
放電加工用ワイヤおよびマルチ放電加工方法

【課題】加工方向にのみ効率的に放電を発生させることができ、被加工物が溶融・除去される部分を最小限に抑えて、歩留まりを良くすることができるとともに、安定した給電を行うことができるようにする。
【解決手段】ワイヤ表面に、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを、ワイヤ断面において放電域Aおよび給電域Cを通る対称軸Sに関して線対称の配置で有する放電加工用ワイヤ10とする。
【解決手段】ワイヤ表面に、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを、ワイヤ断面において放電域Aおよび給電域Cを通る対称軸Sに関して線対称の配置で有する放電加工用ワイヤ10とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、放電エネルギーにより被加工物を切断するワイヤ放電加工に関するもので、特に、一方向加工に好適な放電加工用ワイヤ、およびこの放電加工用ワイヤを使用して被加工物の複数箇所を平行方向に同時に放電切断加工するマルチ放電加工方法に関する。
【背景技術】
【0002】
ワイヤ放電加工は、細いワイヤを電極線として、電極線(ワイヤ)と被加工物との間に電圧を印加し、放電による熱で被加工物を切断する加工方法である。この加工では、電極線を、張力をかけた状態で連続走行させながら、加工液雰囲気において電極線と被加工物(例えば金型やダイス等)との間に電圧をかけ、被加工物と電極線との間でパルス状の放電を繰り返し発生させる。その際、安定して放電を発生させるために電極線と被加工物との間に数ミクロン〜数十ミクロンの間隙(極間距離)すなわち放電ギャップが必要で、加工中の放電電圧および放電電流をモニターしながら被加工物を加工方向へサブミリ秒オーダで前進後退させて放電ギャップを適正に保持する制御(極間サーボ制御)を行う。加工液としては純度の高い水または油が使用される。そして、加工液が放電部位に供給される中で、あるいは加工液中で放電加工が行われる。
【0003】
放電加工は、溶融、爆発、飛散、冷却、スラッジ除去の工程で構成される。そして、電極線と被加工物が連続して接近することで放電加工が繰り返し行われ、被加工物が所定の形状に加工される。使用する電極線は、線径0.2mm程度のものが一般的である。また、微細加工では、線径100μm以下(0.01〜0.1mm)の細線径の電極線を使用する。
【0004】
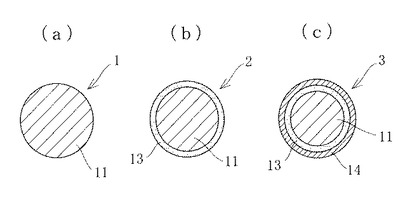
図6は、従来の代表的な放電加工用ワイヤのワイヤ長手方向に直交する断面図(a)〜(c)である。
【0005】
図6の(a)に示す従来の放電加工用ワイヤ1は、母材11のみからなるワイヤで、例えば黄銅線や、タングステン線、モリブデン線等である。線径が比較的大きいものでは黄銅線が一般に使用されている。黄銅線は、導電率が高いため放電時の発熱が小さく、放電特性も優れている。しかし、黄銅線は強度(引張り強さ)が大きくないため、線径が小さい電極線には使用することができない。そこで、線径が小さいもの、特に、微細加工用の線径100μm以下の電極線には、高温での強度(引張り強さ)が高いタングステン線やモリブデン線が使用されている。但し、タングステン線やモリブデン線は、価格および製造性に問題がある。
【0006】
また、図6の(b)に示す従来の放電加工用ワイヤ2は、母材11の表面に金属層13をメッキあるいは改質により形成したもので、例えば、母材11として鋼線(ピアノ線)を用い、金属層13としてブラスメッキ層等を形成したもの(例えば、特許文献1参照。)が知られている。表面にメッキ等で金属層を形成することで、伸線性が向上する
【0007】
また、図6の(c)に示す従来の放電加工用ワイヤ3は、母材11の表面に金属層13をメッキあるいは改質により形成し、更に最表面の略全面に母材11よりも電気抵抗の大きい高抵抗層14を形成したもので、例えば、母材11として鋼線(ピアノ線)を用い、金属層13としてブラスメッキ層等を形成し、最表面の高抵抗層14として、アルキド樹脂、ポリエチレン樹脂、ポリエステル樹脂等の樹脂、金属炭化物等の非絶縁高抵抗層を設けたもの(例えば、特許文献2参照。)が知られている。このような構成のワイヤは、小さな放電ギャップで安定して放電を発生させることができる。また、ワイヤ放電加工機に使用して極間サーボ制御(サーボ電圧値の制御)を最適化することで、放電ギャップを小さくして加工面を平滑にすることができるとともに、加工溝幅を小さくすることができ、且つ、放電回数を増やして加工速度を速くすることができ、微細加工の加工能率を高めることが可能となる。
【0008】
ワイヤ放電加工は元来、様々な曲面を有する物品の製作に使用されてきたもので、従来は、複雑な加工面を形成するのに好んで使用されてきた。しかし、近年では、ワイヤ放電加工は、加工性能が向上したことにより、複雑な形状の加工のみならず、SiやSiCの化合物半導体等の硬脆性材料のスライス加工への使用が検討されている。
【0009】
そのような化合物半導体等のスライス加工のためのワイヤ放電加工方法として、放電加工用ワイヤを供給リールから供給しローラ間に等間隔で多重に巻き掛けて排出リールに巻き取り、そのワイヤのローラ間で互いに平行な状態で走行する複数条のワイヤ部分に前記放電域側から被加工物を近づけつつ、前記給電域側から給電子を介し電圧を印加して放電を発生させることにより、被加工物の複数箇所を同時に切断加工する所謂マルチ放電加工(例えば、特許文献3、4参照。)が従来から知られている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2006−136952号公報
【特許文献2】特開2008−296350号公報
【特許文献3】特開平9−248719号公報
【特許文献4】特開2000−107941号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかし、従来の放電加工用ワイヤは、化合物半導体等のスライス加工のような、加工方向が一方向に特定される加工(以下、一方向加工と称す。)には適していない。
【0012】
複雑な加工面を形成するための放電加工と、化合物半導体等のスライス加工のような単純スリット加工とでは、要求される加工性能に差異がある。
【0013】
つまり、複雑な加工面を形成するための放電加工では、複雑な加工面を得るために、放電により切り進む方向(以下、加工方向と称す。)が刻々と変わり、その際、被加工物に対し加工方向に対面するワイヤ表面の周方向位置が刻々と変わる。そのため、このような複雑な加工面を得るための放電加工に使用するワイヤは、ワイヤ表面の全面において均一な加工性能を有することが求められていた。加工方向が不特定であると、放電加工性能がワイヤ表面の全面において均一でないと、安定した加工を行うことができないものである。
【0014】
それに対し、一方向加工の場合は、従来の放電加工用ワイヤのようにワイヤ表面が全面において均一な加工性能を有していることが、かえって弊害となる。一方向加工の場合は、特定の加工方向にのみ放電が行われればよいのであるが、従来の放電加工用ワイヤを用いた場合では、加工方向のみならず、加工方向に対する幅方向両側から後方にかけての広い範囲で放電が発生する。このような加工方向以外の放電は、加工に直接寄与しない無用な放電であるばかりでなく、有害である。この加工方向以外の無用な放電が加工面を荒らし、また、加工溝幅を大きくしてしまう。
【0015】
放電加工では、被加工物を溶融し、爆発し、飛散させる。加工溝幅が大きいというのは、溶融し、爆発し、飛散する量が多いということである。つまり、加工溝幅は被加工物の歩留まりに大きく影響する。特に、マルチ放電加工の場合、加工溝幅の影響が大きいため、できるだけ加工溝幅を小さくすることが求められる。例えばSiウエハを数十枚、数百枚一度にスライスするマルチ放電加工の場合、加工溝幅の僅かな増大が歩留まりを大きく低下させることになる。
【0016】
化合物半導体等のスライス加工のような一方向加工に使用する放電加工用ワイヤとしては、一方向加工に寄与する放電を効率的に発生させて高速加工を実現することができるとともに、一方向加工に寄与しない無用な放電の発生を抑えて、平滑な加工面の形成を実現し、また、加工溝幅を小さくて被加工物の歩留まりを良くすることができるものであることが要求される。
【0017】
そこで、一方向加工に要求される加工性能を有する放電加工用ワイヤとして、ワイヤ表面が、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する放電域と、該放電域より電気抵抗の高い非放電域とを有する放電加工用ワイヤが考えられる。このように放電加工用ワイヤを構成することで、ワイヤの表面において放電する部分が周方向に特定され、一方向加工の加工方向にのみ効率的に放電を発生させることができることが期待できる。
【0018】
従来の放電加工用ワイヤのようにワイヤ表面が全面において均一な加工性能を有していることは、化合物半導体等のスライス加工のような一方向加工においてはかえって不都合で、加工方向以外に無用な放電が発生し、その無用な放電が加工面を荒らし、また、加工溝幅を大きくしてしまうために、被加工物の歩留まりが低下し、特に、マルチ放電加工では、加工溝幅の増大による歩留まりの低下が大きくなる。それに対し、ワイヤ表面が、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する放電域と、該放電域より電気抵抗の高い非放電域とを有するものとした放電加工用ワイヤによれば、上述のように、ワイヤの表面において放電する部分が周方向に特定されるため、加工方向にのみ効率的に放電を発生させることができ、被加工物が溶融・除去される部分を最小限に抑えて、歩留まりを良くすることができる。
【0019】
ところが、このようにワイヤ表面が放電域と非放電域とで構成されるようにした放電加工用ワイヤは、非放電域で給電は行えないため、放電域において給電を行わなければならないものであって、マルチ放電加工のように、ワイヤの同じ部分の放電域が被加工物の複数箇所に順次接近して幾度も放電を繰り返す場合は、放電域面が荒れるために、安定した給電が行えなくなり、そのため放電が不安定となり、特に出線側での放電切断加工が困難になる。
【0020】
したがって、加工方向にのみ効率的に放電を発生させることができ、被加工物が溶融・除去される部分を最小限に抑えて、歩留まりを良くすることができるとともに、安定した給電を行うことができるようにすることが課題である。
【課題を解決するための手段】
【0021】
上記課題は、ワイヤ表面に、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域と、該放電域の周方向両側においてワイヤ長手方向に連続する少なくとも二つの非放電域と、該非放電域によって放電域から隔てられたワイヤ長手方向に連続する給電域とを有することを特徴とする放電加工用ワイヤによって解決することができる。
【0022】
この放電加工用ワイヤは、ワイヤ表面において、給電域が非放電域によって放電域から隔てられていて、放電域は放電専用、給電域は給電専用とすることができるため、給電面に放電が発生するのを抑制して、給電面を常に平滑に保つことができ、したがって、マルチ放電加工のようにワイヤの同じ部分の放電域が被加工物の複数箇所に順次接近して幾度も放電を繰り返すために放電域面が荒れる場合でも、安定した給電を行うようにすることができる。そして、この放電加工用ワイヤは、ワイヤの表面において放電する部分が周方向に特定されるため、加工方向を一方向に特定するワイヤ放電加工において、加工方向にのみ効率的に放電を発生させることができ、被加工物が溶融・除去される部分を最小限に抑えて、歩留まりを良くすることができる。
【0023】
この放電加工用ワイヤにおいて、「非放電域」は、「放電域」より電気抵抗が高い例えば樹脂等の絶縁層で形成される。ここでいう「絶縁層」とは、通常使用における電圧、具体的には50Vから300Vの電圧において電気を通さないものを意味する。
【0024】
また、「放電域」は、ワイヤの母材自体が最表面に露出することにより、あるいは、母材表面にメッキ等による金属層、あるいは更に最表面に、母材よりも電気抵抗が大きい非絶縁高抵抗層で形成される。ここでいう「電気抵抗」とは、ワイヤの母材表面からワイヤ最表面までの電気的な抵抗を意味する。そして、「非絶縁高抵抗層」とは、通常使用における電圧、具体的には50Vから300Vの電圧において、集中放電を回避し、分散放電性を高められるもの(酸化金属層(例えば酸化亜鉛層等)や樹脂層(例えばアルキド樹脂、ポリエチレン樹脂、ポリエステル樹脂等からなり、厚み0.1〜5μmに形成した層)、その他、これに類するものであればよく、特に限定されない。)を意味する。
【0025】
また、この放電加工用ワイヤは、「放電域」と「非放電域」が同じ物質で形成されたものであってもよい。例えばポリエステルやポリエチレン等の樹脂をワイヤ表面に薄く形成(例えば1μm)すれば非絶縁高抵抗層となって放電域が形成され、その同じ樹脂を厚く形成(例えば10μm)すれば絶縁層となって非放電域が形成される。
【0026】
そして、この放電加工用ワイヤは、放電域と非放電域と給電域が、ワイヤ断面において放電域および給電域を通る対称軸に関して線対称の配置となっているのがよい。このような配置とすることで、放電域と給電域とが対向した配置となって、給電域が放電域から遠ざかり、給電域からの無用な放電が抑制される。
【0027】
また、この放電加工用ワイヤは、ワイヤ断面が、一方向に長く、対向して長手方向に延びる一対の直線部を有し、それら一対の直線部の両端の互いに対向する端部同士を接続する部分のうちの少なくとも一方に外側へ膨らんだ曲線部を有する形状のワイヤであって、その曲線部がワイヤ長手方向に連続してなる曲面部の一つに放電域を有するものであるのがよく、特に、ワイヤ断面の形状が、一対の直線部が同寸且つ互いに平行で、それら一対の直線部の両端の互いに対向する端部同士を接続する部分の両方に曲線部を有するトラック形状であるのがよい。
【0028】
放電加工用ワイヤは、このよう断面形状が一方向に長く、その断面長手方向一端側の曲面部に放電域を有する構造とすることにより、加工溝幅を大きくすることなく引張強度を大きくすることができ、あるいは、引張強度を小さくすることなく加工溝幅を小さくすることができ、そうした効果は特に、一方向に長いトラック形状の場合に顕著である。
【0029】
そして、この放電加工用ワイヤは、特に、被加工物の複数箇所を平行方向に同時に放電切断加工するマルチ放電加工に適している。その場合の放電加工方法は、この放電加工用ワイヤを供給リールから供給し、ローラ間に等間隔で多重に巻き掛けて、排出リールに巻き取ることにより、放電加工用ワイヤを複数のワイヤ部分がローラ間で互いに平行となる状態で走行させ、該放電加工用ワイヤの、ローラ間で互いに平行な状態で走行する複数のワイヤ部分に放電域側から被加工物を近づけつつ、複数のワイヤ部分に対し給電域側から給電を行って、それらワイヤ部分と被加工物との間に放電を発生させ、被加工物の複数箇所を同時に放電切断加工することを特徴とする。
【0030】
このように給電域が非放電域によって放電域から隔てられている放電加工用ワイヤを使用したマルチ放電加工を行うことで、ワイヤの同じ部分の放電域が被加工物の複数箇所に順次接近して幾度も放電を繰り返すことにより放電域面は荒れても、給電は安定して行うことができる。そして、加工方向にのみ効率的に放電を発生させることができ、被加工物が溶融・除去される部分を最小限に抑えて、歩留まりを良くすることができる。
【発明の効果】
【0031】
以上の説明から明らかなように、本発明によれば、加工方向を一方向に特定するワイヤ放電加工において、加工方向にのみ効率的に放電を発生させることができ、被加工物が溶融・除去される部分を最小限に抑えて、歩留まりを良くすることができるとともに、安定した給電を行うことができる。
【図面の簡単な説明】
【0032】
【図1】本発明の実施形態の一例に係る断面円形の放電加工用ワイヤのワイヤ長手方向に直交する断面図(a)および外観斜視図(b)である。
【図2】図1の実施形態に係る断面円形の放電加工用ワイヤの変形態様の説明図(a)〜(c)である。
【図3】本発明の他の実施形態に係る断面円形の放電加工用ワイヤのワイヤ長手方向に直交する断面図(a)〜(c)である。
【図4】本発明の更に他の実施形態に係る放電加工用ワイヤのワイヤ長手方向に直交する断面図(a)〜(e)である。
【図5】本発明の実施形態に係るマルチ放電加工機の概略図である。
【図6】従来の代表的な放電加工用ワイヤのワイヤ長手方向に直交する断面図(a)〜(c)である。
【発明を実施するための形態】
【0033】
図1の(a)および(b)は、本発明の実施形態の一例に係る断面円形の放電加工用ワイヤ10を示している。この放電加工用ワイヤ10は、芯材部分が母材11のみからなる断面円形のワイヤであって、ワイヤ表面に、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。そして、放電域Aと非放電域Bと給電域Cが、図1の(a)に示すように、ワイヤ断面において放電域Aおよび給電域Cを通る対称軸Sに関して線対称の配置となっている。非放電域Bは、二つであるのが好ましいが、それ以上であってもよい。
【0034】
母材11は、黄銅、タングステン、モリブデン等である。一般的にはタングステンが使用される。タングステン線は電気伝導度が高く、且つ強靭である。この母材11が、ワイヤ断面において対向した配置でワイヤ表面に露出し、その母材11が露出したワイヤ表面の領域が放電域Aと給電域Cを形成している。そして、放電域Aと給電域Cに挟まれた領域が、ワイヤ表面において母材11よりも電気抵抗の高く、通常使用における電圧、具体的には50Vから300Vの電圧において電気を通さないナイロン樹脂等の樹脂(ゴム等でもよく、特に限定されない。)からなる絶縁層12で覆われて、非放電域Bが形成されている。
【0035】
非放電域Bの絶縁層12は、例えば、母材11のみからなるワイヤ芯材を伸線加工した後、走行させながら溶融した樹脂に浸漬し、更に走行させながら、非放電域Bとしたい領域以外の、放電域Aとしたい領域と給電域Cとしたい領域に付着した樹脂を剥ぎ落とすことによって形成することができる。こうして放電域Aとしたい領域と給電域Bとしたい領域に付着した樹脂を剥ぎ落とした後、乾燥させることにより、剥ぎ落とされなかった樹脂によって絶縁層12が形成され、その絶縁層12が形成された領域が非放電域Bとなる。そして、樹脂が剥ぎ落とされた領域が放電域Aおよび給電域Cとなる。
【0036】
この放電加工用ワイヤ10は、化合物半導体等のスライス加工のような一方向加工、特にマルチ放電加工に適したもので、放電域Aがワイヤの表面において周方向に特定されるため、高速加工を実現することができ、また、一方向加工に寄与しない無用な放電の発生を抑えて、被加工物が溶融・除去される部分を最小限に抑え、平滑な加工面の形成を実現するとともに、加工幅を小さくて被加工物の歩留まりを良くすることができる。
【0037】
そして、この放電加工用ワイヤ10は、ワイヤ表面において、給電域Cが非放電域Bによって放電域Aから隔てられていて、放電域Aは放電専用、給電域Cは給電専用とすることができ、しかも、放電域Aと非放電域Bと給電域Cが、ワイヤ断面において放電域Aおよび給電域Cを通る対称軸Sに関して線対称の配置で、放電域Aと給電域Cとが対向し、給電域Cが放電域Aから十分に離れているため、給電域Cからの無用な放電を抑制して、給電面を常に平滑に保つことができ、したがって、マルチ放電加工のようにワイヤの同じ部分の放電域Aが被加工物の複数箇所に順次接近して幾度も放電を繰り返すために放電面が荒れる場合でも、安定した給電を行うことができ、そのため放電も安定する。
【0038】
放電域Aと非放電域Bと給電域Cが、ワイヤ断面において放電域Aおよび給電域Cを通る対称軸Sに関して線対称でないと、放電域Aと給電域Cが対向した配置とはならず、両側の非放電域B(放電域Aを挟む両側の非放電域Bである同時に給電域Cを挟む両側の非放電域Bである)がアンバランスとなって、給電域Cがワイヤ断面において放電域Aに対向する位置からずれて一側に偏り、放電域Aに近づくことになるため、給電が難しくなり、更には、給電域からも放電してしまい、そのために加工面が荒れ、また、加工溝幅が大きくなってしまう可能性がある。
【0039】
断面円形の放電加工用ワイヤ10では、放電域Aは、ワイヤ断面の円周に占める割合が、円周角で120°〜250°であるのがよく、特に120°〜170°であるのが好ましい。
【0040】
被加工物の加工面が平滑となり、精度の高い加工が行えるようにするには、放電加工機の電圧設定を低めにし、放電ギャップを小さくした条件で放電加工を行うが、その場合、放電域Aは160°〜170°に設定するのがよい。
【0041】
また、加工速度を高めるには、放電加工機の電圧設定を高めにし、放電ギャップを大きくした条件で放電加工を行うが、その場合、放電域Aは狭くしておくとよい。放電域Aが狭くなっても、大きな放電により加工が行われることで、ワイヤが進むのに十分な加工溝幅を確保できる。
【0042】
放電域Aの割合(ワイヤ断面における円周角)は、図2に示すように、非放電域Bの大きさや配置によって種々変更が可能である。
【0043】
図2の(a)〜(c)は、図1の実施形態に係る断面円形の放電加工用ワイヤの変形態様を示している。(a)は非放電域Bを狭くした放電加工用ワイヤ101、(b)は非放電域Bを広くした放電加工用ワイヤ102、(c)は放電域Aを給電域Cより広くした放電加工用ワイヤ103をそれぞれ示している。
【0044】
図2の(a)に示す放電加工用ワイヤ101のように、非放電域Bを狭くすると、放電域Aが広くなり、広角の放電となる。この場合、小さな放電による加工となり、加工面の平滑性を高めることができる。
【0045】
図2の(b)に示す放電加工用ワイヤ102のように、非放電域Bを広くすると、放電域Aが狭くなり、狭小角度での放電となる。この場合、大きな放電による加工となり、加工速度を高めることができる。
【0046】
図2の(c)に示す放電加工用ワイヤ103のように、放電域Aが給電域Cより広くなるよう非放電域Bを配置することで、広角の放電が可能なよう放電域を確保することができ、小さな放電による加工として加工面の平滑性を高めることが容易になる。
【0047】
また、本発明は、上記実施形態のように芯材部分が母材のみからなる放電加工用ワイヤ以外に、芯材部分が母材表面にメッキ等により金属層を形成してなる放電加工用ワイヤや、芯材部分が、母材表面に金属層を形成し、更に最表面に高抵抗層を形成してなる断面円形のワイヤにも適用することができる。図3の(a)〜(c)は、本発明の他の実施形態に係る断面円形の放電加工用ワイヤの構造を示している。
【0048】
図3の(a)に示す放電加工用ワイヤ111は、芯材部分が、母材11の表面に金属層13を形成してなる断面円形のワイヤである。そして、この放電加工用ワイヤ111は、ワイヤ表面に、図1に係る放電加工用ワイヤ10と同様、線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。非放電域Bは、二つであるのが好ましいが、それ以上であってもよい。
【0049】
この放電加工用ワイヤ111も、母材11の材質は、図1に係る実施形態の場合と同様である。また、金属層13は、メッキあるいは改質により形成したもので、例えばブラスメッキ層である。そして、その金属層13が、ワイヤ断面において対向した配置でワイヤ表面に露出し、その金属層13が露出したワイヤ表面の領域が放電域Aと給電域Cを形成している。そして、放電域Aと給電域Cに挟まれた領域が、ワイヤ表面において金属層13よりも電気抵抗の高いナイロン樹脂等からなる絶縁層12で覆われて、非放電域Bが形成されている。非放電域Bの絶縁層12は、図1に係る実施形態の場合と同様にして形成される。
【0050】
図3の(b)に示す放電加工用ワイヤ112は、芯材部分が、母材11の表面に金属層13を形成し、更に最表面の略全面に母材11よりも電気抵抗の大きい高抵抗層14を形成してなる断面円形のワイヤである。そして、この放電加工用ワイヤ112は、ワイヤ表面に、やはり図1に係る放電加工用ワイヤ10と同様、線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。非放電域Bは、二つであるのが好ましいが、それ以上であってもよい。
【0051】
この放電加工用ワイヤ112も、母材11の材質は、図1に係る実施形態の場合と同様である。また、金属層13は、メッキあるいは改質により形成したもので、例えばブラスメッキ層である。また、高抵抗層14は、アルキド樹脂、ポリエチレン樹脂、ポリエステル樹脂等の樹脂、金属炭化物等の非絶縁高抵抗層である。その高抵抗層14が、ワイヤ断面において対向した配置でワイヤ表面に露出し、その高抵抗層14が露出したワイヤ表面の領域が放電域Aと給電域Cを形成し、放電域Aと給電域Cに挟まれた領域が、ワイヤ表面において高抵抗層14よりも電気抵抗の高いナイロン樹脂等からなる絶縁層12で覆われて、非放電域Bが形成されている。この場合も、非放電域Bの絶縁層12は、図1に係る実施形態の場合と同様にして形成される。
【0052】
図3の(c)に示す放電加工用ワイヤ113は、芯材部分が、母材11の表面に金属層13を形成してなる断面円形のワイヤであって、更に最表面の、放電域となる領域のみに、母材11よりも電気抵抗の大きい高抵抗層14が形成され、ワイヤ表面に、やはり図1に係る放電加工用ワイヤ10と同様、線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域A(高抵抗層14が露出した領域)と、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有するものとなっている。この場合も、非放電域Bは、二つであるのが好ましいが、それ以上であってもよい。
【0053】
この放電加工用ワイヤ113も、母材11の材質は、図1に係る実施形態の場合と同様である。また、金属層13は、メッキあるいは改質により形成したもので、例えばブラスメッキ層である。また、高抵抗層14は、アルキド樹脂、ポリエチレン樹脂、ポリエステル樹脂等の樹脂、金属炭化物等の非絶縁高抵抗層であって、放電域Aを形成している。そして、この高抵抗層14に対し、ワイヤ断面において対向した配置で金属層13がワイヤ表面に露出して給電域Cを形成し、放電域Aと給電域Cに挟まれた領域が、ワイヤ表面において高抵抗層14よりも電気抵抗の高いナイロン樹脂等からなる絶縁層12で覆われて、非放電域Bが形成されている。非放電域Bの絶縁層12は、図1に係る実施形態の場合と同様にして形成される。高抵抗層14は、絶縁層12を形成した後で、同様にして形成される(絶縁層12の形成に先立って形成するようにしてもよい。)。
【0054】
また、図3の(c)に示す放電加工用ワイヤ113の変形例として、高抵抗層14を、放電域Aのみでなくて、給電域Cにも設けるようにしてもよい。
【0055】
図3の(b)および(c)に示す例において、高抵抗層14は、通常使用における電圧、具体的には50Vから300Vの電圧において、集中放電を回避し、分散放電性を高められるものであり、具体的には、酸化金属層(例えば酸化亜鉛層等)や樹脂層(例えばアルキド樹脂、ポリエチレン樹脂、ポリエステル樹脂等からなり、厚み0.1〜5μmに形成した層)、その他、これに類するものであればよく、特に限定されない。
【0056】
これらの放電加工用ワイヤ111〜113は、やはり化合物半導体等のスライス加工のような一方向加工、特にマルチ放電加工に適したもので、放電域Aがワイヤの表面において周方向に特定されるため、高速加工を実現することができ、また、一方向加工に寄与しない無用な放電の発生を抑えて、被加工物が溶融・除去される部分を最小限に抑え、平滑な加工面の形成を実現するとともに、加工溝幅を小さくして被加工物の歩留まりを良くすることができる。また、給電域Cからの無用な放電を抑制して、給電面を常に平滑に保つことができ、マルチ放電加工等で放電面が荒れる場合でも、安定した給電を行うことができ、放電も安定する。
【0057】
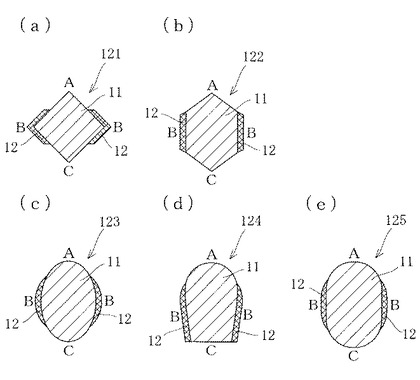
また、本発明は、円形以外の様々な断面形状の放電加工用ワイヤにも適用することができる。図4の(a)〜(e)は、円形以外の断面形状の放電加工用ワイヤに適用した本発明の実施形態を示している。
【0058】
図4の(a)に示す放電加工用ワイヤ121は、芯材部分が母材11のみからなる断面四角形のワイヤで、ワイヤ表面に、図1に係る放電加工用ワイヤ10と同様に、線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。ワイヤ断面において四角形の対向する一対の角部を中心とするそれぞれの領域に放電域Aと給電域Cが位置し、他の対向する一対の角部を中心とするそれぞれの領域に非放電域Bが位置する。
【0059】
図4の(b)に示す放電加工用ワイヤ122は、芯材部分が母材11のみからなる断面六角形のワイヤで、ワイヤ表面に、やはり線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。ワイヤ断面において六角形の対向する一対の角部を中心とするそれぞれの両側の辺部に放電域Aと給電域Cが位置し、他の角部の間に位置する対向する一対の辺部に非放電域Bが位置する。
【0060】
図4の(c)に示す放電加工用ワイヤ123は、芯材部分が母材11のみからなる断面楕円形のワイヤで、ワイヤ断面が一方向に長く、ワイヤ表面に、やはり線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。ワイヤ断面において楕円形の対向する長径側の周縁部にそれぞれ放電域Aと給電域Cが位置し、短径側の周縁部に非放電域Bが位置する。
【0061】
図4の(d)に示す放電加工用ワイヤ124は、芯材部分が母材11のみからなる断面略前方後円形のワイヤで、ワイヤ断面が、一方向に長く、対向して長手方向に延びる一対の直線部を有し、それら一対の直線部の両端の互いに対向する端部同士を接続する部分のうちの一方である後端部分に、外側へ膨らんだ曲線部を有している。そして、ワイヤ表面に、やはり線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。ワイヤ断面において略前方後円形の後端部分の曲線部がワイヤ長手方向に連続してなる曲面部に放電域Aが位置し、前端部分に給電域Cが位置し、側面部分に非放電域Bが位置する。
【0062】
図4の(e)に示す放電加工用ワイヤ125は、芯材部分が母材11のみからなる断面トラック形のワイヤである。すなわち、ワイヤ断面が、一方向に長く、対向して長手方向に延びる一対の直線部を有し、それら一対の直線部の両端の互いに対向する端部同士を接続する部分に、それぞれ外側へ膨らんだ曲線部を有している。そして、ワイヤ表面に、やはり線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。ワイヤ断面においてトラック形状の長手方向の両端部分にそれぞれ放電域Aと給電域Cが位置し、側面部分に非放電域Bが位置する。
【0063】
これらの放電加工用ワイヤ121〜125も、母材11の材質は、図1に係る実施形態の場合と同様で、母材11が、ワイヤ断面において対向した配置でワイヤ表面に露出し、その母材11が露出したワイヤ表面の領域が放電域Aと給電域Cを形成している。そして、放電域Aと給電域Cに挟まれた領域が、ワイヤ表面において母材11よりも電気抵抗の高いナイロン樹脂等からなる絶縁層12で覆われて、非放電域Bが形成されている。非放電域Bの絶縁層12は、図1に係る実施形態の場合と同様にして形成される。
【0064】
これらの放電加工用ワイヤ121〜125は、やはり化合物半導体等のスライス加工のような一方向加工、特にマルチ放電加工に適したもので、放電域Aがワイヤの表面において周方向に特定されるため、高速加工を実現することができ、また、一方向加工に寄与しない無用な放電の発生を抑えて、被加工物が溶融・除去される部分を最小限に抑え、平滑な加工面の形成を実現するとともに、加工溝幅を小さくて被加工物の歩留まりを良くすることができる。また、給電域Cからの無用な放電を抑制して、給電面を常に平滑に保つことができ、マルチ放電加工等で放電面が荒れる場合でも、安定した給電を行うことができ、放電も安定する。
【0065】
そして、これらワイヤ断面が円形でない放電加工用ワイヤ121〜125の中で、図4の(C)、(d)および(e)の放電加工用ワイヤ123、124、125のようなワイヤ断面が一方向に長く、長手方向の両端部分に放電域Aと給電域Cを有するワイヤは、加工溝幅を大きくすることなく引張強度を大きくすることができ、あるいは、引張強度小さくすることなく加工溝幅を小さくすることができる点で好ましい。中でも、図4の(d)および(e)の放電加工用ワイヤ124、125は、ワイヤ断面が、対向して長手方向に延びる一対の直線部を有し、それら一対の直線部の両端の互いに対向する端部同士を接続する部分のうちの少なくとも一方に外側へ膨らんだ曲線部を有していて、その曲線部がワイヤ長手方向に連続してなる曲面部の一つが放電域Aとなっているため、加工溝幅をより小さくでき、また、加工方向に対して均一な放電を発生させ易い点で有利である。そして、特に、図4の(e)の断面トラック形状の放電加工用ワイヤ125は、加工溝幅をより小さくでき、また、加工方向に対して均一な放電を発生させ易いだけでなく、角部がないため、ワイヤ成形の面でも有利である。
【0066】
なお、本発明を適用可能な断面円形以外の放電加工用ワイヤは、図4の(a)〜(e)に示すものに限定されるものではない。本発明は、他の様々な断面形状の放電加工用ワイヤにも適用することができる。
【0067】
また、図4の(a)〜(e)に示す実施形態は、芯材部分が母材11のみからなる放電加工用ワイヤの例であるが、本発明は、図4の(a)〜(e)に示すものと同様あるいは他の異形断面形状で、図3の(a)に示すワイヤと同様に芯材部分が母材表面にメッキ等により金属層を形成してなる放電加工用ワイヤや、図3の(b)に示すワイヤや、図3の(c)に示すワイヤと同様に、芯材部分が、母材表面に金属層を形成し、更に最表面に高抵抗層を形成してなる放電加工用ワイヤにも適用することができる。
【0068】
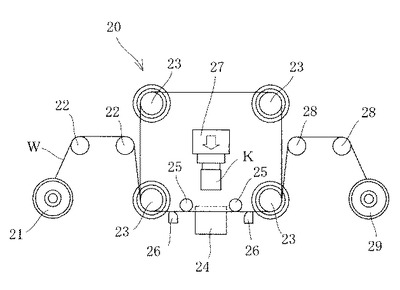
図5は本発明の実施形態に係るマルチ放電加工機20の概略構造を示している。このマルチ放電加工機20は、ワイヤW(放電加工用ワイヤ)を供給する供給リール21と、供給リール21から供給されるワイヤWを誘導する供給側のガイドローラ22と、それぞれがローラ面にワイヤWを等間隔で多重に巻き掛ける溝を有する矩形配置の平行な複数本(図示の例では4本)のメインローラ23と、メインローラ23間で走行するワイヤWの周囲に加工液雰囲気を形成する加工液供給装置24と、加工液供給装置24の前後で、走行するワイヤWに張力をかけて放電によるワイヤWの振れを防止しつつワイヤ間隔(ピッチ)を一定に保つ溝付きの位置決めローラ25と、加工液供給装置24の前後で、走行するワイヤWに対し、位置決めローラ25とは反対の側(図示の例では下側)から給電を行う給電子26と、被加工物Kを昇降させ、給電子26とは反対の側(図示の例では上側)から被加工物Kを近づけ(図示の例では下降)、加工液雰囲気中でワイヤWと被加工物Kとの間に放電を発生させるワーク送り装置27と、メインローラ23間を複数回走行した使用済みのワイヤWを誘導する排出側のガイドローラ28と、誘導された使用済みのワイヤWを巻き取る排出リール29を備えている。
【0069】
このマルチ放電加工機20を使用し、ワイヤWを供給リール21から供給して、ガイドローラ22で誘導してメインローラ23間に等間隔で多重に巻き掛け、メインローラ23間で加工液雰囲気中を通し、位置決めローラ25で張力をかけた状態で、給電子26により給電を行いつつ、ワイヤWを複数のワイヤ部分がメインローラ23間で互いに平行となる状態で走行させて、そのメインローラ23間で互いに平行な状態で走行する複数のワイヤ部分に放電域A側から被加工物を近づけつつ、複数のワイヤ部分に対し給電域C側から給電子26を介し給電を行って、それらワイヤ部分と被加工物Kとの間に放電を発生させることにより、被加工物Kの複数箇所を同時に放電切断加工(スライス加工)する。そして、使用済みワイヤWはガイドローラ28で誘導して排出リール29に巻き取るという方法で、化合物半導体等のスライス加工を行う。
【0070】
そして、このマルチ放電加工機20には、ワイヤW(放電加工用ワイヤ)として、図1、図2、図3、図4に示す実施形態の放電加工用ワイヤ(10、101〜103、111〜113、121〜125)等、本発明の放電加工用ワイヤを使用し、このワイヤWを、加工位置にて放電域Aが被加工物K側に面し、給電域Cが給電子26に面する姿勢で走行するようセットする。
【0071】
このようにしてマルチ放電加工を行うことで、給電を安定して行うことができ、また、ワイヤの表面において放電する部分が周方向に特定されるため、加工方向を一方向に特定するワイヤ放電加工において、加工方向にのみ効率的に放電を発生させることができ、被加工物が溶融・除去される部分を最小限に抑えて、歩留まりを良くすることができる。
【符号の説明】
【0072】
10 放電加工用ワイヤ
11 母材
12 絶縁層
13 金属層
14 高抵抗層
20 マルチ放電加工機
21 供給リール
22 ガイドローラ
23 メインローラ
24 加工液供給装置
25 位置決めローラ
26 給電子
27 ワーク送り装置
28 ガイドローラ
29 排出リール
101、102、103 放電加工用ワイヤ
111、112、113 放電加工用ワイヤ
121、122、123、124、125 放電加工用ワイヤ
A 放電域
B 非放電域
C 給電域
S 対称軸
W ワイヤ(放電加工用ワイヤ)
【技術分野】
【0001】
本発明は、放電エネルギーにより被加工物を切断するワイヤ放電加工に関するもので、特に、一方向加工に好適な放電加工用ワイヤ、およびこの放電加工用ワイヤを使用して被加工物の複数箇所を平行方向に同時に放電切断加工するマルチ放電加工方法に関する。
【背景技術】
【0002】
ワイヤ放電加工は、細いワイヤを電極線として、電極線(ワイヤ)と被加工物との間に電圧を印加し、放電による熱で被加工物を切断する加工方法である。この加工では、電極線を、張力をかけた状態で連続走行させながら、加工液雰囲気において電極線と被加工物(例えば金型やダイス等)との間に電圧をかけ、被加工物と電極線との間でパルス状の放電を繰り返し発生させる。その際、安定して放電を発生させるために電極線と被加工物との間に数ミクロン〜数十ミクロンの間隙(極間距離)すなわち放電ギャップが必要で、加工中の放電電圧および放電電流をモニターしながら被加工物を加工方向へサブミリ秒オーダで前進後退させて放電ギャップを適正に保持する制御(極間サーボ制御)を行う。加工液としては純度の高い水または油が使用される。そして、加工液が放電部位に供給される中で、あるいは加工液中で放電加工が行われる。
【0003】
放電加工は、溶融、爆発、飛散、冷却、スラッジ除去の工程で構成される。そして、電極線と被加工物が連続して接近することで放電加工が繰り返し行われ、被加工物が所定の形状に加工される。使用する電極線は、線径0.2mm程度のものが一般的である。また、微細加工では、線径100μm以下(0.01〜0.1mm)の細線径の電極線を使用する。
【0004】
図6は、従来の代表的な放電加工用ワイヤのワイヤ長手方向に直交する断面図(a)〜(c)である。
【0005】
図6の(a)に示す従来の放電加工用ワイヤ1は、母材11のみからなるワイヤで、例えば黄銅線や、タングステン線、モリブデン線等である。線径が比較的大きいものでは黄銅線が一般に使用されている。黄銅線は、導電率が高いため放電時の発熱が小さく、放電特性も優れている。しかし、黄銅線は強度(引張り強さ)が大きくないため、線径が小さい電極線には使用することができない。そこで、線径が小さいもの、特に、微細加工用の線径100μm以下の電極線には、高温での強度(引張り強さ)が高いタングステン線やモリブデン線が使用されている。但し、タングステン線やモリブデン線は、価格および製造性に問題がある。
【0006】
また、図6の(b)に示す従来の放電加工用ワイヤ2は、母材11の表面に金属層13をメッキあるいは改質により形成したもので、例えば、母材11として鋼線(ピアノ線)を用い、金属層13としてブラスメッキ層等を形成したもの(例えば、特許文献1参照。)が知られている。表面にメッキ等で金属層を形成することで、伸線性が向上する
【0007】
また、図6の(c)に示す従来の放電加工用ワイヤ3は、母材11の表面に金属層13をメッキあるいは改質により形成し、更に最表面の略全面に母材11よりも電気抵抗の大きい高抵抗層14を形成したもので、例えば、母材11として鋼線(ピアノ線)を用い、金属層13としてブラスメッキ層等を形成し、最表面の高抵抗層14として、アルキド樹脂、ポリエチレン樹脂、ポリエステル樹脂等の樹脂、金属炭化物等の非絶縁高抵抗層を設けたもの(例えば、特許文献2参照。)が知られている。このような構成のワイヤは、小さな放電ギャップで安定して放電を発生させることができる。また、ワイヤ放電加工機に使用して極間サーボ制御(サーボ電圧値の制御)を最適化することで、放電ギャップを小さくして加工面を平滑にすることができるとともに、加工溝幅を小さくすることができ、且つ、放電回数を増やして加工速度を速くすることができ、微細加工の加工能率を高めることが可能となる。
【0008】
ワイヤ放電加工は元来、様々な曲面を有する物品の製作に使用されてきたもので、従来は、複雑な加工面を形成するのに好んで使用されてきた。しかし、近年では、ワイヤ放電加工は、加工性能が向上したことにより、複雑な形状の加工のみならず、SiやSiCの化合物半導体等の硬脆性材料のスライス加工への使用が検討されている。
【0009】
そのような化合物半導体等のスライス加工のためのワイヤ放電加工方法として、放電加工用ワイヤを供給リールから供給しローラ間に等間隔で多重に巻き掛けて排出リールに巻き取り、そのワイヤのローラ間で互いに平行な状態で走行する複数条のワイヤ部分に前記放電域側から被加工物を近づけつつ、前記給電域側から給電子を介し電圧を印加して放電を発生させることにより、被加工物の複数箇所を同時に切断加工する所謂マルチ放電加工(例えば、特許文献3、4参照。)が従来から知られている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2006−136952号公報
【特許文献2】特開2008−296350号公報
【特許文献3】特開平9−248719号公報
【特許文献4】特開2000−107941号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかし、従来の放電加工用ワイヤは、化合物半導体等のスライス加工のような、加工方向が一方向に特定される加工(以下、一方向加工と称す。)には適していない。
【0012】
複雑な加工面を形成するための放電加工と、化合物半導体等のスライス加工のような単純スリット加工とでは、要求される加工性能に差異がある。
【0013】
つまり、複雑な加工面を形成するための放電加工では、複雑な加工面を得るために、放電により切り進む方向(以下、加工方向と称す。)が刻々と変わり、その際、被加工物に対し加工方向に対面するワイヤ表面の周方向位置が刻々と変わる。そのため、このような複雑な加工面を得るための放電加工に使用するワイヤは、ワイヤ表面の全面において均一な加工性能を有することが求められていた。加工方向が不特定であると、放電加工性能がワイヤ表面の全面において均一でないと、安定した加工を行うことができないものである。
【0014】
それに対し、一方向加工の場合は、従来の放電加工用ワイヤのようにワイヤ表面が全面において均一な加工性能を有していることが、かえって弊害となる。一方向加工の場合は、特定の加工方向にのみ放電が行われればよいのであるが、従来の放電加工用ワイヤを用いた場合では、加工方向のみならず、加工方向に対する幅方向両側から後方にかけての広い範囲で放電が発生する。このような加工方向以外の放電は、加工に直接寄与しない無用な放電であるばかりでなく、有害である。この加工方向以外の無用な放電が加工面を荒らし、また、加工溝幅を大きくしてしまう。
【0015】
放電加工では、被加工物を溶融し、爆発し、飛散させる。加工溝幅が大きいというのは、溶融し、爆発し、飛散する量が多いということである。つまり、加工溝幅は被加工物の歩留まりに大きく影響する。特に、マルチ放電加工の場合、加工溝幅の影響が大きいため、できるだけ加工溝幅を小さくすることが求められる。例えばSiウエハを数十枚、数百枚一度にスライスするマルチ放電加工の場合、加工溝幅の僅かな増大が歩留まりを大きく低下させることになる。
【0016】
化合物半導体等のスライス加工のような一方向加工に使用する放電加工用ワイヤとしては、一方向加工に寄与する放電を効率的に発生させて高速加工を実現することができるとともに、一方向加工に寄与しない無用な放電の発生を抑えて、平滑な加工面の形成を実現し、また、加工溝幅を小さくて被加工物の歩留まりを良くすることができるものであることが要求される。
【0017】
そこで、一方向加工に要求される加工性能を有する放電加工用ワイヤとして、ワイヤ表面が、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する放電域と、該放電域より電気抵抗の高い非放電域とを有する放電加工用ワイヤが考えられる。このように放電加工用ワイヤを構成することで、ワイヤの表面において放電する部分が周方向に特定され、一方向加工の加工方向にのみ効率的に放電を発生させることができることが期待できる。
【0018】
従来の放電加工用ワイヤのようにワイヤ表面が全面において均一な加工性能を有していることは、化合物半導体等のスライス加工のような一方向加工においてはかえって不都合で、加工方向以外に無用な放電が発生し、その無用な放電が加工面を荒らし、また、加工溝幅を大きくしてしまうために、被加工物の歩留まりが低下し、特に、マルチ放電加工では、加工溝幅の増大による歩留まりの低下が大きくなる。それに対し、ワイヤ表面が、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する放電域と、該放電域より電気抵抗の高い非放電域とを有するものとした放電加工用ワイヤによれば、上述のように、ワイヤの表面において放電する部分が周方向に特定されるため、加工方向にのみ効率的に放電を発生させることができ、被加工物が溶融・除去される部分を最小限に抑えて、歩留まりを良くすることができる。
【0019】
ところが、このようにワイヤ表面が放電域と非放電域とで構成されるようにした放電加工用ワイヤは、非放電域で給電は行えないため、放電域において給電を行わなければならないものであって、マルチ放電加工のように、ワイヤの同じ部分の放電域が被加工物の複数箇所に順次接近して幾度も放電を繰り返す場合は、放電域面が荒れるために、安定した給電が行えなくなり、そのため放電が不安定となり、特に出線側での放電切断加工が困難になる。
【0020】
したがって、加工方向にのみ効率的に放電を発生させることができ、被加工物が溶融・除去される部分を最小限に抑えて、歩留まりを良くすることができるとともに、安定した給電を行うことができるようにすることが課題である。
【課題を解決するための手段】
【0021】
上記課題は、ワイヤ表面に、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域と、該放電域の周方向両側においてワイヤ長手方向に連続する少なくとも二つの非放電域と、該非放電域によって放電域から隔てられたワイヤ長手方向に連続する給電域とを有することを特徴とする放電加工用ワイヤによって解決することができる。
【0022】
この放電加工用ワイヤは、ワイヤ表面において、給電域が非放電域によって放電域から隔てられていて、放電域は放電専用、給電域は給電専用とすることができるため、給電面に放電が発生するのを抑制して、給電面を常に平滑に保つことができ、したがって、マルチ放電加工のようにワイヤの同じ部分の放電域が被加工物の複数箇所に順次接近して幾度も放電を繰り返すために放電域面が荒れる場合でも、安定した給電を行うようにすることができる。そして、この放電加工用ワイヤは、ワイヤの表面において放電する部分が周方向に特定されるため、加工方向を一方向に特定するワイヤ放電加工において、加工方向にのみ効率的に放電を発生させることができ、被加工物が溶融・除去される部分を最小限に抑えて、歩留まりを良くすることができる。
【0023】
この放電加工用ワイヤにおいて、「非放電域」は、「放電域」より電気抵抗が高い例えば樹脂等の絶縁層で形成される。ここでいう「絶縁層」とは、通常使用における電圧、具体的には50Vから300Vの電圧において電気を通さないものを意味する。
【0024】
また、「放電域」は、ワイヤの母材自体が最表面に露出することにより、あるいは、母材表面にメッキ等による金属層、あるいは更に最表面に、母材よりも電気抵抗が大きい非絶縁高抵抗層で形成される。ここでいう「電気抵抗」とは、ワイヤの母材表面からワイヤ最表面までの電気的な抵抗を意味する。そして、「非絶縁高抵抗層」とは、通常使用における電圧、具体的には50Vから300Vの電圧において、集中放電を回避し、分散放電性を高められるもの(酸化金属層(例えば酸化亜鉛層等)や樹脂層(例えばアルキド樹脂、ポリエチレン樹脂、ポリエステル樹脂等からなり、厚み0.1〜5μmに形成した層)、その他、これに類するものであればよく、特に限定されない。)を意味する。
【0025】
また、この放電加工用ワイヤは、「放電域」と「非放電域」が同じ物質で形成されたものであってもよい。例えばポリエステルやポリエチレン等の樹脂をワイヤ表面に薄く形成(例えば1μm)すれば非絶縁高抵抗層となって放電域が形成され、その同じ樹脂を厚く形成(例えば10μm)すれば絶縁層となって非放電域が形成される。
【0026】
そして、この放電加工用ワイヤは、放電域と非放電域と給電域が、ワイヤ断面において放電域および給電域を通る対称軸に関して線対称の配置となっているのがよい。このような配置とすることで、放電域と給電域とが対向した配置となって、給電域が放電域から遠ざかり、給電域からの無用な放電が抑制される。
【0027】
また、この放電加工用ワイヤは、ワイヤ断面が、一方向に長く、対向して長手方向に延びる一対の直線部を有し、それら一対の直線部の両端の互いに対向する端部同士を接続する部分のうちの少なくとも一方に外側へ膨らんだ曲線部を有する形状のワイヤであって、その曲線部がワイヤ長手方向に連続してなる曲面部の一つに放電域を有するものであるのがよく、特に、ワイヤ断面の形状が、一対の直線部が同寸且つ互いに平行で、それら一対の直線部の両端の互いに対向する端部同士を接続する部分の両方に曲線部を有するトラック形状であるのがよい。
【0028】
放電加工用ワイヤは、このよう断面形状が一方向に長く、その断面長手方向一端側の曲面部に放電域を有する構造とすることにより、加工溝幅を大きくすることなく引張強度を大きくすることができ、あるいは、引張強度を小さくすることなく加工溝幅を小さくすることができ、そうした効果は特に、一方向に長いトラック形状の場合に顕著である。
【0029】
そして、この放電加工用ワイヤは、特に、被加工物の複数箇所を平行方向に同時に放電切断加工するマルチ放電加工に適している。その場合の放電加工方法は、この放電加工用ワイヤを供給リールから供給し、ローラ間に等間隔で多重に巻き掛けて、排出リールに巻き取ることにより、放電加工用ワイヤを複数のワイヤ部分がローラ間で互いに平行となる状態で走行させ、該放電加工用ワイヤの、ローラ間で互いに平行な状態で走行する複数のワイヤ部分に放電域側から被加工物を近づけつつ、複数のワイヤ部分に対し給電域側から給電を行って、それらワイヤ部分と被加工物との間に放電を発生させ、被加工物の複数箇所を同時に放電切断加工することを特徴とする。
【0030】
このように給電域が非放電域によって放電域から隔てられている放電加工用ワイヤを使用したマルチ放電加工を行うことで、ワイヤの同じ部分の放電域が被加工物の複数箇所に順次接近して幾度も放電を繰り返すことにより放電域面は荒れても、給電は安定して行うことができる。そして、加工方向にのみ効率的に放電を発生させることができ、被加工物が溶融・除去される部分を最小限に抑えて、歩留まりを良くすることができる。
【発明の効果】
【0031】
以上の説明から明らかなように、本発明によれば、加工方向を一方向に特定するワイヤ放電加工において、加工方向にのみ効率的に放電を発生させることができ、被加工物が溶融・除去される部分を最小限に抑えて、歩留まりを良くすることができるとともに、安定した給電を行うことができる。
【図面の簡単な説明】
【0032】
【図1】本発明の実施形態の一例に係る断面円形の放電加工用ワイヤのワイヤ長手方向に直交する断面図(a)および外観斜視図(b)である。
【図2】図1の実施形態に係る断面円形の放電加工用ワイヤの変形態様の説明図(a)〜(c)である。
【図3】本発明の他の実施形態に係る断面円形の放電加工用ワイヤのワイヤ長手方向に直交する断面図(a)〜(c)である。
【図4】本発明の更に他の実施形態に係る放電加工用ワイヤのワイヤ長手方向に直交する断面図(a)〜(e)である。
【図5】本発明の実施形態に係るマルチ放電加工機の概略図である。
【図6】従来の代表的な放電加工用ワイヤのワイヤ長手方向に直交する断面図(a)〜(c)である。
【発明を実施するための形態】
【0033】
図1の(a)および(b)は、本発明の実施形態の一例に係る断面円形の放電加工用ワイヤ10を示している。この放電加工用ワイヤ10は、芯材部分が母材11のみからなる断面円形のワイヤであって、ワイヤ表面に、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。そして、放電域Aと非放電域Bと給電域Cが、図1の(a)に示すように、ワイヤ断面において放電域Aおよび給電域Cを通る対称軸Sに関して線対称の配置となっている。非放電域Bは、二つであるのが好ましいが、それ以上であってもよい。
【0034】
母材11は、黄銅、タングステン、モリブデン等である。一般的にはタングステンが使用される。タングステン線は電気伝導度が高く、且つ強靭である。この母材11が、ワイヤ断面において対向した配置でワイヤ表面に露出し、その母材11が露出したワイヤ表面の領域が放電域Aと給電域Cを形成している。そして、放電域Aと給電域Cに挟まれた領域が、ワイヤ表面において母材11よりも電気抵抗の高く、通常使用における電圧、具体的には50Vから300Vの電圧において電気を通さないナイロン樹脂等の樹脂(ゴム等でもよく、特に限定されない。)からなる絶縁層12で覆われて、非放電域Bが形成されている。
【0035】
非放電域Bの絶縁層12は、例えば、母材11のみからなるワイヤ芯材を伸線加工した後、走行させながら溶融した樹脂に浸漬し、更に走行させながら、非放電域Bとしたい領域以外の、放電域Aとしたい領域と給電域Cとしたい領域に付着した樹脂を剥ぎ落とすことによって形成することができる。こうして放電域Aとしたい領域と給電域Bとしたい領域に付着した樹脂を剥ぎ落とした後、乾燥させることにより、剥ぎ落とされなかった樹脂によって絶縁層12が形成され、その絶縁層12が形成された領域が非放電域Bとなる。そして、樹脂が剥ぎ落とされた領域が放電域Aおよび給電域Cとなる。
【0036】
この放電加工用ワイヤ10は、化合物半導体等のスライス加工のような一方向加工、特にマルチ放電加工に適したもので、放電域Aがワイヤの表面において周方向に特定されるため、高速加工を実現することができ、また、一方向加工に寄与しない無用な放電の発生を抑えて、被加工物が溶融・除去される部分を最小限に抑え、平滑な加工面の形成を実現するとともに、加工幅を小さくて被加工物の歩留まりを良くすることができる。
【0037】
そして、この放電加工用ワイヤ10は、ワイヤ表面において、給電域Cが非放電域Bによって放電域Aから隔てられていて、放電域Aは放電専用、給電域Cは給電専用とすることができ、しかも、放電域Aと非放電域Bと給電域Cが、ワイヤ断面において放電域Aおよび給電域Cを通る対称軸Sに関して線対称の配置で、放電域Aと給電域Cとが対向し、給電域Cが放電域Aから十分に離れているため、給電域Cからの無用な放電を抑制して、給電面を常に平滑に保つことができ、したがって、マルチ放電加工のようにワイヤの同じ部分の放電域Aが被加工物の複数箇所に順次接近して幾度も放電を繰り返すために放電面が荒れる場合でも、安定した給電を行うことができ、そのため放電も安定する。
【0038】
放電域Aと非放電域Bと給電域Cが、ワイヤ断面において放電域Aおよび給電域Cを通る対称軸Sに関して線対称でないと、放電域Aと給電域Cが対向した配置とはならず、両側の非放電域B(放電域Aを挟む両側の非放電域Bである同時に給電域Cを挟む両側の非放電域Bである)がアンバランスとなって、給電域Cがワイヤ断面において放電域Aに対向する位置からずれて一側に偏り、放電域Aに近づくことになるため、給電が難しくなり、更には、給電域からも放電してしまい、そのために加工面が荒れ、また、加工溝幅が大きくなってしまう可能性がある。
【0039】
断面円形の放電加工用ワイヤ10では、放電域Aは、ワイヤ断面の円周に占める割合が、円周角で120°〜250°であるのがよく、特に120°〜170°であるのが好ましい。
【0040】
被加工物の加工面が平滑となり、精度の高い加工が行えるようにするには、放電加工機の電圧設定を低めにし、放電ギャップを小さくした条件で放電加工を行うが、その場合、放電域Aは160°〜170°に設定するのがよい。
【0041】
また、加工速度を高めるには、放電加工機の電圧設定を高めにし、放電ギャップを大きくした条件で放電加工を行うが、その場合、放電域Aは狭くしておくとよい。放電域Aが狭くなっても、大きな放電により加工が行われることで、ワイヤが進むのに十分な加工溝幅を確保できる。
【0042】
放電域Aの割合(ワイヤ断面における円周角)は、図2に示すように、非放電域Bの大きさや配置によって種々変更が可能である。
【0043】
図2の(a)〜(c)は、図1の実施形態に係る断面円形の放電加工用ワイヤの変形態様を示している。(a)は非放電域Bを狭くした放電加工用ワイヤ101、(b)は非放電域Bを広くした放電加工用ワイヤ102、(c)は放電域Aを給電域Cより広くした放電加工用ワイヤ103をそれぞれ示している。
【0044】
図2の(a)に示す放電加工用ワイヤ101のように、非放電域Bを狭くすると、放電域Aが広くなり、広角の放電となる。この場合、小さな放電による加工となり、加工面の平滑性を高めることができる。
【0045】
図2の(b)に示す放電加工用ワイヤ102のように、非放電域Bを広くすると、放電域Aが狭くなり、狭小角度での放電となる。この場合、大きな放電による加工となり、加工速度を高めることができる。
【0046】
図2の(c)に示す放電加工用ワイヤ103のように、放電域Aが給電域Cより広くなるよう非放電域Bを配置することで、広角の放電が可能なよう放電域を確保することができ、小さな放電による加工として加工面の平滑性を高めることが容易になる。
【0047】
また、本発明は、上記実施形態のように芯材部分が母材のみからなる放電加工用ワイヤ以外に、芯材部分が母材表面にメッキ等により金属層を形成してなる放電加工用ワイヤや、芯材部分が、母材表面に金属層を形成し、更に最表面に高抵抗層を形成してなる断面円形のワイヤにも適用することができる。図3の(a)〜(c)は、本発明の他の実施形態に係る断面円形の放電加工用ワイヤの構造を示している。
【0048】
図3の(a)に示す放電加工用ワイヤ111は、芯材部分が、母材11の表面に金属層13を形成してなる断面円形のワイヤである。そして、この放電加工用ワイヤ111は、ワイヤ表面に、図1に係る放電加工用ワイヤ10と同様、線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。非放電域Bは、二つであるのが好ましいが、それ以上であってもよい。
【0049】
この放電加工用ワイヤ111も、母材11の材質は、図1に係る実施形態の場合と同様である。また、金属層13は、メッキあるいは改質により形成したもので、例えばブラスメッキ層である。そして、その金属層13が、ワイヤ断面において対向した配置でワイヤ表面に露出し、その金属層13が露出したワイヤ表面の領域が放電域Aと給電域Cを形成している。そして、放電域Aと給電域Cに挟まれた領域が、ワイヤ表面において金属層13よりも電気抵抗の高いナイロン樹脂等からなる絶縁層12で覆われて、非放電域Bが形成されている。非放電域Bの絶縁層12は、図1に係る実施形態の場合と同様にして形成される。
【0050】
図3の(b)に示す放電加工用ワイヤ112は、芯材部分が、母材11の表面に金属層13を形成し、更に最表面の略全面に母材11よりも電気抵抗の大きい高抵抗層14を形成してなる断面円形のワイヤである。そして、この放電加工用ワイヤ112は、ワイヤ表面に、やはり図1に係る放電加工用ワイヤ10と同様、線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。非放電域Bは、二つであるのが好ましいが、それ以上であってもよい。
【0051】
この放電加工用ワイヤ112も、母材11の材質は、図1に係る実施形態の場合と同様である。また、金属層13は、メッキあるいは改質により形成したもので、例えばブラスメッキ層である。また、高抵抗層14は、アルキド樹脂、ポリエチレン樹脂、ポリエステル樹脂等の樹脂、金属炭化物等の非絶縁高抵抗層である。その高抵抗層14が、ワイヤ断面において対向した配置でワイヤ表面に露出し、その高抵抗層14が露出したワイヤ表面の領域が放電域Aと給電域Cを形成し、放電域Aと給電域Cに挟まれた領域が、ワイヤ表面において高抵抗層14よりも電気抵抗の高いナイロン樹脂等からなる絶縁層12で覆われて、非放電域Bが形成されている。この場合も、非放電域Bの絶縁層12は、図1に係る実施形態の場合と同様にして形成される。
【0052】
図3の(c)に示す放電加工用ワイヤ113は、芯材部分が、母材11の表面に金属層13を形成してなる断面円形のワイヤであって、更に最表面の、放電域となる領域のみに、母材11よりも電気抵抗の大きい高抵抗層14が形成され、ワイヤ表面に、やはり図1に係る放電加工用ワイヤ10と同様、線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域A(高抵抗層14が露出した領域)と、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有するものとなっている。この場合も、非放電域Bは、二つであるのが好ましいが、それ以上であってもよい。
【0053】
この放電加工用ワイヤ113も、母材11の材質は、図1に係る実施形態の場合と同様である。また、金属層13は、メッキあるいは改質により形成したもので、例えばブラスメッキ層である。また、高抵抗層14は、アルキド樹脂、ポリエチレン樹脂、ポリエステル樹脂等の樹脂、金属炭化物等の非絶縁高抵抗層であって、放電域Aを形成している。そして、この高抵抗層14に対し、ワイヤ断面において対向した配置で金属層13がワイヤ表面に露出して給電域Cを形成し、放電域Aと給電域Cに挟まれた領域が、ワイヤ表面において高抵抗層14よりも電気抵抗の高いナイロン樹脂等からなる絶縁層12で覆われて、非放電域Bが形成されている。非放電域Bの絶縁層12は、図1に係る実施形態の場合と同様にして形成される。高抵抗層14は、絶縁層12を形成した後で、同様にして形成される(絶縁層12の形成に先立って形成するようにしてもよい。)。
【0054】
また、図3の(c)に示す放電加工用ワイヤ113の変形例として、高抵抗層14を、放電域Aのみでなくて、給電域Cにも設けるようにしてもよい。
【0055】
図3の(b)および(c)に示す例において、高抵抗層14は、通常使用における電圧、具体的には50Vから300Vの電圧において、集中放電を回避し、分散放電性を高められるものであり、具体的には、酸化金属層(例えば酸化亜鉛層等)や樹脂層(例えばアルキド樹脂、ポリエチレン樹脂、ポリエステル樹脂等からなり、厚み0.1〜5μmに形成した層)、その他、これに類するものであればよく、特に限定されない。
【0056】
これらの放電加工用ワイヤ111〜113は、やはり化合物半導体等のスライス加工のような一方向加工、特にマルチ放電加工に適したもので、放電域Aがワイヤの表面において周方向に特定されるため、高速加工を実現することができ、また、一方向加工に寄与しない無用な放電の発生を抑えて、被加工物が溶融・除去される部分を最小限に抑え、平滑な加工面の形成を実現するとともに、加工溝幅を小さくして被加工物の歩留まりを良くすることができる。また、給電域Cからの無用な放電を抑制して、給電面を常に平滑に保つことができ、マルチ放電加工等で放電面が荒れる場合でも、安定した給電を行うことができ、放電も安定する。
【0057】
また、本発明は、円形以外の様々な断面形状の放電加工用ワイヤにも適用することができる。図4の(a)〜(e)は、円形以外の断面形状の放電加工用ワイヤに適用した本発明の実施形態を示している。
【0058】
図4の(a)に示す放電加工用ワイヤ121は、芯材部分が母材11のみからなる断面四角形のワイヤで、ワイヤ表面に、図1に係る放電加工用ワイヤ10と同様に、線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。ワイヤ断面において四角形の対向する一対の角部を中心とするそれぞれの領域に放電域Aと給電域Cが位置し、他の対向する一対の角部を中心とするそれぞれの領域に非放電域Bが位置する。
【0059】
図4の(b)に示す放電加工用ワイヤ122は、芯材部分が母材11のみからなる断面六角形のワイヤで、ワイヤ表面に、やはり線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。ワイヤ断面において六角形の対向する一対の角部を中心とするそれぞれの両側の辺部に放電域Aと給電域Cが位置し、他の角部の間に位置する対向する一対の辺部に非放電域Bが位置する。
【0060】
図4の(c)に示す放電加工用ワイヤ123は、芯材部分が母材11のみからなる断面楕円形のワイヤで、ワイヤ断面が一方向に長く、ワイヤ表面に、やはり線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。ワイヤ断面において楕円形の対向する長径側の周縁部にそれぞれ放電域Aと給電域Cが位置し、短径側の周縁部に非放電域Bが位置する。
【0061】
図4の(d)に示す放電加工用ワイヤ124は、芯材部分が母材11のみからなる断面略前方後円形のワイヤで、ワイヤ断面が、一方向に長く、対向して長手方向に延びる一対の直線部を有し、それら一対の直線部の両端の互いに対向する端部同士を接続する部分のうちの一方である後端部分に、外側へ膨らんだ曲線部を有している。そして、ワイヤ表面に、やはり線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。ワイヤ断面において略前方後円形の後端部分の曲線部がワイヤ長手方向に連続してなる曲面部に放電域Aが位置し、前端部分に給電域Cが位置し、側面部分に非放電域Bが位置する。
【0062】
図4の(e)に示す放電加工用ワイヤ125は、芯材部分が母材11のみからなる断面トラック形のワイヤである。すなわち、ワイヤ断面が、一方向に長く、対向して長手方向に延びる一対の直線部を有し、それら一対の直線部の両端の互いに対向する端部同士を接続する部分に、それぞれ外側へ膨らんだ曲線部を有している。そして、ワイヤ表面に、やはり線対称となる配置で、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域Aと、該放電域Aの周方向両側においてワイヤ長手方向に連続する二つの非放電域Bと、これら非放電域Bによって放電域Aから隔てられたワイヤ長手方向に連続する給電域Cとを有している。ワイヤ断面においてトラック形状の長手方向の両端部分にそれぞれ放電域Aと給電域Cが位置し、側面部分に非放電域Bが位置する。
【0063】
これらの放電加工用ワイヤ121〜125も、母材11の材質は、図1に係る実施形態の場合と同様で、母材11が、ワイヤ断面において対向した配置でワイヤ表面に露出し、その母材11が露出したワイヤ表面の領域が放電域Aと給電域Cを形成している。そして、放電域Aと給電域Cに挟まれた領域が、ワイヤ表面において母材11よりも電気抵抗の高いナイロン樹脂等からなる絶縁層12で覆われて、非放電域Bが形成されている。非放電域Bの絶縁層12は、図1に係る実施形態の場合と同様にして形成される。
【0064】
これらの放電加工用ワイヤ121〜125は、やはり化合物半導体等のスライス加工のような一方向加工、特にマルチ放電加工に適したもので、放電域Aがワイヤの表面において周方向に特定されるため、高速加工を実現することができ、また、一方向加工に寄与しない無用な放電の発生を抑えて、被加工物が溶融・除去される部分を最小限に抑え、平滑な加工面の形成を実現するとともに、加工溝幅を小さくて被加工物の歩留まりを良くすることができる。また、給電域Cからの無用な放電を抑制して、給電面を常に平滑に保つことができ、マルチ放電加工等で放電面が荒れる場合でも、安定した給電を行うことができ、放電も安定する。
【0065】
そして、これらワイヤ断面が円形でない放電加工用ワイヤ121〜125の中で、図4の(C)、(d)および(e)の放電加工用ワイヤ123、124、125のようなワイヤ断面が一方向に長く、長手方向の両端部分に放電域Aと給電域Cを有するワイヤは、加工溝幅を大きくすることなく引張強度を大きくすることができ、あるいは、引張強度小さくすることなく加工溝幅を小さくすることができる点で好ましい。中でも、図4の(d)および(e)の放電加工用ワイヤ124、125は、ワイヤ断面が、対向して長手方向に延びる一対の直線部を有し、それら一対の直線部の両端の互いに対向する端部同士を接続する部分のうちの少なくとも一方に外側へ膨らんだ曲線部を有していて、その曲線部がワイヤ長手方向に連続してなる曲面部の一つが放電域Aとなっているため、加工溝幅をより小さくでき、また、加工方向に対して均一な放電を発生させ易い点で有利である。そして、特に、図4の(e)の断面トラック形状の放電加工用ワイヤ125は、加工溝幅をより小さくでき、また、加工方向に対して均一な放電を発生させ易いだけでなく、角部がないため、ワイヤ成形の面でも有利である。
【0066】
なお、本発明を適用可能な断面円形以外の放電加工用ワイヤは、図4の(a)〜(e)に示すものに限定されるものではない。本発明は、他の様々な断面形状の放電加工用ワイヤにも適用することができる。
【0067】
また、図4の(a)〜(e)に示す実施形態は、芯材部分が母材11のみからなる放電加工用ワイヤの例であるが、本発明は、図4の(a)〜(e)に示すものと同様あるいは他の異形断面形状で、図3の(a)に示すワイヤと同様に芯材部分が母材表面にメッキ等により金属層を形成してなる放電加工用ワイヤや、図3の(b)に示すワイヤや、図3の(c)に示すワイヤと同様に、芯材部分が、母材表面に金属層を形成し、更に最表面に高抵抗層を形成してなる放電加工用ワイヤにも適用することができる。
【0068】
図5は本発明の実施形態に係るマルチ放電加工機20の概略構造を示している。このマルチ放電加工機20は、ワイヤW(放電加工用ワイヤ)を供給する供給リール21と、供給リール21から供給されるワイヤWを誘導する供給側のガイドローラ22と、それぞれがローラ面にワイヤWを等間隔で多重に巻き掛ける溝を有する矩形配置の平行な複数本(図示の例では4本)のメインローラ23と、メインローラ23間で走行するワイヤWの周囲に加工液雰囲気を形成する加工液供給装置24と、加工液供給装置24の前後で、走行するワイヤWに張力をかけて放電によるワイヤWの振れを防止しつつワイヤ間隔(ピッチ)を一定に保つ溝付きの位置決めローラ25と、加工液供給装置24の前後で、走行するワイヤWに対し、位置決めローラ25とは反対の側(図示の例では下側)から給電を行う給電子26と、被加工物Kを昇降させ、給電子26とは反対の側(図示の例では上側)から被加工物Kを近づけ(図示の例では下降)、加工液雰囲気中でワイヤWと被加工物Kとの間に放電を発生させるワーク送り装置27と、メインローラ23間を複数回走行した使用済みのワイヤWを誘導する排出側のガイドローラ28と、誘導された使用済みのワイヤWを巻き取る排出リール29を備えている。
【0069】
このマルチ放電加工機20を使用し、ワイヤWを供給リール21から供給して、ガイドローラ22で誘導してメインローラ23間に等間隔で多重に巻き掛け、メインローラ23間で加工液雰囲気中を通し、位置決めローラ25で張力をかけた状態で、給電子26により給電を行いつつ、ワイヤWを複数のワイヤ部分がメインローラ23間で互いに平行となる状態で走行させて、そのメインローラ23間で互いに平行な状態で走行する複数のワイヤ部分に放電域A側から被加工物を近づけつつ、複数のワイヤ部分に対し給電域C側から給電子26を介し給電を行って、それらワイヤ部分と被加工物Kとの間に放電を発生させることにより、被加工物Kの複数箇所を同時に放電切断加工(スライス加工)する。そして、使用済みワイヤWはガイドローラ28で誘導して排出リール29に巻き取るという方法で、化合物半導体等のスライス加工を行う。
【0070】
そして、このマルチ放電加工機20には、ワイヤW(放電加工用ワイヤ)として、図1、図2、図3、図4に示す実施形態の放電加工用ワイヤ(10、101〜103、111〜113、121〜125)等、本発明の放電加工用ワイヤを使用し、このワイヤWを、加工位置にて放電域Aが被加工物K側に面し、給電域Cが給電子26に面する姿勢で走行するようセットする。
【0071】
このようにしてマルチ放電加工を行うことで、給電を安定して行うことができ、また、ワイヤの表面において放電する部分が周方向に特定されるため、加工方向を一方向に特定するワイヤ放電加工において、加工方向にのみ効率的に放電を発生させることができ、被加工物が溶融・除去される部分を最小限に抑えて、歩留まりを良くすることができる。
【符号の説明】
【0072】
10 放電加工用ワイヤ
11 母材
12 絶縁層
13 金属層
14 高抵抗層
20 マルチ放電加工機
21 供給リール
22 ガイドローラ
23 メインローラ
24 加工液供給装置
25 位置決めローラ
26 給電子
27 ワーク送り装置
28 ガイドローラ
29 排出リール
101、102、103 放電加工用ワイヤ
111、112、113 放電加工用ワイヤ
121、122、123、124、125 放電加工用ワイヤ
A 放電域
B 非放電域
C 給電域
S 対称軸
W ワイヤ(放電加工用ワイヤ)
【特許請求の範囲】
【請求項1】
ワイヤ表面に、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域と、該放電域の周方向両側においてワイヤ長手方向に連続する少なくとも二つの非放電域と、該非放電域によって前記放電域から隔てられたワイヤ長手方向に連続する給電域とを有することを特徴とする放電加工用ワイヤ。
【請求項2】
前記放電域と前記非放電域と前記給電域が、ワイヤ断面において前記放電域および前記給電域を通る対称軸に関して線対称の配置となっていることを特徴とする請求項1記載の放電加工用ワイヤ。
【請求項3】
ワイヤ断面が、一方向に長く、対向して長手方向に延びる一対の直線部を有し、それら一対の直線部の両端の互いに対向する端部同士を接続する部分のうちの少なくとも一方に外側へ膨らんだ曲線部を有する形状のワイヤであって、前記曲線部がワイヤ長手方向に連続してなる曲面部の一つに前記放電域を有することを特徴とする請求項1または2記載の放電加工用ワイヤ。
【請求項4】
前記ワイヤ断面の形状が、前記一対の直線部が同寸且つ互いに平行で、それら一対の直線部の両端の互いに対向する端部同士を接続する部分の両方に前記曲線部を有するトラック形状であることを特徴とする請求項3記載の放電加工用ワイヤ。
【請求項5】
請求項1〜4のいずれか1項記載の放電加工用ワイヤを供給リールから供給し、ローラ間に等間隔で多重に巻き掛けて、排出リールに巻き取ることにより、該放電加工用ワイヤを複数のワイヤ部分が前記ローラ間で互いに平行となる状態で走行させ、該放電加工用ワイヤの、前記ローラ間で互いに平行な状態で走行する複数のワイヤ部分に前記放電域側から被加工物を近づけつつ、前記複数のワイヤ部分に対し前記給電域側から給電を行って、それらワイヤ部分と被加工物との間に放電を発生させ、被加工物の複数箇所を同時に放電切断加工することを特徴とするマルチ放電加工方法。
【請求項1】
ワイヤ表面に、ワイヤ断面の周縁同一部位においてワイヤ長手方向に連続する一つの放電域と、該放電域の周方向両側においてワイヤ長手方向に連続する少なくとも二つの非放電域と、該非放電域によって前記放電域から隔てられたワイヤ長手方向に連続する給電域とを有することを特徴とする放電加工用ワイヤ。
【請求項2】
前記放電域と前記非放電域と前記給電域が、ワイヤ断面において前記放電域および前記給電域を通る対称軸に関して線対称の配置となっていることを特徴とする請求項1記載の放電加工用ワイヤ。
【請求項3】
ワイヤ断面が、一方向に長く、対向して長手方向に延びる一対の直線部を有し、それら一対の直線部の両端の互いに対向する端部同士を接続する部分のうちの少なくとも一方に外側へ膨らんだ曲線部を有する形状のワイヤであって、前記曲線部がワイヤ長手方向に連続してなる曲面部の一つに前記放電域を有することを特徴とする請求項1または2記載の放電加工用ワイヤ。
【請求項4】
前記ワイヤ断面の形状が、前記一対の直線部が同寸且つ互いに平行で、それら一対の直線部の両端の互いに対向する端部同士を接続する部分の両方に前記曲線部を有するトラック形状であることを特徴とする請求項3記載の放電加工用ワイヤ。
【請求項5】
請求項1〜4のいずれか1項記載の放電加工用ワイヤを供給リールから供給し、ローラ間に等間隔で多重に巻き掛けて、排出リールに巻き取ることにより、該放電加工用ワイヤを複数のワイヤ部分が前記ローラ間で互いに平行となる状態で走行させ、該放電加工用ワイヤの、前記ローラ間で互いに平行な状態で走行する複数のワイヤ部分に前記放電域側から被加工物を近づけつつ、前記複数のワイヤ部分に対し前記給電域側から給電を行って、それらワイヤ部分と被加工物との間に放電を発生させ、被加工物の複数箇所を同時に放電切断加工することを特徴とするマルチ放電加工方法。
【図1】



【図2】

【図3】

【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−131319(P2011−131319A)
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【出願番号】特願2009−292256(P2009−292256)
【出願日】平成21年12月24日(2009.12.24)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成21年度、独立行政法人科学技術振興機構、地域イノベーション創出総合支援事業重点地域研究開発推進プログラム「シーズ発掘試験」に係る委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(504147243)国立大学法人 岡山大学 (444)
【出願人】(391003668)トーヨーエイテック株式会社 (145)
【出願人】(000110147)トクセン工業株式会社 (44)
【Fターム(参考)】
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【出願日】平成21年12月24日(2009.12.24)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成21年度、独立行政法人科学技術振興機構、地域イノベーション創出総合支援事業重点地域研究開発推進プログラム「シーズ発掘試験」に係る委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(504147243)国立大学法人 岡山大学 (444)
【出願人】(391003668)トーヨーエイテック株式会社 (145)
【出願人】(000110147)トクセン工業株式会社 (44)
【Fターム(参考)】
[ Back to top ]