
捺染織編物及び捺染方法
【課題】織編物の表面及び裏面に表裏対称な模様が印捺されており、この模様が表面及び裏面で異なる色彩をもつ捺染織編物及びその捺染方法を提供する。
【解決手段】織編物の表面又は裏面のうち一方の面から、第1印捺部位に第1捺染糊を印捺する第1印捺工程と、この第1印捺工程に続いて、当該第1印捺工程の印捺面と同じ面から、第1印捺部位に重ねると共に、第2印捺部位に第2捺染糊を印捺する第2印捺工程と、この第2印捺工程に続いて、当該第2印捺工程の印捺面と同じ面から、第1印捺部位及び第2印捺部位に重ねて第3捺染糊を印捺する第3印捺工程とを備えている。ここで、第2捺染糊及び第3捺染糊は、それぞれ異なる色彩となる反応染料を含有している。また、第3捺染糊は、アルカリ触媒を含有しており、第1捺染糊は、当該アルカリ触媒を中和するための酸或いは酸発生剤を含有している。
【解決手段】織編物の表面又は裏面のうち一方の面から、第1印捺部位に第1捺染糊を印捺する第1印捺工程と、この第1印捺工程に続いて、当該第1印捺工程の印捺面と同じ面から、第1印捺部位に重ねると共に、第2印捺部位に第2捺染糊を印捺する第2印捺工程と、この第2印捺工程に続いて、当該第2印捺工程の印捺面と同じ面から、第1印捺部位及び第2印捺部位に重ねて第3捺染糊を印捺する第3印捺工程とを備えている。ここで、第2捺染糊及び第3捺染糊は、それぞれ異なる色彩となる反応染料を含有している。また、第3捺染糊は、アルカリ触媒を含有しており、第1捺染糊は、当該アルカリ触媒を中和するための酸或いは酸発生剤を含有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面及び裏面に表裏対称な模様を有する捺染織編物に関するものである。また、本発明は、織編物に表裏対称な模様を付与する捺染方法に関するものである。
【背景技術】
【0002】
織編物の染色において、無地織編物は、浸染によって染色され表裏同一の色彩を有している。一方、捺染織編物は、表面に複数の色彩からなる明瞭な模様が染色されており、その裏面には染色されていない部分や掠れた部分を含む不明瞭な模様が現れている。そこで、捺染織編物においても、表面と裏面とに明瞭な模様を染色することが求められる。
【0003】
厚みのある織編物においては、両面から別々に2回の捺染を行えば、表裏両面に明瞭な模様を染色することができるが、表裏対称な模様を染色することはできない。一方、厚みがなく薄い織編物においては、両面から別々に2回の捺染を行えば、表裏の模様が互いに反対面に影響して、表裏両面の模様がいずれも不明瞭なものとなってしまう。
【0004】
そこで、厚みがなく薄い織編物において、表裏両面に明瞭な模様を染色するためには、表裏対称な模様を捺染する必要がある。このような織編物を捺染する方法は、各種提案されている。例えば、下記特許文献1には、インクジェットノズルを用いて布帛の両面に表裏対称に印捺する帯状布帛の連続捺染方法及び装置が提案されている。また、下記特許文献2には、布帛の両面所定の位置に位置決め用目印を付けておき、表面をインクジェット捺染したのち布帛を裏返して再度、裏面をインクジェット捺染する両面捺染方法及び両面捺染布が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平11−81162号公報
【特許文献2】特開2001−336073号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、上記特許文献1の方法及び装置では、長尺方向に走行する布帛の両面に表裏両側からインクジェットノズルによる印捺を行うための特殊な装置が必要であり、設備面の費用が大きくなるという問題があった。
【0007】
一方、上記特許文献2の方法では、1回目の印捺後に布帛を裏返して2回目の印捺のために捺染機に装着する。この時、模様の位置がずれやすく、また、加工時間が長くかかり生産性が悪いという問題があった。更に、上記特許文献2の方法では、長尺の布帛を連続して印捺することができないという問題があった。
【0008】
更に、上記特許文献1及び2の方法で印捺された捺染品は、表裏対称な模様が印捺されているが、これらの模様は同一の色彩をもつものであった。すなわち、上記各方法は、表裏対称な模様を印捺するのに適したインクジェット捺染によるものである。このインクジェット捺染では、インクの粘度が低く、表面からの1回目の印捺で裏面にインクが浸透しやすい。しかし、裏面を表面と同程度に染色するまでには至らず、裏面からの2回目の印捺で裏面の不十分な部分を染色するようにしたものである。よって、上記特許文献1及び2の方法では、表裏対称な模様が異なる色彩をもつ織編物を染色することはできなかった。
【0009】
そこで、本発明は、以上のようなことに対処して、織編物の表面及び裏面に表裏対称な模様が印捺されており、この模様が表面及び裏面で異なる色彩をもつ捺染織編物を提供することを目的とする。また、本発明は、織編物に表裏対称な模様を印捺して上記捺染織編物を得るための捺染方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題の解決にあたり、本発明者らは、鋭意研究の結果、織編物の表面又は裏面のいずれか一方から捺染糊を重ねて印捺することにより、異なる色彩からなる表裏対称な模様が捺染された捺染織編物が得られることを見出し本発明に至った。
【0011】
即ち、本発明は、請求項1の記載によると、
表面及び裏面に表裏対称な模様を有する捺染織編物であって、
上記模様は、表裏両面に貫通する第1及び第2の印捺部位を備えており、
上記第1印捺部位は、表裏両面に亘って同一の無彩色又は同一の有彩色を有して、
上記第2印捺部位は、表面の色彩と裏面の色彩とが異なる有彩色を有しており、
上記第2印捺部位において、表面又は裏面のうち一方の面の色彩は、他方の面の色彩とこの色彩と異なる色彩との混合色であることを特徴とする捺染織編物。
【0012】
上記構成によれば、この捺染織編物には、第1及び第2の印捺部位が表裏両面に貫通しており、表裏対称な模様が明瞭に捺染されている。また、第1印捺部位は表裏両面の色彩が同一であるが、第2印捺部位は表裏両面の色彩が異なっている。よって、表裏両面に色彩の異なる模様をもつ捺染織編物を提供することができる。
【0013】
また、本発明は、請求項2の記載によると、請求項1に記載の捺染織編物であって、
上記第1印捺部位は、0.3mm〜3mmの線幅を有する細線或いは輪郭線、又は、0.3mm〜3mmの短径を有する小付柄を備えてなることを特徴とする。
【0014】
ここで、小付柄とは、例えば、小さな水玉柄(ドット柄ともいう)、小さな星柄など、形状にとらわれず小さな面積を有する柄全般をいうものとする。
【0015】
上記構成によれば、細線或いは輪郭線又は小付柄など繊細な模様を有する捺染織編物においても請求項1に記載の発明と同様の作用効果を達成し得る。ここで、細線或いは輪郭線又は小付柄などは、表裏両面に亘って同一の色彩(無彩色又は有彩色)を有する第1印捺部位において形成されている。
【0016】
また、本発明は、請求項3の記載によると、請求項1又は2に記載の捺染織編物であって、
セルロース系繊維を主体とする織編物からなり、この織編物の厚みが100マイクロメートル以上、300マイクロメートル以下であることを特徴とする。
【0017】
上記構成によれば、セルロース系繊維を主体とする薄地の織編物であって、その厚みが上記範囲にあることにより、表裏両面に色彩の異なる模様を表現することができ、請求項1に記載の発明と同様の作用効果を達成し得る。
【0018】
また、本発明は、請求項4の記載によると、
セルロース系繊維を主体とする織編物の表面及び裏面に表裏対称な模様を付与する捺染方法であって、
上記織編物の表面又は裏面のうち一方の面から、第1印捺部位に第1捺染糊を印捺する第1印捺工程と、
この第1印捺工程に続いて、当該第1印捺工程の印捺面と同じ面から、上記第1印捺部位に重ねると共に、第2印捺部位に第2捺染糊を印捺する第2印捺工程と、
この第2印捺工程に続いて、当該第2印捺工程の印捺面と同じ面から、上記第1印捺部位及び上記第2印捺部位に重ねて第3捺染糊を印捺する第3印捺工程とを備えており、
上記第2捺染糊及び上記第3捺染糊は、それぞれ異なる色彩となる反応染料を含有し、
上記第3捺染糊は、アルカリ触媒を含有し、
上記第1捺染糊は、上記アルカリ触媒を中和するための酸或いは酸発生剤を含有していることを特徴とする。
【0019】
上記構成によれば、第1印捺部位には、同一面から第1〜第3捺染糊の全てが重ねて印捺され、第2印捺部位には、同一面から第2及び第3捺染糊が重ねて印捺される。一方、第1捺染糊には、第3捺染糊に含まれるアルカリ触媒を中和するための酸或いは酸発生剤が含有されている。
【0020】
従って、第1捺染糊が最初に印捺される第1印捺部位においては、第3捺染糊に含有されるアルカリ触媒が第1捺染糊に含有される酸或いは酸発生剤によって中和されるために、第2及び第3捺染糊に含有される反応染料が発色することができない。
【0021】
よって、この第1印捺部位は、表裏両面に亘って同一の色彩(無彩色又は有彩色)を有することとなる。すなわち、第1捺染糊に着色顔料が含有されていれば、その顔料のもつ色彩となり、第1捺染糊に着色顔料が含有されていなければ、白色となる。
【0022】
一方、第1捺染糊が印捺されない第2印捺部位においては、第2及び第3捺染糊が同一面から印捺されるので、印捺面においては第2及び第3捺染糊に含有される反応染料が混合された色彩となる。他方、印捺面ではない面においては、先に印捺された第2捺染糊が後から印捺された第3捺染糊によって押し出され、この面においては、第2捺染糊に含有される反応染料の色彩のみが現れる。
【0023】
ここで、第3捺染糊には、反応染料とアルカリ触媒とが含有されているが、第2捺染糊には、反応染料のみが含有されアルカリ触媒が含有されていなくてもよい。第2印捺部位に最初に印捺された第2捺染糊にアルカリ触媒が含有されていない場合でも、後から印捺された第3捺染糊に含有されるアルカリ触媒が第2捺染糊中にマイグレーションして、第2捺染糊に含有される反応染料を反応させることができる。
【0024】
よって、請求項4に記載の捺染方法においては、表裏両面に色彩の異なる明瞭な模様をもつ捺染織編物を提供することができる。
【0025】
また、本発明は、請求項5の記載によると、請求項4に記載の捺染方法であって、
上記第2捺染糊は、アルカリ触媒を含有していることを特徴とする。
【0026】
上記構成によると、第1捺染糊が最初に印捺される第1印捺部位においては、第2捺染糊及び第3捺染糊に含有されるアルカリ触媒が第1捺染糊に含有される酸或いは酸発生剤によって中和される。一方、第1捺染糊が印捺されない第2印捺部位においては、第2及び第3捺染糊に含有される反応染料が発色し、請求項4に記載の発明と同様の作用効果が達成し得る。
【0027】
また、本発明は、請求項6の記載によると、請求項4又は5に記載の捺染方法であって、
ローラー捺染機を使用して上記第1〜第3印捺工程の印捺を行うことを特徴とする。
【0028】
上記構成によると、各種捺染機の中からローラー捺染機を採用することにより、細線柄や小付柄の表現精度が向上し、請求項4又は5に記載の発明と同様の作用効果がより一層達成し得る。
【図面の簡単な説明】
【0029】
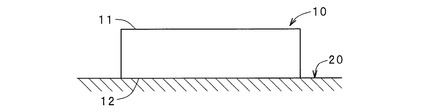
【図1】本発明に係る捺染方法の一実施形態において、印捺前の綿織物の断面を示す概略図である。
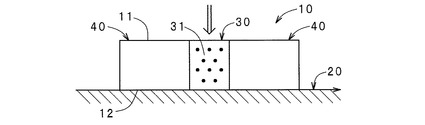
【図2】上記実施形態において、第1印捺工程後の綿織物の断面を示す概略図である。
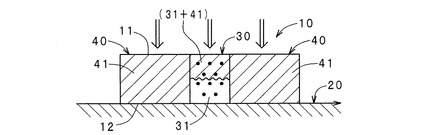
【図3】上記実施形態において、第2印捺工程後の綿織物の断面を示す概略図である。
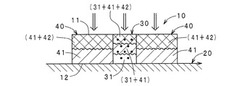
【図4】上記実施形態において、第3印捺工程後の綿織物の断面を示す概略図である。
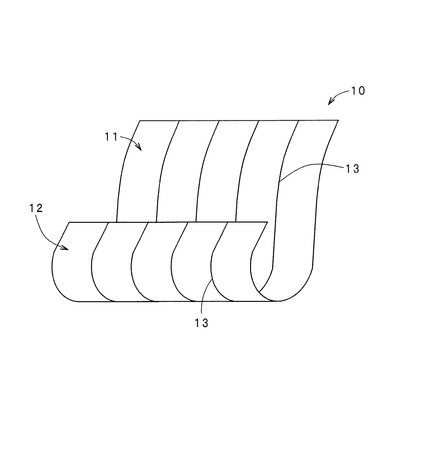
【図5】上記実施形態で捺染された捺染綿織物の表裏対称模様の一例を示す概略図である。
【発明を実施するための形態】
【0030】
以下、本発明に係る捺染織編物及び捺染方法を当該捺染方法の一実施形態により説明する。本実施形態は、ローラー捺染機を用いて薄地の綿織物に表裏対称な模様を付与する捺染方法に関するものである。
【0031】
本実施形態に係る捺染方法は、捺染糊調液工程、印捺工程、固着工程及び洗浄工程を含む。以下、各工程について説明する。
(A)捺染糊調液工程
本実施形態における捺染糊調液工程では、第1〜第3捺染糊を調液した。
【0032】
a.第1捺染糊の調液
第1印捺部位に印捺される第1捺染糊は、いわゆる酸防染用の防染糊であって、酸或いは酸発生剤を含有している。この酸或いは酸発生剤は、第1捺染糊が綿織物上で第2及び第3捺染糊と重なった時に、第2及び第3捺染糊或いは第3捺染糊のみに含有されるアルカリ触媒を中和するために用いられる。
【0033】
酸としては、例えば、酒石酸、クエン酸、リンゴ酸などの不揮発性の有機酸が用いられる。また、酸発生剤は、印捺後の固着工程での加熱により酸が発生しアルカリ触媒を中和する。この酸発生剤としては、例えば、塩化アンモニウム、硫酸アンモニウム、硝酸アンモニウムなどの塩類が用いられる。
【0034】
なお、第1捺染糊中の酸或いは酸発生剤の使用量は、第1捺染糊が綿織物上で第2及び第3捺染糊と重なった時に、第2及び第3捺染糊或いは第3捺染糊のみに含有されるアルカリ触媒を中和するに十分な量であればよく特に限定するものではない。例えば、酒石酸或いは塩化アンモニウムを使用する場合には、その使用量は、第1捺染糊に対して3〜10重量%程度使用する。
【0035】
この第1捺染糊は、第1印捺部位を白色に残す白色防染糊と、第1印捺部位を着色する着色防染糊とに分かれる。白色防染糊は、上記の酸或いは酸発生剤、捺染糊に粘性を与える糊剤及び調整用の水を含有する。その他、場合により酸化チタンなどの白色顔料や蛍光増白剤などを混合してもよい。
【0036】
本実施形態の白色防染糊においては、酸として酒石酸を第1捺染糊に対して6重量%使用し、糊剤として通常の反応染料捺染で使用されるアルギン酸ナトリウムとO/Wエマルジョンとの混合糊剤であるハーフエマルジョン糊を使用した。ここで、O/Wエマルジョンとは、石油を原料とするミネラルターペンを乳化剤により水に分散した「オイル・イン・ウォーター」型のエマルジョンのことである。
【0037】
一方、着色防染糊は、上記の酸或いは酸発生剤、捺染糊に粘性を与えるレジューサー、着色顔料、顔料を固着するバインダー及び調整用の水を含有する。本実施形態の着色防染糊においては、酸として酒石酸を第1捺染糊に対して6重量%使用し、レジューサーとしてO/Wエマルジョンを使用した。顔料は、要求される色彩と濃度により適宜選定配合され、この顔料を固着するバインダーとして、Ryudye-W Binder RA-TE(アクリル樹脂エマルジョン、DIC株式会社)を第1捺染糊に対して15重量%使用した。
【0038】
b.第2捺染糊の調液
第2印捺部位に最初に印捺される第2捺染糊は、反応染料、糊剤及び染色助剤等を含有する。当該染色助剤としては、通常、反応染料の触媒であるアルカリ、ヒドロトロープ剤、抗還元剤及び金属イオン封鎖剤等がある。
【0039】
なお、第2捺染糊に含有される反応染料は、下記に説明する第3捺染糊に含有される反応染料と色彩が異なるようにする。このように、第2及び第3捺染糊の色彩が異なることにより、捺染綿織物の表裏対称模様の色彩が異なることとなる。
【0040】
本実施形態に使用される反応染料は、セルロースに反応する少なくとも1個の反応性基を有する染料であって、これらの反応染料には、モノアゾ系、ポリアゾ系、アントラキノン系、フタロシアニン系、ホルマザン系又はジオキサジン系等がある。ここで、セルロースに対する代表的な反応基としては、クロルトリアジン基、クロルピリミジン基、ビニルスルホン基等があるが、これらに限るものではなく、いずれのタイプでもよい。また、ビニルスルホン基とモノクロルトリアジン基を有する二官能染料等であってもよい。
【0041】
この反応染料の使用量は、求める捺染柄の色相と染色濃度によって適宜決定される。また、これらの染料は、必要とする色相に合わせるために複数の染料を配合して使用してもよい。
【0042】
第2捺染糊の増粘成分としての糊剤は、反応染料の発色に影響を与えないものであれば、どのような糊剤を使用してもよいが、通常の反応染料捺染で使用されるアルギン酸ナトリウムとO/Wエマルジョンとの混合糊剤であるハーフエマルジョン糊などを使用することがよい。
【0043】
ここで、第2捺染糊においては、反応染料のアルカリ触媒を含有するようにしてもよいし、アルカリ触媒を含有しないようにしてもよい。通常の反応染料捺染糊においては、必ずアルカリ触媒を含有しなければ、反応染料が発色することができないが、本発明においては、第2捺染糊に重ねて印捺される第3捺染糊に含有されるアルカリ触媒が、反応染料の固着工程において第2捺染糊の部分にもマイグレーションして、第2捺染糊に含有される反応染料を発色させることができる。
【0044】
本実施形態の第2捺染糊においては、反応染料は、要求される色彩と濃度により適宜選定配合され、糊剤として通常の反応染料捺染で使用される上記ハーフエマルジョン糊を使用した。また、本実施形態の第2捺染糊においては、アルカリ触媒及びヒドロトロープ剤は使用しなかった。
【0045】
c.第3捺染糊の調液
第2印捺部位に後から印捺される第3捺染糊は、反応染料、糊剤及び染色助剤等を含有する。当該染色助剤としては、反応染料の触媒であるアルカリ、ヒドロトロープ剤、抗還元剤及び金属イオン封鎖剤等がある。
【0046】
なお、第3捺染糊においては、上述のように、第2捺染糊と異なる色彩の反応染料を使用する。その他の糊剤及び染色助剤等は第2捺染糊と同一であってよい。このように、第2及び第3捺染糊の色彩が異なることにより、捺染綿織物の表裏対称模様の色彩が異なることとなる。
【0047】
本実施形態に使用される反応染料は、上述の第2捺染糊に使用される反応染料と同様である。この反応染料の使用量は、求める捺染柄の色相と染色濃度によって適宜決定される。また、これらの染料は、必要とする色相に合わせるために複数の染料を配合して使用してもよい。
【0048】
第3捺染糊の増粘成分としての糊剤は、上述の第2捺染糊と同様に、反応染料の発色に影響を与えないものであれば、どのような糊剤を使用してもよいが、通常の反応染料捺染で使用されるアルギン酸ナトリウムとO/Wエマルジョンとの混合糊剤であるハーフエマルジョン糊などを使用することがよい。
【0049】
また、第3捺染糊においては、反応染料のアルカリ触媒を必ず含有するようにする。上述のように、第2捺染糊においては、アルカリ触媒を含有しない場合もあるが、この場合においても、第3捺染糊においては、反応染料のアルカリ触媒を必ず含有するようにする。このアルカリ触媒には、一般に、炭酸ナトリウム又は炭酸水素ナトリウム等が使用される。例えば、炭酸ナトリウム或いは炭酸水素ナトリウムを使用する場合には、その使用量は、第3捺染糊に対して1.5〜2.5重量%程度使用する。更に、反応染料の固着を向上させるために捺染糊中に各種ヒドロトロープ剤を含有するようにしてもよい。
【0050】
本実施形態の第3捺染糊においては、反応染料は、要求される色彩と濃度により適宜選定配合され、糊剤として通常の反応染料捺染で使用される上記ハーフエマルジョン糊を使用した。アルカリ触媒としては、炭酸水素ナトリウムを第3捺染糊に対して2重量%使用した。また、ヒドロトロープ剤として尿素を第3捺染糊に対して10重量%使用した。
(B)印捺工程
本実施形態における印捺工程では、通常のローラー捺染機が使用される。このローラー捺染機では、綿織物をその長尺方向に連続して走行させながら、印捺する部分は大型のドラムベッドに固定して捺染糊を綿織物に印捺する。印捺後の綿織物は、ローラー捺染機の後部に設置された乾燥機で乾燥される。
【0051】
本実施形態で使用したローラー捺染機は、銅ロールに彫刻された凹版による印捺方式を採用し、捺染糊の印捺量をコントロールすることが容易である。また、細線柄や模様の輪郭線を明瞭に印捺することができ、ストライプ柄などの連続柄を捺染するのにも有効である。
【0052】
ここで、本実施形態の印捺工程を図面により詳細に説明する。図1〜図4は、本実施形態の印捺工程において、印捺前及び第1、第2、第3印捺工程後の綿織物の断面をそれぞれ示している。図1は、印捺前の綿織物の断面を概略的に表している。綿織物10は、ローラー捺染機(図示せず)のドラムベッド20に固定されている。ここで、綿織物10の表裏両面のうち、ドラムベッド20に固定されていない面を表面11とし、ドラムベッド20に固定されている面を裏面12とする。
【0053】
a.第1印捺工程
第1印捺工程においては、綿織物10の表面11側から、第1印捺糊を印捺する。図2は、第1印捺工程後の綿織物の断面を概略的に表している。ここで、第1印捺部位30においては、第1捺染糊31が表面11側から裏面12側まで浸透するように印捺されている。一方、第2印捺部位40には、未だ捺染糊は印捺されていない。図2において、矢印は第1捺染糊31の印捺方向を示している。第1印捺部位30に印捺された第1捺染糊31は、白色防染糊又は着色防染糊である。
【0054】
b.第2印捺工程
第2印捺工程においては、綿織物10の表面11側から、第2印捺糊を印捺する。図3は、第2印捺工程後の綿織物の断面を概略的に表している。この第2印捺工程では、第2印捺部位40と共に第1印捺部位30にも第2捺染糊41が印捺されている。図3において、矢印は第2捺染糊41の印捺方向を示している。第1印捺部位30及び第2印捺部位40に印捺された第2捺染糊41は、反応染料を含有する捺染糊である。
【0055】
ここで、第1印捺部位30においては、裏面12側には第1捺染糊31のみが印捺されているが、表面11側には第1捺染糊31と第2捺染糊41とが混合された形で印捺されている。このことは、後から印捺された第2捺染糊41が、先に印捺されていた第1捺染糊31の存在によって裏面12まで浸透することができないことによる。一方、第2印捺部位40においては、第2捺染糊41が表面11側から裏面12側まで浸透するように印捺されている。
【0056】
c.第3印捺工程
第3印捺工程においては、綿織物10の表面11側から、第3印捺糊を印捺する。図4は、第3印捺工程後の綿織物の断面を概略的に表している。この第3印捺工程では、第2印捺部位40と共に第1印捺部位30にも第3捺染糊42が印捺されている。図4において、矢印は第3捺染糊42の印捺方向を示している。第1印捺部位30及び第2印捺部位40に印捺された第3捺染糊42は、第2捺染糊41とは色相が異なる反応染料を含有する捺染糊である。
【0057】
ここで、第1印捺部位30においては、裏面12側には第1捺染糊31のみが印捺され、表面11と裏面12との中間部位には、第1捺染糊31と第2捺染糊41とが混合された形で印捺され、更に、表面11側には第1捺染糊31と第2捺染糊41と第3捺染糊42とが混合された形で印捺されている。このことは、最後に印捺された第3捺染糊42が、先に印捺されていた第1捺染糊31及び第2捺染糊41の存在によって中央部にまで浸透することができず、図3の第1印捺部位30の状態をそのまま押し下げたことによる。
【0058】
一方、第2印捺部位40においては、裏面12側には第2捺染糊41のみが印捺されているが、表面11側には第2捺染糊41と第3捺染糊42とが混合された形で印捺されている。このことは、後から印捺された第3捺染糊42が、先に印捺されていた第2捺染糊41の存在によって裏面12まで浸透することができないことによる。
(C)固着工程
続く固着工程においては、印捺工程後に第2印捺部位において、第2及び第3捺染糊中の反応染料を綿織物に固着する。反応染料の固着は、通常、蒸熱処理により行われる。この蒸熱処理においては、一般に、100〜130℃程度の常圧飽和水蒸気中又は常圧加熱水蒸気中で1〜20分間、好ましくは、3〜10分間、上記綿織物を処理する。本実施形態においては、連続式の常圧蒸熱機を使用して、103℃の常圧加熱水蒸気中で8分間処理した。
【0059】
ここで、第1捺染糊に白色防染糊を使用する場合には、上記蒸熱処理のみを行うようにすればよいが、第1捺染糊に顔料を含有した着色防染糊を使用する場合には、顔料を綿織物に固着する必要がある。その為、印捺後の固着工程において蒸熱処理に加え、バインダーを固着するための乾熱処理を行う。この乾熱処理においては、一般に、130〜180℃程度の加熱空気中で30秒〜10分間、好ましくは、1〜5分間、上記綿織物を処理する。本実施形態においては、連続式のベーキング装置を使用して、160℃で2分間行った。
【0060】
この固着工程の結果、第1印捺部位30においては、第1捺染糊31に含有される酸によって、第3捺染糊42に含まれるアルカリ触媒が中和され、第2捺染糊41及び第3捺染糊42に含有される反応染料が発色することができない。よって、第1捺染糊31が白色防染糊である場合には、第1印捺部位30は白色になり、また、第1捺染糊31が着色防染糊である場合には、第1印捺部位30は第1捺染糊31に含有される顔料の色彩となる。
【0061】
一方、第2印捺部位40においては、表面11の色彩は、第2捺染糊41に含有される反応染料の色彩と第3捺染糊42に含有される反応染料の色彩との混合された色彩となる。これに対して、裏面12の色彩は、第2捺染糊41に含有される反応染料の色彩となる。
【0062】
上述のように、本実施形態においては、第3捺染糊には、反応染料とアルカリ触媒とが含有されているが、第2捺染糊には、反応染料のみが含有されアルカリ触媒が含有されていない。しかし、この固着工程において、第3捺染糊に含有されるアルカリ触媒が第2捺染糊中にマイグレーションして、第2捺染糊に含有される反応染料を反応させることができる。このとき、第3捺染糊にヒドロとロープ剤が含有されている場合には、アルカリ触媒のマイグレーションに有効に作用するものと考えられる。
(D)洗浄工程
続く洗浄工程においては、固着工程後の綿織物を洗浄する。反応染料の洗浄は、一般に、冷水で洗浄して大まかな糊剤等を除去した後、80〜100℃程度の温水で十分に洗浄する。場合により、界面活性剤又はトリポリリン酸ナトリウムのような洗浄剤を併用してもよい。本実施形態においては、連続式拡布洗浄機により冷水及び温水(90℃)で十分に洗浄した。この洗浄した綿織物を脱水、乾燥して、捺染綿織物を得た。
【0063】
以下、本実施形態に係る捺染方法において、次のような各実施例の捺染綿織物を作成した。なお、使用した綿織物は、いずれも通常の方法で糊抜き・精練・漂白・シルケット加工したものを使用した。
実施例1:
綿織物として、60番手ローン織物(織規格;60×60/90×88)を使用した。この60番手ローン織物の厚みは、180マイクロメートルであった。
【0064】
第1捺染糊には、上記白色防染糊を使用した。第2捺染糊には、赤色の反応染料として、Cibacron Red P-6B 33%liq.(C. I. Reactive Red 218、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。第3捺染糊には、黄色の反応染料として、Cibacron Yellow P-6GS 33%liq.(C. I. Reactive Yellow 95、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。
【0065】
ローラー捺染機による印捺は、まず、第1捺染糊で0.5mm幅の縦ストライプ柄を印捺し、続いて、赤色の第2捺染糊で全面に印捺し、更に黄色の第3捺染糊で全面に印捺した。
【0066】
固着、洗浄、乾燥後の60番手ローン織物は、表側には、第2捺染糊の赤色と第3捺染糊の黄色が混色されたオレンジ色の地色に0.5mm幅の白色のストライプ柄が捺染されていた。一方、裏面には、第2捺染糊の赤色の地色に0.5mm幅の白色のストライプ柄が捺染されていた。また、この0.5mm幅の白色のストライプ柄は、表裏対称な模様を構成していた。本実施例1の捺染綿織物の概要を図2に示す。図2において、綿織物10の表面11及び裏面12には、表裏対称なストライプ柄13が捺染されていた。
実施例2:
綿織物として、40番手フランス綾織物(織規格;40×40/100×70)を使用した。この40番手フランス綾織物の厚みは、245マイクロメートルであった。
【0067】
第1捺染糊には、上記白色防染糊を使用した。第2捺染糊には、ターキスブルーの反応染料として、Kayacion Turquois Blue P-3GF 33%liq.(C. I. No. 非公表、日本化薬株式会社)を7.5重量%使用した。第3捺染糊には、黄色の反応染料として、Cibacron Yellow P-6GS 33%liq.(C. I. Reactive Yellow 95、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。
【0068】
ローラー捺染機による印捺は、まず、第1捺染糊で1.5mm径の小水玉柄を印捺し、続いて、ターキスブルーの第2捺染糊で全面に印捺し、更に黄色の第3捺染糊で全面に印捺した。
【0069】
固着、洗浄、乾燥後の40番手フランス綾織物は、表側には、第2捺染糊のターキスブルーと第3捺染糊の黄色が混色された鮮明な緑色の地色に1.5mm径の白色の小水玉柄が捺染されていた。一方、裏面には、第2捺染糊のターキスブルーの地色に1.5mm径の白色の小水玉柄が捺染されていた。また、この1.5mm径の白色の小水玉柄は、表裏対称な模様を構成していた。
実施例3:
綿織物として、30番手シーティング織物(織規格;30×30/68×68)を使用した。この30番手シーティング織物の厚みは、300マイクロメートルであった。
【0070】
第1捺染糊には、上記白色防染糊を使用した。第2捺染糊には、黄色の反応染料として、Cibacron Yellow P-6GS 33%liq.(C. I. Reactive Yellow 95、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。第3捺染糊には、ターキスブルーの反応染料として、Kayacion Turquois Blue P-3GF 33%liq.(C. I. No. 非公表、日本化薬株式会社)を7.5重量%使用した。
【0071】
ローラー捺染機による印捺は、まず、第1捺染糊で1.5mm幅の縦ストライプ柄を印捺し、続いて、黄色の第2捺染糊で全面に印捺し、更にターキスブルーの第3捺染糊で全面に印捺した。
【0072】
固着、洗浄、乾燥後の30番手シーティング織物は、表側には、第2捺染糊の黄色と第3捺染糊のターキスブルーが混色された鮮明な緑色の地色に1.5mm幅の白色の縦ストライプ柄が捺染されていた。一方、裏面には、第2捺染糊の黄色の地色に1.5mm幅の白色の縦ストライプ柄が捺染されていた。また、この1.5mm幅の白色の縦ストライプ柄は、表裏対称な模様を構成していた。
実施例4:
綿織物として、30番手細布織物(織規格;30×30/69×52)を使用した。この30番手細布織物の厚みは、280マイクロメートルであった。
【0073】
第1捺染糊には、上記白色防染糊を使用した。第2捺染糊には、赤色の反応染料として、Cibacron Red P-6B 33%liq.(C. I. Reactive Red 218、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。第3捺染糊には、青色の反応染料として、Cibacron Blue P-3R 40%liq.(C. I. Reactive Blue 49、チバスペシャルティ・ケミカルズ株式会社)を8重量%使用した。
【0074】
ローラー捺染機による印捺は、まず、第1捺染糊で3mm径の水玉柄を印捺し、続いて、赤色の第2捺染糊で全面に印捺し、更に青色の第3捺染糊で全面に印捺した。
【0075】
固着、洗浄、乾燥後の30番手細布織物は、表側には、第2捺染糊の赤色と第3捺染糊の青色が混色された紫色の地色に3mm径の白色の水玉柄が捺染されていた。一方、裏面には、第2捺染糊の赤色の地色に3mm径の白色の水玉柄が捺染されていた。また、この3mm径の白色の水玉柄は、表裏対称な模様を構成していた。
実施例5:
綿織物として、80番手ローン織物(織規格;80×80/90×88)を使用した。この80番手ローン織物の厚みは、150マイクロメートルであった。
【0076】
第1捺染糊には、上記白色防染糊を使用した。第2捺染糊には、赤色の反応染料として、Cibacron Red P-6B 33%liq.(C. I. Reactive Red 218、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。第3捺染糊には、黄色の反応染料として、Cibacron Yellow P-6GS 33%liq.(C. I. Reactive Yellow 95、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。
【0077】
ローラー捺染機による印捺は、まず、第1捺染糊で15mm径の水玉柄を印捺し、続いて、赤色の第2捺染糊で全面に印捺し、更に黄色の第3捺染糊で全面に印捺した。
【0078】
固着、洗浄、乾燥後の80番手ローン織物は、表側には、第2捺染糊の赤色と第3捺染糊の黄色が混色されたオレンジ色の地色に15mm径の白色の水玉柄が捺染されていた。一方、裏面には、第2捺染糊の赤色の地色に15mm径の白色の水玉柄が捺染されていた。また、この15mm径の白色の水玉柄は、表裏対称な模様を構成していた。
実施例6:
綿織物として、30番手ドビー織物(織規格;30×30/105×70)を使用した。この30番手ドビー織物の厚みは、290マイクロメートルであった。
【0079】
第1捺染糊には、黄色の顔料として、Ryudye-W Yellow FRT(C. I. No. 非公表、DIC株式会社)を3重量%配合した着色防染糊を使用した。第2捺染糊には、青色の反応染料として、Cibacron Blue P-3R 40%liq. (C. I. Reactive Blue 49、チバスペシャルティ・ケミカルズ株式会社)を8重量%使用した。第3捺染糊には、赤色の反応染料として、Cibacron Red P-6B 33%liq.(C. I. Reactive Red 218、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。
【0080】
ローラー捺染機による印捺は、まず、第1捺染糊で花びら柄の1mmの輪郭線を印捺し、続いて、青色の第2捺染糊で全面に印捺し、更に赤色の第3捺染糊で全面に印捺した。
【0081】
本実施例6では、顔料を含有した着色防染糊を使用しているので、顔料を綿織物に固着する必要がある。その為、印捺後の固着工程において蒸熱処理に加え、バインダーを固着するための乾熱処理を160℃で2分間行った。
【0082】
固着、洗浄、乾燥後の30番手ドビー織物は、表側には、第2捺染糊の青色と第3捺染糊の赤色が混色された紫色の地色に花びら柄が1mm幅の黄色の輪郭線で捺染されていた。一方、裏面には、第2捺染糊の青色の地色に花びら柄が1mm幅の黄色の輪郭線で捺染されていた。また、この1mm幅の黄色の輪郭線で描かれた花びら柄は、表裏対称な模様を構成していた。
【0083】
上述のように、実施例1〜6の各捺染綿織物は、いずれも、表裏対称な模様が明瞭に捺染されていた。また、ストライプ柄、水玉柄及び輪郭線は表裏両面の色彩が白色又は黄色で同一色彩であるが、地色の部分は、表裏両面の色彩が異なって捺染されていた。よって、上記実施形態においては、表裏両面に色彩の異なる明瞭な模様をもつ捺染綿織物を提供することができる。
【0084】
なお、本発明の実施にあたり、上記実施形態に限らず次のような種々の変形例が挙げられる。
(1)上記実施形態においては、印捺工程にローラー捺染機を使用するものであるが、これに限定せず、フラットスクリーンやロータリースクリーン等を使用するようにしてもよい。
(2)上記実施形態においては、第1及び第2印捺部位をそれぞれ1組の色彩で設けるものであるが、これら第1及び第2の印捺部位は、それぞれ同一の捺染綿織物に異なる色彩で複数個所設けるようにしてもよい。
(3)上記実施形態においては、綿織物を使用するものであるが、これに限定せず、綿以外にも、麻、レーヨン、キュプラ、ポリノジック、溶剤紡糸セルロース等のセルロース系繊維を使用するものであってもよい。また、これらのセルロース系繊維の単一使用又はこれらの複合使用、或いは、これらと他の繊維との複合使用からなる織物又は編物を使用するようにしてもよい。
【符号の説明】
【0085】
10…綿織物、11…表面、12…裏面、20…ドラムベッド、30…第1印捺部位、31…第1捺染糊、40…第2印捺部位、41…第2捺染糊、42…第3捺染糊。
【技術分野】
【0001】
本発明は、表面及び裏面に表裏対称な模様を有する捺染織編物に関するものである。また、本発明は、織編物に表裏対称な模様を付与する捺染方法に関するものである。
【背景技術】
【0002】
織編物の染色において、無地織編物は、浸染によって染色され表裏同一の色彩を有している。一方、捺染織編物は、表面に複数の色彩からなる明瞭な模様が染色されており、その裏面には染色されていない部分や掠れた部分を含む不明瞭な模様が現れている。そこで、捺染織編物においても、表面と裏面とに明瞭な模様を染色することが求められる。
【0003】
厚みのある織編物においては、両面から別々に2回の捺染を行えば、表裏両面に明瞭な模様を染色することができるが、表裏対称な模様を染色することはできない。一方、厚みがなく薄い織編物においては、両面から別々に2回の捺染を行えば、表裏の模様が互いに反対面に影響して、表裏両面の模様がいずれも不明瞭なものとなってしまう。
【0004】
そこで、厚みがなく薄い織編物において、表裏両面に明瞭な模様を染色するためには、表裏対称な模様を捺染する必要がある。このような織編物を捺染する方法は、各種提案されている。例えば、下記特許文献1には、インクジェットノズルを用いて布帛の両面に表裏対称に印捺する帯状布帛の連続捺染方法及び装置が提案されている。また、下記特許文献2には、布帛の両面所定の位置に位置決め用目印を付けておき、表面をインクジェット捺染したのち布帛を裏返して再度、裏面をインクジェット捺染する両面捺染方法及び両面捺染布が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平11−81162号公報
【特許文献2】特開2001−336073号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、上記特許文献1の方法及び装置では、長尺方向に走行する布帛の両面に表裏両側からインクジェットノズルによる印捺を行うための特殊な装置が必要であり、設備面の費用が大きくなるという問題があった。
【0007】
一方、上記特許文献2の方法では、1回目の印捺後に布帛を裏返して2回目の印捺のために捺染機に装着する。この時、模様の位置がずれやすく、また、加工時間が長くかかり生産性が悪いという問題があった。更に、上記特許文献2の方法では、長尺の布帛を連続して印捺することができないという問題があった。
【0008】
更に、上記特許文献1及び2の方法で印捺された捺染品は、表裏対称な模様が印捺されているが、これらの模様は同一の色彩をもつものであった。すなわち、上記各方法は、表裏対称な模様を印捺するのに適したインクジェット捺染によるものである。このインクジェット捺染では、インクの粘度が低く、表面からの1回目の印捺で裏面にインクが浸透しやすい。しかし、裏面を表面と同程度に染色するまでには至らず、裏面からの2回目の印捺で裏面の不十分な部分を染色するようにしたものである。よって、上記特許文献1及び2の方法では、表裏対称な模様が異なる色彩をもつ織編物を染色することはできなかった。
【0009】
そこで、本発明は、以上のようなことに対処して、織編物の表面及び裏面に表裏対称な模様が印捺されており、この模様が表面及び裏面で異なる色彩をもつ捺染織編物を提供することを目的とする。また、本発明は、織編物に表裏対称な模様を印捺して上記捺染織編物を得るための捺染方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題の解決にあたり、本発明者らは、鋭意研究の結果、織編物の表面又は裏面のいずれか一方から捺染糊を重ねて印捺することにより、異なる色彩からなる表裏対称な模様が捺染された捺染織編物が得られることを見出し本発明に至った。
【0011】
即ち、本発明は、請求項1の記載によると、
表面及び裏面に表裏対称な模様を有する捺染織編物であって、
上記模様は、表裏両面に貫通する第1及び第2の印捺部位を備えており、
上記第1印捺部位は、表裏両面に亘って同一の無彩色又は同一の有彩色を有して、
上記第2印捺部位は、表面の色彩と裏面の色彩とが異なる有彩色を有しており、
上記第2印捺部位において、表面又は裏面のうち一方の面の色彩は、他方の面の色彩とこの色彩と異なる色彩との混合色であることを特徴とする捺染織編物。
【0012】
上記構成によれば、この捺染織編物には、第1及び第2の印捺部位が表裏両面に貫通しており、表裏対称な模様が明瞭に捺染されている。また、第1印捺部位は表裏両面の色彩が同一であるが、第2印捺部位は表裏両面の色彩が異なっている。よって、表裏両面に色彩の異なる模様をもつ捺染織編物を提供することができる。
【0013】
また、本発明は、請求項2の記載によると、請求項1に記載の捺染織編物であって、
上記第1印捺部位は、0.3mm〜3mmの線幅を有する細線或いは輪郭線、又は、0.3mm〜3mmの短径を有する小付柄を備えてなることを特徴とする。
【0014】
ここで、小付柄とは、例えば、小さな水玉柄(ドット柄ともいう)、小さな星柄など、形状にとらわれず小さな面積を有する柄全般をいうものとする。
【0015】
上記構成によれば、細線或いは輪郭線又は小付柄など繊細な模様を有する捺染織編物においても請求項1に記載の発明と同様の作用効果を達成し得る。ここで、細線或いは輪郭線又は小付柄などは、表裏両面に亘って同一の色彩(無彩色又は有彩色)を有する第1印捺部位において形成されている。
【0016】
また、本発明は、請求項3の記載によると、請求項1又は2に記載の捺染織編物であって、
セルロース系繊維を主体とする織編物からなり、この織編物の厚みが100マイクロメートル以上、300マイクロメートル以下であることを特徴とする。
【0017】
上記構成によれば、セルロース系繊維を主体とする薄地の織編物であって、その厚みが上記範囲にあることにより、表裏両面に色彩の異なる模様を表現することができ、請求項1に記載の発明と同様の作用効果を達成し得る。
【0018】
また、本発明は、請求項4の記載によると、
セルロース系繊維を主体とする織編物の表面及び裏面に表裏対称な模様を付与する捺染方法であって、
上記織編物の表面又は裏面のうち一方の面から、第1印捺部位に第1捺染糊を印捺する第1印捺工程と、
この第1印捺工程に続いて、当該第1印捺工程の印捺面と同じ面から、上記第1印捺部位に重ねると共に、第2印捺部位に第2捺染糊を印捺する第2印捺工程と、
この第2印捺工程に続いて、当該第2印捺工程の印捺面と同じ面から、上記第1印捺部位及び上記第2印捺部位に重ねて第3捺染糊を印捺する第3印捺工程とを備えており、
上記第2捺染糊及び上記第3捺染糊は、それぞれ異なる色彩となる反応染料を含有し、
上記第3捺染糊は、アルカリ触媒を含有し、
上記第1捺染糊は、上記アルカリ触媒を中和するための酸或いは酸発生剤を含有していることを特徴とする。
【0019】
上記構成によれば、第1印捺部位には、同一面から第1〜第3捺染糊の全てが重ねて印捺され、第2印捺部位には、同一面から第2及び第3捺染糊が重ねて印捺される。一方、第1捺染糊には、第3捺染糊に含まれるアルカリ触媒を中和するための酸或いは酸発生剤が含有されている。
【0020】
従って、第1捺染糊が最初に印捺される第1印捺部位においては、第3捺染糊に含有されるアルカリ触媒が第1捺染糊に含有される酸或いは酸発生剤によって中和されるために、第2及び第3捺染糊に含有される反応染料が発色することができない。
【0021】
よって、この第1印捺部位は、表裏両面に亘って同一の色彩(無彩色又は有彩色)を有することとなる。すなわち、第1捺染糊に着色顔料が含有されていれば、その顔料のもつ色彩となり、第1捺染糊に着色顔料が含有されていなければ、白色となる。
【0022】
一方、第1捺染糊が印捺されない第2印捺部位においては、第2及び第3捺染糊が同一面から印捺されるので、印捺面においては第2及び第3捺染糊に含有される反応染料が混合された色彩となる。他方、印捺面ではない面においては、先に印捺された第2捺染糊が後から印捺された第3捺染糊によって押し出され、この面においては、第2捺染糊に含有される反応染料の色彩のみが現れる。
【0023】
ここで、第3捺染糊には、反応染料とアルカリ触媒とが含有されているが、第2捺染糊には、反応染料のみが含有されアルカリ触媒が含有されていなくてもよい。第2印捺部位に最初に印捺された第2捺染糊にアルカリ触媒が含有されていない場合でも、後から印捺された第3捺染糊に含有されるアルカリ触媒が第2捺染糊中にマイグレーションして、第2捺染糊に含有される反応染料を反応させることができる。
【0024】
よって、請求項4に記載の捺染方法においては、表裏両面に色彩の異なる明瞭な模様をもつ捺染織編物を提供することができる。
【0025】
また、本発明は、請求項5の記載によると、請求項4に記載の捺染方法であって、
上記第2捺染糊は、アルカリ触媒を含有していることを特徴とする。
【0026】
上記構成によると、第1捺染糊が最初に印捺される第1印捺部位においては、第2捺染糊及び第3捺染糊に含有されるアルカリ触媒が第1捺染糊に含有される酸或いは酸発生剤によって中和される。一方、第1捺染糊が印捺されない第2印捺部位においては、第2及び第3捺染糊に含有される反応染料が発色し、請求項4に記載の発明と同様の作用効果が達成し得る。
【0027】
また、本発明は、請求項6の記載によると、請求項4又は5に記載の捺染方法であって、
ローラー捺染機を使用して上記第1〜第3印捺工程の印捺を行うことを特徴とする。
【0028】
上記構成によると、各種捺染機の中からローラー捺染機を採用することにより、細線柄や小付柄の表現精度が向上し、請求項4又は5に記載の発明と同様の作用効果がより一層達成し得る。
【図面の簡単な説明】
【0029】
【図1】本発明に係る捺染方法の一実施形態において、印捺前の綿織物の断面を示す概略図である。
【図2】上記実施形態において、第1印捺工程後の綿織物の断面を示す概略図である。
【図3】上記実施形態において、第2印捺工程後の綿織物の断面を示す概略図である。
【図4】上記実施形態において、第3印捺工程後の綿織物の断面を示す概略図である。
【図5】上記実施形態で捺染された捺染綿織物の表裏対称模様の一例を示す概略図である。
【発明を実施するための形態】
【0030】
以下、本発明に係る捺染織編物及び捺染方法を当該捺染方法の一実施形態により説明する。本実施形態は、ローラー捺染機を用いて薄地の綿織物に表裏対称な模様を付与する捺染方法に関するものである。
【0031】
本実施形態に係る捺染方法は、捺染糊調液工程、印捺工程、固着工程及び洗浄工程を含む。以下、各工程について説明する。
(A)捺染糊調液工程
本実施形態における捺染糊調液工程では、第1〜第3捺染糊を調液した。
【0032】
a.第1捺染糊の調液
第1印捺部位に印捺される第1捺染糊は、いわゆる酸防染用の防染糊であって、酸或いは酸発生剤を含有している。この酸或いは酸発生剤は、第1捺染糊が綿織物上で第2及び第3捺染糊と重なった時に、第2及び第3捺染糊或いは第3捺染糊のみに含有されるアルカリ触媒を中和するために用いられる。
【0033】
酸としては、例えば、酒石酸、クエン酸、リンゴ酸などの不揮発性の有機酸が用いられる。また、酸発生剤は、印捺後の固着工程での加熱により酸が発生しアルカリ触媒を中和する。この酸発生剤としては、例えば、塩化アンモニウム、硫酸アンモニウム、硝酸アンモニウムなどの塩類が用いられる。
【0034】
なお、第1捺染糊中の酸或いは酸発生剤の使用量は、第1捺染糊が綿織物上で第2及び第3捺染糊と重なった時に、第2及び第3捺染糊或いは第3捺染糊のみに含有されるアルカリ触媒を中和するに十分な量であればよく特に限定するものではない。例えば、酒石酸或いは塩化アンモニウムを使用する場合には、その使用量は、第1捺染糊に対して3〜10重量%程度使用する。
【0035】
この第1捺染糊は、第1印捺部位を白色に残す白色防染糊と、第1印捺部位を着色する着色防染糊とに分かれる。白色防染糊は、上記の酸或いは酸発生剤、捺染糊に粘性を与える糊剤及び調整用の水を含有する。その他、場合により酸化チタンなどの白色顔料や蛍光増白剤などを混合してもよい。
【0036】
本実施形態の白色防染糊においては、酸として酒石酸を第1捺染糊に対して6重量%使用し、糊剤として通常の反応染料捺染で使用されるアルギン酸ナトリウムとO/Wエマルジョンとの混合糊剤であるハーフエマルジョン糊を使用した。ここで、O/Wエマルジョンとは、石油を原料とするミネラルターペンを乳化剤により水に分散した「オイル・イン・ウォーター」型のエマルジョンのことである。
【0037】
一方、着色防染糊は、上記の酸或いは酸発生剤、捺染糊に粘性を与えるレジューサー、着色顔料、顔料を固着するバインダー及び調整用の水を含有する。本実施形態の着色防染糊においては、酸として酒石酸を第1捺染糊に対して6重量%使用し、レジューサーとしてO/Wエマルジョンを使用した。顔料は、要求される色彩と濃度により適宜選定配合され、この顔料を固着するバインダーとして、Ryudye-W Binder RA-TE(アクリル樹脂エマルジョン、DIC株式会社)を第1捺染糊に対して15重量%使用した。
【0038】
b.第2捺染糊の調液
第2印捺部位に最初に印捺される第2捺染糊は、反応染料、糊剤及び染色助剤等を含有する。当該染色助剤としては、通常、反応染料の触媒であるアルカリ、ヒドロトロープ剤、抗還元剤及び金属イオン封鎖剤等がある。
【0039】
なお、第2捺染糊に含有される反応染料は、下記に説明する第3捺染糊に含有される反応染料と色彩が異なるようにする。このように、第2及び第3捺染糊の色彩が異なることにより、捺染綿織物の表裏対称模様の色彩が異なることとなる。
【0040】
本実施形態に使用される反応染料は、セルロースに反応する少なくとも1個の反応性基を有する染料であって、これらの反応染料には、モノアゾ系、ポリアゾ系、アントラキノン系、フタロシアニン系、ホルマザン系又はジオキサジン系等がある。ここで、セルロースに対する代表的な反応基としては、クロルトリアジン基、クロルピリミジン基、ビニルスルホン基等があるが、これらに限るものではなく、いずれのタイプでもよい。また、ビニルスルホン基とモノクロルトリアジン基を有する二官能染料等であってもよい。
【0041】
この反応染料の使用量は、求める捺染柄の色相と染色濃度によって適宜決定される。また、これらの染料は、必要とする色相に合わせるために複数の染料を配合して使用してもよい。
【0042】
第2捺染糊の増粘成分としての糊剤は、反応染料の発色に影響を与えないものであれば、どのような糊剤を使用してもよいが、通常の反応染料捺染で使用されるアルギン酸ナトリウムとO/Wエマルジョンとの混合糊剤であるハーフエマルジョン糊などを使用することがよい。
【0043】
ここで、第2捺染糊においては、反応染料のアルカリ触媒を含有するようにしてもよいし、アルカリ触媒を含有しないようにしてもよい。通常の反応染料捺染糊においては、必ずアルカリ触媒を含有しなければ、反応染料が発色することができないが、本発明においては、第2捺染糊に重ねて印捺される第3捺染糊に含有されるアルカリ触媒が、反応染料の固着工程において第2捺染糊の部分にもマイグレーションして、第2捺染糊に含有される反応染料を発色させることができる。
【0044】
本実施形態の第2捺染糊においては、反応染料は、要求される色彩と濃度により適宜選定配合され、糊剤として通常の反応染料捺染で使用される上記ハーフエマルジョン糊を使用した。また、本実施形態の第2捺染糊においては、アルカリ触媒及びヒドロトロープ剤は使用しなかった。
【0045】
c.第3捺染糊の調液
第2印捺部位に後から印捺される第3捺染糊は、反応染料、糊剤及び染色助剤等を含有する。当該染色助剤としては、反応染料の触媒であるアルカリ、ヒドロトロープ剤、抗還元剤及び金属イオン封鎖剤等がある。
【0046】
なお、第3捺染糊においては、上述のように、第2捺染糊と異なる色彩の反応染料を使用する。その他の糊剤及び染色助剤等は第2捺染糊と同一であってよい。このように、第2及び第3捺染糊の色彩が異なることにより、捺染綿織物の表裏対称模様の色彩が異なることとなる。
【0047】
本実施形態に使用される反応染料は、上述の第2捺染糊に使用される反応染料と同様である。この反応染料の使用量は、求める捺染柄の色相と染色濃度によって適宜決定される。また、これらの染料は、必要とする色相に合わせるために複数の染料を配合して使用してもよい。
【0048】
第3捺染糊の増粘成分としての糊剤は、上述の第2捺染糊と同様に、反応染料の発色に影響を与えないものであれば、どのような糊剤を使用してもよいが、通常の反応染料捺染で使用されるアルギン酸ナトリウムとO/Wエマルジョンとの混合糊剤であるハーフエマルジョン糊などを使用することがよい。
【0049】
また、第3捺染糊においては、反応染料のアルカリ触媒を必ず含有するようにする。上述のように、第2捺染糊においては、アルカリ触媒を含有しない場合もあるが、この場合においても、第3捺染糊においては、反応染料のアルカリ触媒を必ず含有するようにする。このアルカリ触媒には、一般に、炭酸ナトリウム又は炭酸水素ナトリウム等が使用される。例えば、炭酸ナトリウム或いは炭酸水素ナトリウムを使用する場合には、その使用量は、第3捺染糊に対して1.5〜2.5重量%程度使用する。更に、反応染料の固着を向上させるために捺染糊中に各種ヒドロトロープ剤を含有するようにしてもよい。
【0050】
本実施形態の第3捺染糊においては、反応染料は、要求される色彩と濃度により適宜選定配合され、糊剤として通常の反応染料捺染で使用される上記ハーフエマルジョン糊を使用した。アルカリ触媒としては、炭酸水素ナトリウムを第3捺染糊に対して2重量%使用した。また、ヒドロトロープ剤として尿素を第3捺染糊に対して10重量%使用した。
(B)印捺工程
本実施形態における印捺工程では、通常のローラー捺染機が使用される。このローラー捺染機では、綿織物をその長尺方向に連続して走行させながら、印捺する部分は大型のドラムベッドに固定して捺染糊を綿織物に印捺する。印捺後の綿織物は、ローラー捺染機の後部に設置された乾燥機で乾燥される。
【0051】
本実施形態で使用したローラー捺染機は、銅ロールに彫刻された凹版による印捺方式を採用し、捺染糊の印捺量をコントロールすることが容易である。また、細線柄や模様の輪郭線を明瞭に印捺することができ、ストライプ柄などの連続柄を捺染するのにも有効である。
【0052】
ここで、本実施形態の印捺工程を図面により詳細に説明する。図1〜図4は、本実施形態の印捺工程において、印捺前及び第1、第2、第3印捺工程後の綿織物の断面をそれぞれ示している。図1は、印捺前の綿織物の断面を概略的に表している。綿織物10は、ローラー捺染機(図示せず)のドラムベッド20に固定されている。ここで、綿織物10の表裏両面のうち、ドラムベッド20に固定されていない面を表面11とし、ドラムベッド20に固定されている面を裏面12とする。
【0053】
a.第1印捺工程
第1印捺工程においては、綿織物10の表面11側から、第1印捺糊を印捺する。図2は、第1印捺工程後の綿織物の断面を概略的に表している。ここで、第1印捺部位30においては、第1捺染糊31が表面11側から裏面12側まで浸透するように印捺されている。一方、第2印捺部位40には、未だ捺染糊は印捺されていない。図2において、矢印は第1捺染糊31の印捺方向を示している。第1印捺部位30に印捺された第1捺染糊31は、白色防染糊又は着色防染糊である。
【0054】
b.第2印捺工程
第2印捺工程においては、綿織物10の表面11側から、第2印捺糊を印捺する。図3は、第2印捺工程後の綿織物の断面を概略的に表している。この第2印捺工程では、第2印捺部位40と共に第1印捺部位30にも第2捺染糊41が印捺されている。図3において、矢印は第2捺染糊41の印捺方向を示している。第1印捺部位30及び第2印捺部位40に印捺された第2捺染糊41は、反応染料を含有する捺染糊である。
【0055】
ここで、第1印捺部位30においては、裏面12側には第1捺染糊31のみが印捺されているが、表面11側には第1捺染糊31と第2捺染糊41とが混合された形で印捺されている。このことは、後から印捺された第2捺染糊41が、先に印捺されていた第1捺染糊31の存在によって裏面12まで浸透することができないことによる。一方、第2印捺部位40においては、第2捺染糊41が表面11側から裏面12側まで浸透するように印捺されている。
【0056】
c.第3印捺工程
第3印捺工程においては、綿織物10の表面11側から、第3印捺糊を印捺する。図4は、第3印捺工程後の綿織物の断面を概略的に表している。この第3印捺工程では、第2印捺部位40と共に第1印捺部位30にも第3捺染糊42が印捺されている。図4において、矢印は第3捺染糊42の印捺方向を示している。第1印捺部位30及び第2印捺部位40に印捺された第3捺染糊42は、第2捺染糊41とは色相が異なる反応染料を含有する捺染糊である。
【0057】
ここで、第1印捺部位30においては、裏面12側には第1捺染糊31のみが印捺され、表面11と裏面12との中間部位には、第1捺染糊31と第2捺染糊41とが混合された形で印捺され、更に、表面11側には第1捺染糊31と第2捺染糊41と第3捺染糊42とが混合された形で印捺されている。このことは、最後に印捺された第3捺染糊42が、先に印捺されていた第1捺染糊31及び第2捺染糊41の存在によって中央部にまで浸透することができず、図3の第1印捺部位30の状態をそのまま押し下げたことによる。
【0058】
一方、第2印捺部位40においては、裏面12側には第2捺染糊41のみが印捺されているが、表面11側には第2捺染糊41と第3捺染糊42とが混合された形で印捺されている。このことは、後から印捺された第3捺染糊42が、先に印捺されていた第2捺染糊41の存在によって裏面12まで浸透することができないことによる。
(C)固着工程
続く固着工程においては、印捺工程後に第2印捺部位において、第2及び第3捺染糊中の反応染料を綿織物に固着する。反応染料の固着は、通常、蒸熱処理により行われる。この蒸熱処理においては、一般に、100〜130℃程度の常圧飽和水蒸気中又は常圧加熱水蒸気中で1〜20分間、好ましくは、3〜10分間、上記綿織物を処理する。本実施形態においては、連続式の常圧蒸熱機を使用して、103℃の常圧加熱水蒸気中で8分間処理した。
【0059】
ここで、第1捺染糊に白色防染糊を使用する場合には、上記蒸熱処理のみを行うようにすればよいが、第1捺染糊に顔料を含有した着色防染糊を使用する場合には、顔料を綿織物に固着する必要がある。その為、印捺後の固着工程において蒸熱処理に加え、バインダーを固着するための乾熱処理を行う。この乾熱処理においては、一般に、130〜180℃程度の加熱空気中で30秒〜10分間、好ましくは、1〜5分間、上記綿織物を処理する。本実施形態においては、連続式のベーキング装置を使用して、160℃で2分間行った。
【0060】
この固着工程の結果、第1印捺部位30においては、第1捺染糊31に含有される酸によって、第3捺染糊42に含まれるアルカリ触媒が中和され、第2捺染糊41及び第3捺染糊42に含有される反応染料が発色することができない。よって、第1捺染糊31が白色防染糊である場合には、第1印捺部位30は白色になり、また、第1捺染糊31が着色防染糊である場合には、第1印捺部位30は第1捺染糊31に含有される顔料の色彩となる。
【0061】
一方、第2印捺部位40においては、表面11の色彩は、第2捺染糊41に含有される反応染料の色彩と第3捺染糊42に含有される反応染料の色彩との混合された色彩となる。これに対して、裏面12の色彩は、第2捺染糊41に含有される反応染料の色彩となる。
【0062】
上述のように、本実施形態においては、第3捺染糊には、反応染料とアルカリ触媒とが含有されているが、第2捺染糊には、反応染料のみが含有されアルカリ触媒が含有されていない。しかし、この固着工程において、第3捺染糊に含有されるアルカリ触媒が第2捺染糊中にマイグレーションして、第2捺染糊に含有される反応染料を反応させることができる。このとき、第3捺染糊にヒドロとロープ剤が含有されている場合には、アルカリ触媒のマイグレーションに有効に作用するものと考えられる。
(D)洗浄工程
続く洗浄工程においては、固着工程後の綿織物を洗浄する。反応染料の洗浄は、一般に、冷水で洗浄して大まかな糊剤等を除去した後、80〜100℃程度の温水で十分に洗浄する。場合により、界面活性剤又はトリポリリン酸ナトリウムのような洗浄剤を併用してもよい。本実施形態においては、連続式拡布洗浄機により冷水及び温水(90℃)で十分に洗浄した。この洗浄した綿織物を脱水、乾燥して、捺染綿織物を得た。
【0063】
以下、本実施形態に係る捺染方法において、次のような各実施例の捺染綿織物を作成した。なお、使用した綿織物は、いずれも通常の方法で糊抜き・精練・漂白・シルケット加工したものを使用した。
実施例1:
綿織物として、60番手ローン織物(織規格;60×60/90×88)を使用した。この60番手ローン織物の厚みは、180マイクロメートルであった。
【0064】
第1捺染糊には、上記白色防染糊を使用した。第2捺染糊には、赤色の反応染料として、Cibacron Red P-6B 33%liq.(C. I. Reactive Red 218、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。第3捺染糊には、黄色の反応染料として、Cibacron Yellow P-6GS 33%liq.(C. I. Reactive Yellow 95、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。
【0065】
ローラー捺染機による印捺は、まず、第1捺染糊で0.5mm幅の縦ストライプ柄を印捺し、続いて、赤色の第2捺染糊で全面に印捺し、更に黄色の第3捺染糊で全面に印捺した。
【0066】
固着、洗浄、乾燥後の60番手ローン織物は、表側には、第2捺染糊の赤色と第3捺染糊の黄色が混色されたオレンジ色の地色に0.5mm幅の白色のストライプ柄が捺染されていた。一方、裏面には、第2捺染糊の赤色の地色に0.5mm幅の白色のストライプ柄が捺染されていた。また、この0.5mm幅の白色のストライプ柄は、表裏対称な模様を構成していた。本実施例1の捺染綿織物の概要を図2に示す。図2において、綿織物10の表面11及び裏面12には、表裏対称なストライプ柄13が捺染されていた。
実施例2:
綿織物として、40番手フランス綾織物(織規格;40×40/100×70)を使用した。この40番手フランス綾織物の厚みは、245マイクロメートルであった。
【0067】
第1捺染糊には、上記白色防染糊を使用した。第2捺染糊には、ターキスブルーの反応染料として、Kayacion Turquois Blue P-3GF 33%liq.(C. I. No. 非公表、日本化薬株式会社)を7.5重量%使用した。第3捺染糊には、黄色の反応染料として、Cibacron Yellow P-6GS 33%liq.(C. I. Reactive Yellow 95、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。
【0068】
ローラー捺染機による印捺は、まず、第1捺染糊で1.5mm径の小水玉柄を印捺し、続いて、ターキスブルーの第2捺染糊で全面に印捺し、更に黄色の第3捺染糊で全面に印捺した。
【0069】
固着、洗浄、乾燥後の40番手フランス綾織物は、表側には、第2捺染糊のターキスブルーと第3捺染糊の黄色が混色された鮮明な緑色の地色に1.5mm径の白色の小水玉柄が捺染されていた。一方、裏面には、第2捺染糊のターキスブルーの地色に1.5mm径の白色の小水玉柄が捺染されていた。また、この1.5mm径の白色の小水玉柄は、表裏対称な模様を構成していた。
実施例3:
綿織物として、30番手シーティング織物(織規格;30×30/68×68)を使用した。この30番手シーティング織物の厚みは、300マイクロメートルであった。
【0070】
第1捺染糊には、上記白色防染糊を使用した。第2捺染糊には、黄色の反応染料として、Cibacron Yellow P-6GS 33%liq.(C. I. Reactive Yellow 95、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。第3捺染糊には、ターキスブルーの反応染料として、Kayacion Turquois Blue P-3GF 33%liq.(C. I. No. 非公表、日本化薬株式会社)を7.5重量%使用した。
【0071】
ローラー捺染機による印捺は、まず、第1捺染糊で1.5mm幅の縦ストライプ柄を印捺し、続いて、黄色の第2捺染糊で全面に印捺し、更にターキスブルーの第3捺染糊で全面に印捺した。
【0072】
固着、洗浄、乾燥後の30番手シーティング織物は、表側には、第2捺染糊の黄色と第3捺染糊のターキスブルーが混色された鮮明な緑色の地色に1.5mm幅の白色の縦ストライプ柄が捺染されていた。一方、裏面には、第2捺染糊の黄色の地色に1.5mm幅の白色の縦ストライプ柄が捺染されていた。また、この1.5mm幅の白色の縦ストライプ柄は、表裏対称な模様を構成していた。
実施例4:
綿織物として、30番手細布織物(織規格;30×30/69×52)を使用した。この30番手細布織物の厚みは、280マイクロメートルであった。
【0073】
第1捺染糊には、上記白色防染糊を使用した。第2捺染糊には、赤色の反応染料として、Cibacron Red P-6B 33%liq.(C. I. Reactive Red 218、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。第3捺染糊には、青色の反応染料として、Cibacron Blue P-3R 40%liq.(C. I. Reactive Blue 49、チバスペシャルティ・ケミカルズ株式会社)を8重量%使用した。
【0074】
ローラー捺染機による印捺は、まず、第1捺染糊で3mm径の水玉柄を印捺し、続いて、赤色の第2捺染糊で全面に印捺し、更に青色の第3捺染糊で全面に印捺した。
【0075】
固着、洗浄、乾燥後の30番手細布織物は、表側には、第2捺染糊の赤色と第3捺染糊の青色が混色された紫色の地色に3mm径の白色の水玉柄が捺染されていた。一方、裏面には、第2捺染糊の赤色の地色に3mm径の白色の水玉柄が捺染されていた。また、この3mm径の白色の水玉柄は、表裏対称な模様を構成していた。
実施例5:
綿織物として、80番手ローン織物(織規格;80×80/90×88)を使用した。この80番手ローン織物の厚みは、150マイクロメートルであった。
【0076】
第1捺染糊には、上記白色防染糊を使用した。第2捺染糊には、赤色の反応染料として、Cibacron Red P-6B 33%liq.(C. I. Reactive Red 218、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。第3捺染糊には、黄色の反応染料として、Cibacron Yellow P-6GS 33%liq.(C. I. Reactive Yellow 95、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。
【0077】
ローラー捺染機による印捺は、まず、第1捺染糊で15mm径の水玉柄を印捺し、続いて、赤色の第2捺染糊で全面に印捺し、更に黄色の第3捺染糊で全面に印捺した。
【0078】
固着、洗浄、乾燥後の80番手ローン織物は、表側には、第2捺染糊の赤色と第3捺染糊の黄色が混色されたオレンジ色の地色に15mm径の白色の水玉柄が捺染されていた。一方、裏面には、第2捺染糊の赤色の地色に15mm径の白色の水玉柄が捺染されていた。また、この15mm径の白色の水玉柄は、表裏対称な模様を構成していた。
実施例6:
綿織物として、30番手ドビー織物(織規格;30×30/105×70)を使用した。この30番手ドビー織物の厚みは、290マイクロメートルであった。
【0079】
第1捺染糊には、黄色の顔料として、Ryudye-W Yellow FRT(C. I. No. 非公表、DIC株式会社)を3重量%配合した着色防染糊を使用した。第2捺染糊には、青色の反応染料として、Cibacron Blue P-3R 40%liq. (C. I. Reactive Blue 49、チバスペシャルティ・ケミカルズ株式会社)を8重量%使用した。第3捺染糊には、赤色の反応染料として、Cibacron Red P-6B 33%liq.(C. I. Reactive Red 218、チバスペシャルティ・ケミカルズ株式会社)を7重量%使用した。
【0080】
ローラー捺染機による印捺は、まず、第1捺染糊で花びら柄の1mmの輪郭線を印捺し、続いて、青色の第2捺染糊で全面に印捺し、更に赤色の第3捺染糊で全面に印捺した。
【0081】
本実施例6では、顔料を含有した着色防染糊を使用しているので、顔料を綿織物に固着する必要がある。その為、印捺後の固着工程において蒸熱処理に加え、バインダーを固着するための乾熱処理を160℃で2分間行った。
【0082】
固着、洗浄、乾燥後の30番手ドビー織物は、表側には、第2捺染糊の青色と第3捺染糊の赤色が混色された紫色の地色に花びら柄が1mm幅の黄色の輪郭線で捺染されていた。一方、裏面には、第2捺染糊の青色の地色に花びら柄が1mm幅の黄色の輪郭線で捺染されていた。また、この1mm幅の黄色の輪郭線で描かれた花びら柄は、表裏対称な模様を構成していた。
【0083】
上述のように、実施例1〜6の各捺染綿織物は、いずれも、表裏対称な模様が明瞭に捺染されていた。また、ストライプ柄、水玉柄及び輪郭線は表裏両面の色彩が白色又は黄色で同一色彩であるが、地色の部分は、表裏両面の色彩が異なって捺染されていた。よって、上記実施形態においては、表裏両面に色彩の異なる明瞭な模様をもつ捺染綿織物を提供することができる。
【0084】
なお、本発明の実施にあたり、上記実施形態に限らず次のような種々の変形例が挙げられる。
(1)上記実施形態においては、印捺工程にローラー捺染機を使用するものであるが、これに限定せず、フラットスクリーンやロータリースクリーン等を使用するようにしてもよい。
(2)上記実施形態においては、第1及び第2印捺部位をそれぞれ1組の色彩で設けるものであるが、これら第1及び第2の印捺部位は、それぞれ同一の捺染綿織物に異なる色彩で複数個所設けるようにしてもよい。
(3)上記実施形態においては、綿織物を使用するものであるが、これに限定せず、綿以外にも、麻、レーヨン、キュプラ、ポリノジック、溶剤紡糸セルロース等のセルロース系繊維を使用するものであってもよい。また、これらのセルロース系繊維の単一使用又はこれらの複合使用、或いは、これらと他の繊維との複合使用からなる織物又は編物を使用するようにしてもよい。
【符号の説明】
【0085】
10…綿織物、11…表面、12…裏面、20…ドラムベッド、30…第1印捺部位、31…第1捺染糊、40…第2印捺部位、41…第2捺染糊、42…第3捺染糊。
【特許請求の範囲】
【請求項1】
表面及び裏面に表裏対称な模様を有する捺染織編物であって、
前記模様は、表裏両面に貫通する第1及び第2の印捺部位を備えており、
前記第1印捺部位は、表裏両面に亘って同一の無彩色又は同一の有彩色を有して、
前記第2印捺部位は、表面の色彩と裏面の色彩とが異なる有彩色を有しており、
前記第2印捺部位において、表面又は裏面のうち一方の面の色彩は、他方の面の色彩とこの色彩と異なる色彩との混合色であることを特徴とする捺染織編物。
【請求項2】
前記第1印捺部位は、0.3mm〜3mmの線幅を有する細線或いは輪郭線、又は、0.3mm〜3mmの短径を有する小付柄を備えてなることを特徴とする請求項1に記載の捺染織編物。
【請求項3】
セルロース系繊維を主体とする織編物からなり、この織編物の厚みが100マイクロメートル以上、300マイクロメートル以下であることを特徴とする請求項1又は2に記載の捺染織編物。
【請求項4】
セルロース系繊維を主体とする織編物の表面及び裏面に表裏対称な模様を付与する捺染方法であって、
前記織編物の表面又は裏面のうち一方の面から、第1印捺部位に第1捺染糊を印捺する第1印捺工程と、
この第1印捺工程に続いて、当該第1印捺工程の印捺面と同じ面から、前記第1印捺部位に重ねると共に、第2印捺部位に第2捺染糊を印捺する第2印捺工程と、
この第2印捺工程に続いて、当該第2印捺工程の印捺面と同じ面から、前記第1印捺部位及び前記第2印捺部位に重ねて第3捺染糊を印捺する第3印捺工程とを備えており、
前記第2捺染糊及び前記第3捺染糊は、それぞれ異なる色彩となる反応染料を含有し、
前記第3捺染糊は、アルカリ触媒を含有し、
前記第1捺染糊は、前記アルカリ触媒を中和するための酸或いは酸発生剤を含有していることを特徴とする捺染方法。
【請求項5】
前記第2捺染糊は、アルカリ触媒を含有していることを特徴とする請求項4に記載の捺染方法。
【請求項6】
ローラー捺染機を使用して前記第1〜第3印捺工程の印捺を行うことを特徴とする請求項4又は5に記載の捺染方法。
【請求項1】
表面及び裏面に表裏対称な模様を有する捺染織編物であって、
前記模様は、表裏両面に貫通する第1及び第2の印捺部位を備えており、
前記第1印捺部位は、表裏両面に亘って同一の無彩色又は同一の有彩色を有して、
前記第2印捺部位は、表面の色彩と裏面の色彩とが異なる有彩色を有しており、
前記第2印捺部位において、表面又は裏面のうち一方の面の色彩は、他方の面の色彩とこの色彩と異なる色彩との混合色であることを特徴とする捺染織編物。
【請求項2】
前記第1印捺部位は、0.3mm〜3mmの線幅を有する細線或いは輪郭線、又は、0.3mm〜3mmの短径を有する小付柄を備えてなることを特徴とする請求項1に記載の捺染織編物。
【請求項3】
セルロース系繊維を主体とする織編物からなり、この織編物の厚みが100マイクロメートル以上、300マイクロメートル以下であることを特徴とする請求項1又は2に記載の捺染織編物。
【請求項4】
セルロース系繊維を主体とする織編物の表面及び裏面に表裏対称な模様を付与する捺染方法であって、
前記織編物の表面又は裏面のうち一方の面から、第1印捺部位に第1捺染糊を印捺する第1印捺工程と、
この第1印捺工程に続いて、当該第1印捺工程の印捺面と同じ面から、前記第1印捺部位に重ねると共に、第2印捺部位に第2捺染糊を印捺する第2印捺工程と、
この第2印捺工程に続いて、当該第2印捺工程の印捺面と同じ面から、前記第1印捺部位及び前記第2印捺部位に重ねて第3捺染糊を印捺する第3印捺工程とを備えており、
前記第2捺染糊及び前記第3捺染糊は、それぞれ異なる色彩となる反応染料を含有し、
前記第3捺染糊は、アルカリ触媒を含有し、
前記第1捺染糊は、前記アルカリ触媒を中和するための酸或いは酸発生剤を含有していることを特徴とする捺染方法。
【請求項5】
前記第2捺染糊は、アルカリ触媒を含有していることを特徴とする請求項4に記載の捺染方法。
【請求項6】
ローラー捺染機を使用して前記第1〜第3印捺工程の印捺を行うことを特徴とする請求項4又は5に記載の捺染方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−38191(P2011−38191A)
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願番号】特願2009−184023(P2009−184023)
【出願日】平成21年8月7日(2009.8.7)
【出願人】(000219794)東海染工株式会社 (24)
【Fターム(参考)】
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願日】平成21年8月7日(2009.8.7)
【出願人】(000219794)東海染工株式会社 (24)
【Fターム(参考)】
[ Back to top ]