
楕円偏光板及びその製造方法
【課題】製造効率や歩留まりがよく、かつ薄型化に好適な楕円偏光板及びその製造方法を提供する。
【解決手段】ロール状の直線偏光板11の表面に、光学補償機能を発現する塗剤による塗布層を有する光学補償フィルム13が積層されてなり、その光学補償フィルム13は、透光性基材の表面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状のものであって、直線偏光板11と光学補償フィルム13が、それぞれの長手方向を略平行にしてロール・トゥ・ロール方式で積層されているか、又は、前記の光学補償フィルム13は、直線偏光板11の表面に光学補償機能を発現する塗剤を塗布することにより形成されている、ロール状の楕円偏光板10が提供される。このロール状楕円偏光板10は、所定の形状に裁断することにより、枚葉体とすることができる。枚葉体とされた楕円偏光板は、各種の表示装置に適用できる。
【解決手段】ロール状の直線偏光板11の表面に、光学補償機能を発現する塗剤による塗布層を有する光学補償フィルム13が積層されてなり、その光学補償フィルム13は、透光性基材の表面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状のものであって、直線偏光板11と光学補償フィルム13が、それぞれの長手方向を略平行にしてロール・トゥ・ロール方式で積層されているか、又は、前記の光学補償フィルム13は、直線偏光板11の表面に光学補償機能を発現する塗剤を塗布することにより形成されている、ロール状の楕円偏光板10が提供される。このロール状楕円偏光板10は、所定の形状に裁断することにより、枚葉体とすることができる。枚葉体とされた楕円偏光板は、各種の表示装置に適用できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液晶表示装置や有機電界発光表示装置などに用いられ、製造効率や歩留まりが良好で、かつ薄型化に好適な楕円偏光板及びその製造方法に関するものである。本発明はまた、その楕円偏光板を用いた、液晶表示装置、有機電界発光表示装置、タッチパネルなどの表示装置にも関係している。
【背景技術】
【0002】
液晶表示装置などに用いられる楕円偏光板は一般に、直線偏光板と光学補償フィルムとを積層することにより構成されている。すなわち、直線偏光板の吸収軸と光学補償フィルムの遅相軸とが所定の角度をなすように、直線偏光板及び光学補償フィルムが接着剤などを用いて貼合されている。
【0003】
近年、液晶表示装置は、モニターやノート型パーソナルコンピュータだけでなく、自動車用のナビゲーションシステム、携帯電話、PDA(携帯情報端末: Personal Digital Assistance)などの小型電子機器や、テレビなどの大型電子機器にも普及してきている。このような普及に伴い、小型化、薄型化及び軽量化への市場要求は年々高まっており、それらに付随して、楕円偏光板を従来よりもさらに薄くする要望も強くなってきている。また、柔軟性がかなり向上する点からも、薄肉化は有利である。
【0004】
このような背景から、偏光板の薄型化の提案が従来からなされている。例えば、偏光子に使用されている保護フィルムを薄肉化することが考えられる。また、特開 2001-108830号公報(特許文献1)には、偏光子の保護フィルムを片側だけに貼合し、もう一方の面には粘着剤を介して位相差フィルムを貼合した積層モデルが示されており、偏光板の片側の保護フィルムを省略することで薄肉化を実現している。
【0005】
一方、市場からの低価格化の要求も年々高まりをみせている。そのため、楕円偏光板の製造に際しては、積層工程の連続化、歩留まりの向上、材料ロスの低減などが大きな課題となっている。
【0006】
楕円偏光板を製造する際、現在最も一般的な方法として、直線偏光板と光学補償フィルムのいずれも枚葉体でそれらを貼合する方法(いわゆるシート・トゥ・シート貼合)や、直線偏光板と光学補償フィルムの一方がロール状フィルムで、このロール状フィルムにもう一方のフィルムの枚葉体を貼合していく方法(いわゆるシート・トゥ・ロール貼合、ロール・トゥ・シート貼合ということもある)が用いられている。
【0007】
楕円偏光板をシート・トゥ・シート貼合で製造する方法として、特開平 4-123008 号公報(特許文献2)には、直線偏光板と光学補償フィルムの枚葉体を所定の角度となるように調整して接着し、得られる積層体の縁部を切除して、楕円偏光板とする方法が提案されている。しかしこの方法では、直線偏光板の裁断工程、光学補償フィルムの裁断工程及び直線偏光板と光学補償フィルムの接着工程の3工程をそれぞれ別々に行う必要があり、作業工程が煩雑になり、作業工程上の材料のロスも多く、コストアップになりやすいという問題がある。また、歩留まり的にも不利であり、積層工程の連続化も困難である。
【0008】
楕円偏光板をシート・トゥ・ロール貼合で製造する方法として、特開平 10-206631号公報(特許文献3)には、直線偏光板及び光学補償フィルムのいずれか一方の長尺体を、その光軸に対して所定角となるように裁断して枚葉体を得、もう一方の長尺体にそれぞれの光軸が所定角θをなすように連続的に貼り合わせて楕円偏光板とする方法が提案されている。しかしこの方法は、ロール状の光学フィルムに、もう一方の光学フィルムの枚葉体を正確に角度制御して貼合するものであるため、積層工程の連続化、歩留まりの向上及び材料ロスの低減はある程度できるものの、生産能力が上がらないという問題があり、コスト低減には限界がある。
【0009】
以上のように、楕円偏光板を製造する際、直線偏光板と光学補償フィルムを貼合して製造する方法はこれまで様々な検討がなされてきたが、いずれも、積層工程の連続化、歩留まりの向上、材料ロスの低減、コスト低減という点に対して、十分な解決法が見出されていないのが現状である。これは、楕円偏光板の製造に使用する直線偏光板と光学補償フィルムは、通常いずれも、工程内で延伸されることから、直線偏光板では延伸方向が吸収軸になり、光学補償フィルムでは延伸方向が遅相軸になるのが一般的で、かつ楕円偏光板を製造する際、直線偏光板の吸収軸と光学補償フィルムの遅相軸とを、平行でもなく直交でもない方向に貼合する必要があるので、いずれもロール状で長手方向同士を貼合していくという方法(いわゆるロール・トゥ・ロール貼合)をとることができないためである。
【0010】
これに対し、楕円偏光板を製造する方法として、直線偏光板と光学補償フィルムがいずれも長尺体で貼合される方法(いわゆるロール・トゥ・ロール貼合)も提案されている。例えば、特開平 6-289221 号公報(特許文献4)には、長尺の直線偏光板を長手方向(吸収軸)に対して所定角度となるようにバイアス状に切断し、そのバイアス切断板を切断縁が上下平行線となるように置き換えた状態で継合する方法が提案されている。しかし、この方法では、バイアス切断板を継合する工程が必要となり、生産能力が上がらず、光学補償フィルムと積層したときに角度制御の精度が悪くて歩留まりが低く、大幅なコストアップにつながっていた。また、継合する部位には例えば粘着テープが用いられるため、その部分が製品でロスとなるという問題や、継合部位に粘着テープによる段差が生じ、直線偏光板との貼合不良の原因になるなどの問題もあった。さらに、ロール状の楕円偏光板ができても、そのロールには継合部位が残るため、大型サイズの枚葉状の楕円偏光板に切り出す際、継合部位がないものを切り出すことは、極めて難しい。
【0011】
特開平 6-300918 号公報(特許文献5)には、直線偏光板と光学補償フィルムのいずれか一方の長尺状物から、矩形の隣接する2辺のそれぞれが延伸軸と所定の角度をもつように裁断して矩形状物とし、その矩形状物を長尺状のキャリアフィルムに連続して固定するとともに、他方のフィルムの長尺状物を上記キャリアフィルム上の矩形状物と接着させて所定の形状に裁断することにより、楕円偏光板を製造する方法が提案されている。しかしこの方法では、矩形の隣接する2辺のそれぞれが延伸軸と所定の角度をもつように裁断して矩形状の枚葉体を取り出すため、必然的に裁断されずに残る面積が大きくなり、それはそのまま高価な光学フィルムのロスとなり、また、コストアップにつながるという問題点があった。さらに、上記特許文献4と同様、大型サイズの枚葉状の楕円偏光板に切り出す際、継合部位がないものを切り出すことは、極めて難しい。
【0012】
特許文献4及び特許文献5のように、楕円偏光板の製造において、ロール・トゥ・ロール貼合できるように、つまり、ロール状に形成してロールの長手方向同士を貼合できるように、一方の光学フィルムを所定の角度で枚葉状に切り出し、所定の位置に並べるという方法は、継合部分が問題になる。
【0013】
一方、継合部位がない、いわゆるシームレスな楕円偏光板を、ロール・トゥ・ロール貼合で製造する方法も提案されている。例えば、特開昭 55-59407 号公報(特許文献6)には、筒状に延伸された光学補償フィルムを延伸方向に対して所定の角度で連続的に切断して長尺状の光学補償フィルムを得、それを長手方向に延伸した透明フィルムに重ねて貼り合わせる方法が提案されている。しかしこの方法では、筒状フィルムの製造装置(ブロー成型機)が必要となり、また、筒状延伸フィルムを所定角度で連続裁断する際、精度良く角度をつけることが難しく、ロール状フィルムを延伸して作製する光学補償フィルムより工程が煩雑であり、かなりのコストアップとなることから、実用化されていないのが実情である。
【0014】
特開 2003-248117号公報(特許文献7)には、長尺状のセルロースアセテートフィルムを、その長手方向に対して平行でも垂直でもない方向に延伸することで光学補償フィルム(位相差板)を製造し、これと長尺状の直線偏光膜とを、それぞれの長手方向が平行になるように積層して、長尺状の円偏光板を製造する方法が記載されている。しかしこの方法では、長尺状のセルロースアセテートフィルムを斜め延伸する必要であり、斜め延伸は、縦一軸延伸や横一軸延伸と比較して、所定の角度に精度良く延伸することが難しく、生産性が低いため、コストアップにつながるという問題がある。
【0015】
さらに、特開 2004-272202号公報(特許文献8)や特開 2004-233872号公報(特許文献9)のそれぞれ実施例には、ポリビニルアルコールフィルムを斜め延伸して製造した直線偏光板と、透明支持体上に液晶性化合物を含む光学異方性層を形成して製造した光学補償フィルムとを貼合して、楕円偏光板とすることが記載されている。これらの技術を参考にすれば、例えば、ロール状のポリビニルアルコールフィルムを所定の角度で斜め延伸することにより、長手方向が延伸方向(すなわち吸収軸方向)にならないロール状の直線偏光板を製造し、一方で長手方向が遅相軸方向になるロール状の光学補償フィルムを製造し、これらの直線偏光板と光学補償フィルムを長手方向同士でロール・トゥ・ロール貼合することで、シームレスなロール状楕円偏光板を作製できることが推察できる。しかしこの方法では、ポリビニルアルコールフィルムを斜め延伸する必要であり、斜め延伸は、縦一軸延伸や横一軸延伸と比較して、所定の角度に精度良く延伸することが難しく、生産性が低いため、コストアップにつながるという問題がある。
【0016】
以上のように、積層工程の連続化、歩留まりの向上、材料ロスの低減、コスト低減といった点を全て満足した状態で、楕円偏光板をロール・トゥ・ロール貼合で製造することは難しいのが現状である。
【0017】
【特許文献1】特開2001−108830号公報(図3)
【特許文献2】特開平4−123008号公報
【特許文献3】特開平10−206631号公報
【特許文献4】特開平6−289221号公報(段落0013〜0014)
【特許文献5】特開平6−300918号公報
【特許文献6】特開昭55−59407号公報
【特許文献7】特開2003−248117号公報(請求項2)
【特許文献8】特開2004−272202号公報(実施例1−3、実施例4他)
【特許文献9】特開2004−233872号公報(実施例1、実施例3他)
【発明の開示】
【発明が解決しようとする課題】
【0018】
本発明は、上述した従来技術における問題点の解決を課題として検討した結果、達成されたもので、製造効率や歩留まりがよく、かつ薄型化に好適な楕円偏光板及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0019】
本発明者らは、かかる課題を解決すべく鋭意研究を重ねた結果、製造効率や歩留まりがよく、かつ薄型化に好適な楕円偏光板を開発し、またその製造方法を完成するに至った。すなわち本発明によれば、ロール状の直線偏光板の表面に、光学補償機能を発現する塗剤による塗布層を有する光学補償フィルムが積層されてなり、その光学補償フィルムは、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状のものであって、前記直線偏光板と前記光学補償フィルムが、それぞれの長手方向を略平行にしてロール・トゥ・ロール方式で積層されているか、又は、前記の光学補償フィルムは、前記直線偏光板の表面に光学補償機能を発現する塗剤を塗布することによって形成されている、ロール状の楕円偏光板が提供される。
【0020】
このロール状楕円偏光板は、これを所定の形状に裁断することにより、枚葉体の楕円偏光板とすることができる。こうして枚葉体とされた楕円偏光板は、各種の画像表示装置に適用することができる。具体的には、液晶セルと組み合わせて、液晶表示装置とすることができる。また、有機電界発光手段と組み合わせて、有機電界発光表示装置とすることもできる。さらに、表示手段及びタッチ式入力手段と組み合わせて、タッチパネルとすることもできる。タッチパネルにおける表示手段は、液晶セルや有機電界発光手段であることができる。
【0021】
また本発明によれば、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することで形成されたロール状の光学補償フィルムと、ロール状の直線偏光板とを、それぞれの長手方向を略平行にして、ロール・トゥ・ロール方式で積層することにより、ロール状の楕円偏光板を製造する方法も提供される。
【発明の効果】
【0022】
本発明の楕円偏光板は、ロール状で形成することができ、しかも、それを構成する直線偏光板及び光学補償フィルムのいずれにも継ぎ目がない状態で得られるので、それを枚葉体に裁断する場合を含めて、製造効率や歩留まりがよく、また各種表示装置の薄型化に適したものとなる。
【発明を実施するための最良の形態】
【0023】
以下、本発明を詳細に説明する。本発明に係る楕円偏光板は、ロール状の直線偏光板の表面に、光学補償機能を発現する塗剤による塗布層を有する光学補償フィルムが積層されてなり、その光学補償フィルムは、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状のものであって、前記直線偏光板と前記光学補償フィルムが、それぞれの長手方向を略平行にしてロール・トゥ・ロール方式で積層されているか、又は、前記の光学補償フィルムは、前記直線偏光板の表面に光学補償機能を発現する塗剤を塗布することによって形成されているロール状のものである。なお、本明細書において、「楕円偏光板」という語は、円偏光板を含む概念である。また、光学補償機能として、典型的にはレターデーション(位相差)が挙げられる。光学補償フィルムが発現するレターデーションは、楕円偏光板の用途などによって、1〜3,000nm 程度から、適宜選択される。
【0024】
上記の直線偏光板の吸収軸と上記の光学補償フィルムの遅相軸とが、実質的に45°の角度で交差するとき、ロール状の円偏光板として提供される。このとき、光学補償フィルムは、λ/4波長板として機能するもので構成するのが好ましい。λ/4波長板は、可視光線の波長領域(380〜780nm)のいずれかの光に対してほぼ1/4波長である90〜200nm程度のレターデーションを示すものであればよい。
【0025】
実際に、楕円偏光板は、製造上はロール状のものとして扱われることも多いが、表示装置に適用されるときなどは、枚葉体で用いられることが多く、その場合、上記のロール状の楕円偏光板を所定の形状に裁断することによって、枚葉状の楕円偏光板を得ることができる。
【0026】
楕円偏光板を構成する直線偏光板とは、偏光子に保護層が積層されたもの、又は偏光子単体を指す。偏光子とは、自然光からある一方向の直線偏光を選択的に透過する機能を有するものである。例えば、ポリビニルアルコール系フィルムにヨウ素を吸着・配向させたヨウ素系偏光フィルム、ポリビニルアルコール系フィルムに二色性の染料を吸着・配向させた染料系偏光フィルム、リオトロピック液晶状態の二色性染料をコーティングし、配向・固定化した塗布型偏光子などが挙げられる。これら、ヨウ素系偏光フィルム、染料系偏光フィルム及び塗布型偏光子は、自然光からある一方向の直線偏光を選択的に透過し、もう一方向の直線偏光を吸収する機能を有するもので、吸収型偏光子と呼ばれている。本発明に用いる偏光子は、前述した吸収型偏光子だけでなく、自然光からある一方向の直線偏光を選択的に透過し、もう一方向の直線偏光を反射又は散乱する機能を有する反射型偏光子とか散乱型偏光子と呼ばれているものでも構わない。また、ここで具体的に挙げた偏光子は、必ずしもこれらに限定されるわけではなく、自然光からある一方向の直線偏光を選択的に透過する機能を有するものであればよい。これらの偏光子の中でも、視認性に優れている吸収型偏光子を用いるのが好ましく、その中でも、偏光度及び透過率に優れるヨウ素系偏光フィルムを偏光子として用いるのが、最も好ましい。
【0027】
ヨウ素系偏光フィルムは、一般に、ポリビニルアルコール系樹脂を製膜したフィルムを構成要素とする。このポリビニルアルコール系樹脂は、ポリ酢酸ビニル系樹脂をケン化することにより得られる。ポリ酢酸ビニル系樹脂としては、酢酸ビニルの単独重合体であるポリ酢酸ビニルのほか、酢酸ビニル及びこれと共重合可能な他の単量体の共重合体などが例示される。酢酸ビニルに共重合される他の単量体としては、例えば、不飽和カルボン酸類、オレフィン類、ビニルエーテル類、不飽和スルホン酸類などが挙げられる。ポリビニルアルコール系樹脂のケン化度は、通常85〜100モル%程度、好ましくは98モル%以上である。このポリビニルアルコール系樹脂はさらに変性されていてもよく、例えば、アルデヒド類で変性されたポリビニルホルマールやポリビニルアセタールなども使用し得る。また、ポリビニルアルコール系樹脂の重合度は、通常1,000〜10,000程度、好ましくは1,500〜5,000程度である。
【0028】
ポリビニルアルコール系樹脂を製膜する方法は特に限定されるものでなく、公知の方法で製膜することができる。ポリビニルアルコール系樹脂からなる原反フィルムの膜厚は特に限定されないが、例えば、1μm〜150μm程度である。
【0029】
偏光フィルムは通常、このようなポリビニルアルコール系樹脂フィルムを一軸延伸する工程、ポリビニルアルコール系樹脂フィルムを二色性色素で染色してその二色性色素を吸着させる工程、二色性色素が吸着されたポリビニルアルコール系樹脂フィルムをホウ酸水溶液で処理する工程、及びこのホウ酸水溶液による処理後に水洗する工程を経て、製造される。二色性色素としては、ヨウ素又は二色性の有機染料が用いられる。
【0030】
一軸延伸は、染色の前に行ってもよいし、染色と同時に行ってもよいし、染色の後に行ってもよい。一軸延伸を染色の後で行う場合には、この一軸延伸は、ホウ酸処理の前に行ってもよいし、ホウ酸処理中に行ってもよい。もちろん、これらの複数の段階で一軸延伸を行うことも可能である。一軸延伸にあたっては、周速の異なるロール間で一軸に延伸してもよいし、熱ロールを用いて一軸に延伸してもよい。また、大気中にて延伸を行う乾式延伸であってもよいし、溶剤で膨潤した状態にて延伸を行う湿式延伸であってもよい。延伸倍率は、通常4〜8倍程度である。
【0031】
ポリビニルアルコール系樹脂フィルムを二色性色素で染色するには、例えば、ポリビニルアルコール系樹脂フィルムを、二色性色素を含有する水溶液に浸漬すればよい。なお、ポリビニルアルコール系樹脂フィルムは、染色処理の前に水への浸漬処理を施しておくことが好ましい。
【0032】
二色性色素としてヨウ素を用いる場合は通常、ヨウ素及びヨウ化カリウムを含有する水溶液に、ポリビニルアルコール系樹脂フィルムを浸漬して染色する方法が採用される。この水溶液におけるヨウ素の含有量は通常、水100重量部あたり 0.01〜1重量部程度であり、ヨウ化カリウムの含有量は通常、水100重量部あたり 0.5〜20重量部程度である。染色に用いる水溶液の温度は、通常20〜40℃程度であり、また、この水溶液への浸漬時間(染色時間)は、通常20〜1,800秒程度である。
【0033】
二色性色素による染色後のホウ酸処理は、染色されたポリビニルアルコール系樹脂フィルムをホウ酸含有水溶液に浸漬することにより行われる。ホウ酸含有水溶液におけるホウ酸の量は、水100重量部あたり、通常2〜15重量部程度、好ましくは5〜12重量部程度である。二色性色素としてヨウ素を用いる場合には、このホウ酸含有水溶液はヨウ化カリウムを含有するのが好ましい。ホウ酸含有水溶液におけるヨウ化カリウムの量は、水100重量部あたり、通常40重量部以下、好ましくは30重量部以下である。ホウ酸含有水溶液への浸漬時間は、通常 60〜1,200秒程度、好ましくは150〜600秒程度、さらに好ましくは200〜400秒程度である。また、ホウ酸含有水溶液の温度は、通常50℃以上であり、好ましくは50〜85℃である。
【0034】
ホウ酸処理後のポリビニルアルコール系樹脂フィルムは、通常、水洗処理される。水洗処理は、例えば、ホウ酸処理されたポリビニルアルコール系樹脂フィルムを水に浸漬することにより行われる。水洗後は乾燥処理が施されて、偏光フィルムが得られる。水洗処理における水の温度は、通常5〜40℃程度であり、浸漬時間は、通常1〜120秒程度である。その後に行われる乾燥処理は通常、熱風乾燥機や遠赤外線ヒーターを用いて行われる。乾燥温度は、通常40〜100℃である。乾燥処理の時間は、通常120〜600秒程度である。
【0035】
こうして得られる吸収型偏光子(偏光フィルム)においては、延伸方向に二色性色素が並ぶので、延伸方向が吸収軸となる。したがって、延伸を縦一軸延伸で行えば、ロール状で得られる偏光子の長手方向が吸収軸となる。
【0036】
先述の吸収型偏光子は、楕円偏光板を構成する材料として使用された場合、先述したように多種多様な環境で使用されるため、少なくとも片面に透明保護層が積層された直線偏光板として使用されることが好ましい。片面にのみ保護層を設けた場合は、光学補償フィルムと接着する面が、透明保護層のある面であっても、保護層のない面であっても構わない。透明保護層としては、例えば、トリアセチルセルロースやジアセチルセルロースのようなセルロース系樹脂フィルム、アクリル樹脂フィルム、ポリエステル樹脂フィルム、ポリアリレート樹脂フィルム、ポリエーテルサルホン樹脂フィルム、ノルボルネンのような環状オレフィンをモノマーとする環状ポリオレフィン系樹脂フィルムなどが挙げられる。透明保護層はフィルム状のものに限定されない。例えば、コーティングによって形成された保護層であっても構わない。
【0037】
本発明では、以上のような直線偏光板をロール状で構成し、その表面に、光学補償機能を発現する塗剤による塗布層を有する光学補償フィルムを積層する。積層にあたって、この光学補償フィルムは、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状のものとし、直線偏光板と光学補償フィルムとを、それぞれの長手方向を略平行にしてロール・トゥ・ロール方式で積層するか、又は、直線偏光板の表面に光学補償機能を発現する塗剤を塗布することによって形成する。
【0038】
まず、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状の光学補償フィルムを、ロール状の直線偏光板と積層する形態について説明する。ここで用いる透光性基材は、光学補償機能を発現する塗剤を均一に塗布でき、所望の光学補償機能を発現するものであれば、特に限定されない。具体的な透光性基材として、ガラス基材やプラスチック基材が例示できるが、ロール状の楕円偏光板を製造する場合、可撓性のあるプラスチック基材を採用するのが好ましい。プラスチック基材としては、トリアセチルセルロースやジアセチルセルロースのようなセルロース系樹脂からなるフィルム、アクリル樹脂フィルム、ポリエステル樹脂フィルム、ポリアリレート樹脂フィルム、ポリエーテルサルホン樹脂フィルム、ノルボルネンのような環状オレフィンをモノマーとする環状ポリオレフィン樹脂からなるフィルムなどが挙げられる。また、プラスチック基材はフィルム状のものに限定されず、例えば、コーティングにより形成された透光性の層であっても構わない。さらに、プラスチック基材の可撓性を調節するために、基材中にガラスファイバーやフィラーなどが添加されていてもよい。このとき、添加物の屈折率は、周りのプラスチックの屈折率にマッチングさせると、透光性が増すので、好ましい。これらのうち、薄膜化のため、先述したポリビニルアルコール系樹脂からなる偏光子に直接、上記の光学補償フィルムを接着剤で貼合することを考えると、セルロース系樹脂又は環状ポリオレフィン系樹脂からなる透光性基材が最も好ましい。透光性基材の厚みは、通常0.1〜1000μm程度の範囲であり、好ましくは、1〜500μm 程度の範囲であり、より好ましくは5〜200μm 程度の範囲である。
【0039】
光学補償機能を発現する塗剤は、上記の透光性基材に均一に塗布でき、所望の光学補償機能を発現するものであれば、特に限定されない。例えば、棒状の液晶性化合物を溶剤に溶解し、必要によりその他の成分を加えた塗布液が挙げられる。棒状の液晶性化合物の例として、次式(I)で示されるものを挙げることができる。
【0040】

【0041】
具体的な光学補償機能を発現する塗剤を例示すると、特許文献8(特開 2004-272202公報)の実施例4や、特許文献9(特開 2004-233872公報)の実施例3で用いられている、棒状液晶性化合物を含む光学異方性層用塗布液があり、これらの例では、上記式(I)で示される構造の棒状液晶化合物が用いられている。これらの例では、ポリビニルアルコールを含む配向層塗布液を、ケン化処理が施されたトリアセチルセルロースフィルム(透光性基材にあたる)に塗布し、所定の角度でラビング処理を行った後、光学異方性層用塗布液を塗布し、固定化し、さらにその上を別の所定の角度でラビング処理し、先述とは別の光学異方性層用塗布液を塗布し、固定化することで、λ/4波長板(光学補償フィルムの一種)を製造している。この際、ラビング処理をフィルムの長手方向に対して所望の角度で行うことにより、ロール状の直線偏光板とロール状の光学補償フィルムを、それぞれの長手方向を略平行にしてロール・トゥ・ロール方式で積層し、ロール状の円偏光板(楕円偏光板の一種)を製造することができる。このように、ラビング方向を変えるだけで、継合部分のないロール状の楕円偏光板を作製できるという点は、光学補償機能を発現する塗剤を透光性基板に塗布することで形成する光学補償フィルムを用いることの利点であり、斜め延伸して所望の角度に偏光子の吸収軸や光学補償フィルムの遅相軸を合わせる方法に比べ、技術的に平易であり、その分生産性が高い。
【0042】
また、現在この業界で広く用いられている、フィルムの延伸により作製された光学補償フィルムは、せいぜい薄くても40μm 厚程度のものであるが、上記のような配向機能を発現する塗剤を透光性基材に塗布して作製された光学補償フィルムは、塗剤を適宜選択することにより、塗布層のみで所望の光学補償機能を実現することができ、その層の厚みは数μm 程度まで薄くすることが可能である。
【0043】
上記光学補償機能を発現する塗剤の例示では、棒状液晶性化合物の配向を規定する方法として、配向膜をラビング処理する方法(ラビング配向法)を挙げた。この方法は好適であるが、液晶性化合物の配向方法は、所望の光学補償機能を発現するものであれば、特に限定されない。液晶性化合物の配向方法として、ラビング配向法以外に、無機化合物の斜方蒸着法、イオン等の斜方照射法、マイクログルーブを有する層を形成する方法、ラングミュア・ブロジェット膜(LB膜)を形成する方法、配向膜に光を照射して配向機能を生じさせる方法、配向膜に電場又は磁場を付与することによって配向機能を生じさせる方法などが挙げられる。
【0044】
透光性基材に光学補償機能を発現する塗剤を塗布することによって形成された光学補償フィルムは、直線偏光板に積層される面が、直線偏光板との密着性をよくするために易接着処理されることが好ましい。これは、楕円偏光板を後述する画像表示装置に適用する場合、その画像表示装置を使用する環境が多種多様であるため、容易に層間剥離が起こるものでは、使用上好ましくないからである。例えば、カーナビゲーションシステムに使用される液晶表示装置は、常時車内にあるため、夏の炎天下などになると、車内は70℃以上にもなるため、そのような環境にも耐えうる楕円偏光板が必要である。易接着処理の方法としては、プラズマ処理、コロナ処理、紫外線照射処理、フレーム(火炎)処理、ケン化処理などの表面処理を適宜施せばよい。ケン化処理としては、水酸化ナトリウムや水酸化カリウムのようなアルカリの水溶液に浸漬する方法が挙げられる。光学補償フィルムの透光性基材として、セルロース系樹脂を使用する場合は、ケン化処理が一般的によく用いられ、環状ポリオレフィン樹脂を使用する場合は、コロナ処理が一般的によく用いられる。
【0045】
光学補償フィルムと直線偏光板を積層する方法として、良好な密着性が得られることから、接着剤を介して両者を貼合する方法が、好ましく採用される。
【0046】
接着剤を介して両者を貼合する場合、用いられる接着剤としては、接着性に優れ、かつ楕円偏光板の光学特性に悪影響を与えないものであれば何でもよい。具体的には、水溶媒系接着剤、有機溶媒系接着剤、ホットメルト系接着剤、無溶剤系接着剤などの接着剤を用いて貼合される。材料別に列記すると、(メタ)アクリレート系、オキセタン系の如きモノマー・オリゴマー系接着剤、尿素樹脂系、メラミン樹脂系、フェノール樹脂系、レゾルシノール樹脂系、エポキシ系、ウレタン樹脂系、酢酸ビニル樹脂系、ポリビニルアルコール樹脂系、アクリル樹脂系、セルロース樹脂系の如き樹脂系接着剤、クロロプレン系、ニトリルゴム系、スチレンブタジエンゴム系、スチレンブロック共重合熱可塑性エラストマー系、ブチルゴム系、天然ゴム系、再生ゴム系、塩化ゴム系、シリコーンゴム系の如きゴム系接着剤、膠や澱粉系の如き天然系接着剤などが挙げられる。さらに具体的に説明すると、水溶媒系接着剤として、例えば、ポリビニルアルコール系樹脂の水溶液、ウレタン樹脂を用いた水系二液型ウレタン系エマルジョン接着剤などが、有機溶媒系接着剤として、例えば、ウレタン樹脂を用いた二液型ウレタン系接着剤などが、無溶剤系接着剤として、例えば、ウレタン樹脂を用いた一液型ウレタン系接着剤などが、それぞれ挙げられる。
【0047】
光学補償フィルムを構成する透光性基材がセルロース系樹脂からなり、かつ貼合面が易接着処理されており、一方、直線偏光板の貼合面がポリビニルアルコール系樹脂からなる偏光子である場合、ポリビニルアルコール系樹脂の水溶液が接着剤として好適に用いられる。接着剤として用いるポリビニルアルコール系樹脂には、酢酸ビニルの単独重合体であるポリ酢酸ビニルをケン化処理して得られるビニルアルコールホモポリマーのほか、酢酸ビニルとこれに共重合可能な他の単量体との共重合体をケン化処理して得られるビニルアルコール系共重合体、さらにはそれらの水酸基を部分的に変性した変性ポリビニルアルコール系重合体などがある。この接着剤には、多価アルデヒド、水溶性エポキシ化合物、メラミン系化合物などを添加剤として用いてもよい。
【0048】
接着剤の塗布方法は特に限定されるものでなく、例えば、光学補償フィルム又は直線偏光板の表面に接着剤を均一に塗布し、塗布面にもう一方のフィルムを重ねてロールにより貼合する方法などが挙げられる。塗布温度は、通常約15〜40℃の温度下で行われ、貼合温度は、通常約15〜30℃程度の範囲で行われる。
【0049】
接着剤は、加熱、活性エネルギー線の照射、あるいは両方を行うことにより硬化し、光学補償フィルムと直線偏光板を強固に接着することができる。
【0050】
熱により硬化を行う場合は、反応性モノマーが重合して硬化する場合と、接着剤中に含まれる溶剤が乾燥により除去されて硬化する場合がある。いずれも、一般的に知られた方法で加熱することができ、その条件なども特に限定されないが、高温での加熱は直線偏光板の劣化を招くため、通常20〜120℃にて実施されることが好ましい。
【0051】
乾燥により硬化する場合、乾燥温度は、通常約30〜85℃、好ましくは約40〜80℃の範囲である。その後、約15〜85℃、好ましくは約20〜50℃、より好ましくは約35〜45℃の温度環境下で、通常約1〜90日間程度養生し、接着剤を硬化させてもよい。この養生期間が長いと生産性が悪くなるため、養生期間は、好ましくは約1〜30日間程度、より好ましくは約1〜7日間である。
【0052】
活性エネルギー線の照射により硬化を行う場合、用いる光源は特に限定されないが、例えば、低圧水銀灯、中圧水銀灯、高圧水銀灯、超高圧水銀灯、メタルハライドランプなどを用いることができる。光照射強度も特に限定されないが、接着剤に含まれる光開始剤の吸収波長での照射強度ピークが10〜10,000mW/cm2であることが好ましい。光照射強度が10mW/cm2 未満であると、反応時間が長くなりすぎ、10,000mW/cm2を超えると、ランプからの輻射熱により直線偏光板の劣化を生じる可能性がある。光照射時間も特に限定されないが、照射強度と照射時間の積で表される積算光量が 10〜10,000mJ/cm2 となるように設定されるのが好ましい。積算光量が10mJ/cm2 未満であると、接着剤の硬化が十分に進まない可能性があり、一方で積算光量が10,000mJ/cm2を超えると、直線偏光板の劣化を生じる可能性がある。
【0053】
加熱又は活性エネルギー線照射のいずれの条件で硬化させる場合であっても、直線偏光板の偏光度、透過率及び色相といった、各種機能を低下させない範囲で硬化させることが好ましい。
【0054】
また、光学補償フィルムと直線偏光板の接着には、感圧接着剤を用いることもできる。感圧接着剤は、粘着剤とも呼称される接着剤の一種である。具体的には、(メタ)アクリレート系、オキセタン系、スチレンブタジエンゴム系、ブチルゴム系、天然ゴム系、シリコーンゴム系、ポリイソプレン系、ポリブテン系、ポリビニルエーテル系、アクリル樹脂系、ポリエステル系などが挙げられる。これらの中でも、(メタ)アクリレート系、オキセタン系、アクリル樹脂系、ポリエステル系、エポキシ系、ポリウレタン樹脂系の接着剤又は粘着剤が好ましい。これらの接着剤又は粘着剤は、透明性が高く、耐候性も良好という理由からも好ましい。さらに、薄肉の直線偏光板を用いる場合は、(メタ)アクリレート系、アクリル樹脂系、ポリエステル系の接着剤を用いることが特に好ましい。
【0055】
感圧接着剤を用いる場合も、密着性を上げるために、貼合後、約15〜85℃、好ましくは約20〜50℃、より好ましくは約35〜45℃の温度環境下で、通常約1〜90日間程度養生することができる。この養生期間が長いと生産性が悪くなるため、養生期間は好ましくは約1〜30日間程度、より好ましくは約1〜7日間である。
【0056】
次に、直線偏光板の表面に、光学補償機能を発現する塗剤を塗布することによって、光学補償フィルムを形成する形態について説明する。ここまでの説明では、透光性基材に光学補償機能を発現する塗剤を塗布することにより光学補償フィルムを形成していたが、この透光性基材を、先に説明したロール状の直線偏光板に置き換えれば、この形態を実現することができる。したがって、この形態では、ロール状の直線偏光板の表面に、上で説明した光学補償機能を発現する塗剤を塗布すればよいので、さらに詳しい説明は省略する。
【0057】
以上のようにして、ロール状の直線偏光板の表面に、光学補償機能を発現する塗剤による塗布層を有する光学補償フィルムが積層されてなる本発明の楕円偏光板がロール状で得られる。そして、直線偏光板として、現在広く用いられているポリビニルアルコール系樹脂の延伸フィルムにヨウ素又は二色性染料からなる二色性色素が吸着配向されたロール状のものを用いれば、その長手方向が吸収軸となる。本発明は、このような形態に特に有用である。ロール状で得られた楕円偏光板は、後述する画像表示装置などに適用するため、所定の形状に裁断することによって、枚葉体とすることができる。
【0058】
なお、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状の光学補償フィルムに、偏光性能を発現する塗液を塗布する方法によっても、ロール状の楕円偏光板を製造することができる。この方法の場合、偏光性能を発現する塗液として、塗布型偏光子が用いられる。この場合の塗布は、通常一般の方法で行うことができる。例えば、マイヤーバーコート、グラビアコート、ダイコート、ディップコート、スプレーコート、ロールコート、コンマコート、ナイフコートなどの各種塗装法、またスクリーン印刷法やインクジェット方式などの印刷技術が用いられる。特に、せん断応力のかかる塗布方法が好ましい。偏光性能を発現する塗液が溶液である場合、又は溶媒に分散されているものである場合、塗布後は、溶媒を蒸発させることで、偏光層が形成できる。溶媒の蒸発は、通常の乾燥方法により行うことができ、例えば、加熱乾燥、常温乾燥、凍結乾燥、遠赤外線乾燥などの方法が採用できる。こうして得られる偏光層の厚みは、20〜1,500nm 程度の薄いものとすることができる。この厚みは、好ましくは50nm以上、また好ましくは1,000nm 以下であり、得られる直線偏光板の透過率によって適宜選択される。
【0059】
本発明の楕円偏光板は、種々の光学製品又は画像表示装置における反射防止層などとして、利用することができる。反射防止層としては、一般に、円偏光板を用いるといわれるが、光学製品又は画像表示装置の色合いやコントラストなど、視認性を調整するために、若干円偏光から楕円偏光にずらして楕円偏光板を用いることもある。
【0060】
本発明の楕円偏光板が適用される画像表示装置の好ましい具体例としては、反射型液晶表示装置(半透過半反射型液晶表示装置も含む)、有機電界発光を用いた表示装置、タッチパネルなどを挙げることができる。
【0061】
液晶表示装置は、電極を有する2枚の基板間に液晶が封入された液晶セルを中心に構成され、そこへの電圧印加の有無や印加電圧の大きさなどによって表示を行うものである。その視認側に、楕円偏光板が配置される。
【0062】
有機電界発光(有機EL)表示装置は、有機化合物を含む物質が電界からエネルギーを受けて励起され、エネルギーを光の形で再放出するという有機電界発光手段を用いた表示装置である。具体例としては、基板/透明電極(陽極)/ホール輸送層/発光層/電子輸送層/透明電極(陰極)/基板からなり、陽極から注入された正孔と陰極から注入された電子が、それぞれホール輸送層と電子輸送層を経て発光層に辿り着き、そこで再結合することによって、有機分子が励起状態を経由し、発光を生ずるものである。楕円偏光板は、その視認側の基板の上に配置される。
【0063】
タッチパネルは、表示手段とタッチ式入力手段とを構成要素として有するものである。表示手段の例としては、カソードレイチューブ(CRT)、プラズマディスプレイパネル(PDP)、フィールドエミッションディスプレイ(FED)、無機電界発光表示装置、有機電界発光表示装置、液晶表示装置などが挙げられる。タッチ式入力手段は、導電膜/スペーサー/導電膜のような構成が一般的で、楕円偏光板は、その視認側の導電膜の上に配置される。タッチパネルは、検出方式に基づく分類によって、抵抗膜式タッチパネル、光学式タッチパネル、超音波式タッチパネル、静電容量式タッチパネルなどに分けられるが、いずれの方式のタッチパネルに対しても、本発明の楕円偏光板を適用することができる。
【実施例】
【0064】
以下、実施例を示して本発明をさらに具体的に説明するが、本発明はこれらの例によって限定されるものではない。例中、使用量を表す部は、特記ないかぎり重量基準である。また、物性の測定及び評価は、次の方法に従って行った。
【0065】
(1)直線偏光板部分の単体透過率及び偏光度
楕円偏光板の偏光板部分の偏光性能は、SEMIジャパン(SEMI:Semiconductor Equipment and Materials International の略)が著作権を有するSEMIスタンダード“SEMI D34-0703 FPD偏光板の測定方法” に準じ、(株)島津製作所製の分光光度計“UV-2450” を用いて測定した。測定にあたり、直線偏光板に光学補償フィルムがついているものは、光学補償フィルムの影響を受けないように、分光光度計の光源から出射された光が、分光光度計の偏光プリズム/直線偏光板/光学補償フィルム/受光部の順に進むようにサンプルをセットした。
【0066】
(2)楕円率
楕円偏光板の楕円率は、王子計測機器(株)製の自動複屈折計“KOBRA-21ADH” を用いて、波長545.7nm における値を測定した。ここで楕円率とは、楕円偏光を構成する楕円の短軸/長軸の比である。楕円偏光とは、光の伝播方向から観測した光波の軌跡の形が楕円であるため、そう呼ばれる。具体的には、円偏光のときの楕円率は1、直線偏光のときの楕円率が0であって、楕円率が0と1の間に存在するときは、楕円偏光と呼ばれる。
【0067】
(3)取り効率
有効幅amm、有効長bmmのロール状楕円偏光板から、縦cmm×横dmmの継合部分のない枚葉状の楕円偏光板がe枚切り出せたとき、以下の式(1)から算出される値Rを、楕円偏光板の取り効率とした。取り効率Rが大きいほど、歩留まりがよいことになる。
【0068】
【0069】
実施例1
(a)ロール状λ/4波長板
厚さ80μm のトリアセチルセルロースフィルム(“フジタック TF80UL” 、富士写真フイルム(株)製)をケン化処理したものがロール状透光性基材となり、その片面に、光配向膜を利用して重合性液晶化合物が配向しており、ロール状基材の長手方向に対してフィルム面内で45°傾いた方向に遅相軸を有するロール状λ/4波長板を用意した。
【0070】
(b)ロール状直線偏光フィルム
平均重合度約2,400、ケン化度99.9モル%以上で厚さ75μm のロール状のポリビニルアルコールフィルムを乾式で延伸倍率5倍に一軸延伸し、さらに緊張状態を保ったまま、ヨウ素/ヨウ化カリウム/水の重量比が0.05/5/100 の水溶液に28℃で60秒間浸漬した。次に、ヨウ化カリウム/ホウ酸/水が重量比で 10/9.5/100の水溶液に74℃で300秒間浸漬した。26℃の純水で20秒間水洗した後、65℃で乾燥して、ポリビニルアルコールにヨウ素が吸着配向されたロール状の直線偏光フィルムを得た。その厚みは約26μm であった。このとき、偏光フィルムの吸収軸は、ロールフィルムの長手方向と平行であった。
【0071】
(c)ロール状楕円偏光板の作製
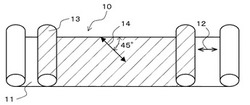
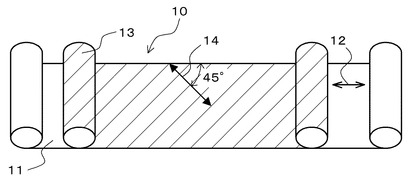
平均重合度が約1,700、ケン化度が99.6モル%以上のポリビニルアルコールを、水100部に対して4部溶解し、ポリビニルアルコール系接着剤を調製した。先に得られたロール状の偏光フィルムの両面にこの接着剤を塗布した後、片面には、先述のロール状λ/4波長板をそのトリアセチルセルロースフィルム側で、もう一方の面には、厚さ80μm のロール状トリアセチルセルロースフィルム(“フジタック TF80UL” 、富士写真フイルム(株)から入手)にケン化処理を施したものを、それぞれの長手方向が同じになるようにして貼合した。このとき、直線偏光板の吸収軸とλ/4波長板の遅相軸とのなす角度は45°になる。その後、65℃で乾燥して、図1に模式図で示す構造のロール状の楕円偏光板10を得た。すなわち、この楕円偏光板10は、ロール状の偏光子の片面にロール状の透明保護層がロール・トゥ・ロール貼合されてロール状の直線偏光板11を形成するとともに、その透明保護層が貼合されていない面に、ロール状の光学補償フィルム13がロール・トゥ・ロール貼合されたものであり、直線偏光板11の吸収軸12は楕円偏光板10の長さ方向にあり、光学補償フィルム13の遅相軸14は楕円偏光板10の長手方向に対して45°の方向にある。
【0072】
(d)偏光性能の評価
得られたロール状の楕円偏光板10は、図1のように継合部分のない連続したものであった。この楕円偏光板の厚みは、190μm であった。直線偏光板部分の単体透過率及び偏光度を測定したところ、それぞれ42.7%及び100.0%であった。また、楕円率は0.94であり、ほぼ円偏光板になっていた。
【0073】
実施例2
実施例1で得られたロール状の楕円偏光板(100mm幅×5m長、長手方向と直線偏光板の吸収軸は平行)から、枚葉状の楕円偏光板(縦100mm×横50mm)を、縦方向が直線偏光板の吸収軸となるように裁断したところ、継合部分のない円偏光板を100枚切り出すことができた。この例では、前記式(1)により算出される取り効率Rが100%となった。
【0074】
実施例3
実施例1で得られたロール状の楕円偏光板(100mm幅×5m長、長手方向と直線偏光板の吸収軸は平行)から、枚葉状の楕円偏光板(縦50mm×横50mm)を、縦方向が直線偏光板の吸収軸となるように裁断したところ、継合部分のない円偏光板を200枚切り出すことができた。この例でも、前記式(1)により算出される取り効率Rは100%となった。
【0075】
比較例1
この例では、樹脂フィルムの延伸により作製され、遅相軸が長手方向にある光学補償フィルムから、所定の角度で枚葉状に裁断したものを、吸収軸が長手方向にあるロール状の直線偏光板に感圧接着剤を介して所定の角度で貼合し、楕円偏光板を作製した。
【0076】
(a)ロール状直線偏光板の作製
ロール状の直線偏光フィルムは、実施例1の(b)と同様に作製した。次に、実施例1の(c)で用いたのと同じ組成のポリビニルアルコール系接着剤を、このロール状偏光フィルムの両面に塗布した後、実施例1の(c)で用いたのと同じ厚さ80μm のロール状トリアセチルセルロースフィルム“フジタック TF80UL” にケン化処理を施したものを、偏光フィルムのそれぞれの面にロール・トゥ・ロールで貼合した。その後、70℃で乾燥して、ロール状の直線偏光板を得た。この直線偏光板の厚みは188μm であった。
【0077】
(b)楕円偏光板の作製
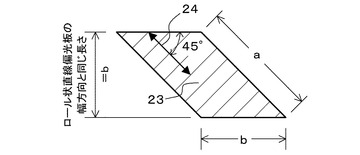
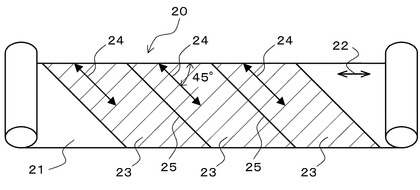
図2に平面図で示すように、枚葉状の平行四辺形に裁断されたλ/4波長板23(“スミカライト”、住友化学(株)から入手、厚み約50μm )を光学補償フィルムとした。このλ/4波長板23は、遅相軸24の方向を一辺aとし、それと45°の角度で交わる方向をもう一辺bとし、先のロール状直線偏光板に貼り合せるため、平行な二辺b,bの間の距離(高さ)が先のロール状直線偏光板の幅方向と同じ長さの平行四辺形に裁断されたものである。また、一辺bの長さも、ロール状直線偏光板の幅方向と同じ長さになっている。この光学補償フィルム(λ/4波長板23)を、先のロール状直線偏光板に、厚さ25μm の透明な感圧接着層を介して、直線偏光板の吸収軸とλ/4波長板の遅相軸のなす角度が45°になるように、連続的に隙間なく貼合することで、図3に模式図で示すようなロール状の楕円偏光板を得た。すなわち、このロール状楕円偏光板20は、ロール状の直線偏光板21に、枚葉状のλ/4波長板23が隙間なく貼り合わされたものであり、直線偏光板21の吸収軸22は楕円偏光板20の長さ方向にあり、λ/4波長板23の遅相軸24は楕円偏光板10の長手方向に対して45°の方向にある。
【0078】
(c)偏光性能の評価
得られたロール状楕円偏光板は、図3に示すように、継合部分25がロール状楕円偏光板の幅と等しい長さのピッチで現れるものであった。この楕円偏光板の厚みは263μm であった。直線偏光板部分の単体透過率及び偏光度を測定したところ、それぞれ 43.0%及び100.0%であった。また楕円率は0.95であり、ほぼ円偏光板になっていた。
【0079】
比較例2
比較例1で得られたロール状の楕円偏光板(100mm幅×5m長、長手方向と直線偏光板の吸収軸は平行)から、枚葉状の楕円偏光板(縦100mm×横50mm)を、縦方向が直線偏光板の吸収軸となるように裁断しようとしたが、継合部分のない円偏光板を切り出すことができなかった。したがって、この例では、前記式(1)により算出される取り効率Rが0%となった。
【0080】
比較例3
比較例1で得られたロール状の楕円偏光板(100mm幅×5m長、長手方向と直線偏光板の吸収軸は平行)から、枚葉状の楕円偏光板(縦50mm×横50mm)を、縦方向が直線偏光板の吸収軸となるように裁断したところ、継合部分のない円偏光板を100枚切り出すことができた。したがって、この例では、前記式(1)により算出される取り効率Rが50%となった。
【0081】
以上の実施例及び比較例の結果を、以下の表1と表2にまとめた。
【0082】
【表1】
【0083】
【表2】
【図面の簡単な説明】
【0084】
【図1】吸収軸方向がロールフィルムの長手方向に平行なロール状の直線偏光板に、遅相軸方向がロールフィルムの長手方向に対して45°の方向にあるロール状のλ/4波長板を、それぞれの長手方向を平行にして、ロール・トゥ・ロールで貼合して作製されたロール状の楕円偏光板を表す模式図である。
【図2】延伸により作製されたロール状のλ/4波長板から平行四辺形に裁断された枚葉状のλ/4波長板を表す平面図である。
【図3】吸収軸方向がロールフィルムの長手方向に平行なロール状の直線偏光板に、図2の枚葉状λ/4波長板を隙間なく貼合して作製されたロール状の楕円偏光板を表す模式図である。
【符号の説明】
【0085】
10……ロール状の楕円偏光板、
11……ロール状の直線偏光板、
12……直線偏光板の吸収軸、
13……ロール状のλ/4波長板(光学補償フィルム)、
14……λ/4波長板の遅相軸、
20……比較例のロール状楕円偏光板、
21……ロール状の直線偏光板、
22……直線偏光板の吸収軸、
23……平行四辺形に裁断された枚葉状のλ/4波長板、
24……λ/4波長板の遅相軸、
25……枚葉のλ/4波長板の継合部分。
【技術分野】
【0001】
本発明は、液晶表示装置や有機電界発光表示装置などに用いられ、製造効率や歩留まりが良好で、かつ薄型化に好適な楕円偏光板及びその製造方法に関するものである。本発明はまた、その楕円偏光板を用いた、液晶表示装置、有機電界発光表示装置、タッチパネルなどの表示装置にも関係している。
【背景技術】
【0002】
液晶表示装置などに用いられる楕円偏光板は一般に、直線偏光板と光学補償フィルムとを積層することにより構成されている。すなわち、直線偏光板の吸収軸と光学補償フィルムの遅相軸とが所定の角度をなすように、直線偏光板及び光学補償フィルムが接着剤などを用いて貼合されている。
【0003】
近年、液晶表示装置は、モニターやノート型パーソナルコンピュータだけでなく、自動車用のナビゲーションシステム、携帯電話、PDA(携帯情報端末: Personal Digital Assistance)などの小型電子機器や、テレビなどの大型電子機器にも普及してきている。このような普及に伴い、小型化、薄型化及び軽量化への市場要求は年々高まっており、それらに付随して、楕円偏光板を従来よりもさらに薄くする要望も強くなってきている。また、柔軟性がかなり向上する点からも、薄肉化は有利である。
【0004】
このような背景から、偏光板の薄型化の提案が従来からなされている。例えば、偏光子に使用されている保護フィルムを薄肉化することが考えられる。また、特開 2001-108830号公報(特許文献1)には、偏光子の保護フィルムを片側だけに貼合し、もう一方の面には粘着剤を介して位相差フィルムを貼合した積層モデルが示されており、偏光板の片側の保護フィルムを省略することで薄肉化を実現している。
【0005】
一方、市場からの低価格化の要求も年々高まりをみせている。そのため、楕円偏光板の製造に際しては、積層工程の連続化、歩留まりの向上、材料ロスの低減などが大きな課題となっている。
【0006】
楕円偏光板を製造する際、現在最も一般的な方法として、直線偏光板と光学補償フィルムのいずれも枚葉体でそれらを貼合する方法(いわゆるシート・トゥ・シート貼合)や、直線偏光板と光学補償フィルムの一方がロール状フィルムで、このロール状フィルムにもう一方のフィルムの枚葉体を貼合していく方法(いわゆるシート・トゥ・ロール貼合、ロール・トゥ・シート貼合ということもある)が用いられている。
【0007】
楕円偏光板をシート・トゥ・シート貼合で製造する方法として、特開平 4-123008 号公報(特許文献2)には、直線偏光板と光学補償フィルムの枚葉体を所定の角度となるように調整して接着し、得られる積層体の縁部を切除して、楕円偏光板とする方法が提案されている。しかしこの方法では、直線偏光板の裁断工程、光学補償フィルムの裁断工程及び直線偏光板と光学補償フィルムの接着工程の3工程をそれぞれ別々に行う必要があり、作業工程が煩雑になり、作業工程上の材料のロスも多く、コストアップになりやすいという問題がある。また、歩留まり的にも不利であり、積層工程の連続化も困難である。
【0008】
楕円偏光板をシート・トゥ・ロール貼合で製造する方法として、特開平 10-206631号公報(特許文献3)には、直線偏光板及び光学補償フィルムのいずれか一方の長尺体を、その光軸に対して所定角となるように裁断して枚葉体を得、もう一方の長尺体にそれぞれの光軸が所定角θをなすように連続的に貼り合わせて楕円偏光板とする方法が提案されている。しかしこの方法は、ロール状の光学フィルムに、もう一方の光学フィルムの枚葉体を正確に角度制御して貼合するものであるため、積層工程の連続化、歩留まりの向上及び材料ロスの低減はある程度できるものの、生産能力が上がらないという問題があり、コスト低減には限界がある。
【0009】
以上のように、楕円偏光板を製造する際、直線偏光板と光学補償フィルムを貼合して製造する方法はこれまで様々な検討がなされてきたが、いずれも、積層工程の連続化、歩留まりの向上、材料ロスの低減、コスト低減という点に対して、十分な解決法が見出されていないのが現状である。これは、楕円偏光板の製造に使用する直線偏光板と光学補償フィルムは、通常いずれも、工程内で延伸されることから、直線偏光板では延伸方向が吸収軸になり、光学補償フィルムでは延伸方向が遅相軸になるのが一般的で、かつ楕円偏光板を製造する際、直線偏光板の吸収軸と光学補償フィルムの遅相軸とを、平行でもなく直交でもない方向に貼合する必要があるので、いずれもロール状で長手方向同士を貼合していくという方法(いわゆるロール・トゥ・ロール貼合)をとることができないためである。
【0010】
これに対し、楕円偏光板を製造する方法として、直線偏光板と光学補償フィルムがいずれも長尺体で貼合される方法(いわゆるロール・トゥ・ロール貼合)も提案されている。例えば、特開平 6-289221 号公報(特許文献4)には、長尺の直線偏光板を長手方向(吸収軸)に対して所定角度となるようにバイアス状に切断し、そのバイアス切断板を切断縁が上下平行線となるように置き換えた状態で継合する方法が提案されている。しかし、この方法では、バイアス切断板を継合する工程が必要となり、生産能力が上がらず、光学補償フィルムと積層したときに角度制御の精度が悪くて歩留まりが低く、大幅なコストアップにつながっていた。また、継合する部位には例えば粘着テープが用いられるため、その部分が製品でロスとなるという問題や、継合部位に粘着テープによる段差が生じ、直線偏光板との貼合不良の原因になるなどの問題もあった。さらに、ロール状の楕円偏光板ができても、そのロールには継合部位が残るため、大型サイズの枚葉状の楕円偏光板に切り出す際、継合部位がないものを切り出すことは、極めて難しい。
【0011】
特開平 6-300918 号公報(特許文献5)には、直線偏光板と光学補償フィルムのいずれか一方の長尺状物から、矩形の隣接する2辺のそれぞれが延伸軸と所定の角度をもつように裁断して矩形状物とし、その矩形状物を長尺状のキャリアフィルムに連続して固定するとともに、他方のフィルムの長尺状物を上記キャリアフィルム上の矩形状物と接着させて所定の形状に裁断することにより、楕円偏光板を製造する方法が提案されている。しかしこの方法では、矩形の隣接する2辺のそれぞれが延伸軸と所定の角度をもつように裁断して矩形状の枚葉体を取り出すため、必然的に裁断されずに残る面積が大きくなり、それはそのまま高価な光学フィルムのロスとなり、また、コストアップにつながるという問題点があった。さらに、上記特許文献4と同様、大型サイズの枚葉状の楕円偏光板に切り出す際、継合部位がないものを切り出すことは、極めて難しい。
【0012】
特許文献4及び特許文献5のように、楕円偏光板の製造において、ロール・トゥ・ロール貼合できるように、つまり、ロール状に形成してロールの長手方向同士を貼合できるように、一方の光学フィルムを所定の角度で枚葉状に切り出し、所定の位置に並べるという方法は、継合部分が問題になる。
【0013】
一方、継合部位がない、いわゆるシームレスな楕円偏光板を、ロール・トゥ・ロール貼合で製造する方法も提案されている。例えば、特開昭 55-59407 号公報(特許文献6)には、筒状に延伸された光学補償フィルムを延伸方向に対して所定の角度で連続的に切断して長尺状の光学補償フィルムを得、それを長手方向に延伸した透明フィルムに重ねて貼り合わせる方法が提案されている。しかしこの方法では、筒状フィルムの製造装置(ブロー成型機)が必要となり、また、筒状延伸フィルムを所定角度で連続裁断する際、精度良く角度をつけることが難しく、ロール状フィルムを延伸して作製する光学補償フィルムより工程が煩雑であり、かなりのコストアップとなることから、実用化されていないのが実情である。
【0014】
特開 2003-248117号公報(特許文献7)には、長尺状のセルロースアセテートフィルムを、その長手方向に対して平行でも垂直でもない方向に延伸することで光学補償フィルム(位相差板)を製造し、これと長尺状の直線偏光膜とを、それぞれの長手方向が平行になるように積層して、長尺状の円偏光板を製造する方法が記載されている。しかしこの方法では、長尺状のセルロースアセテートフィルムを斜め延伸する必要であり、斜め延伸は、縦一軸延伸や横一軸延伸と比較して、所定の角度に精度良く延伸することが難しく、生産性が低いため、コストアップにつながるという問題がある。
【0015】
さらに、特開 2004-272202号公報(特許文献8)や特開 2004-233872号公報(特許文献9)のそれぞれ実施例には、ポリビニルアルコールフィルムを斜め延伸して製造した直線偏光板と、透明支持体上に液晶性化合物を含む光学異方性層を形成して製造した光学補償フィルムとを貼合して、楕円偏光板とすることが記載されている。これらの技術を参考にすれば、例えば、ロール状のポリビニルアルコールフィルムを所定の角度で斜め延伸することにより、長手方向が延伸方向(すなわち吸収軸方向)にならないロール状の直線偏光板を製造し、一方で長手方向が遅相軸方向になるロール状の光学補償フィルムを製造し、これらの直線偏光板と光学補償フィルムを長手方向同士でロール・トゥ・ロール貼合することで、シームレスなロール状楕円偏光板を作製できることが推察できる。しかしこの方法では、ポリビニルアルコールフィルムを斜め延伸する必要であり、斜め延伸は、縦一軸延伸や横一軸延伸と比較して、所定の角度に精度良く延伸することが難しく、生産性が低いため、コストアップにつながるという問題がある。
【0016】
以上のように、積層工程の連続化、歩留まりの向上、材料ロスの低減、コスト低減といった点を全て満足した状態で、楕円偏光板をロール・トゥ・ロール貼合で製造することは難しいのが現状である。
【0017】
【特許文献1】特開2001−108830号公報(図3)
【特許文献2】特開平4−123008号公報
【特許文献3】特開平10−206631号公報
【特許文献4】特開平6−289221号公報(段落0013〜0014)
【特許文献5】特開平6−300918号公報
【特許文献6】特開昭55−59407号公報
【特許文献7】特開2003−248117号公報(請求項2)
【特許文献8】特開2004−272202号公報(実施例1−3、実施例4他)
【特許文献9】特開2004−233872号公報(実施例1、実施例3他)
【発明の開示】
【発明が解決しようとする課題】
【0018】
本発明は、上述した従来技術における問題点の解決を課題として検討した結果、達成されたもので、製造効率や歩留まりがよく、かつ薄型化に好適な楕円偏光板及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0019】
本発明者らは、かかる課題を解決すべく鋭意研究を重ねた結果、製造効率や歩留まりがよく、かつ薄型化に好適な楕円偏光板を開発し、またその製造方法を完成するに至った。すなわち本発明によれば、ロール状の直線偏光板の表面に、光学補償機能を発現する塗剤による塗布層を有する光学補償フィルムが積層されてなり、その光学補償フィルムは、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状のものであって、前記直線偏光板と前記光学補償フィルムが、それぞれの長手方向を略平行にしてロール・トゥ・ロール方式で積層されているか、又は、前記の光学補償フィルムは、前記直線偏光板の表面に光学補償機能を発現する塗剤を塗布することによって形成されている、ロール状の楕円偏光板が提供される。
【0020】
このロール状楕円偏光板は、これを所定の形状に裁断することにより、枚葉体の楕円偏光板とすることができる。こうして枚葉体とされた楕円偏光板は、各種の画像表示装置に適用することができる。具体的には、液晶セルと組み合わせて、液晶表示装置とすることができる。また、有機電界発光手段と組み合わせて、有機電界発光表示装置とすることもできる。さらに、表示手段及びタッチ式入力手段と組み合わせて、タッチパネルとすることもできる。タッチパネルにおける表示手段は、液晶セルや有機電界発光手段であることができる。
【0021】
また本発明によれば、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することで形成されたロール状の光学補償フィルムと、ロール状の直線偏光板とを、それぞれの長手方向を略平行にして、ロール・トゥ・ロール方式で積層することにより、ロール状の楕円偏光板を製造する方法も提供される。
【発明の効果】
【0022】
本発明の楕円偏光板は、ロール状で形成することができ、しかも、それを構成する直線偏光板及び光学補償フィルムのいずれにも継ぎ目がない状態で得られるので、それを枚葉体に裁断する場合を含めて、製造効率や歩留まりがよく、また各種表示装置の薄型化に適したものとなる。
【発明を実施するための最良の形態】
【0023】
以下、本発明を詳細に説明する。本発明に係る楕円偏光板は、ロール状の直線偏光板の表面に、光学補償機能を発現する塗剤による塗布層を有する光学補償フィルムが積層されてなり、その光学補償フィルムは、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状のものであって、前記直線偏光板と前記光学補償フィルムが、それぞれの長手方向を略平行にしてロール・トゥ・ロール方式で積層されているか、又は、前記の光学補償フィルムは、前記直線偏光板の表面に光学補償機能を発現する塗剤を塗布することによって形成されているロール状のものである。なお、本明細書において、「楕円偏光板」という語は、円偏光板を含む概念である。また、光学補償機能として、典型的にはレターデーション(位相差)が挙げられる。光学補償フィルムが発現するレターデーションは、楕円偏光板の用途などによって、1〜3,000nm 程度から、適宜選択される。
【0024】
上記の直線偏光板の吸収軸と上記の光学補償フィルムの遅相軸とが、実質的に45°の角度で交差するとき、ロール状の円偏光板として提供される。このとき、光学補償フィルムは、λ/4波長板として機能するもので構成するのが好ましい。λ/4波長板は、可視光線の波長領域(380〜780nm)のいずれかの光に対してほぼ1/4波長である90〜200nm程度のレターデーションを示すものであればよい。
【0025】
実際に、楕円偏光板は、製造上はロール状のものとして扱われることも多いが、表示装置に適用されるときなどは、枚葉体で用いられることが多く、その場合、上記のロール状の楕円偏光板を所定の形状に裁断することによって、枚葉状の楕円偏光板を得ることができる。
【0026】
楕円偏光板を構成する直線偏光板とは、偏光子に保護層が積層されたもの、又は偏光子単体を指す。偏光子とは、自然光からある一方向の直線偏光を選択的に透過する機能を有するものである。例えば、ポリビニルアルコール系フィルムにヨウ素を吸着・配向させたヨウ素系偏光フィルム、ポリビニルアルコール系フィルムに二色性の染料を吸着・配向させた染料系偏光フィルム、リオトロピック液晶状態の二色性染料をコーティングし、配向・固定化した塗布型偏光子などが挙げられる。これら、ヨウ素系偏光フィルム、染料系偏光フィルム及び塗布型偏光子は、自然光からある一方向の直線偏光を選択的に透過し、もう一方向の直線偏光を吸収する機能を有するもので、吸収型偏光子と呼ばれている。本発明に用いる偏光子は、前述した吸収型偏光子だけでなく、自然光からある一方向の直線偏光を選択的に透過し、もう一方向の直線偏光を反射又は散乱する機能を有する反射型偏光子とか散乱型偏光子と呼ばれているものでも構わない。また、ここで具体的に挙げた偏光子は、必ずしもこれらに限定されるわけではなく、自然光からある一方向の直線偏光を選択的に透過する機能を有するものであればよい。これらの偏光子の中でも、視認性に優れている吸収型偏光子を用いるのが好ましく、その中でも、偏光度及び透過率に優れるヨウ素系偏光フィルムを偏光子として用いるのが、最も好ましい。
【0027】
ヨウ素系偏光フィルムは、一般に、ポリビニルアルコール系樹脂を製膜したフィルムを構成要素とする。このポリビニルアルコール系樹脂は、ポリ酢酸ビニル系樹脂をケン化することにより得られる。ポリ酢酸ビニル系樹脂としては、酢酸ビニルの単独重合体であるポリ酢酸ビニルのほか、酢酸ビニル及びこれと共重合可能な他の単量体の共重合体などが例示される。酢酸ビニルに共重合される他の単量体としては、例えば、不飽和カルボン酸類、オレフィン類、ビニルエーテル類、不飽和スルホン酸類などが挙げられる。ポリビニルアルコール系樹脂のケン化度は、通常85〜100モル%程度、好ましくは98モル%以上である。このポリビニルアルコール系樹脂はさらに変性されていてもよく、例えば、アルデヒド類で変性されたポリビニルホルマールやポリビニルアセタールなども使用し得る。また、ポリビニルアルコール系樹脂の重合度は、通常1,000〜10,000程度、好ましくは1,500〜5,000程度である。
【0028】
ポリビニルアルコール系樹脂を製膜する方法は特に限定されるものでなく、公知の方法で製膜することができる。ポリビニルアルコール系樹脂からなる原反フィルムの膜厚は特に限定されないが、例えば、1μm〜150μm程度である。
【0029】
偏光フィルムは通常、このようなポリビニルアルコール系樹脂フィルムを一軸延伸する工程、ポリビニルアルコール系樹脂フィルムを二色性色素で染色してその二色性色素を吸着させる工程、二色性色素が吸着されたポリビニルアルコール系樹脂フィルムをホウ酸水溶液で処理する工程、及びこのホウ酸水溶液による処理後に水洗する工程を経て、製造される。二色性色素としては、ヨウ素又は二色性の有機染料が用いられる。
【0030】
一軸延伸は、染色の前に行ってもよいし、染色と同時に行ってもよいし、染色の後に行ってもよい。一軸延伸を染色の後で行う場合には、この一軸延伸は、ホウ酸処理の前に行ってもよいし、ホウ酸処理中に行ってもよい。もちろん、これらの複数の段階で一軸延伸を行うことも可能である。一軸延伸にあたっては、周速の異なるロール間で一軸に延伸してもよいし、熱ロールを用いて一軸に延伸してもよい。また、大気中にて延伸を行う乾式延伸であってもよいし、溶剤で膨潤した状態にて延伸を行う湿式延伸であってもよい。延伸倍率は、通常4〜8倍程度である。
【0031】
ポリビニルアルコール系樹脂フィルムを二色性色素で染色するには、例えば、ポリビニルアルコール系樹脂フィルムを、二色性色素を含有する水溶液に浸漬すればよい。なお、ポリビニルアルコール系樹脂フィルムは、染色処理の前に水への浸漬処理を施しておくことが好ましい。
【0032】
二色性色素としてヨウ素を用いる場合は通常、ヨウ素及びヨウ化カリウムを含有する水溶液に、ポリビニルアルコール系樹脂フィルムを浸漬して染色する方法が採用される。この水溶液におけるヨウ素の含有量は通常、水100重量部あたり 0.01〜1重量部程度であり、ヨウ化カリウムの含有量は通常、水100重量部あたり 0.5〜20重量部程度である。染色に用いる水溶液の温度は、通常20〜40℃程度であり、また、この水溶液への浸漬時間(染色時間)は、通常20〜1,800秒程度である。
【0033】
二色性色素による染色後のホウ酸処理は、染色されたポリビニルアルコール系樹脂フィルムをホウ酸含有水溶液に浸漬することにより行われる。ホウ酸含有水溶液におけるホウ酸の量は、水100重量部あたり、通常2〜15重量部程度、好ましくは5〜12重量部程度である。二色性色素としてヨウ素を用いる場合には、このホウ酸含有水溶液はヨウ化カリウムを含有するのが好ましい。ホウ酸含有水溶液におけるヨウ化カリウムの量は、水100重量部あたり、通常40重量部以下、好ましくは30重量部以下である。ホウ酸含有水溶液への浸漬時間は、通常 60〜1,200秒程度、好ましくは150〜600秒程度、さらに好ましくは200〜400秒程度である。また、ホウ酸含有水溶液の温度は、通常50℃以上であり、好ましくは50〜85℃である。
【0034】
ホウ酸処理後のポリビニルアルコール系樹脂フィルムは、通常、水洗処理される。水洗処理は、例えば、ホウ酸処理されたポリビニルアルコール系樹脂フィルムを水に浸漬することにより行われる。水洗後は乾燥処理が施されて、偏光フィルムが得られる。水洗処理における水の温度は、通常5〜40℃程度であり、浸漬時間は、通常1〜120秒程度である。その後に行われる乾燥処理は通常、熱風乾燥機や遠赤外線ヒーターを用いて行われる。乾燥温度は、通常40〜100℃である。乾燥処理の時間は、通常120〜600秒程度である。
【0035】
こうして得られる吸収型偏光子(偏光フィルム)においては、延伸方向に二色性色素が並ぶので、延伸方向が吸収軸となる。したがって、延伸を縦一軸延伸で行えば、ロール状で得られる偏光子の長手方向が吸収軸となる。
【0036】
先述の吸収型偏光子は、楕円偏光板を構成する材料として使用された場合、先述したように多種多様な環境で使用されるため、少なくとも片面に透明保護層が積層された直線偏光板として使用されることが好ましい。片面にのみ保護層を設けた場合は、光学補償フィルムと接着する面が、透明保護層のある面であっても、保護層のない面であっても構わない。透明保護層としては、例えば、トリアセチルセルロースやジアセチルセルロースのようなセルロース系樹脂フィルム、アクリル樹脂フィルム、ポリエステル樹脂フィルム、ポリアリレート樹脂フィルム、ポリエーテルサルホン樹脂フィルム、ノルボルネンのような環状オレフィンをモノマーとする環状ポリオレフィン系樹脂フィルムなどが挙げられる。透明保護層はフィルム状のものに限定されない。例えば、コーティングによって形成された保護層であっても構わない。
【0037】
本発明では、以上のような直線偏光板をロール状で構成し、その表面に、光学補償機能を発現する塗剤による塗布層を有する光学補償フィルムを積層する。積層にあたって、この光学補償フィルムは、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状のものとし、直線偏光板と光学補償フィルムとを、それぞれの長手方向を略平行にしてロール・トゥ・ロール方式で積層するか、又は、直線偏光板の表面に光学補償機能を発現する塗剤を塗布することによって形成する。
【0038】
まず、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状の光学補償フィルムを、ロール状の直線偏光板と積層する形態について説明する。ここで用いる透光性基材は、光学補償機能を発現する塗剤を均一に塗布でき、所望の光学補償機能を発現するものであれば、特に限定されない。具体的な透光性基材として、ガラス基材やプラスチック基材が例示できるが、ロール状の楕円偏光板を製造する場合、可撓性のあるプラスチック基材を採用するのが好ましい。プラスチック基材としては、トリアセチルセルロースやジアセチルセルロースのようなセルロース系樹脂からなるフィルム、アクリル樹脂フィルム、ポリエステル樹脂フィルム、ポリアリレート樹脂フィルム、ポリエーテルサルホン樹脂フィルム、ノルボルネンのような環状オレフィンをモノマーとする環状ポリオレフィン樹脂からなるフィルムなどが挙げられる。また、プラスチック基材はフィルム状のものに限定されず、例えば、コーティングにより形成された透光性の層であっても構わない。さらに、プラスチック基材の可撓性を調節するために、基材中にガラスファイバーやフィラーなどが添加されていてもよい。このとき、添加物の屈折率は、周りのプラスチックの屈折率にマッチングさせると、透光性が増すので、好ましい。これらのうち、薄膜化のため、先述したポリビニルアルコール系樹脂からなる偏光子に直接、上記の光学補償フィルムを接着剤で貼合することを考えると、セルロース系樹脂又は環状ポリオレフィン系樹脂からなる透光性基材が最も好ましい。透光性基材の厚みは、通常0.1〜1000μm程度の範囲であり、好ましくは、1〜500μm 程度の範囲であり、より好ましくは5〜200μm 程度の範囲である。
【0039】
光学補償機能を発現する塗剤は、上記の透光性基材に均一に塗布でき、所望の光学補償機能を発現するものであれば、特に限定されない。例えば、棒状の液晶性化合物を溶剤に溶解し、必要によりその他の成分を加えた塗布液が挙げられる。棒状の液晶性化合物の例として、次式(I)で示されるものを挙げることができる。
【0040】
【0041】
具体的な光学補償機能を発現する塗剤を例示すると、特許文献8(特開 2004-272202公報)の実施例4や、特許文献9(特開 2004-233872公報)の実施例3で用いられている、棒状液晶性化合物を含む光学異方性層用塗布液があり、これらの例では、上記式(I)で示される構造の棒状液晶化合物が用いられている。これらの例では、ポリビニルアルコールを含む配向層塗布液を、ケン化処理が施されたトリアセチルセルロースフィルム(透光性基材にあたる)に塗布し、所定の角度でラビング処理を行った後、光学異方性層用塗布液を塗布し、固定化し、さらにその上を別の所定の角度でラビング処理し、先述とは別の光学異方性層用塗布液を塗布し、固定化することで、λ/4波長板(光学補償フィルムの一種)を製造している。この際、ラビング処理をフィルムの長手方向に対して所望の角度で行うことにより、ロール状の直線偏光板とロール状の光学補償フィルムを、それぞれの長手方向を略平行にしてロール・トゥ・ロール方式で積層し、ロール状の円偏光板(楕円偏光板の一種)を製造することができる。このように、ラビング方向を変えるだけで、継合部分のないロール状の楕円偏光板を作製できるという点は、光学補償機能を発現する塗剤を透光性基板に塗布することで形成する光学補償フィルムを用いることの利点であり、斜め延伸して所望の角度に偏光子の吸収軸や光学補償フィルムの遅相軸を合わせる方法に比べ、技術的に平易であり、その分生産性が高い。
【0042】
また、現在この業界で広く用いられている、フィルムの延伸により作製された光学補償フィルムは、せいぜい薄くても40μm 厚程度のものであるが、上記のような配向機能を発現する塗剤を透光性基材に塗布して作製された光学補償フィルムは、塗剤を適宜選択することにより、塗布層のみで所望の光学補償機能を実現することができ、その層の厚みは数μm 程度まで薄くすることが可能である。
【0043】
上記光学補償機能を発現する塗剤の例示では、棒状液晶性化合物の配向を規定する方法として、配向膜をラビング処理する方法(ラビング配向法)を挙げた。この方法は好適であるが、液晶性化合物の配向方法は、所望の光学補償機能を発現するものであれば、特に限定されない。液晶性化合物の配向方法として、ラビング配向法以外に、無機化合物の斜方蒸着法、イオン等の斜方照射法、マイクログルーブを有する層を形成する方法、ラングミュア・ブロジェット膜(LB膜)を形成する方法、配向膜に光を照射して配向機能を生じさせる方法、配向膜に電場又は磁場を付与することによって配向機能を生じさせる方法などが挙げられる。
【0044】
透光性基材に光学補償機能を発現する塗剤を塗布することによって形成された光学補償フィルムは、直線偏光板に積層される面が、直線偏光板との密着性をよくするために易接着処理されることが好ましい。これは、楕円偏光板を後述する画像表示装置に適用する場合、その画像表示装置を使用する環境が多種多様であるため、容易に層間剥離が起こるものでは、使用上好ましくないからである。例えば、カーナビゲーションシステムに使用される液晶表示装置は、常時車内にあるため、夏の炎天下などになると、車内は70℃以上にもなるため、そのような環境にも耐えうる楕円偏光板が必要である。易接着処理の方法としては、プラズマ処理、コロナ処理、紫外線照射処理、フレーム(火炎)処理、ケン化処理などの表面処理を適宜施せばよい。ケン化処理としては、水酸化ナトリウムや水酸化カリウムのようなアルカリの水溶液に浸漬する方法が挙げられる。光学補償フィルムの透光性基材として、セルロース系樹脂を使用する場合は、ケン化処理が一般的によく用いられ、環状ポリオレフィン樹脂を使用する場合は、コロナ処理が一般的によく用いられる。
【0045】
光学補償フィルムと直線偏光板を積層する方法として、良好な密着性が得られることから、接着剤を介して両者を貼合する方法が、好ましく採用される。
【0046】
接着剤を介して両者を貼合する場合、用いられる接着剤としては、接着性に優れ、かつ楕円偏光板の光学特性に悪影響を与えないものであれば何でもよい。具体的には、水溶媒系接着剤、有機溶媒系接着剤、ホットメルト系接着剤、無溶剤系接着剤などの接着剤を用いて貼合される。材料別に列記すると、(メタ)アクリレート系、オキセタン系の如きモノマー・オリゴマー系接着剤、尿素樹脂系、メラミン樹脂系、フェノール樹脂系、レゾルシノール樹脂系、エポキシ系、ウレタン樹脂系、酢酸ビニル樹脂系、ポリビニルアルコール樹脂系、アクリル樹脂系、セルロース樹脂系の如き樹脂系接着剤、クロロプレン系、ニトリルゴム系、スチレンブタジエンゴム系、スチレンブロック共重合熱可塑性エラストマー系、ブチルゴム系、天然ゴム系、再生ゴム系、塩化ゴム系、シリコーンゴム系の如きゴム系接着剤、膠や澱粉系の如き天然系接着剤などが挙げられる。さらに具体的に説明すると、水溶媒系接着剤として、例えば、ポリビニルアルコール系樹脂の水溶液、ウレタン樹脂を用いた水系二液型ウレタン系エマルジョン接着剤などが、有機溶媒系接着剤として、例えば、ウレタン樹脂を用いた二液型ウレタン系接着剤などが、無溶剤系接着剤として、例えば、ウレタン樹脂を用いた一液型ウレタン系接着剤などが、それぞれ挙げられる。
【0047】
光学補償フィルムを構成する透光性基材がセルロース系樹脂からなり、かつ貼合面が易接着処理されており、一方、直線偏光板の貼合面がポリビニルアルコール系樹脂からなる偏光子である場合、ポリビニルアルコール系樹脂の水溶液が接着剤として好適に用いられる。接着剤として用いるポリビニルアルコール系樹脂には、酢酸ビニルの単独重合体であるポリ酢酸ビニルをケン化処理して得られるビニルアルコールホモポリマーのほか、酢酸ビニルとこれに共重合可能な他の単量体との共重合体をケン化処理して得られるビニルアルコール系共重合体、さらにはそれらの水酸基を部分的に変性した変性ポリビニルアルコール系重合体などがある。この接着剤には、多価アルデヒド、水溶性エポキシ化合物、メラミン系化合物などを添加剤として用いてもよい。
【0048】
接着剤の塗布方法は特に限定されるものでなく、例えば、光学補償フィルム又は直線偏光板の表面に接着剤を均一に塗布し、塗布面にもう一方のフィルムを重ねてロールにより貼合する方法などが挙げられる。塗布温度は、通常約15〜40℃の温度下で行われ、貼合温度は、通常約15〜30℃程度の範囲で行われる。
【0049】
接着剤は、加熱、活性エネルギー線の照射、あるいは両方を行うことにより硬化し、光学補償フィルムと直線偏光板を強固に接着することができる。
【0050】
熱により硬化を行う場合は、反応性モノマーが重合して硬化する場合と、接着剤中に含まれる溶剤が乾燥により除去されて硬化する場合がある。いずれも、一般的に知られた方法で加熱することができ、その条件なども特に限定されないが、高温での加熱は直線偏光板の劣化を招くため、通常20〜120℃にて実施されることが好ましい。
【0051】
乾燥により硬化する場合、乾燥温度は、通常約30〜85℃、好ましくは約40〜80℃の範囲である。その後、約15〜85℃、好ましくは約20〜50℃、より好ましくは約35〜45℃の温度環境下で、通常約1〜90日間程度養生し、接着剤を硬化させてもよい。この養生期間が長いと生産性が悪くなるため、養生期間は、好ましくは約1〜30日間程度、より好ましくは約1〜7日間である。
【0052】
活性エネルギー線の照射により硬化を行う場合、用いる光源は特に限定されないが、例えば、低圧水銀灯、中圧水銀灯、高圧水銀灯、超高圧水銀灯、メタルハライドランプなどを用いることができる。光照射強度も特に限定されないが、接着剤に含まれる光開始剤の吸収波長での照射強度ピークが10〜10,000mW/cm2であることが好ましい。光照射強度が10mW/cm2 未満であると、反応時間が長くなりすぎ、10,000mW/cm2を超えると、ランプからの輻射熱により直線偏光板の劣化を生じる可能性がある。光照射時間も特に限定されないが、照射強度と照射時間の積で表される積算光量が 10〜10,000mJ/cm2 となるように設定されるのが好ましい。積算光量が10mJ/cm2 未満であると、接着剤の硬化が十分に進まない可能性があり、一方で積算光量が10,000mJ/cm2を超えると、直線偏光板の劣化を生じる可能性がある。
【0053】
加熱又は活性エネルギー線照射のいずれの条件で硬化させる場合であっても、直線偏光板の偏光度、透過率及び色相といった、各種機能を低下させない範囲で硬化させることが好ましい。
【0054】
また、光学補償フィルムと直線偏光板の接着には、感圧接着剤を用いることもできる。感圧接着剤は、粘着剤とも呼称される接着剤の一種である。具体的には、(メタ)アクリレート系、オキセタン系、スチレンブタジエンゴム系、ブチルゴム系、天然ゴム系、シリコーンゴム系、ポリイソプレン系、ポリブテン系、ポリビニルエーテル系、アクリル樹脂系、ポリエステル系などが挙げられる。これらの中でも、(メタ)アクリレート系、オキセタン系、アクリル樹脂系、ポリエステル系、エポキシ系、ポリウレタン樹脂系の接着剤又は粘着剤が好ましい。これらの接着剤又は粘着剤は、透明性が高く、耐候性も良好という理由からも好ましい。さらに、薄肉の直線偏光板を用いる場合は、(メタ)アクリレート系、アクリル樹脂系、ポリエステル系の接着剤を用いることが特に好ましい。
【0055】
感圧接着剤を用いる場合も、密着性を上げるために、貼合後、約15〜85℃、好ましくは約20〜50℃、より好ましくは約35〜45℃の温度環境下で、通常約1〜90日間程度養生することができる。この養生期間が長いと生産性が悪くなるため、養生期間は好ましくは約1〜30日間程度、より好ましくは約1〜7日間である。
【0056】
次に、直線偏光板の表面に、光学補償機能を発現する塗剤を塗布することによって、光学補償フィルムを形成する形態について説明する。ここまでの説明では、透光性基材に光学補償機能を発現する塗剤を塗布することにより光学補償フィルムを形成していたが、この透光性基材を、先に説明したロール状の直線偏光板に置き換えれば、この形態を実現することができる。したがって、この形態では、ロール状の直線偏光板の表面に、上で説明した光学補償機能を発現する塗剤を塗布すればよいので、さらに詳しい説明は省略する。
【0057】
以上のようにして、ロール状の直線偏光板の表面に、光学補償機能を発現する塗剤による塗布層を有する光学補償フィルムが積層されてなる本発明の楕円偏光板がロール状で得られる。そして、直線偏光板として、現在広く用いられているポリビニルアルコール系樹脂の延伸フィルムにヨウ素又は二色性染料からなる二色性色素が吸着配向されたロール状のものを用いれば、その長手方向が吸収軸となる。本発明は、このような形態に特に有用である。ロール状で得られた楕円偏光板は、後述する画像表示装置などに適用するため、所定の形状に裁断することによって、枚葉体とすることができる。
【0058】
なお、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状の光学補償フィルムに、偏光性能を発現する塗液を塗布する方法によっても、ロール状の楕円偏光板を製造することができる。この方法の場合、偏光性能を発現する塗液として、塗布型偏光子が用いられる。この場合の塗布は、通常一般の方法で行うことができる。例えば、マイヤーバーコート、グラビアコート、ダイコート、ディップコート、スプレーコート、ロールコート、コンマコート、ナイフコートなどの各種塗装法、またスクリーン印刷法やインクジェット方式などの印刷技術が用いられる。特に、せん断応力のかかる塗布方法が好ましい。偏光性能を発現する塗液が溶液である場合、又は溶媒に分散されているものである場合、塗布後は、溶媒を蒸発させることで、偏光層が形成できる。溶媒の蒸発は、通常の乾燥方法により行うことができ、例えば、加熱乾燥、常温乾燥、凍結乾燥、遠赤外線乾燥などの方法が採用できる。こうして得られる偏光層の厚みは、20〜1,500nm 程度の薄いものとすることができる。この厚みは、好ましくは50nm以上、また好ましくは1,000nm 以下であり、得られる直線偏光板の透過率によって適宜選択される。
【0059】
本発明の楕円偏光板は、種々の光学製品又は画像表示装置における反射防止層などとして、利用することができる。反射防止層としては、一般に、円偏光板を用いるといわれるが、光学製品又は画像表示装置の色合いやコントラストなど、視認性を調整するために、若干円偏光から楕円偏光にずらして楕円偏光板を用いることもある。
【0060】
本発明の楕円偏光板が適用される画像表示装置の好ましい具体例としては、反射型液晶表示装置(半透過半反射型液晶表示装置も含む)、有機電界発光を用いた表示装置、タッチパネルなどを挙げることができる。
【0061】
液晶表示装置は、電極を有する2枚の基板間に液晶が封入された液晶セルを中心に構成され、そこへの電圧印加の有無や印加電圧の大きさなどによって表示を行うものである。その視認側に、楕円偏光板が配置される。
【0062】
有機電界発光(有機EL)表示装置は、有機化合物を含む物質が電界からエネルギーを受けて励起され、エネルギーを光の形で再放出するという有機電界発光手段を用いた表示装置である。具体例としては、基板/透明電極(陽極)/ホール輸送層/発光層/電子輸送層/透明電極(陰極)/基板からなり、陽極から注入された正孔と陰極から注入された電子が、それぞれホール輸送層と電子輸送層を経て発光層に辿り着き、そこで再結合することによって、有機分子が励起状態を経由し、発光を生ずるものである。楕円偏光板は、その視認側の基板の上に配置される。
【0063】
タッチパネルは、表示手段とタッチ式入力手段とを構成要素として有するものである。表示手段の例としては、カソードレイチューブ(CRT)、プラズマディスプレイパネル(PDP)、フィールドエミッションディスプレイ(FED)、無機電界発光表示装置、有機電界発光表示装置、液晶表示装置などが挙げられる。タッチ式入力手段は、導電膜/スペーサー/導電膜のような構成が一般的で、楕円偏光板は、その視認側の導電膜の上に配置される。タッチパネルは、検出方式に基づく分類によって、抵抗膜式タッチパネル、光学式タッチパネル、超音波式タッチパネル、静電容量式タッチパネルなどに分けられるが、いずれの方式のタッチパネルに対しても、本発明の楕円偏光板を適用することができる。
【実施例】
【0064】
以下、実施例を示して本発明をさらに具体的に説明するが、本発明はこれらの例によって限定されるものではない。例中、使用量を表す部は、特記ないかぎり重量基準である。また、物性の測定及び評価は、次の方法に従って行った。
【0065】
(1)直線偏光板部分の単体透過率及び偏光度
楕円偏光板の偏光板部分の偏光性能は、SEMIジャパン(SEMI:Semiconductor Equipment and Materials International の略)が著作権を有するSEMIスタンダード“SEMI D34-0703 FPD偏光板の測定方法” に準じ、(株)島津製作所製の分光光度計“UV-2450” を用いて測定した。測定にあたり、直線偏光板に光学補償フィルムがついているものは、光学補償フィルムの影響を受けないように、分光光度計の光源から出射された光が、分光光度計の偏光プリズム/直線偏光板/光学補償フィルム/受光部の順に進むようにサンプルをセットした。
【0066】
(2)楕円率
楕円偏光板の楕円率は、王子計測機器(株)製の自動複屈折計“KOBRA-21ADH” を用いて、波長545.7nm における値を測定した。ここで楕円率とは、楕円偏光を構成する楕円の短軸/長軸の比である。楕円偏光とは、光の伝播方向から観測した光波の軌跡の形が楕円であるため、そう呼ばれる。具体的には、円偏光のときの楕円率は1、直線偏光のときの楕円率が0であって、楕円率が0と1の間に存在するときは、楕円偏光と呼ばれる。
【0067】
(3)取り効率
有効幅amm、有効長bmmのロール状楕円偏光板から、縦cmm×横dmmの継合部分のない枚葉状の楕円偏光板がe枚切り出せたとき、以下の式(1)から算出される値Rを、楕円偏光板の取り効率とした。取り効率Rが大きいほど、歩留まりがよいことになる。
【0068】
【0069】
実施例1
(a)ロール状λ/4波長板
厚さ80μm のトリアセチルセルロースフィルム(“フジタック TF80UL” 、富士写真フイルム(株)製)をケン化処理したものがロール状透光性基材となり、その片面に、光配向膜を利用して重合性液晶化合物が配向しており、ロール状基材の長手方向に対してフィルム面内で45°傾いた方向に遅相軸を有するロール状λ/4波長板を用意した。
【0070】
(b)ロール状直線偏光フィルム
平均重合度約2,400、ケン化度99.9モル%以上で厚さ75μm のロール状のポリビニルアルコールフィルムを乾式で延伸倍率5倍に一軸延伸し、さらに緊張状態を保ったまま、ヨウ素/ヨウ化カリウム/水の重量比が0.05/5/100 の水溶液に28℃で60秒間浸漬した。次に、ヨウ化カリウム/ホウ酸/水が重量比で 10/9.5/100の水溶液に74℃で300秒間浸漬した。26℃の純水で20秒間水洗した後、65℃で乾燥して、ポリビニルアルコールにヨウ素が吸着配向されたロール状の直線偏光フィルムを得た。その厚みは約26μm であった。このとき、偏光フィルムの吸収軸は、ロールフィルムの長手方向と平行であった。
【0071】
(c)ロール状楕円偏光板の作製
平均重合度が約1,700、ケン化度が99.6モル%以上のポリビニルアルコールを、水100部に対して4部溶解し、ポリビニルアルコール系接着剤を調製した。先に得られたロール状の偏光フィルムの両面にこの接着剤を塗布した後、片面には、先述のロール状λ/4波長板をそのトリアセチルセルロースフィルム側で、もう一方の面には、厚さ80μm のロール状トリアセチルセルロースフィルム(“フジタック TF80UL” 、富士写真フイルム(株)から入手)にケン化処理を施したものを、それぞれの長手方向が同じになるようにして貼合した。このとき、直線偏光板の吸収軸とλ/4波長板の遅相軸とのなす角度は45°になる。その後、65℃で乾燥して、図1に模式図で示す構造のロール状の楕円偏光板10を得た。すなわち、この楕円偏光板10は、ロール状の偏光子の片面にロール状の透明保護層がロール・トゥ・ロール貼合されてロール状の直線偏光板11を形成するとともに、その透明保護層が貼合されていない面に、ロール状の光学補償フィルム13がロール・トゥ・ロール貼合されたものであり、直線偏光板11の吸収軸12は楕円偏光板10の長さ方向にあり、光学補償フィルム13の遅相軸14は楕円偏光板10の長手方向に対して45°の方向にある。
【0072】
(d)偏光性能の評価
得られたロール状の楕円偏光板10は、図1のように継合部分のない連続したものであった。この楕円偏光板の厚みは、190μm であった。直線偏光板部分の単体透過率及び偏光度を測定したところ、それぞれ42.7%及び100.0%であった。また、楕円率は0.94であり、ほぼ円偏光板になっていた。
【0073】
実施例2
実施例1で得られたロール状の楕円偏光板(100mm幅×5m長、長手方向と直線偏光板の吸収軸は平行)から、枚葉状の楕円偏光板(縦100mm×横50mm)を、縦方向が直線偏光板の吸収軸となるように裁断したところ、継合部分のない円偏光板を100枚切り出すことができた。この例では、前記式(1)により算出される取り効率Rが100%となった。
【0074】
実施例3
実施例1で得られたロール状の楕円偏光板(100mm幅×5m長、長手方向と直線偏光板の吸収軸は平行)から、枚葉状の楕円偏光板(縦50mm×横50mm)を、縦方向が直線偏光板の吸収軸となるように裁断したところ、継合部分のない円偏光板を200枚切り出すことができた。この例でも、前記式(1)により算出される取り効率Rは100%となった。
【0075】
比較例1
この例では、樹脂フィルムの延伸により作製され、遅相軸が長手方向にある光学補償フィルムから、所定の角度で枚葉状に裁断したものを、吸収軸が長手方向にあるロール状の直線偏光板に感圧接着剤を介して所定の角度で貼合し、楕円偏光板を作製した。
【0076】
(a)ロール状直線偏光板の作製
ロール状の直線偏光フィルムは、実施例1の(b)と同様に作製した。次に、実施例1の(c)で用いたのと同じ組成のポリビニルアルコール系接着剤を、このロール状偏光フィルムの両面に塗布した後、実施例1の(c)で用いたのと同じ厚さ80μm のロール状トリアセチルセルロースフィルム“フジタック TF80UL” にケン化処理を施したものを、偏光フィルムのそれぞれの面にロール・トゥ・ロールで貼合した。その後、70℃で乾燥して、ロール状の直線偏光板を得た。この直線偏光板の厚みは188μm であった。
【0077】
(b)楕円偏光板の作製
図2に平面図で示すように、枚葉状の平行四辺形に裁断されたλ/4波長板23(“スミカライト”、住友化学(株)から入手、厚み約50μm )を光学補償フィルムとした。このλ/4波長板23は、遅相軸24の方向を一辺aとし、それと45°の角度で交わる方向をもう一辺bとし、先のロール状直線偏光板に貼り合せるため、平行な二辺b,bの間の距離(高さ)が先のロール状直線偏光板の幅方向と同じ長さの平行四辺形に裁断されたものである。また、一辺bの長さも、ロール状直線偏光板の幅方向と同じ長さになっている。この光学補償フィルム(λ/4波長板23)を、先のロール状直線偏光板に、厚さ25μm の透明な感圧接着層を介して、直線偏光板の吸収軸とλ/4波長板の遅相軸のなす角度が45°になるように、連続的に隙間なく貼合することで、図3に模式図で示すようなロール状の楕円偏光板を得た。すなわち、このロール状楕円偏光板20は、ロール状の直線偏光板21に、枚葉状のλ/4波長板23が隙間なく貼り合わされたものであり、直線偏光板21の吸収軸22は楕円偏光板20の長さ方向にあり、λ/4波長板23の遅相軸24は楕円偏光板10の長手方向に対して45°の方向にある。
【0078】
(c)偏光性能の評価
得られたロール状楕円偏光板は、図3に示すように、継合部分25がロール状楕円偏光板の幅と等しい長さのピッチで現れるものであった。この楕円偏光板の厚みは263μm であった。直線偏光板部分の単体透過率及び偏光度を測定したところ、それぞれ 43.0%及び100.0%であった。また楕円率は0.95であり、ほぼ円偏光板になっていた。
【0079】
比較例2
比較例1で得られたロール状の楕円偏光板(100mm幅×5m長、長手方向と直線偏光板の吸収軸は平行)から、枚葉状の楕円偏光板(縦100mm×横50mm)を、縦方向が直線偏光板の吸収軸となるように裁断しようとしたが、継合部分のない円偏光板を切り出すことができなかった。したがって、この例では、前記式(1)により算出される取り効率Rが0%となった。
【0080】
比較例3
比較例1で得られたロール状の楕円偏光板(100mm幅×5m長、長手方向と直線偏光板の吸収軸は平行)から、枚葉状の楕円偏光板(縦50mm×横50mm)を、縦方向が直線偏光板の吸収軸となるように裁断したところ、継合部分のない円偏光板を100枚切り出すことができた。したがって、この例では、前記式(1)により算出される取り効率Rが50%となった。
【0081】
以上の実施例及び比較例の結果を、以下の表1と表2にまとめた。
【0082】
【表1】
【0083】
【表2】
【図面の簡単な説明】
【0084】
【図1】吸収軸方向がロールフィルムの長手方向に平行なロール状の直線偏光板に、遅相軸方向がロールフィルムの長手方向に対して45°の方向にあるロール状のλ/4波長板を、それぞれの長手方向を平行にして、ロール・トゥ・ロールで貼合して作製されたロール状の楕円偏光板を表す模式図である。
【図2】延伸により作製されたロール状のλ/4波長板から平行四辺形に裁断された枚葉状のλ/4波長板を表す平面図である。
【図3】吸収軸方向がロールフィルムの長手方向に平行なロール状の直線偏光板に、図2の枚葉状λ/4波長板を隙間なく貼合して作製されたロール状の楕円偏光板を表す模式図である。
【符号の説明】
【0085】
10……ロール状の楕円偏光板、
11……ロール状の直線偏光板、
12……直線偏光板の吸収軸、
13……ロール状のλ/4波長板(光学補償フィルム)、
14……λ/4波長板の遅相軸、
20……比較例のロール状楕円偏光板、
21……ロール状の直線偏光板、
22……直線偏光板の吸収軸、
23……平行四辺形に裁断された枚葉状のλ/4波長板、
24……λ/4波長板の遅相軸、
25……枚葉のλ/4波長板の継合部分。
【特許請求の範囲】
【請求項1】
ロール状の直線偏光板の表面に、光学補償機能を発現する塗剤による塗布層を有する光学補償フィルムが積層されてなり、
該光学補償フィルムは、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状のものであって、前記直線偏光板と前記光学補償フィルムが、それぞれの長手方向を略平行にしてロール・トゥ・ロール方式で積層されているか、又は、
該光学補償フィルムは、前記直線偏光板の表面に光学補償機能を発現する塗剤を塗布することによって形成されている
ことを特徴とする、ロール状の楕円偏光板。
【請求項2】
光学補償フィルムの遅相軸と直線偏光板の吸収軸とが実質的に45°の角度で交差している請求項1に記載のロール状の楕円偏光板。
【請求項3】
光学補償フィルムがλ/4波長板として機能するものである請求項2に記載のロール状の楕円偏光板。
【請求項4】
直線偏光板が吸収型偏光子で構成される請求項1〜3のいずれかに記載のロール状の楕円偏光板。
【請求項5】
直線偏光板は、それを構成する吸収型偏光子の少なくとも片面に透明保護層が積層されている請求項1〜4のいずれかに記載のロール状の楕円偏光板。
【請求項6】
光学補償フィルムは、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状のものであって、前記偏光板と前記光学補償フィルムが、それぞれの長手方向を略平行にしてロール・トゥ・ロール方式で積層されている請求項1〜5のいずれかに記載のロール状の楕円偏光板。
【請求項7】
透光性基材がセルロース系樹脂又は環状ポリオレフィン系樹脂からなる請求項6に記載のロール状の楕円偏光板。
【請求項8】
光学補償フィルムの直線偏光板と積層される面に易接着処理が施されている請求項6又は7に記載のロール状の楕円偏光板。
【請求項9】
光学補償フィルムと直線偏光板とが接着剤を介して積層されている請求項6〜8のいずれかに記載のロール状の楕円偏光板。
【請求項10】
直線偏光板は、その長手方向が吸収軸になっている請求項1〜9のいずれかに記載のロール状の楕円偏光板。
【請求項11】
請求項1〜10のいずれかに記載のロール状の楕円偏光板を、所定の形状に裁断することによって枚葉体とされていることを特徴とする楕円偏光板。
【請求項12】
請求項11に記載の楕円偏光板と液晶セルとを備えることを特徴とする液晶表示装置。
【請求項13】
請求項11に記載の楕円偏光板と有機電界発光手段とを備えることを特徴とする有機電界発光表示装置。
【請求項14】
請求項11に記載の楕円偏光板と表示手段とタッチ式入力手段とを備えることを特徴とするタッチパネル。
【請求項15】
透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することで形成されたロール状の光学補償フィルムと、ロール状の直線偏光板とを、それぞれの長手方向を略平行にして、ロール・トゥ・ロール方式で積層することを特徴とする、ロール状の楕円偏光板の製造方法。
【請求項16】
光学補償フィルムの遅相軸と直線偏光板の吸収軸とが、実質的に45°の角度で交わるように積層する請求項15に記載の方法。
【請求項17】
請求項15又は16に記載の方法により得られるロール状の楕円偏光板を所定の形状に裁断して枚葉体とすることを特徴とする、楕円偏光板の製造方法。
【請求項1】
ロール状の直線偏光板の表面に、光学補償機能を発現する塗剤による塗布層を有する光学補償フィルムが積層されてなり、
該光学補償フィルムは、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状のものであって、前記直線偏光板と前記光学補償フィルムが、それぞれの長手方向を略平行にしてロール・トゥ・ロール方式で積層されているか、又は、
該光学補償フィルムは、前記直線偏光板の表面に光学補償機能を発現する塗剤を塗布することによって形成されている
ことを特徴とする、ロール状の楕円偏光板。
【請求項2】
光学補償フィルムの遅相軸と直線偏光板の吸収軸とが実質的に45°の角度で交差している請求項1に記載のロール状の楕円偏光板。
【請求項3】
光学補償フィルムがλ/4波長板として機能するものである請求項2に記載のロール状の楕円偏光板。
【請求項4】
直線偏光板が吸収型偏光子で構成される請求項1〜3のいずれかに記載のロール状の楕円偏光板。
【請求項5】
直線偏光板は、それを構成する吸収型偏光子の少なくとも片面に透明保護層が積層されている請求項1〜4のいずれかに記載のロール状の楕円偏光板。
【請求項6】
光学補償フィルムは、透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することにより形成されたロール状のものであって、前記偏光板と前記光学補償フィルムが、それぞれの長手方向を略平行にしてロール・トゥ・ロール方式で積層されている請求項1〜5のいずれかに記載のロール状の楕円偏光板。
【請求項7】
透光性基材がセルロース系樹脂又は環状ポリオレフィン系樹脂からなる請求項6に記載のロール状の楕円偏光板。
【請求項8】
光学補償フィルムの直線偏光板と積層される面に易接着処理が施されている請求項6又は7に記載のロール状の楕円偏光板。
【請求項9】
光学補償フィルムと直線偏光板とが接着剤を介して積層されている請求項6〜8のいずれかに記載のロール状の楕円偏光板。
【請求項10】
直線偏光板は、その長手方向が吸収軸になっている請求項1〜9のいずれかに記載のロール状の楕円偏光板。
【請求項11】
請求項1〜10のいずれかに記載のロール状の楕円偏光板を、所定の形状に裁断することによって枚葉体とされていることを特徴とする楕円偏光板。
【請求項12】
請求項11に記載の楕円偏光板と液晶セルとを備えることを特徴とする液晶表示装置。
【請求項13】
請求項11に記載の楕円偏光板と有機電界発光手段とを備えることを特徴とする有機電界発光表示装置。
【請求項14】
請求項11に記載の楕円偏光板と表示手段とタッチ式入力手段とを備えることを特徴とするタッチパネル。
【請求項15】
透光性基材の少なくとも片面に光学補償機能を発現する塗剤を塗布することで形成されたロール状の光学補償フィルムと、ロール状の直線偏光板とを、それぞれの長手方向を略平行にして、ロール・トゥ・ロール方式で積層することを特徴とする、ロール状の楕円偏光板の製造方法。
【請求項16】
光学補償フィルムの遅相軸と直線偏光板の吸収軸とが、実質的に45°の角度で交わるように積層する請求項15に記載の方法。
【請求項17】
請求項15又は16に記載の方法により得られるロール状の楕円偏光板を所定の形状に裁断して枚葉体とすることを特徴とする、楕円偏光板の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2007−155970(P2007−155970A)
【公開日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願番号】特願2005−348966(P2005−348966)
【出願日】平成17年12月2日(2005.12.2)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願日】平成17年12月2日(2005.12.2)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]