
模様付き樹脂成形品
【課題】表面意匠や諸物性にすぐれ、リサイクルも可能で特に低温耐衝撃性にも強い模様付き樹脂成形品を提供すること。
【解決手段】成形品用樹脂の表面に化粧シートを一体に設けた模様付き樹脂成形品において、成形品用樹脂が硬質ポリプロピレン樹脂70〜80重量部と軟質ポリオレフィン系樹脂20〜30重量部とからなる混合樹脂を主剤とし、化粧シートの基材がオレフィン系樹脂からなること、記軟質オレフィン系樹脂のデュポン衝撃強度が0℃の環境で、荷重1000gを50cmの高さから落としても非破壊であること、硬質ポリプロピレン樹脂の引張弾性率が1000MPa以上であることを特徴とする。
【解決手段】成形品用樹脂の表面に化粧シートを一体に設けた模様付き樹脂成形品において、成形品用樹脂が硬質ポリプロピレン樹脂70〜80重量部と軟質ポリオレフィン系樹脂20〜30重量部とからなる混合樹脂を主剤とし、化粧シートの基材がオレフィン系樹脂からなること、記軟質オレフィン系樹脂のデュポン衝撃強度が0℃の環境で、荷重1000gを50cmの高さから落としても非破壊であること、硬質ポリプロピレン樹脂の引張弾性率が1000MPa以上であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外装あるいは内装に用いる表面に化粧シートによる模様を有した建材の成形品に関し、特に低温環境での施工時の衝撃による成形品の破損を防止した、諸特性に優れ、リサイクル可能な模様付き樹脂成形品に関する。
【背景技術】
【0002】
外装あるいは内装として用いられる建材は、従来の木製から樹脂成形品に代わりつつある。この樹脂成形品は印刷による繊細な絵柄の意匠を施すために、予め熱可塑性樹脂シートに絵柄の印刷を施した化粧シートを、樹脂成形品の成形後若しくは成形と同時に、その表面に積層する手法が広く用いられている。
【0003】
用いる樹脂成形品としては、木材粉または同様のセルロース物質とを含有する混合物を押し出し成形または射出成形したものがあり、処理に伴って生起する装置内部の腐食または腐食に起因する疲労を防止する方法であって、混合物に含まれるセルロース物質から生じるガス状の酸性物質を中和するために、モノエタノールアミン、トリエタノールアミン、硫酸アンモニウム、尿素、アンモニア等のアルカリ物質を存在せしめる方法が知られている(特公昭52−26534号公報)。しかし、この方法で作成された木質様成形物を屋外環境に放置しておくと、吸湿、自然乾燥を繰返す内に尿素が成形物表面に滲出して来ることが判った。滲出して来た尿素は、表面に白っぽい不規則なシミを形成し、成形物の美観を著しく損なう。またもう一つの樹脂成形品としては、熱可塑性樹脂であるポリ塩化ビニル、ABS樹脂、ポリスチレンを樹脂成形したものが挙げられる。しかし、得られた成形物の強度は、パーチクルボードに比べて劣り、用途が限られる。また、寸法安定性が悪く、木製建材の代替品として不満足である。
【0004】
また、このような樹脂であるとそのまま粉砕しても成形用樹脂として再利用することができない。化粧シートを樹脂成形品から剥離して分別回収することも困難であり、リサイクル化の目処が立っていない。
【0005】
化粧シートとともにリサイクルが容易なポリプロピレンを用いることは可能ではあるが、低温での衝撃に弱く、特に外装用途で施工時に嵌合などの衝撃を与える必要がある場合、樹脂成形品が破損してしまうという問題点があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平04−094910
【特許文献2】特開平08−302103
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明はこのような問題点を解決するためになされたものであり、その課題とするところは、表面意匠や諸物性にすぐれ、リサイクルも可能で特に低温耐衝撃性にも強い模様付き樹脂成形品を提供することにある。
【0008】
本発明はこの課題を解決したものであり、すなわちその請求項1記載の発明は、成形品用樹脂の表面に化粧シートを一体に設けた模様付き樹脂成形品において、前記成形品用樹脂が硬質ポリプロピレン樹脂70〜80重量部と軟質ポリオレフィン系樹脂20〜30重量部とからなる混合樹脂を主剤とし、前記化粧シートの基材がオレフィン系樹脂からなることを特徴とする模様付き樹脂成形品である。
【0009】
またその請求項2記載の発明は、前記軟質オレフィン系樹脂のデュポン衝撃強度が0℃の環境で、荷重1000gを50cmの高さから落としても非破壊であることを特徴とする請求項1に記載の模様付き樹脂成形品である。
【0010】
またその請求項3記載の発明は、前記硬質ポリプロピレン樹脂の引張弾性率が1000MPa以上であることを特徴とする請求項1または2のいずれか記載の模様付き樹脂成形品である。
【発明の効果】
【0011】
本発明はその請求項1記載の発明により、軟質のオレフィン系樹脂を限定された重量部割合で添加した混合樹脂を用い、化粧シートを含めてオレフィン系樹脂を用いることで表面意匠や諸物性にすぐれ、リサイクルも可能で低温耐衝撃性にも強い模様付き樹脂成形品を提供することが可能となるという作用効果を奏する。
【0012】
本発明はその請求項2記載の発明により、前記軟質オレフィン系樹脂の特性を限定することでさらに耐衝撃性に優れたものとなるという作用効果を奏する。
【0013】
本発明はその請求項3記載の発明により、前記硬質ポリプロピレンの特性を限定することでさらに耐衝撃性に優れたものとなるという作用効果を奏する。
【図面の簡単な説明】
【0014】
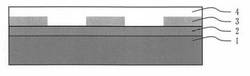
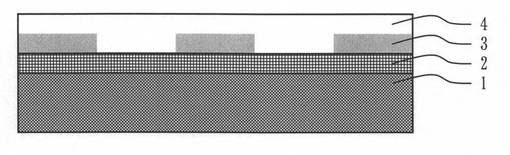
【図1】本発明の模様付き樹脂成形品の一実施例の断面の構造を示す説明図である。
【発明を実施するための形態】
【0015】
以下、本発明を図面に基づき詳細に説明する。図1に本発明の模様付き樹脂成形品の一実施例の断面の構造を示す。樹脂成形品1に基材2と絵柄3と樹脂層4とからなる化粧シートが一体として貼り合わせられてなる。
【0016】
本発明における樹脂成形品1としては、硬質ポリプロピレン樹脂70〜80重量部と軟質ポリオレフィン系樹脂20〜30重量部とからなる混合樹脂を主剤としたものを用いる。
【0017】
本発明における硬質ポリプロピレン樹脂としては、引張弾性率が1400MPa以上のものが層間の剛性に優れているので好適である。硬質ポリプロピレン樹脂としては一般に結晶性が高く、170℃付近で軟化し、それよりも若干高い温度で溶融するものであり、通常市販されているものが使用可能である。例えば 出光石油化学株式会社製F−704NPやFinaTM3576などが挙げられる。
【0018】
本発明における軟質ポリオレフィン系樹脂としては、一般にアイソタクティックインデックス(沸騰デカン可溶残分)が40%以下の低結晶性ポリオレフィン樹脂を主成分とするか、若しくは、一般のポリプロピレン樹脂またはポリエチレン樹脂等のポリオレフィン系樹脂に、EPR(エチレン−プロピレンゴム)またはEPDM(エチレン−プロピレン−ジエンモノマーエラストマー)等の軟質ゴム成分を添加したものを主成分とする樹脂組成物が使用可能である。
【0019】
本発明における化粧シートの基材2としてはオレフィン系樹脂を用いる。前記樹脂成形品と貼り合わせ可能であれば特に限定するものではないが具体的にはポリエチレン,直鎖状ポリエチレン,ポリプロピレン,エチレン−酢酸ビニル共重合体,エチレン−メタクリル酸共重合体,エチレン−メタクリル酸エステル共重合体,エチレン−アクリル酸共重合体,エチレン−アクリル酸エステル共重合体などが使用可能である。
【0020】
本発明における化粧シートの絵柄3は、前記化粧シートの基材2で用いたオレフィン系樹脂との相性が良いものであれば、従来公知のものが使用可能であり、特に限定するものではない。
【0021】
本発明における化粧シートの樹脂層4は、オレフィン系樹脂を用いる。前記化粧シートの基材2、絵柄3と貼り合わせ可能であれば特に限定するものではないが具体的にはポリエチレン,直鎖状ポリエチレン,ポリプロピレン,エチレン−酢酸ビニル共重合体,エチレン−メタクリル酸共重合体,エチレン−メタクリル酸エステル共重合体,エチレン−アクリル酸共重合体,エチレン−アクリル酸エステル共重合体などが使用可能である。
【実施例1】
【0022】
化粧シートの基材1として、ポリプロピレンフィルム(リケンテクノス(株)製「OW」)を用い、その片面にグラビアインキ(東洋インキ(株)製「V351」)を使用し、グラビア印刷機による印刷を施した化粧シートを作成した。
【0023】
一方、筒の端部に嵌合させる縦10.0cm、横6.5cm、厚み2mmのキャップの形になるよう設計した射出成形用の金型に、前記化粧シートを設置した。前記化粧シートはあらかじめ金型にはまり易く、また印刷柄の反対側に樹脂が射出されるように予備成形している。
【0024】
成形品用樹脂として引張弾性率が1500MPaの硬質ポリプロピレン樹脂(プライムポリマー製「PP」)80重量部に対し、軟質ポリオレフィン系樹脂(プライムポリマー製「TPO」)を20重量部加え十分に混合した後、溶融ペレット化した。これを射出成形機(ソディック「TR40EH」)に設定温度200℃で充填した。その他の条件として金型温度を70℃、前記樹脂の充填時間1.35秒で射出すること模様付き樹脂成形品を得た。
【実施例2】
【0025】
前記成形品用樹脂の混合割合を、硬質ポリプロピレン樹脂(プライムポリマー製「PP」)70重量部に対し、軟質ポリオレフィン系樹脂(プライムポリマー製「TPO」)を30重量部にした以外は、実施例1と同様にして模様付き樹脂成形品を得た。
【実施例3】
【0026】
前記成形品用樹脂の軟質ポリオレフィン樹脂をExxonMobil製「Vistamaxx」にした以外は実施例1と同様にして模様付き樹脂成形品を得た。
【0027】
<比較例1>
前記成形品用樹脂の混合割合を、硬質ポリプロピレン樹脂(プライムポリマー製「PP」)60重量部に対し、軟質ポリオレフィン系樹脂(プライムポリマー製「TPO」)を40重量部にした以外は、実施例1と同様にして模様付き樹脂成形品を得た。
【0028】
<比較例2>
前記成形品用樹脂を硬質ポリプロピレン樹脂(プライムポリマー製「PP」)に変えた以外は実施例1と同様にして模様付き樹脂成形品を得た。
【0029】
<比較例3>
前記成形品用樹脂を引張弾性率が1300のポリエチレン(プライムポリマー製「HDPE」)に変えた以外は実施例1と同様にして模様付き樹脂成形品を得た。
【0030】
<性能評価>
耐低温衝撃試験としてデュポン衝撃試験機を使用した。室温0℃の環境下で上記実施例1〜3、比較例1〜3のサンプル中心に撃芯をセットし、1000gの荷重ブロックを高さ50cmから撃芯上に落下させることによりサンプルに衝撃を与え変形もしくは破壊を観察した。大きな変化のない場合○、破壊された場合は×、変形あるいは小さなひび割れの場合は△とした。
【0031】
樹脂基材と化粧シートとの密着強度として、上記各サンプルを常温環境下で180°ピーリング試験を行った。また前記サンプルを−20℃・2時間と80℃・2時間を30サイクル繰り返し、その後上記各サンプルを常温環境下で180°ピーリング試験を行った。評価として、密着強度が25N/inch以上のものには○、25N/inch未満のものには×とした。以上の結果を表1に示す。
【0032】
【表1】

【産業上の利用可能性】
【0033】
本発明の模様付き樹脂成形品は、特に低温環境が予想される外装建材の一部として利用可能である。
【符号の説明】
【0034】
1…樹脂成形品
2…基材
3…絵柄
4…樹脂層
【技術分野】
【0001】
本発明は、外装あるいは内装に用いる表面に化粧シートによる模様を有した建材の成形品に関し、特に低温環境での施工時の衝撃による成形品の破損を防止した、諸特性に優れ、リサイクル可能な模様付き樹脂成形品に関する。
【背景技術】
【0002】
外装あるいは内装として用いられる建材は、従来の木製から樹脂成形品に代わりつつある。この樹脂成形品は印刷による繊細な絵柄の意匠を施すために、予め熱可塑性樹脂シートに絵柄の印刷を施した化粧シートを、樹脂成形品の成形後若しくは成形と同時に、その表面に積層する手法が広く用いられている。
【0003】
用いる樹脂成形品としては、木材粉または同様のセルロース物質とを含有する混合物を押し出し成形または射出成形したものがあり、処理に伴って生起する装置内部の腐食または腐食に起因する疲労を防止する方法であって、混合物に含まれるセルロース物質から生じるガス状の酸性物質を中和するために、モノエタノールアミン、トリエタノールアミン、硫酸アンモニウム、尿素、アンモニア等のアルカリ物質を存在せしめる方法が知られている(特公昭52−26534号公報)。しかし、この方法で作成された木質様成形物を屋外環境に放置しておくと、吸湿、自然乾燥を繰返す内に尿素が成形物表面に滲出して来ることが判った。滲出して来た尿素は、表面に白っぽい不規則なシミを形成し、成形物の美観を著しく損なう。またもう一つの樹脂成形品としては、熱可塑性樹脂であるポリ塩化ビニル、ABS樹脂、ポリスチレンを樹脂成形したものが挙げられる。しかし、得られた成形物の強度は、パーチクルボードに比べて劣り、用途が限られる。また、寸法安定性が悪く、木製建材の代替品として不満足である。
【0004】
また、このような樹脂であるとそのまま粉砕しても成形用樹脂として再利用することができない。化粧シートを樹脂成形品から剥離して分別回収することも困難であり、リサイクル化の目処が立っていない。
【0005】
化粧シートとともにリサイクルが容易なポリプロピレンを用いることは可能ではあるが、低温での衝撃に弱く、特に外装用途で施工時に嵌合などの衝撃を与える必要がある場合、樹脂成形品が破損してしまうという問題点があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平04−094910
【特許文献2】特開平08−302103
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明はこのような問題点を解決するためになされたものであり、その課題とするところは、表面意匠や諸物性にすぐれ、リサイクルも可能で特に低温耐衝撃性にも強い模様付き樹脂成形品を提供することにある。
【0008】
本発明はこの課題を解決したものであり、すなわちその請求項1記載の発明は、成形品用樹脂の表面に化粧シートを一体に設けた模様付き樹脂成形品において、前記成形品用樹脂が硬質ポリプロピレン樹脂70〜80重量部と軟質ポリオレフィン系樹脂20〜30重量部とからなる混合樹脂を主剤とし、前記化粧シートの基材がオレフィン系樹脂からなることを特徴とする模様付き樹脂成形品である。
【0009】
またその請求項2記載の発明は、前記軟質オレフィン系樹脂のデュポン衝撃強度が0℃の環境で、荷重1000gを50cmの高さから落としても非破壊であることを特徴とする請求項1に記載の模様付き樹脂成形品である。
【0010】
またその請求項3記載の発明は、前記硬質ポリプロピレン樹脂の引張弾性率が1000MPa以上であることを特徴とする請求項1または2のいずれか記載の模様付き樹脂成形品である。
【発明の効果】
【0011】
本発明はその請求項1記載の発明により、軟質のオレフィン系樹脂を限定された重量部割合で添加した混合樹脂を用い、化粧シートを含めてオレフィン系樹脂を用いることで表面意匠や諸物性にすぐれ、リサイクルも可能で低温耐衝撃性にも強い模様付き樹脂成形品を提供することが可能となるという作用効果を奏する。
【0012】
本発明はその請求項2記載の発明により、前記軟質オレフィン系樹脂の特性を限定することでさらに耐衝撃性に優れたものとなるという作用効果を奏する。
【0013】
本発明はその請求項3記載の発明により、前記硬質ポリプロピレンの特性を限定することでさらに耐衝撃性に優れたものとなるという作用効果を奏する。
【図面の簡単な説明】
【0014】
【図1】本発明の模様付き樹脂成形品の一実施例の断面の構造を示す説明図である。
【発明を実施するための形態】
【0015】
以下、本発明を図面に基づき詳細に説明する。図1に本発明の模様付き樹脂成形品の一実施例の断面の構造を示す。樹脂成形品1に基材2と絵柄3と樹脂層4とからなる化粧シートが一体として貼り合わせられてなる。
【0016】
本発明における樹脂成形品1としては、硬質ポリプロピレン樹脂70〜80重量部と軟質ポリオレフィン系樹脂20〜30重量部とからなる混合樹脂を主剤としたものを用いる。
【0017】
本発明における硬質ポリプロピレン樹脂としては、引張弾性率が1400MPa以上のものが層間の剛性に優れているので好適である。硬質ポリプロピレン樹脂としては一般に結晶性が高く、170℃付近で軟化し、それよりも若干高い温度で溶融するものであり、通常市販されているものが使用可能である。例えば 出光石油化学株式会社製F−704NPやFinaTM3576などが挙げられる。
【0018】
本発明における軟質ポリオレフィン系樹脂としては、一般にアイソタクティックインデックス(沸騰デカン可溶残分)が40%以下の低結晶性ポリオレフィン樹脂を主成分とするか、若しくは、一般のポリプロピレン樹脂またはポリエチレン樹脂等のポリオレフィン系樹脂に、EPR(エチレン−プロピレンゴム)またはEPDM(エチレン−プロピレン−ジエンモノマーエラストマー)等の軟質ゴム成分を添加したものを主成分とする樹脂組成物が使用可能である。
【0019】
本発明における化粧シートの基材2としてはオレフィン系樹脂を用いる。前記樹脂成形品と貼り合わせ可能であれば特に限定するものではないが具体的にはポリエチレン,直鎖状ポリエチレン,ポリプロピレン,エチレン−酢酸ビニル共重合体,エチレン−メタクリル酸共重合体,エチレン−メタクリル酸エステル共重合体,エチレン−アクリル酸共重合体,エチレン−アクリル酸エステル共重合体などが使用可能である。
【0020】
本発明における化粧シートの絵柄3は、前記化粧シートの基材2で用いたオレフィン系樹脂との相性が良いものであれば、従来公知のものが使用可能であり、特に限定するものではない。
【0021】
本発明における化粧シートの樹脂層4は、オレフィン系樹脂を用いる。前記化粧シートの基材2、絵柄3と貼り合わせ可能であれば特に限定するものではないが具体的にはポリエチレン,直鎖状ポリエチレン,ポリプロピレン,エチレン−酢酸ビニル共重合体,エチレン−メタクリル酸共重合体,エチレン−メタクリル酸エステル共重合体,エチレン−アクリル酸共重合体,エチレン−アクリル酸エステル共重合体などが使用可能である。
【実施例1】
【0022】
化粧シートの基材1として、ポリプロピレンフィルム(リケンテクノス(株)製「OW」)を用い、その片面にグラビアインキ(東洋インキ(株)製「V351」)を使用し、グラビア印刷機による印刷を施した化粧シートを作成した。
【0023】
一方、筒の端部に嵌合させる縦10.0cm、横6.5cm、厚み2mmのキャップの形になるよう設計した射出成形用の金型に、前記化粧シートを設置した。前記化粧シートはあらかじめ金型にはまり易く、また印刷柄の反対側に樹脂が射出されるように予備成形している。
【0024】
成形品用樹脂として引張弾性率が1500MPaの硬質ポリプロピレン樹脂(プライムポリマー製「PP」)80重量部に対し、軟質ポリオレフィン系樹脂(プライムポリマー製「TPO」)を20重量部加え十分に混合した後、溶融ペレット化した。これを射出成形機(ソディック「TR40EH」)に設定温度200℃で充填した。その他の条件として金型温度を70℃、前記樹脂の充填時間1.35秒で射出すること模様付き樹脂成形品を得た。
【実施例2】
【0025】
前記成形品用樹脂の混合割合を、硬質ポリプロピレン樹脂(プライムポリマー製「PP」)70重量部に対し、軟質ポリオレフィン系樹脂(プライムポリマー製「TPO」)を30重量部にした以外は、実施例1と同様にして模様付き樹脂成形品を得た。
【実施例3】
【0026】
前記成形品用樹脂の軟質ポリオレフィン樹脂をExxonMobil製「Vistamaxx」にした以外は実施例1と同様にして模様付き樹脂成形品を得た。
【0027】
<比較例1>
前記成形品用樹脂の混合割合を、硬質ポリプロピレン樹脂(プライムポリマー製「PP」)60重量部に対し、軟質ポリオレフィン系樹脂(プライムポリマー製「TPO」)を40重量部にした以外は、実施例1と同様にして模様付き樹脂成形品を得た。
【0028】
<比較例2>
前記成形品用樹脂を硬質ポリプロピレン樹脂(プライムポリマー製「PP」)に変えた以外は実施例1と同様にして模様付き樹脂成形品を得た。
【0029】
<比較例3>
前記成形品用樹脂を引張弾性率が1300のポリエチレン(プライムポリマー製「HDPE」)に変えた以外は実施例1と同様にして模様付き樹脂成形品を得た。
【0030】
<性能評価>
耐低温衝撃試験としてデュポン衝撃試験機を使用した。室温0℃の環境下で上記実施例1〜3、比較例1〜3のサンプル中心に撃芯をセットし、1000gの荷重ブロックを高さ50cmから撃芯上に落下させることによりサンプルに衝撃を与え変形もしくは破壊を観察した。大きな変化のない場合○、破壊された場合は×、変形あるいは小さなひび割れの場合は△とした。
【0031】
樹脂基材と化粧シートとの密着強度として、上記各サンプルを常温環境下で180°ピーリング試験を行った。また前記サンプルを−20℃・2時間と80℃・2時間を30サイクル繰り返し、その後上記各サンプルを常温環境下で180°ピーリング試験を行った。評価として、密着強度が25N/inch以上のものには○、25N/inch未満のものには×とした。以上の結果を表1に示す。
【0032】
【表1】
【産業上の利用可能性】
【0033】
本発明の模様付き樹脂成形品は、特に低温環境が予想される外装建材の一部として利用可能である。
【符号の説明】
【0034】
1…樹脂成形品
2…基材
3…絵柄
4…樹脂層
【特許請求の範囲】
【請求項1】
成形品用樹脂の表面に化粧シートを一体に設けた模様付き樹脂成形品において、前記成形品用樹脂が硬質ポリプロピレン樹脂70〜80重量部と軟質ポリオレフィン系樹脂20〜30重量部とからなる混合樹脂を主剤とし、前記化粧シートの基材がオレフィン系樹脂からなることを特徴とする模様付き樹脂成形品。
【請求項2】
前記軟質オレフィン系樹脂のデュポン衝撃強度が0℃の環境で、荷重1000gを50cmの高さから落としても非破壊であることを特徴とする請求項1に記載の模様付き樹脂成形品。
【請求項3】
前記硬質ポリプロピレン樹脂の引張弾性率が1400MPa以上であることを特徴とする請求項1または2のいずれか記載の模様付き樹脂成形品。
【請求項1】
成形品用樹脂の表面に化粧シートを一体に設けた模様付き樹脂成形品において、前記成形品用樹脂が硬質ポリプロピレン樹脂70〜80重量部と軟質ポリオレフィン系樹脂20〜30重量部とからなる混合樹脂を主剤とし、前記化粧シートの基材がオレフィン系樹脂からなることを特徴とする模様付き樹脂成形品。
【請求項2】
前記軟質オレフィン系樹脂のデュポン衝撃強度が0℃の環境で、荷重1000gを50cmの高さから落としても非破壊であることを特徴とする請求項1に記載の模様付き樹脂成形品。
【請求項3】
前記硬質ポリプロピレン樹脂の引張弾性率が1400MPa以上であることを特徴とする請求項1または2のいずれか記載の模様付き樹脂成形品。
【図1】

【公開番号】特開2013−52639(P2013−52639A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−193622(P2011−193622)
【出願日】平成23年9月6日(2011.9.6)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月6日(2011.9.6)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]