
放熱シートの製造方法
【課題】耐折曲強度を向上すると共に、簡単に種々の形状に加工しながら、熱伝導率を高くし、また振動に対する強度を向上する放熱シートの製造方法を提供する。
【解決手段】繊維と熱伝導粉末とを水に懸濁して抄紙用スラリーとし、この抄紙用スラリーを湿式抄紙してシート状とする。また、抄紙用スラリーに、叩解して表面に無数の微細繊維を設けてなる叩解パルプと、叩解されない非叩解繊維とを懸濁し、この叩解パルプと非叩解繊維とでもって、抄紙用スラリーに懸濁してなる熱伝導粉末を繊維に結合してシート状に抄紙し、抄紙して得られる抄紙シートを熱プレスする。
【解決手段】繊維と熱伝導粉末とを水に懸濁して抄紙用スラリーとし、この抄紙用スラリーを湿式抄紙してシート状とする。また、抄紙用スラリーに、叩解して表面に無数の微細繊維を設けてなる叩解パルプと、叩解されない非叩解繊維とを懸濁し、この叩解パルプと非叩解繊維とでもって、抄紙用スラリーに懸濁してなる熱伝導粉末を繊維に結合してシート状に抄紙し、抄紙して得られる抄紙シートを熱プレスする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、湿式抄紙して製造される放熱シートの製造方法に関する。
【背景技術】
【0002】
コンピューターのCPU等の電子部品やLED、液晶、PDP、EL、携帯電話等の発光素子等の電子部品の小型化、高集積化により、各部品からの発熱による装置の寿命低下、誤作動が問題となってきており、電子部品の放熱対策への要求は、年々高まってきている。電子部品の放熱対策として、フアン等を用いた強制冷却の他、金属性の放熱フィンからなる放熱用部品が使用されている。この放熱フィンと電子部品との間には、熱伝導を円滑にするために放熱シートが挟まれるように使用されている。中でも、薄くて軽いものとして黒鉛シートが開発されている。黒鉛シートは、薄くて軽いことから、金属製の放熱フィンでは実現できない構造への使用が可能となる。たとえば放熱シートをハニカム構造に加工することで、軽くて表面積の大きい放熱フィンを実現できる。ただ、黒鉛シートは曲げに対する強度が極めて弱く、加工が難しい欠点がある。また、使用状態によって損傷しやすい欠点もある。この欠点を改良する放熱シートとして、金属繊維を湿式抄紙して製造される金属繊維シートに、熱伝導フィラーをバインダーと一緒に含浸してなるシートが開発されている。(特許文献1参照)
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−101004号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載される放熱シートは、金属繊維を含む抄紙用スラリーを湿式抄紙してなるシートを焼結して金属繊維シートとし、この金属繊維シートの繊維の間にできる微細な隙間に、マトリクス樹脂に導電性フィラーを混合している導電性接着剤を含浸して製造される。この金属繊維シートは、マトリクス樹脂に導電性フィラーを混合して導電性接着剤とし、これを金属繊維シートの隙間に含浸して製造されることから、金属繊維の隙間に多量の導電性フィラーを充填するのが難しい。それは、限られた隙間に導電性接着剤を充填することから、導電性フィラーを結合するために混合しているマトリクス樹脂が導電性フィラーの充填量を少なくし、さらに、金属繊維の間にできる微細な隙間に充填するからである。また、放熱シートとして、金属繊維の隙間に充填される導電性フィラーは、充填された状態で金属繊維で互いに分離される状態となって、充填される無数の導電性フィラーを好ましい熱結合状態で充填できない欠点がある。以上のことは、放熱シートにとって最も大切な熱伝導特性を低下させる原因となる。このため、この方法で製造される放熱シートは、繊維にステンレスなどの金属繊維を使用するにもかかわらず、シートとして熱伝導率を好ましい状態にできない欠点がある。また、金属繊維をシート状とし、さらにこれに、マトリクス樹脂に導電性フィラーを混合してなる導電性接着剤を充填してシート状に加工されることから、用途に最適な形状に折曲加工するのに手間がかかる欠点もある。
【0005】
本発明は、以上の欠点を解決することを目的に開発されたものである。本発明の重要な目的は、耐折曲強度を向上すると共に、簡単に種々の形状に加工しながら、熱伝導率を高くできる理想的な放熱シートの製造方法を提供することにある。
また、本発明の他の大切な目的は、振動に対する強度を向上できる放熱シートの製造方法を提供することにある。
【課題を解決するための手段及び発明の効果】
【0006】
本発明は、繊維と熱伝導粉末とを水に懸濁して抄紙用スラリーとし、この抄紙用スラリーを湿式抄紙してシート状として放熱シートを製造する。この製造方法は、抄紙用スラリーに、叩解して表面に無数の微細繊維を設けてなる叩解パルプと、叩解されない非叩解繊維とを懸濁し、この叩解パルプと非叩解繊維とでもって、抄紙用スラリーに懸濁してなる熱伝導粉末を繊維に結合してシート状に抄紙することを特徴としている。
以上の方法で製造される放熱シートは、耐折曲強度を向上すると共に、簡単に種々の形状に加工しながら、熱伝導率を高くできる、放熱シートとして理想的な特性を実現する。また、振動に対する強度を向上できる特徴も実現する。
【0007】
たとえば、特許文献1に記載される方法で製造してなる比較例1の方法で製造される従来の放熱シートは、耐折強度が36回と十分でなく、また、熱伝導率の値も1.17W/m・Kと低くなり、加工、放熱のどちらにおいても優れた特性を示すものでない。これに対して、本発明の実施例の方法で製造される放熱シートは、耐折強度が4829回と極めて優れており、熱伝導率も38.15W/m・Kと比較例より極めて優れた特性を示す。また、比較例2の方法で製造される市販の膨張黒鉛シートは、熱伝導率が140.71W/m・Kと優れているものの、耐折強度がわずかに1回と極めて低く、加工には適さないという結果が得られる。これに対して、本発明の実施例で製造される放熱シートは、比較例2の方法による膨張黒鉛シートに比較しても、放熱シートとして十分に使用できる熱伝導率を有し、しかも耐折強度が4829回と極めて優れた特性を実現する。
【0008】
本発明の放熱シートの製造方法は、抄紙用スラリーに懸濁する叩解パルプとして、合成繊維からなる叩解パルプと天然パルプのいずれかを単独であるいは複数種混合して使用することができる。
【0009】
本発明の放熱シートの製造方法は、合成繊維からなる叩解パルプとして、アクリル繊維、ポリアミド繊維、ポリエチレン繊維、ポリプロピレン繊維、PBO(ポリパラフェニレンベンズオキサゾール)繊維、レーヨン繊維のいずれかを使用することができる。
【0010】
本発明の放熱シートの製造方法は、天然パルプとして、木材パルプ、非木材パルプのいずれかを使用することができる。
【0011】
さらに、本発明の放熱シートの製造方法は、抄紙用スラリーに懸濁する非叩解繊維として、ポリエステル繊維、ポリアミド繊維、ポリプロピレン繊維、ポリイミド繊維、ポリエチレン繊維、アクリル繊維、炭素繊維、PBO繊維、ポリ酢酸ビニル繊維、レーヨン繊維、ポリビニルアルコール繊維、エチレンビニルアルコール繊維、金属繊維、ガラス繊維、セラミック繊維、フッ素繊維のいずれかを使用することができる。
【0012】
また、本発明の放熱シートの製造方法は、抄紙用スラリーに、非叩解繊維として、熱で溶融するバインダー繊維を添加し、抄紙されたシートを加熱プレスしてバインダー繊維を溶融してシート状に加工することができる。
【0013】
さらに、本発明の放熱シートの製造方法は、バインダー繊維として、ポリエステル繊維、ポリプロピレン繊維、ポリアミド繊維、ポリエチレン繊維、ポリ酢酸ビニル繊維、ポリビニルアルコール繊維、エチレンビニルアルコール繊維のいずれかを使用することができる。
【0014】
本発明の放熱シートの製造方法は、抄紙用スラリーに懸濁する熱伝導粉末に、窒化ケイ素、窒化アルミニウム、マグネシア、アルミナシリケート、シリコン、鉄、炭化珪素、炭素、窒化硼素、アルミナ、シリカ、アルミニウム、銅、銀、金の粉末を使用することができる。
【0015】
本発明の放熱シートの製造方法、抄紙用スラリーに懸濁される熱伝導粉末の平均粒径を、0.1μmないし500μmとすることができる。
【0016】
さらに、本発明の放熱シートの製造方法は、抄紙用スラリーに、バインダーとして、合成樹脂を添加して抄紙することができる。合成樹脂として、ポリアクリル酸エステル共重合体樹脂、ポリ酢酸ビニル樹脂、ポリビニルアルコール樹脂、NBR(アクリロニトリルブタジエンゴム)樹脂、SBR(スチレンブタジエンゴム)樹脂、ポリウレタン樹脂のいずれかを含む熱可塑性樹脂、または、フェノール樹脂、エポキシ樹脂のいずれかを含む熟硬化性樹脂のいずれかを使用することができる。
【0017】
さらにまた、本発明の放熱シートの製造方法は、抄紙用スラリーをシート状に抄紙して得られる抄紙シートを熱プレスして製造する。この場合、熱プレスの表面温度を100℃ないし400℃、面圧を3MPa〜40MPaとする。この熱プレスにおいて、面圧を10MPa〜40MPaと高くすると、抄紙シートの空隙を無くして高密度のシートとしてより熱伝導率をより高くすることができる。
【発明を実施するための形態】
【0018】
以下、本発明の実施例を図面に基づいて説明する。ただし、以下に示す実施例は、本発明の技術思想を具体化するための放熱シートの製造方法を例示するものであって、本発明は放熱シートの製造方法を以下の方法や条件に特定しない。さらに、この明細書は、特許請求の範囲に示される部材を、実施例の部材に特定するものでは決してない。
【実施例1】
【0019】
炭化珪素(平均粒子径20μm)100重量部、叩解パルプとしてのアクリルパルプ(カナディアンスタンダードフリーネス(CSF)50ml、平均繊維長1.45mm)21重量部、非叩解繊維としてのポリエステル繊維(0.1dtex×3mm)7重量部、バインダー繊維としてのポリエステル繊維からなるバインダー繊維(1.2dtex×5mm)14重量部からなる組成物を水中に混合分散し、固形分1%〜5%からなるスラリーを調製する。この後、凝集剤としてカチオン系ポリアクリル酸ソーダを0.001重量部、アニオン系ポリアクリル酸ソーダを0.00002重量部を添加後、25cm角角型シートマシンを用いてスラリーをシート化して抄紙シートとし、この抄紙シートをプレスし、乾燥させた後、このシートを5MPaの圧力で温度180℃、2分間プレスを行う。
【0020】
以上の工程で製造された放熱シートは、厚さが0.322mm、密度が0.97g/cm3、耐折強度が4829回、熱伝導率が38.15W/m・Kとなる。
【0021】
熱伝導率は、以下の方法で測定する。
7cm×9cmに裁断した測定試料をグリセリンに浸漬し、真空状態にして試料を脱気処理したものを25℃で一定にして、ある恒温室で温度が一定になるまで静置する。温度が一定になったら、恒温室内で温度を一定にした測定装置に試料の短片を上にして縦方向に挿入する。
【0022】
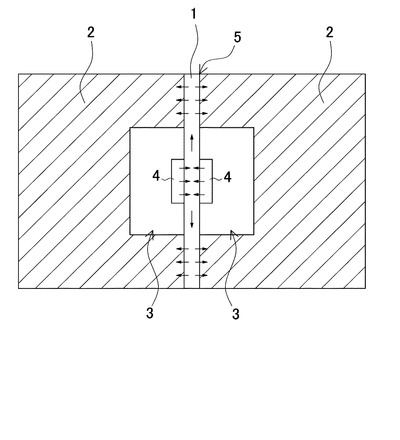
測定装置の概略図を図1に示す。この測定装置は、試料1を両側からヒートシンク2で挟着している。ヒートシンク2は、中心部を空洞3として、試料1を加熱するヒーター4を断熱できるようになっている。上部に試料1を挿入する差込口5があり、ヒートシンク2で両側を固定して、上蓋(図示せず)を閉じて密閉するようになっている。試料1の中心部からヒーター4で加熱を行うと、中心部付近ではヒートシンク2の断熱効果により試料1にのみ熱が行き渡り、端まで熱が到達すると両側にあるヒートシンク2により熱が吸収されるため、時間が経つと温度勾配は一定となる。この時の中心部から外側の温度勾配を測定する。
熱流φ(ヒーターから派生した)を測定することにより、サンプル温度の時間変化に対する微分値をΔT、サンプルの厚さをHとすると、相対熱伝導率λは、下記の計算式となる。
λ〜φ/H・ΔT
【0023】
耐折強度の測定は、JIS P8115 紙及び板紙−耐折強さ試験方法−MIT試験機法に基づく方法で行う。この方法は、幅を15mm、長さを110mm以上とする短冊状に切断した試験片を準備し、長辺方向の両端を試験装置に挟む。この試験片を破断するまで表裏に折り曲げて、破断するまでに折り曲げた回数を求める。
【比較例1】
【0024】
市販のステンレス繊維シートに、市販の熱伝導性接着剤(シリコン樹脂製)を750重量部含浸し、常温で1日以上乾燥させて放熱シートを製造する。熱伝導性接着剤の使用量は、ステンレス繊維シート100重量部に対して、750重量部とする。
この方法で製造された放熱シートは、厚み0.178mm、密度2.21g/cm3、耐折強度36回、熱伝導率1.17W/m・Kとなる。
【比較例2】
【0025】
厚さを0.2mm、密度を1.02とする市販の膨張黒鉛シートは、耐折強度が1回、熱伝導率が140.71W/m・Kとなる。
【0026】
なお、本発明の放熱シートの製造方法は、熱伝導性粉末を添加して混合している抄紙用スラリーを抄紙してシート状に加工しているが、熱伝導性粉末を練り込んだ繊維を使用して優れた特性の放熱シートを製造方法することもできる。
【産業上の利用可能性】
【0027】
本発明の方法で製造される放熱シートは、従来使用されているLED等の照明器具、コンピューターのCPU等の電子部品、液晶、PDP、EL等のパネル等の放熱に加えて、携帯電話の液晶の放熱や携帯型パソコンの電子基板や液晶の放熱、自動車内の電子部品、照明の放熱等の振動に対する強度がより重要となる箇所への使用も可能となり、様々な分野への使用に対して有用である。この放熱シートはフレキシブル性があり、加工に適しているため、現在、金属が使用されている放熱フィン等へ利用することで、電子部品全体の軽量化に貫献できる。
【図面の簡単な説明】
【0028】
【図1】熱伝導率の測定装置の概略断面図である。
【符号の説明】
【0029】
1…試料
2…ヒートシンク
3…空洞
4…ヒーター
5…差込口
【技術分野】
【0001】
本発明は、湿式抄紙して製造される放熱シートの製造方法に関する。
【背景技術】
【0002】
コンピューターのCPU等の電子部品やLED、液晶、PDP、EL、携帯電話等の発光素子等の電子部品の小型化、高集積化により、各部品からの発熱による装置の寿命低下、誤作動が問題となってきており、電子部品の放熱対策への要求は、年々高まってきている。電子部品の放熱対策として、フアン等を用いた強制冷却の他、金属性の放熱フィンからなる放熱用部品が使用されている。この放熱フィンと電子部品との間には、熱伝導を円滑にするために放熱シートが挟まれるように使用されている。中でも、薄くて軽いものとして黒鉛シートが開発されている。黒鉛シートは、薄くて軽いことから、金属製の放熱フィンでは実現できない構造への使用が可能となる。たとえば放熱シートをハニカム構造に加工することで、軽くて表面積の大きい放熱フィンを実現できる。ただ、黒鉛シートは曲げに対する強度が極めて弱く、加工が難しい欠点がある。また、使用状態によって損傷しやすい欠点もある。この欠点を改良する放熱シートとして、金属繊維を湿式抄紙して製造される金属繊維シートに、熱伝導フィラーをバインダーと一緒に含浸してなるシートが開発されている。(特許文献1参照)
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−101004号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載される放熱シートは、金属繊維を含む抄紙用スラリーを湿式抄紙してなるシートを焼結して金属繊維シートとし、この金属繊維シートの繊維の間にできる微細な隙間に、マトリクス樹脂に導電性フィラーを混合している導電性接着剤を含浸して製造される。この金属繊維シートは、マトリクス樹脂に導電性フィラーを混合して導電性接着剤とし、これを金属繊維シートの隙間に含浸して製造されることから、金属繊維の隙間に多量の導電性フィラーを充填するのが難しい。それは、限られた隙間に導電性接着剤を充填することから、導電性フィラーを結合するために混合しているマトリクス樹脂が導電性フィラーの充填量を少なくし、さらに、金属繊維の間にできる微細な隙間に充填するからである。また、放熱シートとして、金属繊維の隙間に充填される導電性フィラーは、充填された状態で金属繊維で互いに分離される状態となって、充填される無数の導電性フィラーを好ましい熱結合状態で充填できない欠点がある。以上のことは、放熱シートにとって最も大切な熱伝導特性を低下させる原因となる。このため、この方法で製造される放熱シートは、繊維にステンレスなどの金属繊維を使用するにもかかわらず、シートとして熱伝導率を好ましい状態にできない欠点がある。また、金属繊維をシート状とし、さらにこれに、マトリクス樹脂に導電性フィラーを混合してなる導電性接着剤を充填してシート状に加工されることから、用途に最適な形状に折曲加工するのに手間がかかる欠点もある。
【0005】
本発明は、以上の欠点を解決することを目的に開発されたものである。本発明の重要な目的は、耐折曲強度を向上すると共に、簡単に種々の形状に加工しながら、熱伝導率を高くできる理想的な放熱シートの製造方法を提供することにある。
また、本発明の他の大切な目的は、振動に対する強度を向上できる放熱シートの製造方法を提供することにある。
【課題を解決するための手段及び発明の効果】
【0006】
本発明は、繊維と熱伝導粉末とを水に懸濁して抄紙用スラリーとし、この抄紙用スラリーを湿式抄紙してシート状として放熱シートを製造する。この製造方法は、抄紙用スラリーに、叩解して表面に無数の微細繊維を設けてなる叩解パルプと、叩解されない非叩解繊維とを懸濁し、この叩解パルプと非叩解繊維とでもって、抄紙用スラリーに懸濁してなる熱伝導粉末を繊維に結合してシート状に抄紙することを特徴としている。
以上の方法で製造される放熱シートは、耐折曲強度を向上すると共に、簡単に種々の形状に加工しながら、熱伝導率を高くできる、放熱シートとして理想的な特性を実現する。また、振動に対する強度を向上できる特徴も実現する。
【0007】
たとえば、特許文献1に記載される方法で製造してなる比較例1の方法で製造される従来の放熱シートは、耐折強度が36回と十分でなく、また、熱伝導率の値も1.17W/m・Kと低くなり、加工、放熱のどちらにおいても優れた特性を示すものでない。これに対して、本発明の実施例の方法で製造される放熱シートは、耐折強度が4829回と極めて優れており、熱伝導率も38.15W/m・Kと比較例より極めて優れた特性を示す。また、比較例2の方法で製造される市販の膨張黒鉛シートは、熱伝導率が140.71W/m・Kと優れているものの、耐折強度がわずかに1回と極めて低く、加工には適さないという結果が得られる。これに対して、本発明の実施例で製造される放熱シートは、比較例2の方法による膨張黒鉛シートに比較しても、放熱シートとして十分に使用できる熱伝導率を有し、しかも耐折強度が4829回と極めて優れた特性を実現する。
【0008】
本発明の放熱シートの製造方法は、抄紙用スラリーに懸濁する叩解パルプとして、合成繊維からなる叩解パルプと天然パルプのいずれかを単独であるいは複数種混合して使用することができる。
【0009】
本発明の放熱シートの製造方法は、合成繊維からなる叩解パルプとして、アクリル繊維、ポリアミド繊維、ポリエチレン繊維、ポリプロピレン繊維、PBO(ポリパラフェニレンベンズオキサゾール)繊維、レーヨン繊維のいずれかを使用することができる。
【0010】
本発明の放熱シートの製造方法は、天然パルプとして、木材パルプ、非木材パルプのいずれかを使用することができる。
【0011】
さらに、本発明の放熱シートの製造方法は、抄紙用スラリーに懸濁する非叩解繊維として、ポリエステル繊維、ポリアミド繊維、ポリプロピレン繊維、ポリイミド繊維、ポリエチレン繊維、アクリル繊維、炭素繊維、PBO繊維、ポリ酢酸ビニル繊維、レーヨン繊維、ポリビニルアルコール繊維、エチレンビニルアルコール繊維、金属繊維、ガラス繊維、セラミック繊維、フッ素繊維のいずれかを使用することができる。
【0012】
また、本発明の放熱シートの製造方法は、抄紙用スラリーに、非叩解繊維として、熱で溶融するバインダー繊維を添加し、抄紙されたシートを加熱プレスしてバインダー繊維を溶融してシート状に加工することができる。
【0013】
さらに、本発明の放熱シートの製造方法は、バインダー繊維として、ポリエステル繊維、ポリプロピレン繊維、ポリアミド繊維、ポリエチレン繊維、ポリ酢酸ビニル繊維、ポリビニルアルコール繊維、エチレンビニルアルコール繊維のいずれかを使用することができる。
【0014】
本発明の放熱シートの製造方法は、抄紙用スラリーに懸濁する熱伝導粉末に、窒化ケイ素、窒化アルミニウム、マグネシア、アルミナシリケート、シリコン、鉄、炭化珪素、炭素、窒化硼素、アルミナ、シリカ、アルミニウム、銅、銀、金の粉末を使用することができる。
【0015】
本発明の放熱シートの製造方法、抄紙用スラリーに懸濁される熱伝導粉末の平均粒径を、0.1μmないし500μmとすることができる。
【0016】
さらに、本発明の放熱シートの製造方法は、抄紙用スラリーに、バインダーとして、合成樹脂を添加して抄紙することができる。合成樹脂として、ポリアクリル酸エステル共重合体樹脂、ポリ酢酸ビニル樹脂、ポリビニルアルコール樹脂、NBR(アクリロニトリルブタジエンゴム)樹脂、SBR(スチレンブタジエンゴム)樹脂、ポリウレタン樹脂のいずれかを含む熱可塑性樹脂、または、フェノール樹脂、エポキシ樹脂のいずれかを含む熟硬化性樹脂のいずれかを使用することができる。
【0017】
さらにまた、本発明の放熱シートの製造方法は、抄紙用スラリーをシート状に抄紙して得られる抄紙シートを熱プレスして製造する。この場合、熱プレスの表面温度を100℃ないし400℃、面圧を3MPa〜40MPaとする。この熱プレスにおいて、面圧を10MPa〜40MPaと高くすると、抄紙シートの空隙を無くして高密度のシートとしてより熱伝導率をより高くすることができる。
【発明を実施するための形態】
【0018】
以下、本発明の実施例を図面に基づいて説明する。ただし、以下に示す実施例は、本発明の技術思想を具体化するための放熱シートの製造方法を例示するものであって、本発明は放熱シートの製造方法を以下の方法や条件に特定しない。さらに、この明細書は、特許請求の範囲に示される部材を、実施例の部材に特定するものでは決してない。
【実施例1】
【0019】
炭化珪素(平均粒子径20μm)100重量部、叩解パルプとしてのアクリルパルプ(カナディアンスタンダードフリーネス(CSF)50ml、平均繊維長1.45mm)21重量部、非叩解繊維としてのポリエステル繊維(0.1dtex×3mm)7重量部、バインダー繊維としてのポリエステル繊維からなるバインダー繊維(1.2dtex×5mm)14重量部からなる組成物を水中に混合分散し、固形分1%〜5%からなるスラリーを調製する。この後、凝集剤としてカチオン系ポリアクリル酸ソーダを0.001重量部、アニオン系ポリアクリル酸ソーダを0.00002重量部を添加後、25cm角角型シートマシンを用いてスラリーをシート化して抄紙シートとし、この抄紙シートをプレスし、乾燥させた後、このシートを5MPaの圧力で温度180℃、2分間プレスを行う。
【0020】
以上の工程で製造された放熱シートは、厚さが0.322mm、密度が0.97g/cm3、耐折強度が4829回、熱伝導率が38.15W/m・Kとなる。
【0021】
熱伝導率は、以下の方法で測定する。
7cm×9cmに裁断した測定試料をグリセリンに浸漬し、真空状態にして試料を脱気処理したものを25℃で一定にして、ある恒温室で温度が一定になるまで静置する。温度が一定になったら、恒温室内で温度を一定にした測定装置に試料の短片を上にして縦方向に挿入する。
【0022】
測定装置の概略図を図1に示す。この測定装置は、試料1を両側からヒートシンク2で挟着している。ヒートシンク2は、中心部を空洞3として、試料1を加熱するヒーター4を断熱できるようになっている。上部に試料1を挿入する差込口5があり、ヒートシンク2で両側を固定して、上蓋(図示せず)を閉じて密閉するようになっている。試料1の中心部からヒーター4で加熱を行うと、中心部付近ではヒートシンク2の断熱効果により試料1にのみ熱が行き渡り、端まで熱が到達すると両側にあるヒートシンク2により熱が吸収されるため、時間が経つと温度勾配は一定となる。この時の中心部から外側の温度勾配を測定する。
熱流φ(ヒーターから派生した)を測定することにより、サンプル温度の時間変化に対する微分値をΔT、サンプルの厚さをHとすると、相対熱伝導率λは、下記の計算式となる。
λ〜φ/H・ΔT
【0023】
耐折強度の測定は、JIS P8115 紙及び板紙−耐折強さ試験方法−MIT試験機法に基づく方法で行う。この方法は、幅を15mm、長さを110mm以上とする短冊状に切断した試験片を準備し、長辺方向の両端を試験装置に挟む。この試験片を破断するまで表裏に折り曲げて、破断するまでに折り曲げた回数を求める。
【比較例1】
【0024】
市販のステンレス繊維シートに、市販の熱伝導性接着剤(シリコン樹脂製)を750重量部含浸し、常温で1日以上乾燥させて放熱シートを製造する。熱伝導性接着剤の使用量は、ステンレス繊維シート100重量部に対して、750重量部とする。
この方法で製造された放熱シートは、厚み0.178mm、密度2.21g/cm3、耐折強度36回、熱伝導率1.17W/m・Kとなる。
【比較例2】
【0025】
厚さを0.2mm、密度を1.02とする市販の膨張黒鉛シートは、耐折強度が1回、熱伝導率が140.71W/m・Kとなる。
【0026】
なお、本発明の放熱シートの製造方法は、熱伝導性粉末を添加して混合している抄紙用スラリーを抄紙してシート状に加工しているが、熱伝導性粉末を練り込んだ繊維を使用して優れた特性の放熱シートを製造方法することもできる。
【産業上の利用可能性】
【0027】
本発明の方法で製造される放熱シートは、従来使用されているLED等の照明器具、コンピューターのCPU等の電子部品、液晶、PDP、EL等のパネル等の放熱に加えて、携帯電話の液晶の放熱や携帯型パソコンの電子基板や液晶の放熱、自動車内の電子部品、照明の放熱等の振動に対する強度がより重要となる箇所への使用も可能となり、様々な分野への使用に対して有用である。この放熱シートはフレキシブル性があり、加工に適しているため、現在、金属が使用されている放熱フィン等へ利用することで、電子部品全体の軽量化に貫献できる。
【図面の簡単な説明】
【0028】
【図1】熱伝導率の測定装置の概略断面図である。
【符号の説明】
【0029】
1…試料
2…ヒートシンク
3…空洞
4…ヒーター
5…差込口
【特許請求の範囲】
【請求項1】
繊維と熱伝導粉末とを水に懸濁して抄紙用スラリーとし、この抄紙用スラリーを湿式抄紙してシート状とする放熱シートの製造方法であって、
抄紙用スラリーに、叩解して表面に無数の微細繊維を設けてなる叩解パルプと、叩解されない非叩解繊維とを懸濁し、この叩解パルプと非叩解繊維とでもって、抄紙用スラリーに懸濁してなる熱伝導粉末を繊維に結合してシート状に抄紙し、抄紙して得られる抄紙シートを熱プレスすることを特徴とする放熱シートの製造方法。
【請求項2】
前記抄紙用スラリーに懸濁する叩解パルプとして、合成繊維からなる叩解パルプと天然パルプのいずれかを単独であるいは複数種混合して使用する請求項1に記載される放熱シートの製造方法。
【請求項3】
前記合成繊維からなる叩解パルプが、アクリル繊維、ポリアミド繊維、ポリエチレン繊維、ポリプロピレン繊維、PBO(ポリパラフェニレンベンズオキサゾール)繊維、レーヨン繊維のいずれかである請求項2に記載される放熱シートの製造方法。
【請求項4】
前記天然パルプが、木材パルプ、非木材パルプのいずれかである請求項2に記載される放熱シートの製造方法。
【請求項5】
前記抄紙用スラリーに懸濁する非叩解繊維として、ポリエステル繊維、ポリアミド繊維、ポリプロピレン繊維、ポリイミド繊維、ポリエチレン繊維、アクリル繊維、炭素繊維、PBO繊維、ポリ酢酸ビニル繊維、レーヨン繊維、ポリビニルアルコール繊維、エチレンビニルアルコール繊維、金属繊維、ガラス繊維、セラミック繊維、フッ素繊維のいずれかである請求項1に記載される放熱シートの製造方法。
【請求項6】
前記抄紙用スラリーに、非叩解繊維として、熱で溶融するバインダー繊維を添加し、抄紙されたシートを加熱プレスしてバインダー繊維を溶融してシート状に加工する請求項1に記載される放熱シートの製造方法。
【請求項7】
前記バインダー繊維が、ポリエステル繊維、ポリプロピレン繊維、ポリアミド繊維、ポリエチレン繊維、ポリ酢酸ビニル繊維、ポリビニルアルコール繊維、エチレンビニルアルコール繊維のいずれかである請求項6に記載される放熱シートの製造方法。
【請求項8】
前記抄紙用スラリーに懸濁する熱伝導粉末に、窒化ケイ素、窒化アルミニウム、マグネシア、アルミナシリケート、シリコン、鉄、炭化珪素、炭素、窒化硼素、アルミナ、シリカ、アルミニウム、銅、銀、金の粉末を使用する請求項1に記載される放熱シートの製造方法。
【請求項9】
前記抄紙用スラリーに懸濁される熱伝導粉末の平均粒径が0.1μmないし500μmである請求項1に記載される放熱シートの製造方法。
【請求項10】
前記抄紙用スラリーに、バインダーとして合成樹脂を添加して繊維に結合して抄紙する請求項1に記載される放熱シートの製造方法。
【請求項11】
前記合成樹脂が、ポリアクリル酸エステル共重合体樹脂、ポリ酢酸ビニル樹脂、ポリビニルアルコール樹脂、NBR(アクリロニトリルブタジエンゴム)樹脂、SBR(スチレンブタジエンゴム)樹脂、ポリウレタン樹脂のいずれかを含む熱可塑性樹脂、または、フェノール樹脂、エポキシ樹脂のいずれかを含む熟硬化性樹脂のいずれかである請求項10に記載される放熱シートの製造方法。
【請求項12】
前記抄紙用スラリーをシート状に抄紙して得られる抄紙シートを、100℃〜400℃の温度で、熱プレスする請求項1に記載される放熱シートの製造方法。
【請求項1】
繊維と熱伝導粉末とを水に懸濁して抄紙用スラリーとし、この抄紙用スラリーを湿式抄紙してシート状とする放熱シートの製造方法であって、
抄紙用スラリーに、叩解して表面に無数の微細繊維を設けてなる叩解パルプと、叩解されない非叩解繊維とを懸濁し、この叩解パルプと非叩解繊維とでもって、抄紙用スラリーに懸濁してなる熱伝導粉末を繊維に結合してシート状に抄紙し、抄紙して得られる抄紙シートを熱プレスすることを特徴とする放熱シートの製造方法。
【請求項2】
前記抄紙用スラリーに懸濁する叩解パルプとして、合成繊維からなる叩解パルプと天然パルプのいずれかを単独であるいは複数種混合して使用する請求項1に記載される放熱シートの製造方法。
【請求項3】
前記合成繊維からなる叩解パルプが、アクリル繊維、ポリアミド繊維、ポリエチレン繊維、ポリプロピレン繊維、PBO(ポリパラフェニレンベンズオキサゾール)繊維、レーヨン繊維のいずれかである請求項2に記載される放熱シートの製造方法。
【請求項4】
前記天然パルプが、木材パルプ、非木材パルプのいずれかである請求項2に記載される放熱シートの製造方法。
【請求項5】
前記抄紙用スラリーに懸濁する非叩解繊維として、ポリエステル繊維、ポリアミド繊維、ポリプロピレン繊維、ポリイミド繊維、ポリエチレン繊維、アクリル繊維、炭素繊維、PBO繊維、ポリ酢酸ビニル繊維、レーヨン繊維、ポリビニルアルコール繊維、エチレンビニルアルコール繊維、金属繊維、ガラス繊維、セラミック繊維、フッ素繊維のいずれかである請求項1に記載される放熱シートの製造方法。
【請求項6】
前記抄紙用スラリーに、非叩解繊維として、熱で溶融するバインダー繊維を添加し、抄紙されたシートを加熱プレスしてバインダー繊維を溶融してシート状に加工する請求項1に記載される放熱シートの製造方法。
【請求項7】
前記バインダー繊維が、ポリエステル繊維、ポリプロピレン繊維、ポリアミド繊維、ポリエチレン繊維、ポリ酢酸ビニル繊維、ポリビニルアルコール繊維、エチレンビニルアルコール繊維のいずれかである請求項6に記載される放熱シートの製造方法。
【請求項8】
前記抄紙用スラリーに懸濁する熱伝導粉末に、窒化ケイ素、窒化アルミニウム、マグネシア、アルミナシリケート、シリコン、鉄、炭化珪素、炭素、窒化硼素、アルミナ、シリカ、アルミニウム、銅、銀、金の粉末を使用する請求項1に記載される放熱シートの製造方法。
【請求項9】
前記抄紙用スラリーに懸濁される熱伝導粉末の平均粒径が0.1μmないし500μmである請求項1に記載される放熱シートの製造方法。
【請求項10】
前記抄紙用スラリーに、バインダーとして合成樹脂を添加して繊維に結合して抄紙する請求項1に記載される放熱シートの製造方法。
【請求項11】
前記合成樹脂が、ポリアクリル酸エステル共重合体樹脂、ポリ酢酸ビニル樹脂、ポリビニルアルコール樹脂、NBR(アクリロニトリルブタジエンゴム)樹脂、SBR(スチレンブタジエンゴム)樹脂、ポリウレタン樹脂のいずれかを含む熱可塑性樹脂、または、フェノール樹脂、エポキシ樹脂のいずれかを含む熟硬化性樹脂のいずれかである請求項10に記載される放熱シートの製造方法。
【請求項12】
前記抄紙用スラリーをシート状に抄紙して得られる抄紙シートを、100℃〜400℃の温度で、熱プレスする請求項1に記載される放熱シートの製造方法。
【図1】


【公開番号】特開2013−64224(P2013−64224A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2012−243994(P2012−243994)
【出願日】平成24年11月5日(2012.11.5)
【分割の表示】特願2008−196925(P2008−196925)の分割
【原出願日】平成20年7月30日(2008.7.30)
【出願人】(000116404)阿波製紙株式会社 (19)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成24年11月5日(2012.11.5)
【分割の表示】特願2008−196925(P2008−196925)の分割
【原出願日】平成20年7月30日(2008.7.30)
【出願人】(000116404)阿波製紙株式会社 (19)
【Fターム(参考)】
[ Back to top ]