
摺動部材とその製造方法

【課題】液体潤滑と同程度の低い優れた潤滑特性を示すが、表面にべとつきのない固体潤滑被膜を備えた摺動面を有する摺動部材の提供。
【解決手段】摺動面を、潤滑油含有ポリオレフィン樹脂粒子を含んだ紫外線硬化樹脂からなる潤滑被膜で被覆する。この樹脂粒子の少なくとも一部は潤滑被膜の表面に露出している。この潤滑被膜は、紫外線硬化樹脂塗料中にポリオレフィン樹脂粒子を混合した混合液を摺動面に塗布し、必要により保持時間をとった後、塗膜を紫外線照射により硬化させ、形成された硬化被膜に潤滑油を塗布し、ポリオレフィン樹脂の融点より高温に加熱して被膜表面に露出している樹脂粒子に潤滑油を相溶させることにより製造できる。
【解決手段】摺動面を、潤滑油含有ポリオレフィン樹脂粒子を含んだ紫外線硬化樹脂からなる潤滑被膜で被覆する。この樹脂粒子の少なくとも一部は潤滑被膜の表面に露出している。この潤滑被膜は、紫外線硬化樹脂塗料中にポリオレフィン樹脂粒子を混合した混合液を摺動面に塗布し、必要により保持時間をとった後、塗膜を紫外線照射により硬化させ、形成された硬化被膜に潤滑油を塗布し、ポリオレフィン樹脂の融点より高温に加熱して被膜表面に露出している樹脂粒子に潤滑油を相溶させることにより製造できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、紫外線硬化樹脂を主成分とする、べとつきのない固体被膜でありながら、潤滑油のような液体潤滑と同様の低摩擦を示す潤滑被膜を摺動面に備えた、極めて高度の摺動特性を示す摺動部材とその製造方法とに関する。
【背景技術】
【0002】
紫外線硬化樹脂塗料は、塗布基材の加熱を必要とせずに短時間で被膜を形成できる。この点に着目して、紫外線硬化樹脂塗料を摺動部材における摺動面上の潤滑被膜形成に応用することが検討されている。
【0003】
しかし、紫外線硬化樹脂被膜は潤滑性が低く、摺動面をこの被膜で被覆したまま摺動部材として用いても、摺動面が高摩擦を示し、最終的に、被膜の摩耗や剥離が発生してしまう。そのため、紫外線硬化樹脂被膜の低摩擦化が望まれていた。
【0004】
摺動部材の低摩擦化は、省エネの観点等から望まれる性能である。低摩擦という点では固体潤滑被膜のみの場合より、固体潤滑被膜の上に潤滑油を塗布するといった、固体潤滑と液体潤滑とを併用した場合の方が優れている。しかし、液体の使用は、低摩擦をもたらす反面、流動性が高いことから容易に周囲に流れだし、摺動部周辺を汚すとともに、定期的に補充しなければならないという難点がある。また、液体にはべとつきがあるため、液体潤滑はゴミの付着等、汚染物による悪影響も受けやすい。そこで、固体でありながら、油の摩擦低減効果があり、固体潤滑と液体潤滑の利点を兼ね備えた潤滑被膜を有する摺動部材が望まれている。
【0005】
特開平11−63132号公報(特許文献1)及び同11−223260号公報(特許文献2)には、潤滑油含有ポリマー(含油ポリマーとも呼ばれる)の部材を潤滑ボールねじや軸受け等の近辺に配置し、この部材からの滲み出しにより潤滑油を持続的に供給することが開示されている。
【0006】
潤滑油含有ポリマーとは、潤滑油と熱可塑性有機ポリマーとから構成され、両者が互いに相溶した単一相をなしている固体材料である。特に、ポリオレフィン樹脂は多量の潤滑油を含有することが可能であり、なかでもポリエチレンと鉱油の組み合わせは、総重量の70%もの潤滑油を含有することができる。ポリマー中に含有された潤滑油は、摺動、温度上昇、圧力などの因子によって、材料の内部から表層部へ移動して滲み出ることにより、潤滑作用を発揮する。
【0007】
この潤滑油含有ポリマーは、原料の有機ポリマーと潤滑油の混合物を加熱溶融し、所定の型に注入し、加圧しながら冷却固化することによって成形体(例、シート状、円柱状など)として製造されてきた。そのため、従来の潤滑油含有ポリマーでは形状に対する自由度が小さく、そのまま摺動部材の摺動面の表面に被膜形成することはできない。また、たとえ被膜を形成できたとしても、潤滑油含有ポリマーは金属基体との密着性が低いため、潤滑被膜として適用しても、摺動時の摩擦抵抗で被膜が大きく剥離してしまい、そのまま摺動部材として使用することはできない。
【特許文献1】特開平11−63132号公報
【特許文献2】特開平11−223260号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、表面にべとつきのない固体被膜でありながら、液体潤滑と同程度の低い摩擦係数(摺動特性)を発現可能な潤滑被膜を摺動面に備えた摺動部材とその製造方法とを提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明者らは、紫外線硬化樹脂被膜に潤滑油含有粒子、例えば、前述した特許文献1、2に開示されているような、ポリオレフィン樹脂に潤滑油を含有させて粒子状にした潤滑油含有ポリマーを粒子状にしたもの、を分散させることにより、上記課題を解決できることを見出し、本発明に至った。
【0010】
本発明は、摺動面を有する摺動部材であって、前記摺動面が、潤滑油含有粒子を含んだ紫外線硬化樹脂からなる潤滑被膜で被覆されおり、該粒子の少なくとも一部が該潤滑被膜の表面に露出していることを特徴とする摺動部材である。潤滑被膜の表面に露出している潤滑油含有粒子は、好ましくは潤滑被膜の表面から突出している。
【0011】
ここで、「摺動部材」とは、軸受け、ピストン、シリンダ、駆動軸などのように、摺動面を有する部材を意味する。摺動部材の素材は典型的には鋼又は他の金属であるが、素材は金属に限定されるものではない。
【0012】
本発明に従ってその上に潤滑被膜が形成される摺動部材の摺動面は、素材そのままの未処理表面であってもよいが、耐食性確保やその他の目的で適当な表面処理が予め施された表面であってもよい。そのような表面処理としては、めっき(例、亜鉛系めっき)、リン酸塩処理をはじめとする各種の化成処理などが挙げられ、2種以上の表面処理を組み合わせて施すことも可能である。
【0013】
好適態様において、前記潤滑油は鉱油及びポリα−オレフィン油から選ばれた1種又は2種、又はエーテル油、エステル油、極圧添加剤及び高塩基性有機酸金属塩から選ばれた1種又は2種以上である。
【0014】
潤滑油含有粒子は、例えば、多孔質セラミックス粒子などの多孔質粒子に潤滑油を含浸させて、多孔質粒子の細孔に潤滑油を充填した材料や、潤滑油を封入したマイクロカプセルであってもよい。例えば、潤滑油の含浸に適した細孔径を有する多孔質セラミックを選択し、それに潤滑油を含浸させることにより、本発明で使用することができる潤滑油含有多孔質セラミック粒子を作製することができる。この種の潤滑油含有粒子では、潤滑油は粒子材料に相溶していないので、潤滑油は液状のままにとどまる。しかし、この場合でも、ほとんどの潤滑油が粒子内部に存在するため、被膜表面のべたつきはほとんどない。
【0015】
好ましい潤滑油含有粒子は、有機樹脂粒子に潤滑油を相溶させた潤滑油含有樹脂粒子であり、中でもポリオレフィン樹脂粒子に潤滑油を含有させた潤滑油含有ポリオレフィン樹脂粒子である。ポリオレフィン樹脂としてはポリエチレンが好ましい。潤滑油含有有機樹脂は、潤滑油と熱可塑性有機樹脂とが互いに相溶した単一相をなしている固体材料であり、潤滑油も固体状態になっている。そのため、潤滑油を含有するにもかかわらず、被膜表面のべたつきが解消される。
【0016】
潤滑油含有粒子が潤滑油含有ポリオレフィン樹脂粒子である場合、潤滑油を含有していないポリオレフィン樹脂粒子を含有する紫外線硬化樹脂被膜をまず形成し、この被膜に潤滑油を塗油し、次いで樹脂粒子が溶融する温度に加熱して、被膜表面に露出しているポリオレフィン樹脂に潤滑油を相溶させることによって、被膜形成後に潤滑油含有ポリオレフィン樹脂を形成することができる。こうすることで、被膜表面に露出しているポリオレフィン樹脂粒子のみを潤滑油含有樹脂粒子とし、被膜内部に存在する残りのポリオレフィン樹脂粒子はそのままとすることができる。
【0017】
具体的には、紫外線硬化樹脂塗料とポリオレフィン樹脂粒子とを、該粒子が該塗料中に分散するように混合して混合液を作製する工程と、摺動面を有する摺動部材の摺動面に前記混合液を塗布し、塗膜を紫外線照射により硬化させることにより、ポリオレフィン樹脂粒子を含んだ紫外線硬化樹脂からなり、該樹脂粒子の少なくとも一部が被膜表面に露出している硬化樹脂被膜を形成する工程と、該被膜に潤滑油を塗布し、前記ポリオレフィン樹脂の融点以上の温度に加熱することにより、前記ポリオレフィン樹脂粒子の被膜表面に露出している粒子に潤滑油を相溶させて潤滑油含有粒子を形成する工程、とを含むことを特徴とする方法により、本発明に係る摺動部材を製造することができる。
【0018】
潤滑油が、鉱油又はポリα−オレフィン油のように、ポリオレフィン樹脂と親和性が高く溶け合いやすいものである場合には、使用したポリオレフィン樹脂の融点に加熱することで潤滑油をポリオレフィン樹脂粒子中に相溶させることができる。一方、潤滑油が、極圧添加剤、高塩基性有機酸金属塩、エーテル油又はエステル油のように、分子構造や極性が異なるためにポリオレフィン樹脂との親和性に乏しいものである場合には、ポリオレフィン樹脂の融点より高温、例えば、5℃以上高温で加熱することにより、潤滑油をポリオレフィン樹脂粒子中に相溶させることができる。
【0019】
前記被膜形成工程において、前記混合液を前記摺動面に塗布した後、塗膜中のポリオレフィン樹脂粒子が塗膜表面に浮上するように保持時間をとってから、塗膜の紫外線照射を行うことが好ましい。
【発明の効果】
【0020】
本発明に係る摺動部材では、紫外線硬化樹脂からなる潤滑被膜の表面に露出して存在する潤滑油含有粒子、例えば、潤滑油含有ポリマー粒子が、摺動前の常温、大気圧の状態では、固体粒子そのものであって潤滑油の滲み出しがないため、被膜表面は本質的にドライで異物が付着しにくい。一方、摺動時には摩擦熱と高面圧により、液体成分(潤滑油)が粒子内部から粒子表面に滲み出し、被膜表面に露出している粒子から滲み出した潤滑油が潤滑被膜に液体潤滑と同様の低摩擦化機能を付与することにより、固体被膜であるにもかかわらず、液体同様の低摩擦特性を発揮することができる。
【0021】
その結果、潤滑・摺動性能に劣っているが加熱を利用せずに短時間で成膜できる紫外線硬化樹脂を被膜形成成分として使用して、摺動時以外は表面にべたつきがなく、摺動時には高い潤滑・摺動性能を発揮することができる摺動部材を実現することが可能となる。本発明の摺動部材は、潤滑性能が極めて高いので、特に高い面圧で摺動を受ける用途に有利に適用できる。
【0022】
また、本発明に係る摺動部材の製造方法によれば、潤滑被膜が潤滑油含有ポリオレフィン樹脂を含有しているにもかかわらず潤滑被膜の密着性に優れた摺動部材を、加熱を使用せずに短時間で被膜形成できる紫外線硬化樹脂を利用して製造することができる。
【図面の簡単な説明】
【0023】
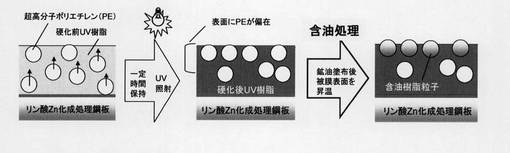
【図1】本発明に係る摺動部材の製造方法に関する説明図。
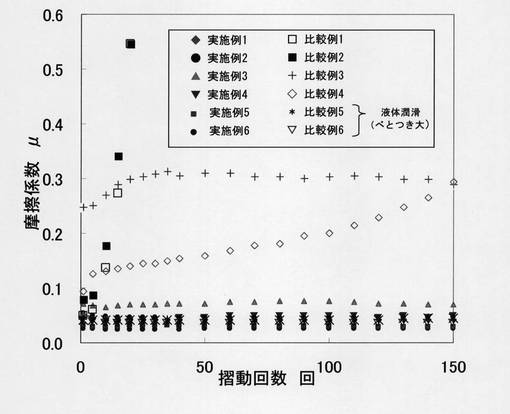
【図2】実施例及び比較例における摩擦試験の結果を摺動回数に対して示すグラフ。
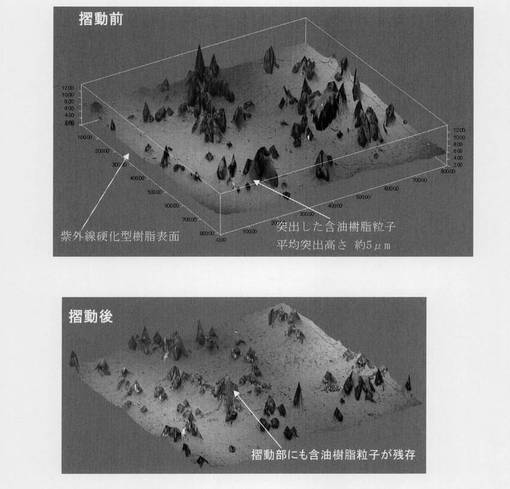
【図3】本発明に係る摺動部材(実施例4)の潤滑被膜の摺動前と摺動後の摩擦面の状態を示す3Dマップ画像である。
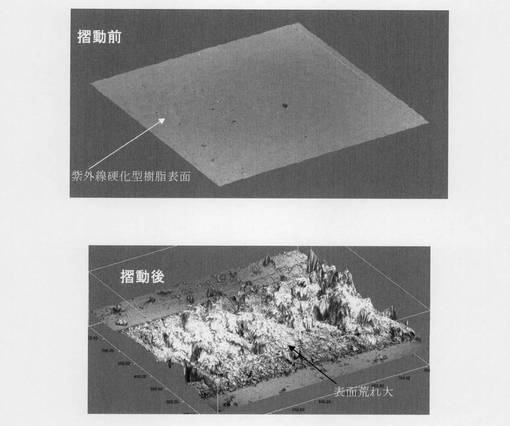
【図4】樹脂粒子を含有しない紫外線硬化樹脂被膜を形成した比較例1における摺動前と摺動後の潤滑被膜の表面状態を示す3Dマップ画像である。
【発明を実施するための形態】
【0024】
本発明に係る摺動部材は、その摺動面が、潤滑油含有粒子を分散状態で含有する紫外線硬化樹脂からなる潤滑被膜で被覆されていることを特徴とする。
潤滑油含有粒子は、その少なくとも一部が潤滑被膜の表面に露出して存在していることが好ましい。潤滑油含有粒子は潤滑被膜の厚さ方向の断面において均一に分布している必要性はなく、そのような均一分布はかえって好ましくない。そうではなく、潤滑油含有粒子は、潤滑被膜の厚さ方向の断面において、摺動部材との界面近傍には全く存在しないか、又はその量が極めて少なく、反対側の潤滑被膜表面近傍に集中して存在し、少なくとも一部は表面に露出していることが好ましく、より好ましくは表面から突出している。それにより、高度の潤滑性を確保しながら、潤滑被膜の基材(摺動部材の摺動面)との密着性も十分に確保される。
【0025】
潤滑油含有粒子は、潤滑油を封入したマイクロカプセル、含油多孔質炭素、含油多孔質シリカやその他の含油多孔質セラミックスなどの粒子でもよいが、好ましいのは潤滑油含有有機樹脂粒子、中でも潤滑油含有ポリオレフィン樹脂粒子である。
【0026】
潤滑油含有ポリオレフィン樹脂は、潤滑油と熱可塑性樹脂の1種であるポリオレフィン樹脂、好ましくはポリエチレンとから構成され、両者の混合物をポリオレフィン樹脂の融点以上の温度で加熱することで両者を相溶させ、室温まで冷却したものである。相溶とは、潤滑油とポリマーが互いに親和性を有するため、完全に混ざり合って、1つの相を形成することを意味する。従って、潤滑油と樹脂は、互いに親和性を有し、容易に相溶するような組合せとなるように選択することが好ましい。そのような組合せは、潤滑油が例えば鉱油又はポリα−オレフィン油である場合であり、この場合には加熱温度はポリオレフィン樹脂の融点であればよい。すなわち、加熱温度は融点と同じ温度でもよい。一方、潤滑油が極圧添加剤(又は高塩基性有機酸金属塩、エーテル油もしくはエステル油)のように、ポリオレフィン樹脂とは分子構造や極性が異なり、互いに親和性に乏しい樹脂−潤滑油の組合せであっても、加熱温度をより高温に高めることよって、潤滑油をポリオレフィン樹脂に相溶させることができる。
【0027】
潤滑油含有ポリオレフィン樹脂の粒子化(粉末化)は、潤滑油とポリオレフィン樹脂との混合物を、樹脂と非相溶性の高沸点液体中において樹脂の融点以上の温度で撹拌してエマルジョン化する、といった方法で達成できる。
【0028】
しかし、後述するように、本発明の摺動部材の好ましい製造方法では、紫外線硬化樹脂塗料とポリオレフィン樹脂粒子(潤滑油を含有していない)との混合液を塗布することにより、紫外線硬化樹脂中にポリオレフィン樹脂粒子を分散させた被膜を摺動部材の摺動面上に形成した後、この被膜に潤滑油を塗布し、該ポリオレフィン樹脂の融点以上の温度に加熱することにより、ポリオレフィン樹脂粒子に潤滑油を相溶させて、被膜内で潤滑油含有ポリオレフィン樹脂粒子を形成する。この方法では、潤滑油を含有していないポリオレフィン樹脂粒子を原料として使用するので、材料の入手が容易である。また、潤滑油を含有していないポリオレフィン樹脂粒子は、取扱いが容易で、塗料中に容易に分散させることができる。
【0029】
使用可能な潤滑油としては、ポリα−オレフィン油、パラフィン系炭化水素油とナフテン系炭化水素油とを含む鉱油、ジアルキルジフェニルエーテルのようなエーテル油、フタル酸エステルやトリメリット酸エステルのようなエステル油、トリクレジルホスフェート、ジアルキルジチオりん酸亜鉛、ポリスルフィドのような極圧添加剤、高塩基性Caスルホネート、高塩基性Caサリシレート、高塩基性Caフェネートのような高塩基性有機酸金属塩が挙げられ、これらから選ばれた1種又は2種以上を使用できる。
【0030】
高塩基性有機酸金属塩は、有機酸、好ましくは芳香族有機酸と化学量論的に過剰量のアルカリ(アルカリ金属又はアルカリ土類金属)とから構成される塩であり、油中にアルカリの過剰分がコロイド状微粒子として分散した、常温でグリス状の物質であるので、本発明ではこれを潤滑油に含める。金属塩は、アルカリ金属塩でもよいが、好ましくはアルカリ土類金属塩、特にカルシウム塩が好ましい。塩基価が50mgKOH/g以上のものを高塩基性と称する。
【0031】
潤滑油を含有させる有機樹脂としては、従来から含油ポリマーに使用されている、ポリオレフィン樹脂を使用することが好ましい。中でもポリエチレンが好ましく、超高分子量ポリエチレンがさらに好ましい。超高分子量ポリエチレンとは、重量平均分子量が100万以上のポリエチレンを意味する。好ましい超高分子量ポリエチレンは平均分子量が150〜1000万の範囲内のものである。
【0032】
ポリオレフィン樹脂粒子は、粉末、球状化ポリマーといったビーズ状、粒状などのいずれの形態でもよい。粒子の平均粒径は好ましくは5〜50μmの範囲内である。使用可能な超高純度ポリエチレン粒子の市販品の例としては、三井化学株式会社製ミペロンなどが例示される。
【0033】
成膜に用いる紫外線硬化樹脂塗料としては、少なくともモノマー及び/又はオリゴマーと光重合開始剤とから構成される樹脂組成物を使用できる。紫外線硬化樹脂塗料は、塗布後に紫外線を照射すると紫外線硬化樹脂被膜を形成する。紫外線硬化樹脂塗料は、水を含む溶剤を全く含有しない無溶剤型の組成物であることが好ましいが、溶剤含有型塗料も使用可能である。多様な紫外線硬化樹脂塗料が市販されており、それらをそのまま使用することもできる。
【0034】
紫外線硬化樹脂塗料に用いるモノマーとしては、多価アルコールと(メタ)アクリル酸との多価(ジもしくはトリ以上)エステルの他、各種の(メタ)アクリレート化合物、N−ビニルピロリドン、N−ビニルカプロラクタム、及びスチレン等が挙げられる。オリゴマーとしては、エポキシ(メタ)アクリレート、ウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート、ポリエーテル(メタ)アクリレート、及びシリコーン(メタ)アクリレート等を挙げることができる。
【0035】
有用な光重合開始剤は260〜450nmの波長に吸収をもつ化合物であり、例としてはベンゾイン及びその誘導体、ベンゾフェノン及びその誘導体、アセトフェノン及びその誘導体、ミヒラーケトン、ベンジル及びその誘導体、テトラアルキルチウラムモノスルフィド、チオキサン類などを挙げることができる。特にチオキサン類を使用するのが好ましい。
【0036】
紫外線硬化樹脂塗料は、所望により、防錆添加剤、酸化防止剤、及び潤滑性粉末から選ばれた1種又は2種以上の添加剤を含有しうる。これらの添加剤としては、たとえば、桜井俊男著「潤滑剤の物理学」幸書房発行に記載されているものが適用できる。
【0037】
具体的には、防錆添加剤としてはアルケニルコハク酸誘導体、金属石鹸などが、酸化防止剤としてはDBPC(2,6−ジ−tert−ブチル−パラクレゾール)やM−DTP(ジアルキルジチオリン酸金属塩)が、潤滑性粉末としては、二硫化モリブデン、二硫化タングステン、黒鉛、マイカ、窒化硼素、ポリテトラフルオロエチレン粉末などを用いることができる。添加剤の含有量も、例えば、上記文献に記載されているような慣用の量でよく、添加剤の種類ごとに適量は異なる。
【0038】
次に本発明に係る摺動部材の好ましい製造方法について、添付図面を参照しながら説明する。図1は、本発明に係る摺動部材の製造方法を模式的に示す説明図である。図示例では、リン酸亜鉛化成処理により表面処理を施した鋼板の表面に本発明に従って潤滑被膜を形成する場合を例にとって説明する。
【0039】
・混合液作製工程
紫外線硬化樹脂塗料とポリオレフィン樹脂粒子とを、該粒子が該塗料中に分散するように混合して、塗布に用いる混合液を作製する。上述したように、紫外線硬化樹脂塗料は少なくともモノマー及び/又はオリゴマー並びに光重合開始剤から構成される、好ましくは無溶剤型の樹脂組成物であり、市販の紫外線硬化樹脂塗料をそのまま使用することができる。所望により、適当な添加剤をさらに添加してもよい。ポリオレフィン樹脂粒子は好ましくはポリエチレン粒子であり、より好ましくは超高分子量ポリエチレン粒子である。
【0040】
ポリオレフィン樹脂粒子の割合は、紫外線硬化樹脂塗料(溶剤を含有する場合は、溶剤希釈前の紫外線硬化樹脂塗料基準)100質量部に対して2〜40質量部の割合とすることが好ましい。混合は、例えば、紫外線硬化樹脂塗料にポリオレフィン樹脂粒子を添加し、適当な撹拌・混合手段(例、回転羽根を備えた撹拌機、自転好転方式攪拌ミキサーなど)を用いて、粒子が十分に分散するまで撹拌を続けることにより実施できる。
【0041】
・被膜形成工程
混合液作製工程で調製された混合液を、摺動面を有する摺動部材の摺動面に塗布し、塗膜を紫外線照射により硬化させることにより、紫外線硬化樹脂中にポリオレフィン樹脂粒子が分散している被膜を形成する。
【0042】
塗布は、ブラシ塗布、スプレー塗布などの任意の慣用の塗布手段を利用して実施でき、摺動部材の摺動面の形状に応じて適当な塗布手段を選択すればよい。塗布は、乾燥被膜の膜厚が20〜200μmの範囲内となるように行うことが好ましい。この膜厚は、使用したポリオレフィン樹脂粒子の平均粒径の0.5倍以上、好ましくは2倍以上、さらに好ましくは3倍以上とすることが好ましい。
【0043】
紫外線硬化樹脂塗料/ポリオレフィン樹脂粒子の混合液を摺動部材の摺動面に塗布した後、すぐに紫外線照射を行わずに、短時間の保持時間をとることが好ましい。この保持時間は、例えば30秒〜15分間、好ましくは2〜10分間、例えば、5分間でよい。それにより、図1に示すように、塗布直後には塗膜中にポリオレフィン樹脂粒子(図中では特に好ましい超高分子量ポリエチレン粒子として表示)が均一に分布していたのに対し、保持時間中に比重が軽いポリオレフィン樹脂粒子が浮上して、塗膜表面にポリオレフィン樹脂粒子が偏在するようになる。そのため、ポリオレフィン樹脂粒子が、基材との界面近傍では少なく、反対側の塗膜表面近傍で多くなり、塗膜の厚み方向において粒子分布が不均一になる。この保持時間の後、図示のように、塗膜の表面近傍に存在する粒子は、少なくとも一部が塗膜表面に露出するようになる。なお、この段階で、塗膜表面に露出している粒子が、右側の図に示すように塗膜表面から突出していてもよい。
【0044】
ポリオレフィン樹脂粒子と紫外線硬化樹脂塗料の組み合わせによっては、このような保持時間を特別にとらなくても、紫外線照射が始まるまでのごく短時間(例えば10秒)で上述した塗膜内での樹脂粒子の浮上が起こるので、この保持時間は場合により省略可能である。
【0045】
場合により上記の保持時間をとった後、塗膜に紫外線を照射する。この紫外線照射は紫外線硬化樹脂塗料に慣用されている周知の方法及び条件で実施すればよい。紫外線硬化樹脂の種類に応じて適切な紫外線の波長や線源を選択することができる。紫外線照射により、紫外線硬化樹脂が硬化し、ポリオレフィン樹脂粒子は硬化被膜中に固定される。こうして、一部のポリオレフィン樹脂粒子が表面に露出し、場合により表面から突出している、ポリオレフィン樹脂含有紫外線硬化樹脂被膜が形成される。
【0046】
・含油処理工程
上記のように紫外線照射により硬化させた、ポリオレフィン樹脂粒子を含有する紫外線硬化樹脂被膜の表面に潤滑油を塗布した後、使用したポリオレフィン樹脂の融点以上の温度に加熱して、被膜の表面に露出しているポリオレフィン樹脂粒子に潤滑油を相溶させて、潤滑油を含有する潤滑油含有樹脂粒子を形成する。この処理のことを、本発明では含油処理という。
【0047】
加熱温度は、潤滑油が鉱油、ポリαオレフィンなどのポリオレフィン樹脂と親和性の高いものである場合にはポリオレフィン樹脂の融点以上であればよく、潤滑油が極圧添加剤(例、トリクレジルホスフェート)や高塩基性有機酸金属塩、エーテル油、エステル油等のようなポリオレフィン樹脂と親和性の低いものである場合には、ポリオレフィン樹脂の融点より高温、好ましくは5℃以上高温、より好ましくは10℃以上高温に加熱する。
【0048】
潤滑油の含有量は樹脂粒子、特に表面に露出している樹脂粒子の量とその樹脂粒子の含油性能に応じて変動するが、余分を見越して十分な量の潤滑油を塗布し、加熱とその後の冷却後に、含有されなかった潤滑油を除去すればよい。
【0049】
潤滑油の塗布はブラシ塗布、スプレー塗布などの常法により実施すればよい。加熱は、例えば、加熱炉(オーブン)による加熱、熱風加熱、紫外線照射熱などの周知の手段で実施できる。加熱温度がポリオレフィン樹脂の融点以上であるため、加熱中に樹脂粒子は溶融するが、他の粒子とは紫外線硬化樹脂により隔離されているため、加熱後の冷却中に固化して粒子形状に戻る。加熱温度の上限は特に制限されないが、加熱コストを考慮するとポリオレフィン樹脂の融点+40℃以下とすることが好ましい。加熱時間は、潤滑油が樹脂粒子に十分な量で相溶するのに十分な時間であればよく、加熱温度、潤滑油の種類などによっても異なるが、一般には30秒〜30分の範囲内であり、好ましくは1〜10分の範囲内である。
【0050】
潤滑油を塗布してから加熱する代わりに、ポリオレフィン樹脂粒子の融点よりかなり高温に加熱された潤滑油を塗布することで、塗布と樹脂粒子の加熱とを同時に行うことも可能である。
【0051】
上記のように潤滑油の塗布と加熱とからなる含油処理を行うと、図1に示すように、被膜表面に露出しているポリオレフィン樹脂粒子に選択的に潤滑油が相溶することにより、潤滑油含有ポリオレフィン樹脂粒子(図中では含油樹脂粒子)となるが、被膜内部に存在する樹脂粒子は潤滑油の相溶を受けず、ポリオレフィン樹脂粒子のままである。従って、被膜表面に露出しているポリオレフィン樹脂粒子を選択的に含油樹脂粒子にすることができる。
【0052】
潤滑油が相溶した樹脂粒子は、加熱後の冷却過程で固化するが、相溶した潤滑油の分だけ粒子の質量が増え、より大粒径の粒子となる。この体積膨張等の理由により、含油処理前には被膜表面に露出しているだけで表面から突出していなかった粒子であっても、含油処理後には被膜表面から突出するようになることが多い。
【0053】
こうして表面に集中して存在し、好ましくは表面から突出している潤滑油含有ポリオレフィン樹脂粒子(含油樹脂粒子)からは、摺動時の高面圧と摩擦熱の作用下で、含有されている潤滑油が粒子表面に滲み出てくる。それにより、摺動部材には液体潤滑に近い高度の潤滑性が付与される。従って、この被膜全体が潤滑性に優れた潤滑被膜として機能する。しかし、摺動を受けていない場合には、含油樹脂粒子は固体粒子であるので、潤滑被膜は実質的にべとつきのない表面を有する固体被膜である。
【0054】
好適な形態では、含油樹脂粒子は、紫外線硬化樹脂からなる平滑な被膜表面から突出している。それにより、摺動時には相手摺動面が突出した含油樹脂粒子と優先的に接触し、潤滑油の滲み出しが促され、液体潤滑と同程度の低摩擦を発現することができる。また、相手摺動面は、潤滑性能の低い紫外線硬化樹脂の表面との接触がおこりにくくなり、両方の摺動面の荒れを抑制できるので、荒れによる摩擦増大も防止できる。
【0055】
一方、紫外線照射前に樹脂粒子が塗膜内で全体的に浮上しているため、被膜の基材との界面近傍には樹脂粒子が存在しないか、その量が極めて少なくなっている。潤滑油含有ポリオレフィン樹脂粒子とは異なり、被膜内部に存在する潤滑油を含んでいないポリオレフィン樹脂粒子は、基材と接触していても被膜の密着性を著しく損なうことはないが、基材と接触するポリオレフィン樹脂粒子が全く存在しないか、その量が少なくなると、紫外線硬化樹脂被膜の密着性はより向上する。その結果、上記方法で形成された潤滑被膜は、液体潤滑に近い高度の潤滑性と基材との良好な密着性の両方の特性をいずれも高レベルで達成することができる。
【0056】
前述したように、摺動部材の材質、形状、用途などは特に制限されない。従って、本発明は、摺動を繰り返し受ける摺動面を有する多様な摺動部材に適用可能である。そのような摺動部材の具体例としては、軸受け、ピストン、シリンダ、駆動軸などが挙げられる。
【実施例】
【0057】
以下、実施例により本発明を例示するが、実施例は本発明を制限するものではない。なお、実施例及び比較例における使用材料及び条件の一部と摩擦係数及びべとつきの有無を表1にまとめて示す。
【0058】
以下の実施例において、形成された潤滑被膜の特性は次の方法で測定した。
潤滑性:
バウデン摩擦試験により摺動を最大150回反復する際の動摩擦係数を測定した(鋼球:SUJ−2、3/16”、荷重1000gf、摺動速度4mm/sec)。表示の数値は、最終の150回目の摺動時に測定された動摩擦係数を示す。被膜剥離のために摩擦試験を途中で中止した時には、最後の摺動時に測定された摩擦係数を表示する。
【0059】
べとつき:
摺動部材上にアルミナ研削剤粒(昭和電工株式会社製モランダムA43−F60)を摺動部材が見えなくなるまで十分な量でのせ、150mm離れた位置から3barの圧縮空気でエアブローし、研削剤粒が残留するかどうかで、べとつきを目視判断した。
【0060】
摺動痕分析:
バウデン試験における反復摺動前後の摩擦面について、レーザー顕微鏡測定を実施し、3Dマップを作成した。
【0061】
【表1】

【0062】
(実施例1)
鋼板表面にリン酸亜鉛化成処理を施した市販の金属板(日本パーカライジング社製の製品を使用)を基材として使用し、この基材の片面に、市販の紫外線硬化樹脂(日本化薬社製KAYARAD HX−220、アクリレートモノマー)に市販の超高分子ポリエチレン粉末(三井化学社製 ミペロンXM220、粒径30μm、融点136℃)を5wt%添加・分散した混合液からなる無溶剤タイプの紫外線硬化樹脂塗料を、ドクターブレード製アプリケーターを用いて塗布した。紫外線硬化樹脂には予め光重合開始剤及び促進剤として日本化薬社製のDETX−S(2,4−ジエチルチオキサントン)及びEPA(p−ジメチルアミノ安息香酸エチル)をそれぞれ3wt%ずつ加えた。超高分子ポリエチレン粉末と光重合開始剤及び促進剤の分散・脱泡は、自転公転方式撹拌ミキサー(「あわとり練太郎」シンキー社製ARE−250T)を用いて行った(分散:500rpm、15分;脱泡:500rpm、15分)。
【0063】
塗布後に5分間の保持時間をとった後、集光型水銀ランプを用いて、積算照度9000mJ/cm2、ピーク強度152mW/cm2で塗膜に紫外線を照射して塗膜を硬化させ、基材表面に紫外線硬化樹脂被膜を形成した。電磁膜厚計で計測した被膜厚は120μmであった。
【0064】
この被膜に鉱油(ダイアナプロセスオイルPW90)を十分余分な量で塗布し、136℃の加熱炉内に5分間保持し、室温に冷却後、余分な油分をガーゼで拭き取り、含油有機樹脂粒子を含有する紫外線硬化樹脂被膜を備えた摺動部材を作成した。
【0065】
この摺動部材の摩擦係数は約0.05であり、液体潤滑での摩擦係数(比較例5)とほぼ同じであった。また、150回摺動後も摩擦係数の上昇や被膜のダメージが見られず、良好な潤滑性能を示していた(図2)。また、べとつきもみられなかった。
【0066】
この潤滑被膜において、含油樹脂粒子の一部が潤滑被膜の表面に露出し、かつ表面から突出していることは、摩擦試験における摺動前の潤滑被膜の3Dマップから確認された。また、表面に露出している超高分子量ポリエチレン樹脂粒子が、潤滑油を含有する含油樹脂粒子になっていることは、潤滑油の塗布と加熱(すなわち、含油処理)を行わなかった比較例3に比べて、摩擦試験における摩擦係数が低くなっていることからも実証されるが、含油処理の前後で粒子の突出長さが増大している(つまり、比較例3に比べて粒子の突出長さが増大している)ことによっても確認された。この点は実施例2〜6においても同様であった。
【0067】
(実施例2)
鉱油(ダイアナプロセスオイルPW90)を塗布した後の加熱温度を150℃に変更した以外は実施例1と同様にして、含油有機樹脂粒子を含有する紫外線硬化樹脂被膜からなる潤滑被膜を備えた摺動部材を作成した。図3に示す摩擦試験における摺動前の潤滑被膜の3Dマップから、形成された潤滑被膜において、含油樹脂粒子の一部が潤滑被膜の表面に露出し、かつ表面から突出していることが確認された。
【0068】
この摺動部材の摩擦係数は約0.05であり、液体潤滑での摩擦係数(比較例5)とほぼ同じであった。また、150回摺動後も摩擦係数の上昇、被膜ダメージも見あたらず良好な潤滑性能を示していた(図2)。べとつきもみられなかった。
【0069】
(実施例3)
実施例1と同様にして基材の表面に紫外線硬化樹脂被膜を形成した。この被膜上に極圧添加剤のTCP(トリクレジルホスフェート、三菱ガス化学社製)を余分に塗布し、150℃の加熱炉に5分間保持し、室温に冷却後、余分な油分をガーゼで拭き取り、含油樹脂粒子含有紫外線硬化樹脂被膜を備えた摺動部材を作成した。
【0070】
この摺動部材の摩擦係数は約0.05であり、同じ潤滑油を用いた液体潤滑での摩擦係数(比較例6)とほぼ同じであった。また、150回摺動後も、摩擦係数の上昇、被膜ダメージも見あたらず、良好な潤滑性能を示していた(図2)。べとつきもみられなかった。形成された潤滑被膜において、含油樹脂粒子の一部が潤滑被膜の表面に露出し、かつ表面から突出していることは、摩擦試験における摺動前の潤滑被膜の3Dマップから確認された。
【0071】
(実施例4)
中国塗料社製のエポキシアクリル樹脂系紫外線硬化樹脂塗料(無溶剤タイプ)に実施例1と同じ超高分子量ポリエチレン粉末を5wt%添加・分散した混合液を紫外線硬化性樹脂塗料として用いた以外は、実施例1と同様にして、基材表面に紫外線硬化樹脂被膜を形成した。電磁膜厚計で測定した被膜厚は120μmであった。この被膜上に鉱油(ダイアナプロセスオイルPW90)を余分に塗布し、150℃の加熱炉内に5分間保持して加熱し、室温に冷却後、余分な油分をガーゼで拭き取り、含油樹脂粒子を含む紫外線硬化樹脂被膜を備えた摺動部材を作成した。
【0072】
この摺動部材の摩擦係数は約0.05と液体潤滑での摩擦係数(比較例5)とほぼ同じであった。また、150回摺動後も摩擦係数の上昇、被膜ダメージも見あたらず、良好な潤滑性能を示していた(図2)。150回の摺動を繰り返す摩擦試験の前後の潤滑被膜の表面をレーザー顕微鏡で観察した結果を図3に示す。摩擦試験の後(摺動後)も、摩擦試験前(摺動前)と同様に、突出した含油樹脂粒子が、量や高さには多少の変化あるものの、潤滑被膜の表面に十分に残存し、紫外線硬化樹脂で構成された被膜平坦面の荒れが抑制されている様子が観察された。また、被膜のべとつきもみられなかった。形成された潤滑被膜において、含油樹脂粒子の一部が潤滑被膜の表面に露出し、かつ表面から突出していることは、摩擦試験における摺動前の潤滑被膜の3Dマップから確認された。
【0073】
(実施例5)
紫外線硬化樹脂を別の市販品(日本化薬株式会社製KAYARAD R−712、アクリレートモノマー)に変更し、紫外線照射条件を、積算照度10000mJ/cm2、ピーク強度50mW/cm2に変更した以外は、実施例1と同様にして、紫外線硬化樹脂被膜を基材表面に形成した。硬化剤、硬化促進剤、ポリエチレン粉末の種類や添加量も同様であった。電磁膜厚計で測定した被膜厚は120μmであった。この被膜上に鉱油(ダイアナプロセスオイルPW90)を余分に塗布し、150℃の加熱炉内に5分間保持して加熱し、室温に冷却後、余分な油分をガーゼで拭き取り、含油樹脂粒子を含む紫外線硬化樹脂被膜を備えた摺動部材を作成した。
【0074】
この摺動部材の摩擦係数は約0.05であって、液体潤滑での摩擦係数(比較例5)と同じであった。また、150回摺動後も摩擦係数の上昇、被膜ダメージも見あたらず、良好な潤滑性能を示していた(図2)。べとつきもみられなかった。形成された潤滑被膜において、含油樹脂粒子の一部が潤滑被膜の表面に露出し、かつ表面から突出していることは、摩擦試験における摺動前の潤滑被膜の3Dマップから確認された。
【0075】
(実施例6)
別の超高分子量ポリエチレン粉末(三井化学社製ミペロンPM200、融点136℃、粒径10μm)を使用した以外は、実施例5と全く同様にして、紫外線硬化樹脂被膜を基材表面に形成した。電磁膜厚計で測定した被膜厚は120μmであった。この被膜上に鉱油(ダイアナプロセスオイルPW90)を余分に塗布し、150℃の加熱炉内に5分間保持して加熱し、室温に冷却後、余分な油分をガーゼで拭き取り、含油樹脂粒子を含む紫外線硬化樹脂被膜を備えた摺動部材を作成した。
【0076】
この摺動部材の摩擦係数は約0.05であって、液体潤滑での摩擦係数(比較例5)と同じであった。また、150回摺動後も摩擦係数の上昇、被膜ダメージも見あたらず、良好な潤滑性能を示していた(図2)。べとつきもみられなかった。形成された潤滑被膜において、含油樹脂粒子の一部が潤滑被膜の表面に露出し、かつ表面から突出していることは、摩擦試験における摺動前の潤滑被膜の3Dマップから確認された。
【0077】
(比較例1)
実施例4で使用したのと同じ中国塗料社製のエポキシアクリル樹脂系紫外線硬化樹脂塗料(無溶剤タイプ)を用いて、樹脂粒子を含有しない紫外線硬化樹脂被膜を備えた摺動部材を作成した。金属板、塗布方法、硬化方法は実施例4と同じであった。この摺動部材の摩擦係数は摺動開始直後から即座に上昇し(図2)、次に述べるように、10回摺動後には被膜剥離、摩滅が発生し、そこで摩擦試験を中止した。被膜のべとつきはみられなかった。
【0078】
この樹脂粒子を含んでいない紫外線硬化樹脂被膜の摩擦試験における10回摺動の前後の被膜表面をレーザー顕微鏡で観察した結果を図4に示す。摩擦試験の前は被膜表面が平滑であり、図3とは異なり、当然ながら被膜表面から突出している樹脂粒子は観察されない。摩擦試験で10回摺動させた後は、被膜表面が摩擦により著しく荒れていて、被膜の部分的な剥離が発生していることが、図4から見て取れる。
【0079】
(比較例2)
比較例1で作製した摺動部材に鉱油(ダイアナプロセスオイルPW90)を余分に塗布し、150℃の加熱炉内に5分間保持して加熱し、室温に冷却後、余分な油分をガーゼで拭き取ることによって、紫外線硬化樹脂被膜を備えた摺動部材を作成した。この摺動部材の摩擦係数は摺動開始直後から即座に上昇し、10回摺動後には被膜剥離や摩滅が発生していた(図2)。被膜のべとつきはみられなかった。
【0080】
(比較例3)
実施例1において鉱油を塗布して加熱する前の紫外線硬化樹脂被膜、すなわち、潤滑油を含んでいない超高分子量ポリエチレン樹脂粒子を含有し、その一部は被膜表面から突出している紫外線硬化樹脂被膜を備えた摺動部材も作成し、摩擦係数を測定した。この摺動部材の摩擦係数は約0.3で、150回摺動後も摩擦係数の上昇はみられなかったが、実施例で達成されたような被膜の低摩擦化はみられなかった(図2)。
【0081】
(比較例4)
実施例1において鉱油を塗布して加熱する前の紫外線硬化樹脂被膜を形成し、この被膜上に潤滑油として極圧添加剤のTCP(三菱ガス化学製)を塗布し、136℃の加熱機に5分間保持し、室温に冷却後、余分な油分をガーゼで拭き取り、樹脂粒子を含有する紫外線硬化樹脂被膜を備えた摺動部材を作成した。この摺動部材の摩擦係数は徐々に増加し、摺動回数150回目で約0.3と高い値になった。ポリオレフィン樹脂との親和性が低い潤滑油である極圧添加剤を塗布後の加熱温度が低かったために、樹脂粒子中への極圧添加剤の相溶が実質的におこらず、樹脂粒子が含油樹脂粒子になっていなかったものと推測される。
(比較例5)
比較例3の摺動部材の紫外線硬化樹脂被膜に常温の鉱油(ダイアナプロセスオイルPW90)を塗布した摺動部材について摺動特性を調べた。摩擦係数は約0.05と非常に低い値を示した(図2)。しかし、液体が存在するため、被膜は大きくべとついていた。
【0082】
(比較例6)
比較例3の摺動部材の紫外線硬化樹脂被膜に常温の極圧添加剤TCP(三菱ガス化学製)を塗布した摺動部材について摺動特性を調べた。摩擦係数は約0.05と非常に低い値を示した(図2)。しかし、液体が存在するため、被膜は大きくべとついていた。
【技術分野】
【0001】
本発明は、紫外線硬化樹脂を主成分とする、べとつきのない固体被膜でありながら、潤滑油のような液体潤滑と同様の低摩擦を示す潤滑被膜を摺動面に備えた、極めて高度の摺動特性を示す摺動部材とその製造方法とに関する。
【背景技術】
【0002】
紫外線硬化樹脂塗料は、塗布基材の加熱を必要とせずに短時間で被膜を形成できる。この点に着目して、紫外線硬化樹脂塗料を摺動部材における摺動面上の潤滑被膜形成に応用することが検討されている。
【0003】
しかし、紫外線硬化樹脂被膜は潤滑性が低く、摺動面をこの被膜で被覆したまま摺動部材として用いても、摺動面が高摩擦を示し、最終的に、被膜の摩耗や剥離が発生してしまう。そのため、紫外線硬化樹脂被膜の低摩擦化が望まれていた。
【0004】
摺動部材の低摩擦化は、省エネの観点等から望まれる性能である。低摩擦という点では固体潤滑被膜のみの場合より、固体潤滑被膜の上に潤滑油を塗布するといった、固体潤滑と液体潤滑とを併用した場合の方が優れている。しかし、液体の使用は、低摩擦をもたらす反面、流動性が高いことから容易に周囲に流れだし、摺動部周辺を汚すとともに、定期的に補充しなければならないという難点がある。また、液体にはべとつきがあるため、液体潤滑はゴミの付着等、汚染物による悪影響も受けやすい。そこで、固体でありながら、油の摩擦低減効果があり、固体潤滑と液体潤滑の利点を兼ね備えた潤滑被膜を有する摺動部材が望まれている。
【0005】
特開平11−63132号公報(特許文献1)及び同11−223260号公報(特許文献2)には、潤滑油含有ポリマー(含油ポリマーとも呼ばれる)の部材を潤滑ボールねじや軸受け等の近辺に配置し、この部材からの滲み出しにより潤滑油を持続的に供給することが開示されている。
【0006】
潤滑油含有ポリマーとは、潤滑油と熱可塑性有機ポリマーとから構成され、両者が互いに相溶した単一相をなしている固体材料である。特に、ポリオレフィン樹脂は多量の潤滑油を含有することが可能であり、なかでもポリエチレンと鉱油の組み合わせは、総重量の70%もの潤滑油を含有することができる。ポリマー中に含有された潤滑油は、摺動、温度上昇、圧力などの因子によって、材料の内部から表層部へ移動して滲み出ることにより、潤滑作用を発揮する。
【0007】
この潤滑油含有ポリマーは、原料の有機ポリマーと潤滑油の混合物を加熱溶融し、所定の型に注入し、加圧しながら冷却固化することによって成形体(例、シート状、円柱状など)として製造されてきた。そのため、従来の潤滑油含有ポリマーでは形状に対する自由度が小さく、そのまま摺動部材の摺動面の表面に被膜形成することはできない。また、たとえ被膜を形成できたとしても、潤滑油含有ポリマーは金属基体との密着性が低いため、潤滑被膜として適用しても、摺動時の摩擦抵抗で被膜が大きく剥離してしまい、そのまま摺動部材として使用することはできない。
【特許文献1】特開平11−63132号公報
【特許文献2】特開平11−223260号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、表面にべとつきのない固体被膜でありながら、液体潤滑と同程度の低い摩擦係数(摺動特性)を発現可能な潤滑被膜を摺動面に備えた摺動部材とその製造方法とを提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明者らは、紫外線硬化樹脂被膜に潤滑油含有粒子、例えば、前述した特許文献1、2に開示されているような、ポリオレフィン樹脂に潤滑油を含有させて粒子状にした潤滑油含有ポリマーを粒子状にしたもの、を分散させることにより、上記課題を解決できることを見出し、本発明に至った。
【0010】
本発明は、摺動面を有する摺動部材であって、前記摺動面が、潤滑油含有粒子を含んだ紫外線硬化樹脂からなる潤滑被膜で被覆されおり、該粒子の少なくとも一部が該潤滑被膜の表面に露出していることを特徴とする摺動部材である。潤滑被膜の表面に露出している潤滑油含有粒子は、好ましくは潤滑被膜の表面から突出している。
【0011】
ここで、「摺動部材」とは、軸受け、ピストン、シリンダ、駆動軸などのように、摺動面を有する部材を意味する。摺動部材の素材は典型的には鋼又は他の金属であるが、素材は金属に限定されるものではない。
【0012】
本発明に従ってその上に潤滑被膜が形成される摺動部材の摺動面は、素材そのままの未処理表面であってもよいが、耐食性確保やその他の目的で適当な表面処理が予め施された表面であってもよい。そのような表面処理としては、めっき(例、亜鉛系めっき)、リン酸塩処理をはじめとする各種の化成処理などが挙げられ、2種以上の表面処理を組み合わせて施すことも可能である。
【0013】
好適態様において、前記潤滑油は鉱油及びポリα−オレフィン油から選ばれた1種又は2種、又はエーテル油、エステル油、極圧添加剤及び高塩基性有機酸金属塩から選ばれた1種又は2種以上である。
【0014】
潤滑油含有粒子は、例えば、多孔質セラミックス粒子などの多孔質粒子に潤滑油を含浸させて、多孔質粒子の細孔に潤滑油を充填した材料や、潤滑油を封入したマイクロカプセルであってもよい。例えば、潤滑油の含浸に適した細孔径を有する多孔質セラミックを選択し、それに潤滑油を含浸させることにより、本発明で使用することができる潤滑油含有多孔質セラミック粒子を作製することができる。この種の潤滑油含有粒子では、潤滑油は粒子材料に相溶していないので、潤滑油は液状のままにとどまる。しかし、この場合でも、ほとんどの潤滑油が粒子内部に存在するため、被膜表面のべたつきはほとんどない。
【0015】
好ましい潤滑油含有粒子は、有機樹脂粒子に潤滑油を相溶させた潤滑油含有樹脂粒子であり、中でもポリオレフィン樹脂粒子に潤滑油を含有させた潤滑油含有ポリオレフィン樹脂粒子である。ポリオレフィン樹脂としてはポリエチレンが好ましい。潤滑油含有有機樹脂は、潤滑油と熱可塑性有機樹脂とが互いに相溶した単一相をなしている固体材料であり、潤滑油も固体状態になっている。そのため、潤滑油を含有するにもかかわらず、被膜表面のべたつきが解消される。
【0016】
潤滑油含有粒子が潤滑油含有ポリオレフィン樹脂粒子である場合、潤滑油を含有していないポリオレフィン樹脂粒子を含有する紫外線硬化樹脂被膜をまず形成し、この被膜に潤滑油を塗油し、次いで樹脂粒子が溶融する温度に加熱して、被膜表面に露出しているポリオレフィン樹脂に潤滑油を相溶させることによって、被膜形成後に潤滑油含有ポリオレフィン樹脂を形成することができる。こうすることで、被膜表面に露出しているポリオレフィン樹脂粒子のみを潤滑油含有樹脂粒子とし、被膜内部に存在する残りのポリオレフィン樹脂粒子はそのままとすることができる。
【0017】
具体的には、紫外線硬化樹脂塗料とポリオレフィン樹脂粒子とを、該粒子が該塗料中に分散するように混合して混合液を作製する工程と、摺動面を有する摺動部材の摺動面に前記混合液を塗布し、塗膜を紫外線照射により硬化させることにより、ポリオレフィン樹脂粒子を含んだ紫外線硬化樹脂からなり、該樹脂粒子の少なくとも一部が被膜表面に露出している硬化樹脂被膜を形成する工程と、該被膜に潤滑油を塗布し、前記ポリオレフィン樹脂の融点以上の温度に加熱することにより、前記ポリオレフィン樹脂粒子の被膜表面に露出している粒子に潤滑油を相溶させて潤滑油含有粒子を形成する工程、とを含むことを特徴とする方法により、本発明に係る摺動部材を製造することができる。
【0018】
潤滑油が、鉱油又はポリα−オレフィン油のように、ポリオレフィン樹脂と親和性が高く溶け合いやすいものである場合には、使用したポリオレフィン樹脂の融点に加熱することで潤滑油をポリオレフィン樹脂粒子中に相溶させることができる。一方、潤滑油が、極圧添加剤、高塩基性有機酸金属塩、エーテル油又はエステル油のように、分子構造や極性が異なるためにポリオレフィン樹脂との親和性に乏しいものである場合には、ポリオレフィン樹脂の融点より高温、例えば、5℃以上高温で加熱することにより、潤滑油をポリオレフィン樹脂粒子中に相溶させることができる。
【0019】
前記被膜形成工程において、前記混合液を前記摺動面に塗布した後、塗膜中のポリオレフィン樹脂粒子が塗膜表面に浮上するように保持時間をとってから、塗膜の紫外線照射を行うことが好ましい。
【発明の効果】
【0020】
本発明に係る摺動部材では、紫外線硬化樹脂からなる潤滑被膜の表面に露出して存在する潤滑油含有粒子、例えば、潤滑油含有ポリマー粒子が、摺動前の常温、大気圧の状態では、固体粒子そのものであって潤滑油の滲み出しがないため、被膜表面は本質的にドライで異物が付着しにくい。一方、摺動時には摩擦熱と高面圧により、液体成分(潤滑油)が粒子内部から粒子表面に滲み出し、被膜表面に露出している粒子から滲み出した潤滑油が潤滑被膜に液体潤滑と同様の低摩擦化機能を付与することにより、固体被膜であるにもかかわらず、液体同様の低摩擦特性を発揮することができる。
【0021】
その結果、潤滑・摺動性能に劣っているが加熱を利用せずに短時間で成膜できる紫外線硬化樹脂を被膜形成成分として使用して、摺動時以外は表面にべたつきがなく、摺動時には高い潤滑・摺動性能を発揮することができる摺動部材を実現することが可能となる。本発明の摺動部材は、潤滑性能が極めて高いので、特に高い面圧で摺動を受ける用途に有利に適用できる。
【0022】
また、本発明に係る摺動部材の製造方法によれば、潤滑被膜が潤滑油含有ポリオレフィン樹脂を含有しているにもかかわらず潤滑被膜の密着性に優れた摺動部材を、加熱を使用せずに短時間で被膜形成できる紫外線硬化樹脂を利用して製造することができる。
【図面の簡単な説明】
【0023】
【図1】本発明に係る摺動部材の製造方法に関する説明図。
【図2】実施例及び比較例における摩擦試験の結果を摺動回数に対して示すグラフ。
【図3】本発明に係る摺動部材(実施例4)の潤滑被膜の摺動前と摺動後の摩擦面の状態を示す3Dマップ画像である。
【図4】樹脂粒子を含有しない紫外線硬化樹脂被膜を形成した比較例1における摺動前と摺動後の潤滑被膜の表面状態を示す3Dマップ画像である。
【発明を実施するための形態】
【0024】
本発明に係る摺動部材は、その摺動面が、潤滑油含有粒子を分散状態で含有する紫外線硬化樹脂からなる潤滑被膜で被覆されていることを特徴とする。
潤滑油含有粒子は、その少なくとも一部が潤滑被膜の表面に露出して存在していることが好ましい。潤滑油含有粒子は潤滑被膜の厚さ方向の断面において均一に分布している必要性はなく、そのような均一分布はかえって好ましくない。そうではなく、潤滑油含有粒子は、潤滑被膜の厚さ方向の断面において、摺動部材との界面近傍には全く存在しないか、又はその量が極めて少なく、反対側の潤滑被膜表面近傍に集中して存在し、少なくとも一部は表面に露出していることが好ましく、より好ましくは表面から突出している。それにより、高度の潤滑性を確保しながら、潤滑被膜の基材(摺動部材の摺動面)との密着性も十分に確保される。
【0025】
潤滑油含有粒子は、潤滑油を封入したマイクロカプセル、含油多孔質炭素、含油多孔質シリカやその他の含油多孔質セラミックスなどの粒子でもよいが、好ましいのは潤滑油含有有機樹脂粒子、中でも潤滑油含有ポリオレフィン樹脂粒子である。
【0026】
潤滑油含有ポリオレフィン樹脂は、潤滑油と熱可塑性樹脂の1種であるポリオレフィン樹脂、好ましくはポリエチレンとから構成され、両者の混合物をポリオレフィン樹脂の融点以上の温度で加熱することで両者を相溶させ、室温まで冷却したものである。相溶とは、潤滑油とポリマーが互いに親和性を有するため、完全に混ざり合って、1つの相を形成することを意味する。従って、潤滑油と樹脂は、互いに親和性を有し、容易に相溶するような組合せとなるように選択することが好ましい。そのような組合せは、潤滑油が例えば鉱油又はポリα−オレフィン油である場合であり、この場合には加熱温度はポリオレフィン樹脂の融点であればよい。すなわち、加熱温度は融点と同じ温度でもよい。一方、潤滑油が極圧添加剤(又は高塩基性有機酸金属塩、エーテル油もしくはエステル油)のように、ポリオレフィン樹脂とは分子構造や極性が異なり、互いに親和性に乏しい樹脂−潤滑油の組合せであっても、加熱温度をより高温に高めることよって、潤滑油をポリオレフィン樹脂に相溶させることができる。
【0027】
潤滑油含有ポリオレフィン樹脂の粒子化(粉末化)は、潤滑油とポリオレフィン樹脂との混合物を、樹脂と非相溶性の高沸点液体中において樹脂の融点以上の温度で撹拌してエマルジョン化する、といった方法で達成できる。
【0028】
しかし、後述するように、本発明の摺動部材の好ましい製造方法では、紫外線硬化樹脂塗料とポリオレフィン樹脂粒子(潤滑油を含有していない)との混合液を塗布することにより、紫外線硬化樹脂中にポリオレフィン樹脂粒子を分散させた被膜を摺動部材の摺動面上に形成した後、この被膜に潤滑油を塗布し、該ポリオレフィン樹脂の融点以上の温度に加熱することにより、ポリオレフィン樹脂粒子に潤滑油を相溶させて、被膜内で潤滑油含有ポリオレフィン樹脂粒子を形成する。この方法では、潤滑油を含有していないポリオレフィン樹脂粒子を原料として使用するので、材料の入手が容易である。また、潤滑油を含有していないポリオレフィン樹脂粒子は、取扱いが容易で、塗料中に容易に分散させることができる。
【0029】
使用可能な潤滑油としては、ポリα−オレフィン油、パラフィン系炭化水素油とナフテン系炭化水素油とを含む鉱油、ジアルキルジフェニルエーテルのようなエーテル油、フタル酸エステルやトリメリット酸エステルのようなエステル油、トリクレジルホスフェート、ジアルキルジチオりん酸亜鉛、ポリスルフィドのような極圧添加剤、高塩基性Caスルホネート、高塩基性Caサリシレート、高塩基性Caフェネートのような高塩基性有機酸金属塩が挙げられ、これらから選ばれた1種又は2種以上を使用できる。
【0030】
高塩基性有機酸金属塩は、有機酸、好ましくは芳香族有機酸と化学量論的に過剰量のアルカリ(アルカリ金属又はアルカリ土類金属)とから構成される塩であり、油中にアルカリの過剰分がコロイド状微粒子として分散した、常温でグリス状の物質であるので、本発明ではこれを潤滑油に含める。金属塩は、アルカリ金属塩でもよいが、好ましくはアルカリ土類金属塩、特にカルシウム塩が好ましい。塩基価が50mgKOH/g以上のものを高塩基性と称する。
【0031】
潤滑油を含有させる有機樹脂としては、従来から含油ポリマーに使用されている、ポリオレフィン樹脂を使用することが好ましい。中でもポリエチレンが好ましく、超高分子量ポリエチレンがさらに好ましい。超高分子量ポリエチレンとは、重量平均分子量が100万以上のポリエチレンを意味する。好ましい超高分子量ポリエチレンは平均分子量が150〜1000万の範囲内のものである。
【0032】
ポリオレフィン樹脂粒子は、粉末、球状化ポリマーといったビーズ状、粒状などのいずれの形態でもよい。粒子の平均粒径は好ましくは5〜50μmの範囲内である。使用可能な超高純度ポリエチレン粒子の市販品の例としては、三井化学株式会社製ミペロンなどが例示される。
【0033】
成膜に用いる紫外線硬化樹脂塗料としては、少なくともモノマー及び/又はオリゴマーと光重合開始剤とから構成される樹脂組成物を使用できる。紫外線硬化樹脂塗料は、塗布後に紫外線を照射すると紫外線硬化樹脂被膜を形成する。紫外線硬化樹脂塗料は、水を含む溶剤を全く含有しない無溶剤型の組成物であることが好ましいが、溶剤含有型塗料も使用可能である。多様な紫外線硬化樹脂塗料が市販されており、それらをそのまま使用することもできる。
【0034】
紫外線硬化樹脂塗料に用いるモノマーとしては、多価アルコールと(メタ)アクリル酸との多価(ジもしくはトリ以上)エステルの他、各種の(メタ)アクリレート化合物、N−ビニルピロリドン、N−ビニルカプロラクタム、及びスチレン等が挙げられる。オリゴマーとしては、エポキシ(メタ)アクリレート、ウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート、ポリエーテル(メタ)アクリレート、及びシリコーン(メタ)アクリレート等を挙げることができる。
【0035】
有用な光重合開始剤は260〜450nmの波長に吸収をもつ化合物であり、例としてはベンゾイン及びその誘導体、ベンゾフェノン及びその誘導体、アセトフェノン及びその誘導体、ミヒラーケトン、ベンジル及びその誘導体、テトラアルキルチウラムモノスルフィド、チオキサン類などを挙げることができる。特にチオキサン類を使用するのが好ましい。
【0036】
紫外線硬化樹脂塗料は、所望により、防錆添加剤、酸化防止剤、及び潤滑性粉末から選ばれた1種又は2種以上の添加剤を含有しうる。これらの添加剤としては、たとえば、桜井俊男著「潤滑剤の物理学」幸書房発行に記載されているものが適用できる。
【0037】
具体的には、防錆添加剤としてはアルケニルコハク酸誘導体、金属石鹸などが、酸化防止剤としてはDBPC(2,6−ジ−tert−ブチル−パラクレゾール)やM−DTP(ジアルキルジチオリン酸金属塩)が、潤滑性粉末としては、二硫化モリブデン、二硫化タングステン、黒鉛、マイカ、窒化硼素、ポリテトラフルオロエチレン粉末などを用いることができる。添加剤の含有量も、例えば、上記文献に記載されているような慣用の量でよく、添加剤の種類ごとに適量は異なる。
【0038】
次に本発明に係る摺動部材の好ましい製造方法について、添付図面を参照しながら説明する。図1は、本発明に係る摺動部材の製造方法を模式的に示す説明図である。図示例では、リン酸亜鉛化成処理により表面処理を施した鋼板の表面に本発明に従って潤滑被膜を形成する場合を例にとって説明する。
【0039】
・混合液作製工程
紫外線硬化樹脂塗料とポリオレフィン樹脂粒子とを、該粒子が該塗料中に分散するように混合して、塗布に用いる混合液を作製する。上述したように、紫外線硬化樹脂塗料は少なくともモノマー及び/又はオリゴマー並びに光重合開始剤から構成される、好ましくは無溶剤型の樹脂組成物であり、市販の紫外線硬化樹脂塗料をそのまま使用することができる。所望により、適当な添加剤をさらに添加してもよい。ポリオレフィン樹脂粒子は好ましくはポリエチレン粒子であり、より好ましくは超高分子量ポリエチレン粒子である。
【0040】
ポリオレフィン樹脂粒子の割合は、紫外線硬化樹脂塗料(溶剤を含有する場合は、溶剤希釈前の紫外線硬化樹脂塗料基準)100質量部に対して2〜40質量部の割合とすることが好ましい。混合は、例えば、紫外線硬化樹脂塗料にポリオレフィン樹脂粒子を添加し、適当な撹拌・混合手段(例、回転羽根を備えた撹拌機、自転好転方式攪拌ミキサーなど)を用いて、粒子が十分に分散するまで撹拌を続けることにより実施できる。
【0041】
・被膜形成工程
混合液作製工程で調製された混合液を、摺動面を有する摺動部材の摺動面に塗布し、塗膜を紫外線照射により硬化させることにより、紫外線硬化樹脂中にポリオレフィン樹脂粒子が分散している被膜を形成する。
【0042】
塗布は、ブラシ塗布、スプレー塗布などの任意の慣用の塗布手段を利用して実施でき、摺動部材の摺動面の形状に応じて適当な塗布手段を選択すればよい。塗布は、乾燥被膜の膜厚が20〜200μmの範囲内となるように行うことが好ましい。この膜厚は、使用したポリオレフィン樹脂粒子の平均粒径の0.5倍以上、好ましくは2倍以上、さらに好ましくは3倍以上とすることが好ましい。
【0043】
紫外線硬化樹脂塗料/ポリオレフィン樹脂粒子の混合液を摺動部材の摺動面に塗布した後、すぐに紫外線照射を行わずに、短時間の保持時間をとることが好ましい。この保持時間は、例えば30秒〜15分間、好ましくは2〜10分間、例えば、5分間でよい。それにより、図1に示すように、塗布直後には塗膜中にポリオレフィン樹脂粒子(図中では特に好ましい超高分子量ポリエチレン粒子として表示)が均一に分布していたのに対し、保持時間中に比重が軽いポリオレフィン樹脂粒子が浮上して、塗膜表面にポリオレフィン樹脂粒子が偏在するようになる。そのため、ポリオレフィン樹脂粒子が、基材との界面近傍では少なく、反対側の塗膜表面近傍で多くなり、塗膜の厚み方向において粒子分布が不均一になる。この保持時間の後、図示のように、塗膜の表面近傍に存在する粒子は、少なくとも一部が塗膜表面に露出するようになる。なお、この段階で、塗膜表面に露出している粒子が、右側の図に示すように塗膜表面から突出していてもよい。
【0044】
ポリオレフィン樹脂粒子と紫外線硬化樹脂塗料の組み合わせによっては、このような保持時間を特別にとらなくても、紫外線照射が始まるまでのごく短時間(例えば10秒)で上述した塗膜内での樹脂粒子の浮上が起こるので、この保持時間は場合により省略可能である。
【0045】
場合により上記の保持時間をとった後、塗膜に紫外線を照射する。この紫外線照射は紫外線硬化樹脂塗料に慣用されている周知の方法及び条件で実施すればよい。紫外線硬化樹脂の種類に応じて適切な紫外線の波長や線源を選択することができる。紫外線照射により、紫外線硬化樹脂が硬化し、ポリオレフィン樹脂粒子は硬化被膜中に固定される。こうして、一部のポリオレフィン樹脂粒子が表面に露出し、場合により表面から突出している、ポリオレフィン樹脂含有紫外線硬化樹脂被膜が形成される。
【0046】
・含油処理工程
上記のように紫外線照射により硬化させた、ポリオレフィン樹脂粒子を含有する紫外線硬化樹脂被膜の表面に潤滑油を塗布した後、使用したポリオレフィン樹脂の融点以上の温度に加熱して、被膜の表面に露出しているポリオレフィン樹脂粒子に潤滑油を相溶させて、潤滑油を含有する潤滑油含有樹脂粒子を形成する。この処理のことを、本発明では含油処理という。
【0047】
加熱温度は、潤滑油が鉱油、ポリαオレフィンなどのポリオレフィン樹脂と親和性の高いものである場合にはポリオレフィン樹脂の融点以上であればよく、潤滑油が極圧添加剤(例、トリクレジルホスフェート)や高塩基性有機酸金属塩、エーテル油、エステル油等のようなポリオレフィン樹脂と親和性の低いものである場合には、ポリオレフィン樹脂の融点より高温、好ましくは5℃以上高温、より好ましくは10℃以上高温に加熱する。
【0048】
潤滑油の含有量は樹脂粒子、特に表面に露出している樹脂粒子の量とその樹脂粒子の含油性能に応じて変動するが、余分を見越して十分な量の潤滑油を塗布し、加熱とその後の冷却後に、含有されなかった潤滑油を除去すればよい。
【0049】
潤滑油の塗布はブラシ塗布、スプレー塗布などの常法により実施すればよい。加熱は、例えば、加熱炉(オーブン)による加熱、熱風加熱、紫外線照射熱などの周知の手段で実施できる。加熱温度がポリオレフィン樹脂の融点以上であるため、加熱中に樹脂粒子は溶融するが、他の粒子とは紫外線硬化樹脂により隔離されているため、加熱後の冷却中に固化して粒子形状に戻る。加熱温度の上限は特に制限されないが、加熱コストを考慮するとポリオレフィン樹脂の融点+40℃以下とすることが好ましい。加熱時間は、潤滑油が樹脂粒子に十分な量で相溶するのに十分な時間であればよく、加熱温度、潤滑油の種類などによっても異なるが、一般には30秒〜30分の範囲内であり、好ましくは1〜10分の範囲内である。
【0050】
潤滑油を塗布してから加熱する代わりに、ポリオレフィン樹脂粒子の融点よりかなり高温に加熱された潤滑油を塗布することで、塗布と樹脂粒子の加熱とを同時に行うことも可能である。
【0051】
上記のように潤滑油の塗布と加熱とからなる含油処理を行うと、図1に示すように、被膜表面に露出しているポリオレフィン樹脂粒子に選択的に潤滑油が相溶することにより、潤滑油含有ポリオレフィン樹脂粒子(図中では含油樹脂粒子)となるが、被膜内部に存在する樹脂粒子は潤滑油の相溶を受けず、ポリオレフィン樹脂粒子のままである。従って、被膜表面に露出しているポリオレフィン樹脂粒子を選択的に含油樹脂粒子にすることができる。
【0052】
潤滑油が相溶した樹脂粒子は、加熱後の冷却過程で固化するが、相溶した潤滑油の分だけ粒子の質量が増え、より大粒径の粒子となる。この体積膨張等の理由により、含油処理前には被膜表面に露出しているだけで表面から突出していなかった粒子であっても、含油処理後には被膜表面から突出するようになることが多い。
【0053】
こうして表面に集中して存在し、好ましくは表面から突出している潤滑油含有ポリオレフィン樹脂粒子(含油樹脂粒子)からは、摺動時の高面圧と摩擦熱の作用下で、含有されている潤滑油が粒子表面に滲み出てくる。それにより、摺動部材には液体潤滑に近い高度の潤滑性が付与される。従って、この被膜全体が潤滑性に優れた潤滑被膜として機能する。しかし、摺動を受けていない場合には、含油樹脂粒子は固体粒子であるので、潤滑被膜は実質的にべとつきのない表面を有する固体被膜である。
【0054】
好適な形態では、含油樹脂粒子は、紫外線硬化樹脂からなる平滑な被膜表面から突出している。それにより、摺動時には相手摺動面が突出した含油樹脂粒子と優先的に接触し、潤滑油の滲み出しが促され、液体潤滑と同程度の低摩擦を発現することができる。また、相手摺動面は、潤滑性能の低い紫外線硬化樹脂の表面との接触がおこりにくくなり、両方の摺動面の荒れを抑制できるので、荒れによる摩擦増大も防止できる。
【0055】
一方、紫外線照射前に樹脂粒子が塗膜内で全体的に浮上しているため、被膜の基材との界面近傍には樹脂粒子が存在しないか、その量が極めて少なくなっている。潤滑油含有ポリオレフィン樹脂粒子とは異なり、被膜内部に存在する潤滑油を含んでいないポリオレフィン樹脂粒子は、基材と接触していても被膜の密着性を著しく損なうことはないが、基材と接触するポリオレフィン樹脂粒子が全く存在しないか、その量が少なくなると、紫外線硬化樹脂被膜の密着性はより向上する。その結果、上記方法で形成された潤滑被膜は、液体潤滑に近い高度の潤滑性と基材との良好な密着性の両方の特性をいずれも高レベルで達成することができる。
【0056】
前述したように、摺動部材の材質、形状、用途などは特に制限されない。従って、本発明は、摺動を繰り返し受ける摺動面を有する多様な摺動部材に適用可能である。そのような摺動部材の具体例としては、軸受け、ピストン、シリンダ、駆動軸などが挙げられる。
【実施例】
【0057】
以下、実施例により本発明を例示するが、実施例は本発明を制限するものではない。なお、実施例及び比較例における使用材料及び条件の一部と摩擦係数及びべとつきの有無を表1にまとめて示す。
【0058】
以下の実施例において、形成された潤滑被膜の特性は次の方法で測定した。
潤滑性:
バウデン摩擦試験により摺動を最大150回反復する際の動摩擦係数を測定した(鋼球:SUJ−2、3/16”、荷重1000gf、摺動速度4mm/sec)。表示の数値は、最終の150回目の摺動時に測定された動摩擦係数を示す。被膜剥離のために摩擦試験を途中で中止した時には、最後の摺動時に測定された摩擦係数を表示する。
【0059】
べとつき:
摺動部材上にアルミナ研削剤粒(昭和電工株式会社製モランダムA43−F60)を摺動部材が見えなくなるまで十分な量でのせ、150mm離れた位置から3barの圧縮空気でエアブローし、研削剤粒が残留するかどうかで、べとつきを目視判断した。
【0060】
摺動痕分析:
バウデン試験における反復摺動前後の摩擦面について、レーザー顕微鏡測定を実施し、3Dマップを作成した。
【0061】
【表1】
【0062】
(実施例1)
鋼板表面にリン酸亜鉛化成処理を施した市販の金属板(日本パーカライジング社製の製品を使用)を基材として使用し、この基材の片面に、市販の紫外線硬化樹脂(日本化薬社製KAYARAD HX−220、アクリレートモノマー)に市販の超高分子ポリエチレン粉末(三井化学社製 ミペロンXM220、粒径30μm、融点136℃)を5wt%添加・分散した混合液からなる無溶剤タイプの紫外線硬化樹脂塗料を、ドクターブレード製アプリケーターを用いて塗布した。紫外線硬化樹脂には予め光重合開始剤及び促進剤として日本化薬社製のDETX−S(2,4−ジエチルチオキサントン)及びEPA(p−ジメチルアミノ安息香酸エチル)をそれぞれ3wt%ずつ加えた。超高分子ポリエチレン粉末と光重合開始剤及び促進剤の分散・脱泡は、自転公転方式撹拌ミキサー(「あわとり練太郎」シンキー社製ARE−250T)を用いて行った(分散:500rpm、15分;脱泡:500rpm、15分)。
【0063】
塗布後に5分間の保持時間をとった後、集光型水銀ランプを用いて、積算照度9000mJ/cm2、ピーク強度152mW/cm2で塗膜に紫外線を照射して塗膜を硬化させ、基材表面に紫外線硬化樹脂被膜を形成した。電磁膜厚計で計測した被膜厚は120μmであった。
【0064】
この被膜に鉱油(ダイアナプロセスオイルPW90)を十分余分な量で塗布し、136℃の加熱炉内に5分間保持し、室温に冷却後、余分な油分をガーゼで拭き取り、含油有機樹脂粒子を含有する紫外線硬化樹脂被膜を備えた摺動部材を作成した。
【0065】
この摺動部材の摩擦係数は約0.05であり、液体潤滑での摩擦係数(比較例5)とほぼ同じであった。また、150回摺動後も摩擦係数の上昇や被膜のダメージが見られず、良好な潤滑性能を示していた(図2)。また、べとつきもみられなかった。
【0066】
この潤滑被膜において、含油樹脂粒子の一部が潤滑被膜の表面に露出し、かつ表面から突出していることは、摩擦試験における摺動前の潤滑被膜の3Dマップから確認された。また、表面に露出している超高分子量ポリエチレン樹脂粒子が、潤滑油を含有する含油樹脂粒子になっていることは、潤滑油の塗布と加熱(すなわち、含油処理)を行わなかった比較例3に比べて、摩擦試験における摩擦係数が低くなっていることからも実証されるが、含油処理の前後で粒子の突出長さが増大している(つまり、比較例3に比べて粒子の突出長さが増大している)ことによっても確認された。この点は実施例2〜6においても同様であった。
【0067】
(実施例2)
鉱油(ダイアナプロセスオイルPW90)を塗布した後の加熱温度を150℃に変更した以外は実施例1と同様にして、含油有機樹脂粒子を含有する紫外線硬化樹脂被膜からなる潤滑被膜を備えた摺動部材を作成した。図3に示す摩擦試験における摺動前の潤滑被膜の3Dマップから、形成された潤滑被膜において、含油樹脂粒子の一部が潤滑被膜の表面に露出し、かつ表面から突出していることが確認された。
【0068】
この摺動部材の摩擦係数は約0.05であり、液体潤滑での摩擦係数(比較例5)とほぼ同じであった。また、150回摺動後も摩擦係数の上昇、被膜ダメージも見あたらず良好な潤滑性能を示していた(図2)。べとつきもみられなかった。
【0069】
(実施例3)
実施例1と同様にして基材の表面に紫外線硬化樹脂被膜を形成した。この被膜上に極圧添加剤のTCP(トリクレジルホスフェート、三菱ガス化学社製)を余分に塗布し、150℃の加熱炉に5分間保持し、室温に冷却後、余分な油分をガーゼで拭き取り、含油樹脂粒子含有紫外線硬化樹脂被膜を備えた摺動部材を作成した。
【0070】
この摺動部材の摩擦係数は約0.05であり、同じ潤滑油を用いた液体潤滑での摩擦係数(比較例6)とほぼ同じであった。また、150回摺動後も、摩擦係数の上昇、被膜ダメージも見あたらず、良好な潤滑性能を示していた(図2)。べとつきもみられなかった。形成された潤滑被膜において、含油樹脂粒子の一部が潤滑被膜の表面に露出し、かつ表面から突出していることは、摩擦試験における摺動前の潤滑被膜の3Dマップから確認された。
【0071】
(実施例4)
中国塗料社製のエポキシアクリル樹脂系紫外線硬化樹脂塗料(無溶剤タイプ)に実施例1と同じ超高分子量ポリエチレン粉末を5wt%添加・分散した混合液を紫外線硬化性樹脂塗料として用いた以外は、実施例1と同様にして、基材表面に紫外線硬化樹脂被膜を形成した。電磁膜厚計で測定した被膜厚は120μmであった。この被膜上に鉱油(ダイアナプロセスオイルPW90)を余分に塗布し、150℃の加熱炉内に5分間保持して加熱し、室温に冷却後、余分な油分をガーゼで拭き取り、含油樹脂粒子を含む紫外線硬化樹脂被膜を備えた摺動部材を作成した。
【0072】
この摺動部材の摩擦係数は約0.05と液体潤滑での摩擦係数(比較例5)とほぼ同じであった。また、150回摺動後も摩擦係数の上昇、被膜ダメージも見あたらず、良好な潤滑性能を示していた(図2)。150回の摺動を繰り返す摩擦試験の前後の潤滑被膜の表面をレーザー顕微鏡で観察した結果を図3に示す。摩擦試験の後(摺動後)も、摩擦試験前(摺動前)と同様に、突出した含油樹脂粒子が、量や高さには多少の変化あるものの、潤滑被膜の表面に十分に残存し、紫外線硬化樹脂で構成された被膜平坦面の荒れが抑制されている様子が観察された。また、被膜のべとつきもみられなかった。形成された潤滑被膜において、含油樹脂粒子の一部が潤滑被膜の表面に露出し、かつ表面から突出していることは、摩擦試験における摺動前の潤滑被膜の3Dマップから確認された。
【0073】
(実施例5)
紫外線硬化樹脂を別の市販品(日本化薬株式会社製KAYARAD R−712、アクリレートモノマー)に変更し、紫外線照射条件を、積算照度10000mJ/cm2、ピーク強度50mW/cm2に変更した以外は、実施例1と同様にして、紫外線硬化樹脂被膜を基材表面に形成した。硬化剤、硬化促進剤、ポリエチレン粉末の種類や添加量も同様であった。電磁膜厚計で測定した被膜厚は120μmであった。この被膜上に鉱油(ダイアナプロセスオイルPW90)を余分に塗布し、150℃の加熱炉内に5分間保持して加熱し、室温に冷却後、余分な油分をガーゼで拭き取り、含油樹脂粒子を含む紫外線硬化樹脂被膜を備えた摺動部材を作成した。
【0074】
この摺動部材の摩擦係数は約0.05であって、液体潤滑での摩擦係数(比較例5)と同じであった。また、150回摺動後も摩擦係数の上昇、被膜ダメージも見あたらず、良好な潤滑性能を示していた(図2)。べとつきもみられなかった。形成された潤滑被膜において、含油樹脂粒子の一部が潤滑被膜の表面に露出し、かつ表面から突出していることは、摩擦試験における摺動前の潤滑被膜の3Dマップから確認された。
【0075】
(実施例6)
別の超高分子量ポリエチレン粉末(三井化学社製ミペロンPM200、融点136℃、粒径10μm)を使用した以外は、実施例5と全く同様にして、紫外線硬化樹脂被膜を基材表面に形成した。電磁膜厚計で測定した被膜厚は120μmであった。この被膜上に鉱油(ダイアナプロセスオイルPW90)を余分に塗布し、150℃の加熱炉内に5分間保持して加熱し、室温に冷却後、余分な油分をガーゼで拭き取り、含油樹脂粒子を含む紫外線硬化樹脂被膜を備えた摺動部材を作成した。
【0076】
この摺動部材の摩擦係数は約0.05であって、液体潤滑での摩擦係数(比較例5)と同じであった。また、150回摺動後も摩擦係数の上昇、被膜ダメージも見あたらず、良好な潤滑性能を示していた(図2)。べとつきもみられなかった。形成された潤滑被膜において、含油樹脂粒子の一部が潤滑被膜の表面に露出し、かつ表面から突出していることは、摩擦試験における摺動前の潤滑被膜の3Dマップから確認された。
【0077】
(比較例1)
実施例4で使用したのと同じ中国塗料社製のエポキシアクリル樹脂系紫外線硬化樹脂塗料(無溶剤タイプ)を用いて、樹脂粒子を含有しない紫外線硬化樹脂被膜を備えた摺動部材を作成した。金属板、塗布方法、硬化方法は実施例4と同じであった。この摺動部材の摩擦係数は摺動開始直後から即座に上昇し(図2)、次に述べるように、10回摺動後には被膜剥離、摩滅が発生し、そこで摩擦試験を中止した。被膜のべとつきはみられなかった。
【0078】
この樹脂粒子を含んでいない紫外線硬化樹脂被膜の摩擦試験における10回摺動の前後の被膜表面をレーザー顕微鏡で観察した結果を図4に示す。摩擦試験の前は被膜表面が平滑であり、図3とは異なり、当然ながら被膜表面から突出している樹脂粒子は観察されない。摩擦試験で10回摺動させた後は、被膜表面が摩擦により著しく荒れていて、被膜の部分的な剥離が発生していることが、図4から見て取れる。
【0079】
(比較例2)
比較例1で作製した摺動部材に鉱油(ダイアナプロセスオイルPW90)を余分に塗布し、150℃の加熱炉内に5分間保持して加熱し、室温に冷却後、余分な油分をガーゼで拭き取ることによって、紫外線硬化樹脂被膜を備えた摺動部材を作成した。この摺動部材の摩擦係数は摺動開始直後から即座に上昇し、10回摺動後には被膜剥離や摩滅が発生していた(図2)。被膜のべとつきはみられなかった。
【0080】
(比較例3)
実施例1において鉱油を塗布して加熱する前の紫外線硬化樹脂被膜、すなわち、潤滑油を含んでいない超高分子量ポリエチレン樹脂粒子を含有し、その一部は被膜表面から突出している紫外線硬化樹脂被膜を備えた摺動部材も作成し、摩擦係数を測定した。この摺動部材の摩擦係数は約0.3で、150回摺動後も摩擦係数の上昇はみられなかったが、実施例で達成されたような被膜の低摩擦化はみられなかった(図2)。
【0081】
(比較例4)
実施例1において鉱油を塗布して加熱する前の紫外線硬化樹脂被膜を形成し、この被膜上に潤滑油として極圧添加剤のTCP(三菱ガス化学製)を塗布し、136℃の加熱機に5分間保持し、室温に冷却後、余分な油分をガーゼで拭き取り、樹脂粒子を含有する紫外線硬化樹脂被膜を備えた摺動部材を作成した。この摺動部材の摩擦係数は徐々に増加し、摺動回数150回目で約0.3と高い値になった。ポリオレフィン樹脂との親和性が低い潤滑油である極圧添加剤を塗布後の加熱温度が低かったために、樹脂粒子中への極圧添加剤の相溶が実質的におこらず、樹脂粒子が含油樹脂粒子になっていなかったものと推測される。
(比較例5)
比較例3の摺動部材の紫外線硬化樹脂被膜に常温の鉱油(ダイアナプロセスオイルPW90)を塗布した摺動部材について摺動特性を調べた。摩擦係数は約0.05と非常に低い値を示した(図2)。しかし、液体が存在するため、被膜は大きくべとついていた。
【0082】
(比較例6)
比較例3の摺動部材の紫外線硬化樹脂被膜に常温の極圧添加剤TCP(三菱ガス化学製)を塗布した摺動部材について摺動特性を調べた。摩擦係数は約0.05と非常に低い値を示した(図2)。しかし、液体が存在するため、被膜は大きくべとついていた。
【特許請求の範囲】
【請求項1】
摺動面を有する摺動部材であって、前記摺動面が、潤滑油含有粒子を含んだ紫外線硬化樹脂からなる潤滑被膜で被覆されおり、該潤滑油含有粒子の少なくとも一部が該潤滑被膜の表面に露出していることを特徴とする摺動部材。
【請求項2】
潤滑被膜の表面に露出している前記潤滑油含有粒子が、前記潤滑被膜の表面から突出している、請求項1に記載の摺動部材。
【請求項3】
前記潤滑油含有粒子が、潤滑油を相溶させた有機樹脂粒子である、請求項1又は2に記
載の摺動部材。
【請求項4】
前記有機樹脂粒子がポリオレフィン樹脂粒子である、請求項3に記載の摺動部材。
【請求項5】
前記ポリオレフィン樹脂がポリエチレンである、請求項4に記載の摺動部材。
【請求項6】
前記潤滑油が鉱油及びポリα−オレフィン油から選ばれた1種又は2種である、請求項1〜5のいずれかに記載の摺動部材。
【請求項7】
前記潤滑油が極圧添加剤、高塩基性有機酸金属塩、エステル油、及びエーテル油から選ばれた1種又は2種以上である、請求項1〜5のいずれかに記載の摺動部材。
【請求項8】
紫外線硬化樹脂塗料とポリオレフィン樹脂粒子とを、該粒子が該塗料中に分散するように混合して混合液を作製する工程と、摺動面を有する摺動部材の摺動面に前記混合液を塗布し、塗膜を紫外線照射により硬化させることにより、ポリオレフィン樹脂粒子を含んだ紫外線硬化樹脂からなり、該樹脂粒子の少なくとも一部が被膜表面に露出している硬化樹脂被膜を形成する工程と、該被膜に潤滑油を塗布し、前記ポリオレフィン樹脂の融点以上の温度に加熱することにより、前記ポリオレフィン樹脂粒子の被膜表面に露出している粒子に潤滑油を相溶させて潤滑油含有粒子を形成する工程、とを含むことを特徴とする、請求項6に記載の摺動部材の製造方法。
【請求項9】
紫外線硬化樹脂塗料とポリオレフィン樹脂粒子とを、該粒子が該塗料中に分散するように混合して混合液を作製する工程と、摺動面を有する摺動部材の摺動面に前記混合液を塗布し、塗膜を紫外線照射により硬化させることにより、ポリオレフィン樹脂粒子を含んだ紫外線硬化樹脂からなり、該樹脂粒子の少なくとも一部が被膜表面に露出している硬化樹脂被膜を形成する工程と、該被膜に潤滑油を塗布し、前記ポリオレフィン樹脂の融点より5℃以上高い温度に加熱することにより、前記ポリオレフィン樹脂粒子の被膜表面に露出している粒子に潤滑油を相溶させて潤滑油含有粒子を形成する工程、とを含むことを特徴とする、請求項7に記載の摺動部材の製造方法。
【請求項10】
前記被膜形成工程において、前記混合液を前記摺動面に塗布した後、塗膜中のポリオレフィン樹脂粒子の一部が塗膜表面に浮上して表面に露出するように保持時間をとってから、塗膜の紫外線照射を行う、請求項8又は9に記載の方法。
【請求項1】
摺動面を有する摺動部材であって、前記摺動面が、潤滑油含有粒子を含んだ紫外線硬化樹脂からなる潤滑被膜で被覆されおり、該潤滑油含有粒子の少なくとも一部が該潤滑被膜の表面に露出していることを特徴とする摺動部材。
【請求項2】
潤滑被膜の表面に露出している前記潤滑油含有粒子が、前記潤滑被膜の表面から突出している、請求項1に記載の摺動部材。
【請求項3】
前記潤滑油含有粒子が、潤滑油を相溶させた有機樹脂粒子である、請求項1又は2に記
載の摺動部材。
【請求項4】
前記有機樹脂粒子がポリオレフィン樹脂粒子である、請求項3に記載の摺動部材。
【請求項5】
前記ポリオレフィン樹脂がポリエチレンである、請求項4に記載の摺動部材。
【請求項6】
前記潤滑油が鉱油及びポリα−オレフィン油から選ばれた1種又は2種である、請求項1〜5のいずれかに記載の摺動部材。
【請求項7】
前記潤滑油が極圧添加剤、高塩基性有機酸金属塩、エステル油、及びエーテル油から選ばれた1種又は2種以上である、請求項1〜5のいずれかに記載の摺動部材。
【請求項8】
紫外線硬化樹脂塗料とポリオレフィン樹脂粒子とを、該粒子が該塗料中に分散するように混合して混合液を作製する工程と、摺動面を有する摺動部材の摺動面に前記混合液を塗布し、塗膜を紫外線照射により硬化させることにより、ポリオレフィン樹脂粒子を含んだ紫外線硬化樹脂からなり、該樹脂粒子の少なくとも一部が被膜表面に露出している硬化樹脂被膜を形成する工程と、該被膜に潤滑油を塗布し、前記ポリオレフィン樹脂の融点以上の温度に加熱することにより、前記ポリオレフィン樹脂粒子の被膜表面に露出している粒子に潤滑油を相溶させて潤滑油含有粒子を形成する工程、とを含むことを特徴とする、請求項6に記載の摺動部材の製造方法。
【請求項9】
紫外線硬化樹脂塗料とポリオレフィン樹脂粒子とを、該粒子が該塗料中に分散するように混合して混合液を作製する工程と、摺動面を有する摺動部材の摺動面に前記混合液を塗布し、塗膜を紫外線照射により硬化させることにより、ポリオレフィン樹脂粒子を含んだ紫外線硬化樹脂からなり、該樹脂粒子の少なくとも一部が被膜表面に露出している硬化樹脂被膜を形成する工程と、該被膜に潤滑油を塗布し、前記ポリオレフィン樹脂の融点より5℃以上高い温度に加熱することにより、前記ポリオレフィン樹脂粒子の被膜表面に露出している粒子に潤滑油を相溶させて潤滑油含有粒子を形成する工程、とを含むことを特徴とする、請求項7に記載の摺動部材の製造方法。
【請求項10】
前記被膜形成工程において、前記混合液を前記摺動面に塗布した後、塗膜中のポリオレフィン樹脂粒子の一部が塗膜表面に浮上して表面に露出するように保持時間をとってから、塗膜の紫外線照射を行う、請求項8又は9に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−149230(P2012−149230A)
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願番号】特願2011−268245(P2011−268245)
【出願日】平成23年12月7日(2011.12.7)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願日】平成23年12月7日(2011.12.7)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
[ Back to top ]