
新規なバイコンポーネント繊維
本発明は、新規なバイコンポーネント繊維、前記新規なバイコンポーネント繊維を含む不織布、およびそれから作られる衛生用品に関する。バイコンポーネント繊維は、繊維の表面の少なくとも一部を長手方向に連続的に形成するポリエチレン系樹脂を含有し、コモノマー分布定数が約45よりも大きく、再結晶温度が85℃ないし110℃であり、0.1rad/secでのタンデルタ値が約15ないし50であり、0.1rad/secでの複素粘度が1400Pa・sec以下であることを特徴とする。本発明による新規なバイコンポーネント繊維を含む不織布は、柔らかさに優れているだけでなく、強度が高く、スループットが高く必要とするエネルギーがより少ないため低コストで市販量で生産することができる。
【発明の詳細な説明】
【発明の概要】
【0001】
本発明は、新規なバイコンポーネント繊維、前記新規なバイコンポーネント繊維を含む不織布、およびそれから作られる衛生用品に関する。本発明による新規なバイコンポーネント繊維を含む不織布は、柔らかさに優れているだけでなく、強度が高く、スループットが高く必要とするエネルギーがより低いため低コストで市販量で生産することができる。
【0002】
不織布、たとえばスパンボンデッド不織布およびカーディング、メルトブローイングまたはエアレイドの技術を用いて製造された不織布が、近年、多種多様な用途に、それから作られる衛生用品にも用いられている。
【0003】
樹脂繊維がポリエチレンで形成されているポリエチレン不織布は柔らかさと良好な感触で知られている(EP−A−0,154,197)。しかし、ポリエチレン繊維は、紡糸するのが難しく、それゆえ布の良好な柔らかさを得るために要求されるファインデニールをもたせるのが困難である。ポリエチレン繊維で形成される不織布は、カレンダーロールによる加熱/加圧処理を受けると容易に溶融し、さらに悪いことに、繊維の強度が低いのでそれ自体ロールの周りに容易に巻きつく。上記の問題に対して対策がとられ、その中では処理温度を下げるが、その場合には熱接着が不十分になりがちであり、ラビングに対して十分な強度および耐久度をもつ不織布を得ることができないという別の問題をもたらす。実際、ポリエチレン不織布はポリプロピレン不織布よりも強度に劣っている。
【0004】
上述した問題を解消するために、ポリプロピレン、ポリエステルなどの樹脂をコアとして、ポリエチレンをシースとして使用するコア−シース型バイコンポーネント繊維を利用する技術が提案されている(日本国特許公開公報2−182960号および日本国特許公開公報5−263353号)。
【0005】
しかし、上述したような、コア−シース型バイコンポーネント繊維で形成された不織布は、衛生材料として使用するのに適切な柔らかさと強度の両方をもつわけではない。具体的には、シースの成分としてポリエチレンの量を増やすと、不織布の柔らかさは増すが、強度が不十分になり、その結果として処理中に破断しやすい。一方、コアの成分を増やすと、不織布は十分な強度をもつようになるが、柔らかさに劣り、衛生用品の材料としての質が低下する。このように上記の性能の両方が満足のいく水準にある不織布を得ることは難しかった。
【0006】
コア−シース型バイコンポーネント繊維製の多くは、ポリエチレンのシースとポリエステルまたはポリプロピレンのコアとを含む。このような用途に典型的に用いられている現状のポリエチレンは再結晶温度が一般に110℃より高い。
【0007】
前述した問題の第1の解決策はEP−A−1,057,916に開示されており、これはコンジュゲート繊維からなる使い捨ての衛生用品のためのスパンボンデッドを記載している。高融点コアと低融点シース材料とを有するこのようなコンジュゲート繊維はサイド・バイ・サイド型のものでありうる。提案されている低融点材料は、120ないし135℃の範囲に第1の高融点および90ないし125℃の範囲に第2の低融点を有するポリエチレン系樹脂であり、第2の低融点材料の融点は第1の高融点より少なくとも5℃低い。このような低融点ポリエチレン系樹脂は製造がかなり複雑であり、繊維紡糸の間および不織布、特にカーディング、メルトブローイングまたはエアレイドの技術を用いて製造される不織布の製造におけるこのようなコンジュゲート繊維の後の使用の間に問題を起こす。
【0008】
しかし、ポリエチレンの融点を低下させて低い接合温度と低いエネルギー使用による、より速いラインスピードを可能にすることは依然として望ましいであろう。一方、ポリエチレンの融点を低下させることは、繊維紡糸の間の重要な処理問題に関連する。バインダー繊維に用いるための広範な適用性のために、このような繊維は以下の特性を有していることが望ましい:紡糸処理中にスモーク、繊維破断および繊維粘着がともに最少化されるような優れた紡糸性能;また、繊維はテクスチャード加工される能力を可能にする低COFを有する必要がある;良好な繊維引張特性;容易に切断される能力;エアレイド処理に使用される能力および繊維が粘着性になることなく最低温度で熱エア結合プロセスを用いて接着される能力である。加えて、バイコンポーネント繊維の外層は内部コア(基材)ならびに他の繊維製品に対する良好な接着性を有することが望ましい。
【0009】
したがって、本発明の目的は、前述した問題を解決すること、特に優れた柔らかさおよび触感ならびに十分な強度を与え、現存の工業設備で低コストで製造できるバイコンポーネント繊維を与えることである。
【0010】
本発明の主題は、ポリエチレン系樹脂(A)と、その融点が上記ポリエチレン系樹脂(A)のそれより少なくとも10℃高い高融点樹脂(B)とからなるバイコンポーネント繊維を対象とし、前記ポリエチレン系樹脂(A)の前記高融点樹脂(B)に対する重量成分比が50/50ないし10/90の範囲であり、前記ポリエチレン系樹脂(A)が前記繊維の表面の少なくとも一部を長手方向に連続的に形成しており、前記ポリエチレン系樹脂(A)は、コモノマー分布定数が約45よりも大きく、再結晶温度が85℃ないし110℃であり、0.1rad/secでのタンデルタ値が約15ないし50であり、0.1rad/secでの複素粘度が1400Pa・sec以下であることを特徴とする。
【0011】
本発明のさらなる主題は、上述したバイコンポーネント繊維を含む不織布である。好ましくは、このような不織布は、本発明のバイコンポーネント繊維を、テクスチャード加工したクリンプ繊維および/またはテクスチャード加工していない扁平繊維として含む。さらに、このような不織布は、前述したバイコンポーネント繊維を、ステープル繊維および/または連続フィラメント繊維として含む。
【0012】
好ましい不織布は、(i)ウェットレイド不織布、(ii)エアレイド不織布、(iii)カード式不織布である。
【0013】
本発明のさらに別の主題は本発明による不織布を含む衛生用品である。
【0014】
定義
使用される「組成物」という用語は、組成物を構成する材料の混合物、ならびに組成物の材料から生成される反応性生物および分解性生物を含む。
【0015】
使用される「ブレンド」または「ポリマーブレンド」という用語は、2種以上のポリマーの均質な物理的な混合物(すなわち、反応なし)を意味する。ブレンドは、混和性(分子レベルで相分離しない)であってもなくてもよい。ブレンドは、相分離してもしなくてもよい。ブレンドは、透過電子分光分析法、光散乱、X線散乱、この分野で公知のその他の方法により測定されるように、1以上のドメインコンフィギュレーションを含んでいてもいなくてもよい。ブレンドは、2種以上のポリマーを、マクロレベル(例えば、樹脂を溶融ブレンドもしくは配合する)またはミクロレベル(例えば、同じ反応器内で同時に生成する)で物理的に混合することによってもたらされるであろう。
【0016】
「長鎖分枝ポリマー」という用語は、ポリマーのポリマー主鎖が、典型的に用いられるコモノマーよりも長い(例えば6または8の炭素原子よりも長い)分枝を含有するポリマーを表す。長鎖分枝ポリマーは典型的に、100炭素原子あたり0.2より多い長鎖分枝を含有する。
【0017】
「線状」という用語は、ポリマーのポリマー主鎖が測定可能なまたは明らかな長鎖分枝を有していない、例えば炭素原子1000個あたり平均で0.001未満の長鎖分枝で置換されるであろうポリマーを表す。
【0018】
「ポリマー」という用語は、同じ種類であろうと異なる種類であろうと、モノマーを重合することによって調製されるポリマー化合物を表す。したがって、包括的な用語であるポリマーは、通常1種のモノマーだけから調製されるポリマーを表すのに用いられる「ホモポリマー」という用語、および定義される「インターポリマー」という用語を含む。
【0019】
「インターポリマー」という用語は、少なくとも2つの種類の異なるモノマーの重合によって調製されるポリマーを表す。包括的な用語であるインターポリマーは、通常2つの異なるモノマーから調整されるポリマーを表すために用いられるコポリマー、および2より多い異なる種類のモノマーから調製されるポリマーを含む。
【0020】
「エチレン系ポリマー」という用語は、(重合可能なモノマーの総量に基づいて)50モルパーセントより多い重合したエチレンモノマーを含有し、任意に、少なくとも1つのコモノマーを含んでいてもよいポリマーを表す。
【0021】
バイコンポーネント繊維
本発明のバイコンポーネント繊維は、どのような形状のものであってもよく、特定の形状に限定されない。しかし、好ましいのは、コア−シース型バイコンポーネント繊維およびサイド・バイ・サイド型バイコンポーネント繊維である。
【0022】
ポリエチレン系樹脂(A)
本発明のバイコンポーネント繊維は、コモノマー分布定数が約45よりも大きく、再結晶温度が85℃ないし110℃であり、0.1rad/secでのタンデルタ値が約15ないし50であり、0.1rad/secでの複素粘度が1400Pa・sec以下であるポリエチレン系樹脂(A)を含有する。
【0023】
エチレン系ポリマー樹脂組成物はさらに、単一示差走査熱分析(DSC)融解ピークが85℃ないし110℃の温度範囲内である場合に特徴づけることができる。
【0024】
エチレン系樹脂組成物はさらに、コモノマー分布定数が約45より大きく、より好ましくは50より大きく、最も好ましくは55より大きく、最高で400であり、最も好ましくは最高で100である場合に特徴づけることができる。特に、好ましいエチレン系樹脂組成物は、コモノマー分布定数が45ないし400の範囲であり、最も好ましくは50ないし100の範囲であり、最も好ましくは55ないし100の範囲である。
【0025】
エチレン系ポリマー組成物は、好ましくはパーオキシド系フリーラジカル開始剤を用いるフリーラジカル重合プロセスを利用した高圧反応器内で製造される。好ましいポリエチレン樹脂は、メルトインデックス(ASTM D 1238に従って190℃/2.16kgの条件で測定)が5ないし25g/10min、より好ましくは5ないし20の範囲である。
【0026】
好ましいエチレン樹脂は、密度が0.910ないし0.930g/cm3、より好ましくは0.915ないし0.925の範囲である。
【0027】
エチレン系ポリマー組成物は、ピーク再結晶温度が85℃ないし110℃、好ましくは90ないし100℃の範囲である場合にも特徴づけることができる。
【0028】
エチレン系ポリマー組成物は、約0.2より多い長鎖分枝/1000炭素、好ましくは約0.2ないし約3の長鎖分枝/1000炭素を有することによっても特徴づけられる。
【0029】
エチレン系ポリマー組成物は、複素粘度が0.1rad/secで1400Pa・sec以下、好ましくは100rad/secで500Pa・sec以下である場合にも特徴づけられる。最も好ましくは、本発明の樹脂は、複素粘度が0.1rad/secで500ないし1200の範囲、100rad/secで150ないし450Pa・secの範囲であろう。
【0030】
好ましいエチレン系ポリマー組成物は、0.1rad/secでのタンデルタ値が約15ないし50、好ましくは15ないし40である場合にも特徴づけられる。
【0031】
ポリエチレン系樹脂(A)を製造するための幾つかのプロセスでは、本発明のエチレン系ポリマーは可塑剤のような処理助剤を含有していてもよい。これらの助剤は、ジオクチルフタレートおよびジイソブチルフタレートのようなフタレート、ラノリンのような天然油、石油精製から得られるパラフィン油やナフテン油および芳香油、ロジンおよび石油原料からの液状樹脂を含むが、これらに限定されるわけではない。処理助剤として有益な油の典型的な種類には、KAYDOL油(Chemtura Corp.; Middlebury, Conn.)およびSHELLFLEX371ナフテン油(Shell Lubricants; Houston, Tex.)のような白色鉱油を含む。別の好適な油はTUFFLO油(Lyondell Lubricants; Houston, Tex.)である。
【0032】
幾つかのプロセスでは、エチレンポリマーを、1種以上の安定剤、例えば、IRGANOX 1010およびIRGAFOS 168(Ciba Specialty Chemicals; Glattbrugg, Switzerland)のような酸化防止剤で処理する。
【0033】
一般に、押出または他の溶融処理の前に、ポリマーを1種以上の安定剤で処理する。他の実施形態の処理では、他のポリマー添加剤は、紫外線吸収剤、静電防止剤、顔料、染料、核形成剤、フィラー、スリップ剤、難燃剤、可塑剤、処理助剤、潤滑剤、安定剤、煤煙抑制剤、粘度調整剤、表面変性剤および粘着防止剤を含むが、これらに限定されるわけではない。エチレンポリマー組成物は、例えば、1種以上の添加剤を、実施形態のエチレンポリマーの重量に基づいて添加剤の総重量で10パーセント未満含んでいてもよい。
【0034】
製造したエチレンポリマーをさらに配合してもよい。幾つかのエチレンポリマー組成物では、さらに1以上の酸化防止剤をポリマーに配合し、配合ポリマーをペレット化してもよい。配合エチレンポリマーは任意の量の1以上の酸化防止剤を含んでいてもよい。例えば、配合エチレンポリマーは、百万部のポリマーあたり約200ないし約600部の1以上のフェノール系酸化防止剤を含んでいてもよい。さらに、配合エチレンポリマーは、百万部のポリマーあたり約800ないし約1200部の亜燐酸塩系酸化防止剤を含んでいてもよい。
【0035】
ポリエチレン系樹脂(A)は2以上の反応器を用いて製造することができ、その1つは少なくとも1つの反応領域をもつ逆混合反応器であり、第2の反応器は少なくとも2つの反応領域をもつ層流反応器である。2以上の反応領域をもち、エチレンの圧力が入口で1800バールないし3500バールの範囲である典型的な管状高圧処理で、製品を有利に作ることができる。第1反応領域の入口の温度が2000バールないし3000バールの範囲であると有利である。重合開始の温度は110℃ないし150℃であり、ピーク時の温度は約280℃ないし330℃である。反応を開始させるために、この分野では知られているように、パーオキシドの混合物を使用して所定の温度および圧力で所望の反応速度を達成する。フリーラジカルパーオキシド開始剤混合物の正確な組成物は、プラントの詳細、処理圧力、温度、滞留時間に基づいて当業者が決定することができる。本発明の組成物の製造には、過オクタン酸−t−ブチルと過酸化ジ−t−ブチルとの混合物を、容量基準で14対3の割合で反応器の第1領域で用いると有利である。同じ2つのパーオキシドを1対1の容量比で第2反応領域で用いることもできる。正確な量は、反応器の純度、反応器の特性、他の処理パラメータに依存し、当業者が各々の特定の設定について決定することができる。
【0036】
第2領域の再開始温度は約160℃ないし230℃であり、ピーク温度は約280℃ないし330℃である。メチルエチルケトンとプロピレンとの混合物を連鎖移動剤として用いて分子量を制御することができる。典型的な範囲は、望ましい複素粘度範囲に依存して、約10ないし5000容量ppmのメチルエチルケトンおよび約0.1容量%ないし5容量%のプロピレンでありうる。次に、加工溶媒および未反応のエチレンからポリマーを分離し、押出機によりパレット化し、さらなる加工を施すことなく用いる。
【0037】
添加剤および補助剤をエチレンポリマーの後成形に添加してもよい。好適な添加剤は、粘土、滑石、二酸化チタン、ゼオライト、粉末金属、特に銀および/または銀イオンをベースとする粉末金属を含む有機または無機の粒子、超吸収材料、炭素繊維、窒化珪素繊維、鋼のワイヤまたはメッシュ、ナイロンまたはポリエステルのコードを含む有機または無機の繊維、ナノサイズの粒子、粘土などのフィラー、粘着性付与剤、パラフィン系またはナフタレン系の油を含むエキステンダー油、実施形態の方法により作られるか作ることのできる他のポリマーを含むその他の天然および合成のポリマーを含む。
【0038】
高融点樹脂(B)
本発明のバイコンポーネント繊維は、典型的に本発明によるコア−シース型バイコンポーネント繊維のコア部分を形成する高融点樹脂(B)を含む。そのような高融点樹脂(B)は、上のポリエチレン系樹脂(A)よりも融点が少なくとも10℃高く、好ましくは少なくとも20℃高く、最も好ましくは少なくとも30℃高い熱可塑性樹脂である。
【0039】
好ましい高融点樹脂(B)は、プロピレン系ポリマーのようなポリオレフィン樹脂、ポリエチレンテレフタレート(PET)のようなポリエステル樹脂、ナイロンのようなポリアミド樹脂を含む。上の全ての樹脂のうち、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリナフタリンテレフタレート(PEN)のようなポリエステル樹脂が最も好ましい。
【0040】
上述したプロピレン系ポリマーのうち、プロピレンホモポリマーまたはプロピレンとα−オレフィン、たとえばエチレン、1−ブテン、1−ヘキセン、4−メチル−1−ペンテン、1−オクテンとのコポリマーが最も好ましい。上の全てのコポリマーのうち、特に好ましいのは、プロピレンとエチレンに由来する構造単位の含有率が0.1ないし5モル%である少量のエチレンとを含むプロピレン−エチレンランダムコポリマーである。この種のコポリマーの使用は、そのバイコンポーネント繊維の優れた紡糸性および生産性ならびに良好な柔らかさを有する不織布を与える。本明細書で使用する「良好な紡糸性」という用語は、紡糸口金からの押し出しの間および延伸の間に、ヤーンの切断もフィラメントの融着も起きないことを意味する。
【0041】
好ましくは上述したプロピレン系ポリマーは、紡糸性と強度とのバランスに特に優れた繊維を得る点で、メルトフローレート(MFR)(ASTM D1238に従って230℃、2.16kgの荷重で測定)が20ないし100g/10minの範囲である。
【0042】
好ましくは、上述したプロピレン系ポリマーの分子量分布(Mw/Mn)は、紡糸性に優れ、繊維の強度に特に優れたバイコンポーネント繊維を得る点から、ゲルパーミエーションクロマトグラフィー(GPC)で測定して、2.0ないし4.0の範囲、より好ましくはMw/Mnは2.0ないし3.0の範囲である。
【0043】
コアの成分は、好ましくは従来の溶融紡糸可能なポリエステル材料からなっていてもよい。繊維製造に好適な全ての公知の種類は、原理的にポリエステル材料とみなされるであろう。このようなポリエステルは、実質的に、芳香族ジカルボン酸および脂肪族ジオールから誘導される成分からなる。一般に用いられる芳香族ジカルボン酸成分は、ベンゾールジカルボン酸、特に、テレフタル酸およびイソフタル酸の二価の残基である。一般に用いられるジオールは2ないし4のC原子を有し、エチレングリコールが特に好適である。
【0044】
少なくとも85モル%がポリエチレンテレフタレートからなるポリエステル材料が特に有利である。この場合、残りの15モル%は、ジカルボン酸単位と、いわゆる変性剤として作用し、専門家に、特定の方法で製造される繊維の物理的性質や化学的性質にさらに影響を及ぼすことを可能にするグリコール単位とからなる。このようなジカルボン酸単位の例は、イソフタル酸または脂肪族ジカルボン酸、例えば、グルタル酸、アジピン酸、セバシン酸の残基である。変性作用のあるジオール残基の例は、長鎖ジオールの残基、例えばプロパンジオールまたはブタンジオールの残基、ジまたはトリエチレングリコールの残基、または少量で利用できる場合には分子量が500ないし2000g/molのポリグリコールの残基である。
【0045】
特に好ましいのは、少なくとも95モル%のポリエチレンテレフタレート、特に未変性ポリエチレンテレフタレートを含有するポリエステルである。このようなポリエステルは通常、25℃でジクロロ酢酸溶液で測定して、0.5ないし1.4(dl/g)の固有粘度数(IV)に等価な分子量を有する。
【0046】
添加剤
繊維のシース部を形成するポリエチレン系樹脂(A)および/または繊維のコア部を形成する高融点樹脂(B)を、状況に応じて着色剤、耐熱安定剤、潤滑剤、核形成剤、他のポリマーのような添加剤とブレンドしてもよい。
【0047】
本発明に適用可能な着色剤は、例えば、酸化チタンや炭酸カルシウムのような無機着色剤やフタロシアニンのような有機着色剤が含む。
【0048】
耐熱安定剤は、例えば、BHT(2,6−ジ−t−ブチル−4−メチルフェノール)のようなフェノール系安定剤を含む。
【0049】
潤滑剤は、例えば、オレインアミド、エルカアミド、ステアリンアミドを含む。本発明において、特に好ましくは0.1ないし0.5重量%の潤滑剤を、シース部を形成する樹脂(A)にブレンドする。上のようにして得られるバイコンポーネント繊維が、ラビングに対して向上した堅牢度を与えるからである。
【0050】
添加剤の別の群は、繊維のシース部を形成するポリエチレン系樹脂(A)と高融点樹脂(B)との接着性を促進させる接着促進剤である。好適な接着促進剤は、このような接着性を促進させるマレイン酸(MSA)または無水マレイン酸(MAH)である。典型的な添加量は0.05ないし3重量%である。最も好ましくは、接着促進剤は、バイコンポーネント繊維の紡糸中にポリエチレン系樹脂(A)に融液で添加される。
【0051】
好ましくは、ポリエチレン系樹脂(A)の高融点樹脂(B)に対する重量成分比は50/50ないし10/90の範囲であり、柔らかさとラビングに対する堅牢度とのバランスに優れた繊維を得る点で、好ましくは50/50ないし20/80の範囲、より好ましくは40/60ないし30/70の範囲である。
【0052】
ポリエチレン系樹脂(A)のバイコンポーネント繊維に対する割合が50を超えると、繊維強度が改善されていない部分が存在するであろう。一方、ポリエチレン系樹脂(A)のバイコンポーネント繊維に対する割合が10未満と低いと、得られる布の柔らかさと触感の両方に劣る部分が存在するかもしれない。
【0053】
本発明によるコア−シース型バイコンポーネント繊維の断面におけるシース部のコア部に対する面積比は一般的に、上述した重量成分比とほぼ同じで、50/50ないし10/90の範囲、好ましくは50/50ないし20/80の範囲、最が好ましくは40/60ないし30/70の範囲である。
【0054】
本発明によるコア−シース型バイコンポーネント繊維は、円形のコア部とドーナツ形のシース部とが繊維の同一断面上で同じ中心を有し、コア部がシース部に完全に被覆されている同心型のものでもよいし、コア部とシース部の中心が互いに異なっている偏心型のものでもよい。さらに、コア−シース型バイコンポーネント繊維は、コア部が繊維の表面に部分的に露出している偏心型でもよい。
【0055】
コア−シース型バイコンポーネント繊維の場合、好ましくは繊度が0.7ないし20dtexであり、柔らかさにより優れた繊維を得る点で、より好ましくは0.9ないし15dtexである。
【0056】
バイコンポーネント繊維の製造
本発明によるバイコンポーネント繊維の製造には適切な紡糸口金を有する先行技術の装置を用いてもよい。
【0057】
普通のコア−シース型バイコンポーネント繊維の他にコアが偏心位置を占めているコアとシースとの構成も本発明の一部である。これらのいわゆる偏心バイコンポーネント繊維はUS2005/0093197により詳細に記載されており、このような偏心バイコンポーネント設計に関して本明細書の一部を形成する。
【0058】
本発明によるバイコンポーネント繊維を形成するための紡糸速度は典型的には600ないし2,000メートル、好ましくは800ないし1,500m/minである。
【0059】
紡糸口金排出面の排出速度は紡糸速度および延伸比に一致するので最終的に製造される繊維はタイターが0.7ないし20dtex、好ましくは0.9ないし15dtexの範囲である。
【0060】
本発明によるバイコンポーネント繊維の製造に用いられる原材料は、押出機などの中で独立に溶融され、各々の溶融物は、望ましい構造、例えばコア−シースを形成する仕方で溶融物を押し出すように構成されたバイコンポーネント繊維紡糸ノズルをもつ紡糸口金から押し出され、その結果としてバイコンポーネント繊維が紡糸される。
【0061】
その後、紡糸されたバイコンポーネント繊維は冷却流体で冷却され、延伸エアによる引張力を受けて上述した所定の繊度が与えられる。
【0062】
スパンボンデッド不織布を製造するために、本発明にしたがって新たに紡糸されたバイコンポーネント繊維を収集ベルト上で収集してその上に所定の厚さに堆積し、その結果としてバイコンポーネント繊維のスパンボンデッド不織布を得ることができる。スパンボンデッドバイコンポーネント繊維不織布は、例えば、エンボスロールを用いたホットエンボス処理または公知のニードリング/ハイドロエンタングルメント法により、不織布にさらにエンタングリングを施すことによってさらにまとめることができる。
【0063】
ウェットレイド不織布、エアレイド不織布およびカード式不織布のような他の不織布を製造するために、新たに紡糸されたバイコンポーネント繊維をさらに処理することが必要である。
【0064】
紡糸後のバイコンポーネント繊維の処理
ウェットレイド不織布、エアレイド不織布およびカード式不織布のような不織布を製造するために、紡糸後にさらなる処理が必要である。
【0065】
本発明によるバイコンポーネント繊維は典型的には1.2ないし4.0の様々な比率で個別に延伸され、延伸率はほぼ0.1ずつ変化する、すなわち延伸率は1.2、1.3、1.4…4.0と変化する。得られる総延伸比は1.2ないし4.0である。
【0066】
バイコンポーネント繊維の延伸は、40ないし70℃の同じ温度または異なる温度、好ましくは55℃で行う。
【0067】
その後、延伸されたバイコンポーネント繊維を典型的にスタッファーボックス内でクリンプすることができる。
【0068】
スタッファーボックス内でのクリンプ後に、バイコンポーネント繊維に100℃までの加熱処理を、3ないし20分、最も好ましくは12ないし15分の保持時間で施す。
【0069】
クリンプ度は、上述したように偏心バイコンポーネント繊維を用いて改善することができる。
【0070】
典型的に、クリンプ度は、次式を用いて計算されるクリンプ収縮(K1)として表すことができる。
【0071】
K1=(非クリンプ長−クリンプ長)/非クリンプ長
[標準的な環境、20℃+/−2℃、60〜65%相対空気湿度]
クリンプ数は典型的に、クリンプ/cmとして示される。
【0072】
バイコンポーネント繊維は、テクスチャード加工されていてもいなくても、切断してステープル繊維にした後、処理して適切な製品にすることができる。典型的なステープル繊維長は0.2cmないし15cm、好ましくは0.2cmないし8cm、最も好ましくは0.3cmないし6cmである。
【0073】
ウェットレイド不織布に用いる場合、本発明によるバイコンポーネント繊維は典型的に、紡糸後にテクスチャード加工していない非テクスチャード加工扁平繊維である。好ましくはこのような扁平繊維は長さが0.2cmないし3cm、最も好ましくは0.3cmないし2.5cmである。
【0074】
エアレイド不織布に用いる場合、本発明によるバイコンポーネント繊維は典型的にテクスチャード加工された繊維である。好ましくはクリンプ収縮(K1)が3ないし7%であり、クリンプ数は3ないし6クリンプ/cmである。
【0075】
カード式不織布用に用いる場合、本発明によるバイコンポーネント繊維は典型的にテクスチャード加工された繊維である。好ましくはクリンプ収縮(K1)は8ないし15%であり、クリンプ数は5ないし8クリンプ/cmである。
【0076】
その後、バイコンポーネント繊維をさらに処理して適切な製品、特に、繊維製品、好ましくは衛生用品、衛生織物、衛生不織布、おむつ、タオルまたは裏地などだけでなく、綿棒の脱脂綿などにする。
【0077】
偏心コア−シース設計を選択した結果として、このようなバイコンポーネント繊維は、別の処理の間に、約100℃を超える温度での加熱処理によって開始されうる、追加の潜在クリンプを示す。
【0078】
バイコンポーネント繊維の不織布
本発明のさらに別の主題は上述したバイコンポーネント繊維を含む不織布である。
【0079】
繊維の表面の少なくとも一部を長手方向に連続的に形成するポリエチレン系樹脂(A)の性質によって、ポリエチレン系樹脂(A)は、コモノマー分布定数が約45よりも大きく、再結晶温度が85℃ないし110℃であり、0.1rad/secでのタンデルタ値が約15ないし50であり、0.1rad/secでの複素粘度が1400Pa・sec以下であることによって特徴づけられ、不織布の処理がかなり改善される。
【0080】
特定のポリエチレン系樹脂(A)は、不織布を形成し、後に熱接着する際に処理温度を可能にする。120℃未満というポリエチレン系樹脂(A)の低い融点により、低い接着温度および低いエネルギー使用を要する。さらに、速いライン速度が可能であり、低い製造コストをもたらす。低い融点にも拘らず、繊維紡糸中に処理上の重要な問題は生じない。これらのおよび他の利点は、本発明によるバイコンポーネント繊維を、非常に熱に弱いセルロース系繊維と組み合わせて不織布に用いる場合に生じる。処理/熱接着温度を少しの低下でさえ、大量なので、かなりの商業的な利益になりうる。加えて、潜在的な火災の危険性も低下する。さらに、本発明によるバイコンポーネント繊維とブレンドされる他の材料の潜在的な熱損傷を低下させるかさらに避けることができる。
【0081】
好ましい不織布は(i)ウェットレイド不織布、(ii)エアレイド不織布および(iii)カード式不織布である。
【0082】
本発明による不織布は他の繊維材料とブレンドすることができる。
【0083】
好ましくは、本発明による不織布は、坪量が10ないし500g/m2である。上述した坪量は、後の使用に依存する。
【0084】
好ましくは、本発明による不織布は、テクスチャード加工されるかまたはされておらず、ステープル繊維に切断されたバイコンポーネント繊維を含み、好ましくはステープル繊維長が0.2cmないし15cm、より好ましくは0.2cmないし8cm、最も好ましくは0.3cmないし6cmである。
【0085】
好ましくは、本発明による不織布はウェットレイド不織布であり、典型的に本発明によるバイコンポーネント繊維を含み、前記バイコンポーネント繊維はテクスチャード加工されていない扁平繊維であり、好ましくは長さが0.2cmないし3cm、最も好ましくは0.3cmないし2.5cmである。
【0086】
好ましくは、本発明による不織布は、典型的に本発明によるバイコンポーネント繊維を含むエアレイド不織布であり、前記バイコンポーネント繊維はテクスチャード加工され、好ましくはクリンプ収縮(K1)が3ないし7%であり、クリンプ数が3ないし6クリンプ/cmであり、好ましくは繊維長が0.2cmないし3cm、最も好ましくは0.3cmないし2.5cmである。
【0087】
好ましくは、本発明による不織布は、典型的に本発明によるバイコンポーネント繊維を含むカード式不織布であり、前記バイコンポーネント繊維はテクスチャード加工され、好ましくはクリンプ収縮(K1)が8ないし15%であり、クリンプ数が5ないし8クリンプ/cmであり、好ましくは繊維長が2cmないし15cm、最も好ましくは3cmないし8cmである。
【0088】
さらに、本発明による不織布は、連続フィラメントまたは非連続繊維を含むスパンボンデッド不織布でもよく、両方のバイコンポーネント型ともポリエチレン系樹脂(A)および高融点樹脂(B)で構成される。
【0089】
本発明による不織布は現在の技術を用いて形成することができる。
【0090】
本発明による不織布は、用途に応じて、他の繊維材料および/または粒子材料とブレンドすることができる。
【0091】
工業用途の場合、本発明による不織布は、リサイクル材料でもよい有機および/または無機の繊維材料のような他の繊維材料を含んでいる。
【0092】
有機繊維材料という用語は、有機ポリマー樹脂に加えて天然繊維材料も含む。有機ポリマー樹脂には全ての溶融紡糸可能な材料を用いることができる。溶融紡糸可能な有機ポリマーとしては、例えば、ポリエチレンおよび/またはポリプロピレンのようなポリオレフィン、例えば、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリナフタリンテレフタレート(PEN)、ポリトリメチレンテレフタレート(PTT)のようなポリエステル、例えば、ナイロンのようなポリアミドが特に好ましい。
【0093】
工業用途の場合、本発明による不織布は、無機粒子材料のような粒子材料、特に研磨材料を含んでいる。
【0094】
無機繊維材料という用語は、とりわけガラスおよび/または鉱物をベースとするもの、特にリサイクル材料を含む。
【0095】
工業用途は、フィルターメディアおよび電池セパレーターである。
【0096】
織物の用途、特に衛生用品および/または生理用品の場合、本発明による不織布は他の繊維材料を含んでいる。好ましい繊維材料は、パルプ、セルロース、綿、ポリエチレンまたはポリプロピレンをベースとする、特にリサイクル材料をベースとするホモポリマーおよびコポリマーである。
【0097】
その後、本発明による不織布を処理して適切な製品にするか、または処理してこれらの製品の集積部品にする。特に、繊維製品、好ましくは衛生用品、衛生編織布、衛生不織布、使い捨ておむつ、生理用ナプキン、おむつ、タオル、裏地などだけでなく、綿棒の綿などにする。
【0098】
幾つかの織物用途の場合、本発明による不織布は、他の繊維材料に加えて、とりわけ使い捨ておむつに用いられる超吸収材料のような粒子材料を含んでもよい。
【0099】
本発明による不織布は、他のカバー層または表面層と組み合わせてより柔らかい触感にすることができる。好適なカバー層または表面層は、直径が1ないし10μmの繊維で形成されているメルトブロー不織布である。
【図面の簡単な説明】
【0100】
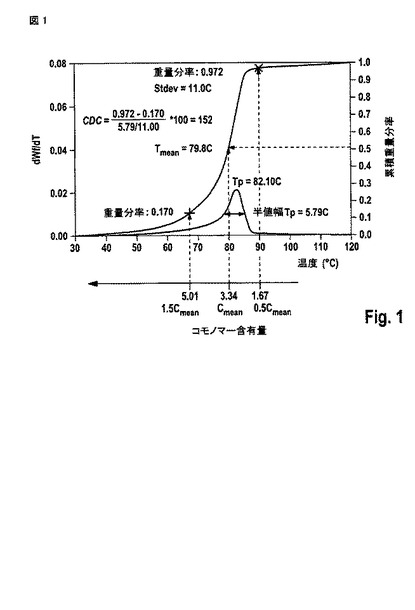
【図1】図1は、コモノマー分布プロファイルの例を示す。
【0101】
試験方法
密度
密度を測定するための試料をASTM D 1928に従って準備した。ASTM D 792、方法Bを用いた1時間の試料加圧の間に測定を行った。
【0102】
メルトインデックス
メルトインデックス、すなわちI2を、ASTM D 1238に従って190℃/2.16kgの条件で測定し、10分あたりに溶出したグラムで記録した。I10を、ASTM D 1238に従って190℃/10kgの条件で測定し、10分あたりに溶出したグラムで記録した。
【0103】
DSC結晶化度
示差走査熱分析(DSC)を用いてポリマーの融解および結晶化の挙動を広範囲の温度に亘って測定することができる。例えば、RCS(冷凍冷却装置)とオートサンプラーとを備えたTA Instruments Q1000DSCを用いてこの分析を行う。試験の間中、50ml/minの窒素パージガス流を用いる。各試料を約175℃で溶融加圧して薄膜にする。その後、溶融試料を空冷して室温にする(〜25℃)。冷却したポリマーから3ないし10mgで6mm径の試料を取り出して、計量し、アルミニウム製の軽量な皿(およそ50mg)に載せ、クリンプして閉める。その後、分析を行い、熱特性を測定する。試料の温度を上げ下げして熱流対温度のプロファイルを作成し、試料の熱的挙動を測定する。最初に、試料を180℃に急速に加熱し、3分間等温に維持して、熱履歴を取り除いく。次に、試料を10℃/minの冷却速度で−40℃に冷却し、−40℃で3分間等温に維持する。次に、試料を10℃/minの加熱速度で加熱して試料を150℃にする(これは「第2加熱」傾斜である)。冷却曲線および第2加熱曲線を記録する。ベースラインの終点を結晶化の始まりから−20℃までに設定して冷却曲線を分析する。ベースラインの終点を−20℃から溶融の終了までに設定して加熱曲線を分析する。求めた値は、ピーク融解温度(Tm)、ピーク再結晶化温度(Tp)、融解熱(Hf)(ジュール/グラム)、および式2を用いたポリエチレン試料の計算結晶化度%である。
【0104】
結晶化度%=((Hf)/(292 J/g))×100 (式2)
融解熱(Hf)およびピーク融解温度は第2加熱曲線から記録する。ピーク再結晶化温度を冷却曲線からTpと決定する。
【0105】
動的機械的分光分析法(DMS)周波数掃引
窒素パージ下で、25mmの平行板を備えたTA Instruments ARESレオメーターを用いて恒温周波数掃引を行い、融液レオロジーを調べた。2.0mmのギャップ、10%の一定歪みで、全ての試料について190℃で周波数掃引を行った。周波数間隔は0.1ないし100radian/secであった。振幅と位相の観点から応力応答を分析して、それから貯蔵弾性係数(G’)、損失弾性係数(G”)、動的融解粘度(η*)を計算した。
【0106】
CEF法
結晶化溶出分画(CEF)(スペインのPolymerChar)(B. Monrabal et al, Macromol. Symp. 257, 71-79 (2007))によりコモノマー分布分析を行った。600ppmの酸化防止剤ブチルヒドロキシトルエン(BHT)を含むオルトジクロロベンゼン(ODCB)を溶媒として用いた。オートサンプラーを用いて(特に断りのない限り)4mg/mlでシェーキングしながら160℃で2時間試料調製を行った。注入容量は300μlである。
【0107】
CEFの温度プロファイルは次の通りである:3℃/minで110℃から30℃まで結晶化、30℃で5分間熱平衡、3℃/minで30℃から140℃まで溶出。結晶化中の流量は0.052ml/minである。溶出中の流量は0.50ml/minである。1つのデータポイント/秒でデータを収集した。
【0108】
CEFカラムは、ダウケミカル社により、1/8インチのステンレス管を用いて125um±6%のガラスビーズ(MO-SCI Specialty Products)で充填されている。ダウケミカル社からの要求でMO-SCI Specialtyによりガラスビーズは酸洗浄されている。カラム容量は206mlである。ODCB中のNIST標準物質線状ポリエチレン1475a(1.0mg/ml)とエイコサン(2mg/ml)の混合物を用いてカラム温度較正を行う。NIST線状ポリエチレン1457aは101.0℃にピーク温度をもち、エイコサンが30.0℃にピーク温度になるように溶出加熱速度を調整することによって温度を較正した。NIST線状ポリエチレン1475a(1.0mg/ml)とヘキサコンタン(Fluka、purum、≧97.0%、1mg/ml)との混合物を用いてCEFカラム分解能を計算する。ヘキサコンタンとNIST線状ポリエチレン1475aとのベースライン分離が達成された。ヘキサコンタンの面積(35.0ないし67.0℃)対NIST1475aの面積67.0ないし110.0℃は50対50であり、35.0℃未満の可溶分画の量は<1.8重量%である。CEFカラム分解能は次のように定義される。
【数1】

【0109】
カラム分解能は6.0である。
【0110】
CDC法
【数2】
【0111】
CEFによってコモノマー分布プロファイルからコモノマー分布定数(CDC)を求める。CDCは、コモノマー分布指数をコモノマー分布形状係数で割って100を掛けたものと定義される(式1)。
【数3】
【0112】
コモノマー分布指数は、35.0から119.0℃までの、0.5のメジアンコモノマー含有率から1.5のCmedianの範囲のコモノマー含有率をもつポリマー鎖の総重量分率を表す。コモノマー分布形状係数は、コモノマー分布プロファイルの半値幅を、ピーク温度(Tp)からのコモノマー分布プロファイルの標準偏差で割った比と定義される。
【数4】
【0113】
CDCは次のステップにより計算される。
【0114】
式2に従ってCEFから0.200℃の温度ステップで35.0℃から119.0℃までの各温度(T)(WT(T))での重量分率を得る。
【0115】
0.500の累積重量分率で平均温度(Tmean)を計算する(式3)。
【0116】
コモノマー含有率較正曲線を用いることによりメジアン温度(Tmedian)における対応するメジアンコモノマー含有率(Cmedian)をモル%で計算する(式4)。
【0117】
(3i)既知量のコモノマー含有率をもつ一連のリファレンス材料を用いてコモノマー含有率較正曲線を作成する。狭いコモノマー分布(35.0から119.0℃までのCEFにおいてモノモーダルコモノマー分布)をもち、0.0モル%ないし7.0モル%の範囲のコモノマー含有率で35,000ないし115,000の平均重量Mw(従来のGPCによる)をもつ、11種類のリファレンス材料を、CEFの実験項において特定した同じ実験条件でCEFにより分析する。
【数5】
【0118】
(3ii)各リファレンス材料のピーク温度(Tp)とそのコモノマー含有率を用いてコモノマー含有率較正を計算する。較正は、R2が相関定数である。
【0119】
コモノマー分布指数は、0.5★Cmedianから1.5★Cmedianの範囲のコモノマー含有率を伴う総重量分率である。Tmedianが98.0℃よりも高い場合、コモノマー分布指数は0.95と定義される。
【0120】
35.0℃から119.0℃までの最高ピークに対する各データ点を探すことによりCEFコモノマー分布特性から最大ピークの高さを得る(2つのピークが同一である場合、低い温度ピークを選択する)。半値幅は、最大ピークの高さの半分における前方の温度と後方の温度との間の温度差と定義される。最大ピークの半分における前方の温度を35.0℃から前方に探し、一方で最大ピークの半分における後方の温度を119.0℃から後方に探す。ピーク温度の差が各ピークの半値幅の合計の1.1倍以上である、明確に定義されたバイモーダル分布の場合には、ポリマーの半値幅は各ピークの半値幅の算術平均として計算される。
【0121】
温度の標準偏差(Stdev)は式5に従って計算される。
【0122】
図1にコモノマー分布プロファイルの例を示す。
【0123】
CEFから、ピーク温度、半値幅およびメジアン温度を得るための概略図。
【0124】
イータとしても知られている複素粘度(動的溶融粘度を使用)
DMSの項に概説したように、0.1Radians/secから100Radians/secまでのDMS測定から動的溶融粘度を計算した。
【0125】
タンデルタ
次のようにしてG’とG”とからタンデルタを計算した。
【0126】
Tan δ=G”/G’
例
以下に示す例および比較例を参照して本発明をさらに詳しく説明する。
【表1】
【0127】
一般にこの用途については、一連の性能属性が必要である。第1に、樹脂は溶融状態で繊維を経済的に実行可能な速度で形成することができなければならない。
【0128】
第2に、樹脂はコア繊維上で良好な接着を形成するのに十分良好でなければならない。
【0129】
第3に、樹脂は良好なエアレイドプロセスならびにセルロースのような他の基材とのサーマルエアボンディングに対して十分低い融点を有していなければならない。
【0130】
Tpが高すぎると、エアレイドプロセスが危うくなり、サーマルエアボンディング特性も劣る。Tpが低すぎると、繊維の粘着性が問題になる。実際のところ、比較的狭い融点範囲が理想的である。
【0131】
表1における本発明の例を次の特定の反応パラメータを用いて製造した。
【0132】
二領域管状高圧フリーラジカル重合反応器において、全てのエチレンを2470バールの圧力で第1領域に供給する。(重量で)14.1%の過オクタン酸−t−ブチルと(重量で)2.8%の過酸化ジ−t−ブチルの混合物を、このような混合物に典型的に用いられる不活性溶媒に溶解して反応器の第1領域に供給する。第1領域の開始温度は136℃であり、第1領域のピーク温度は310℃である。また、第1領域に、1280容量ppmのメチルエチルケトンと2.1容量ppmのプロピレンとを不活性溶媒に溶解した混合物を加える。第2領域に、(体積で)7%の過オクタン酸−t−ブチルと(体積で)7%の過酸化ジ−t−ブチルの混合物を、不活性溶媒に溶解して供給する。第2領域への連鎖移動添加は行わない。第2反応領域への入口温度は194℃であり、第2領域のピーク温度は317℃である。反応器の出口におけるエチレンの全変換率は反応領域1の開始時に供給した全エチレンを基準にして28.7%である。その後、ポリマーを液化させて未反応エチレン、不活性溶媒、その他の不純物を除去した後、ペレット化する。ペレットをさらなる変性なしにそのまま用いる。
【0133】
この材料は、本発明によるバイコンポーネント繊維に用いられるポリエチレン系樹脂(A)を形成する。このような樹脂(A)は最も重要なので、このような樹脂(A)だけから製造された繊維の形態でその特性を調べた。
【0134】
比較例1は、ダウケミカル社からLDPE PT7009として市販されている低密度ポリエチレン樹脂である。
【0135】
比較例2は、ダウケミカル社からASPUNTM6934樹脂として市販されている、チーグラーナッタ系の高密度ポリエチレン(HDPE)である。
【0136】
比較例3は、ダウケミカル社からDOWLEXTM2045樹脂として市販されているチーグラーナッタ線状低密度ポリエチレン樹脂(LLDPE)である。
【0137】
比較例4は、ダウケミカル社からATTANETM4606樹脂として市販されているチーグラーナッタ超低密度線状低密度ポリエチレン樹脂(ULLDPE)である。
【0138】
比較例1,2および本発明の例だけが満足に繊維にできることがわかった。比較例2は、その高い再結晶化温度のために繊維形成に関しては良好であったが、望ましい低温では繊維によく接着しなかった。この比較例の十分な接着は、高温でのみなすことができた。
【0139】
比較例3および4は、イータ0.1およびイータ100の値が高速の経済的な繊維形成には高すぎるので、繊維形成において十分でなかった。
【0140】
比較例1は、繊維形成、エアレイドプロセスならびに加熱エアボンディングの点では満足いくが、テクスチャード加工では本発明の例より劣っていた。基材繊維にはよく接着しないことが観察された。驚くべきことに、基材繊維への良好な接着はG”とG’との比率(タンデルタ)が所定の範囲になければならないひつようがあることがわかった。タンデルタが低すぎると、比較例1のように、シース樹脂は弾性がありすぎて良好な接着性が得られない。タンデルタが高すぎると、シース樹脂は基材繊維に良好に接着するのに十分な弾性がない。シース樹脂と基材繊維との良好な接着がないと、十分なテクスチャリングが得られない。
【0141】
また樹脂は、CDC値が45より低いと、所定のピーク再結晶化温度で繊維への粘着が起こることがわかった。
【発明の概要】
【0001】
本発明は、新規なバイコンポーネント繊維、前記新規なバイコンポーネント繊維を含む不織布、およびそれから作られる衛生用品に関する。本発明による新規なバイコンポーネント繊維を含む不織布は、柔らかさに優れているだけでなく、強度が高く、スループットが高く必要とするエネルギーがより低いため低コストで市販量で生産することができる。
【0002】
不織布、たとえばスパンボンデッド不織布およびカーディング、メルトブローイングまたはエアレイドの技術を用いて製造された不織布が、近年、多種多様な用途に、それから作られる衛生用品にも用いられている。
【0003】
樹脂繊維がポリエチレンで形成されているポリエチレン不織布は柔らかさと良好な感触で知られている(EP−A−0,154,197)。しかし、ポリエチレン繊維は、紡糸するのが難しく、それゆえ布の良好な柔らかさを得るために要求されるファインデニールをもたせるのが困難である。ポリエチレン繊維で形成される不織布は、カレンダーロールによる加熱/加圧処理を受けると容易に溶融し、さらに悪いことに、繊維の強度が低いのでそれ自体ロールの周りに容易に巻きつく。上記の問題に対して対策がとられ、その中では処理温度を下げるが、その場合には熱接着が不十分になりがちであり、ラビングに対して十分な強度および耐久度をもつ不織布を得ることができないという別の問題をもたらす。実際、ポリエチレン不織布はポリプロピレン不織布よりも強度に劣っている。
【0004】
上述した問題を解消するために、ポリプロピレン、ポリエステルなどの樹脂をコアとして、ポリエチレンをシースとして使用するコア−シース型バイコンポーネント繊維を利用する技術が提案されている(日本国特許公開公報2−182960号および日本国特許公開公報5−263353号)。
【0005】
しかし、上述したような、コア−シース型バイコンポーネント繊維で形成された不織布は、衛生材料として使用するのに適切な柔らかさと強度の両方をもつわけではない。具体的には、シースの成分としてポリエチレンの量を増やすと、不織布の柔らかさは増すが、強度が不十分になり、その結果として処理中に破断しやすい。一方、コアの成分を増やすと、不織布は十分な強度をもつようになるが、柔らかさに劣り、衛生用品の材料としての質が低下する。このように上記の性能の両方が満足のいく水準にある不織布を得ることは難しかった。
【0006】
コア−シース型バイコンポーネント繊維製の多くは、ポリエチレンのシースとポリエステルまたはポリプロピレンのコアとを含む。このような用途に典型的に用いられている現状のポリエチレンは再結晶温度が一般に110℃より高い。
【0007】
前述した問題の第1の解決策はEP−A−1,057,916に開示されており、これはコンジュゲート繊維からなる使い捨ての衛生用品のためのスパンボンデッドを記載している。高融点コアと低融点シース材料とを有するこのようなコンジュゲート繊維はサイド・バイ・サイド型のものでありうる。提案されている低融点材料は、120ないし135℃の範囲に第1の高融点および90ないし125℃の範囲に第2の低融点を有するポリエチレン系樹脂であり、第2の低融点材料の融点は第1の高融点より少なくとも5℃低い。このような低融点ポリエチレン系樹脂は製造がかなり複雑であり、繊維紡糸の間および不織布、特にカーディング、メルトブローイングまたはエアレイドの技術を用いて製造される不織布の製造におけるこのようなコンジュゲート繊維の後の使用の間に問題を起こす。
【0008】
しかし、ポリエチレンの融点を低下させて低い接合温度と低いエネルギー使用による、より速いラインスピードを可能にすることは依然として望ましいであろう。一方、ポリエチレンの融点を低下させることは、繊維紡糸の間の重要な処理問題に関連する。バインダー繊維に用いるための広範な適用性のために、このような繊維は以下の特性を有していることが望ましい:紡糸処理中にスモーク、繊維破断および繊維粘着がともに最少化されるような優れた紡糸性能;また、繊維はテクスチャード加工される能力を可能にする低COFを有する必要がある;良好な繊維引張特性;容易に切断される能力;エアレイド処理に使用される能力および繊維が粘着性になることなく最低温度で熱エア結合プロセスを用いて接着される能力である。加えて、バイコンポーネント繊維の外層は内部コア(基材)ならびに他の繊維製品に対する良好な接着性を有することが望ましい。
【0009】
したがって、本発明の目的は、前述した問題を解決すること、特に優れた柔らかさおよび触感ならびに十分な強度を与え、現存の工業設備で低コストで製造できるバイコンポーネント繊維を与えることである。
【0010】
本発明の主題は、ポリエチレン系樹脂(A)と、その融点が上記ポリエチレン系樹脂(A)のそれより少なくとも10℃高い高融点樹脂(B)とからなるバイコンポーネント繊維を対象とし、前記ポリエチレン系樹脂(A)の前記高融点樹脂(B)に対する重量成分比が50/50ないし10/90の範囲であり、前記ポリエチレン系樹脂(A)が前記繊維の表面の少なくとも一部を長手方向に連続的に形成しており、前記ポリエチレン系樹脂(A)は、コモノマー分布定数が約45よりも大きく、再結晶温度が85℃ないし110℃であり、0.1rad/secでのタンデルタ値が約15ないし50であり、0.1rad/secでの複素粘度が1400Pa・sec以下であることを特徴とする。
【0011】
本発明のさらなる主題は、上述したバイコンポーネント繊維を含む不織布である。好ましくは、このような不織布は、本発明のバイコンポーネント繊維を、テクスチャード加工したクリンプ繊維および/またはテクスチャード加工していない扁平繊維として含む。さらに、このような不織布は、前述したバイコンポーネント繊維を、ステープル繊維および/または連続フィラメント繊維として含む。
【0012】
好ましい不織布は、(i)ウェットレイド不織布、(ii)エアレイド不織布、(iii)カード式不織布である。
【0013】
本発明のさらに別の主題は本発明による不織布を含む衛生用品である。
【0014】
定義
使用される「組成物」という用語は、組成物を構成する材料の混合物、ならびに組成物の材料から生成される反応性生物および分解性生物を含む。
【0015】
使用される「ブレンド」または「ポリマーブレンド」という用語は、2種以上のポリマーの均質な物理的な混合物(すなわち、反応なし)を意味する。ブレンドは、混和性(分子レベルで相分離しない)であってもなくてもよい。ブレンドは、相分離してもしなくてもよい。ブレンドは、透過電子分光分析法、光散乱、X線散乱、この分野で公知のその他の方法により測定されるように、1以上のドメインコンフィギュレーションを含んでいてもいなくてもよい。ブレンドは、2種以上のポリマーを、マクロレベル(例えば、樹脂を溶融ブレンドもしくは配合する)またはミクロレベル(例えば、同じ反応器内で同時に生成する)で物理的に混合することによってもたらされるであろう。
【0016】
「長鎖分枝ポリマー」という用語は、ポリマーのポリマー主鎖が、典型的に用いられるコモノマーよりも長い(例えば6または8の炭素原子よりも長い)分枝を含有するポリマーを表す。長鎖分枝ポリマーは典型的に、100炭素原子あたり0.2より多い長鎖分枝を含有する。
【0017】
「線状」という用語は、ポリマーのポリマー主鎖が測定可能なまたは明らかな長鎖分枝を有していない、例えば炭素原子1000個あたり平均で0.001未満の長鎖分枝で置換されるであろうポリマーを表す。
【0018】
「ポリマー」という用語は、同じ種類であろうと異なる種類であろうと、モノマーを重合することによって調製されるポリマー化合物を表す。したがって、包括的な用語であるポリマーは、通常1種のモノマーだけから調製されるポリマーを表すのに用いられる「ホモポリマー」という用語、および定義される「インターポリマー」という用語を含む。
【0019】
「インターポリマー」という用語は、少なくとも2つの種類の異なるモノマーの重合によって調製されるポリマーを表す。包括的な用語であるインターポリマーは、通常2つの異なるモノマーから調整されるポリマーを表すために用いられるコポリマー、および2より多い異なる種類のモノマーから調製されるポリマーを含む。
【0020】
「エチレン系ポリマー」という用語は、(重合可能なモノマーの総量に基づいて)50モルパーセントより多い重合したエチレンモノマーを含有し、任意に、少なくとも1つのコモノマーを含んでいてもよいポリマーを表す。
【0021】
バイコンポーネント繊維
本発明のバイコンポーネント繊維は、どのような形状のものであってもよく、特定の形状に限定されない。しかし、好ましいのは、コア−シース型バイコンポーネント繊維およびサイド・バイ・サイド型バイコンポーネント繊維である。
【0022】
ポリエチレン系樹脂(A)
本発明のバイコンポーネント繊維は、コモノマー分布定数が約45よりも大きく、再結晶温度が85℃ないし110℃であり、0.1rad/secでのタンデルタ値が約15ないし50であり、0.1rad/secでの複素粘度が1400Pa・sec以下であるポリエチレン系樹脂(A)を含有する。
【0023】
エチレン系ポリマー樹脂組成物はさらに、単一示差走査熱分析(DSC)融解ピークが85℃ないし110℃の温度範囲内である場合に特徴づけることができる。
【0024】
エチレン系樹脂組成物はさらに、コモノマー分布定数が約45より大きく、より好ましくは50より大きく、最も好ましくは55より大きく、最高で400であり、最も好ましくは最高で100である場合に特徴づけることができる。特に、好ましいエチレン系樹脂組成物は、コモノマー分布定数が45ないし400の範囲であり、最も好ましくは50ないし100の範囲であり、最も好ましくは55ないし100の範囲である。
【0025】
エチレン系ポリマー組成物は、好ましくはパーオキシド系フリーラジカル開始剤を用いるフリーラジカル重合プロセスを利用した高圧反応器内で製造される。好ましいポリエチレン樹脂は、メルトインデックス(ASTM D 1238に従って190℃/2.16kgの条件で測定)が5ないし25g/10min、より好ましくは5ないし20の範囲である。
【0026】
好ましいエチレン樹脂は、密度が0.910ないし0.930g/cm3、より好ましくは0.915ないし0.925の範囲である。
【0027】
エチレン系ポリマー組成物は、ピーク再結晶温度が85℃ないし110℃、好ましくは90ないし100℃の範囲である場合にも特徴づけることができる。
【0028】
エチレン系ポリマー組成物は、約0.2より多い長鎖分枝/1000炭素、好ましくは約0.2ないし約3の長鎖分枝/1000炭素を有することによっても特徴づけられる。
【0029】
エチレン系ポリマー組成物は、複素粘度が0.1rad/secで1400Pa・sec以下、好ましくは100rad/secで500Pa・sec以下である場合にも特徴づけられる。最も好ましくは、本発明の樹脂は、複素粘度が0.1rad/secで500ないし1200の範囲、100rad/secで150ないし450Pa・secの範囲であろう。
【0030】
好ましいエチレン系ポリマー組成物は、0.1rad/secでのタンデルタ値が約15ないし50、好ましくは15ないし40である場合にも特徴づけられる。
【0031】
ポリエチレン系樹脂(A)を製造するための幾つかのプロセスでは、本発明のエチレン系ポリマーは可塑剤のような処理助剤を含有していてもよい。これらの助剤は、ジオクチルフタレートおよびジイソブチルフタレートのようなフタレート、ラノリンのような天然油、石油精製から得られるパラフィン油やナフテン油および芳香油、ロジンおよび石油原料からの液状樹脂を含むが、これらに限定されるわけではない。処理助剤として有益な油の典型的な種類には、KAYDOL油(Chemtura Corp.; Middlebury, Conn.)およびSHELLFLEX371ナフテン油(Shell Lubricants; Houston, Tex.)のような白色鉱油を含む。別の好適な油はTUFFLO油(Lyondell Lubricants; Houston, Tex.)である。
【0032】
幾つかのプロセスでは、エチレンポリマーを、1種以上の安定剤、例えば、IRGANOX 1010およびIRGAFOS 168(Ciba Specialty Chemicals; Glattbrugg, Switzerland)のような酸化防止剤で処理する。
【0033】
一般に、押出または他の溶融処理の前に、ポリマーを1種以上の安定剤で処理する。他の実施形態の処理では、他のポリマー添加剤は、紫外線吸収剤、静電防止剤、顔料、染料、核形成剤、フィラー、スリップ剤、難燃剤、可塑剤、処理助剤、潤滑剤、安定剤、煤煙抑制剤、粘度調整剤、表面変性剤および粘着防止剤を含むが、これらに限定されるわけではない。エチレンポリマー組成物は、例えば、1種以上の添加剤を、実施形態のエチレンポリマーの重量に基づいて添加剤の総重量で10パーセント未満含んでいてもよい。
【0034】
製造したエチレンポリマーをさらに配合してもよい。幾つかのエチレンポリマー組成物では、さらに1以上の酸化防止剤をポリマーに配合し、配合ポリマーをペレット化してもよい。配合エチレンポリマーは任意の量の1以上の酸化防止剤を含んでいてもよい。例えば、配合エチレンポリマーは、百万部のポリマーあたり約200ないし約600部の1以上のフェノール系酸化防止剤を含んでいてもよい。さらに、配合エチレンポリマーは、百万部のポリマーあたり約800ないし約1200部の亜燐酸塩系酸化防止剤を含んでいてもよい。
【0035】
ポリエチレン系樹脂(A)は2以上の反応器を用いて製造することができ、その1つは少なくとも1つの反応領域をもつ逆混合反応器であり、第2の反応器は少なくとも2つの反応領域をもつ層流反応器である。2以上の反応領域をもち、エチレンの圧力が入口で1800バールないし3500バールの範囲である典型的な管状高圧処理で、製品を有利に作ることができる。第1反応領域の入口の温度が2000バールないし3000バールの範囲であると有利である。重合開始の温度は110℃ないし150℃であり、ピーク時の温度は約280℃ないし330℃である。反応を開始させるために、この分野では知られているように、パーオキシドの混合物を使用して所定の温度および圧力で所望の反応速度を達成する。フリーラジカルパーオキシド開始剤混合物の正確な組成物は、プラントの詳細、処理圧力、温度、滞留時間に基づいて当業者が決定することができる。本発明の組成物の製造には、過オクタン酸−t−ブチルと過酸化ジ−t−ブチルとの混合物を、容量基準で14対3の割合で反応器の第1領域で用いると有利である。同じ2つのパーオキシドを1対1の容量比で第2反応領域で用いることもできる。正確な量は、反応器の純度、反応器の特性、他の処理パラメータに依存し、当業者が各々の特定の設定について決定することができる。
【0036】
第2領域の再開始温度は約160℃ないし230℃であり、ピーク温度は約280℃ないし330℃である。メチルエチルケトンとプロピレンとの混合物を連鎖移動剤として用いて分子量を制御することができる。典型的な範囲は、望ましい複素粘度範囲に依存して、約10ないし5000容量ppmのメチルエチルケトンおよび約0.1容量%ないし5容量%のプロピレンでありうる。次に、加工溶媒および未反応のエチレンからポリマーを分離し、押出機によりパレット化し、さらなる加工を施すことなく用いる。
【0037】
添加剤および補助剤をエチレンポリマーの後成形に添加してもよい。好適な添加剤は、粘土、滑石、二酸化チタン、ゼオライト、粉末金属、特に銀および/または銀イオンをベースとする粉末金属を含む有機または無機の粒子、超吸収材料、炭素繊維、窒化珪素繊維、鋼のワイヤまたはメッシュ、ナイロンまたはポリエステルのコードを含む有機または無機の繊維、ナノサイズの粒子、粘土などのフィラー、粘着性付与剤、パラフィン系またはナフタレン系の油を含むエキステンダー油、実施形態の方法により作られるか作ることのできる他のポリマーを含むその他の天然および合成のポリマーを含む。
【0038】
高融点樹脂(B)
本発明のバイコンポーネント繊維は、典型的に本発明によるコア−シース型バイコンポーネント繊維のコア部分を形成する高融点樹脂(B)を含む。そのような高融点樹脂(B)は、上のポリエチレン系樹脂(A)よりも融点が少なくとも10℃高く、好ましくは少なくとも20℃高く、最も好ましくは少なくとも30℃高い熱可塑性樹脂である。
【0039】
好ましい高融点樹脂(B)は、プロピレン系ポリマーのようなポリオレフィン樹脂、ポリエチレンテレフタレート(PET)のようなポリエステル樹脂、ナイロンのようなポリアミド樹脂を含む。上の全ての樹脂のうち、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリナフタリンテレフタレート(PEN)のようなポリエステル樹脂が最も好ましい。
【0040】
上述したプロピレン系ポリマーのうち、プロピレンホモポリマーまたはプロピレンとα−オレフィン、たとえばエチレン、1−ブテン、1−ヘキセン、4−メチル−1−ペンテン、1−オクテンとのコポリマーが最も好ましい。上の全てのコポリマーのうち、特に好ましいのは、プロピレンとエチレンに由来する構造単位の含有率が0.1ないし5モル%である少量のエチレンとを含むプロピレン−エチレンランダムコポリマーである。この種のコポリマーの使用は、そのバイコンポーネント繊維の優れた紡糸性および生産性ならびに良好な柔らかさを有する不織布を与える。本明細書で使用する「良好な紡糸性」という用語は、紡糸口金からの押し出しの間および延伸の間に、ヤーンの切断もフィラメントの融着も起きないことを意味する。
【0041】
好ましくは上述したプロピレン系ポリマーは、紡糸性と強度とのバランスに特に優れた繊維を得る点で、メルトフローレート(MFR)(ASTM D1238に従って230℃、2.16kgの荷重で測定)が20ないし100g/10minの範囲である。
【0042】
好ましくは、上述したプロピレン系ポリマーの分子量分布(Mw/Mn)は、紡糸性に優れ、繊維の強度に特に優れたバイコンポーネント繊維を得る点から、ゲルパーミエーションクロマトグラフィー(GPC)で測定して、2.0ないし4.0の範囲、より好ましくはMw/Mnは2.0ないし3.0の範囲である。
【0043】
コアの成分は、好ましくは従来の溶融紡糸可能なポリエステル材料からなっていてもよい。繊維製造に好適な全ての公知の種類は、原理的にポリエステル材料とみなされるであろう。このようなポリエステルは、実質的に、芳香族ジカルボン酸および脂肪族ジオールから誘導される成分からなる。一般に用いられる芳香族ジカルボン酸成分は、ベンゾールジカルボン酸、特に、テレフタル酸およびイソフタル酸の二価の残基である。一般に用いられるジオールは2ないし4のC原子を有し、エチレングリコールが特に好適である。
【0044】
少なくとも85モル%がポリエチレンテレフタレートからなるポリエステル材料が特に有利である。この場合、残りの15モル%は、ジカルボン酸単位と、いわゆる変性剤として作用し、専門家に、特定の方法で製造される繊維の物理的性質や化学的性質にさらに影響を及ぼすことを可能にするグリコール単位とからなる。このようなジカルボン酸単位の例は、イソフタル酸または脂肪族ジカルボン酸、例えば、グルタル酸、アジピン酸、セバシン酸の残基である。変性作用のあるジオール残基の例は、長鎖ジオールの残基、例えばプロパンジオールまたはブタンジオールの残基、ジまたはトリエチレングリコールの残基、または少量で利用できる場合には分子量が500ないし2000g/molのポリグリコールの残基である。
【0045】
特に好ましいのは、少なくとも95モル%のポリエチレンテレフタレート、特に未変性ポリエチレンテレフタレートを含有するポリエステルである。このようなポリエステルは通常、25℃でジクロロ酢酸溶液で測定して、0.5ないし1.4(dl/g)の固有粘度数(IV)に等価な分子量を有する。
【0046】
添加剤
繊維のシース部を形成するポリエチレン系樹脂(A)および/または繊維のコア部を形成する高融点樹脂(B)を、状況に応じて着色剤、耐熱安定剤、潤滑剤、核形成剤、他のポリマーのような添加剤とブレンドしてもよい。
【0047】
本発明に適用可能な着色剤は、例えば、酸化チタンや炭酸カルシウムのような無機着色剤やフタロシアニンのような有機着色剤が含む。
【0048】
耐熱安定剤は、例えば、BHT(2,6−ジ−t−ブチル−4−メチルフェノール)のようなフェノール系安定剤を含む。
【0049】
潤滑剤は、例えば、オレインアミド、エルカアミド、ステアリンアミドを含む。本発明において、特に好ましくは0.1ないし0.5重量%の潤滑剤を、シース部を形成する樹脂(A)にブレンドする。上のようにして得られるバイコンポーネント繊維が、ラビングに対して向上した堅牢度を与えるからである。
【0050】
添加剤の別の群は、繊維のシース部を形成するポリエチレン系樹脂(A)と高融点樹脂(B)との接着性を促進させる接着促進剤である。好適な接着促進剤は、このような接着性を促進させるマレイン酸(MSA)または無水マレイン酸(MAH)である。典型的な添加量は0.05ないし3重量%である。最も好ましくは、接着促進剤は、バイコンポーネント繊維の紡糸中にポリエチレン系樹脂(A)に融液で添加される。
【0051】
好ましくは、ポリエチレン系樹脂(A)の高融点樹脂(B)に対する重量成分比は50/50ないし10/90の範囲であり、柔らかさとラビングに対する堅牢度とのバランスに優れた繊維を得る点で、好ましくは50/50ないし20/80の範囲、より好ましくは40/60ないし30/70の範囲である。
【0052】
ポリエチレン系樹脂(A)のバイコンポーネント繊維に対する割合が50を超えると、繊維強度が改善されていない部分が存在するであろう。一方、ポリエチレン系樹脂(A)のバイコンポーネント繊維に対する割合が10未満と低いと、得られる布の柔らかさと触感の両方に劣る部分が存在するかもしれない。
【0053】
本発明によるコア−シース型バイコンポーネント繊維の断面におけるシース部のコア部に対する面積比は一般的に、上述した重量成分比とほぼ同じで、50/50ないし10/90の範囲、好ましくは50/50ないし20/80の範囲、最が好ましくは40/60ないし30/70の範囲である。
【0054】
本発明によるコア−シース型バイコンポーネント繊維は、円形のコア部とドーナツ形のシース部とが繊維の同一断面上で同じ中心を有し、コア部がシース部に完全に被覆されている同心型のものでもよいし、コア部とシース部の中心が互いに異なっている偏心型のものでもよい。さらに、コア−シース型バイコンポーネント繊維は、コア部が繊維の表面に部分的に露出している偏心型でもよい。
【0055】
コア−シース型バイコンポーネント繊維の場合、好ましくは繊度が0.7ないし20dtexであり、柔らかさにより優れた繊維を得る点で、より好ましくは0.9ないし15dtexである。
【0056】
バイコンポーネント繊維の製造
本発明によるバイコンポーネント繊維の製造には適切な紡糸口金を有する先行技術の装置を用いてもよい。
【0057】
普通のコア−シース型バイコンポーネント繊維の他にコアが偏心位置を占めているコアとシースとの構成も本発明の一部である。これらのいわゆる偏心バイコンポーネント繊維はUS2005/0093197により詳細に記載されており、このような偏心バイコンポーネント設計に関して本明細書の一部を形成する。
【0058】
本発明によるバイコンポーネント繊維を形成するための紡糸速度は典型的には600ないし2,000メートル、好ましくは800ないし1,500m/minである。
【0059】
紡糸口金排出面の排出速度は紡糸速度および延伸比に一致するので最終的に製造される繊維はタイターが0.7ないし20dtex、好ましくは0.9ないし15dtexの範囲である。
【0060】
本発明によるバイコンポーネント繊維の製造に用いられる原材料は、押出機などの中で独立に溶融され、各々の溶融物は、望ましい構造、例えばコア−シースを形成する仕方で溶融物を押し出すように構成されたバイコンポーネント繊維紡糸ノズルをもつ紡糸口金から押し出され、その結果としてバイコンポーネント繊維が紡糸される。
【0061】
その後、紡糸されたバイコンポーネント繊維は冷却流体で冷却され、延伸エアによる引張力を受けて上述した所定の繊度が与えられる。
【0062】
スパンボンデッド不織布を製造するために、本発明にしたがって新たに紡糸されたバイコンポーネント繊維を収集ベルト上で収集してその上に所定の厚さに堆積し、その結果としてバイコンポーネント繊維のスパンボンデッド不織布を得ることができる。スパンボンデッドバイコンポーネント繊維不織布は、例えば、エンボスロールを用いたホットエンボス処理または公知のニードリング/ハイドロエンタングルメント法により、不織布にさらにエンタングリングを施すことによってさらにまとめることができる。
【0063】
ウェットレイド不織布、エアレイド不織布およびカード式不織布のような他の不織布を製造するために、新たに紡糸されたバイコンポーネント繊維をさらに処理することが必要である。
【0064】
紡糸後のバイコンポーネント繊維の処理
ウェットレイド不織布、エアレイド不織布およびカード式不織布のような不織布を製造するために、紡糸後にさらなる処理が必要である。
【0065】
本発明によるバイコンポーネント繊維は典型的には1.2ないし4.0の様々な比率で個別に延伸され、延伸率はほぼ0.1ずつ変化する、すなわち延伸率は1.2、1.3、1.4…4.0と変化する。得られる総延伸比は1.2ないし4.0である。
【0066】
バイコンポーネント繊維の延伸は、40ないし70℃の同じ温度または異なる温度、好ましくは55℃で行う。
【0067】
その後、延伸されたバイコンポーネント繊維を典型的にスタッファーボックス内でクリンプすることができる。
【0068】
スタッファーボックス内でのクリンプ後に、バイコンポーネント繊維に100℃までの加熱処理を、3ないし20分、最も好ましくは12ないし15分の保持時間で施す。
【0069】
クリンプ度は、上述したように偏心バイコンポーネント繊維を用いて改善することができる。
【0070】
典型的に、クリンプ度は、次式を用いて計算されるクリンプ収縮(K1)として表すことができる。
【0071】
K1=(非クリンプ長−クリンプ長)/非クリンプ長
[標準的な環境、20℃+/−2℃、60〜65%相対空気湿度]
クリンプ数は典型的に、クリンプ/cmとして示される。
【0072】
バイコンポーネント繊維は、テクスチャード加工されていてもいなくても、切断してステープル繊維にした後、処理して適切な製品にすることができる。典型的なステープル繊維長は0.2cmないし15cm、好ましくは0.2cmないし8cm、最も好ましくは0.3cmないし6cmである。
【0073】
ウェットレイド不織布に用いる場合、本発明によるバイコンポーネント繊維は典型的に、紡糸後にテクスチャード加工していない非テクスチャード加工扁平繊維である。好ましくはこのような扁平繊維は長さが0.2cmないし3cm、最も好ましくは0.3cmないし2.5cmである。
【0074】
エアレイド不織布に用いる場合、本発明によるバイコンポーネント繊維は典型的にテクスチャード加工された繊維である。好ましくはクリンプ収縮(K1)が3ないし7%であり、クリンプ数は3ないし6クリンプ/cmである。
【0075】
カード式不織布用に用いる場合、本発明によるバイコンポーネント繊維は典型的にテクスチャード加工された繊維である。好ましくはクリンプ収縮(K1)は8ないし15%であり、クリンプ数は5ないし8クリンプ/cmである。
【0076】
その後、バイコンポーネント繊維をさらに処理して適切な製品、特に、繊維製品、好ましくは衛生用品、衛生織物、衛生不織布、おむつ、タオルまたは裏地などだけでなく、綿棒の脱脂綿などにする。
【0077】
偏心コア−シース設計を選択した結果として、このようなバイコンポーネント繊維は、別の処理の間に、約100℃を超える温度での加熱処理によって開始されうる、追加の潜在クリンプを示す。
【0078】
バイコンポーネント繊維の不織布
本発明のさらに別の主題は上述したバイコンポーネント繊維を含む不織布である。
【0079】
繊維の表面の少なくとも一部を長手方向に連続的に形成するポリエチレン系樹脂(A)の性質によって、ポリエチレン系樹脂(A)は、コモノマー分布定数が約45よりも大きく、再結晶温度が85℃ないし110℃であり、0.1rad/secでのタンデルタ値が約15ないし50であり、0.1rad/secでの複素粘度が1400Pa・sec以下であることによって特徴づけられ、不織布の処理がかなり改善される。
【0080】
特定のポリエチレン系樹脂(A)は、不織布を形成し、後に熱接着する際に処理温度を可能にする。120℃未満というポリエチレン系樹脂(A)の低い融点により、低い接着温度および低いエネルギー使用を要する。さらに、速いライン速度が可能であり、低い製造コストをもたらす。低い融点にも拘らず、繊維紡糸中に処理上の重要な問題は生じない。これらのおよび他の利点は、本発明によるバイコンポーネント繊維を、非常に熱に弱いセルロース系繊維と組み合わせて不織布に用いる場合に生じる。処理/熱接着温度を少しの低下でさえ、大量なので、かなりの商業的な利益になりうる。加えて、潜在的な火災の危険性も低下する。さらに、本発明によるバイコンポーネント繊維とブレンドされる他の材料の潜在的な熱損傷を低下させるかさらに避けることができる。
【0081】
好ましい不織布は(i)ウェットレイド不織布、(ii)エアレイド不織布および(iii)カード式不織布である。
【0082】
本発明による不織布は他の繊維材料とブレンドすることができる。
【0083】
好ましくは、本発明による不織布は、坪量が10ないし500g/m2である。上述した坪量は、後の使用に依存する。
【0084】
好ましくは、本発明による不織布は、テクスチャード加工されるかまたはされておらず、ステープル繊維に切断されたバイコンポーネント繊維を含み、好ましくはステープル繊維長が0.2cmないし15cm、より好ましくは0.2cmないし8cm、最も好ましくは0.3cmないし6cmである。
【0085】
好ましくは、本発明による不織布はウェットレイド不織布であり、典型的に本発明によるバイコンポーネント繊維を含み、前記バイコンポーネント繊維はテクスチャード加工されていない扁平繊維であり、好ましくは長さが0.2cmないし3cm、最も好ましくは0.3cmないし2.5cmである。
【0086】
好ましくは、本発明による不織布は、典型的に本発明によるバイコンポーネント繊維を含むエアレイド不織布であり、前記バイコンポーネント繊維はテクスチャード加工され、好ましくはクリンプ収縮(K1)が3ないし7%であり、クリンプ数が3ないし6クリンプ/cmであり、好ましくは繊維長が0.2cmないし3cm、最も好ましくは0.3cmないし2.5cmである。
【0087】
好ましくは、本発明による不織布は、典型的に本発明によるバイコンポーネント繊維を含むカード式不織布であり、前記バイコンポーネント繊維はテクスチャード加工され、好ましくはクリンプ収縮(K1)が8ないし15%であり、クリンプ数が5ないし8クリンプ/cmであり、好ましくは繊維長が2cmないし15cm、最も好ましくは3cmないし8cmである。
【0088】
さらに、本発明による不織布は、連続フィラメントまたは非連続繊維を含むスパンボンデッド不織布でもよく、両方のバイコンポーネント型ともポリエチレン系樹脂(A)および高融点樹脂(B)で構成される。
【0089】
本発明による不織布は現在の技術を用いて形成することができる。
【0090】
本発明による不織布は、用途に応じて、他の繊維材料および/または粒子材料とブレンドすることができる。
【0091】
工業用途の場合、本発明による不織布は、リサイクル材料でもよい有機および/または無機の繊維材料のような他の繊維材料を含んでいる。
【0092】
有機繊維材料という用語は、有機ポリマー樹脂に加えて天然繊維材料も含む。有機ポリマー樹脂には全ての溶融紡糸可能な材料を用いることができる。溶融紡糸可能な有機ポリマーとしては、例えば、ポリエチレンおよび/またはポリプロピレンのようなポリオレフィン、例えば、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリナフタリンテレフタレート(PEN)、ポリトリメチレンテレフタレート(PTT)のようなポリエステル、例えば、ナイロンのようなポリアミドが特に好ましい。
【0093】
工業用途の場合、本発明による不織布は、無機粒子材料のような粒子材料、特に研磨材料を含んでいる。
【0094】
無機繊維材料という用語は、とりわけガラスおよび/または鉱物をベースとするもの、特にリサイクル材料を含む。
【0095】
工業用途は、フィルターメディアおよび電池セパレーターである。
【0096】
織物の用途、特に衛生用品および/または生理用品の場合、本発明による不織布は他の繊維材料を含んでいる。好ましい繊維材料は、パルプ、セルロース、綿、ポリエチレンまたはポリプロピレンをベースとする、特にリサイクル材料をベースとするホモポリマーおよびコポリマーである。
【0097】
その後、本発明による不織布を処理して適切な製品にするか、または処理してこれらの製品の集積部品にする。特に、繊維製品、好ましくは衛生用品、衛生編織布、衛生不織布、使い捨ておむつ、生理用ナプキン、おむつ、タオル、裏地などだけでなく、綿棒の綿などにする。
【0098】
幾つかの織物用途の場合、本発明による不織布は、他の繊維材料に加えて、とりわけ使い捨ておむつに用いられる超吸収材料のような粒子材料を含んでもよい。
【0099】
本発明による不織布は、他のカバー層または表面層と組み合わせてより柔らかい触感にすることができる。好適なカバー層または表面層は、直径が1ないし10μmの繊維で形成されているメルトブロー不織布である。
【図面の簡単な説明】
【0100】
【図1】図1は、コモノマー分布プロファイルの例を示す。
【0101】
試験方法
密度
密度を測定するための試料をASTM D 1928に従って準備した。ASTM D 792、方法Bを用いた1時間の試料加圧の間に測定を行った。
【0102】
メルトインデックス
メルトインデックス、すなわちI2を、ASTM D 1238に従って190℃/2.16kgの条件で測定し、10分あたりに溶出したグラムで記録した。I10を、ASTM D 1238に従って190℃/10kgの条件で測定し、10分あたりに溶出したグラムで記録した。
【0103】
DSC結晶化度
示差走査熱分析(DSC)を用いてポリマーの融解および結晶化の挙動を広範囲の温度に亘って測定することができる。例えば、RCS(冷凍冷却装置)とオートサンプラーとを備えたTA Instruments Q1000DSCを用いてこの分析を行う。試験の間中、50ml/minの窒素パージガス流を用いる。各試料を約175℃で溶融加圧して薄膜にする。その後、溶融試料を空冷して室温にする(〜25℃)。冷却したポリマーから3ないし10mgで6mm径の試料を取り出して、計量し、アルミニウム製の軽量な皿(およそ50mg)に載せ、クリンプして閉める。その後、分析を行い、熱特性を測定する。試料の温度を上げ下げして熱流対温度のプロファイルを作成し、試料の熱的挙動を測定する。最初に、試料を180℃に急速に加熱し、3分間等温に維持して、熱履歴を取り除いく。次に、試料を10℃/minの冷却速度で−40℃に冷却し、−40℃で3分間等温に維持する。次に、試料を10℃/minの加熱速度で加熱して試料を150℃にする(これは「第2加熱」傾斜である)。冷却曲線および第2加熱曲線を記録する。ベースラインの終点を結晶化の始まりから−20℃までに設定して冷却曲線を分析する。ベースラインの終点を−20℃から溶融の終了までに設定して加熱曲線を分析する。求めた値は、ピーク融解温度(Tm)、ピーク再結晶化温度(Tp)、融解熱(Hf)(ジュール/グラム)、および式2を用いたポリエチレン試料の計算結晶化度%である。
【0104】
結晶化度%=((Hf)/(292 J/g))×100 (式2)
融解熱(Hf)およびピーク融解温度は第2加熱曲線から記録する。ピーク再結晶化温度を冷却曲線からTpと決定する。
【0105】
動的機械的分光分析法(DMS)周波数掃引
窒素パージ下で、25mmの平行板を備えたTA Instruments ARESレオメーターを用いて恒温周波数掃引を行い、融液レオロジーを調べた。2.0mmのギャップ、10%の一定歪みで、全ての試料について190℃で周波数掃引を行った。周波数間隔は0.1ないし100radian/secであった。振幅と位相の観点から応力応答を分析して、それから貯蔵弾性係数(G’)、損失弾性係数(G”)、動的融解粘度(η*)を計算した。
【0106】
CEF法
結晶化溶出分画(CEF)(スペインのPolymerChar)(B. Monrabal et al, Macromol. Symp. 257, 71-79 (2007))によりコモノマー分布分析を行った。600ppmの酸化防止剤ブチルヒドロキシトルエン(BHT)を含むオルトジクロロベンゼン(ODCB)を溶媒として用いた。オートサンプラーを用いて(特に断りのない限り)4mg/mlでシェーキングしながら160℃で2時間試料調製を行った。注入容量は300μlである。
【0107】
CEFの温度プロファイルは次の通りである:3℃/minで110℃から30℃まで結晶化、30℃で5分間熱平衡、3℃/minで30℃から140℃まで溶出。結晶化中の流量は0.052ml/minである。溶出中の流量は0.50ml/minである。1つのデータポイント/秒でデータを収集した。
【0108】
CEFカラムは、ダウケミカル社により、1/8インチのステンレス管を用いて125um±6%のガラスビーズ(MO-SCI Specialty Products)で充填されている。ダウケミカル社からの要求でMO-SCI Specialtyによりガラスビーズは酸洗浄されている。カラム容量は206mlである。ODCB中のNIST標準物質線状ポリエチレン1475a(1.0mg/ml)とエイコサン(2mg/ml)の混合物を用いてカラム温度較正を行う。NIST線状ポリエチレン1457aは101.0℃にピーク温度をもち、エイコサンが30.0℃にピーク温度になるように溶出加熱速度を調整することによって温度を較正した。NIST線状ポリエチレン1475a(1.0mg/ml)とヘキサコンタン(Fluka、purum、≧97.0%、1mg/ml)との混合物を用いてCEFカラム分解能を計算する。ヘキサコンタンとNIST線状ポリエチレン1475aとのベースライン分離が達成された。ヘキサコンタンの面積(35.0ないし67.0℃)対NIST1475aの面積67.0ないし110.0℃は50対50であり、35.0℃未満の可溶分画の量は<1.8重量%である。CEFカラム分解能は次のように定義される。
【数1】
【0109】
カラム分解能は6.0である。
【0110】
CDC法
【数2】
【0111】
CEFによってコモノマー分布プロファイルからコモノマー分布定数(CDC)を求める。CDCは、コモノマー分布指数をコモノマー分布形状係数で割って100を掛けたものと定義される(式1)。
【数3】
【0112】
コモノマー分布指数は、35.0から119.0℃までの、0.5のメジアンコモノマー含有率から1.5のCmedianの範囲のコモノマー含有率をもつポリマー鎖の総重量分率を表す。コモノマー分布形状係数は、コモノマー分布プロファイルの半値幅を、ピーク温度(Tp)からのコモノマー分布プロファイルの標準偏差で割った比と定義される。
【数4】
【0113】
CDCは次のステップにより計算される。
【0114】
式2に従ってCEFから0.200℃の温度ステップで35.0℃から119.0℃までの各温度(T)(WT(T))での重量分率を得る。
【0115】
0.500の累積重量分率で平均温度(Tmean)を計算する(式3)。
【0116】
コモノマー含有率較正曲線を用いることによりメジアン温度(Tmedian)における対応するメジアンコモノマー含有率(Cmedian)をモル%で計算する(式4)。
【0117】
(3i)既知量のコモノマー含有率をもつ一連のリファレンス材料を用いてコモノマー含有率較正曲線を作成する。狭いコモノマー分布(35.0から119.0℃までのCEFにおいてモノモーダルコモノマー分布)をもち、0.0モル%ないし7.0モル%の範囲のコモノマー含有率で35,000ないし115,000の平均重量Mw(従来のGPCによる)をもつ、11種類のリファレンス材料を、CEFの実験項において特定した同じ実験条件でCEFにより分析する。
【数5】
【0118】
(3ii)各リファレンス材料のピーク温度(Tp)とそのコモノマー含有率を用いてコモノマー含有率較正を計算する。較正は、R2が相関定数である。
【0119】
コモノマー分布指数は、0.5★Cmedianから1.5★Cmedianの範囲のコモノマー含有率を伴う総重量分率である。Tmedianが98.0℃よりも高い場合、コモノマー分布指数は0.95と定義される。
【0120】
35.0℃から119.0℃までの最高ピークに対する各データ点を探すことによりCEFコモノマー分布特性から最大ピークの高さを得る(2つのピークが同一である場合、低い温度ピークを選択する)。半値幅は、最大ピークの高さの半分における前方の温度と後方の温度との間の温度差と定義される。最大ピークの半分における前方の温度を35.0℃から前方に探し、一方で最大ピークの半分における後方の温度を119.0℃から後方に探す。ピーク温度の差が各ピークの半値幅の合計の1.1倍以上である、明確に定義されたバイモーダル分布の場合には、ポリマーの半値幅は各ピークの半値幅の算術平均として計算される。
【0121】
温度の標準偏差(Stdev)は式5に従って計算される。
【0122】
図1にコモノマー分布プロファイルの例を示す。
【0123】
CEFから、ピーク温度、半値幅およびメジアン温度を得るための概略図。
【0124】
イータとしても知られている複素粘度(動的溶融粘度を使用)
DMSの項に概説したように、0.1Radians/secから100Radians/secまでのDMS測定から動的溶融粘度を計算した。
【0125】
タンデルタ
次のようにしてG’とG”とからタンデルタを計算した。
【0126】
Tan δ=G”/G’
例
以下に示す例および比較例を参照して本発明をさらに詳しく説明する。
【表1】
【0127】
一般にこの用途については、一連の性能属性が必要である。第1に、樹脂は溶融状態で繊維を経済的に実行可能な速度で形成することができなければならない。
【0128】
第2に、樹脂はコア繊維上で良好な接着を形成するのに十分良好でなければならない。
【0129】
第3に、樹脂は良好なエアレイドプロセスならびにセルロースのような他の基材とのサーマルエアボンディングに対して十分低い融点を有していなければならない。
【0130】
Tpが高すぎると、エアレイドプロセスが危うくなり、サーマルエアボンディング特性も劣る。Tpが低すぎると、繊維の粘着性が問題になる。実際のところ、比較的狭い融点範囲が理想的である。
【0131】
表1における本発明の例を次の特定の反応パラメータを用いて製造した。
【0132】
二領域管状高圧フリーラジカル重合反応器において、全てのエチレンを2470バールの圧力で第1領域に供給する。(重量で)14.1%の過オクタン酸−t−ブチルと(重量で)2.8%の過酸化ジ−t−ブチルの混合物を、このような混合物に典型的に用いられる不活性溶媒に溶解して反応器の第1領域に供給する。第1領域の開始温度は136℃であり、第1領域のピーク温度は310℃である。また、第1領域に、1280容量ppmのメチルエチルケトンと2.1容量ppmのプロピレンとを不活性溶媒に溶解した混合物を加える。第2領域に、(体積で)7%の過オクタン酸−t−ブチルと(体積で)7%の過酸化ジ−t−ブチルの混合物を、不活性溶媒に溶解して供給する。第2領域への連鎖移動添加は行わない。第2反応領域への入口温度は194℃であり、第2領域のピーク温度は317℃である。反応器の出口におけるエチレンの全変換率は反応領域1の開始時に供給した全エチレンを基準にして28.7%である。その後、ポリマーを液化させて未反応エチレン、不活性溶媒、その他の不純物を除去した後、ペレット化する。ペレットをさらなる変性なしにそのまま用いる。
【0133】
この材料は、本発明によるバイコンポーネント繊維に用いられるポリエチレン系樹脂(A)を形成する。このような樹脂(A)は最も重要なので、このような樹脂(A)だけから製造された繊維の形態でその特性を調べた。
【0134】
比較例1は、ダウケミカル社からLDPE PT7009として市販されている低密度ポリエチレン樹脂である。
【0135】
比較例2は、ダウケミカル社からASPUNTM6934樹脂として市販されている、チーグラーナッタ系の高密度ポリエチレン(HDPE)である。
【0136】
比較例3は、ダウケミカル社からDOWLEXTM2045樹脂として市販されているチーグラーナッタ線状低密度ポリエチレン樹脂(LLDPE)である。
【0137】
比較例4は、ダウケミカル社からATTANETM4606樹脂として市販されているチーグラーナッタ超低密度線状低密度ポリエチレン樹脂(ULLDPE)である。
【0138】
比較例1,2および本発明の例だけが満足に繊維にできることがわかった。比較例2は、その高い再結晶化温度のために繊維形成に関しては良好であったが、望ましい低温では繊維によく接着しなかった。この比較例の十分な接着は、高温でのみなすことができた。
【0139】
比較例3および4は、イータ0.1およびイータ100の値が高速の経済的な繊維形成には高すぎるので、繊維形成において十分でなかった。
【0140】
比較例1は、繊維形成、エアレイドプロセスならびに加熱エアボンディングの点では満足いくが、テクスチャード加工では本発明の例より劣っていた。基材繊維にはよく接着しないことが観察された。驚くべきことに、基材繊維への良好な接着はG”とG’との比率(タンデルタ)が所定の範囲になければならないひつようがあることがわかった。タンデルタが低すぎると、比較例1のように、シース樹脂は弾性がありすぎて良好な接着性が得られない。タンデルタが高すぎると、シース樹脂は基材繊維に良好に接着するのに十分な弾性がない。シース樹脂と基材繊維との良好な接着がないと、十分なテクスチャリングが得られない。
【0141】
また樹脂は、CDC値が45より低いと、所定のピーク再結晶化温度で繊維への粘着が起こることがわかった。
【特許請求の範囲】
【請求項1】
ポリエチレン系樹脂(A)と、その融点が上記ポリエチレン系樹脂(A)のそれより少なくとも10℃高い高融点樹脂(B)とからなるバイコンポーネント繊維であって、前記ポリエチレン系樹脂(A)の前記高融点樹脂(B)に対する重量成分比が50/50ないし10/90の範囲であり、前記ポリエチレン系樹脂(A)が前記繊維の表面の少なくとも一部を長手方向に連続的に形成しており、前記ポリエチレン系樹脂(A)は、コモノマー分布定数が約45よりも大きく、再結晶温度が85℃ないし110℃であり、0.1rad/secでのタンデルタ値が約15ないし50であり、0.1rad/secでの複素粘度が1400Pa・sec以下であることを特徴とするバイコンポーネント繊維。
【請求項2】
前記繊維は、コア−シース型バイコンポーネント繊維、好ましくは偏心バイコンポーネント繊維、および/またはサイド・バイ・サイド型バイコンポーネント繊維である請求項1に記載のバイコンポーネント繊維。
【請求項3】
前記ポリエチレン系樹脂(A)は、単一示差走査熱分析(DSC)融解ピークが85℃ないし110℃の温度範囲内である請求項1に記載のバイコンポーネント繊維。
【請求項4】
前記ポリエチレン系樹脂(A)は、コモノマー分布定数が約45より大きく、より好ましくは50より大きく、最も好ましくは55より大きく、最高で400であり、最も好ましくは最高で100である請求項1に記載のバイコンポーネント繊維。
【請求項5】
前記ポリエチレン系樹脂(A)は、コモノマー分布定数が45ないし400の範囲であり、最も好ましくは50ないし100の範囲であり、最も好ましくは55ないし100の範囲である請求項1に記載のバイコンポーネント繊維。
【請求項6】
前記ポリエチレン系樹脂(A)は、メルトインデックス(ASTM D 1238に従って190℃/2.16kgの条件で測定)が5ないし25g/10min、より好ましくは5ないし20の範囲である請求項1に記載のバイコンポーネント繊維。
【請求項7】
前記ポリエチレン系樹脂(A)は、密度が0.910ないし0.930g/cm3、より好ましくは0.915ないし0.925の範囲である請求項1に記載のバイコンポーネント繊維。
【請求項8】
前記ポリエチレン系樹脂(A)は、ピーク再結晶温度が85℃ないし110℃、好ましくは90ないし100℃の範囲である請求項1に記載のバイコンポーネント繊維。
【請求項9】
前記ポリエチレン系樹脂(A)は、約0.2より多い長鎖分枝/1000炭素、好ましくは約0.2ないし約3の長鎖分枝/1000炭素を有する請求項1に記載のバイコンポーネント繊維。
【請求項10】
前記ポリエチレン系樹脂(A)は、複素粘度が0.1rad/secで1400Pa・sec以下、好ましくは100rad/secで500Pa・sec以下である請求項1に記載のバイコンポーネント繊維。
【請求項11】
前記ポリエチレン系樹脂(A)は、複素粘度が0.1rad/secで500ないし1200の範囲、100rad/secで150ないし450Pa・secの範囲である請求項1に記載のバイコンポーネント繊維。
【請求項12】
前記ポリエチレン系樹脂(A)は、0.1rad/secでのタンデルタ値が約15ないし50、好ましくは15ないし40である請求項1に記載のバイコンポーネント繊維。
【請求項13】
前記高融点樹脂(B)は、融点が上記ポリエチレン系樹脂(A)のそれよりも少なくとも20℃、好ましくは少なくとも30℃高い請求項1に記載のバイコンポーネント繊維。
【請求項14】
前記高融点樹脂(B)は、ポリオレフィン、好ましくはプロピレン系ポリマー、ポリエステル樹脂、好ましくはポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリナフタリンテレフタレート(PEN)、またはポリアミド樹脂、好ましくはナイロンである請求項1に記載のバイコンポーネント繊維。
【請求項15】
前記ポリエチレン系樹脂(A)および/または前記高融点樹脂(B)は添加剤、好ましくは着色剤、耐熱安定剤、潤滑剤、核形成剤および接着促進剤を含有する請求項1に記載のバイコンポーネント繊維。
【請求項16】
前記接着促進剤は、マレイン酸(MSA)または無水マレイン酸(MAH)であり、好ましくは0.05ないし3重量%の量である請求項15に記載のバイコンポーネント繊維。
【請求項17】
タイターが0.7ないし20dtex、好ましくは0.9ないし15dtexである請求項1に記載のバイコンポーネント繊維。
【請求項18】
前記繊維は、長さが0.2cmないし15cm、好ましくは0.2cmないし8cm、最も好ましくは0.3cmないし6cmのステープル繊維である請求項1に記載のバイコンポーネント繊維。
【請求項19】
前記繊維はテクスチャード加工され、好ましくは前記繊維はクリンプ収縮(K1)が3ないし7%、クリンプ数が3ないし6クリンプ/cmである請求項1に記載のバイコンポーネント繊維。
【請求項20】
前記繊維はテクスチャード加工され、好ましくは前記繊維はクリンプ収縮(K1)が8ないし15%、クリンプ数が5ないし8クリンプ/cmである請求項1に記載のバイコンポーネント繊維。
【請求項21】
請求項1ないし20のいずれか1項に記載のバイコンポーネント繊維を含む不織布。
【請求項22】
前記不織布は、ウェットレイド不織布、エアレイド不織布またはカード式不織布である請求項21に記載の不織布。
【請求項23】
前記不織布は、他の繊維材料、好ましくは有機および/または無機の繊維材料を含有する請求項21に記載の不織布。
【請求項24】
前記不織布は、坪量が10ないし500g/m2である請求項21に記載の不織布。
【請求項25】
前記バイコンポーネント繊維は連続繊維またはステープル繊維であり、好ましくはステープル繊維長が0.2cmないし8cmである請求項21に記載の不織布。
【請求項26】
前記不織布はウェットレイド不織布であり、前記バイコンポーネント繊維はテクスチャード加工していない扁平繊維であり、好ましくは長さが0.2cmないし3cm、最も好ましくは0.3cmないし2.5cm請求項21に記載の不織布。
【請求項27】
前記不織布はエアレイド不織布であり、前記バイコンポーネント繊維はテクスチャード加工され、好ましくはクリンプ収縮(K1)が3ないし7%であり、クリンプ数が3ないし6クリンプ/cmであり、好ましくは長さが0.2cmないし3cm、最も好ましくは0.3cmないし2.5cmである請求項21に記載の不織布。
【請求項28】
前記不織布はカード式不織布であり、前記バイコンポーネント繊維はテクスチャード加工され、好ましくはクリンプ収縮(K1)が8ないし15%であり、クリンプ数が5ないし8クリンプ/cmであり、好ましくは長さが2cmないし15cm、最も好ましくは3cmないし6cmである請求項21に記載の不織布。
【請求項29】
前記不織布はさらに、粒子材料、好ましくは超吸収材料を含み、前記粒子材料は好ましくは無機粒子材料、好ましくは研磨材料である請求項21に記載の不織布。
【請求項30】
前記有機繊維材料は、有機ポリマー樹脂に加えて天然繊維材料も含む請求項23に記載の不織布。
【請求項31】
前記有機ポリマー樹脂は溶融紡糸可能な材料であり、好ましくはポリオレフィン、ポリエステル、ポリアミドまたはこれらの混合物である請求項30に記載の不織布。
【請求項32】
前記無機繊維材料は、ガラスおよび/または鉱物をベースとする請求項23に記載の不織布。
【請求項33】
前記有機繊維材料は、セルロース、綿、ポリエチレンまたはポリプロピレンをベースとするホモポリマーおよびコポリマーをベースとする請求項23に記載の不織布。
【請求項34】
請求項1ないし20のいずれか1項に記載のバイコンポーネント繊維および/または請求項21ないし33のいずれか1項に記載の少なくとも1つの不織布を含む織物製品、特に衛生および/または生理製品。
【請求項35】
請求項1ないし20のいずれか1項に記載のバイコンポーネント繊維および/または請求項21ないし33のいずれか1項に記載の少なくとも1つの不織布を含むフィルターメディア製品。
【請求項36】
請求項1ないし20のいずれか1項に記載のバイコンポーネント繊維および/または請求項21ないし33のいずれか1項に記載の少なくとも1つの不織布を含む電池セパレーター製品。
【請求項1】
ポリエチレン系樹脂(A)と、その融点が上記ポリエチレン系樹脂(A)のそれより少なくとも10℃高い高融点樹脂(B)とからなるバイコンポーネント繊維であって、前記ポリエチレン系樹脂(A)の前記高融点樹脂(B)に対する重量成分比が50/50ないし10/90の範囲であり、前記ポリエチレン系樹脂(A)が前記繊維の表面の少なくとも一部を長手方向に連続的に形成しており、前記ポリエチレン系樹脂(A)は、コモノマー分布定数が約45よりも大きく、再結晶温度が85℃ないし110℃であり、0.1rad/secでのタンデルタ値が約15ないし50であり、0.1rad/secでの複素粘度が1400Pa・sec以下であることを特徴とするバイコンポーネント繊維。
【請求項2】
前記繊維は、コア−シース型バイコンポーネント繊維、好ましくは偏心バイコンポーネント繊維、および/またはサイド・バイ・サイド型バイコンポーネント繊維である請求項1に記載のバイコンポーネント繊維。
【請求項3】
前記ポリエチレン系樹脂(A)は、単一示差走査熱分析(DSC)融解ピークが85℃ないし110℃の温度範囲内である請求項1に記載のバイコンポーネント繊維。
【請求項4】
前記ポリエチレン系樹脂(A)は、コモノマー分布定数が約45より大きく、より好ましくは50より大きく、最も好ましくは55より大きく、最高で400であり、最も好ましくは最高で100である請求項1に記載のバイコンポーネント繊維。
【請求項5】
前記ポリエチレン系樹脂(A)は、コモノマー分布定数が45ないし400の範囲であり、最も好ましくは50ないし100の範囲であり、最も好ましくは55ないし100の範囲である請求項1に記載のバイコンポーネント繊維。
【請求項6】
前記ポリエチレン系樹脂(A)は、メルトインデックス(ASTM D 1238に従って190℃/2.16kgの条件で測定)が5ないし25g/10min、より好ましくは5ないし20の範囲である請求項1に記載のバイコンポーネント繊維。
【請求項7】
前記ポリエチレン系樹脂(A)は、密度が0.910ないし0.930g/cm3、より好ましくは0.915ないし0.925の範囲である請求項1に記載のバイコンポーネント繊維。
【請求項8】
前記ポリエチレン系樹脂(A)は、ピーク再結晶温度が85℃ないし110℃、好ましくは90ないし100℃の範囲である請求項1に記載のバイコンポーネント繊維。
【請求項9】
前記ポリエチレン系樹脂(A)は、約0.2より多い長鎖分枝/1000炭素、好ましくは約0.2ないし約3の長鎖分枝/1000炭素を有する請求項1に記載のバイコンポーネント繊維。
【請求項10】
前記ポリエチレン系樹脂(A)は、複素粘度が0.1rad/secで1400Pa・sec以下、好ましくは100rad/secで500Pa・sec以下である請求項1に記載のバイコンポーネント繊維。
【請求項11】
前記ポリエチレン系樹脂(A)は、複素粘度が0.1rad/secで500ないし1200の範囲、100rad/secで150ないし450Pa・secの範囲である請求項1に記載のバイコンポーネント繊維。
【請求項12】
前記ポリエチレン系樹脂(A)は、0.1rad/secでのタンデルタ値が約15ないし50、好ましくは15ないし40である請求項1に記載のバイコンポーネント繊維。
【請求項13】
前記高融点樹脂(B)は、融点が上記ポリエチレン系樹脂(A)のそれよりも少なくとも20℃、好ましくは少なくとも30℃高い請求項1に記載のバイコンポーネント繊維。
【請求項14】
前記高融点樹脂(B)は、ポリオレフィン、好ましくはプロピレン系ポリマー、ポリエステル樹脂、好ましくはポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリナフタリンテレフタレート(PEN)、またはポリアミド樹脂、好ましくはナイロンである請求項1に記載のバイコンポーネント繊維。
【請求項15】
前記ポリエチレン系樹脂(A)および/または前記高融点樹脂(B)は添加剤、好ましくは着色剤、耐熱安定剤、潤滑剤、核形成剤および接着促進剤を含有する請求項1に記載のバイコンポーネント繊維。
【請求項16】
前記接着促進剤は、マレイン酸(MSA)または無水マレイン酸(MAH)であり、好ましくは0.05ないし3重量%の量である請求項15に記載のバイコンポーネント繊維。
【請求項17】
タイターが0.7ないし20dtex、好ましくは0.9ないし15dtexである請求項1に記載のバイコンポーネント繊維。
【請求項18】
前記繊維は、長さが0.2cmないし15cm、好ましくは0.2cmないし8cm、最も好ましくは0.3cmないし6cmのステープル繊維である請求項1に記載のバイコンポーネント繊維。
【請求項19】
前記繊維はテクスチャード加工され、好ましくは前記繊維はクリンプ収縮(K1)が3ないし7%、クリンプ数が3ないし6クリンプ/cmである請求項1に記載のバイコンポーネント繊維。
【請求項20】
前記繊維はテクスチャード加工され、好ましくは前記繊維はクリンプ収縮(K1)が8ないし15%、クリンプ数が5ないし8クリンプ/cmである請求項1に記載のバイコンポーネント繊維。
【請求項21】
請求項1ないし20のいずれか1項に記載のバイコンポーネント繊維を含む不織布。
【請求項22】
前記不織布は、ウェットレイド不織布、エアレイド不織布またはカード式不織布である請求項21に記載の不織布。
【請求項23】
前記不織布は、他の繊維材料、好ましくは有機および/または無機の繊維材料を含有する請求項21に記載の不織布。
【請求項24】
前記不織布は、坪量が10ないし500g/m2である請求項21に記載の不織布。
【請求項25】
前記バイコンポーネント繊維は連続繊維またはステープル繊維であり、好ましくはステープル繊維長が0.2cmないし8cmである請求項21に記載の不織布。
【請求項26】
前記不織布はウェットレイド不織布であり、前記バイコンポーネント繊維はテクスチャード加工していない扁平繊維であり、好ましくは長さが0.2cmないし3cm、最も好ましくは0.3cmないし2.5cm請求項21に記載の不織布。
【請求項27】
前記不織布はエアレイド不織布であり、前記バイコンポーネント繊維はテクスチャード加工され、好ましくはクリンプ収縮(K1)が3ないし7%であり、クリンプ数が3ないし6クリンプ/cmであり、好ましくは長さが0.2cmないし3cm、最も好ましくは0.3cmないし2.5cmである請求項21に記載の不織布。
【請求項28】
前記不織布はカード式不織布であり、前記バイコンポーネント繊維はテクスチャード加工され、好ましくはクリンプ収縮(K1)が8ないし15%であり、クリンプ数が5ないし8クリンプ/cmであり、好ましくは長さが2cmないし15cm、最も好ましくは3cmないし6cmである請求項21に記載の不織布。
【請求項29】
前記不織布はさらに、粒子材料、好ましくは超吸収材料を含み、前記粒子材料は好ましくは無機粒子材料、好ましくは研磨材料である請求項21に記載の不織布。
【請求項30】
前記有機繊維材料は、有機ポリマー樹脂に加えて天然繊維材料も含む請求項23に記載の不織布。
【請求項31】
前記有機ポリマー樹脂は溶融紡糸可能な材料であり、好ましくはポリオレフィン、ポリエステル、ポリアミドまたはこれらの混合物である請求項30に記載の不織布。
【請求項32】
前記無機繊維材料は、ガラスおよび/または鉱物をベースとする請求項23に記載の不織布。
【請求項33】
前記有機繊維材料は、セルロース、綿、ポリエチレンまたはポリプロピレンをベースとするホモポリマーおよびコポリマーをベースとする請求項23に記載の不織布。
【請求項34】
請求項1ないし20のいずれか1項に記載のバイコンポーネント繊維および/または請求項21ないし33のいずれか1項に記載の少なくとも1つの不織布を含む織物製品、特に衛生および/または生理製品。
【請求項35】
請求項1ないし20のいずれか1項に記載のバイコンポーネント繊維および/または請求項21ないし33のいずれか1項に記載の少なくとも1つの不織布を含むフィルターメディア製品。
【請求項36】
請求項1ないし20のいずれか1項に記載のバイコンポーネント繊維および/または請求項21ないし33のいずれか1項に記載の少なくとも1つの不織布を含む電池セパレーター製品。
【図1】

【公表番号】特表2013−516555(P2013−516555A)
【公表日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2012−547456(P2012−547456)
【出願日】平成22年12月31日(2010.12.31)
【国際出願番号】PCT/EP2010/008001
【国際公開番号】WO2011/079959
【国際公開日】平成23年7月7日(2011.7.7)
【出願人】(505013549)トレビラ・ゲーエムベーハー (3)
【Fターム(参考)】
【公表日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成22年12月31日(2010.12.31)
【国際出願番号】PCT/EP2010/008001
【国際公開番号】WO2011/079959
【国際公開日】平成23年7月7日(2011.7.7)
【出願人】(505013549)トレビラ・ゲーエムベーハー (3)
【Fターム(参考)】
[ Back to top ]