
斜角頂版ブロックの製造用型枠

【課題】 頂版部の接合部端面の傾斜角度が異なる斜角頂版ブロックを、頂版部小口板を取り替えるだけの簡単な作業で変更することができる成形用型枠を提供する。
【解決手段】 頂版部成形型枠部Aを挟んで、側板11及び小口板10からなる左右一対の定着部成形型枠部Bを配設するとゝもに、該両定着部成形型枠部から前記頂版部成形型枠部方向にそれぞれ延出する前記両定着部底版14,14に跨がって、前記頂版部成形型枠部に設置した頂版部底版8の上面と面接する頂版部小口板16を、一方を前後方向に移動させた前記一対の両定着部成形型枠部の前記小口板10を任意の角度で固定した。
【解決手段】 頂版部成形型枠部Aを挟んで、側板11及び小口板10からなる左右一対の定着部成形型枠部Bを配設するとゝもに、該両定着部成形型枠部から前記頂版部成形型枠部方向にそれぞれ延出する前記両定着部底版14,14に跨がって、前記頂版部成形型枠部に設置した頂版部底版8の上面と面接する頂版部小口板16を、一方を前後方向に移動させた前記一対の両定着部成形型枠部の前記小口板10を任意の角度で固定した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は斜角頂版ブロック、詳しくは、水路や道路に対し斜めに立体交差する斜角横断
の架橋を構築する際に使用する分割型の斜角ボックスカルバートにあって、その頂版部の
接続部端面を任意角度に形成可能な斜角頂版ブロックの製造用型枠に関する。
【背景技術】
【0002】
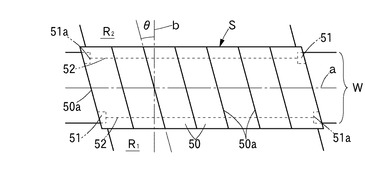
図12に示すように、既設の水路や道路Wの方向に対して斜めに交差する斜角横断の架
橋Sを道路R1 ,R2 の延長線上に構築するような場合、一種類の斜角ボックスカルバー
ト50のみを使用し、斜角横断の架橋Sを形成することも行われている。すなわち、左右
の接合部端面50aをボックスカルバート50の連結方向の軸線aと直交する軸線bに対
し傾斜(傾斜角度θ)させて形成した平面視が平行四辺形の斜角ボックスカルバート50
で斜角横断の架橋Sを形成する。
【0003】
上記のような構成とすることで、斜角横断の架橋Sは全て一種類のプレキャストの斜角
ボックスカルバート50で構築できるといった利点はある。しかし、側壁を含む緊張材に
よる定着部となる接合部端面50aは垂直軸線bに対し傾斜(傾斜角度θ)しているため
に、傾斜する接合部端面50aにジャッキ取付用の凹部51を形成し、該凹部51の底壁
にPC鋼棒52の配設軸(連結方向の軸線a)に対して直交するジャッキ取付用の反力面
51aを形成する必要がある。
【0004】
更には、上記のような構成からなるブロック50,50を使用して斜角横断の架橋Sを
施工する場合には、その接合部端面50aを接合させながら複数個平行に並べて配設する
とゝもに、各ブロック50の定着部に形成した連結方向の軸線aに沿う貫通孔内にPC鋼
棒52を挿通し、該PC鋼棒52の一端をジャッキ等で引っ張って緊張力を施した際に、
各ブロック50,50の接合部は傾斜する端面50aで向かい合うことから、相互に均等
な緊張力を施すことが困難であるとゝもに、接合部端面50a,50aがスライドしてズ
レが発生するといった問題点がある。
【0005】
一方、斜角ボックスカルバート製造用の型枠としては、中間中子と左右端部中子と左右
底面部材と左右側板と前後妻板及び端部妻板からなり、調整中子と前後左右又は旋回した
自由位置において、固定可能な門型ブロック用型枠(特開平6ー123127号公報)、
左右端部中子と左右側板と上部妻板と水路壁可変製造用型枠からなり、左右端部中子を任
意角度に旋回して任意角度の左右水路壁を有する門形ブロックを形成する水路壁可変角製
造用型枠(特開2004−142159号公報)及びフレーム上に設けた中子端部と鋭角
状端部を有する側板2からなる左右端部中子と調整中子と前後妻板と前後端部妻板からな
り、調整中子と左右端部中子に妻板と端部妻板を装着して所要幅員と左右の水路壁が任意
角度に形成可能な門形ブロック製造用形枠(特開2006−51744号公報)等が知ら
れている。
【0006】
【特許文献1】特開平6ー123127号公報
【特許文献2】特開2004−142159号公報
【特許文献3】特開2006ー51744号公報
【0007】
しかし、前記特開平6ー123127号公報等によって開示された門形ブロック製造用
型枠では、自由度が高い反面、多数の型枠部材を組み合わせた複雑な機構によって構成さ
れている。従って、実際上は製造現場での調整が難しく、作業時間が長いなどの問題があ
る。また、側壁,頂版とも全て異なった製品をその都度製造することとなり、設計や製造
管理上問題も多い。また、従来一般に、製品断面幅を変えたり斜切りにする際には、内幅
拡幅用のアタッチメントを取り付けたり、全幅小口版をその都度製作してセットする必要
があり、製作コストが過剰とならざるを得なかった。
【発明の開示】
【発明が解決しようとする課題】
【0008】
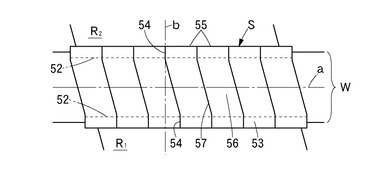
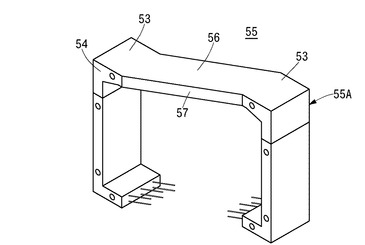
本発明は、上記のような従来の問題点を解決した斜角ボックスカルバート、即ち、図1
3及び図14に示すように、定着部53の定着部端面54を斜角ボックスカルバート55
の連結方向aに対し垂直な軸線bと同方向の垂直な面で形成することで、PC鋼棒52に
緊張力を付与して連結方向に締め付ける際、定着部端面54に均等な緊張力を付与するこ
とができ、更には緊張力を付与する際に、傾斜する頂版部56の接合部端面57がスライ
ドしてズレたりすることのない斜角ボックスカルバート55であり、本発明にあっては、
この斜角ボックスカルバート55の組み立て構成部材である斜角頂版ブロックにあって、
その頂版部56の接合部端面57を任意角度に自由に成形可能な斜角頂版ブロック55A
の製造用型枠を提供することを目的としたものである。
【課題を解決するための手段】
【0009】
上記の目的を達成するため、本願の請求項1に係る発明は、少なくともいずれか一方を
前後方向に移動可能とした左右一対の定着部成形型枠部と、頂版部成形型枠部と、側板お
よび前記各成形型枠部の小口板からなり、前記頂版部成形型枠部を挟んで、側板,定着部
小口板および定着部底版をそれぞれ備えた前記両定着部成形型枠部を配設するとゝもに、
該両定着部成形型枠部から前記頂版部成形型枠部方向にそれぞれ延出する前記両定着部底
版が、前記頂版部成形型枠部に設置した頂版部底版の上面と面接してその上に配設され、
更に前記両定着部底版に跨がってその上面と面接する頂版部小口板を、一方を前後方向に
移動させた前記一対の両定着部成形型枠部に任意の角度で固定し設置する構成としたこと
を特徴とする。
【0010】
また上記の目的を達成するため、本願の請求項2に係る発明は、前記頂版部小口板は、
直状の小口板本体と、該小口板本体の両端部に着脱可能に装着した平面視が台形状の小口
板斜角体からなる構成としたことを特徴とする。
【0011】
そして、上記の目的を達成するため、本願の請求項3に係る発明は、前記左右一対の両
定着部成形型枠部を、互いに離間する左右方向および互いに反対向きの前後方向にそれぞ
れ移動可能となるように構成したことを特徴とし、更に、上記の目的を達成するため、本
願の請求項4に係る発明は、前記頂版部成形型枠部を回転可能な架台上に設置するとゝも
に、該頂版部成形型枠部に設置した前記頂版部底版を平面形状が上下方向に長い縦長方形
状としたことを特徴とするものである。
【発明の効果】
【0012】
上記のように、請求項1に記載の発明とすることで、斜角頂版ブロックの傾斜角、すな
わち、頂版部の接合部端面の傾斜角度は、一方の定着部成形型枠部を他方と相対的に離れ
る前後方向に移動させ、対峙する両定着部成形型枠部に前記頂版部小口板を取り替えるだ
けの簡単な作業で容易に変更することができる。また、請求項2に記載の発明とすること
で、傾斜角度の異なる複数の小口板斜角体を用意しておけば、これを通常のブロックの成
形に共用できる直状の小口板本体に固定するだけで済む。すなわち、頂版部の接合部端面
の傾斜角度の変更および長さは小口板本体を取り替えることなく、該小口板本体の両端部
に小口板斜角体を装着することで自在に対応でき、製作コストの低減が図られる。
【0013】
さらに、請求項3に記載の発明とすることで、斜角頂版ブロックの長さや幅は成形用型
枠全体を取り替えることなく、左右一対の前記定着部成形型枠部を互いに離間する左右方
向に移動させ、および前後一対の両頂版部小口板の取付け位置を前後方向に移動調整する
ことで容易に変更できる。
【0014】
また、請求項4に記載の発明は、成形装置全体を取り替えることなく、頂版部成形型枠
部を所望角度だけ回転させることで対応することができる。すなわち、前記頂版部成形型
枠部を所望角度だけ回転させることで、頂版部底板の左右方向の面積を変化させることが
でき、斜角頂版ブロックの長さおよび幅の変更に自在に対応することができる。
【発明を実施するための最良の形態】
【0015】
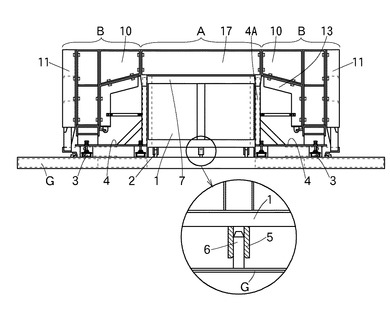
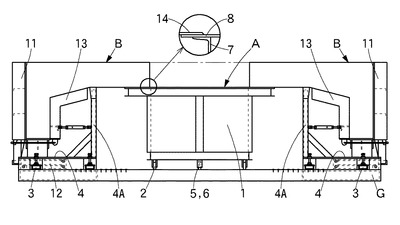
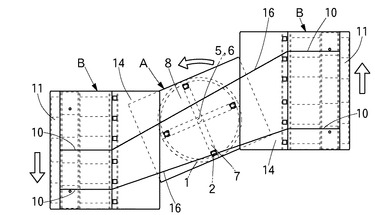
以下、本発明を図1〜図11に示す実施形態に基づいて詳細に説明する。図において、
Gはチャンネル型材の上に鉄板を敷設することで形成した水平な床で、その中央に配設し
たキャスター2付きの架台1の上に頂版部成形型枠部Aが設置されている。この頂版部成
形型枠部Aの左右両側には、同一構造とした一対の定着部成形型枠部B,Bがそれぞれボ
ールベアリング3付きのフレーム4に設置されており、各定着部成形型枠部Bは床Gの上
を前後方向および左右方向に移動可能な構成としている。
【0016】
Aは頂版部成形型枠部で、この頂版部成形型枠部Aは図14に示す斜角頂版ブロック5
5Aの頂版部56を成形するための型枠の一部であり、前記架台1の下面にあって中心部
に装着したシャフトカラー5と前記床Gに装着したピン6との嵌合による係合により連結
されているもので、前記架台1はこの係合部5,6を中心にして回転可能となるように装
着されている。7は前記架台1の上面に設置したクロスする二本の支持部材で、この支持
部材7,7の上に平面視が縦長方形状の頂版部底版8が設置されている。
【0017】
B,Bは左右一対の定着部成形型枠部で、同一構造ものであり、この定着部成形型枠部
Bにより、図14に示す斜角頂版ブロック55Aの定着部53,53を成形するための型
枠の一部であり、図1において、前面側には、斜角頂版ブロック55Aの定着部端面54
を形成するための定着部小口板10が、外面側には前記斜角頂版ブロック55Aの外側の
側面を形成するための側板11がそれぞれ設置されている。
【0018】
12は前記側板11を内方向および外方向へ(図1では左右方向)移動させる移動機構
で、図示しない操作機構を駆動することで、前記斜角頂版ブロック55Aの脱型時に前記
側板11,11をそれぞれ外方向へスライドさせ、成形時には内方向へそれぞれスライド
させる構成としている。なお、図中13は定着部成形型枠部Bの中子で、縦フレーム4A
の上端部に回動可能となるように枢着されており、脱型時に操作機構を駆動することで該
中子13を前記枢着を中心として内方に回動させる構成としてある。
【0019】
14,14は前記両定着部成形型枠部B,Bの内端側からそれぞれ突出する定着部底版
で、前記頂版部成形型枠部Aの方向にそれぞれ延出しており、両定着部成形型枠部B,B
からそれぞれ延出している前記定着部底版14,14の下面は頂版部成形型枠部Aの前記
頂版部底版8の上面と密着した状態で上下に重なっており、両定着部成形型枠部B,Bが
移動する際にその定着部底版14,14は前記頂版部底版8と面接した状態でその上面を
摺動して移動できる構成としてある。
【0020】
16は前記頂版部成形型枠部Aの上部にあって、前記定着部底版14,14の上面と密
着した状態で設置した頂版部小口板で、図14に示す斜角頂版ブロック55Aの頂版部端
面57の部分を形成するための型枠部材である。この頂版部小口板16は、図示の実施例
では、他のブロック成形にも共用できる直状の小口板本体17と、斜角頂版ブロック55
Aの前記頂版部端面57の傾斜角度によって選択した平面視が台形状の小口板斜角体18
とから構成されており、このような構成からなる頂版部小口板16の両端部をそれぞれ対
峙する両定着部成形型枠部B,Bの定着部小口板10,10と連結することで前記頂版部
成形型枠部Aが構成されている。
【0021】
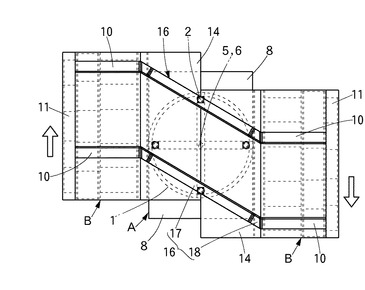
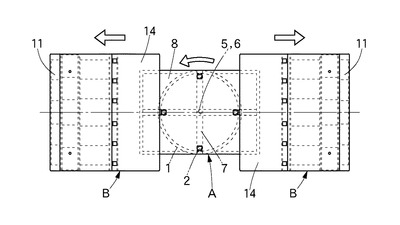
上記のような構成AおよびB等からなる型枠を使用し、図14に示すような斜角頂版ブ
ロック55Aを成形する場合には、頂版部56の接合部端面57が傾斜することなく定着
部端面54と同一の平面で形成されている通常の頂版ブロックを形成する場合に設置した
図1および図2に示す状態から、小口板本体17の両端を定着部成形型枠部B,Bの定着
部小口板10,10と連結している結合部から外し、図3にあっては、右側の定着部成形
型枠部Bを下方(矢印方向)へ、左側の定着部成形型枠部Bを上方(矢印方向)へそれぞ
れ移動させる。
【0022】
つぎに、所望の頂版部小口板16、すなわち、直状の小口板本体17の両端に、斜角頂
版ブロック55Aの前記接合部端面57の傾斜角度によって選択した平面視が台形状の小
口板斜角体18を固定した頂版部小口板16を、図3において、前後にずれて対峙する両
定着部成形型枠部B,B間に配置し、前記頂版部小口板16の両端を両定着部成形型枠部
B,Bの定着部小口板10,10とそれぞれ連結する。
【0023】
このとき、頂版部成形型枠部Aに設置した前記頂版部底版8の上には、左右一対の定着
部成形型枠部B,Bから延出している両定着部底版14,14が密着した状態で重なり合
っており、更に両定着部底版14,14の上を跨いで前記定着部成形型枠部B,Bの定着
部小口板10,10にその両端を連結した頂版部小口板16は、その下面が前記両定着部
底版14,14の上面と密着した状態で装着されている。
【0024】
前記型枠A,Bを図3に示す状態にセットした後、型枠の上方からコンクリートを充填
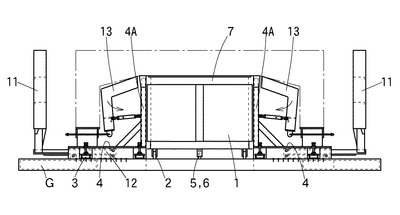
し、振動締め硬め等の作業を行なう。そして、図5に示すように、図示しない操作機構を
駆動することで、フレーム4により支持されている前記側板11をそれぞれ外方向へスラ
イドさせるとゝもに、縦フレーム4Aの上端部に回動可能となるように枢着されている中
子13を操作機構を駆動することで枢着部を中心として内方に回動させ、脱型することで
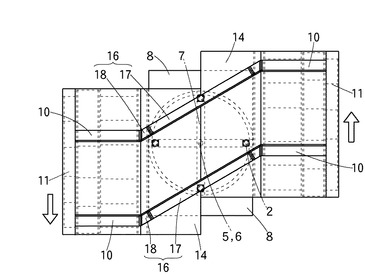
製品(図14の斜角頂版ブロック55A)を得る。なお、図3に示す型枠での成形品と図
4に示す型枠による成形品では、頂版部56の接合部端面57の傾斜する方向が逆のもの
であり、その他の構造は図3に示す型枠での成形品と同じである。
【0025】
図6及び図7は、成形するブロックの長さ(図では左右方向の長さ)が図3〜図5に示
すものより長い製品を、上記のような同じ構成の型枠A,Bを使用して成形する場合の実
施例であり、図6は図1に相当する正面図であり、図7は図3及び図4に相当する平面図
である。そこで、図2に示す型枠の設置状態から図6および図7に示すように、左右の定
着部成形型枠部B,Bをそれぞれ左右方向に移動させ、中央の頂版部成形型枠部Aを架台
1の下面にあって中心部に装着したシャフトカラー5と前記床Gに装着したピン6との嵌
合による係合部5,6を中心にして90°回転させる。
【0026】
前記頂版部成形型枠部Aを90°回転(矢印方向)させることで、該頂版部成形型枠部
Aに設置した前記頂版部底版8は縦長方形から横長方形に変位し、左右方向に長い頂版部
底版8に変更される。このとき、この頂版部底版8の上には、左右一対の定着部成形型枠
部B,Bから延出している両定着部底版14,14は、その先端部が前記頂版部底版8の
上面と密着した状態で互いに離れた位置にあり、型枠B,型枠A,型枠Bの全長(左右方
向)は図3に示す状態にセットしたものより長い物となる。
【0027】
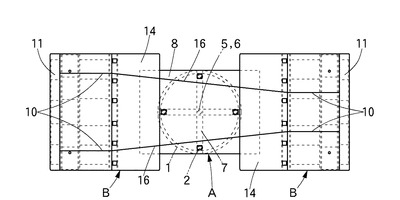
この状態で、図8にあっては、前後の両頂版部小口板16,16を両定着部成形型枠部
B,B間に配置し、その両端を両定着部成形型枠部B,Bの定着部小口板10,10とそ
れぞれ連結するすることで、図14に示す頂版部56の両接合部端面57がそれぞれ傾斜
した斜角頂版ブロック55Aを成形することができる。また、図9および図10にあって
は、前後の両頂版部小口板16,16のうち一方(図9では上方,図10では下方)にの
み頂版部小口板をセットすることで、頂版部56の一方の接合部端面57のみが傾斜した
斜角頂版ブロック55A(図14参照)を成形することができる。
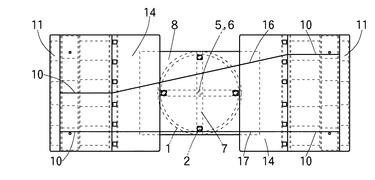
【0028】
本発明において、前後にずれて対峙する左右一対の定着部成形型枠部BおよびBのずれ
の大きさを、図3及び図4に示す状態のものよりも更に大きなものとする場合には、図2
に示す型枠の設置状態から図7に示すように、左右の定着部成形型枠部B,Bをそれぞれ
左右方向に移動させる。つぎに、図11に示すように、中央の頂版部成形型枠部Aを架台
1の下面にあって中心部に装着したシャフトカラー5と前記床Gに装着したピン6との嵌
合による係合部5,6を中心にして左方向(矢印方向)へ約25°回転させる。
【0029】
頂版部成形型枠部Aを約25°回転させることで、該頂版部成形型枠部Aに設置した前
記頂版部底版8は縦長方形から右肩上がりの斜め長方形に変位する。そこで、斜め長方形
に変更された前記頂版部底版8の上に、左右一対の定着部成形型枠部B,Bから延出して
いる両定着部底版14,14がそれぞれ載るよう微調整しながら、左右の定着部成形型枠
部B,Bをそれぞれ前後方向に移動させる。すなわち、図11に示すように、右側の定着
部成形型枠部Bを上方(矢印方向)へ、左側の定着部成形型枠部Bを下方(矢印方向)へ
それぞれ移動させる。
【0030】
そして、前後の両頂版部小口板16,16を、前後に変位させた前記左右一対の両定着
部成形型枠部B,B間に配置し、その両端を両定着部成形型枠部B,Bの定着部小口板1
0,10とそれぞれ連結するすることで、図3及び図4に示す状態のものよりも左右一対
の定着部成形型枠部BおよびBの前後方向のずれが更に大きな図14に示す斜角頂版ブロ
ック55Aを成形することができる。
【図面の簡単な説明】
【0031】
【図1】本発明に係る斜角頂版ブロック製造用型枠の正面図である。
【図2】同型枠の平面図である。
【図3】同型枠の第1形態の作用説明平面図である。
【図4】同型枠の第2形態の作用説明平面図である。
【図5】同型枠の脱型時の作用説明正面図である。
【図6】同型枠の第3形態の作用説明正面図である。
【図7】図6の平面図である。
【図8】同型枠の第4形態の作用説明平面図である。
【図9】同型枠の第5形態の作用説明平面図である。
【図10】同型枠の第6形態の作用説明平面図である。
【図11】同型枠の第7形態の作用説明平面図である。
【図12】従来の斜角頂版ブロックの施工状態を示す説明平面図である。
【図13】本発明に係る型枠で成形した斜角頂版ブロックの施工状態を示す説明平面図である。
【図14】同型枠で成形した斜角頂版ブロックの斜視図である。
【符号の説明】
【0032】
A 頂版部成形型枠部
B 定着部成形型枠部
1 架台
2 キャスター
3 ボールベアリング
4 フレーム
5 シャフトカラー
6 ピン
7 支持部材
8 頂版部底版
10 定着部小口板
11 側板
14 定着部底版
16 頂版部小口板
17 小口板本体
18 小口板斜角体
【技術分野】
【0001】
本発明は斜角頂版ブロック、詳しくは、水路や道路に対し斜めに立体交差する斜角横断
の架橋を構築する際に使用する分割型の斜角ボックスカルバートにあって、その頂版部の
接続部端面を任意角度に形成可能な斜角頂版ブロックの製造用型枠に関する。
【背景技術】
【0002】
図12に示すように、既設の水路や道路Wの方向に対して斜めに交差する斜角横断の架
橋Sを道路R1 ,R2 の延長線上に構築するような場合、一種類の斜角ボックスカルバー
ト50のみを使用し、斜角横断の架橋Sを形成することも行われている。すなわち、左右
の接合部端面50aをボックスカルバート50の連結方向の軸線aと直交する軸線bに対
し傾斜(傾斜角度θ)させて形成した平面視が平行四辺形の斜角ボックスカルバート50
で斜角横断の架橋Sを形成する。
【0003】
上記のような構成とすることで、斜角横断の架橋Sは全て一種類のプレキャストの斜角
ボックスカルバート50で構築できるといった利点はある。しかし、側壁を含む緊張材に
よる定着部となる接合部端面50aは垂直軸線bに対し傾斜(傾斜角度θ)しているため
に、傾斜する接合部端面50aにジャッキ取付用の凹部51を形成し、該凹部51の底壁
にPC鋼棒52の配設軸(連結方向の軸線a)に対して直交するジャッキ取付用の反力面
51aを形成する必要がある。
【0004】
更には、上記のような構成からなるブロック50,50を使用して斜角横断の架橋Sを
施工する場合には、その接合部端面50aを接合させながら複数個平行に並べて配設する
とゝもに、各ブロック50の定着部に形成した連結方向の軸線aに沿う貫通孔内にPC鋼
棒52を挿通し、該PC鋼棒52の一端をジャッキ等で引っ張って緊張力を施した際に、
各ブロック50,50の接合部は傾斜する端面50aで向かい合うことから、相互に均等
な緊張力を施すことが困難であるとゝもに、接合部端面50a,50aがスライドしてズ
レが発生するといった問題点がある。
【0005】
一方、斜角ボックスカルバート製造用の型枠としては、中間中子と左右端部中子と左右
底面部材と左右側板と前後妻板及び端部妻板からなり、調整中子と前後左右又は旋回した
自由位置において、固定可能な門型ブロック用型枠(特開平6ー123127号公報)、
左右端部中子と左右側板と上部妻板と水路壁可変製造用型枠からなり、左右端部中子を任
意角度に旋回して任意角度の左右水路壁を有する門形ブロックを形成する水路壁可変角製
造用型枠(特開2004−142159号公報)及びフレーム上に設けた中子端部と鋭角
状端部を有する側板2からなる左右端部中子と調整中子と前後妻板と前後端部妻板からな
り、調整中子と左右端部中子に妻板と端部妻板を装着して所要幅員と左右の水路壁が任意
角度に形成可能な門形ブロック製造用形枠(特開2006−51744号公報)等が知ら
れている。
【0006】
【特許文献1】特開平6ー123127号公報
【特許文献2】特開2004−142159号公報
【特許文献3】特開2006ー51744号公報
【0007】
しかし、前記特開平6ー123127号公報等によって開示された門形ブロック製造用
型枠では、自由度が高い反面、多数の型枠部材を組み合わせた複雑な機構によって構成さ
れている。従って、実際上は製造現場での調整が難しく、作業時間が長いなどの問題があ
る。また、側壁,頂版とも全て異なった製品をその都度製造することとなり、設計や製造
管理上問題も多い。また、従来一般に、製品断面幅を変えたり斜切りにする際には、内幅
拡幅用のアタッチメントを取り付けたり、全幅小口版をその都度製作してセットする必要
があり、製作コストが過剰とならざるを得なかった。
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、上記のような従来の問題点を解決した斜角ボックスカルバート、即ち、図1
3及び図14に示すように、定着部53の定着部端面54を斜角ボックスカルバート55
の連結方向aに対し垂直な軸線bと同方向の垂直な面で形成することで、PC鋼棒52に
緊張力を付与して連結方向に締め付ける際、定着部端面54に均等な緊張力を付与するこ
とができ、更には緊張力を付与する際に、傾斜する頂版部56の接合部端面57がスライ
ドしてズレたりすることのない斜角ボックスカルバート55であり、本発明にあっては、
この斜角ボックスカルバート55の組み立て構成部材である斜角頂版ブロックにあって、
その頂版部56の接合部端面57を任意角度に自由に成形可能な斜角頂版ブロック55A
の製造用型枠を提供することを目的としたものである。
【課題を解決するための手段】
【0009】
上記の目的を達成するため、本願の請求項1に係る発明は、少なくともいずれか一方を
前後方向に移動可能とした左右一対の定着部成形型枠部と、頂版部成形型枠部と、側板お
よび前記各成形型枠部の小口板からなり、前記頂版部成形型枠部を挟んで、側板,定着部
小口板および定着部底版をそれぞれ備えた前記両定着部成形型枠部を配設するとゝもに、
該両定着部成形型枠部から前記頂版部成形型枠部方向にそれぞれ延出する前記両定着部底
版が、前記頂版部成形型枠部に設置した頂版部底版の上面と面接してその上に配設され、
更に前記両定着部底版に跨がってその上面と面接する頂版部小口板を、一方を前後方向に
移動させた前記一対の両定着部成形型枠部に任意の角度で固定し設置する構成としたこと
を特徴とする。
【0010】
また上記の目的を達成するため、本願の請求項2に係る発明は、前記頂版部小口板は、
直状の小口板本体と、該小口板本体の両端部に着脱可能に装着した平面視が台形状の小口
板斜角体からなる構成としたことを特徴とする。
【0011】
そして、上記の目的を達成するため、本願の請求項3に係る発明は、前記左右一対の両
定着部成形型枠部を、互いに離間する左右方向および互いに反対向きの前後方向にそれぞ
れ移動可能となるように構成したことを特徴とし、更に、上記の目的を達成するため、本
願の請求項4に係る発明は、前記頂版部成形型枠部を回転可能な架台上に設置するとゝも
に、該頂版部成形型枠部に設置した前記頂版部底版を平面形状が上下方向に長い縦長方形
状としたことを特徴とするものである。
【発明の効果】
【0012】
上記のように、請求項1に記載の発明とすることで、斜角頂版ブロックの傾斜角、すな
わち、頂版部の接合部端面の傾斜角度は、一方の定着部成形型枠部を他方と相対的に離れ
る前後方向に移動させ、対峙する両定着部成形型枠部に前記頂版部小口板を取り替えるだ
けの簡単な作業で容易に変更することができる。また、請求項2に記載の発明とすること
で、傾斜角度の異なる複数の小口板斜角体を用意しておけば、これを通常のブロックの成
形に共用できる直状の小口板本体に固定するだけで済む。すなわち、頂版部の接合部端面
の傾斜角度の変更および長さは小口板本体を取り替えることなく、該小口板本体の両端部
に小口板斜角体を装着することで自在に対応でき、製作コストの低減が図られる。
【0013】
さらに、請求項3に記載の発明とすることで、斜角頂版ブロックの長さや幅は成形用型
枠全体を取り替えることなく、左右一対の前記定着部成形型枠部を互いに離間する左右方
向に移動させ、および前後一対の両頂版部小口板の取付け位置を前後方向に移動調整する
ことで容易に変更できる。
【0014】
また、請求項4に記載の発明は、成形装置全体を取り替えることなく、頂版部成形型枠
部を所望角度だけ回転させることで対応することができる。すなわち、前記頂版部成形型
枠部を所望角度だけ回転させることで、頂版部底板の左右方向の面積を変化させることが
でき、斜角頂版ブロックの長さおよび幅の変更に自在に対応することができる。
【発明を実施するための最良の形態】
【0015】
以下、本発明を図1〜図11に示す実施形態に基づいて詳細に説明する。図において、
Gはチャンネル型材の上に鉄板を敷設することで形成した水平な床で、その中央に配設し
たキャスター2付きの架台1の上に頂版部成形型枠部Aが設置されている。この頂版部成
形型枠部Aの左右両側には、同一構造とした一対の定着部成形型枠部B,Bがそれぞれボ
ールベアリング3付きのフレーム4に設置されており、各定着部成形型枠部Bは床Gの上
を前後方向および左右方向に移動可能な構成としている。
【0016】
Aは頂版部成形型枠部で、この頂版部成形型枠部Aは図14に示す斜角頂版ブロック5
5Aの頂版部56を成形するための型枠の一部であり、前記架台1の下面にあって中心部
に装着したシャフトカラー5と前記床Gに装着したピン6との嵌合による係合により連結
されているもので、前記架台1はこの係合部5,6を中心にして回転可能となるように装
着されている。7は前記架台1の上面に設置したクロスする二本の支持部材で、この支持
部材7,7の上に平面視が縦長方形状の頂版部底版8が設置されている。
【0017】
B,Bは左右一対の定着部成形型枠部で、同一構造ものであり、この定着部成形型枠部
Bにより、図14に示す斜角頂版ブロック55Aの定着部53,53を成形するための型
枠の一部であり、図1において、前面側には、斜角頂版ブロック55Aの定着部端面54
を形成するための定着部小口板10が、外面側には前記斜角頂版ブロック55Aの外側の
側面を形成するための側板11がそれぞれ設置されている。
【0018】
12は前記側板11を内方向および外方向へ(図1では左右方向)移動させる移動機構
で、図示しない操作機構を駆動することで、前記斜角頂版ブロック55Aの脱型時に前記
側板11,11をそれぞれ外方向へスライドさせ、成形時には内方向へそれぞれスライド
させる構成としている。なお、図中13は定着部成形型枠部Bの中子で、縦フレーム4A
の上端部に回動可能となるように枢着されており、脱型時に操作機構を駆動することで該
中子13を前記枢着を中心として内方に回動させる構成としてある。
【0019】
14,14は前記両定着部成形型枠部B,Bの内端側からそれぞれ突出する定着部底版
で、前記頂版部成形型枠部Aの方向にそれぞれ延出しており、両定着部成形型枠部B,B
からそれぞれ延出している前記定着部底版14,14の下面は頂版部成形型枠部Aの前記
頂版部底版8の上面と密着した状態で上下に重なっており、両定着部成形型枠部B,Bが
移動する際にその定着部底版14,14は前記頂版部底版8と面接した状態でその上面を
摺動して移動できる構成としてある。
【0020】
16は前記頂版部成形型枠部Aの上部にあって、前記定着部底版14,14の上面と密
着した状態で設置した頂版部小口板で、図14に示す斜角頂版ブロック55Aの頂版部端
面57の部分を形成するための型枠部材である。この頂版部小口板16は、図示の実施例
では、他のブロック成形にも共用できる直状の小口板本体17と、斜角頂版ブロック55
Aの前記頂版部端面57の傾斜角度によって選択した平面視が台形状の小口板斜角体18
とから構成されており、このような構成からなる頂版部小口板16の両端部をそれぞれ対
峙する両定着部成形型枠部B,Bの定着部小口板10,10と連結することで前記頂版部
成形型枠部Aが構成されている。
【0021】
上記のような構成AおよびB等からなる型枠を使用し、図14に示すような斜角頂版ブ
ロック55Aを成形する場合には、頂版部56の接合部端面57が傾斜することなく定着
部端面54と同一の平面で形成されている通常の頂版ブロックを形成する場合に設置した
図1および図2に示す状態から、小口板本体17の両端を定着部成形型枠部B,Bの定着
部小口板10,10と連結している結合部から外し、図3にあっては、右側の定着部成形
型枠部Bを下方(矢印方向)へ、左側の定着部成形型枠部Bを上方(矢印方向)へそれぞ
れ移動させる。
【0022】
つぎに、所望の頂版部小口板16、すなわち、直状の小口板本体17の両端に、斜角頂
版ブロック55Aの前記接合部端面57の傾斜角度によって選択した平面視が台形状の小
口板斜角体18を固定した頂版部小口板16を、図3において、前後にずれて対峙する両
定着部成形型枠部B,B間に配置し、前記頂版部小口板16の両端を両定着部成形型枠部
B,Bの定着部小口板10,10とそれぞれ連結する。
【0023】
このとき、頂版部成形型枠部Aに設置した前記頂版部底版8の上には、左右一対の定着
部成形型枠部B,Bから延出している両定着部底版14,14が密着した状態で重なり合
っており、更に両定着部底版14,14の上を跨いで前記定着部成形型枠部B,Bの定着
部小口板10,10にその両端を連結した頂版部小口板16は、その下面が前記両定着部
底版14,14の上面と密着した状態で装着されている。
【0024】
前記型枠A,Bを図3に示す状態にセットした後、型枠の上方からコンクリートを充填
し、振動締め硬め等の作業を行なう。そして、図5に示すように、図示しない操作機構を
駆動することで、フレーム4により支持されている前記側板11をそれぞれ外方向へスラ
イドさせるとゝもに、縦フレーム4Aの上端部に回動可能となるように枢着されている中
子13を操作機構を駆動することで枢着部を中心として内方に回動させ、脱型することで
製品(図14の斜角頂版ブロック55A)を得る。なお、図3に示す型枠での成形品と図
4に示す型枠による成形品では、頂版部56の接合部端面57の傾斜する方向が逆のもの
であり、その他の構造は図3に示す型枠での成形品と同じである。
【0025】
図6及び図7は、成形するブロックの長さ(図では左右方向の長さ)が図3〜図5に示
すものより長い製品を、上記のような同じ構成の型枠A,Bを使用して成形する場合の実
施例であり、図6は図1に相当する正面図であり、図7は図3及び図4に相当する平面図
である。そこで、図2に示す型枠の設置状態から図6および図7に示すように、左右の定
着部成形型枠部B,Bをそれぞれ左右方向に移動させ、中央の頂版部成形型枠部Aを架台
1の下面にあって中心部に装着したシャフトカラー5と前記床Gに装着したピン6との嵌
合による係合部5,6を中心にして90°回転させる。
【0026】
前記頂版部成形型枠部Aを90°回転(矢印方向)させることで、該頂版部成形型枠部
Aに設置した前記頂版部底版8は縦長方形から横長方形に変位し、左右方向に長い頂版部
底版8に変更される。このとき、この頂版部底版8の上には、左右一対の定着部成形型枠
部B,Bから延出している両定着部底版14,14は、その先端部が前記頂版部底版8の
上面と密着した状態で互いに離れた位置にあり、型枠B,型枠A,型枠Bの全長(左右方
向)は図3に示す状態にセットしたものより長い物となる。
【0027】
この状態で、図8にあっては、前後の両頂版部小口板16,16を両定着部成形型枠部
B,B間に配置し、その両端を両定着部成形型枠部B,Bの定着部小口板10,10とそ
れぞれ連結するすることで、図14に示す頂版部56の両接合部端面57がそれぞれ傾斜
した斜角頂版ブロック55Aを成形することができる。また、図9および図10にあって
は、前後の両頂版部小口板16,16のうち一方(図9では上方,図10では下方)にの
み頂版部小口板をセットすることで、頂版部56の一方の接合部端面57のみが傾斜した
斜角頂版ブロック55A(図14参照)を成形することができる。
【0028】
本発明において、前後にずれて対峙する左右一対の定着部成形型枠部BおよびBのずれ
の大きさを、図3及び図4に示す状態のものよりも更に大きなものとする場合には、図2
に示す型枠の設置状態から図7に示すように、左右の定着部成形型枠部B,Bをそれぞれ
左右方向に移動させる。つぎに、図11に示すように、中央の頂版部成形型枠部Aを架台
1の下面にあって中心部に装着したシャフトカラー5と前記床Gに装着したピン6との嵌
合による係合部5,6を中心にして左方向(矢印方向)へ約25°回転させる。
【0029】
頂版部成形型枠部Aを約25°回転させることで、該頂版部成形型枠部Aに設置した前
記頂版部底版8は縦長方形から右肩上がりの斜め長方形に変位する。そこで、斜め長方形
に変更された前記頂版部底版8の上に、左右一対の定着部成形型枠部B,Bから延出して
いる両定着部底版14,14がそれぞれ載るよう微調整しながら、左右の定着部成形型枠
部B,Bをそれぞれ前後方向に移動させる。すなわち、図11に示すように、右側の定着
部成形型枠部Bを上方(矢印方向)へ、左側の定着部成形型枠部Bを下方(矢印方向)へ
それぞれ移動させる。
【0030】
そして、前後の両頂版部小口板16,16を、前後に変位させた前記左右一対の両定着
部成形型枠部B,B間に配置し、その両端を両定着部成形型枠部B,Bの定着部小口板1
0,10とそれぞれ連結するすることで、図3及び図4に示す状態のものよりも左右一対
の定着部成形型枠部BおよびBの前後方向のずれが更に大きな図14に示す斜角頂版ブロ
ック55Aを成形することができる。
【図面の簡単な説明】
【0031】
【図1】本発明に係る斜角頂版ブロック製造用型枠の正面図である。
【図2】同型枠の平面図である。
【図3】同型枠の第1形態の作用説明平面図である。
【図4】同型枠の第2形態の作用説明平面図である。
【図5】同型枠の脱型時の作用説明正面図である。
【図6】同型枠の第3形態の作用説明正面図である。
【図7】図6の平面図である。
【図8】同型枠の第4形態の作用説明平面図である。
【図9】同型枠の第5形態の作用説明平面図である。
【図10】同型枠の第6形態の作用説明平面図である。
【図11】同型枠の第7形態の作用説明平面図である。
【図12】従来の斜角頂版ブロックの施工状態を示す説明平面図である。
【図13】本発明に係る型枠で成形した斜角頂版ブロックの施工状態を示す説明平面図である。
【図14】同型枠で成形した斜角頂版ブロックの斜視図である。
【符号の説明】
【0032】
A 頂版部成形型枠部
B 定着部成形型枠部
1 架台
2 キャスター
3 ボールベアリング
4 フレーム
5 シャフトカラー
6 ピン
7 支持部材
8 頂版部底版
10 定着部小口板
11 側板
14 定着部底版
16 頂版部小口板
17 小口板本体
18 小口板斜角体
【特許請求の範囲】
【請求項1】
少なくともいずれか一方を前後方向に移動可能とした左右一対の定着部成形型枠部と、
頂版部成形型枠部と、側板および前記各成形型枠部の小口板からなり、前記頂版部成形型
枠部を挟んで、側板,定着部小口板および定着部底版をそれぞれ備えた前記両定着部成形
型枠部を配設するとゝもに、該両定着部成形型枠部から前記頂版部成形型枠部方向にそれ
ぞれ延出する前記両定着部底版が、前記頂版部成形型枠部に設置した頂版部底版の上面と
面接してその上に配設され、更に前記両定着部底版に跨がってその上面と面接する頂版部
小口板を、一方を前後方向に移動させた前記一対の両定着部成形型枠部に任意の角度で固
定し設置する構成としたことを特徴とする斜角頂版ブロックの製造用型枠。
【請求項2】
前記頂版部小口板は、直状の小口板本体と、該小口板本体の両端部に着脱可能に装着し
た平面視が台形状の小口板斜角体からなる構成としたことを特徴とする請求項1記載の斜
角頂版ブロックの製造用型枠。
【請求項3】
前記左右一対の両定着部成形型枠部を、互いに離間する左右方向および互いに反対向き
の前後方向にそれぞれ移動可能となるように構成したことを特徴とする請求項1又は2記
載の斜角頂版ブロックの製造用型枠。
【請求項4】
前記頂版部成形型枠部を回転可能な架台上に設置するとゝもに、該頂版部成形型枠部に
設置した前記頂版部底版を平面形状が上下方向に長い縦長方形状としたことを特徴とする
請求項1,2又は3記載の斜角頂版ブロックの製造用型枠。
【請求項1】
少なくともいずれか一方を前後方向に移動可能とした左右一対の定着部成形型枠部と、
頂版部成形型枠部と、側板および前記各成形型枠部の小口板からなり、前記頂版部成形型
枠部を挟んで、側板,定着部小口板および定着部底版をそれぞれ備えた前記両定着部成形
型枠部を配設するとゝもに、該両定着部成形型枠部から前記頂版部成形型枠部方向にそれ
ぞれ延出する前記両定着部底版が、前記頂版部成形型枠部に設置した頂版部底版の上面と
面接してその上に配設され、更に前記両定着部底版に跨がってその上面と面接する頂版部
小口板を、一方を前後方向に移動させた前記一対の両定着部成形型枠部に任意の角度で固
定し設置する構成としたことを特徴とする斜角頂版ブロックの製造用型枠。
【請求項2】
前記頂版部小口板は、直状の小口板本体と、該小口板本体の両端部に着脱可能に装着し
た平面視が台形状の小口板斜角体からなる構成としたことを特徴とする請求項1記載の斜
角頂版ブロックの製造用型枠。
【請求項3】
前記左右一対の両定着部成形型枠部を、互いに離間する左右方向および互いに反対向き
の前後方向にそれぞれ移動可能となるように構成したことを特徴とする請求項1又は2記
載の斜角頂版ブロックの製造用型枠。
【請求項4】
前記頂版部成形型枠部を回転可能な架台上に設置するとゝもに、該頂版部成形型枠部に
設置した前記頂版部底版を平面形状が上下方向に長い縦長方形状としたことを特徴とする
請求項1,2又は3記載の斜角頂版ブロックの製造用型枠。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】

【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2009−285950(P2009−285950A)
【公開日】平成21年12月10日(2009.12.10)
【国際特許分類】
【出願番号】特願2008−139912(P2008−139912)
【出願日】平成20年5月28日(2008.5.28)
【出願人】(000201504)前田製管株式会社 (35)
【Fターム(参考)】
【公開日】平成21年12月10日(2009.12.10)
【国際特許分類】
【出願日】平成20年5月28日(2008.5.28)
【出願人】(000201504)前田製管株式会社 (35)
【Fターム(参考)】
[ Back to top ]