
模造線状体
【課題】藁や藺草やトトラ、フトイ(太藺)、菰、籐などの線状体のような外観を有し、それらの代用品として正月飾りや手工芸品、各種の細工物などに広く利用できて、廃棄処分も容易であるような模造線状体の提供。
【解決手段】複数本の紙テープに縒りをかけて形成した紙縒り12の表面に、色の濃い部分と淡い部分があらわれるように染め糊が塗布されて濃淡染め部13が形成された模造線状体11。前記紙縒り12が長手方向において縒りに強弱がつくように形成され、さらに前記濃淡染め部13がスポンジで塗布形成されることによって、より自然な外観を呈するようにする。
【解決手段】複数本の紙テープに縒りをかけて形成した紙縒り12の表面に、色の濃い部分と淡い部分があらわれるように染め糊が塗布されて濃淡染め部13が形成された模造線状体11。前記紙縒り12が長手方向において縒りに強弱がつくように形成され、さらに前記濃淡染め部13がスポンジで塗布形成されることによって、より自然な外観を呈するようにする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、たとえば藁などのような線状体に似せた紙製の模造線状体に関し、より詳しくは、正月飾りや手工芸品等に藁などの代用品として使用できるような模造線状体及びその製造方法に関する。
【背景技術】
【0002】
紙製の線状体としては水引が知られている。水引は様々な色に染められ、慶弔の意の表現や装飾などに用いられる。
【0003】
この水引の色は、赤、黒、黄などにはっきりと着けられている(例えば下記特許文献1参照)。つまり、着色がムラなく均一になされていて外観美麗である。このため、近年コサージュやストラップなどにも多く利用されている。
【0004】
しかし、水引には、たとえば藁のような外観を呈するものは存在しない。また、藁を模した紙製の線状体も存在しない。
【0005】
ところで、藁といえば、入手が年々困難になってきており、藁の代用品として有色のビニール紐が用いられている。しかし、ビニール製だと藁らしい外観は得られず、趣がない。また、廃棄処分の点で問題がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平7−109649号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、この発明は、藁のほか、たとえば藺草やトトラ、フトイ(太藺)、菰、籐などの線状体のような外観を有し、それらの代用品として正月飾りや手工芸品、各種の細工物などに広く利用できて、廃棄処分も容易であるようにすることを主たる課題とする。
【課題を解決するための手段】
【0008】
そのための手段は、1本以上の紙テープに縒りをかけて形成した紙縒りの表面に、色の濃い部分と淡い部分があらわれるように染め糊が塗布されて濃淡染め部が形成された模造線状体である。
【0009】
別の手段は、1本以上の紙テープに縒りをかけて紙縒りを形成する縒り加工後に、紙縒りの表面に対して柔軟な多孔質体で染め糊を塗布する塗布加工をして、紙縒りの表面に、色の濃い部分と淡い部分があらわれる濃淡染め部を形成する
模造線状体の製造方法である。
【0010】
前記濃淡染め部は、紙縒りの表面全体に形成してもよく、部分的に形成して、紙縒りの地色を部分的に露出させてもよい。
【0011】
濃淡染め部の存在により、藁などに酷似した外観になるとともに、濃淡染め部を形成する染め糊の糊成分で固められて必要な硬さも得られる。
【発明の効果】
【0012】
この発明によれば、濃淡染め部によって、表面全体を均一に着色した場合のような外観ではなく、藁などの自然物に酷似した外観が得られる。また、濃淡により微妙な凹凸も表現できる。しかも、紙縒りは1本以上の紙テープに縒りをかけて形成するので、縒りのかけ方によって濃淡染め部の外観を変えることもでき、藁のほか、たとえば藺草やトトラ、フトイ(太藺)、菰、籐などの代用品として正月飾りや手工芸品、各種の細工物などに広く利用できる模造線状体を得ることができる。そのうえ、模造線状体は紙からなるので、廃棄処分も容易である。
【図面の簡単な説明】
【0013】
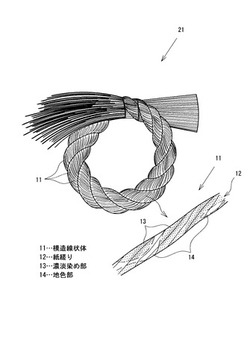
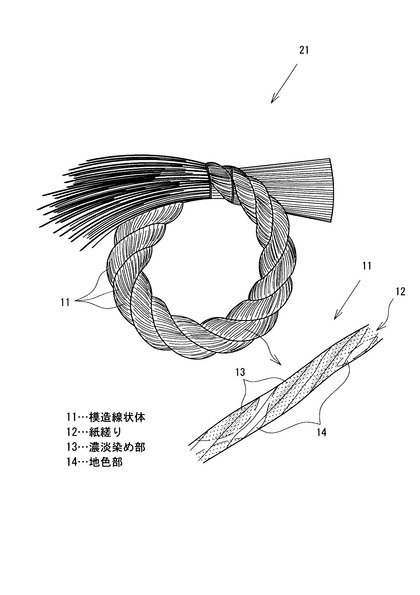
【図1】藁を模した模造線状体と、それを用いたしめ縄素材の正面図。
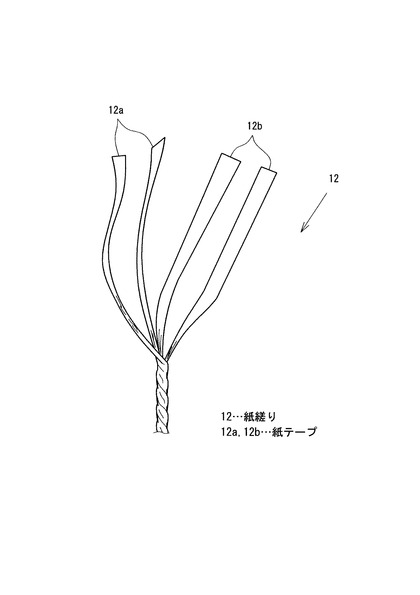
【図2】紙縒りの構造を示すべく一部を解いた状態の正面図。
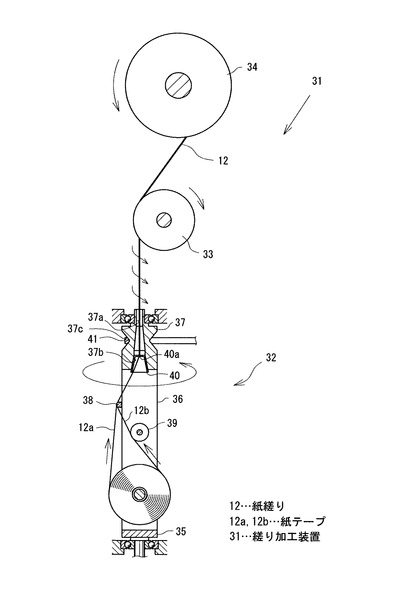
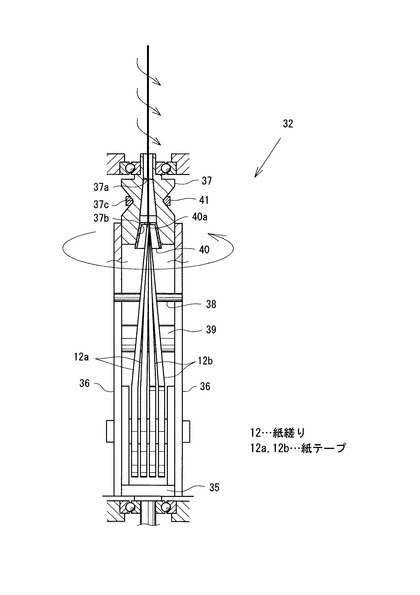
【図3】縒り加工装置を側面から見た概略構造を示す一部断面側面図。
【図4】縒り加工装置の回転部を正面から見た概略構造を示す一部断面正面図。
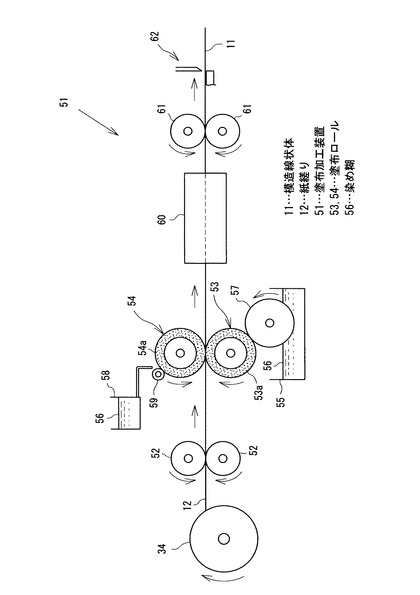
【図5】塗布加工装置を示す説明図。
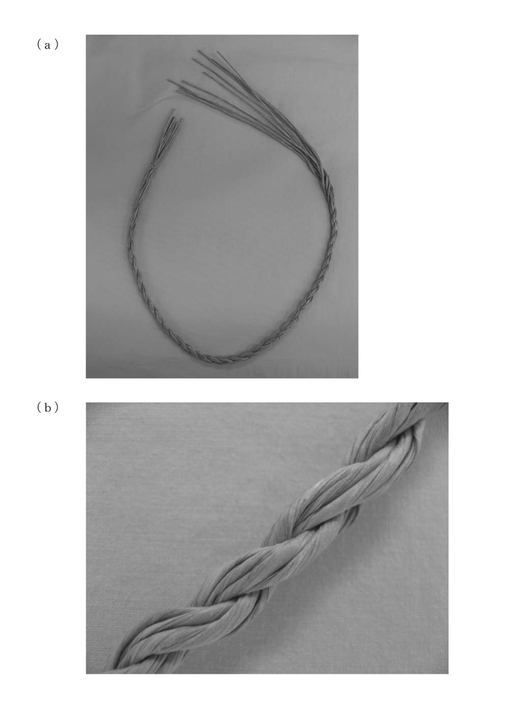
【図6】藁を模した模造線状体を用いて荒縄状に編んだ紐状体の写真。
【発明を実施するための形態】
【0014】
この発明を実施するための一形態を、以下図面を用いて説明する。
図1は、藁を模した多数本の模造線状体11で形成したリース形のしめ縄素材21を示す正面図である。この図に示す一部拡大図のように、模造線状体11は、紙縒り12の表面に色の濃い部分と淡い部分があらわれるように染め糊が塗布されて濃淡染め部13が形成されている。
【0015】
この濃淡染め部13は、紙縒り12の表面全体に有するもよいが、図1では、部分的に形成された例を示している。図1中、14が紙縒り12の地色が部分的に露出する地色部である。図1では便宜上、仮想線を描いて濃淡染め部13と地色部14の境界を示している。
【0016】
前記紙縒り12の色をうす茶色っぽい色相のものとして、染め糊の染料を青緑系の色とすることによって、青々とした藁の自然な外観を再現できる。
【0017】
まず、前記紙縒り12について説明し、続いて製法の説明しつつ全体の構成を説明する。
【0018】
前記紙縒り12は、1本以上の紙テープに縒りをかけて形成される。この例では、図2に示したように4本の紙テープ12a,12bを用いた例を示す。
【0019】
紙テープ12a,12bには様々な素材のものを用いることができる。環境保全の点からは再生紙を使用するとよい。また、濃淡染め部13を紙縒り12の表面全体ではなく部分的に形成する場合や、前記染め糊の染料との組み合わせで色を出すようにする場合には、紙テープ12a,12bに所望の色を呈する素材を用いるとよい。
【0020】
藁を模造した模造線状体11を製造するには、例えば10mm幅のクラフト紙からなる同一の紙テープ12a,12bを4本使用するとよい。
【0021】
4本の紙テープ12a,12bは適宜幅に裁断されており、縒り加工をして紙縒り12を得た後に、この紙縒り12の表面に前記濃淡染め部13を形成する塗布加工を行う。
【0022】
紙縒り12は、長手方向において縒りに強弱をつけて形成されたものであるとよい。このためには、たとえば、前記紙テープ12a,12bに縒りをかける前段において紙テープ12a,12bにかかる張力に違いを持たせて、この状態で縒りをかければよい。このほか、使用する複数本の紙テープ12a,12bの性状(厚さや伸度、柔軟性など)に違いをつけてもよい。これらによって、表面形状にムラを有する紙縒り12となる。
【0023】
この実施形態では、張力に違いをつける前者の例を説明する。そのための縒り加工は、図3、図4に示したような縒り加工装置31を用いて行う。図3は、縒り加工装置31を側面から見た状態の一部断面側面図であり、図4は、それの一部分を正面側から見た状態の一部断面正面図である。この縒り加工装置31は、巻き取られた長尺の紙テープ12a,12bを備える回転部32と、この回転部32の上方に設けられたガイドプーリ33および巻取りリール34を有する。
【0024】
すなわち、下方に備えた紙テープ12a,12bを上方に引き出しながら束ねて縒りをかけて巻き取るように構成されている。
【0025】
回転部32は、略縦長直方体状に形成されており、底板35と、これの左右両側から立設された2枚の側板36と、これら側板36の上端部に保持された回転入力部37を有する。そして、この回転入力部37と前記底板35は回転可能に支持されている。
【0026】
前記紙テープ12a,12bは、前記側板36の下側部分に4本保持される。この保持は、幅方向に重ねるようになされるが、このとき、紙テープ12a,12bの向きを2本ずつ異ならせる。これは、縒りをかける前段で、複数本の紙テープ12a,12bにかかる張力に違いをつけるためである。
【0027】
すなわち、図4に示したように、2本の紙テープ12aは、引き出される位置が手前側(正面側)に来るように設定され、他の2本の紙テープ12bは引き出される位置が奥側(背面側)に位置するように設定される。そして、紙テープ12a,12bの上方の手前側(正面側)に規制部38が設けられる。規制部38は丸棒部材で構成され、側板36間に横架するように設けられる。
【0028】
このような規制部38により、引き出される位置が手前側にある2本の紙テープ12aでは、規制部38に対して略真っ直ぐに引き出されるが、引き出される位置が奥側にある他の2本の紙テープ12bでは、規制部38に対して斜めに引き出される。図中、39は斜めに引き出される紙テープ12bのためのガイドローラである。
【0029】
この結果、引き出される位置が手前側にある2本の紙テープ12aよりも引き出される位置が奥側にある他の2本の紙テープ12bのほうにかかる張力の方が高くなる。なお、引き出される位置が異なる2本の紙テープ12a,12bを2本ずつ隣り合うように並べた例を図示したが、それらを交互に並べてもよい。
【0030】
前記規制部38を通過して上方へ引き出される紙テープ12a,12bは、前記回転入力部37の内部を通ってさらに上方に引き上げられる。
【0031】
回転入力部37の内部には、上下に貫通する貫通孔37aが形成されており、この貫通孔37aの下側部分には、嵌合孔部37bが形成される。この嵌合孔部37bには、上端に上下に貫通する連通孔40aが形成され、下端が開放された収束部材40が着脱可能に取り付けられる。
【0032】
この収束部材40は、4本の紙テープ12a,12bを前記連通孔40aに通すことによって軽く揃えるもので、前記連通孔40aは紙テープの幅や本数に応じて適宜大に形成されている。
【0033】
そして、回転入力部37の外周面には無端ベルト41が嵌まるベルト溝37cが形成されている。つまり、図示しない回転手段の駆動により一方向回転する無端ベルト41の回転に伴い、回転入力部37は回転する。この結果、回転部32は全体が一方向に所定の速さで回転する。
【0034】
回転速度は、紙テープ12a,12bを引き上げる速さに応じて設定される。通常の水引を製造する際の回転数が30cm引き上げる間に40〜50回転であるが、この発明の模造線状体11においては、10〜20回転くらい、特に藁を模造した模造線状体11を製造するには、15回転程度が好ましい。
【0035】
前記のように紙テープ12a,12bの張力に違いをつけるとともに、回転数を水引の製造の場合によりも低くに設定することで、紙縒り12の表面形状にムラができる。換言すれば、整えられた滑らかな線状体ではなく、ごつごつした感じがでるとともに、縒りに部分的な強弱ができる。そしてこの表面形状のムラによって、前記塗布加工での塗布状態も変化する。
【0036】
このようにして製造された紙縒り12は、前記巻取りリール34で巻き取られ、次の塗布加工で、前記濃淡染め部13が形成される。
【0037】
図5は前記塗布加工を行う塗布加工装置51の概略を示す説明図であり、この図に示したように、巻取りリール34の紙縒り12は、一対の第1引きロール52で引っ張られて送り出される。この第1引きロール52,52は、紙縒り12を潰したりしないように表面が柔軟なゴムで構成されている。
【0038】
この第1引きロール52の後段には、塗布ロール53,54が設けられる。塗布ロール53,54は、搬送路の上下に一対設けられ、下の塗布ロール53には、バット55に溜めた染め糊56がアプリケーションロール57を介して供給される。
【0039】
上の塗布ロール53には、タンク58から流下させた染め糊56をアプリケーションロール59で伸ばして供給する。
【0040】
そして、これら塗布ロール53,54には、外周面に柔軟な多孔質体53a,54aを備えたものが使用される。柔軟な多孔質体としては、連続発泡のスポンジを好適に用いることができる。
【0041】
このようなスポンジを有する塗布ロール53,54を用いることによって、色の濃い部分と淡い部分があらわれるようにしやすい。これは、多孔質体を構成する多数の孔に吸収される染め糊の量に局所的に差が生じるからである。また、前記のように紙縒り12の表面形状にムラがあるので、柔軟な多孔質体が接触するときに接触強さに局所的な差異が生じるとともに、毛細管現象による紙縒り12に対する染み込み方にも違いが生ずる。
【0042】
つまり、柔軟な多孔質体を用いることと、紙縒り12の表面形状にムラを形成したこととの相乗効果によって、染め糊56の浸透状況などに部分的な変化が生まれ、前記濃淡染め部13の形成がより自然な外観を有するようになされることになる。具体的には、紙テープの性質や染め糊の粘度等の諸条件にもよるが、縒りの強い部分や表面側に突出している部分では、染め糊の染料が入り易く、色の濃い部分となりやすい一方、縒りの弱い部分や表面から見て凹んでいる部分では、色の淡い部分となりやすい。
【0043】
このような塗布ロール53,54の後段には、乾燥炉60が設けられ、染め糊56が塗布された紙縒り12を乾燥させる。乾燥させられて濃淡染め部13が形成された紙縒り12は模造線状体11となり、後段の引きロール61で搬送されて、さらに後段の切断手段62によって所定長さで切断される。この後段の引きロールも、紙縒り12を潰したりしないように表面が柔軟なゴムで構成されている。
【0044】
以上のようにして、特異な形状の紙縒り12の表面に濃淡染め部13が形成されるので、全体が均一に染められた線状体とは異なり、前記の如く、色はもちろんのこと凹凸まで、より自然な外観を再現できる。しかも、紙縒り12は紙で構成されるので、質感まで似せることができる。
【0045】
また、染め糊56の糊成分によって紙縒り12が固まるので、本物の藁などと同じような状態で、編んだり撚ったりして使用できる。複数本を引き揃えて使用することもできる。
【0046】
この結果、藁を模造した模造線状体11では、藁の代用品として、図1に示したしめ縄素材や菰樽に巻く菰、一輪挿しなどのような手工芸品、コサージュなどの装飾品をはじめ様々な用途に使用できる。
【0047】
図6(a)は、藁を模造した模造線状体11を複数本用いて荒縄状に編んだ紐状体の全体の写真であり、図6(b)は、その一部を拡大した写真である。このように、ビニール紐からなるものとは比較にならないほど、藁の外観を有する模造線状体11となる。
【0048】
しかも、主たる材料は紙であるので、使用後の廃棄処分は容易であり、環境に負荷をかけずにすむという利点も有する。
【0049】
さらに、前記濃淡染め部13の形成は、スポンジからなる塗布ロール53,54で回転しながら行うので、形成作業が連続して行える。このため断続的に塗布する場合に比して作業性がよい。
【0050】
また、藁の模造線状体11の場合には、前記のように紙縒り12の色をうす茶色っぽい色相のものとして、染め糊56の染料を青緑系の色とすれば一色の染め糊だけで製造ができて、製造コストを抑制できる。
【0051】
また、しめ縄に関して付言すれば、しめ縄の材料には、藁のほか、藁に似たような外観の草本が用いられている例があるが、その中には、輸入規制を受ける草本もある。このため、このようなしめ縄は国内に輸入できないが、この発明の模造線状体11を用いれば、輸入規制もなく、取引の自由が得られ、産業の発達に貢献できる。
【0052】
この発明の構成と、前記一形態の構成との対応において、
この発明の柔軟な多孔質体は、前記スポンジ53a,54aに対応し、
スポンジロールは、塗布ロール53,54に対応するも、
この発明は前記構成のみに限定されるものではなく、その他の形態を採用することができる。
【0053】
たとえば、塗布加工は、柔軟な多孔質体で挟みつけて断続的に行うこともできる。
【0054】
また、紙縒りを構成する紙テープは2本であってもよい。前記のように向きを変えることで、前記と同様に縒りに強弱をつけられる。また、1本で構成する場合には縒り加工での回転速度に変化をつければ、前記と同様に長手方向において縒りに強弱がつく。
【0055】
さらに、染め糊56による染色は、複数段階で行って複数の色を塗布してもよい。また、染料の塗布と糊の塗布を別々に行ってもよい。所望する模造対象に応じて、染料と紙縒りの色や種類を適宜設定することで多様な模造線状体が得られる。
【0056】
さらにまた、濃淡染め部は、柔軟な多孔質体を用いることのみ、あるいは紙縒りの表面形状にムラを形成したことのみによって形成してもよい。
【符号の説明】
【0057】
11…模造線状体
12…紙縒り
12a,12b…紙テープ
13…濃淡染め部
14…地色部
31…縒り加工装置
51…塗布加工装置
53,54…塗布ロール
56…染め糊
【技術分野】
【0001】
この発明は、たとえば藁などのような線状体に似せた紙製の模造線状体に関し、より詳しくは、正月飾りや手工芸品等に藁などの代用品として使用できるような模造線状体及びその製造方法に関する。
【背景技術】
【0002】
紙製の線状体としては水引が知られている。水引は様々な色に染められ、慶弔の意の表現や装飾などに用いられる。
【0003】
この水引の色は、赤、黒、黄などにはっきりと着けられている(例えば下記特許文献1参照)。つまり、着色がムラなく均一になされていて外観美麗である。このため、近年コサージュやストラップなどにも多く利用されている。
【0004】
しかし、水引には、たとえば藁のような外観を呈するものは存在しない。また、藁を模した紙製の線状体も存在しない。
【0005】
ところで、藁といえば、入手が年々困難になってきており、藁の代用品として有色のビニール紐が用いられている。しかし、ビニール製だと藁らしい外観は得られず、趣がない。また、廃棄処分の点で問題がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平7−109649号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、この発明は、藁のほか、たとえば藺草やトトラ、フトイ(太藺)、菰、籐などの線状体のような外観を有し、それらの代用品として正月飾りや手工芸品、各種の細工物などに広く利用できて、廃棄処分も容易であるようにすることを主たる課題とする。
【課題を解決するための手段】
【0008】
そのための手段は、1本以上の紙テープに縒りをかけて形成した紙縒りの表面に、色の濃い部分と淡い部分があらわれるように染め糊が塗布されて濃淡染め部が形成された模造線状体である。
【0009】
別の手段は、1本以上の紙テープに縒りをかけて紙縒りを形成する縒り加工後に、紙縒りの表面に対して柔軟な多孔質体で染め糊を塗布する塗布加工をして、紙縒りの表面に、色の濃い部分と淡い部分があらわれる濃淡染め部を形成する
模造線状体の製造方法である。
【0010】
前記濃淡染め部は、紙縒りの表面全体に形成してもよく、部分的に形成して、紙縒りの地色を部分的に露出させてもよい。
【0011】
濃淡染め部の存在により、藁などに酷似した外観になるとともに、濃淡染め部を形成する染め糊の糊成分で固められて必要な硬さも得られる。
【発明の効果】
【0012】
この発明によれば、濃淡染め部によって、表面全体を均一に着色した場合のような外観ではなく、藁などの自然物に酷似した外観が得られる。また、濃淡により微妙な凹凸も表現できる。しかも、紙縒りは1本以上の紙テープに縒りをかけて形成するので、縒りのかけ方によって濃淡染め部の外観を変えることもでき、藁のほか、たとえば藺草やトトラ、フトイ(太藺)、菰、籐などの代用品として正月飾りや手工芸品、各種の細工物などに広く利用できる模造線状体を得ることができる。そのうえ、模造線状体は紙からなるので、廃棄処分も容易である。
【図面の簡単な説明】
【0013】
【図1】藁を模した模造線状体と、それを用いたしめ縄素材の正面図。
【図2】紙縒りの構造を示すべく一部を解いた状態の正面図。
【図3】縒り加工装置を側面から見た概略構造を示す一部断面側面図。
【図4】縒り加工装置の回転部を正面から見た概略構造を示す一部断面正面図。
【図5】塗布加工装置を示す説明図。
【図6】藁を模した模造線状体を用いて荒縄状に編んだ紐状体の写真。
【発明を実施するための形態】
【0014】
この発明を実施するための一形態を、以下図面を用いて説明する。
図1は、藁を模した多数本の模造線状体11で形成したリース形のしめ縄素材21を示す正面図である。この図に示す一部拡大図のように、模造線状体11は、紙縒り12の表面に色の濃い部分と淡い部分があらわれるように染め糊が塗布されて濃淡染め部13が形成されている。
【0015】
この濃淡染め部13は、紙縒り12の表面全体に有するもよいが、図1では、部分的に形成された例を示している。図1中、14が紙縒り12の地色が部分的に露出する地色部である。図1では便宜上、仮想線を描いて濃淡染め部13と地色部14の境界を示している。
【0016】
前記紙縒り12の色をうす茶色っぽい色相のものとして、染め糊の染料を青緑系の色とすることによって、青々とした藁の自然な外観を再現できる。
【0017】
まず、前記紙縒り12について説明し、続いて製法の説明しつつ全体の構成を説明する。
【0018】
前記紙縒り12は、1本以上の紙テープに縒りをかけて形成される。この例では、図2に示したように4本の紙テープ12a,12bを用いた例を示す。
【0019】
紙テープ12a,12bには様々な素材のものを用いることができる。環境保全の点からは再生紙を使用するとよい。また、濃淡染め部13を紙縒り12の表面全体ではなく部分的に形成する場合や、前記染め糊の染料との組み合わせで色を出すようにする場合には、紙テープ12a,12bに所望の色を呈する素材を用いるとよい。
【0020】
藁を模造した模造線状体11を製造するには、例えば10mm幅のクラフト紙からなる同一の紙テープ12a,12bを4本使用するとよい。
【0021】
4本の紙テープ12a,12bは適宜幅に裁断されており、縒り加工をして紙縒り12を得た後に、この紙縒り12の表面に前記濃淡染め部13を形成する塗布加工を行う。
【0022】
紙縒り12は、長手方向において縒りに強弱をつけて形成されたものであるとよい。このためには、たとえば、前記紙テープ12a,12bに縒りをかける前段において紙テープ12a,12bにかかる張力に違いを持たせて、この状態で縒りをかければよい。このほか、使用する複数本の紙テープ12a,12bの性状(厚さや伸度、柔軟性など)に違いをつけてもよい。これらによって、表面形状にムラを有する紙縒り12となる。
【0023】
この実施形態では、張力に違いをつける前者の例を説明する。そのための縒り加工は、図3、図4に示したような縒り加工装置31を用いて行う。図3は、縒り加工装置31を側面から見た状態の一部断面側面図であり、図4は、それの一部分を正面側から見た状態の一部断面正面図である。この縒り加工装置31は、巻き取られた長尺の紙テープ12a,12bを備える回転部32と、この回転部32の上方に設けられたガイドプーリ33および巻取りリール34を有する。
【0024】
すなわち、下方に備えた紙テープ12a,12bを上方に引き出しながら束ねて縒りをかけて巻き取るように構成されている。
【0025】
回転部32は、略縦長直方体状に形成されており、底板35と、これの左右両側から立設された2枚の側板36と、これら側板36の上端部に保持された回転入力部37を有する。そして、この回転入力部37と前記底板35は回転可能に支持されている。
【0026】
前記紙テープ12a,12bは、前記側板36の下側部分に4本保持される。この保持は、幅方向に重ねるようになされるが、このとき、紙テープ12a,12bの向きを2本ずつ異ならせる。これは、縒りをかける前段で、複数本の紙テープ12a,12bにかかる張力に違いをつけるためである。
【0027】
すなわち、図4に示したように、2本の紙テープ12aは、引き出される位置が手前側(正面側)に来るように設定され、他の2本の紙テープ12bは引き出される位置が奥側(背面側)に位置するように設定される。そして、紙テープ12a,12bの上方の手前側(正面側)に規制部38が設けられる。規制部38は丸棒部材で構成され、側板36間に横架するように設けられる。
【0028】
このような規制部38により、引き出される位置が手前側にある2本の紙テープ12aでは、規制部38に対して略真っ直ぐに引き出されるが、引き出される位置が奥側にある他の2本の紙テープ12bでは、規制部38に対して斜めに引き出される。図中、39は斜めに引き出される紙テープ12bのためのガイドローラである。
【0029】
この結果、引き出される位置が手前側にある2本の紙テープ12aよりも引き出される位置が奥側にある他の2本の紙テープ12bのほうにかかる張力の方が高くなる。なお、引き出される位置が異なる2本の紙テープ12a,12bを2本ずつ隣り合うように並べた例を図示したが、それらを交互に並べてもよい。
【0030】
前記規制部38を通過して上方へ引き出される紙テープ12a,12bは、前記回転入力部37の内部を通ってさらに上方に引き上げられる。
【0031】
回転入力部37の内部には、上下に貫通する貫通孔37aが形成されており、この貫通孔37aの下側部分には、嵌合孔部37bが形成される。この嵌合孔部37bには、上端に上下に貫通する連通孔40aが形成され、下端が開放された収束部材40が着脱可能に取り付けられる。
【0032】
この収束部材40は、4本の紙テープ12a,12bを前記連通孔40aに通すことによって軽く揃えるもので、前記連通孔40aは紙テープの幅や本数に応じて適宜大に形成されている。
【0033】
そして、回転入力部37の外周面には無端ベルト41が嵌まるベルト溝37cが形成されている。つまり、図示しない回転手段の駆動により一方向回転する無端ベルト41の回転に伴い、回転入力部37は回転する。この結果、回転部32は全体が一方向に所定の速さで回転する。
【0034】
回転速度は、紙テープ12a,12bを引き上げる速さに応じて設定される。通常の水引を製造する際の回転数が30cm引き上げる間に40〜50回転であるが、この発明の模造線状体11においては、10〜20回転くらい、特に藁を模造した模造線状体11を製造するには、15回転程度が好ましい。
【0035】
前記のように紙テープ12a,12bの張力に違いをつけるとともに、回転数を水引の製造の場合によりも低くに設定することで、紙縒り12の表面形状にムラができる。換言すれば、整えられた滑らかな線状体ではなく、ごつごつした感じがでるとともに、縒りに部分的な強弱ができる。そしてこの表面形状のムラによって、前記塗布加工での塗布状態も変化する。
【0036】
このようにして製造された紙縒り12は、前記巻取りリール34で巻き取られ、次の塗布加工で、前記濃淡染め部13が形成される。
【0037】
図5は前記塗布加工を行う塗布加工装置51の概略を示す説明図であり、この図に示したように、巻取りリール34の紙縒り12は、一対の第1引きロール52で引っ張られて送り出される。この第1引きロール52,52は、紙縒り12を潰したりしないように表面が柔軟なゴムで構成されている。
【0038】
この第1引きロール52の後段には、塗布ロール53,54が設けられる。塗布ロール53,54は、搬送路の上下に一対設けられ、下の塗布ロール53には、バット55に溜めた染め糊56がアプリケーションロール57を介して供給される。
【0039】
上の塗布ロール53には、タンク58から流下させた染め糊56をアプリケーションロール59で伸ばして供給する。
【0040】
そして、これら塗布ロール53,54には、外周面に柔軟な多孔質体53a,54aを備えたものが使用される。柔軟な多孔質体としては、連続発泡のスポンジを好適に用いることができる。
【0041】
このようなスポンジを有する塗布ロール53,54を用いることによって、色の濃い部分と淡い部分があらわれるようにしやすい。これは、多孔質体を構成する多数の孔に吸収される染め糊の量に局所的に差が生じるからである。また、前記のように紙縒り12の表面形状にムラがあるので、柔軟な多孔質体が接触するときに接触強さに局所的な差異が生じるとともに、毛細管現象による紙縒り12に対する染み込み方にも違いが生ずる。
【0042】
つまり、柔軟な多孔質体を用いることと、紙縒り12の表面形状にムラを形成したこととの相乗効果によって、染め糊56の浸透状況などに部分的な変化が生まれ、前記濃淡染め部13の形成がより自然な外観を有するようになされることになる。具体的には、紙テープの性質や染め糊の粘度等の諸条件にもよるが、縒りの強い部分や表面側に突出している部分では、染め糊の染料が入り易く、色の濃い部分となりやすい一方、縒りの弱い部分や表面から見て凹んでいる部分では、色の淡い部分となりやすい。
【0043】
このような塗布ロール53,54の後段には、乾燥炉60が設けられ、染め糊56が塗布された紙縒り12を乾燥させる。乾燥させられて濃淡染め部13が形成された紙縒り12は模造線状体11となり、後段の引きロール61で搬送されて、さらに後段の切断手段62によって所定長さで切断される。この後段の引きロールも、紙縒り12を潰したりしないように表面が柔軟なゴムで構成されている。
【0044】
以上のようにして、特異な形状の紙縒り12の表面に濃淡染め部13が形成されるので、全体が均一に染められた線状体とは異なり、前記の如く、色はもちろんのこと凹凸まで、より自然な外観を再現できる。しかも、紙縒り12は紙で構成されるので、質感まで似せることができる。
【0045】
また、染め糊56の糊成分によって紙縒り12が固まるので、本物の藁などと同じような状態で、編んだり撚ったりして使用できる。複数本を引き揃えて使用することもできる。
【0046】
この結果、藁を模造した模造線状体11では、藁の代用品として、図1に示したしめ縄素材や菰樽に巻く菰、一輪挿しなどのような手工芸品、コサージュなどの装飾品をはじめ様々な用途に使用できる。
【0047】
図6(a)は、藁を模造した模造線状体11を複数本用いて荒縄状に編んだ紐状体の全体の写真であり、図6(b)は、その一部を拡大した写真である。このように、ビニール紐からなるものとは比較にならないほど、藁の外観を有する模造線状体11となる。
【0048】
しかも、主たる材料は紙であるので、使用後の廃棄処分は容易であり、環境に負荷をかけずにすむという利点も有する。
【0049】
さらに、前記濃淡染め部13の形成は、スポンジからなる塗布ロール53,54で回転しながら行うので、形成作業が連続して行える。このため断続的に塗布する場合に比して作業性がよい。
【0050】
また、藁の模造線状体11の場合には、前記のように紙縒り12の色をうす茶色っぽい色相のものとして、染め糊56の染料を青緑系の色とすれば一色の染め糊だけで製造ができて、製造コストを抑制できる。
【0051】
また、しめ縄に関して付言すれば、しめ縄の材料には、藁のほか、藁に似たような外観の草本が用いられている例があるが、その中には、輸入規制を受ける草本もある。このため、このようなしめ縄は国内に輸入できないが、この発明の模造線状体11を用いれば、輸入規制もなく、取引の自由が得られ、産業の発達に貢献できる。
【0052】
この発明の構成と、前記一形態の構成との対応において、
この発明の柔軟な多孔質体は、前記スポンジ53a,54aに対応し、
スポンジロールは、塗布ロール53,54に対応するも、
この発明は前記構成のみに限定されるものではなく、その他の形態を採用することができる。
【0053】
たとえば、塗布加工は、柔軟な多孔質体で挟みつけて断続的に行うこともできる。
【0054】
また、紙縒りを構成する紙テープは2本であってもよい。前記のように向きを変えることで、前記と同様に縒りに強弱をつけられる。また、1本で構成する場合には縒り加工での回転速度に変化をつければ、前記と同様に長手方向において縒りに強弱がつく。
【0055】
さらに、染め糊56による染色は、複数段階で行って複数の色を塗布してもよい。また、染料の塗布と糊の塗布を別々に行ってもよい。所望する模造対象に応じて、染料と紙縒りの色や種類を適宜設定することで多様な模造線状体が得られる。
【0056】
さらにまた、濃淡染め部は、柔軟な多孔質体を用いることのみ、あるいは紙縒りの表面形状にムラを形成したことのみによって形成してもよい。
【符号の説明】
【0057】
11…模造線状体
12…紙縒り
12a,12b…紙テープ
13…濃淡染め部
14…地色部
31…縒り加工装置
51…塗布加工装置
53,54…塗布ロール
56…染め糊
【特許請求の範囲】
【請求項1】
1本以上の紙テープに縒りをかけて形成した紙縒りの表面に、色の濃い部分と淡い部分があらわれるように染め糊が塗布されて濃淡染め部が形成された
模造線状体。
【請求項2】
前記紙縒りの地色が部分的に露出する
請求項1に記載の模造線状体。
【請求項3】
前記紙縒りが、長手方向において縒りに強弱をつけて形成された
請求項1または請求項2に記載の模造線状体。
【請求項4】
前記紙テープを複数本用いて前記紙縒りが形成され、前記縒りをかける前段において紙テープにかかる張力に違いを持たせて、この状態で縒りをかけて、表面形状にムラを形成した
請求項1から請求項3のうちのいずれか一項に記載の模造線状体。
【請求項5】
1本以上の紙テープに縒りをかけて紙縒りを形成する縒り加工後に、紙縒りの表面に対して柔軟な多孔質体で染め糊を塗布する塗布加工をして、紙縒りの表面に、色の濃い部分と淡い部分があらわれる濃淡染め部を形成する
模造線状体の製造方法。
【請求項6】
前記柔軟な多孔質体が、前記紙縒りの搬送に従って回転するスポンジロールで構成された
請求項5に記載の模造線状体の製造方法。
【請求項7】
前記紙縒りが複数本の紙テープで形成されるとともに、前記縒り工程で縒りをかける前段において紙テープにかかる張力に違いを持たせて、この状態で縒りをかける
請求項5または請求項6に記載の模造線状体の製造方法。
【請求項1】
1本以上の紙テープに縒りをかけて形成した紙縒りの表面に、色の濃い部分と淡い部分があらわれるように染め糊が塗布されて濃淡染め部が形成された
模造線状体。
【請求項2】
前記紙縒りの地色が部分的に露出する
請求項1に記載の模造線状体。
【請求項3】
前記紙縒りが、長手方向において縒りに強弱をつけて形成された
請求項1または請求項2に記載の模造線状体。
【請求項4】
前記紙テープを複数本用いて前記紙縒りが形成され、前記縒りをかける前段において紙テープにかかる張力に違いを持たせて、この状態で縒りをかけて、表面形状にムラを形成した
請求項1から請求項3のうちのいずれか一項に記載の模造線状体。
【請求項5】
1本以上の紙テープに縒りをかけて紙縒りを形成する縒り加工後に、紙縒りの表面に対して柔軟な多孔質体で染め糊を塗布する塗布加工をして、紙縒りの表面に、色の濃い部分と淡い部分があらわれる濃淡染め部を形成する
模造線状体の製造方法。
【請求項6】
前記柔軟な多孔質体が、前記紙縒りの搬送に従って回転するスポンジロールで構成された
請求項5に記載の模造線状体の製造方法。
【請求項7】
前記紙縒りが複数本の紙テープで形成されるとともに、前記縒り工程で縒りをかける前段において紙テープにかかる張力に違いを持たせて、この状態で縒りをかける
請求項5または請求項6に記載の模造線状体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−256470(P2011−256470A)
【公開日】平成23年12月22日(2011.12.22)
【国際特許分類】
【出願番号】特願2010−130664(P2010−130664)
【出願日】平成22年6月8日(2010.6.8)
【出願人】(000153982)株式会社さん・おいけ (5)
【Fターム(参考)】
【公開日】平成23年12月22日(2011.12.22)
【国際特許分類】
【出願日】平成22年6月8日(2010.6.8)
【出願人】(000153982)株式会社さん・おいけ (5)
【Fターム(参考)】
[ Back to top ]