全縮器を用い塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。実施形態例1では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させた。
【0065】
凝縮した液体を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した液体の一部を蒸留塔塔頂へ還流する。実施形態例1では、還流比を0.4とした。但し、還流比を(還流比)=(還流液流量)/(留出液流量)とする。
【0066】
凝縮した液体を抽出塔へ送る工程について説明する。凝縮した液体を一度、室温に冷やし、抽出原料液とする工程である。実施形態例1では、25℃に冷却した。
【0067】
抽出塔について説明する。室温まで冷やしたエチルアルコール水溶液と溶媒を接触させ、エチルアルコールを選択的に回収する装置である。実施形態例1では、室温まで冷やしたエチルアルコールを塔頂から、溶媒を塔底から供給する。実施形態例1では25℃で操作し、理論段数は10段とした。
【0068】
抽出溶媒について説明する。溶媒の選択条件として、(1)エチルアルコールに対して適度な溶解度を持つ、(2)エチルアルコールの溶解度が水の溶解度に比べて非常に大きい、(3)エチルアルコールとの沸点差が大きい(蒸留によって溶媒との分離が容易)、この3点を重要視した。非特許文献11からもわかるように、軽油はエチルアルコールに対して適度な溶解度を示し、水に対するエチルアルコールの選択率は非常に高く、かつエチルアルコールとの沸点差が大きく(軽油の沸点は約180〜370℃)、蒸留によりエチルアルコールとの分離が簡便であると予想できる。実施形態例1では軽油の代表成分としてトリデカン(C13H28)を溶媒として用いた。
【0069】
抽出塔から、加熱後蒸留塔に戻る工程について説明する。抽出操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるために必要なリサイクルである。抽残液を沸点まで加熱し、蒸留塔塔頂へリサイクルさせる。実施形態例1では、25℃で操作した87質量%の抽残液を沸点(78℃)まで加熱し、蒸留塔塔頂に供給した。Re/Fは0.26であった。但し、Re/Fは、抽残液もしくは吸収操作後の蒸気と原料水溶液との比である。
【0070】
抽出操作後の抽出液を加熱しフラッシュ蒸発缶に流す工程について説明する。フラッシュ操作の前処理としての加熱操作である。実施形態例1では、79℃まで加熱した。
【0071】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例1では、30kPaで67℃において操作を行った。
【0072】
抽出溶媒とエチルアルコールとの沸点の差は約190℃である。
【0073】
フラッシュ蒸発缶から濃縮エチルアルコールを留出する工程について説明する。減圧および低温において操作し、高濃度エチルアルコール蒸気を得る。実施形態例1では、99.0質量%のエチルアルコール蒸気を得た。
【0074】
フラッシュ蒸発缶から、塔底液を冷却後抽出塔に戻す工程について説明する。抽出溶媒の回収操作である。圧力を常圧に戻すためにポンプを用い、さらに抽出操作温度にするため冷却をした。実施形態例1では、25℃まで温度を下げた。溶媒に含まれるエチルアルコールは0.7質量%、S/F比は2であった。但し、S/Fは、溶媒液と原料水溶液との比である。
【0075】
実施形態例1の効果について説明する。熱交換器により抽出を室温で操作することを可能にする。操作温度を下げることにより水の溶解度を下げ、脱水効果が改善される。熱交換器の数は、7個(加熱器4、冷却器3)であり、加熱器における必要な熱量の合計は1005kJ/Kg−Feedとなった。
【0076】
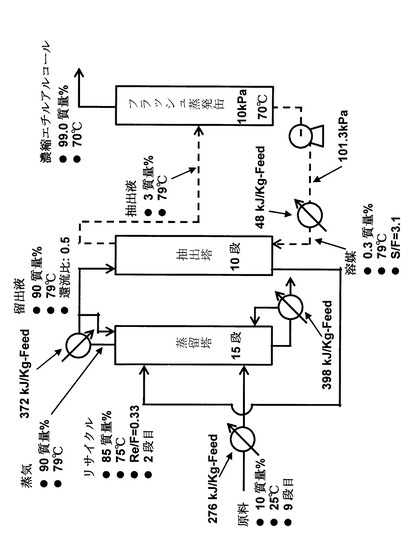
実施形態例2
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例2では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0077】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは、上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは抽出操作からの抽残液をリサイクルとして供給する溶液供給段であり、塔頂付近から供給するものである。実施形態例2では15段の蒸留塔を使用し、前者を9段目から、後者を2段目より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例2では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0078】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例2では、98.8℃において操作した。
【0079】
蒸留塔の留出蒸気を気体から液体にする工程について説明する。全縮器を用いて塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。実施形態例2では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させた。
【0080】
凝縮した液体を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した液体の一部を蒸留塔塔頂へ還流する。実施形態例2では、還流比を0.5とした。
【0081】
抽出塔について説明する。79℃のエチルアルコール水溶液と溶媒を接触させ、エチルアルコールを選択的に回収する装置である。実施形態例2では、79℃のエチルアルコールを塔頂から、79℃の溶媒を塔底から供給し、理論段数は10段とした。
【0082】
抽出塔から、蒸留塔に戻る工程について説明する。抽出操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるために必要なリサイクルである。実施形態例2では、85質量%、75℃の抽残液を、蒸留塔2段目に供給した。Re/Fは0.33であった。
【0083】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例2では、10kPaおよび70℃において操作し、99.0質量%のエチルアルコール蒸気を得た。
【0084】
フラッシュ蒸発缶からの缶出液を抽出塔に戻す工程について説明する。抽出溶媒の回収操作である。圧力を常圧に戻すためにポンプを用い、熱交換器を用いて温度調節を行った。実施形態例2では、101.3kPaおよび79℃の溶媒を抽出塔に戻した。溶媒に含まれるエチルアルコールは0.3質量%、S/F比は3.1であった。
【0085】
実施形態例2の効果について説明する。実施形態例1では室温による抽出操作を行ったが、これを蒸留塔塔頂からの留出液沸点近辺における操作によりプロセス全体の必要熱量を低減させることができた。実施形態例1による長所は、室温付近において抽出操作を行うことにより、高選択的にエチルアルコールを抽出できる点、である。短所は、抽出操作のために、エチルアルコール濃縮水溶液の温度を室温まで下げエチルアルコールを回収し、そして抽残液温度を沸点まで上げて蒸留塔へリサイクルする点である。温度変化点が多いため、多くの熱交換器と熱源が必要となり、溶媒に関しても同様に多くの熱交換器と熱源が必要となる。これをプロセス全体的に考慮した結果、実施形態例2により必要熱量を715kJ/Kg−Feedまで低減させることができた。
【0086】
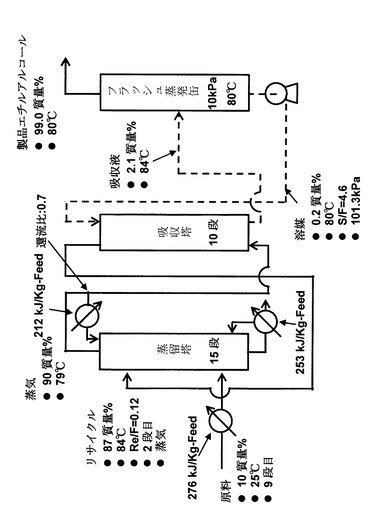
実施形態例3
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例3では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0087】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは、上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは吸収操作後の蒸気をリサイクルとして供給する蒸気供給段であり、塔頂付近から供給するものである。実施形態例2では15段の蒸留塔を使用し、前者を9段目から、後者を2段目より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例3では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0088】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例3では、98.8℃において操作した。
【0089】
蒸留塔の留出蒸気の一部を取り出し液化、そして蒸留塔に戻し還流する工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。温度は変化させなかった。実施形態例3では、留出蒸気の約4割を液化し、蒸留塔塔頂へ還流した。
【0090】
吸収塔について説明する。蒸留塔からの留出蒸気を吸収塔塔底から、溶媒を吸収塔塔頂から供給しエチルアルコールを選択的に回収する装置である。実施形態例3では、79℃の留出蒸気と80℃の溶媒を10段の吸収塔で操作した。
【0091】
吸収塔から、蒸留塔に戻る工程について説明する。吸収操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。吸収塔塔頂より得られる蒸気を温度調節せずに蒸留塔へリサイクルさせる。実施形態例3では、87質量%84℃の蒸気を蒸留塔2段目に供給した。Re/Fは0.12であった。
【0092】
吸収塔からエチルアルコールを吸収した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例3では、2.1質量%、84℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0093】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例3では、10kPaおよび80℃において操作し、99.0質量%のエチルアルコール蒸気を得た。
【0094】
フラッシュ蒸発缶から、缶出液を吸収塔に戻す工程について説明する。吸収溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。温度調節は行わなかった。実施形態例3では、101.3kPaおよび80℃の溶媒を吸収塔に戻した。溶媒に含まれるエチルアルコールは0.2質量%、S/F比は4.6であった。
【0095】
実施形態例3の効果について説明する。実施形態例1のプロセス内の温度変化点を最小限にするように工夫し、実施形態例2のプロセスフローを提案した。さらに蒸留塔のリボイラー熱量を小さくするために、実施形態例2における相変化点(全縮器およびリボイラー)における処理量を小さくすることにより必要熱量を低減させるプロセスを提案した。蒸留塔塔頂より得られる蒸気を次の吸収操作に使用し、高温におけるエチルアルコール回収操作を行った。さらに吸収操作後の蒸気を温度調節することなく蒸留塔へリサイクルした。この吸収操作後の蒸気リサイクルによりリボイラーにおける熱量を大きく低減させた。実施形態例3により必要熱量を529kJ/Kg−Feedまで低減させることができた。
【0096】
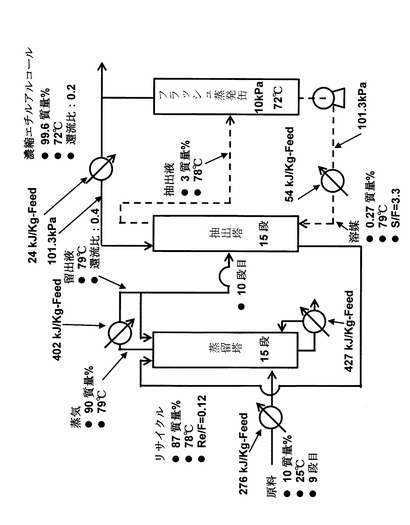
実施形態例4
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例4では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0097】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは、上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは抽出操作からの抽残液を沸点まで加熱したリサイクル液を供給する溶液供給段であり、塔頂付近から供給するものである。実施形態例4では15段の蒸留塔を使用し、前者を9段目から、後者を塔頂より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例4では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0098】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例4では、98.8℃において操作した。
【0099】
蒸留塔の留出蒸気を気体から液体にする工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。実施形態例4では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させる。
【0100】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例4では、還流比を0.4とした。
【0101】
抽出塔について説明する。蒸留塔から得られた沸点のエチルアルコール水溶液を塔中部より、フラッシュ蒸発缶より得られる高濃度エチルアルコール水溶液を塔頂より、79℃程度の溶媒を塔底より供給し接触させ、エチルアルコールを選択的に回収する装置である。実施形態例4では、フラッシュ蒸発缶からの高濃度エチルアルコール水溶液を塔頂より、蒸留塔より得られたエチルアルコール水溶液を塔10段目から、溶媒を塔底から供給した。実施形態例4では79℃の溶媒を供給し、理論段数は15段とした。
【0102】
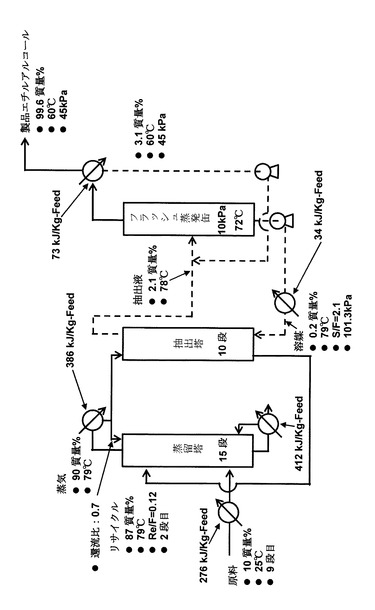
抽出塔から、蒸留塔に戻る工程について説明する。抽出操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。抽出塔塔底より得られる抽残液を温度調節せずに蒸留塔へリサイクルさせる。実施形態例4では、87質量%78℃の抽残液を蒸留塔塔頂に供給した。Re/Fは0.12であった。
【0103】
抽出塔からエチルアルコールを抽出した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例4では、3質量%、78℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0104】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例4では、10kPaおよび72℃において操作し、99.6質量%のエチルアルコール蒸気を得た。
【0105】
フラッシュ蒸発缶から出た缶出液を加熱後抽出塔に戻す工程について説明する。抽出溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例4では、101.3kPaに加圧、熱交換器により溶媒を72℃から79℃に加熱し、抽出塔に戻した。溶媒に含まれるエチルアルコールは0.27質量%、S/F比は3.3であった。
【0106】
フラッシュ蒸発缶から出た留出蒸気を、加熱後抽出塔に戻す工程について説明する。コンプレッサーを用いて留出蒸気を液化させ常圧まで加圧し、これを抽出塔塔頂へ戻す工程である。実施形態例4では、(還流蒸気流量)/(留出蒸気流量)=0.2とし、78℃の還流液を抽出塔塔頂へ還流した。
【0107】
実施形態例4の効果について説明する。実施形態例2では99質量%のエチルアルコールを得るプロセスで、実施形態例4はガソホールとして使用できる99.6質量%のエチルアルコールを得るプロセスである。フラッシュ蒸発缶から得られるエチルアルコール濃縮液を抽出塔の塔頂へ供給することにより、抽出塔に濃縮部と回収部を備えさせ、抽出液中の水分量を減らすことが可能となる。これにより高濃度のエチルアルコール留分を得ることが可能となる。実施形態例4により必要熱量を737kJ/Kg−Feedまで低減させることができた。
【0108】
実施形態例5
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例5では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0109】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは、上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは吸収操作から蒸気をリサイクルとして供給する蒸気供給段であり、塔頂付近から供給するものである。実施形態例5では15段の蒸留塔を使用し、前者を9段目から、後者を2段目より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例5では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0110】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例5では、98.8℃において操作した。
【0111】
蒸留塔の留出蒸気の一部を取り出し液化する工程について説明する。一般的に全縮器を用い、その組成における沸点で操作する。温度は変化させない。実施形態例5では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させた。
【0112】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した水溶液を蒸留塔塔頂へ還流する。実施形態例5では、還流比を0.4とし、蒸留塔塔頂へ還流した。
【0113】
吸収塔について説明する。蒸留塔から得られた留出蒸気を塔中部より、フラッシュ蒸発缶より得られる高濃度エチルアルコール留出蒸気を塔底より、フラッシュ蒸発缶の操作温度の溶媒を塔頂より供給し接触させ、エチルアルコールを選択的に回収する装置である。実施形態例5では、蒸留塔より得られた留出蒸気を塔10段目から、溶媒を塔頂から、フラッシュ蒸発缶からの留出蒸気を塔底から供給した。実施形態例5では79℃の溶媒を供給し、理論段数は15段とした。
【0114】
吸収塔から、蒸留塔に戻る工程について説明する。吸収操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。吸収塔塔頂より得られる蒸気を温度調節せずに蒸留塔へリサイクルさせる。実施形態例5では、87質量%80℃の蒸気を蒸留塔2段目に供給した。Re/Fは0.11であった。
【0115】
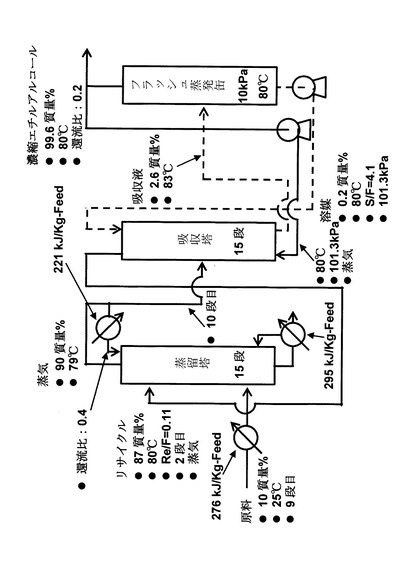
吸収塔からエチルアルコールを吸収した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例5では、2.6質量%、83℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0116】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例5では、10kPaおよび80℃において操作し、99.6質量%のエチルアルコール蒸気を得た。
【0117】
フラッシュ蒸発缶から出た缶出液を吸収塔に戻す工程について説明する。吸収溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例5では、10kPaから101.3kPaに加圧し、溶媒を吸収塔に戻した。溶媒に含まれるエチルアルコールは0.2質量%、S/F比は4.1であった。
【0118】
フラッシュ蒸発缶から留出蒸気を吸収塔に戻す工程について説明する。コンプレッサーを用いて留出蒸気を常圧まで加圧し、これを吸収塔塔頂へ戻す工程である。実施形態例5では、(還流蒸気流量)/(留出蒸気流量)=0.2とし、80℃の還流蒸気を吸収塔塔底へ還流した。
【0119】
実施形態例5の効果について説明する。実施形態例2では99質量%のエチルアルコールを得るプロセスで、実施形態例4はガソホールとして使用できる99.6質量%のエチルアルコールを得るプロセスである。フラッシュ蒸発缶から得られるエチルアルコール濃縮蒸気を吸収塔の塔底へ供給することにより、吸収塔に濃縮部と回収部を備えさせ、吸収処理後の溶媒中の水分量を減らすことが可能となる。これにより高濃度のエチルアルコール留分を得ることが可能となる。また、吸収操作後の蒸気を蒸気のまま蒸留塔へ戻すことによりリボイラーの負荷を下げることができる。実施形態例5により必要熱量を571kJ/Kg−Feedまで低減させることができた。
【0120】
実施形態例6
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例6では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0121】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは、上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは抽出操作からの抽残液をリサイクルとして供給する溶液供給段であり、塔頂付近から供給するものである。実施形態例6では15段の蒸留塔を使用し、前者を9段目から、後者を塔頂より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例6では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0122】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例6では、98.8℃において操作した。
【0123】
蒸留塔の留出蒸気を気体から液体にする工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。実施形態例6では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させる。
【0124】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例6では、還流比を0.7とした。
【0125】
抽出塔について説明する。蒸留塔から得られた沸点のエチルアルコール水溶液を塔頂より、この沸点のエチルアルコールと同程度の温度の溶媒を塔底より供給し接触させ、エチルアルコールを選択的に回収する装置である。実施形態例6では79℃の溶媒を供給し、理論段数は10段とした。
【0126】
抽出塔から、蒸留塔に戻る工程について説明する。抽出操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。抽出塔塔底より得られる抽残液を温度調節せずに蒸留塔へリサイクルさせる。実施形態例6では、87質量%79℃の抽残液を蒸留塔2段目に供給した。Re/Fは0.12であった。
【0127】
抽出塔からエチルアルコールを抽出した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例6では、2.1質量%、78℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0128】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し高濃度のエチルアルコール蒸気を得る。実施形態例6では、10kPaおよび72℃において操作した。
【0129】
フラッシュ蒸発缶から出た缶出液を加熱後抽出塔に戻す工程について説明する。抽出溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例6では、101.3kPaに加圧、熱交換器により溶媒を72℃から79℃に加熱し、抽出塔に戻した。溶媒に含まれるエチルアルコールは0.2質量%、S/F比は2.1であった。
【0130】
フラッシュ蒸発缶から留出した蒸気を分縮器において蒸気と液体にする工程について説明する。フラッシュ蒸発缶より得られた蒸気を分縮器において分縮し高濃度エチルアルコール蒸気を得る。実施形態例6では、45kPaおよび60℃において操作し、99.6質量%の蒸気を得た。分縮器から得た溶液はポンプを用いて常圧に戻し、抽出塔からの溶媒と混合する。
【0131】
この分縮器から得られる液体は溶媒を多く含むため、この溶媒を回収するために抽出塔からの溶媒に混合する。実施形態例6では、原料水溶液に対する分縮器から得られる液体の流量は0.18であった。
【0132】
実施形態例6の効果について説明する。実施形態例4では99.6質量%のエチルアルコールを得るためにフラッシュ蒸発缶からの蒸気を抽出塔に還流させる必要があったが、実施形態例6では、フラッシュ蒸発缶の後の分縮器によって不純物成分を減少させ、高濃度エチルアルコール留分を得ることが可能となる。また、この還流をしないことでリボイラーの熱量を低減させた。実施形態例6により必要熱量を688kJ/Kg−Feedまで低減させることができた。
【0133】
実施形態例7
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例7では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0134】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは吸収操作後の蒸気をリサイクルとして供給する蒸気供給段であり、塔頂付近から供給するものである。実施形態例7では15段の蒸留塔を使用し、前者を9段目から、後者を2段目より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例7では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0135】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例7では、98.8℃において操作した。
【0136】
蒸留塔の留出蒸気の一部を取り出し液化、そして蒸留塔に戻し還流する工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。温度は変化させなかった。実施形態例7では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させた。
【0137】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作である。実施形態例7では、還流比を0.5とした。
【0138】
吸収塔について説明する。蒸留塔から得られた留出蒸気を吸収塔塔底より、溶媒を吸収塔塔頂から供給し、エチルアルコールを選択的に回収する装置である。実施形態例7では、79℃の留出蒸気と80℃の溶媒を10段の吸収塔で操作した。
【0139】
吸収塔から、蒸留塔に戻る工程について説明する。吸収操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。吸収塔塔頂より得られる蒸気を温度調節せずに蒸留塔へリサイクルさせる。実施形態例7では、87質量%84℃の蒸気を蒸留塔塔頂に供給した。Re/Fは0.12であった。
【0140】
吸収塔においてエチルアルコールを吸収した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例7では、2.1質量%、84℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0141】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例7では、10kPaおよび80℃において操作した。
【0142】
フラッシュ蒸発缶から出た缶出液を吸収塔に戻す工程について説明する。吸収溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例7では、101.3kPaに加圧し、溶媒を吸収塔に戻した。溶媒に含まれるエチルアルコールは0.2質量%、S/F比は2.1であった。
【0143】
フラッシュ蒸発缶から留出した蒸気を分縮器において蒸気と液体にする工程について説明する。フラッシュ蒸発缶より得られた蒸気を分縮器において分縮し高濃度エチルアルコール蒸気を得る。実施形態例7では、45kPaおよび60℃において操作し、99.6質量%の蒸気を得た。分縮器から得た溶液はポンプを用いて常圧に戻し、吸収塔からの溶媒と混合する。
【0144】
この分縮器から得られる液体は溶媒を多く含むため、この溶媒を回収するために抽出塔からの溶媒に混合する。実施形態例7では、原料水溶液に対する分縮器から得られる液体の流量は0.2であった。
【0145】
実施形態例7の効果について説明する。実施形態例5では99.6質量%のエチルアルコールを得るためにフラッシュ蒸発缶からの蒸気を吸収塔に還流させる必要があったが、実施形態例7ではフラッシュ蒸発缶の後の分縮器によって不純物成分を減少させ、高濃度エチルアルコール留分を得ることが可能となる。また、この還流をしないことでリボイラーの熱量を低減させた。実施形態例7により必要熱量を540kJ/Kg−Feedまで低減させることができた。
【0146】
実施形態例8
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例8では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0147】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは抽出操作からの抽残液を沸点まで加熱したリサイクル液を供給する溶液供給段であり、塔頂付近から供給するものである。実施形態例8では15段の蒸留塔を使用し、前者を9段目から、後者を78℃で2段目より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例8では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0148】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例8では、98.8℃において操作した。
【0149】
蒸留塔の留出蒸気を気体から液体にする工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。実施形態例8では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させる。
【0150】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例8では、還流比を0.8とした。
【0151】
抽出塔について説明する。蒸留塔から得られた沸点のエチルアルコール水溶液を塔頂より、この沸点のエチルアルコールと同程度の温度の溶媒を塔底より供給し接触させ、エチルアルコールを選択的に回収する装置である。実施形態例8では79℃の溶媒を供給し、理論段数は10段とした。
【0152】
抽出塔から、蒸留塔に戻る工程について説明する。抽出操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。抽出塔塔底より得られる抽残液を温度調節せずに蒸留塔へリサイクルさせる。実施形態例8では、87質量%78℃の抽残液を蒸留塔2段目に供給した。Re/Fは0.12であった。
【0153】
抽出塔からエチルアルコールを抽出した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例8では、2.1質量%、78℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0154】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例8では、5kPaおよび72℃において操作し、39質量%72℃のエチルアルコール蒸気を得た。
【0155】
フラッシュ蒸発缶から出た缶出液を加熱後抽出塔に戻す工程について説明する。抽出溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例8では、101.3kPaに加圧、熱交換器により溶媒を72℃から79℃に加熱し、抽出塔に戻した。溶媒に含まれるエチルアルコールは0.17質量%、S/F比は4.5であった。
【0156】
フラッシュ蒸発缶から留出した蒸気を蒸留塔によって処理する工程について説明する。フラッシュ蒸発缶より得られた蒸気を蒸留塔において蒸留し高濃度エチルアルコール蒸気を得る。実施形態例8では、10kPaおよび30℃において操作し、99.6質量%の蒸気を得た。塔底から得た溶媒を多く含んだ留出液はポンプを用いて常圧に戻し、抽出塔からの溶媒と混合する。蒸留塔の段数は5段であった。
【0157】
蒸留塔の留出蒸気の一部を気体から液体にし、蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例8では、還流比を0.85とした。
【0158】
蒸留塔から出た塔底液を、抽出塔からの溶媒に戻す工程について説明する。塔底液は、原料に対して0.22となり、温度は32℃、エチルアルコール濃度は2.7質量%の塔底液を得て、これを加熱せずに抽出液と混合した。
【0159】
実施形態例8の効果について説明する。フラッシュ蒸発缶の後に蒸留操作を行う、つまり二段階でエチルアルコールを溶媒から回収することで、フラッシュ蒸発缶における操作範囲を拡大することができ、回収率を向上させることが可能となる。実施形態例8では99.6質量%のエチルアルコールを得られた。また、実施形態例8での必要熱量は、711kJ/Kg−Feedであった。
【0160】
実施形態例9
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例9では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0161】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは、塔頂付近から供給するものである。実施形態例9では15段の蒸留塔を使用し、前者を9段目から、後者を2段目より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例9では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0162】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例9では、98.8℃において操作した。
【0163】
蒸留塔の留出蒸気の一部を気体から液体にする工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気の一部を沸点において凝縮させる。実施形態例9では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させた。
【0164】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作である。実施形態例9では、還流比を0.5とした。
【0165】
吸収塔について説明する。蒸留塔から得られた留出蒸気を吸収塔塔底より、溶媒を吸収塔塔頂から供給し、エチルアルコールを選択的に回収する装置である。実施形態例9では、79℃の留出蒸気と80℃の溶媒を10段の吸収塔で操作した。
【0166】
吸収塔から、蒸留塔に戻る工程について説明する。吸収操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。吸収塔塔頂より得られる蒸気を温度調節せずに蒸留塔へリサイクルさせる。実施形態例9では、87質量%84℃の蒸気を蒸留塔塔頂に供給した。Re/Fは0.12であった。
【0167】
吸収塔からエチルアルコールを抽出した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例9では、2.1質量%、84℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0168】
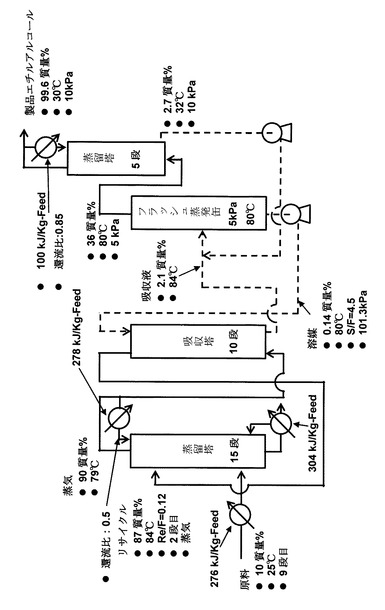
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例9では、5kPaおよび80℃において操作し、36質量%80℃のエチルアルコール蒸気を得た。
【0169】
フラッシュ蒸発缶から出た塔底液を加熱後吸収塔に戻す工程について説明する。吸収溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例9では、101.3kPaに加圧し、溶媒を吸収塔に戻した。溶媒に含まれるエチルアルコールは0.14質量%、S/F比は4.5であった。
【0170】
フラッシュ蒸発缶から留出した蒸気を蒸留塔によって処理する工程について説明する。フラッシュ蒸発缶より得られた蒸気を蒸留塔において蒸留し高濃度エチルアルコール蒸気を得る。実施形態例9では、10kPaおよび30℃において操作し、99.6質量%の蒸気を得た。塔底から得た溶媒を多く含んだ留出液はポンプを用いて常圧に戻し、吸収塔からの溶媒と混合する。蒸留塔の段数は5段であった。
【0171】
蒸留塔の留出蒸気の一部を気体から液体にし、蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例9では、還流比を0.85とした。
【0172】
蒸留塔から出た塔底液を、吸収塔からの溶媒に戻す工程について説明する。蒸留により回収した溶媒成分を抽出操作工程へ戻すリサイクルである。実施形態例9では32℃、エチルアルコール濃度2.7質量%、原料水溶液に対する流量比0.23の溶液をフラッシュ操作前の抽出液と混合している。
【0173】
実施形態例9の効果について説明する。実施形態例8と同様に、フラッシュ蒸発缶の後に蒸留操作を行う、つまり二段階でエチルアルコールを溶媒から回収することで、フラッシュ蒸発缶における操作範囲を拡大することができ、回収率を向上させることが可能となる。実施形態例9では、99.6質量%のエチルアルコールが得られた。また、実施形態例9での必要熱量は580kJ/Kg−Feedであった。
【0174】
実施形態例10
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例10では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0175】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは抽出操作からの抽残液をリサイクルとして供給する溶液供給段であり、塔頂付近から供給するものである。実施形態例10では15段の蒸留塔を使用し、前者を9段目から、後者を78℃(沸点)に加熱して塔頂より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例10では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0176】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例10では、98.8℃において操作した。
【0177】
蒸留塔の留出蒸気を気体から液体にする工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。実施形態例10では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させる。
【0178】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例10では、還流比を0.4とした。
【0179】
抽出塔について説明する。蒸留塔から得られた沸点のエチルアルコール水溶液を塔中部より、フラッシュ蒸発缶より得られる高濃度エチルアルコール水溶液を塔頂より、蒸留塔から得られたエチルアルコール水溶液と同程度の温度の溶媒を塔底より供給し接触させ、エチルアルコールを選択的に回収する装置である。実施形態例10では、蒸留塔から得られたエチルアルコール水溶液を塔10段目から、79℃の溶媒を塔底から供給し、理論段数は15段とした。
【0180】
抽出塔から、蒸留塔に戻る工程について説明する。抽出操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。吸収塔塔頂より得られる蒸気を温度調節せずに蒸留塔へリサイクルさせる。実施形態例10では、87質量%78℃の抽残液を蒸留塔塔頂に供給した。Re/Fは0.12であった。
【0181】
抽出塔からエチルアルコールを抽出した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例10では、3質量%、78℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0182】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例10では、5kPaおよび72℃において操作し、39質量%、72℃のエチルアルコール蒸気を得た。
【0183】
フラッシュ蒸発缶から出た留出蒸気を、抽出塔に戻す工程について説明する。熱交換器を用いて留出蒸気を常圧まで加圧・液化させ、これを抽出塔塔頂へ戻す工程である。実施形態例10では、(還流蒸気流量)/(留出蒸気流量)=0.22とし、78℃の還流液を抽出塔塔頂へ還流した。
【0184】
フラッシュ蒸発缶から出た缶出液を加熱後抽出塔に戻す工程について説明する。抽出溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例10では、101.3kPaに加圧、熱交換器により溶媒を72℃から79℃に加熱し、抽出塔に戻した。溶媒に含まれるエチルアルコールは0.17質量%、S/F比は4.0であった。
【0185】
フラッシュ蒸発缶から留出した蒸気を蒸留塔において蒸気と液体にする工程について説明する。フラッシュ蒸発缶より得られた蒸気を蒸留し高濃度エチルアルコール蒸気を得る。実施形態例10では、10kPaおよび30℃において操作し、塔頂より99.6質量%の蒸気を得た。塔底から得た溶媒を多く含んだ留出液はポンプを用いて常圧に戻し、抽出塔からの溶媒と混合する。蒸留塔の段数は5段であった。
【0186】
蒸留塔から出た留出蒸気を、蒸留塔に戻す工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例10では、還流比を0.98とした。
【0187】
蒸留塔から出た塔底液を、抽出塔からの溶媒に戻す工程について説明する。蒸留により回収した溶媒成分を抽出操作工程へ戻すリサイクルである。実施形態例10では32℃、エチルアルコール濃度2.7質量%、原料水溶液に対する流量比0.26の溶液をフラッシュ操作前の抽出液と混合している。
【0188】
実施形態例10の効果について説明する。フラッシュ蒸発缶からの抽出塔への還流によりエチルアルコールが濃縮された抽出液を得ることができ、さらにフラッシュ蒸発缶の後に蒸留操作を行う、つまり二段階でエチルアルコールを溶媒から回収することで、フラッシュ蒸発缶における操作範囲を拡大することができ、回収率を向上させることが可能となる。実施形態例10では99.6質量%のエチルアルコールを得られた。また、実施形態例10での必要熱量は、725kJ/Kg−Feedであった。
【0189】
実施形態例11
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例9では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0190】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは上記の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは吸収操作からのリサイクル蒸気を供給する溶液供給段であり、塔頂付近から供給するものである。実施形態例11では15段の蒸留塔を使用し、前者を9段目から、後者を2段目より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例7では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0191】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例11では、98.8℃において操作した。
【0192】
蒸留塔の留出蒸気の一部を気体から液体にする工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気の一部を取り出し沸点において凝縮させる。実施形態例11では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させた。
【0193】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作である。実施形態例11では、還流比を0.4とした。
【0194】
吸収塔について説明する。蒸留塔から得られた留出蒸気を塔中部より、フラッシュ蒸発缶より得られる高濃度エチルアルコール蒸気を塔底より、蒸留塔から得られる留出蒸気と同程度の温度の溶媒を塔頂より供給し接触させ、エチルアルコールを選択的に回収する装置である。実施形態例11では、蒸留塔から得られたエチルアルコール水溶液を塔10段目から、80℃の溶媒を塔底から供給し、理論段数は15段とした。
【0195】
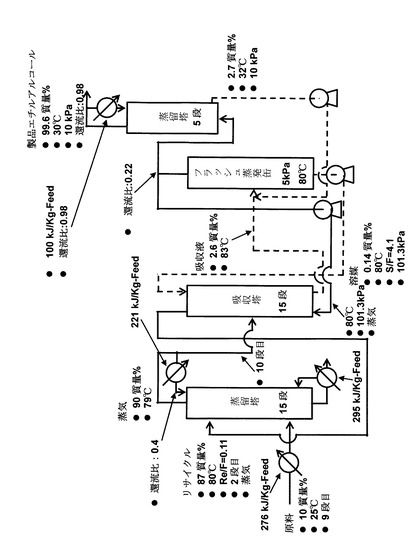
吸収塔から、蒸留塔に戻る工程について説明する。吸収操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。吸収塔塔頂より得られる蒸気を温度調節せずに蒸留塔へリサイクルさせる。実施形態例11では、87質量%80℃の蒸気を蒸留塔塔頂に供給した。Re/Fは0.11であった。
【0196】
吸収塔からエチルアルコールを抽出した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例11では、2.6質量%、83℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0197】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例11では、5kPaおよび80℃において操作し、36質量%80℃のエチルアルコール蒸気を得た。
【0198】
フラッシュ蒸発缶から出た缶出液を加熱後吸収塔に戻す工程について説明する。吸収溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例11では、101.3kPaに加圧し、溶媒を吸収塔に戻した。
【0199】
フラッシュ蒸発缶から出た留出蒸気を、吸収塔に戻す工程について説明する。コンプレッサーを用いて留出蒸気を蒸気のまま常圧まで加圧し、これを吸収塔塔底へ戻す工程である。実施形態例11では、(還流蒸気流量)/(留出蒸気流量)=0.22とし、80℃の還流液を吸収塔塔頂へ還流した。溶媒に含まれるエチルアルコールは0.14質量%、S/F比は4.1であった。
【0200】
フラッシュ蒸発缶から留出した蒸気を蒸留塔によって処理する工程について説明する。フラッシュ蒸発缶より得られた蒸気を蒸留塔において蒸留し高濃度エチルアルコール蒸気を得る。実施形態例11では、10kPaおよび30℃において操作し、99.6質量%の蒸気を得た。塔底から得た溶媒を多く含んだ留出液はポンプを用いて常圧に戻し、吸収塔からの溶媒と混合する。蒸留塔の段数は5段であった。
【0201】
蒸留塔から出た留出蒸気を、蒸留塔に戻す工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例11では、還流比を0.98とした。
【0202】
蒸留塔から出た缶出液を、吸収塔からの溶媒に戻す工程について説明する。蒸留により回収した溶媒成分を抽出操作工程へ戻すリサイクルである。実施形態例11では32℃、エチルアルコール濃度2.7質量%、原料水溶液に対する流量比0.23の溶液をフラッシュ操作前の抽出液と混合している。
【0203】
実施形態例11の効果について説明する。フラッシュ蒸発缶からの吸収塔への還流によりエチルアルコールが濃縮された吸収液を得ることができ、さらにフラッシュ蒸発缶の後に蒸留操作を行う、つまり二段階でエチルアルコールを溶媒から回収することで、フラッシュ蒸発缶における操作範囲を拡大することができ、高濃度のエチルアルコール溶液を容易に得ることができ、かつ回収率を向上させることが可能となる。実施形態例11では、99.6質量%のエチルアルコールが得られた。また、実施形態例11での必要熱量は592kJ/Kg−Feedであった。
【0204】
以上のことから、発明を実施するための最良の形態によれば、本発明の成分濃縮プラントは、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮装置と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動装置と、溶媒に移動した前記特定成分を前記溶媒から分離する分離装置とを有するので、新規な成分濃縮プラントを提供することができる。
【0205】
また、発明を実施するための最良の形態によれば、本発明の成分濃縮方法は、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮工程と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動工程と、溶媒に移動した前記特定成分を前記溶媒から分離する分離工程とを有するので、新規な成分濃縮方法を提供することができる。
【0206】
なお、本発明は上述の発明を実施するための最良の形態に限らず本発明の要旨を逸脱することなくその他種々の構成を採り得ることはもちろんである。
【図面の簡単な説明】
【0207】
【図1】室温抽出によるエチルアルコール回収プロセスを示す図である。
【図2】高温抽出によるエチルアルコール回収プロセスを示す図である。
【図3】高温吸収によるエチルアルコール回収プロセスを示す図である。
【図4】高温抽出によるエチルアルコール回収プロセスを示す図である。
【図5】高温吸収によるエチルアルコール回収プロセスを示す図である。
【図6】高温抽出によるエチルアルコール回収プロセスを示す図である。
【図7】高温吸収によるエチルアルコール回収プロセスを示す図である。
【図8】高温抽出によるエチルアルコール回収プロセスを示す図である。
【図9】高温吸収によるエチルアルコール回収プロセスを示す図である。
【図10】高温抽出によるエチルアルコール回収プロセスを示す図である。
【図11】高温吸収によるエチルアルコール回収プロセスを示す図である。
【技術分野】
【0001】
本発明は、新規な成分濃縮プラントに関する。
また、本発明は、新規な成分濃縮方法に関する。
【背景技術】
【0002】
エチルアルコール水溶液は、所定の濃度範囲において共沸点を有することから、エチルアルコールを分離・濃縮することが困難である。エチルアルコール水溶液からエチルアルコールを分離・濃縮する方法として、従来、共沸蒸留法、抽出蒸留法、膜分離法および吸着法などが採用されている。
【0003】
共沸蒸留法の一例として、エチルアルコールの共沸蒸留が開示されている(例えば、非特許文献1、非特許文献2参照。)。
【0004】
また、抽出蒸留の溶媒としてガソリンを用いた抽出蒸留法が開示されている(例えば、特許文献1参照。)。非特許文献2においてこの詳細が詳しく示されており、抽出蒸留を用いたエチルアルコール濃縮プロセスは、蒸留(エタノール濃縮)−抽出蒸留(脱水)−蒸留(溶媒回収)の順で行われている。抽出蒸留では溶媒ガソリンを塔頂付近より、濃縮エタノール水溶液をガソリン供給段より下段より供給する。また塔底には蒸気を供給するためのリボイラーが供えられている。
【0005】
また、シリコン膜やゼオライト膜を用いた膜分離法が開示されている(例えば、非特許文献3〜5参照、特許文献2,3参照。)。
【0006】
また、ゼオライト吸着剤を用いた吸着法が開示されている(例えば、非特許文献6〜10参照。)。
【0007】
なお、発明者は、本発明に関連する技術内容を開示している(例えば、非特許文献11参照。)。
【0008】
【特許文献1】米国特許第2,591,672号
【特許文献2】特許3572355号公報
【特許文献3】特開2005-218990号公報
【非特許文献1】Perry, R. H. ed., “Perry’s chemical engineers’ handbook”, 6th ed., McGraw-Hill (1984)
【非特許文献2】Black, Chem. Eng. Prog., 76(9), p.37, (1980)
【非特許文献3】Stabilization of bioethanol recovery with silicone rubber coated ethanol-permselective silicalite membranes by controlling the pH of acidic feed solution. J Chem Technol Biotechnol 80 : 381-387 (2005)
【非特許文献4】Preparation of the silicalite membranes using a seeding technique under various hydrothermal conditions, Desalination, 144, p.47-52 (2002)
【非特許文献5】新エネルギー・産業技術総合開発機構 技術評価委員会、“新規なエタノールを製造する技術の開発”、[online]、平成15年9月、中間評価報告書、[平成18年9月15日検索]、インターネット<URL: http://www.nedo.go.jp/iinkai/hyouka /houkoku/15h/21.pdf>
【非特許文献6】Kupiec, Krzysztof; Kubala, Agnieszka, Dehydration of ethanol used as a fuel additive, Environ. Prot. Eng. 32(1), (2006) 151-159
【非特許文献7】M.R. Ladisch, K. Dyck, Dehydration of ethanol: new approach gives positive energy balance, Science 205 (1979) 898-900.
【非特許文献8】M.R. Ladisch, M. Voloch, J. Hong, P. Bienkowski, G.T. Tsao, Cornmeal adsorber for dehydrating ethanol vapors, Ind. Eng. Chem. Process Des. Dev. 23 (3) (1984) 437-443.
【非特許文献9】P.R. Bienkowski, A. Barthe, M. Voloch, R.N. Neuman, M.R. Ladisch, Breakthrough behavior of 17.5 mol% water in methanol, ethanol, isopropanol and T-butanol vapors passed over corn grits, Biotechnol. Bioeng. 28 (7) (1986) 960-964.
【非特許文献10】A.A. Hassaballah, J.H. Hills, Drying of ethanol vapors by adsorption on corn meal, Biotechnol. Bioeng. 35 (6) (1990) 598-608
【非特許文献11】化学工学会 第71年会(平成18年3月29日)、O307
【発明の開示】
【発明が解決しようとする課題】
【0009】
上述した共沸蒸留法では、エントレーナーという第3成分を使用し、目的成分と新たな共沸系をつくり共沸蒸留塔より蒸気を取り出し、これを凝縮・分相しエントレーナーを回収する。そのため、蒸発蒸気量が多くなり、消費熱量が多くなるという問題がある。また、この操作では還流比が大きく、さらに負担を大きくするという問題がある。
【0010】
非特許文献2に示されている抽出蒸留法では、蒸気供給のためのリボイラーにおける消費熱量や、溶媒回収のための蒸留塔のリボイラーにおける消費熱量が大きいことが問題となっている。
【0011】
膜分離法および吸着法では固体物質を分離剤として使用しているので、その運転・管理が複雑になる。
【0012】
また、エチルアルコール−水の混合物のみならず、他の混合物においても、共沸蒸留法、抽出蒸留法、膜分離法および吸着法の適用は困難な場合がある。
【0013】
そのため、このような課題を解決する、新規な成分濃縮プラントの開発が望まれている。
また、新規な成分濃縮方法の開発が望まれている。
【0014】
本発明は、このような課題に鑑みてなされたものであり、新規な成分濃縮プラントおよび成分濃縮装置を提供することを目的とする。
【課題を解決するための手段】
【0015】
上記課題を解決し、本発明の目的を達成するため、本発明の成分濃縮プラントは、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮装置と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動装置と、溶媒に移動した前記特定成分を前記溶媒から分離する分離装置とを有する。
【0016】
ここで、限定されるわけではないが、原料がエチルアルコール−水の混合物であることが好ましい。また、限定されるわけではないが、濃縮装置が蒸留塔であることが好ましい。また、限定されるわけではないが、相間物質移動装置が抽出塔であることが好ましい。また、限定されるわけではないが、相間物質移動装置が吸収塔であることが好ましい。また、限定されるわけではないが、分離装置がフラッシュ蒸発缶であることが好ましい。
【0017】
本発明の成分濃縮方法は、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮工程と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動工程と、溶媒に移動した前記特定成分を前記溶媒から分離する分離工程とを有する。
【0018】
ここで、限定されるわけではないが、原料がエチルアルコール−水の混合物であることが好ましい。また、限定されるわけではないが、濃縮工程が蒸留であることが好ましい。また、限定されるわけではないが、相間物質移動工程が抽出であることが好ましい。また、限定されるわけではないが、相間物質移動工程が吸収であることが好ましい。また、限定されるわけではないが、分離工程がフラッシュ蒸発であることが好ましい。
【発明の効果】
【0019】
本発明は、以下に記載されるような効果を奏する。
【0020】
本発明の成分濃縮プラントは、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮装置と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動装置と、溶媒に移動した前記特定成分を前記溶媒から分離する分離装置とを有するので、新規な成分濃縮プラントを提供することができる。
【0021】
本発明の成分濃縮方法は、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮工程と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動工程と、溶媒に移動した前記特定成分を前記溶媒から分離する分離工程とを有するので、新規な成分濃縮方法を提供することができる。
【発明を実施するための最良の形態】
【0022】
以下、成分濃縮プラントおよび成分濃縮方法にかかる発明を実施するための最良の形態について説明する。
【0023】
成分濃縮プラントについて説明する。本発明の成分濃縮プラントは、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮装置と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動装置と、溶媒に移動した前記特定成分を前記溶媒から分離する分離装置とを有するものである。
【0024】
成分濃縮方法について説明する。本発明の成分濃縮方法は、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮工程と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動工程と、溶媒に移動した前記特定成分を前記溶媒から分離する分離工程とを有する方法である。
【0025】
原料について説明する。本発明の成分濃縮プラントでは、共沸混合物を形成しうる複数の成分からなる混合物を原料とする。
【0026】
共沸混合物を形成しうる原料としては、エチルアルコール−水の混合物を挙げることができる。
なお、共沸混合物を形成しうる原料としては、エチルアルコール−水の混合物の他、アクリル酸エチル−エチルアルコール、二硫化炭素−エチルアルコール、ニトロメタン−エチルアルコール、ニトロエタン−エチルアルコール、トリクロロエチレン−エチルアルコール、テトラクロロエチレン−エチルアルコール、1,2-ジクロロエタン−エチルアルコール、1,1-ジクロロエタン−エチルアルコール、四塩化炭素−エチルアルコール、アセトニトリル−エチルアルコール、ヨウ化プロピル−エチルアルコール、ヨウ化イソプロピル−エチルアルコール、ヨウ化イソブチル−エチルアルコール、酪酸メチル−エチルアルコールなどが挙げられる。
【0027】
本発明の成分濃縮プラントでは、前記原料のうち特定成分を濃縮する濃縮装置を有する。
濃縮装置について説明する。濃縮装置は、蒸留塔に限られない。蒸留塔の他、抽出装置、液膜抽出装置などが挙げられる。
【0028】
濃縮装置が蒸留塔である場合、蒸留塔の塔頂から出る留出蒸気におけるエチルアルコールの濃度は70〜96(共沸点)質量%の範囲内にあることが好ましい。
【0029】
濃度が70質量%以上であると、下流の工程で水との分離が容易になるという利点がある。濃度が96(共沸点)質量%以下であると、蒸留によって濃縮できるという利点がある。
【0030】
蒸留塔の塔頂から出る留出蒸気の温度は沸点〜200℃の範囲内にあることが好ましい。温度が沸点以上であると、蒸気吸収による操作が行えるという利点がある。留出蒸気の温度が200℃以下であると、省エネルギー的に操作が可能になるという利点がある。
【0031】
蒸留塔の段数は3〜40段の範囲内にあることが好ましい。段数が3段以上であると、50質量%以上の留出液が得られるという利点がある。段数が40段以下であると、装置を必要以上に大きくしないという利点がある。
【0032】
蒸留塔の還流比は0.1〜10の範囲内にあることが好ましい。還流比が0.1以上であると、高濃度の留出液を得られるという利点がある。還流比が10以下であると、リボイラーにおける必要熱量を少なくするという利点がある。
【0033】
本発明の成分濃縮プラントでは、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動装置を有する。
【0034】
相間物質移動装置は、抽出塔、吸収塔に限られない。気相−液相間の物質移動、液相−液相間の物質移動がなされればよい。具体的には、相間物質移動装置として、膜分離装置および吸着装置などが挙げられる。
【0035】
抽出塔について説明する。蒸留塔から抽出塔に入るエチルアルコールと水との混合物が液体である場合、液体の温度は10℃以上、かつ蒸留塔から出たエチルアルコール水溶液の沸点以下にあることが好ましい。また、液体の温度は40℃〜溶液の沸点の範囲内にあることがさらに好ましい。
【0036】
液体の温度が10℃以上であると、熱交換器における熱負荷が小さくなるという利点がある。液体の温度が40℃以上であると、この効果がより顕著になる。
【0037】
液体の温度が蒸留塔から出たエチルアルコールの水溶液の沸点以下であると、抽出操作におけるエチルアルコールの選択率が良いという利点がある。
【0038】
抽出塔もしくは吸収塔から蒸留塔に戻るエチルアルコールと水との混合液体または混合蒸気の温度は、蒸留塔に入る直前において50〜100℃の範囲内にあることが好ましい。温度が50℃以上であると、リボイラーにおける熱量が小さくなるという利点がある。
【0039】
相間物質移動装置が抽出塔である場合、装置としては、多段攪拌槽(ミキサーセトラー型)による装置もしくは塔形式(スプレー塔、充填塔、バッフル塔、多孔板塔、シャイベル塔、回転円板抽出塔、オルドシュー−ラシュトン塔、グラエッサー抽出機、ルーワ抽出機、クーニ塔、脈動充填塔、脈動多孔板塔、振動板塔など)、もしくは遠心式抽出装置のものが用いられる。充填剤としては、規則充填剤および不規則充填剤がある。規則充填剤には金属板型、金網型、グリッド型などがあり、不規則充填剤にはラシヒリング、レッシングリング、ポールリング、ベルルサドル、インタロックスサドル、テラレット、ディクソンリング、マクマホンパッキング、フレキシリング、カスケードリング、インターロックスメタルタワーパッキング(それぞれ、磁器、カーボン、金属、プラスチックなどの様々な材質のものがある)などが用いられる。
【0040】
抽出溶媒について説明する。
抽出溶媒における水に対するエチルアルコールの選択率は、2〜10000の範囲内にあることが好ましい。選択率が2以上であると、適当な大きさの抽出塔により高濃度でエチルアルコールを回収できるという利点がある。なお、ここでの選択率は、
(溶媒中のエチルアルコール濃度)×(水相中の水の濃度)÷(水相中のエチルアルコールの濃度)÷(溶媒中の水の濃度)
と定義される。
【0041】
抽出溶媒に対するエチルアルコールの溶解度は、0.01〜60質量%の範囲内にあることが好ましい。溶解度が0.01質量%以上であると、適当な大きさの抽出塔により高濃度でエチルアルコールを回収できるという利点がある。
【0042】
抽出溶媒の沸点は、エチルアルコールとの沸点に比べ10〜400℃高いことが好ましい。抽出溶媒の沸点とエチルアルコールの沸点との差が10℃以上であると、蒸留による分離が可能となるという利点がある。抽出溶媒の沸点とエチルアルコールとの沸点の差が400℃以下であると、フラッシュ蒸発によって分離可能という利点がある。
【0043】
抽出溶媒は、水に対するエチルアルコールの選択率が大きいこと、エチルアルコールの溶解度が適度に高いこと、エチルアルコールとの分離が蒸留により簡便に行うことができること、比重がエチルアルコールより大きいことが好ましい。また、抽出溶媒は価格が安く、入手も容易で、化学的に安定であることがさらに好ましい。
【0044】
抽出溶媒が炭化水素、高級アルコール、エステル、イオン液体であると、エチルアルコールの選択率および溶解度が上記範囲にあるという利点がある。抽出溶媒が灯油、軽油であると、この効果がより顕著になる。
【0045】
吸収塔について説明する。蒸留塔から吸収塔に入るエチルアルコールと水との混合物が気体である場合、気体の温度は蒸留塔から出たエチルアルコールと水との混合物の沸点以上、かつ沸点+100℃以下にあることが好ましい。
【0046】
気体の温度が蒸留塔から出たエチルアルコールと水との混合気体の沸点以上であると、凝縮操作無しでエチルアルコール濃縮操作が可能となるという利点がある。気体の温度が沸点+100℃以下であると、必要熱量が大きくならないという利点がある。
【0047】
相間物質移動装置が吸収塔である場合、接触装置として段塔もしくは充填塔が一般的に用いられ、その他にも濡れ壁塔、スプレー塔、サイクロンスクラバー、ベンチュリースクラバーなどが用いられる。段塔に使用される棚段としては、泡鐘トレイ、多孔板トレイ、バルブトレイ、スーパーフラットトレイ、マックスフラクストレイ、デュアルフロートレイなどがある。充填塔に使用される充填剤としては、規則充填剤および不規則充填剤がある。規則充填剤には金属板型、金網型、グリッド型などがあり、不規則充填剤にはラシヒリング、レッシングリング、ポールリング、ベルルサドル、インタロックスサドル、テラレット、ディクソンリング、マクマホンパッキング、フレキシリング、カスケードリング、インターロックスメタルタワーパッキング(それぞれ、磁器、カーボン、金属、プラスチックなどの様々な材質のものがある)などが用いられる。
【0048】
吸収溶媒について説明する。
吸収溶媒における水に対するエチルアルコールの選択率は、抽出溶媒と同様である。吸収溶媒に対するエチルアルコールの溶解度は、抽出溶媒と同様である。吸収溶媒の沸点は、抽出溶媒と同様である。
【0049】
吸収溶媒は水に対するエチルアルコールの選択率が大きいこと、エチルアルコールの溶解度が適度に高いこと、エチルアルコールとの分離が蒸留により簡便に行うことができることが好ましい。また、吸収溶媒は価格が安く、入手も容易で、化学的に安定であることがさらに好ましい。
【0050】
吸収溶媒が炭化水素、高級アルコール、エステル、イオン液体であると、エチルアルコールの選択率および溶解度が上記範囲にあるという利点がある。吸収溶媒が灯油、軽油であると、この効果がより顕著になる。
【0051】
本発明の成分濃縮プラントでは、溶媒に移動した前記特定成分を前記溶媒から分離する分離装置を有する。
【0052】
分離装置について説明する。分離装置は、フラッシュ蒸発缶に限られない。分離装置として、他に蒸留塔、膜分離装置などが挙げられる。
【0053】
抽出塔および吸収塔からフラッシュ蒸発缶に移動するエチルアルコール溶液の温度は、フラッシュ蒸発缶に入る直前において25〜100℃の範囲内にあることが好ましい。温度が25℃以上であると、熱量を少なくすることが出来るという利点がある。温度が100℃以下であると、予備加熱の必要がなくなるという利点がある。
【0054】
相間物質移動装置が抽出塔または吸収塔の場合、S/Fは溶媒液と原料水溶液との比である。0.1〜100の範囲内にあることが好ましい。S/Fが0.1以上であると、操作範囲が広くなるという利点がある。S/Fが100以下であると、必要溶媒量が少なくすむという利点がある。
【0055】
フラッシュ蒸発缶から出た留出蒸気は、その一部が抽出塔および吸収塔に戻ってもよい。フラッシュ蒸発缶から製品となる蒸気の流量を1としたとき、フラッシュ蒸発缶から抽出塔および吸収塔に戻る比率は0.01〜3の範囲内にあることが好ましい。また。戻る比率は0.1〜1の範囲内にあることがさらに好ましい。
【0056】
戻る比率が0.01以上であると、溶媒中の水分が非常に小さくなるという利点がある。戻る比率が0.1以上であると、この効果がより顕著になる。
【0057】
戻る比率が3以下であると、エチルアルコールの回収率を高く保つことができるという利点がある。戻る比率が1以下であると、この効果がより顕著になる。
【0058】
なお、本発明は上述の発明を実施するための最良の形態に限らず本発明の要旨を逸脱することなくその他種々の構成を採り得ることはもちろんである。
【0059】
つぎに、本発明にかかる実施形態例について具体的に説明する。ただし、本発明はこれら実施形態例に限定されるものではないことはもちろんである。
【0060】
以下の実施形態例では、シミュレーションソフトを用いて計算を行った。用いたソフトは、ASPEN PLUS(ASPEN TECHNOLOGY社製)である。使用した熱力学モデルは、蒸留および蒸発操作はUNIFAC-DMD法を、抽出および吸収操作はUNIFAC-LBY法を用いた。計算条件として、(1)蒸留塔、抽出塔、吸収塔では理想段を仮定し、(2)それぞれの段における分離効率は1とし、(3)熱損失はなし、とした。
【0061】
実施形態例1
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例1では室温(25℃)の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0062】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは、上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは抽出操作からの抽残液を沸点まで加熱したリサイクル液を供給する溶液供給段であり、塔頂付近から供給するものである。実施形態例1では15段の蒸留塔を使用し、前者を9段目から、後者を78℃(沸点)に加熱し塔頂より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例1では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0063】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例1では、98.8℃において操作した。
【0064】
蒸留塔の留出蒸気を気体から液体にする工程について説明する。全縮器を用い塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。実施形態例1では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させた。
【0065】
凝縮した液体を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した液体の一部を蒸留塔塔頂へ還流する。実施形態例1では、還流比を0.4とした。但し、還流比を(還流比)=(還流液流量)/(留出液流量)とする。
【0066】
凝縮した液体を抽出塔へ送る工程について説明する。凝縮した液体を一度、室温に冷やし、抽出原料液とする工程である。実施形態例1では、25℃に冷却した。
【0067】
抽出塔について説明する。室温まで冷やしたエチルアルコール水溶液と溶媒を接触させ、エチルアルコールを選択的に回収する装置である。実施形態例1では、室温まで冷やしたエチルアルコールを塔頂から、溶媒を塔底から供給する。実施形態例1では25℃で操作し、理論段数は10段とした。
【0068】
抽出溶媒について説明する。溶媒の選択条件として、(1)エチルアルコールに対して適度な溶解度を持つ、(2)エチルアルコールの溶解度が水の溶解度に比べて非常に大きい、(3)エチルアルコールとの沸点差が大きい(蒸留によって溶媒との分離が容易)、この3点を重要視した。非特許文献11からもわかるように、軽油はエチルアルコールに対して適度な溶解度を示し、水に対するエチルアルコールの選択率は非常に高く、かつエチルアルコールとの沸点差が大きく(軽油の沸点は約180〜370℃)、蒸留によりエチルアルコールとの分離が簡便であると予想できる。実施形態例1では軽油の代表成分としてトリデカン(C13H28)を溶媒として用いた。
【0069】
抽出塔から、加熱後蒸留塔に戻る工程について説明する。抽出操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるために必要なリサイクルである。抽残液を沸点まで加熱し、蒸留塔塔頂へリサイクルさせる。実施形態例1では、25℃で操作した87質量%の抽残液を沸点(78℃)まで加熱し、蒸留塔塔頂に供給した。Re/Fは0.26であった。但し、Re/Fは、抽残液もしくは吸収操作後の蒸気と原料水溶液との比である。
【0070】
抽出操作後の抽出液を加熱しフラッシュ蒸発缶に流す工程について説明する。フラッシュ操作の前処理としての加熱操作である。実施形態例1では、79℃まで加熱した。
【0071】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例1では、30kPaで67℃において操作を行った。
【0072】
抽出溶媒とエチルアルコールとの沸点の差は約190℃である。
【0073】
フラッシュ蒸発缶から濃縮エチルアルコールを留出する工程について説明する。減圧および低温において操作し、高濃度エチルアルコール蒸気を得る。実施形態例1では、99.0質量%のエチルアルコール蒸気を得た。
【0074】
フラッシュ蒸発缶から、塔底液を冷却後抽出塔に戻す工程について説明する。抽出溶媒の回収操作である。圧力を常圧に戻すためにポンプを用い、さらに抽出操作温度にするため冷却をした。実施形態例1では、25℃まで温度を下げた。溶媒に含まれるエチルアルコールは0.7質量%、S/F比は2であった。但し、S/Fは、溶媒液と原料水溶液との比である。
【0075】
実施形態例1の効果について説明する。熱交換器により抽出を室温で操作することを可能にする。操作温度を下げることにより水の溶解度を下げ、脱水効果が改善される。熱交換器の数は、7個(加熱器4、冷却器3)であり、加熱器における必要な熱量の合計は1005kJ/Kg−Feedとなった。
【0076】
実施形態例2
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例2では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0077】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは、上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは抽出操作からの抽残液をリサイクルとして供給する溶液供給段であり、塔頂付近から供給するものである。実施形態例2では15段の蒸留塔を使用し、前者を9段目から、後者を2段目より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例2では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0078】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例2では、98.8℃において操作した。
【0079】
蒸留塔の留出蒸気を気体から液体にする工程について説明する。全縮器を用いて塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。実施形態例2では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させた。
【0080】
凝縮した液体を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した液体の一部を蒸留塔塔頂へ還流する。実施形態例2では、還流比を0.5とした。
【0081】
抽出塔について説明する。79℃のエチルアルコール水溶液と溶媒を接触させ、エチルアルコールを選択的に回収する装置である。実施形態例2では、79℃のエチルアルコールを塔頂から、79℃の溶媒を塔底から供給し、理論段数は10段とした。
【0082】
抽出塔から、蒸留塔に戻る工程について説明する。抽出操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるために必要なリサイクルである。実施形態例2では、85質量%、75℃の抽残液を、蒸留塔2段目に供給した。Re/Fは0.33であった。
【0083】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例2では、10kPaおよび70℃において操作し、99.0質量%のエチルアルコール蒸気を得た。
【0084】
フラッシュ蒸発缶からの缶出液を抽出塔に戻す工程について説明する。抽出溶媒の回収操作である。圧力を常圧に戻すためにポンプを用い、熱交換器を用いて温度調節を行った。実施形態例2では、101.3kPaおよび79℃の溶媒を抽出塔に戻した。溶媒に含まれるエチルアルコールは0.3質量%、S/F比は3.1であった。
【0085】
実施形態例2の効果について説明する。実施形態例1では室温による抽出操作を行ったが、これを蒸留塔塔頂からの留出液沸点近辺における操作によりプロセス全体の必要熱量を低減させることができた。実施形態例1による長所は、室温付近において抽出操作を行うことにより、高選択的にエチルアルコールを抽出できる点、である。短所は、抽出操作のために、エチルアルコール濃縮水溶液の温度を室温まで下げエチルアルコールを回収し、そして抽残液温度を沸点まで上げて蒸留塔へリサイクルする点である。温度変化点が多いため、多くの熱交換器と熱源が必要となり、溶媒に関しても同様に多くの熱交換器と熱源が必要となる。これをプロセス全体的に考慮した結果、実施形態例2により必要熱量を715kJ/Kg−Feedまで低減させることができた。
【0086】
実施形態例3
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例3では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0087】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは、上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは吸収操作後の蒸気をリサイクルとして供給する蒸気供給段であり、塔頂付近から供給するものである。実施形態例2では15段の蒸留塔を使用し、前者を9段目から、後者を2段目より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例3では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0088】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例3では、98.8℃において操作した。
【0089】
蒸留塔の留出蒸気の一部を取り出し液化、そして蒸留塔に戻し還流する工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。温度は変化させなかった。実施形態例3では、留出蒸気の約4割を液化し、蒸留塔塔頂へ還流した。
【0090】
吸収塔について説明する。蒸留塔からの留出蒸気を吸収塔塔底から、溶媒を吸収塔塔頂から供給しエチルアルコールを選択的に回収する装置である。実施形態例3では、79℃の留出蒸気と80℃の溶媒を10段の吸収塔で操作した。
【0091】
吸収塔から、蒸留塔に戻る工程について説明する。吸収操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。吸収塔塔頂より得られる蒸気を温度調節せずに蒸留塔へリサイクルさせる。実施形態例3では、87質量%84℃の蒸気を蒸留塔2段目に供給した。Re/Fは0.12であった。
【0092】
吸収塔からエチルアルコールを吸収した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例3では、2.1質量%、84℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0093】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例3では、10kPaおよび80℃において操作し、99.0質量%のエチルアルコール蒸気を得た。
【0094】
フラッシュ蒸発缶から、缶出液を吸収塔に戻す工程について説明する。吸収溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。温度調節は行わなかった。実施形態例3では、101.3kPaおよび80℃の溶媒を吸収塔に戻した。溶媒に含まれるエチルアルコールは0.2質量%、S/F比は4.6であった。
【0095】
実施形態例3の効果について説明する。実施形態例1のプロセス内の温度変化点を最小限にするように工夫し、実施形態例2のプロセスフローを提案した。さらに蒸留塔のリボイラー熱量を小さくするために、実施形態例2における相変化点(全縮器およびリボイラー)における処理量を小さくすることにより必要熱量を低減させるプロセスを提案した。蒸留塔塔頂より得られる蒸気を次の吸収操作に使用し、高温におけるエチルアルコール回収操作を行った。さらに吸収操作後の蒸気を温度調節することなく蒸留塔へリサイクルした。この吸収操作後の蒸気リサイクルによりリボイラーにおける熱量を大きく低減させた。実施形態例3により必要熱量を529kJ/Kg−Feedまで低減させることができた。
【0096】
実施形態例4
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例4では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0097】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは、上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは抽出操作からの抽残液を沸点まで加熱したリサイクル液を供給する溶液供給段であり、塔頂付近から供給するものである。実施形態例4では15段の蒸留塔を使用し、前者を9段目から、後者を塔頂より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例4では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0098】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例4では、98.8℃において操作した。
【0099】
蒸留塔の留出蒸気を気体から液体にする工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。実施形態例4では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させる。
【0100】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例4では、還流比を0.4とした。
【0101】
抽出塔について説明する。蒸留塔から得られた沸点のエチルアルコール水溶液を塔中部より、フラッシュ蒸発缶より得られる高濃度エチルアルコール水溶液を塔頂より、79℃程度の溶媒を塔底より供給し接触させ、エチルアルコールを選択的に回収する装置である。実施形態例4では、フラッシュ蒸発缶からの高濃度エチルアルコール水溶液を塔頂より、蒸留塔より得られたエチルアルコール水溶液を塔10段目から、溶媒を塔底から供給した。実施形態例4では79℃の溶媒を供給し、理論段数は15段とした。
【0102】
抽出塔から、蒸留塔に戻る工程について説明する。抽出操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。抽出塔塔底より得られる抽残液を温度調節せずに蒸留塔へリサイクルさせる。実施形態例4では、87質量%78℃の抽残液を蒸留塔塔頂に供給した。Re/Fは0.12であった。
【0103】
抽出塔からエチルアルコールを抽出した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例4では、3質量%、78℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0104】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例4では、10kPaおよび72℃において操作し、99.6質量%のエチルアルコール蒸気を得た。
【0105】
フラッシュ蒸発缶から出た缶出液を加熱後抽出塔に戻す工程について説明する。抽出溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例4では、101.3kPaに加圧、熱交換器により溶媒を72℃から79℃に加熱し、抽出塔に戻した。溶媒に含まれるエチルアルコールは0.27質量%、S/F比は3.3であった。
【0106】
フラッシュ蒸発缶から出た留出蒸気を、加熱後抽出塔に戻す工程について説明する。コンプレッサーを用いて留出蒸気を液化させ常圧まで加圧し、これを抽出塔塔頂へ戻す工程である。実施形態例4では、(還流蒸気流量)/(留出蒸気流量)=0.2とし、78℃の還流液を抽出塔塔頂へ還流した。
【0107】
実施形態例4の効果について説明する。実施形態例2では99質量%のエチルアルコールを得るプロセスで、実施形態例4はガソホールとして使用できる99.6質量%のエチルアルコールを得るプロセスである。フラッシュ蒸発缶から得られるエチルアルコール濃縮液を抽出塔の塔頂へ供給することにより、抽出塔に濃縮部と回収部を備えさせ、抽出液中の水分量を減らすことが可能となる。これにより高濃度のエチルアルコール留分を得ることが可能となる。実施形態例4により必要熱量を737kJ/Kg−Feedまで低減させることができた。
【0108】
実施形態例5
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例5では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0109】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは、上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは吸収操作から蒸気をリサイクルとして供給する蒸気供給段であり、塔頂付近から供給するものである。実施形態例5では15段の蒸留塔を使用し、前者を9段目から、後者を2段目より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例5では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0110】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例5では、98.8℃において操作した。
【0111】
蒸留塔の留出蒸気の一部を取り出し液化する工程について説明する。一般的に全縮器を用い、その組成における沸点で操作する。温度は変化させない。実施形態例5では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させた。
【0112】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した水溶液を蒸留塔塔頂へ還流する。実施形態例5では、還流比を0.4とし、蒸留塔塔頂へ還流した。
【0113】
吸収塔について説明する。蒸留塔から得られた留出蒸気を塔中部より、フラッシュ蒸発缶より得られる高濃度エチルアルコール留出蒸気を塔底より、フラッシュ蒸発缶の操作温度の溶媒を塔頂より供給し接触させ、エチルアルコールを選択的に回収する装置である。実施形態例5では、蒸留塔より得られた留出蒸気を塔10段目から、溶媒を塔頂から、フラッシュ蒸発缶からの留出蒸気を塔底から供給した。実施形態例5では79℃の溶媒を供給し、理論段数は15段とした。
【0114】
吸収塔から、蒸留塔に戻る工程について説明する。吸収操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。吸収塔塔頂より得られる蒸気を温度調節せずに蒸留塔へリサイクルさせる。実施形態例5では、87質量%80℃の蒸気を蒸留塔2段目に供給した。Re/Fは0.11であった。
【0115】
吸収塔からエチルアルコールを吸収した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例5では、2.6質量%、83℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0116】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例5では、10kPaおよび80℃において操作し、99.6質量%のエチルアルコール蒸気を得た。
【0117】
フラッシュ蒸発缶から出た缶出液を吸収塔に戻す工程について説明する。吸収溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例5では、10kPaから101.3kPaに加圧し、溶媒を吸収塔に戻した。溶媒に含まれるエチルアルコールは0.2質量%、S/F比は4.1であった。
【0118】
フラッシュ蒸発缶から留出蒸気を吸収塔に戻す工程について説明する。コンプレッサーを用いて留出蒸気を常圧まで加圧し、これを吸収塔塔頂へ戻す工程である。実施形態例5では、(還流蒸気流量)/(留出蒸気流量)=0.2とし、80℃の還流蒸気を吸収塔塔底へ還流した。
【0119】
実施形態例5の効果について説明する。実施形態例2では99質量%のエチルアルコールを得るプロセスで、実施形態例4はガソホールとして使用できる99.6質量%のエチルアルコールを得るプロセスである。フラッシュ蒸発缶から得られるエチルアルコール濃縮蒸気を吸収塔の塔底へ供給することにより、吸収塔に濃縮部と回収部を備えさせ、吸収処理後の溶媒中の水分量を減らすことが可能となる。これにより高濃度のエチルアルコール留分を得ることが可能となる。また、吸収操作後の蒸気を蒸気のまま蒸留塔へ戻すことによりリボイラーの負荷を下げることができる。実施形態例5により必要熱量を571kJ/Kg−Feedまで低減させることができた。
【0120】
実施形態例6
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例6では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0121】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは、上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは抽出操作からの抽残液をリサイクルとして供給する溶液供給段であり、塔頂付近から供給するものである。実施形態例6では15段の蒸留塔を使用し、前者を9段目から、後者を塔頂より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例6では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0122】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例6では、98.8℃において操作した。
【0123】
蒸留塔の留出蒸気を気体から液体にする工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。実施形態例6では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させる。
【0124】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例6では、還流比を0.7とした。
【0125】
抽出塔について説明する。蒸留塔から得られた沸点のエチルアルコール水溶液を塔頂より、この沸点のエチルアルコールと同程度の温度の溶媒を塔底より供給し接触させ、エチルアルコールを選択的に回収する装置である。実施形態例6では79℃の溶媒を供給し、理論段数は10段とした。
【0126】
抽出塔から、蒸留塔に戻る工程について説明する。抽出操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。抽出塔塔底より得られる抽残液を温度調節せずに蒸留塔へリサイクルさせる。実施形態例6では、87質量%79℃の抽残液を蒸留塔2段目に供給した。Re/Fは0.12であった。
【0127】
抽出塔からエチルアルコールを抽出した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例6では、2.1質量%、78℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0128】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し高濃度のエチルアルコール蒸気を得る。実施形態例6では、10kPaおよび72℃において操作した。
【0129】
フラッシュ蒸発缶から出た缶出液を加熱後抽出塔に戻す工程について説明する。抽出溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例6では、101.3kPaに加圧、熱交換器により溶媒を72℃から79℃に加熱し、抽出塔に戻した。溶媒に含まれるエチルアルコールは0.2質量%、S/F比は2.1であった。
【0130】
フラッシュ蒸発缶から留出した蒸気を分縮器において蒸気と液体にする工程について説明する。フラッシュ蒸発缶より得られた蒸気を分縮器において分縮し高濃度エチルアルコール蒸気を得る。実施形態例6では、45kPaおよび60℃において操作し、99.6質量%の蒸気を得た。分縮器から得た溶液はポンプを用いて常圧に戻し、抽出塔からの溶媒と混合する。
【0131】
この分縮器から得られる液体は溶媒を多く含むため、この溶媒を回収するために抽出塔からの溶媒に混合する。実施形態例6では、原料水溶液に対する分縮器から得られる液体の流量は0.18であった。
【0132】
実施形態例6の効果について説明する。実施形態例4では99.6質量%のエチルアルコールを得るためにフラッシュ蒸発缶からの蒸気を抽出塔に還流させる必要があったが、実施形態例6では、フラッシュ蒸発缶の後の分縮器によって不純物成分を減少させ、高濃度エチルアルコール留分を得ることが可能となる。また、この還流をしないことでリボイラーの熱量を低減させた。実施形態例6により必要熱量を688kJ/Kg−Feedまで低減させることができた。
【0133】
実施形態例7
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例7では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0134】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは吸収操作後の蒸気をリサイクルとして供給する蒸気供給段であり、塔頂付近から供給するものである。実施形態例7では15段の蒸留塔を使用し、前者を9段目から、後者を2段目より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例7では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0135】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例7では、98.8℃において操作した。
【0136】
蒸留塔の留出蒸気の一部を取り出し液化、そして蒸留塔に戻し還流する工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。温度は変化させなかった。実施形態例7では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させた。
【0137】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作である。実施形態例7では、還流比を0.5とした。
【0138】
吸収塔について説明する。蒸留塔から得られた留出蒸気を吸収塔塔底より、溶媒を吸収塔塔頂から供給し、エチルアルコールを選択的に回収する装置である。実施形態例7では、79℃の留出蒸気と80℃の溶媒を10段の吸収塔で操作した。
【0139】
吸収塔から、蒸留塔に戻る工程について説明する。吸収操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。吸収塔塔頂より得られる蒸気を温度調節せずに蒸留塔へリサイクルさせる。実施形態例7では、87質量%84℃の蒸気を蒸留塔塔頂に供給した。Re/Fは0.12であった。
【0140】
吸収塔においてエチルアルコールを吸収した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例7では、2.1質量%、84℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0141】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例7では、10kPaおよび80℃において操作した。
【0142】
フラッシュ蒸発缶から出た缶出液を吸収塔に戻す工程について説明する。吸収溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例7では、101.3kPaに加圧し、溶媒を吸収塔に戻した。溶媒に含まれるエチルアルコールは0.2質量%、S/F比は2.1であった。
【0143】
フラッシュ蒸発缶から留出した蒸気を分縮器において蒸気と液体にする工程について説明する。フラッシュ蒸発缶より得られた蒸気を分縮器において分縮し高濃度エチルアルコール蒸気を得る。実施形態例7では、45kPaおよび60℃において操作し、99.6質量%の蒸気を得た。分縮器から得た溶液はポンプを用いて常圧に戻し、吸収塔からの溶媒と混合する。
【0144】
この分縮器から得られる液体は溶媒を多く含むため、この溶媒を回収するために抽出塔からの溶媒に混合する。実施形態例7では、原料水溶液に対する分縮器から得られる液体の流量は0.2であった。
【0145】
実施形態例7の効果について説明する。実施形態例5では99.6質量%のエチルアルコールを得るためにフラッシュ蒸発缶からの蒸気を吸収塔に還流させる必要があったが、実施形態例7ではフラッシュ蒸発缶の後の分縮器によって不純物成分を減少させ、高濃度エチルアルコール留分を得ることが可能となる。また、この還流をしないことでリボイラーの熱量を低減させた。実施形態例7により必要熱量を540kJ/Kg−Feedまで低減させることができた。
【0146】
実施形態例8
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例8では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0147】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは抽出操作からの抽残液を沸点まで加熱したリサイクル液を供給する溶液供給段であり、塔頂付近から供給するものである。実施形態例8では15段の蒸留塔を使用し、前者を9段目から、後者を78℃で2段目より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例8では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0148】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例8では、98.8℃において操作した。
【0149】
蒸留塔の留出蒸気を気体から液体にする工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。実施形態例8では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させる。
【0150】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例8では、還流比を0.8とした。
【0151】
抽出塔について説明する。蒸留塔から得られた沸点のエチルアルコール水溶液を塔頂より、この沸点のエチルアルコールと同程度の温度の溶媒を塔底より供給し接触させ、エチルアルコールを選択的に回収する装置である。実施形態例8では79℃の溶媒を供給し、理論段数は10段とした。
【0152】
抽出塔から、蒸留塔に戻る工程について説明する。抽出操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。抽出塔塔底より得られる抽残液を温度調節せずに蒸留塔へリサイクルさせる。実施形態例8では、87質量%78℃の抽残液を蒸留塔2段目に供給した。Re/Fは0.12であった。
【0153】
抽出塔からエチルアルコールを抽出した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例8では、2.1質量%、78℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0154】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例8では、5kPaおよび72℃において操作し、39質量%72℃のエチルアルコール蒸気を得た。
【0155】
フラッシュ蒸発缶から出た缶出液を加熱後抽出塔に戻す工程について説明する。抽出溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例8では、101.3kPaに加圧、熱交換器により溶媒を72℃から79℃に加熱し、抽出塔に戻した。溶媒に含まれるエチルアルコールは0.17質量%、S/F比は4.5であった。
【0156】
フラッシュ蒸発缶から留出した蒸気を蒸留塔によって処理する工程について説明する。フラッシュ蒸発缶より得られた蒸気を蒸留塔において蒸留し高濃度エチルアルコール蒸気を得る。実施形態例8では、10kPaおよび30℃において操作し、99.6質量%の蒸気を得た。塔底から得た溶媒を多く含んだ留出液はポンプを用いて常圧に戻し、抽出塔からの溶媒と混合する。蒸留塔の段数は5段であった。
【0157】
蒸留塔の留出蒸気の一部を気体から液体にし、蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例8では、還流比を0.85とした。
【0158】
蒸留塔から出た塔底液を、抽出塔からの溶媒に戻す工程について説明する。塔底液は、原料に対して0.22となり、温度は32℃、エチルアルコール濃度は2.7質量%の塔底液を得て、これを加熱せずに抽出液と混合した。
【0159】
実施形態例8の効果について説明する。フラッシュ蒸発缶の後に蒸留操作を行う、つまり二段階でエチルアルコールを溶媒から回収することで、フラッシュ蒸発缶における操作範囲を拡大することができ、回収率を向上させることが可能となる。実施形態例8では99.6質量%のエチルアルコールを得られた。また、実施形態例8での必要熱量は、711kJ/Kg−Feedであった。
【0160】
実施形態例9
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例9では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0161】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは、塔頂付近から供給するものである。実施形態例9では15段の蒸留塔を使用し、前者を9段目から、後者を2段目より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例9では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0162】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例9では、98.8℃において操作した。
【0163】
蒸留塔の留出蒸気の一部を気体から液体にする工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気の一部を沸点において凝縮させる。実施形態例9では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させた。
【0164】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作である。実施形態例9では、還流比を0.5とした。
【0165】
吸収塔について説明する。蒸留塔から得られた留出蒸気を吸収塔塔底より、溶媒を吸収塔塔頂から供給し、エチルアルコールを選択的に回収する装置である。実施形態例9では、79℃の留出蒸気と80℃の溶媒を10段の吸収塔で操作した。
【0166】
吸収塔から、蒸留塔に戻る工程について説明する。吸収操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。吸収塔塔頂より得られる蒸気を温度調節せずに蒸留塔へリサイクルさせる。実施形態例9では、87質量%84℃の蒸気を蒸留塔塔頂に供給した。Re/Fは0.12であった。
【0167】
吸収塔からエチルアルコールを抽出した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例9では、2.1質量%、84℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0168】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例9では、5kPaおよび80℃において操作し、36質量%80℃のエチルアルコール蒸気を得た。
【0169】
フラッシュ蒸発缶から出た塔底液を加熱後吸収塔に戻す工程について説明する。吸収溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例9では、101.3kPaに加圧し、溶媒を吸収塔に戻した。溶媒に含まれるエチルアルコールは0.14質量%、S/F比は4.5であった。
【0170】
フラッシュ蒸発缶から留出した蒸気を蒸留塔によって処理する工程について説明する。フラッシュ蒸発缶より得られた蒸気を蒸留塔において蒸留し高濃度エチルアルコール蒸気を得る。実施形態例9では、10kPaおよび30℃において操作し、99.6質量%の蒸気を得た。塔底から得た溶媒を多く含んだ留出液はポンプを用いて常圧に戻し、吸収塔からの溶媒と混合する。蒸留塔の段数は5段であった。
【0171】
蒸留塔の留出蒸気の一部を気体から液体にし、蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例9では、還流比を0.85とした。
【0172】
蒸留塔から出た塔底液を、吸収塔からの溶媒に戻す工程について説明する。蒸留により回収した溶媒成分を抽出操作工程へ戻すリサイクルである。実施形態例9では32℃、エチルアルコール濃度2.7質量%、原料水溶液に対する流量比0.23の溶液をフラッシュ操作前の抽出液と混合している。
【0173】
実施形態例9の効果について説明する。実施形態例8と同様に、フラッシュ蒸発缶の後に蒸留操作を行う、つまり二段階でエチルアルコールを溶媒から回収することで、フラッシュ蒸発缶における操作範囲を拡大することができ、回収率を向上させることが可能となる。実施形態例9では、99.6質量%のエチルアルコールが得られた。また、実施形態例9での必要熱量は580kJ/Kg−Feedであった。
【0174】
実施形態例10
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例10では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0175】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは上述の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは抽出操作からの抽残液をリサイクルとして供給する溶液供給段であり、塔頂付近から供給するものである。実施形態例10では15段の蒸留塔を使用し、前者を9段目から、後者を78℃(沸点)に加熱して塔頂より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例10では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0176】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例10では、98.8℃において操作した。
【0177】
蒸留塔の留出蒸気を気体から液体にする工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気を沸点において凝縮させる。実施形態例10では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させる。
【0178】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例10では、還流比を0.4とした。
【0179】
抽出塔について説明する。蒸留塔から得られた沸点のエチルアルコール水溶液を塔中部より、フラッシュ蒸発缶より得られる高濃度エチルアルコール水溶液を塔頂より、蒸留塔から得られたエチルアルコール水溶液と同程度の温度の溶媒を塔底より供給し接触させ、エチルアルコールを選択的に回収する装置である。実施形態例10では、蒸留塔から得られたエチルアルコール水溶液を塔10段目から、79℃の溶媒を塔底から供給し、理論段数は15段とした。
【0180】
抽出塔から、蒸留塔に戻る工程について説明する。抽出操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。吸収塔塔頂より得られる蒸気を温度調節せずに蒸留塔へリサイクルさせる。実施形態例10では、87質量%78℃の抽残液を蒸留塔塔頂に供給した。Re/Fは0.12であった。
【0181】
抽出塔からエチルアルコールを抽出した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例10では、3質量%、78℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0182】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例10では、5kPaおよび72℃において操作し、39質量%、72℃のエチルアルコール蒸気を得た。
【0183】
フラッシュ蒸発缶から出た留出蒸気を、抽出塔に戻す工程について説明する。熱交換器を用いて留出蒸気を常圧まで加圧・液化させ、これを抽出塔塔頂へ戻す工程である。実施形態例10では、(還流蒸気流量)/(留出蒸気流量)=0.22とし、78℃の還流液を抽出塔塔頂へ還流した。
【0184】
フラッシュ蒸発缶から出た缶出液を加熱後抽出塔に戻す工程について説明する。抽出溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例10では、101.3kPaに加圧、熱交換器により溶媒を72℃から79℃に加熱し、抽出塔に戻した。溶媒に含まれるエチルアルコールは0.17質量%、S/F比は4.0であった。
【0185】
フラッシュ蒸発缶から留出した蒸気を蒸留塔において蒸気と液体にする工程について説明する。フラッシュ蒸発缶より得られた蒸気を蒸留し高濃度エチルアルコール蒸気を得る。実施形態例10では、10kPaおよび30℃において操作し、塔頂より99.6質量%の蒸気を得た。塔底から得た溶媒を多く含んだ留出液はポンプを用いて常圧に戻し、抽出塔からの溶媒と混合する。蒸留塔の段数は5段であった。
【0186】
蒸留塔から出た留出蒸気を、蒸留塔に戻す工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例10では、還流比を0.98とした。
【0187】
蒸留塔から出た塔底液を、抽出塔からの溶媒に戻す工程について説明する。蒸留により回収した溶媒成分を抽出操作工程へ戻すリサイクルである。実施形態例10では32℃、エチルアルコール濃度2.7質量%、原料水溶液に対する流量比0.26の溶液をフラッシュ操作前の抽出液と混合している。
【0188】
実施形態例10の効果について説明する。フラッシュ蒸発缶からの抽出塔への還流によりエチルアルコールが濃縮された抽出液を得ることができ、さらにフラッシュ蒸発缶の後に蒸留操作を行う、つまり二段階でエチルアルコールを溶媒から回収することで、フラッシュ蒸発缶における操作範囲を拡大することができ、回収率を向上させることが可能となる。実施形態例10では99.6質量%のエチルアルコールを得られた。また、実施形態例10での必要熱量は、725kJ/Kg−Feedであった。
【0189】
実施形態例11
まず、原料および原料を加熱する工程について説明する。発酵プロセス後のエチルアルコール水溶液を加熱し、沸点まで温度を上げる。実施形態例9では室温の10質量%のエチルアルコール水溶液を加熱し、約92℃にする。
【0190】
蒸留塔について説明する。蒸留塔には2つの溶液供給段がある。一つは上記の発酵工程からのエチルアルコール水溶液を沸点まで加熱したものを供給する溶液供給段であり、塔中部から供給するものである。もうひとつは吸収操作からのリサイクル蒸気を供給する溶液供給段であり、塔頂付近から供給するものである。実施形態例11では15段の蒸留塔を使用し、前者を9段目から、後者を2段目より供給した。濃縮エチルアルコールは塔頂から、廃棄エチルアルコール水溶液は塔底から得られる。実施形態例7では、塔頂より90質量%のエチルアルコール水溶液を、塔底より0.9質量%の廃エチルアルコール水溶液を得た。
【0191】
塔底の加熱工程について説明する。一般的にリボイラーを用い、沸点において蒸気を蒸留塔へ供給する。実施形態例11では、98.8℃において操作した。
【0192】
蒸留塔の留出蒸気の一部を気体から液体にする工程について説明する。一般的に全縮器を用い、塔頂より得られる沸点の濃縮エチルアルコール蒸気の一部を取り出し沸点において凝縮させる。実施形態例11では、79℃エチルアルコール90質量%の蒸気を凝縮して、79℃の水溶液に凝縮させた。
【0193】
凝縮した水溶液を蒸留塔に戻し還流する工程について説明する。蒸留における還流操作である。実施形態例11では、還流比を0.4とした。
【0194】
吸収塔について説明する。蒸留塔から得られた留出蒸気を塔中部より、フラッシュ蒸発缶より得られる高濃度エチルアルコール蒸気を塔底より、蒸留塔から得られる留出蒸気と同程度の温度の溶媒を塔頂より供給し接触させ、エチルアルコールを選択的に回収する装置である。実施形態例11では、蒸留塔から得られたエチルアルコール水溶液を塔10段目から、80℃の溶媒を塔底から供給し、理論段数は15段とした。
【0195】
吸収塔から、蒸留塔に戻る工程について説明する。吸収操作におけるエチルアルコールの収率は低いため、プロセスとしての収率を向上させるため必要なリサイクルである。吸収塔塔頂より得られる蒸気を温度調節せずに蒸留塔へリサイクルさせる。実施形態例11では、87質量%80℃の蒸気を蒸留塔塔頂に供給した。Re/Fは0.11であった。
【0196】
吸収塔からエチルアルコールを抽出した後、フラッシュ蒸発缶に流す工程について説明する。実施形態例11では、2.6質量%、83℃の溶媒をそのままフラッシュ蒸発缶に送った。
【0197】
フラッシュ蒸発缶について説明する。減圧および低温(フラッシュ蒸発缶流入溶媒の温度より低い)において操作し低沸点成分のエチルアルコールを得る。実施形態例11では、5kPaおよび80℃において操作し、36質量%80℃のエチルアルコール蒸気を得た。
【0198】
フラッシュ蒸発缶から出た缶出液を加熱後吸収塔に戻す工程について説明する。吸収溶媒の回収操作である。圧力を常圧に戻すためにポンプを用いた。実施形態例11では、101.3kPaに加圧し、溶媒を吸収塔に戻した。
【0199】
フラッシュ蒸発缶から出た留出蒸気を、吸収塔に戻す工程について説明する。コンプレッサーを用いて留出蒸気を蒸気のまま常圧まで加圧し、これを吸収塔塔底へ戻す工程である。実施形態例11では、(還流蒸気流量)/(留出蒸気流量)=0.22とし、80℃の還流液を吸収塔塔頂へ還流した。溶媒に含まれるエチルアルコールは0.14質量%、S/F比は4.1であった。
【0200】
フラッシュ蒸発缶から留出した蒸気を蒸留塔によって処理する工程について説明する。フラッシュ蒸発缶より得られた蒸気を蒸留塔において蒸留し高濃度エチルアルコール蒸気を得る。実施形態例11では、10kPaおよび30℃において操作し、99.6質量%の蒸気を得た。塔底から得た溶媒を多く含んだ留出液はポンプを用いて常圧に戻し、吸収塔からの溶媒と混合する。蒸留塔の段数は5段であった。
【0201】
蒸留塔から出た留出蒸気を、蒸留塔に戻す工程について説明する。蒸留における還流操作であり、凝縮した水溶液の一部を蒸留塔塔頂へ還流する。実施形態例11では、還流比を0.98とした。
【0202】
蒸留塔から出た缶出液を、吸収塔からの溶媒に戻す工程について説明する。蒸留により回収した溶媒成分を抽出操作工程へ戻すリサイクルである。実施形態例11では32℃、エチルアルコール濃度2.7質量%、原料水溶液に対する流量比0.23の溶液をフラッシュ操作前の抽出液と混合している。
【0203】
実施形態例11の効果について説明する。フラッシュ蒸発缶からの吸収塔への還流によりエチルアルコールが濃縮された吸収液を得ることができ、さらにフラッシュ蒸発缶の後に蒸留操作を行う、つまり二段階でエチルアルコールを溶媒から回収することで、フラッシュ蒸発缶における操作範囲を拡大することができ、高濃度のエチルアルコール溶液を容易に得ることができ、かつ回収率を向上させることが可能となる。実施形態例11では、99.6質量%のエチルアルコールが得られた。また、実施形態例11での必要熱量は592kJ/Kg−Feedであった。
【0204】
以上のことから、発明を実施するための最良の形態によれば、本発明の成分濃縮プラントは、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮装置と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動装置と、溶媒に移動した前記特定成分を前記溶媒から分離する分離装置とを有するので、新規な成分濃縮プラントを提供することができる。
【0205】
また、発明を実施するための最良の形態によれば、本発明の成分濃縮方法は、共沸混合物を形成しうる複数の成分からなる混合物を原料とし、前記原料のうち特定成分を濃縮する濃縮工程と、濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動工程と、溶媒に移動した前記特定成分を前記溶媒から分離する分離工程とを有するので、新規な成分濃縮方法を提供することができる。
【0206】
なお、本発明は上述の発明を実施するための最良の形態に限らず本発明の要旨を逸脱することなくその他種々の構成を採り得ることはもちろんである。
【図面の簡単な説明】
【0207】
【図1】室温抽出によるエチルアルコール回収プロセスを示す図である。
【図2】高温抽出によるエチルアルコール回収プロセスを示す図である。
【図3】高温吸収によるエチルアルコール回収プロセスを示す図である。
【図4】高温抽出によるエチルアルコール回収プロセスを示す図である。
【図5】高温吸収によるエチルアルコール回収プロセスを示す図である。
【図6】高温抽出によるエチルアルコール回収プロセスを示す図である。
【図7】高温吸収によるエチルアルコール回収プロセスを示す図である。
【図8】高温抽出によるエチルアルコール回収プロセスを示す図である。
【図9】高温吸収によるエチルアルコール回収プロセスを示す図である。
【図10】高温抽出によるエチルアルコール回収プロセスを示す図である。
【図11】高温吸収によるエチルアルコール回収プロセスを示す図である。
【特許請求の範囲】
【請求項1】
共沸混合物を形成しうる複数の成分からなる混合物を原料とし、
前記原料のうち特定成分を濃縮する濃縮装置と、
濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動装置と、
溶媒に移動した前記特定成分を前記溶媒から分離する分離装置とを
有する成分濃縮プラント。
【請求項2】
原料がエチルアルコール−水の混合物である請求項1に記載の成分濃縮プラント。
【請求項3】
濃縮装置が蒸留塔である請求項1に記載の成分濃縮プラント。
【請求項4】
相間物質移動装置が抽出塔である請求項1に記載の成分濃縮プラント。
【請求項5】
相間物質移動装置が吸収塔である請求項1に記載の成分濃縮プラント。
【請求項6】
分離装置がフラッシュ蒸発缶である請求項1に記載の成分濃縮プラント。
【請求項7】
共沸混合物を形成しうる複数の成分からなる混合物を原料とし、
前記原料のうち特定成分を濃縮する濃縮工程と、
濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動工程と、
溶媒に移動した前記特定成分を前記溶媒から分離する分離工程とを
有する成分濃縮方法。
【請求項8】
原料がエチルアルコール−水の混合物である請求項7に記載の成分濃縮方法。
【請求項9】
濃縮工程が蒸留である請求項7に記載の成分濃縮方法。
【請求項10】
相間物質移動工程が抽出である請求項7に記載の成分濃縮方法。
【請求項11】
相間物質移動工程が吸収である請求項7に記載の成分濃縮方法。
【請求項12】
分離工程がフラッシュ蒸発である請求項7に記載の成分濃縮方法。
【請求項1】
共沸混合物を形成しうる複数の成分からなる混合物を原料とし、
前記原料のうち特定成分を濃縮する濃縮装置と、
濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動装置と、
溶媒に移動した前記特定成分を前記溶媒から分離する分離装置とを
有する成分濃縮プラント。
【請求項2】
原料がエチルアルコール−水の混合物である請求項1に記載の成分濃縮プラント。
【請求項3】
濃縮装置が蒸留塔である請求項1に記載の成分濃縮プラント。
【請求項4】
相間物質移動装置が抽出塔である請求項1に記載の成分濃縮プラント。
【請求項5】
相間物質移動装置が吸収塔である請求項1に記載の成分濃縮プラント。
【請求項6】
分離装置がフラッシュ蒸発缶である請求項1に記載の成分濃縮プラント。
【請求項7】
共沸混合物を形成しうる複数の成分からなる混合物を原料とし、
前記原料のうち特定成分を濃縮する濃縮工程と、
濃縮された前記特定成分を溶媒に選択的に移動させる相間物質移動工程と、
溶媒に移動した前記特定成分を前記溶媒から分離する分離工程とを
有する成分濃縮方法。
【請求項8】
原料がエチルアルコール−水の混合物である請求項7に記載の成分濃縮方法。
【請求項9】
濃縮工程が蒸留である請求項7に記載の成分濃縮方法。
【請求項10】
相間物質移動工程が抽出である請求項7に記載の成分濃縮方法。
【請求項11】
相間物質移動工程が吸収である請求項7に記載の成分濃縮方法。
【請求項12】
分離工程がフラッシュ蒸発である請求項7に記載の成分濃縮方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】

【図9】
【図10】

【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2008−264612(P2008−264612A)
【公開日】平成20年11月6日(2008.11.6)
【国際特許分類】
【出願番号】特願2007−107421(P2007−107421)
【出願日】平成19年4月16日(2007.4.16)
【出願人】(304021417)国立大学法人東京工業大学 (1,821)
【Fターム(参考)】
【公開日】平成20年11月6日(2008.11.6)
【国際特許分類】
【出願日】平成19年4月16日(2007.4.16)
【出願人】(304021417)国立大学法人東京工業大学 (1,821)
【Fターム(参考)】
[ Back to top ]