
樹脂製キャップの検査装置
【課題】樹脂製キャップを検査する場合、カメラで撮影された画像を2値化する際に、キャップの周辺部分に対応した画素群とキャップの中央部分に対応した画素群とを共通なしきい値を用いて2値化することができる照明撮像系を備えた樹脂製キャップの検査装置を提供する。
【解決手段】樹脂製キャップ1の天面1a側に配置され、樹脂製キャップ1の天面1aに投光する天面側照明20と、樹脂製キャップ1の天面1aの裏面側に配置され、樹脂製キャップ1の天面1aの裏面に投光する裏面側照明22と、樹脂製キャップ1の天面1a側に設置され、天面1aからの光を撮影するカメラ21とを備え、カメラ21に、天面側照明20から樹脂製キャップ1の天面1aに投光され天面1aで反射した反射光を入射し、かつ裏面側照明22から樹脂製キャップ1の天面1aの裏面に投光され天面1aを透過した透過光を入射させる。
【解決手段】樹脂製キャップ1の天面1a側に配置され、樹脂製キャップ1の天面1aに投光する天面側照明20と、樹脂製キャップ1の天面1aの裏面側に配置され、樹脂製キャップ1の天面1aの裏面に投光する裏面側照明22と、樹脂製キャップ1の天面1a側に設置され、天面1aからの光を撮影するカメラ21とを備え、カメラ21に、天面側照明20から樹脂製キャップ1の天面1aに投光され天面1aで反射した反射光を入射し、かつ裏面側照明22から樹脂製キャップ1の天面1aの裏面に投光され天面1aを透過した透過光を入射させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ペットボトル(PETボトル)等の容器の口部を密封するための樹脂製キャップを撮像して外観検査を行うための樹脂製キャップの検査装置に関するものである。
【背景技術】
【0002】
従来から、清涼飲料などを充填するために軽量のプラスチックボトルであるペットボトル(PETボトル)が多用されている。ペットボトルの口部はキャップにより密封されている。清涼飲料の容器用キャップはペットボトルの普及にともない、アルミ製キャップから樹脂製キャップに主流が変わってきている。樹脂製キャップは樹脂成形により製作されるため、成形上いろいろな検査が求められている。またキャップには文字や模様が印刷されている。そのため、樹脂製キャップは、製作後に変形の有無、印刷が適正か否か、異物付着の有無、ウィング部の異常(ショートウィングと呼ばれる)の有無等の外観検査を行う必要がある。
【0003】
従来から、樹脂製キャップを撮像して外観検査を行うキャップの検査装置が知られている。このキャップの検査装置においては、検査用スターホイールのポケット(凹部)によって樹脂製キャップの外側面を保持した状態で、検査用スターホイールの回転によって樹脂製キャップを円形軌道に沿って搬送している間に、変形の有無、印刷が適正か否か、異物付着の有無等の各種検査を行っている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−150267号公報
【特許文献2】特開平9−169392号公報
【特許文献3】特開2008−298799号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ペットボトルの軽量化の要請から、樹脂製キャップも肉厚が薄くなってきており、またキャップの色や模様等のデザインも多様になってきており、半透明の樹脂製キャップ、白色,赤色や黒色などの濃色,うす緑色などの淡色の樹脂製キャップなどがあり、これらの樹脂製キャップの天面には様々な印刷が施されている。
【0006】
本発明者らは、上述した各種樹脂製キャップについて、キャップの天面を照明して天面からの反射光を撮影する照明撮像系を用いて天面の印刷を検査する実験を重ねた結果、以下のような知見を得た。
照明によりキャップの天面を拡散光により照明し、天面からの反射光をCCDカメラにより撮影した画像を観察したところ、赤色や黒色などの濃色の樹脂製キャップの場合には、天面の画像は概略均一な明るさであったが、半透明の樹脂製キャップや淡色の樹脂製キャップの場合には、天面の中央部分に対応した画像部分が暗く天面の周辺部分に対応した画像部分が明るくなり、画像中に濃淡の差があった。
【0007】
上記原因を究明するために、樹脂製キャップの形態を調べたところ、樹脂製キャップは、天面の裏面側が周辺部分と中央部分との間で厚みが段階的に異なり、周辺部分の肉厚が厚く、中央部分の肉厚が薄くなっており、半透明の樹脂製キャップや淡色の樹脂製キャップの場合に、キャップの天面に拡散光を投光すると、キャップの天面で反射した反射光はCCDカメラに入射するが、一部の光は天面を透過してしまい、この透過光の光量はキャップの中央部分が多く周辺部分が少ないため、キャップの天面からの反射光の光量は、逆に中央部分が少なく周辺部分が多いということが判明した。
【0008】
CCDカメラで得られた画像を画像処理して2値化する場合、マトリックス状の多数の画素が持つ明るさの要素は、例えば、0(明)から255(暗)までの256段階に分けられて数値化されている。各画素の256段階に分けられた明暗の濃淡を基準となるしきい値と比較して、しきい値よりも大きい画素としきい値よりも小さい画素とに2値化する場合、キャップの周辺部分に対応した画素群とキャップの中央部分に対応した画素群とを共通なしきい値を用いることができないという問題点がある。
【0009】
本発明は、上述の事情に鑑みなされたもので、樹脂製キャップの天面を照明して天面からの反射光をカメラで撮影する照明撮像系を用いて樹脂製キャップを検査する場合、カメラで撮影された画像を2値化する際に、キャップの周辺部分に対応した画素群とキャップの中央部分に対応した画素群とを共通なしきい値を用いて2値化することができる照明撮像系を備えた樹脂製キャップの検査装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
上述の目的を達成するため、本発明の樹脂製キャップの検査装置は、樹脂製キャップの天面を照明し、天面からの光を撮影して樹脂製キャップの天面を検査する検査装置において、樹脂製キャップの天面側に配置され、樹脂製キャップの天面に投光する天面側照明と、樹脂製キャップの天面の裏面側に配置され、樹脂製キャップの天面の裏面に投光する裏面側照明と、樹脂製キャップの天面側に設置され、天面からの光を撮影するカメラとを備え、前記カメラに、前記天面側照明から樹脂製キャップの天面に投光され天面で反射した反射光を入射し、かつ前記裏面側照明から樹脂製キャップの天面の裏面に投光され天面を透過した透過光を入射させることを特徴とする。
【0011】
樹脂製キャップは、天面の裏面側が周辺部分と中央部分との間に段差があり、周辺部分の肉厚が厚く、中央部分の肉厚が薄くなっており、半透明の樹脂製キャップや淡色の樹脂製キャップの場合に、キャップの天面に拡散光を投光すると、キャップの天面で反射した反射光はカメラに入射するが、一部の光は天面を透過してしまい、この透過光の光量はキャップの中央部分が多く周辺部分が少ないため、キャップの天面からの反射光の光量は、逆に中央部分が少なく周辺部分が多い。そこで、本発明は、裏面側照明により樹脂製キャップの天面の裏面に投光する。裏面側照明から天面の裏面側に入射した光の一部は、天面の裏面側から天面を透過してカメラに入射する。裏面側照明によるキャップの中央部分を透過する光の光量は、キャップの周辺部分を透過する光の光量に比較して多くなるため、キャップの中央部分からカメラに入射する光量としては、反射光の光量が少ない分を透過光により補完することができる。同様にキャップの周辺部分でも、多い反射光と少ない透過光とで補完しあう。裏面側照明の光量を適宜調整することにより、樹脂製キャップの天面からカメラに到達する光の光量を全面にわたって均一にすることができる。したがって、カメラで得られた画像中、天面の中央部分に対応した画像部分と天面の周辺部分に対応した画像部分との間の明るさムラをなくすことができる。そのため、得られた画像を画像処理装置(図示せず)により処理して2値化する場合、2値化のしきい値をキャップ天面で共通にすることができる。
【0012】
本発明の好ましい態様は、前記裏面側照明から樹脂製キャップの最外周より外側に投光されないように、遮光板を設けたことを特徴とする。
本発明によれば、裏面側照明から樹脂製キャップの天面の裏面のみに投光することができ、裏面側照明から直接光がカメラに入射するようなことがない。
【0013】
本発明の好ましい態様は、前記天面側照明はRGB照明であることを特徴とする。
本発明によれば、天面側照明にRGB照明を用いることにより、赤色LED、緑色LED、青色LEDの点灯・消灯を適宜組合せることによって、所望の色調に調光することができる。すなわち、樹脂製キャップの地色に応じて、印刷が際立つようにコントラストが強調できるような配色に照明を調光でき、様々な色のキャップについて印刷が適正か否かを検査することが可能である。
【0014】
本発明の好ましい態様は、前記裏面側照明は白色LED照明であることを特徴とする。
本発明によれば、白色LED照明からなる裏面側照明は、天面側照明による樹脂製キャップの天面からの反射光の光量のムラを補うことができる。
【0015】
本発明の好ましい態様は、前記カメラで得られた画像をしきい値を用いて2値化して2値化画像を形成する画像処理装置を備えたことを特徴とする。
本発明によれば、カメラで得られた画像を画像処理装置により処理して2値化する場合、2値化のしきい値をキャップ天面で共通にすることができる。そして、2値化のしきい値を適切に選択することにより、2値化画像中で文字や図形を顕在化することができ、天面印刷が適切か否かを判定することができる。
【0016】
本発明の好ましい態様は、複数の樹脂製キャップを外周部に設けられた複数のポケットで支持して所定の円形軌道上を搬送する検査用スターホイールを備えたことを特徴とする。
本発明によれば、検査用スターホイールのポケット(凹部)によって樹脂製キャップの外側面を保持した状態で、検査用スターホイールの回転によって樹脂製キャップを円形軌道に沿って搬送している間に、樹脂製キャップの天面の印刷が適正か否かを検査できる。
【発明の効果】
【0017】
本発明によれば、樹脂製キャップの天面を照明して天面からの反射光をカメラで撮影する照明撮像系を用いて樹脂製キャップを検査する場合、カメラで撮影された画像を2値化する際に、キャップの周辺部分に対応した画素群とキャップの中央部分に対応した画素群とを共通なしきい値を用いて2値化することができる。
【図面の簡単な説明】
【0018】
【図1】図1は、本発明に係る樹脂製キャップの検査装置の一例である樹脂製キャップの外観検査機の全体構成を示す平面図である。
【図2】図2は、図1に示す樹脂製キャップの外観検査機の検査ステーションの詳細構造を示す模式的立面図である。
【発明を実施するための形態】
【0019】
以下、本発明に係る樹脂製キャップの検査装置の実施形態について図1および図2を参照して説明する。なお、図1および図2において、同一または相当する構成要素には、同一の符号を付して重複した説明を省略する。ここでは、樹脂製キャップ1は半透明樹脂製キャップの場合を説明する。
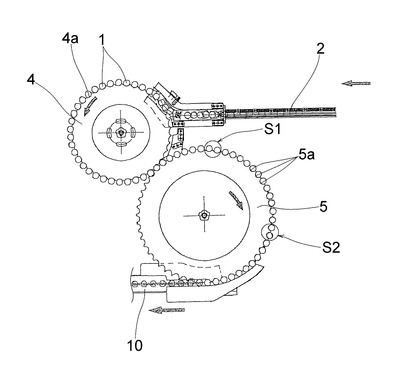
図1は、本発明に係る樹脂製キャップの検査装置の一例である樹脂製キャップの外観検査機の全体構成を示す平面図である。図1に示すように、樹脂製キャップの外観検査機は、樹脂製キャップ1を搬入するシュート2と、シュート2から樹脂製キャップ1を受け取って樹脂製キャップ1を掻き込んでポケット(凹部)4aに保持して樹脂製キャップ1を円形軌道に沿って搬送する掻き込み用スターホイール4と、掻き込み用スターホイール4から樹脂製キャップ1を受け取って樹脂製キャップ1を円形軌道に沿って搬送する検査用スターホイール5を備えている。検査用スターホイール5の円形軌道に沿って検査ステーションS1,S2が配置されている。検査ステーションS1,S2には、照明と、1台または複数台のCCDカメラとが配置されている。
また、樹脂製キャップの外観検査機は、検査用スターホイール5から樹脂製キャップ1を受け取って直線搬送するコンベヤ10を備えている。
【0020】
図1に示すように構成された樹脂製キャップの外観検査機において、樹脂製キャップ1はシュート2によって連続的に掻き込み用スターホイール4に供給される。掻き込み用スターホイール4は、樹脂製キャップ1をポケット(凹部)4aに掻き込み、ポケット(凹部)4aにより保持しつつ検査用スターホイール5に搬送する。樹脂製キャップ1は、検査用スターホイール5のポケット(凹部)5aに保持されつつ円形軌道に沿って搬送されている間に、検査ステーションS1で天面検査、検査ステーションS2で外面検査が行われる。樹脂製キャップ1は、検査後に検査用スターホイール5からコンベヤ10に受け渡され、コンベヤ10によって次工程に搬送される。
【0021】
上記検査ステーションS1,S2では、照明とCCDカメラとによって樹脂製キャップ1の各部位を撮像し、得られた画像から欠陥の有無を検出する。コンベヤ10の下流側には、コンベヤ10を挟むようにエアブロー排出装置(図示せず)と排出シュート(図示せず)が設置されており、上記検査によって欠陥が検出された不良品はエアブロー排出装置から噴出するエアブローにより排出シュートに排出される。
【0022】
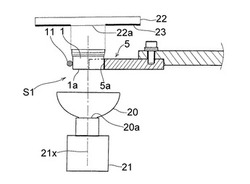
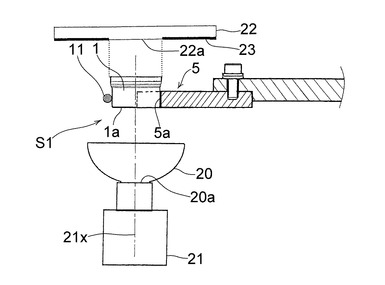
図2は、図1に示す樹脂製キャップの外観検査機の検査ステーションS1の詳細構造を示す模式的立面図である。図2に示すように、樹脂製キャップ1は、検査用スターホイール5の外周側に設置された無端状の搬送ベルト11により検査用スターホイール5のポケット(凹部)5aに押し付けられる。これにより、樹脂製キャップ1は搬送ベルト11とポケット(凹部)5aにより挟持されて円形軌道に沿って搬送される。搬送ベルトは、図示されないプーリに巻回されており、樹脂製キャップ1が円形軌道に沿って搬送されるのに伴って走行する。このようにして、樹脂製キャップ1は、天面1aが開放された状態で検査用スターホイール5により空中搬送される。
【0023】
樹脂製キャップ1の搬送系路の下方にはドーム型RGB照明20が配置されており、樹脂製キャップ1の天面1aはドーム型RGB照明20により照明されるようになっている。ドーム型RGB照明20は、概略半球状の面に赤色LED、緑色LED、青色LEDを列状に配列することにより構成されている。例えば、ドーム型RGB照明20は、赤色LEDを円周上に1列に並べた赤色LED列と、緑色LEDを円周上に1列に並べた緑色LED列と、青色LEDを円周上に1列に並べた青色LED列とを半球面上に配列し、この配列を繰り返すことにより構成されている。
【0024】
ドーム型RGB照明20の頂部には開口20aが形成されており、この開口20aの箇処にカメラ21が配置されている。カメラ21はCCDカメラから構成されており、カメラ21の光軸21xはドーム型RGB照明20の中心部を通って樹脂製キャップ1の天面1aの中心に延びている。
また、検査用スターホイール5により保持された樹脂製キャップ1の上方には、白色LED照明22が配置されている。白色LED照明22は白色LEDを水平面上に多数配列することにより構成されている。白色LED照明22は略円板状の外形形状を有しており、白色LED照明22の照明面22aにはリング状の遮光板23が配置されている。遮光板23の外径は白色LED照明22の外径と同一寸法に設定され、遮光板23の内径は樹脂製キャップ1の内径と概略同一寸法に設定されている。したがって、白色LED照明22の円形の照明面22aから樹脂製キャップ1の内径側が照明され、樹脂製キャップ1は天面1aの裏面側、すなわち、天面1aの裏面側の周辺部分(厚肉部分)と中央部分(薄肉部分)とが照明されるようになっている。
【0025】
次に、図2に示すように構成された検査ステーションS1の作用を説明する。
検査用スターホイール5により保持された樹脂製キャップ1にドーム型RGB照明20から投光され、樹脂製キャップ1の天面1aが照明される。このとき、白色LED照明22から天面1aの裏面側、すなわち、天面1aの裏面側の周辺部分と中央部分とが照明される。ドーム型RGB照明20から樹脂製キャップ1の天面1aに投光された光は、天面1aで反射し反射光はカメラ21により撮影される。ドーム型RGB照明20から天面1aに投光された光の一部は、天面1aを透過するが、この透過光の光量はキャップの中央部分の方が周辺部分より多い。したがって、ドーム型RGB照明20から投光されて天面1aで反射した反射光の光量は、キャップの中央部分の方が周辺部分より少なくなる。一方、白色LED照明22から天面1aの裏面側に入射した光の一部は、天面1aの裏面側から天面1aを透過してカメラ21に入射する。この場合、天面1aの裏面側から透過した透過光の光量は、キャップの中央部分の方が周辺部分より多くなる。
以上の反射光の光量と透過光の光量とをキャップの中央部分と周辺部分との関係で整理すると、以下の表1のようになる。
【表1】

表1に示すように、キャップの中央部分に注目してみると、ドーム型RGB照明20から樹脂製キャップ1の天面1aに投光され、天面1aで反射する反射光は、キャップの中央部分で少なくなる。このキャップの中央部分で反射光が少なくなることを補うために、白色LED照明22から天面1aの裏面側に光を入射させる。この場合、白色LED照明22によるキャップの中央部分を透過する光の光量は、キャップの周辺部分を透過する光の光量に比較して多くなるため、キャップの中央部分からカメラ21に入射する光量としては、反射光の光量が少ない分を透過光により補完することができる。同様にキャップの周辺部分でも、多い反射光と少ない透過光とで補完しあっている。
【0026】
樹脂製キャップ1の天面1aの裏面側に投光する白色LED照明22の光量を適宜調整することにより、樹脂製キャップ1の天面1aからカメラ21に到達する光の光量を全面にわたって均一にすることができる。したがって、カメラ21で得られた画像中、天面1aの中央部分に対応した画像部分と天面1aの周辺部分に対応した画像部分との間の明るさムラをなくすことができる。そのため、得られた画像を画像処理装置(図示せず)により処理して2値化する場合、2値化のしきい値をキャップ天面で共通にすることができる。そして、2値化のしきい値を適切に選択することにより、2値化画像中で文字や図形を顕在化することができ、天面印刷が適切か否かを判定することができる。
【0027】
本発明においては、赤色LED、緑色LED、青色LEDをそれぞれ円周上に1列に並べ、それらの列を半球面上に配列したドーム型RGB照明20を用い、赤色LED、緑色LED、青色LEDの点灯・消灯を適宜組合せることによって、所望の色調に調光することができる。すなわち、樹脂製キャップの地色に応じて、印刷が際立つようにコントラストが強調できるような配色に照明を調光でき、様々な色のキャップについて印刷が適正か否かを検査することが可能である。
【0028】
これまで本発明の実施形態について説明したが、本発明は上述の実施形態に限定されず、その技術思想の範囲内において、種々の異なる形態で実施されてよいことは勿論である。
【符号の説明】
【0029】
1 樹脂製キャップ
1a 天面
2 シュート
4 掻き込み用スターホイール
4a ポケット(凹部)
5 検査用スターホイール
5a ポケット(凹部)
10 コンベヤ
11 搬送ベルト
20 ドーム型RGB照明
20a 開口
21 カメラ
22 白色LED照明
22a 照明面
23 遮光板
S1,S2 検査ステーション
【技術分野】
【0001】
本発明は、ペットボトル(PETボトル)等の容器の口部を密封するための樹脂製キャップを撮像して外観検査を行うための樹脂製キャップの検査装置に関するものである。
【背景技術】
【0002】
従来から、清涼飲料などを充填するために軽量のプラスチックボトルであるペットボトル(PETボトル)が多用されている。ペットボトルの口部はキャップにより密封されている。清涼飲料の容器用キャップはペットボトルの普及にともない、アルミ製キャップから樹脂製キャップに主流が変わってきている。樹脂製キャップは樹脂成形により製作されるため、成形上いろいろな検査が求められている。またキャップには文字や模様が印刷されている。そのため、樹脂製キャップは、製作後に変形の有無、印刷が適正か否か、異物付着の有無、ウィング部の異常(ショートウィングと呼ばれる)の有無等の外観検査を行う必要がある。
【0003】
従来から、樹脂製キャップを撮像して外観検査を行うキャップの検査装置が知られている。このキャップの検査装置においては、検査用スターホイールのポケット(凹部)によって樹脂製キャップの外側面を保持した状態で、検査用スターホイールの回転によって樹脂製キャップを円形軌道に沿って搬送している間に、変形の有無、印刷が適正か否か、異物付着の有無等の各種検査を行っている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−150267号公報
【特許文献2】特開平9−169392号公報
【特許文献3】特開2008−298799号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ペットボトルの軽量化の要請から、樹脂製キャップも肉厚が薄くなってきており、またキャップの色や模様等のデザインも多様になってきており、半透明の樹脂製キャップ、白色,赤色や黒色などの濃色,うす緑色などの淡色の樹脂製キャップなどがあり、これらの樹脂製キャップの天面には様々な印刷が施されている。
【0006】
本発明者らは、上述した各種樹脂製キャップについて、キャップの天面を照明して天面からの反射光を撮影する照明撮像系を用いて天面の印刷を検査する実験を重ねた結果、以下のような知見を得た。
照明によりキャップの天面を拡散光により照明し、天面からの反射光をCCDカメラにより撮影した画像を観察したところ、赤色や黒色などの濃色の樹脂製キャップの場合には、天面の画像は概略均一な明るさであったが、半透明の樹脂製キャップや淡色の樹脂製キャップの場合には、天面の中央部分に対応した画像部分が暗く天面の周辺部分に対応した画像部分が明るくなり、画像中に濃淡の差があった。
【0007】
上記原因を究明するために、樹脂製キャップの形態を調べたところ、樹脂製キャップは、天面の裏面側が周辺部分と中央部分との間で厚みが段階的に異なり、周辺部分の肉厚が厚く、中央部分の肉厚が薄くなっており、半透明の樹脂製キャップや淡色の樹脂製キャップの場合に、キャップの天面に拡散光を投光すると、キャップの天面で反射した反射光はCCDカメラに入射するが、一部の光は天面を透過してしまい、この透過光の光量はキャップの中央部分が多く周辺部分が少ないため、キャップの天面からの反射光の光量は、逆に中央部分が少なく周辺部分が多いということが判明した。
【0008】
CCDカメラで得られた画像を画像処理して2値化する場合、マトリックス状の多数の画素が持つ明るさの要素は、例えば、0(明)から255(暗)までの256段階に分けられて数値化されている。各画素の256段階に分けられた明暗の濃淡を基準となるしきい値と比較して、しきい値よりも大きい画素としきい値よりも小さい画素とに2値化する場合、キャップの周辺部分に対応した画素群とキャップの中央部分に対応した画素群とを共通なしきい値を用いることができないという問題点がある。
【0009】
本発明は、上述の事情に鑑みなされたもので、樹脂製キャップの天面を照明して天面からの反射光をカメラで撮影する照明撮像系を用いて樹脂製キャップを検査する場合、カメラで撮影された画像を2値化する際に、キャップの周辺部分に対応した画素群とキャップの中央部分に対応した画素群とを共通なしきい値を用いて2値化することができる照明撮像系を備えた樹脂製キャップの検査装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
上述の目的を達成するため、本発明の樹脂製キャップの検査装置は、樹脂製キャップの天面を照明し、天面からの光を撮影して樹脂製キャップの天面を検査する検査装置において、樹脂製キャップの天面側に配置され、樹脂製キャップの天面に投光する天面側照明と、樹脂製キャップの天面の裏面側に配置され、樹脂製キャップの天面の裏面に投光する裏面側照明と、樹脂製キャップの天面側に設置され、天面からの光を撮影するカメラとを備え、前記カメラに、前記天面側照明から樹脂製キャップの天面に投光され天面で反射した反射光を入射し、かつ前記裏面側照明から樹脂製キャップの天面の裏面に投光され天面を透過した透過光を入射させることを特徴とする。
【0011】
樹脂製キャップは、天面の裏面側が周辺部分と中央部分との間に段差があり、周辺部分の肉厚が厚く、中央部分の肉厚が薄くなっており、半透明の樹脂製キャップや淡色の樹脂製キャップの場合に、キャップの天面に拡散光を投光すると、キャップの天面で反射した反射光はカメラに入射するが、一部の光は天面を透過してしまい、この透過光の光量はキャップの中央部分が多く周辺部分が少ないため、キャップの天面からの反射光の光量は、逆に中央部分が少なく周辺部分が多い。そこで、本発明は、裏面側照明により樹脂製キャップの天面の裏面に投光する。裏面側照明から天面の裏面側に入射した光の一部は、天面の裏面側から天面を透過してカメラに入射する。裏面側照明によるキャップの中央部分を透過する光の光量は、キャップの周辺部分を透過する光の光量に比較して多くなるため、キャップの中央部分からカメラに入射する光量としては、反射光の光量が少ない分を透過光により補完することができる。同様にキャップの周辺部分でも、多い反射光と少ない透過光とで補完しあう。裏面側照明の光量を適宜調整することにより、樹脂製キャップの天面からカメラに到達する光の光量を全面にわたって均一にすることができる。したがって、カメラで得られた画像中、天面の中央部分に対応した画像部分と天面の周辺部分に対応した画像部分との間の明るさムラをなくすことができる。そのため、得られた画像を画像処理装置(図示せず)により処理して2値化する場合、2値化のしきい値をキャップ天面で共通にすることができる。
【0012】
本発明の好ましい態様は、前記裏面側照明から樹脂製キャップの最外周より外側に投光されないように、遮光板を設けたことを特徴とする。
本発明によれば、裏面側照明から樹脂製キャップの天面の裏面のみに投光することができ、裏面側照明から直接光がカメラに入射するようなことがない。
【0013】
本発明の好ましい態様は、前記天面側照明はRGB照明であることを特徴とする。
本発明によれば、天面側照明にRGB照明を用いることにより、赤色LED、緑色LED、青色LEDの点灯・消灯を適宜組合せることによって、所望の色調に調光することができる。すなわち、樹脂製キャップの地色に応じて、印刷が際立つようにコントラストが強調できるような配色に照明を調光でき、様々な色のキャップについて印刷が適正か否かを検査することが可能である。
【0014】
本発明の好ましい態様は、前記裏面側照明は白色LED照明であることを特徴とする。
本発明によれば、白色LED照明からなる裏面側照明は、天面側照明による樹脂製キャップの天面からの反射光の光量のムラを補うことができる。
【0015】
本発明の好ましい態様は、前記カメラで得られた画像をしきい値を用いて2値化して2値化画像を形成する画像処理装置を備えたことを特徴とする。
本発明によれば、カメラで得られた画像を画像処理装置により処理して2値化する場合、2値化のしきい値をキャップ天面で共通にすることができる。そして、2値化のしきい値を適切に選択することにより、2値化画像中で文字や図形を顕在化することができ、天面印刷が適切か否かを判定することができる。
【0016】
本発明の好ましい態様は、複数の樹脂製キャップを外周部に設けられた複数のポケットで支持して所定の円形軌道上を搬送する検査用スターホイールを備えたことを特徴とする。
本発明によれば、検査用スターホイールのポケット(凹部)によって樹脂製キャップの外側面を保持した状態で、検査用スターホイールの回転によって樹脂製キャップを円形軌道に沿って搬送している間に、樹脂製キャップの天面の印刷が適正か否かを検査できる。
【発明の効果】
【0017】
本発明によれば、樹脂製キャップの天面を照明して天面からの反射光をカメラで撮影する照明撮像系を用いて樹脂製キャップを検査する場合、カメラで撮影された画像を2値化する際に、キャップの周辺部分に対応した画素群とキャップの中央部分に対応した画素群とを共通なしきい値を用いて2値化することができる。
【図面の簡単な説明】
【0018】
【図1】図1は、本発明に係る樹脂製キャップの検査装置の一例である樹脂製キャップの外観検査機の全体構成を示す平面図である。
【図2】図2は、図1に示す樹脂製キャップの外観検査機の検査ステーションの詳細構造を示す模式的立面図である。
【発明を実施するための形態】
【0019】
以下、本発明に係る樹脂製キャップの検査装置の実施形態について図1および図2を参照して説明する。なお、図1および図2において、同一または相当する構成要素には、同一の符号を付して重複した説明を省略する。ここでは、樹脂製キャップ1は半透明樹脂製キャップの場合を説明する。
図1は、本発明に係る樹脂製キャップの検査装置の一例である樹脂製キャップの外観検査機の全体構成を示す平面図である。図1に示すように、樹脂製キャップの外観検査機は、樹脂製キャップ1を搬入するシュート2と、シュート2から樹脂製キャップ1を受け取って樹脂製キャップ1を掻き込んでポケット(凹部)4aに保持して樹脂製キャップ1を円形軌道に沿って搬送する掻き込み用スターホイール4と、掻き込み用スターホイール4から樹脂製キャップ1を受け取って樹脂製キャップ1を円形軌道に沿って搬送する検査用スターホイール5を備えている。検査用スターホイール5の円形軌道に沿って検査ステーションS1,S2が配置されている。検査ステーションS1,S2には、照明と、1台または複数台のCCDカメラとが配置されている。
また、樹脂製キャップの外観検査機は、検査用スターホイール5から樹脂製キャップ1を受け取って直線搬送するコンベヤ10を備えている。
【0020】
図1に示すように構成された樹脂製キャップの外観検査機において、樹脂製キャップ1はシュート2によって連続的に掻き込み用スターホイール4に供給される。掻き込み用スターホイール4は、樹脂製キャップ1をポケット(凹部)4aに掻き込み、ポケット(凹部)4aにより保持しつつ検査用スターホイール5に搬送する。樹脂製キャップ1は、検査用スターホイール5のポケット(凹部)5aに保持されつつ円形軌道に沿って搬送されている間に、検査ステーションS1で天面検査、検査ステーションS2で外面検査が行われる。樹脂製キャップ1は、検査後に検査用スターホイール5からコンベヤ10に受け渡され、コンベヤ10によって次工程に搬送される。
【0021】
上記検査ステーションS1,S2では、照明とCCDカメラとによって樹脂製キャップ1の各部位を撮像し、得られた画像から欠陥の有無を検出する。コンベヤ10の下流側には、コンベヤ10を挟むようにエアブロー排出装置(図示せず)と排出シュート(図示せず)が設置されており、上記検査によって欠陥が検出された不良品はエアブロー排出装置から噴出するエアブローにより排出シュートに排出される。
【0022】
図2は、図1に示す樹脂製キャップの外観検査機の検査ステーションS1の詳細構造を示す模式的立面図である。図2に示すように、樹脂製キャップ1は、検査用スターホイール5の外周側に設置された無端状の搬送ベルト11により検査用スターホイール5のポケット(凹部)5aに押し付けられる。これにより、樹脂製キャップ1は搬送ベルト11とポケット(凹部)5aにより挟持されて円形軌道に沿って搬送される。搬送ベルトは、図示されないプーリに巻回されており、樹脂製キャップ1が円形軌道に沿って搬送されるのに伴って走行する。このようにして、樹脂製キャップ1は、天面1aが開放された状態で検査用スターホイール5により空中搬送される。
【0023】
樹脂製キャップ1の搬送系路の下方にはドーム型RGB照明20が配置されており、樹脂製キャップ1の天面1aはドーム型RGB照明20により照明されるようになっている。ドーム型RGB照明20は、概略半球状の面に赤色LED、緑色LED、青色LEDを列状に配列することにより構成されている。例えば、ドーム型RGB照明20は、赤色LEDを円周上に1列に並べた赤色LED列と、緑色LEDを円周上に1列に並べた緑色LED列と、青色LEDを円周上に1列に並べた青色LED列とを半球面上に配列し、この配列を繰り返すことにより構成されている。
【0024】
ドーム型RGB照明20の頂部には開口20aが形成されており、この開口20aの箇処にカメラ21が配置されている。カメラ21はCCDカメラから構成されており、カメラ21の光軸21xはドーム型RGB照明20の中心部を通って樹脂製キャップ1の天面1aの中心に延びている。
また、検査用スターホイール5により保持された樹脂製キャップ1の上方には、白色LED照明22が配置されている。白色LED照明22は白色LEDを水平面上に多数配列することにより構成されている。白色LED照明22は略円板状の外形形状を有しており、白色LED照明22の照明面22aにはリング状の遮光板23が配置されている。遮光板23の外径は白色LED照明22の外径と同一寸法に設定され、遮光板23の内径は樹脂製キャップ1の内径と概略同一寸法に設定されている。したがって、白色LED照明22の円形の照明面22aから樹脂製キャップ1の内径側が照明され、樹脂製キャップ1は天面1aの裏面側、すなわち、天面1aの裏面側の周辺部分(厚肉部分)と中央部分(薄肉部分)とが照明されるようになっている。
【0025】
次に、図2に示すように構成された検査ステーションS1の作用を説明する。
検査用スターホイール5により保持された樹脂製キャップ1にドーム型RGB照明20から投光され、樹脂製キャップ1の天面1aが照明される。このとき、白色LED照明22から天面1aの裏面側、すなわち、天面1aの裏面側の周辺部分と中央部分とが照明される。ドーム型RGB照明20から樹脂製キャップ1の天面1aに投光された光は、天面1aで反射し反射光はカメラ21により撮影される。ドーム型RGB照明20から天面1aに投光された光の一部は、天面1aを透過するが、この透過光の光量はキャップの中央部分の方が周辺部分より多い。したがって、ドーム型RGB照明20から投光されて天面1aで反射した反射光の光量は、キャップの中央部分の方が周辺部分より少なくなる。一方、白色LED照明22から天面1aの裏面側に入射した光の一部は、天面1aの裏面側から天面1aを透過してカメラ21に入射する。この場合、天面1aの裏面側から透過した透過光の光量は、キャップの中央部分の方が周辺部分より多くなる。
以上の反射光の光量と透過光の光量とをキャップの中央部分と周辺部分との関係で整理すると、以下の表1のようになる。
【表1】
表1に示すように、キャップの中央部分に注目してみると、ドーム型RGB照明20から樹脂製キャップ1の天面1aに投光され、天面1aで反射する反射光は、キャップの中央部分で少なくなる。このキャップの中央部分で反射光が少なくなることを補うために、白色LED照明22から天面1aの裏面側に光を入射させる。この場合、白色LED照明22によるキャップの中央部分を透過する光の光量は、キャップの周辺部分を透過する光の光量に比較して多くなるため、キャップの中央部分からカメラ21に入射する光量としては、反射光の光量が少ない分を透過光により補完することができる。同様にキャップの周辺部分でも、多い反射光と少ない透過光とで補完しあっている。
【0026】
樹脂製キャップ1の天面1aの裏面側に投光する白色LED照明22の光量を適宜調整することにより、樹脂製キャップ1の天面1aからカメラ21に到達する光の光量を全面にわたって均一にすることができる。したがって、カメラ21で得られた画像中、天面1aの中央部分に対応した画像部分と天面1aの周辺部分に対応した画像部分との間の明るさムラをなくすことができる。そのため、得られた画像を画像処理装置(図示せず)により処理して2値化する場合、2値化のしきい値をキャップ天面で共通にすることができる。そして、2値化のしきい値を適切に選択することにより、2値化画像中で文字や図形を顕在化することができ、天面印刷が適切か否かを判定することができる。
【0027】
本発明においては、赤色LED、緑色LED、青色LEDをそれぞれ円周上に1列に並べ、それらの列を半球面上に配列したドーム型RGB照明20を用い、赤色LED、緑色LED、青色LEDの点灯・消灯を適宜組合せることによって、所望の色調に調光することができる。すなわち、樹脂製キャップの地色に応じて、印刷が際立つようにコントラストが強調できるような配色に照明を調光でき、様々な色のキャップについて印刷が適正か否かを検査することが可能である。
【0028】
これまで本発明の実施形態について説明したが、本発明は上述の実施形態に限定されず、その技術思想の範囲内において、種々の異なる形態で実施されてよいことは勿論である。
【符号の説明】
【0029】
1 樹脂製キャップ
1a 天面
2 シュート
4 掻き込み用スターホイール
4a ポケット(凹部)
5 検査用スターホイール
5a ポケット(凹部)
10 コンベヤ
11 搬送ベルト
20 ドーム型RGB照明
20a 開口
21 カメラ
22 白色LED照明
22a 照明面
23 遮光板
S1,S2 検査ステーション
【特許請求の範囲】
【請求項1】
樹脂製キャップの天面を照明し、天面からの光を撮影して樹脂製キャップの天面を検査する検査装置において、
樹脂製キャップの天面側に配置され、樹脂製キャップの天面に投光する天面側照明と、
樹脂製キャップの天面の裏面側に配置され、樹脂製キャップの天面の裏面に投光する裏面側照明と、
樹脂製キャップの天面側に設置され、天面からの光を撮影するカメラとを備え、
前記カメラに、前記天面側照明から樹脂製キャップの天面に投光され天面で反射した反射光を入射し、かつ前記裏面側照明から樹脂製キャップの天面の裏面に投光され天面を透過した透過光を入射させることを特徴とする樹脂製キャップの検査装置。
【請求項2】
前記裏面側照明から樹脂製キャップの最外周より外側に投光されないように、遮光板を設けたことを特徴とする請求項1記載の樹脂製キャップの検査装置。
【請求項3】
前記天面側照明はRGB照明であることを特徴とする請求項1または2記載の樹脂製キャップの検査装置。
【請求項4】
前記裏面側照明は白色LED照明であることを特徴とする請求項1乃至3のいずれか一項に記載の樹脂製キャップの検査装置。
【請求項5】
前記カメラで得られた画像をしきい値を用いて2値化して2値化画像を形成する画像処理装置を備えたことを特徴とする請求項1乃至4のいずれか一項に記載の樹脂製キャップの検査装置。
【請求項6】
複数の樹脂製キャップを外周部に設けられた複数のポケットで支持して所定の円形軌道上を搬送する検査用スターホイールを備えたことを特徴とする請求項1乃至5のいずれか一項に記載に記載の樹脂製キャップの検査装置。
【請求項1】
樹脂製キャップの天面を照明し、天面からの光を撮影して樹脂製キャップの天面を検査する検査装置において、
樹脂製キャップの天面側に配置され、樹脂製キャップの天面に投光する天面側照明と、
樹脂製キャップの天面の裏面側に配置され、樹脂製キャップの天面の裏面に投光する裏面側照明と、
樹脂製キャップの天面側に設置され、天面からの光を撮影するカメラとを備え、
前記カメラに、前記天面側照明から樹脂製キャップの天面に投光され天面で反射した反射光を入射し、かつ前記裏面側照明から樹脂製キャップの天面の裏面に投光され天面を透過した透過光を入射させることを特徴とする樹脂製キャップの検査装置。
【請求項2】
前記裏面側照明から樹脂製キャップの最外周より外側に投光されないように、遮光板を設けたことを特徴とする請求項1記載の樹脂製キャップの検査装置。
【請求項3】
前記天面側照明はRGB照明であることを特徴とする請求項1または2記載の樹脂製キャップの検査装置。
【請求項4】
前記裏面側照明は白色LED照明であることを特徴とする請求項1乃至3のいずれか一項に記載の樹脂製キャップの検査装置。
【請求項5】
前記カメラで得られた画像をしきい値を用いて2値化して2値化画像を形成する画像処理装置を備えたことを特徴とする請求項1乃至4のいずれか一項に記載の樹脂製キャップの検査装置。
【請求項6】
複数の樹脂製キャップを外周部に設けられた複数のポケットで支持して所定の円形軌道上を搬送する検査用スターホイールを備えたことを特徴とする請求項1乃至5のいずれか一項に記載に記載の樹脂製キャップの検査装置。
【図1】

【図2】
【図2】
【公開番号】特開2012−132751(P2012−132751A)
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願番号】特願2010−284225(P2010−284225)
【出願日】平成22年12月21日(2010.12.21)
【出願人】(390014661)キリンテクノシステム株式会社 (126)
【Fターム(参考)】
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願日】平成22年12月21日(2010.12.21)
【出願人】(390014661)キリンテクノシステム株式会社 (126)
【Fターム(参考)】
[ Back to top ]