
摩擦点接合方法及び摩擦点接合構造

【課題】接合強度を高いレベルで維持しながら、接合時間を短くする摩擦撹拌方法とその接合構造を提供する。
【解決手段】鋼板W2として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層Waを形成しているものを用意し、鋼板W2のZn−Fe合金層Waにアルミニウム板W1を重ね合わせ、この重ね合わせた板W1,W2の被接合部のアルミニウム板W1部分に回転ツール7を回転させながら押し込むことにより、その被接合部において、Zn−Fe合金層Waの亜鉛をアルミニウム板W1に拡散させてZn拡散層Wbを形成しかつアルミニウム板W1のアルミニウムをZn−Fe合金層Waに拡散させてAl−Fe中間層Wcを形成する。
【解決手段】鋼板W2として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層Waを形成しているものを用意し、鋼板W2のZn−Fe合金層Waにアルミニウム板W1を重ね合わせ、この重ね合わせた板W1,W2の被接合部のアルミニウム板W1部分に回転ツール7を回転させながら押し込むことにより、その被接合部において、Zn−Fe合金層Waの亜鉛をアルミニウム板W1に拡散させてZn拡散層Wbを形成しかつアルミニウム板W1のアルミニウムをZn−Fe合金層Waに拡散させてAl−Fe中間層Wcを形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、摩擦点接合方法及び摩擦点接合構造に関するものである。
【背景技術】
【0002】
従来から、金属部材を重ね合わせ、この重ね合わせた部材の被接合部に回転ツールを回転させながら押し込むことによって発生した摩擦熱でその被接合部を軟化させて塑性流動させることにより、その被接合部を固相状態で点接合する摩擦点接合方法が知られている。
【0003】
特許文献1には、鋼板及びアルミニウム合金板の間に亜鉛めっき層を介在させ、その被接合部のアルミニウム合金板部分に回転ツールを回転させながら押し込むことによって発生した摩擦熱でその被接合部のアルミニウム合金板部分を軟化させて塑性流動させることにより、その被接合部において、亜鉛めっき層の亜鉛を鋼板及びアルミニウム合金板に拡散させてAl−Zn−Fe合金層を形成することが開示されている。
【特許文献1】特開2002−66759号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、亜鉛の融点は比較的低い。このため、上記特許文献1では、回転ツールの押込み力が大き過ぎると、亜鉛めっき層が軟化して被接合部の外へ押し出されるおそれがあるので、その押込み力を抑える必要がある。しかしながら、このように回転ツールの押込み力を抑制すると、Al−Zn−Fe合金層を形成するのに時間を要してしまう。
【0005】
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、接合強度を高いレベルで維持しながら、接合時間を短くすることにある。
【課題を解決するための手段】
【0006】
第1の発明は、鋼製部材とアルミニウム製部材とを重ね合わせ、該重ね合わせた部材の被接合部の該アルミニウム製部材部分に回転ツールを回転させながら押し込むことによって発生した摩擦熱で上記被接合部を軟化させて塑性流動させることにより、該被接合部を固相状態で点接合する摩擦点接合方法であって、上記鋼製部材として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層を形成しているものを用意し、上記鋼製部材のZn−Fe合金層に上記アルミニウム製部材を重ね合わせ、該重ね合わせた部材の被接合部の上記アルミニウム製部材部分に上記回転ツールを回転させながら押し込むことにより、上記被接合部において、上記Zn−Fe合金層の亜鉛を上記アルミニウム部材に拡散させてZn拡散層を形成しかつ上記アルミニウム部材のアルミニウムを上記Zn−Fe合金層に拡散させてAl−Fe中間層を形成することを特徴とするものである。
【0007】
これにより、鋼製部材として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層を形成しているものを用意し、鋼製部材のZn−Fe合金層にアルミニウム製部材を重ね合わせ、この重ね合わせた部材の被接合部のアルミニウム製部材部分に回転ツールを回転させながら押し込むことにより、その被接合部において、Zn−Fe合金層の亜鉛をアルミニウム部材に拡散させてZn拡散層を形成しかつアルミニウム部材のアルミニウムをZn−Fe合金層に拡散させてAl−Fe中間層を形成するので、接合強度を高いレベルで維持することができる。
【0008】
また、Zn−Fe合金層の融点は比較的高いので、回転ツールの押込み力を強くしても、Zn−Fe合金層は軟化しにくい。このため、接合時間を短くすることができる。
【0009】
以上により、接合強度を高いレベルで維持しながら、接合時間を短くすることができる。
【0010】
第2の発明は、上記第1の発明において、上記Zn−Fe合金層を形成している鋼製部材及び上記アルミニウム製部材は、それぞれプレス成形された車体構成部材であることを特徴とするものである。
【0011】
これにより、プレス成形された車体構成部材の被接合部を固相状態で点接合する場合において、上記第1の発明の作用・効果を発揮することができる。
【0012】
第3の発明は、鋼製部材とアルミニウム製部材とを重ね合わせ、該重ね合わせた部材の被接合部の該アルミニウム製部材部分に回転ツールを回転させながら押し込むことによって発生した摩擦熱で上記被接合部を軟化させて塑性流動させることにより、該被接合部を固相状態で点接合している摩擦点接合構造であって、上記鋼製部材として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層を形成しているものを用意し、上記鋼製部材のZn−Fe合金層に上記アルミニウム製部材を重ね合わせ、該重ね合わせた部材の被接合部の上記アルミニウム製部材部分に上記回転ツールを回転させながら押し込むことにより、上記被接合部において、上記Zn−Fe合金層の亜鉛を上記アルミニウム部材に拡散させてZn拡散層を形成しかつ上記アルミニウム部材のアルミニウムを上記Zn−Fe合金層に拡散させてAl−Fe中間層を形成していることを特徴とするものである。
【0013】
第4の発明は、上記第3の発明において、上記鋼製部材及び上記アルミニウム製部材は、それぞれプレス成形された車体構成部材であることを特徴とするものである。
【発明の効果】
【0014】
本発明によれば、鋼製部材として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層を形成しているものを用意し、鋼製部材のZn−Fe合金層にアルミニウム製部材を重ね合わせ、この重ね合わせた部材の被接合部のアルミニウム製部材部分に回転ツールを回転させながら押し込むことにより、その被接合部において、Zn−Fe合金層の亜鉛をアルミニウム部材に拡散させてZn拡散層を形成しかつアルミニウム部材のアルミニウムをZn−Fe合金層に拡散させてAl−Fe中間層を形成するので、接合強度を高いレベルで維持することができ、また、Zn−Fe合金層の融点は比較的高いので、回転ツールの押込み力を強くしても、Zn−Fe合金層は軟化しにくく、接合時間を短くすることができ、以上により、接合強度を高いレベルで維持しながら、接合時間を短くすることができる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の実施形態を図面に基づいて詳細に説明する。
【0016】
図1は、本発明の実施形態に係る接合ガン1の概略構成図である。図1に示すように、この接合ガン1は、接合ユニット2と把持フレーム3とを備えている。そして、例えば、図示しないロボットの手首に把持フレーム3を取り付け、自動車の車体に用いられるワークW(図2参照)のアルミニウム製部材W1及び鋼製部材W2を厚み方向に重ねた状態で接合ユニット2により点状に固相状態で接合するようになっている。本実施形態では、アルミニウム製部材W1はアルミニウム板であり、鋼製部材W2は鋼板である。この鋼板W2は、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層Waを形成しているものである。このZn−Fe合金層Waの融点は、例えば530〜600℃である。また、アルミニウム板W1及びZn−Fe合金層Waを形成している鋼板W2は、それぞれプレス成形された車体構成部材である。
【0017】
上記接合ユニット2は、装置本体4と押圧軸モータ5と回転軸モータ6とを備えている。この装置本体4の下側には、鉄製の回転ツール7が取り付けられている。この回転ツール7は、底面が平面の、円柱状のショルダー部7aと、このショルダー部7aの底面の中心から下側に突出する、直径がショルダー部7a部の直径よりも小さい円柱状のピン部7bとを有している。回転ツール7は、回転軸モータ6によって回転軸心X回りに回転されると共に、押圧軸モータ5によって回転軸心X方向に昇降されるように構成されている。押圧軸モータ5及び回転軸モータ6は、これらをコントロールする制御盤(図示せず)に接続されている。
【0018】
上記把持フレーム3の側面視L字状のアーム3aの先端には、円柱状の受け部材8が取り付けられている。そして、回転ツール7及び受け部材8により、ワークWの被接合部を挟み込むようにしている。
【0019】
−接合ガンによるワークの摩擦点接合工程−
以下、図1〜図4を参照しながら、接合ガン1によるワークWの摩擦点接合工程について説明する。
【0020】
まず、1枚のアルミニウム板W1と、一方の面にZn−Fe合金層Waを形成している、1枚の鋼板W2とを用意する。それから、図1〜図3に示すように、鋼板W2のZn−Fe合金層Waにアルミニウム板W1を重ね合わせてワークWとし、このワークWの下面(鋼板W2側の面)を受け部材8で受ける。
【0021】
次に、回転軸モータ6を駆動して、回転ツール7を回転軸心X回りに回転させる。回転ツール7の回転数が目標回転数に到達した後、回転ツール7を回転させながら、押圧軸モータ5を駆動して、回転ツール7を下降させる。
【0022】
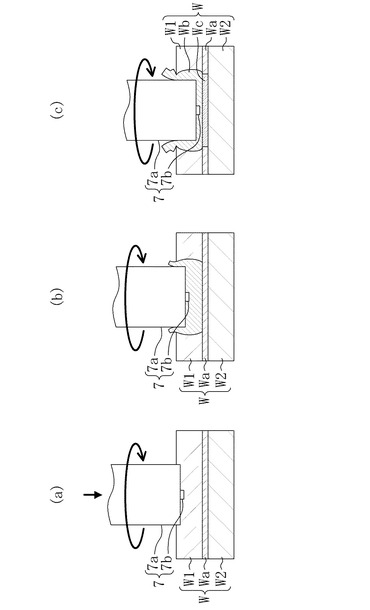
このようにして、押圧軸モータ5を駆動してピン部7bがワークWの上面(アルミニウム板W1側の面)に当接するまで回転ツール7を下降させる。これにより、回転ツール7及び受け部材8でワークWの被接合部を挟み込む。そして、図2(a)に示すように、このワークWの被接合部のアルミニウム板W1部分に回転ツール7を回転軸心X方向(図2では下方向)に押し込む。この押込みにより、回転ツール7及びアルミニウム板W1の間に摩擦熱が発生する。この摩擦熱の温度は、例えば400〜500℃である。この摩擦熱により、ワークWの被接合部のアルミニウム板W1部分は軟化するが、高融点のZn−Fe合金層Wa部分や鋼板W2部分は軟化しない。なお、上述のように、回転ツール7のショルダー部7aの底面は平坦なので、摩擦熱が発生しやすくなっている。
【0023】
それから、図2(b)及び(c)に示すように、ピン部7bがワークWのZn−Fe合金層Wa部分にまで至らないように回転ツール7の回転及び押込みを継続させる。これにより、ワークWの被接合部のアルミニウム板W1部分にだけ塑性流動が発生し、この被接合部において、Zn−Fe合金層Waの亜鉛がアルミニウム板W1に拡散してZn拡散層Wbが形成されかつアルミニウム板W1のアルミニウムがZn−Fe合金層Waに拡散してAl−Fe中間層Wcが形成される。このとき、Zn−Fe合金層Waの亜鉛は、ほとんどすべてアルミニウム板W1内に拡散する。このため、Al−Fe中間層Wcは、亜鉛成分が少なく、アルミニウム及び鉄を主成分とするものとなる。
【0024】
アルミニウム板W1内の塑性流動を所定時間継続させた後、回転ツール7を回転させたまま、押圧軸モータ5を逆転させて回転ツール7を上昇させ、回転ツール7をワークWのアルミニウム板W1内から引き抜く。
【0025】
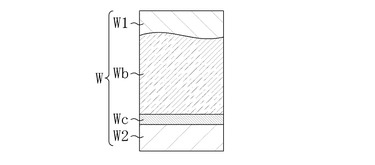
その後、ワークWは冷却されて硬化し、ワークWの接合が完了する。こうして、図4に示すように、ワークWの接合部において、Al−Fe中間層Wc及びZn拡散層Wbを積層形成している摩擦点接合構造が得られる。このAl−Fe中間層Wcの厚さは、接合前のZn−Fe合金層Waとほぼ同じ厚さである。そして、Al−Fe中間層Wcを介して、アルミニウム板W1及び鋼板W2は接合している。
【0026】
−実施例−
以下、本発明の実施例について説明する。
【0027】
<接合ユニット>
接合ユニットを位置制御型のユニットとした。回転ツールのショルダー部の直径を10mmとした。回転ツールのピン部の直径を2mm、長さを0.35mmとした。
【0028】
<ワーク材料>
図5に示すように、実施例1〜3では、アルミニウム製部材として、厚み1.4mmの6000系アルミニウム合金板を準備し、鋼製部材として、その一方の面に亜鉛めっきした後加熱処理することによりZn−Fe合金層を形成している、厚み0.7mmのGA鋼板を準備した。このGA鋼板は、防錆性に加えて、優れたプレス成形性やめっき密着性なども有している。実施例4では、アルミニウム製部材として、厚み1.2mmの6000系アルミニウム合金板を準備し、鋼製部材として、実施例1〜3と同じGA鋼板を準備した。
【0029】
<接合方法>
実施例1〜4では、GA鋼板のZn−Fe合金層上にアルミニウム合金板を重ねてワークとし、このワークの被接合部のアルミニウム合金板部分に回転ツールを回転させながら押し入れ、その被接合部を点接合した。
【0030】
<接合条件>
実施例1〜3では、回転ツールの押込み深さを1.1mm、回転ツールの回転数を2000rpmとした。また、実施例1〜3では、接合時間をそれぞれ10s、15s、20sとした。実施例4では、回転ツールの押込み深さを1.0mm、回転ツールの回転数を2750rpm、接合時間を3.3sとした。
【0031】
ここで、Zn−Fe合金層の融点は比較的高いので、実施例1〜4のように、回転ツールの押込み力を強くして、接合時間を短くしても、Zn−Fe合金層は軟化しなかった。
【0032】
<接合部の観察・分析>
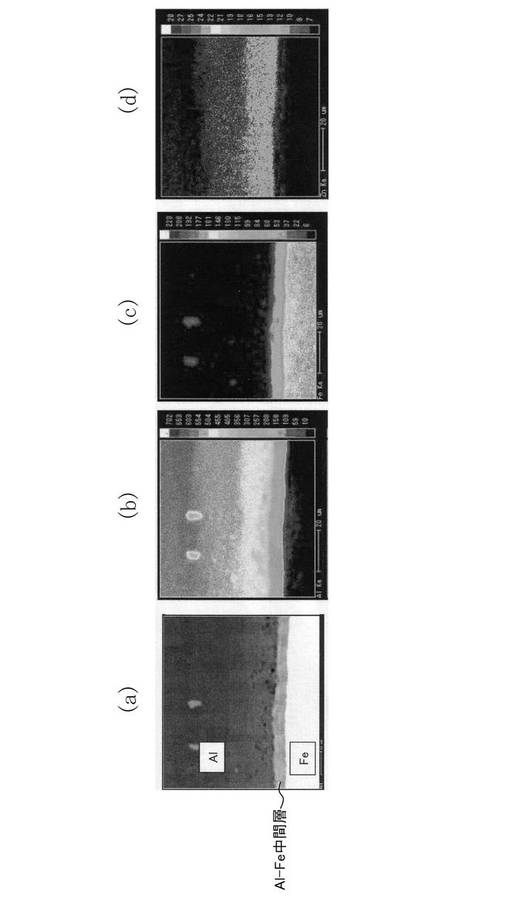
接合後の各ワークの上板及び下板の界面を反射電子像(BSE)観察及びEPMA分析した。図6は、接合後のワークの上板及び下板の界面の、反射電子像観察及びEPMA分析の結果を示す写真であり、(a)は、反射電子像観察の結果を示す写真であり、(b)は、Al特性X線像を示す写真であり、(c)は、Fe特性X線像を示す写真であり、(d)は、Zn特性X線像を示す写真である。図6(b)〜(d)では、白っぽい部分や灰色っぽい部分に、それぞれの元素が存在している。
【0033】
図6から、ワークの接合部において、Zn−Fe合金層の亜鉛がアルミニウム合金板内に拡散してZn拡散層が形成されている共に、アルミニウム合金板のアルミニウムがZn−Fe合金層中に拡散してAl−Fe中間層が形成されていることが分かる。
【0034】
<接合強度の試験>
接合後の各ワークの上板及び下板の継手の接合強度を測定した。
【0035】
<接合強度の評価>
図5に示すように、実施例1〜4では、接合強度はそれぞれ2.31kN、3.14kN、3.19kN、2.6kNとなり、所定の合格値(例えば、2.0kN程度)を上回った。
【0036】
−効果−
以上により、本実施形態によれば、鋼板W1として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層Waを形成しているものを用意し、鋼板W1のZn−Fe合金層Waにアルミニウム板W2を重ね合わせ、この重ね合わせた板W1,W2の被接合部のアルミニウム板W2部分に回転ツール7を回転させながら押し込むことにより、その被接合部において、Zn−Fe合金層Waの亜鉛をアルミニウム板W2に拡散させてZn拡散層Wbを形成しかつアルミニウム板W2のアルミニウムをZn−Fe合金層Waに拡散させてAl−Fe中間層Wcを形成するので、接合強度を高いレベルで維持することができる。
【0037】
また、Zn−Fe合金層Waの融点は比較的高いので、回転ツール7の押込み力を強くしても、Zn−Fe合金層Waは軟化しにくい。このため、接合時間を短くすることができる。
【0038】
以上により、接合強度を高いレベルで維持しながら、接合時間を短くすることができる。
【0039】
(その他の実施形態)
上記実施形態では、アルミニウム製部材W1及び鋼製部材W2を板状のもので構成しているが、板状以外の形状のもので構成しても良い。
【0040】
また、上記実施形態では、アルミニウム板W1及びZn−Fe合金層W2を形成している鋼板W2は、それぞれプレス成形された車体構成部材であるが、プレス加工以外の加工方法で成形された車体構成部材であっても良く、さらに、車体構成部材以外の部材であっても良い。
【0041】
また、上記実施形態では、ワークWの摩擦点接合工程において、ワークWの被接合部のアルミニウム板W1部分のみ軟化して塑性流動しているが、Zn−Fe合金層Waの組成によっては、アルミニウム板W1部分に加えて、Zn−Fe合金層Wa部分も軟化して塑性流動する。但し、いずれの場合も、鋼板W2部分は軟化しない。
【0042】
また、上記実施形態では、回転ツール7のショルダー部7aの底面を平面にしているが、これに限らず、例えば、その底面の形状を円錐台状に窪んだ形状にしても良い。但し、その底面を平坦している方が、摩擦熱が発生しやすい。
【0043】
本発明は、実施形態に限定されず、その精神又は主要な特徴から逸脱することなく他の色々な形で実施することができる。
【0044】
このように、上述の実施形態はあらゆる点で単なる例示に過ぎず、限定的に解釈してはならない。本発明の範囲は特許請求の範囲によって示すものであって、明細書には何ら拘束されない。さらに、特許請求の範囲の均等範囲に属する変形や変更は、全て本発明の範囲内のものである。
【産業上の利用可能性】
【0045】
以上説明したように、本発明は、接合強度を高いレベルで維持しながら、接合時間を短くするための用途等について適用できる。
【図面の簡単な説明】
【0046】
【図1】本発明の実施形態に係る接合ガンの概略構成図である。
【図2】接合ガンによるワークの摩擦点接合工程を示す概略図であり、(a)は、回転ツールをアルミニウム板の上部まで押し込んだ時の図であり、(b)は、回転ツールをアルミニウム板の中部まで押し込んだ時の図であり、(c)は、回転ツールをアルミニウム板の下部まで押し込んだ時の図である。
【図3】ワークの被接合部の概略拡大断面図である。
【図4】摩擦点接合構造の概略拡大断面図である。
【図5】接合ガンによるワークの摩擦点接合の接合条件と接合強度を示す図である。
【図6】接合後のワークの上板及び下板の界面の、反射電子像観察及びEPMA分析の結果を示す写真であり、(a)は、反射電子像観察の結果を示す写真であり、(b)は、Al特性X線像を示す写真であり、(c)は、Fe特性X線像を示す写真であり、(d)は、Zn特性X線像を示す写真である。
【符号の説明】
【0047】
1 接合ガン
2 接合ユニット
3 把持フレーム
7 回転ツール
7a ショルダー部
7b ピン部
W ワーク
W1 アルミニウム板(アルミニウム製部材)
W2 鋼板(鋼製部材)
Wa Zn−Fe合金層
Wb Zn拡散層
Wc Al−Fe中間層
【技術分野】
【0001】
本発明は、摩擦点接合方法及び摩擦点接合構造に関するものである。
【背景技術】
【0002】
従来から、金属部材を重ね合わせ、この重ね合わせた部材の被接合部に回転ツールを回転させながら押し込むことによって発生した摩擦熱でその被接合部を軟化させて塑性流動させることにより、その被接合部を固相状態で点接合する摩擦点接合方法が知られている。
【0003】
特許文献1には、鋼板及びアルミニウム合金板の間に亜鉛めっき層を介在させ、その被接合部のアルミニウム合金板部分に回転ツールを回転させながら押し込むことによって発生した摩擦熱でその被接合部のアルミニウム合金板部分を軟化させて塑性流動させることにより、その被接合部において、亜鉛めっき層の亜鉛を鋼板及びアルミニウム合金板に拡散させてAl−Zn−Fe合金層を形成することが開示されている。
【特許文献1】特開2002−66759号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、亜鉛の融点は比較的低い。このため、上記特許文献1では、回転ツールの押込み力が大き過ぎると、亜鉛めっき層が軟化して被接合部の外へ押し出されるおそれがあるので、その押込み力を抑える必要がある。しかしながら、このように回転ツールの押込み力を抑制すると、Al−Zn−Fe合金層を形成するのに時間を要してしまう。
【0005】
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、接合強度を高いレベルで維持しながら、接合時間を短くすることにある。
【課題を解決するための手段】
【0006】
第1の発明は、鋼製部材とアルミニウム製部材とを重ね合わせ、該重ね合わせた部材の被接合部の該アルミニウム製部材部分に回転ツールを回転させながら押し込むことによって発生した摩擦熱で上記被接合部を軟化させて塑性流動させることにより、該被接合部を固相状態で点接合する摩擦点接合方法であって、上記鋼製部材として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層を形成しているものを用意し、上記鋼製部材のZn−Fe合金層に上記アルミニウム製部材を重ね合わせ、該重ね合わせた部材の被接合部の上記アルミニウム製部材部分に上記回転ツールを回転させながら押し込むことにより、上記被接合部において、上記Zn−Fe合金層の亜鉛を上記アルミニウム部材に拡散させてZn拡散層を形成しかつ上記アルミニウム部材のアルミニウムを上記Zn−Fe合金層に拡散させてAl−Fe中間層を形成することを特徴とするものである。
【0007】
これにより、鋼製部材として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層を形成しているものを用意し、鋼製部材のZn−Fe合金層にアルミニウム製部材を重ね合わせ、この重ね合わせた部材の被接合部のアルミニウム製部材部分に回転ツールを回転させながら押し込むことにより、その被接合部において、Zn−Fe合金層の亜鉛をアルミニウム部材に拡散させてZn拡散層を形成しかつアルミニウム部材のアルミニウムをZn−Fe合金層に拡散させてAl−Fe中間層を形成するので、接合強度を高いレベルで維持することができる。
【0008】
また、Zn−Fe合金層の融点は比較的高いので、回転ツールの押込み力を強くしても、Zn−Fe合金層は軟化しにくい。このため、接合時間を短くすることができる。
【0009】
以上により、接合強度を高いレベルで維持しながら、接合時間を短くすることができる。
【0010】
第2の発明は、上記第1の発明において、上記Zn−Fe合金層を形成している鋼製部材及び上記アルミニウム製部材は、それぞれプレス成形された車体構成部材であることを特徴とするものである。
【0011】
これにより、プレス成形された車体構成部材の被接合部を固相状態で点接合する場合において、上記第1の発明の作用・効果を発揮することができる。
【0012】
第3の発明は、鋼製部材とアルミニウム製部材とを重ね合わせ、該重ね合わせた部材の被接合部の該アルミニウム製部材部分に回転ツールを回転させながら押し込むことによって発生した摩擦熱で上記被接合部を軟化させて塑性流動させることにより、該被接合部を固相状態で点接合している摩擦点接合構造であって、上記鋼製部材として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層を形成しているものを用意し、上記鋼製部材のZn−Fe合金層に上記アルミニウム製部材を重ね合わせ、該重ね合わせた部材の被接合部の上記アルミニウム製部材部分に上記回転ツールを回転させながら押し込むことにより、上記被接合部において、上記Zn−Fe合金層の亜鉛を上記アルミニウム部材に拡散させてZn拡散層を形成しかつ上記アルミニウム部材のアルミニウムを上記Zn−Fe合金層に拡散させてAl−Fe中間層を形成していることを特徴とするものである。
【0013】
第4の発明は、上記第3の発明において、上記鋼製部材及び上記アルミニウム製部材は、それぞれプレス成形された車体構成部材であることを特徴とするものである。
【発明の効果】
【0014】
本発明によれば、鋼製部材として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層を形成しているものを用意し、鋼製部材のZn−Fe合金層にアルミニウム製部材を重ね合わせ、この重ね合わせた部材の被接合部のアルミニウム製部材部分に回転ツールを回転させながら押し込むことにより、その被接合部において、Zn−Fe合金層の亜鉛をアルミニウム部材に拡散させてZn拡散層を形成しかつアルミニウム部材のアルミニウムをZn−Fe合金層に拡散させてAl−Fe中間層を形成するので、接合強度を高いレベルで維持することができ、また、Zn−Fe合金層の融点は比較的高いので、回転ツールの押込み力を強くしても、Zn−Fe合金層は軟化しにくく、接合時間を短くすることができ、以上により、接合強度を高いレベルで維持しながら、接合時間を短くすることができる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の実施形態を図面に基づいて詳細に説明する。
【0016】
図1は、本発明の実施形態に係る接合ガン1の概略構成図である。図1に示すように、この接合ガン1は、接合ユニット2と把持フレーム3とを備えている。そして、例えば、図示しないロボットの手首に把持フレーム3を取り付け、自動車の車体に用いられるワークW(図2参照)のアルミニウム製部材W1及び鋼製部材W2を厚み方向に重ねた状態で接合ユニット2により点状に固相状態で接合するようになっている。本実施形態では、アルミニウム製部材W1はアルミニウム板であり、鋼製部材W2は鋼板である。この鋼板W2は、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層Waを形成しているものである。このZn−Fe合金層Waの融点は、例えば530〜600℃である。また、アルミニウム板W1及びZn−Fe合金層Waを形成している鋼板W2は、それぞれプレス成形された車体構成部材である。
【0017】
上記接合ユニット2は、装置本体4と押圧軸モータ5と回転軸モータ6とを備えている。この装置本体4の下側には、鉄製の回転ツール7が取り付けられている。この回転ツール7は、底面が平面の、円柱状のショルダー部7aと、このショルダー部7aの底面の中心から下側に突出する、直径がショルダー部7a部の直径よりも小さい円柱状のピン部7bとを有している。回転ツール7は、回転軸モータ6によって回転軸心X回りに回転されると共に、押圧軸モータ5によって回転軸心X方向に昇降されるように構成されている。押圧軸モータ5及び回転軸モータ6は、これらをコントロールする制御盤(図示せず)に接続されている。
【0018】
上記把持フレーム3の側面視L字状のアーム3aの先端には、円柱状の受け部材8が取り付けられている。そして、回転ツール7及び受け部材8により、ワークWの被接合部を挟み込むようにしている。
【0019】
−接合ガンによるワークの摩擦点接合工程−
以下、図1〜図4を参照しながら、接合ガン1によるワークWの摩擦点接合工程について説明する。
【0020】
まず、1枚のアルミニウム板W1と、一方の面にZn−Fe合金層Waを形成している、1枚の鋼板W2とを用意する。それから、図1〜図3に示すように、鋼板W2のZn−Fe合金層Waにアルミニウム板W1を重ね合わせてワークWとし、このワークWの下面(鋼板W2側の面)を受け部材8で受ける。
【0021】
次に、回転軸モータ6を駆動して、回転ツール7を回転軸心X回りに回転させる。回転ツール7の回転数が目標回転数に到達した後、回転ツール7を回転させながら、押圧軸モータ5を駆動して、回転ツール7を下降させる。
【0022】
このようにして、押圧軸モータ5を駆動してピン部7bがワークWの上面(アルミニウム板W1側の面)に当接するまで回転ツール7を下降させる。これにより、回転ツール7及び受け部材8でワークWの被接合部を挟み込む。そして、図2(a)に示すように、このワークWの被接合部のアルミニウム板W1部分に回転ツール7を回転軸心X方向(図2では下方向)に押し込む。この押込みにより、回転ツール7及びアルミニウム板W1の間に摩擦熱が発生する。この摩擦熱の温度は、例えば400〜500℃である。この摩擦熱により、ワークWの被接合部のアルミニウム板W1部分は軟化するが、高融点のZn−Fe合金層Wa部分や鋼板W2部分は軟化しない。なお、上述のように、回転ツール7のショルダー部7aの底面は平坦なので、摩擦熱が発生しやすくなっている。
【0023】
それから、図2(b)及び(c)に示すように、ピン部7bがワークWのZn−Fe合金層Wa部分にまで至らないように回転ツール7の回転及び押込みを継続させる。これにより、ワークWの被接合部のアルミニウム板W1部分にだけ塑性流動が発生し、この被接合部において、Zn−Fe合金層Waの亜鉛がアルミニウム板W1に拡散してZn拡散層Wbが形成されかつアルミニウム板W1のアルミニウムがZn−Fe合金層Waに拡散してAl−Fe中間層Wcが形成される。このとき、Zn−Fe合金層Waの亜鉛は、ほとんどすべてアルミニウム板W1内に拡散する。このため、Al−Fe中間層Wcは、亜鉛成分が少なく、アルミニウム及び鉄を主成分とするものとなる。
【0024】
アルミニウム板W1内の塑性流動を所定時間継続させた後、回転ツール7を回転させたまま、押圧軸モータ5を逆転させて回転ツール7を上昇させ、回転ツール7をワークWのアルミニウム板W1内から引き抜く。
【0025】
その後、ワークWは冷却されて硬化し、ワークWの接合が完了する。こうして、図4に示すように、ワークWの接合部において、Al−Fe中間層Wc及びZn拡散層Wbを積層形成している摩擦点接合構造が得られる。このAl−Fe中間層Wcの厚さは、接合前のZn−Fe合金層Waとほぼ同じ厚さである。そして、Al−Fe中間層Wcを介して、アルミニウム板W1及び鋼板W2は接合している。
【0026】
−実施例−
以下、本発明の実施例について説明する。
【0027】
<接合ユニット>
接合ユニットを位置制御型のユニットとした。回転ツールのショルダー部の直径を10mmとした。回転ツールのピン部の直径を2mm、長さを0.35mmとした。
【0028】
<ワーク材料>
図5に示すように、実施例1〜3では、アルミニウム製部材として、厚み1.4mmの6000系アルミニウム合金板を準備し、鋼製部材として、その一方の面に亜鉛めっきした後加熱処理することによりZn−Fe合金層を形成している、厚み0.7mmのGA鋼板を準備した。このGA鋼板は、防錆性に加えて、優れたプレス成形性やめっき密着性なども有している。実施例4では、アルミニウム製部材として、厚み1.2mmの6000系アルミニウム合金板を準備し、鋼製部材として、実施例1〜3と同じGA鋼板を準備した。
【0029】
<接合方法>
実施例1〜4では、GA鋼板のZn−Fe合金層上にアルミニウム合金板を重ねてワークとし、このワークの被接合部のアルミニウム合金板部分に回転ツールを回転させながら押し入れ、その被接合部を点接合した。
【0030】
<接合条件>
実施例1〜3では、回転ツールの押込み深さを1.1mm、回転ツールの回転数を2000rpmとした。また、実施例1〜3では、接合時間をそれぞれ10s、15s、20sとした。実施例4では、回転ツールの押込み深さを1.0mm、回転ツールの回転数を2750rpm、接合時間を3.3sとした。
【0031】
ここで、Zn−Fe合金層の融点は比較的高いので、実施例1〜4のように、回転ツールの押込み力を強くして、接合時間を短くしても、Zn−Fe合金層は軟化しなかった。
【0032】
<接合部の観察・分析>
接合後の各ワークの上板及び下板の界面を反射電子像(BSE)観察及びEPMA分析した。図6は、接合後のワークの上板及び下板の界面の、反射電子像観察及びEPMA分析の結果を示す写真であり、(a)は、反射電子像観察の結果を示す写真であり、(b)は、Al特性X線像を示す写真であり、(c)は、Fe特性X線像を示す写真であり、(d)は、Zn特性X線像を示す写真である。図6(b)〜(d)では、白っぽい部分や灰色っぽい部分に、それぞれの元素が存在している。
【0033】
図6から、ワークの接合部において、Zn−Fe合金層の亜鉛がアルミニウム合金板内に拡散してZn拡散層が形成されている共に、アルミニウム合金板のアルミニウムがZn−Fe合金層中に拡散してAl−Fe中間層が形成されていることが分かる。
【0034】
<接合強度の試験>
接合後の各ワークの上板及び下板の継手の接合強度を測定した。
【0035】
<接合強度の評価>
図5に示すように、実施例1〜4では、接合強度はそれぞれ2.31kN、3.14kN、3.19kN、2.6kNとなり、所定の合格値(例えば、2.0kN程度)を上回った。
【0036】
−効果−
以上により、本実施形態によれば、鋼板W1として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層Waを形成しているものを用意し、鋼板W1のZn−Fe合金層Waにアルミニウム板W2を重ね合わせ、この重ね合わせた板W1,W2の被接合部のアルミニウム板W2部分に回転ツール7を回転させながら押し込むことにより、その被接合部において、Zn−Fe合金層Waの亜鉛をアルミニウム板W2に拡散させてZn拡散層Wbを形成しかつアルミニウム板W2のアルミニウムをZn−Fe合金層Waに拡散させてAl−Fe中間層Wcを形成するので、接合強度を高いレベルで維持することができる。
【0037】
また、Zn−Fe合金層Waの融点は比較的高いので、回転ツール7の押込み力を強くしても、Zn−Fe合金層Waは軟化しにくい。このため、接合時間を短くすることができる。
【0038】
以上により、接合強度を高いレベルで維持しながら、接合時間を短くすることができる。
【0039】
(その他の実施形態)
上記実施形態では、アルミニウム製部材W1及び鋼製部材W2を板状のもので構成しているが、板状以外の形状のもので構成しても良い。
【0040】
また、上記実施形態では、アルミニウム板W1及びZn−Fe合金層W2を形成している鋼板W2は、それぞれプレス成形された車体構成部材であるが、プレス加工以外の加工方法で成形された車体構成部材であっても良く、さらに、車体構成部材以外の部材であっても良い。
【0041】
また、上記実施形態では、ワークWの摩擦点接合工程において、ワークWの被接合部のアルミニウム板W1部分のみ軟化して塑性流動しているが、Zn−Fe合金層Waの組成によっては、アルミニウム板W1部分に加えて、Zn−Fe合金層Wa部分も軟化して塑性流動する。但し、いずれの場合も、鋼板W2部分は軟化しない。
【0042】
また、上記実施形態では、回転ツール7のショルダー部7aの底面を平面にしているが、これに限らず、例えば、その底面の形状を円錐台状に窪んだ形状にしても良い。但し、その底面を平坦している方が、摩擦熱が発生しやすい。
【0043】
本発明は、実施形態に限定されず、その精神又は主要な特徴から逸脱することなく他の色々な形で実施することができる。
【0044】
このように、上述の実施形態はあらゆる点で単なる例示に過ぎず、限定的に解釈してはならない。本発明の範囲は特許請求の範囲によって示すものであって、明細書には何ら拘束されない。さらに、特許請求の範囲の均等範囲に属する変形や変更は、全て本発明の範囲内のものである。
【産業上の利用可能性】
【0045】
以上説明したように、本発明は、接合強度を高いレベルで維持しながら、接合時間を短くするための用途等について適用できる。
【図面の簡単な説明】
【0046】
【図1】本発明の実施形態に係る接合ガンの概略構成図である。
【図2】接合ガンによるワークの摩擦点接合工程を示す概略図であり、(a)は、回転ツールをアルミニウム板の上部まで押し込んだ時の図であり、(b)は、回転ツールをアルミニウム板の中部まで押し込んだ時の図であり、(c)は、回転ツールをアルミニウム板の下部まで押し込んだ時の図である。
【図3】ワークの被接合部の概略拡大断面図である。
【図4】摩擦点接合構造の概略拡大断面図である。
【図5】接合ガンによるワークの摩擦点接合の接合条件と接合強度を示す図である。
【図6】接合後のワークの上板及び下板の界面の、反射電子像観察及びEPMA分析の結果を示す写真であり、(a)は、反射電子像観察の結果を示す写真であり、(b)は、Al特性X線像を示す写真であり、(c)は、Fe特性X線像を示す写真であり、(d)は、Zn特性X線像を示す写真である。
【符号の説明】
【0047】
1 接合ガン
2 接合ユニット
3 把持フレーム
7 回転ツール
7a ショルダー部
7b ピン部
W ワーク
W1 アルミニウム板(アルミニウム製部材)
W2 鋼板(鋼製部材)
Wa Zn−Fe合金層
Wb Zn拡散層
Wc Al−Fe中間層
【特許請求の範囲】
【請求項1】
鋼製部材とアルミニウム製部材とを重ね合わせ、該重ね合わせた部材の被接合部の該アルミニウム製部材部分に回転ツールを回転させながら押し込むことによって発生した摩擦熱で上記被接合部を軟化させて塑性流動させることにより、該被接合部を固相状態で点接合する摩擦点接合方法であって、
上記鋼製部材として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層を形成しているものを用意し、
上記鋼製部材のZn−Fe合金層に上記アルミニウム製部材を重ね合わせ、該重ね合わせた部材の被接合部の上記アルミニウム製部材部分に上記回転ツールを回転させながら押し込むことにより、上記被接合部において、上記Zn−Fe合金層の亜鉛を上記アルミニウム部材に拡散させてZn拡散層を形成しかつ上記アルミニウム部材のアルミニウムを上記Zn−Fe合金層に拡散させてAl−Fe中間層を形成することを特徴とする摩擦点接合方法。
【請求項2】
請求項1記載の摩擦点接合方法において、
上記Zn−Fe合金層を形成している鋼製部材及び上記アルミニウム製部材は、それぞれプレス成形された車体構成部材であることを特徴とする摩擦点接合方法。
【請求項3】
鋼製部材とアルミニウム製部材とを重ね合わせ、該重ね合わせた部材の被接合部の該アルミニウム製部材部分に回転ツールを回転させながら押し込むことによって発生した摩擦熱で上記被接合部を軟化させて塑性流動させることにより、該被接合部を固相状態で点接合している摩擦点接合構造であって、
上記鋼製部材として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層を形成しているものを用意し、上記鋼製部材のZn−Fe合金層に上記アルミニウム製部材を重ね合わせ、該重ね合わせた部材の被接合部の上記アルミニウム製部材部分に上記回転ツールを回転させながら押し込むことにより、上記被接合部において、上記Zn−Fe合金層の亜鉛を上記アルミニウム部材に拡散させてZn拡散層を形成しかつ上記アルミニウム部材のアルミニウムを上記Zn−Fe合金層に拡散させてAl−Fe中間層を形成していることを特徴とする摩擦点接合構造。
【請求項4】
請求項3記載の摩擦点接合構造において、
上記鋼製部材及び上記アルミニウム製部材は、それぞれプレス成形された車体構成部材であることを特徴とする摩擦点接合構造。
【請求項1】
鋼製部材とアルミニウム製部材とを重ね合わせ、該重ね合わせた部材の被接合部の該アルミニウム製部材部分に回転ツールを回転させながら押し込むことによって発生した摩擦熱で上記被接合部を軟化させて塑性流動させることにより、該被接合部を固相状態で点接合する摩擦点接合方法であって、
上記鋼製部材として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層を形成しているものを用意し、
上記鋼製部材のZn−Fe合金層に上記アルミニウム製部材を重ね合わせ、該重ね合わせた部材の被接合部の上記アルミニウム製部材部分に上記回転ツールを回転させながら押し込むことにより、上記被接合部において、上記Zn−Fe合金層の亜鉛を上記アルミニウム部材に拡散させてZn拡散層を形成しかつ上記アルミニウム部材のアルミニウムを上記Zn−Fe合金層に拡散させてAl−Fe中間層を形成することを特徴とする摩擦点接合方法。
【請求項2】
請求項1記載の摩擦点接合方法において、
上記Zn−Fe合金層を形成している鋼製部材及び上記アルミニウム製部材は、それぞれプレス成形された車体構成部材であることを特徴とする摩擦点接合方法。
【請求項3】
鋼製部材とアルミニウム製部材とを重ね合わせ、該重ね合わせた部材の被接合部の該アルミニウム製部材部分に回転ツールを回転させながら押し込むことによって発生した摩擦熱で上記被接合部を軟化させて塑性流動させることにより、該被接合部を固相状態で点接合している摩擦点接合構造であって、
上記鋼製部材として、その一方の面に亜鉛めっきを施した後合金化処理を行うことによりZn−Fe合金層を形成しているものを用意し、上記鋼製部材のZn−Fe合金層に上記アルミニウム製部材を重ね合わせ、該重ね合わせた部材の被接合部の上記アルミニウム製部材部分に上記回転ツールを回転させながら押し込むことにより、上記被接合部において、上記Zn−Fe合金層の亜鉛を上記アルミニウム部材に拡散させてZn拡散層を形成しかつ上記アルミニウム部材のアルミニウムを上記Zn−Fe合金層に拡散させてAl−Fe中間層を形成していることを特徴とする摩擦点接合構造。
【請求項4】
請求項3記載の摩擦点接合構造において、
上記鋼製部材及び上記アルミニウム製部材は、それぞれプレス成形された車体構成部材であることを特徴とする摩擦点接合構造。
【図1】



【図2】
【図3】

【図4】
【図5】

【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2008−212984(P2008−212984A)
【公開日】平成20年9月18日(2008.9.18)
【国際特許分類】
【出願番号】特願2007−54046(P2007−54046)
【出願日】平成19年3月5日(2007.3.5)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
【公開日】平成20年9月18日(2008.9.18)
【国際特許分類】
【出願日】平成19年3月5日(2007.3.5)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
[ Back to top ]