
毛先縺れの少ないシープ形状立毛パイル布帛
【課題】数本乃至数百本の短繊維が絡み合うことで構成された繊維房の毛先同士の縺れが低減された、パイル部がシープ形状、すなわち天然の羊毛のようなカールした形状を有する立毛パイル布帛を提供する。
【解決手段】パイル部1を構成する繊維として、繊度が5〜12dtexで繊維長が70〜155mmのアクリル系合成繊維(A)を20〜50重量%、繊度が2〜8dtexで繊維長が44〜65mmのアクリル系合成繊維(B)を10〜70重量%、及び繊度が1〜6dtexで繊維長が20〜43mmのアクリル系合成繊維(C)を10〜50重量%含有する立毛パイル布帛を、タンブリング加工を施してパイル部1をシープ形状とし、好ましくは、前記アクリル系合成繊維(A)、(B)及び(C)を構成する重合体が、アクリロニトリルを30〜70重量%含有する重合体からなる立毛パイル布帛は、上記課題を解決したものとなる。
【解決手段】パイル部1を構成する繊維として、繊度が5〜12dtexで繊維長が70〜155mmのアクリル系合成繊維(A)を20〜50重量%、繊度が2〜8dtexで繊維長が44〜65mmのアクリル系合成繊維(B)を10〜70重量%、及び繊度が1〜6dtexで繊維長が20〜43mmのアクリル系合成繊維(C)を10〜50重量%含有する立毛パイル布帛を、タンブリング加工を施してパイル部1をシープ形状とし、好ましくは、前記アクリル系合成繊維(A)、(B)及び(C)を構成する重合体が、アクリロニトリルを30〜70重量%含有する重合体からなる立毛パイル布帛は、上記課題を解決したものとなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はアクリル系合成繊維からなるシープ形状を有する立毛パイル布帛に関する。さらに詳しくは、異なる繊維長のアクリル系合成繊維を組み合わせてなるシープ形状を有する立毛パイル布帛に関する。
【背景技術】
【0002】
パイル部がシープ形状、すなわち天然の羊毛のようなカールした形状を有する立毛パイル布帛を得るために、従来から繊度の小さい繊維が用いられてきたが、このような繊維を用いた場合には、パイル部を構成する繊維の繊維長が長くなると、シープ形状を発現するために行なうタンブリング工程において、数本乃至数百本の短繊維が絡み合うことで構成された繊維房の毛先同士が縺れ、風合いを著しく損なう問題があった。また、繊維房の毛先同士の縺れを低減するためにパイル部を構成する繊維のうち、最も長い繊維として繊度が12dtexを超えるものを用いると、繊維の腰が強くなるためタンブリング工程において単繊維同士が絡みにくくなり、毛先形状がシャープなシープ形状が得られなかった。
【0003】
また、天然毛皮に近い性質を有する人工毛皮を得るために、異なる長さの繊維から前記繊維房のような集合単位を形成してなる毛皮調パイル布帛およびその製造方法が提案されている(例えば、特許文献1参照)。しかしながら、このような毛皮調パイル布帛は、パイル部が天然の羊毛のようなカールした形状を有するものではなかった。また、前記集合単位の先端部を筆先状とするために、接着剤を用いるものであり、このような毛皮調パイル布帛を得るためには該接着剤による接着工程を経る必要があった。
【0004】
【特許文献1】特開平2−139476号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
そこで、本発明が前述の状況に鑑み、解決しようとするところは、数本乃至数百本の短繊維が絡み合うことで構成された繊維房の毛先同士の縺れが低減された、パイル部がシープ形状、すなわち天然の羊毛のようなカールした形状を有する立毛パイル布帛を提供する点にある。
【課題を解決するための手段】
【0006】
本発明は、ある特定範囲の繊度及び繊維長の繊維を組み合わせることによって、上述の課題を解決するものである。
【0007】
すなわち本発明は、パイル部を構成する繊維として、繊度が5〜12dtexで繊維長が70〜155mmのアクリル系合成繊維(A)を20〜50重量%、繊度が2〜8dtexで繊維長が44〜65mmのアクリル系合成繊維(B)を10〜70重量%、及び繊度が1〜6dtexで繊維長が20〜43mmのアクリル系合成繊維(C)を10〜50重量%含有する立毛パイル布帛を、タンブリング加工を施してパイル部をシープ形状とした立毛パイル布帛に関する。
【0008】
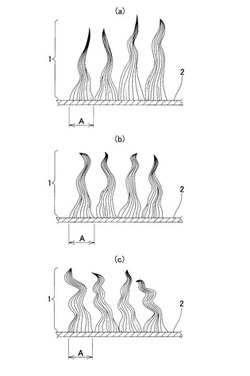
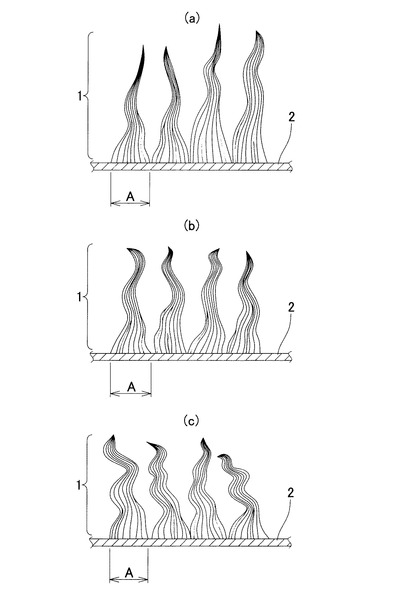
ここで、パイル部とは、立毛パイル布帛において、前記アクリル系合成繊維の根元、より詳細には地糸により構成されるパイル布帛地表面から、前記繊維の先端までのことを言い、図1の符号1で示される部分のことである。また、タンブリング加工とは、パイル布帛を例えばドラム式タンブリング乾燥機の中で、ごろごろと回転させて物理的な力を与えるとともに、熱を加えることにより、パイル部を構成する繊維を、繊維房にするとともに、カールした形状とするものである。
【0009】
また、前記アクリル系合成繊維(A)を20〜40重量%、前記アクリル系合成繊維(B)を35〜50重量%、前記アクリル系合成繊維(C)を20〜40重量%含有することが好ましい。
【0010】
さらに、前記アクリル系合成繊維(A)の繊維長が80〜130mmであり、前記アクリル系合成繊維(B)の繊維長が44〜60mmであり、かつ前記アクリル系合成繊維(C)の繊維長が25〜40mmであることが好ましい。
【0011】
また、パイル部を構成するアクリル系合成繊維(A)の平均パイル長が、60〜130mmであることが好ましい。
【0012】
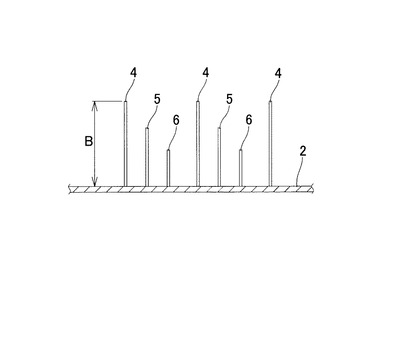
ここで、アクリル系合成繊維(A)のパイル長とは、パイル部を構成するアクリル系合成繊維(A)の根元、より詳細には地糸により構成されるパイル布帛地表面から、前記繊維の先端までの長さのことを言い、図2の符号Bで示される長さのことである。また、平均パイル長とは、前記パイル長の測定を10ヶ所について行い、その平均値を算出することにより求められる。
【0013】
さらに、前記アクリル系合成繊維(A)、(B)及び(C)を構成する重合体が、アクリロニトリルを30〜70重量%含有する重合体からなることが好ましい。
【発明の効果】
【0014】
以上にしてなる本願発明に係る立毛パイル布帛は、パイル部を構成する繊維がシープ形状を有するものとなり、かつ繊維房の毛先同士の縺れが低減され、毛先に結び目のような毛玉が形成されにくく、毛先がシャープなものとなる。
【発明を実施するための最良の形態】
【0015】
次に、本発明の実施形態を添付図面に基づき詳細に説明するが、本発明はこれらの実施例に何ら限定されるものではない。
【0016】
図1は、本発明に係る立毛パイル布帛の断面図を示す概略図であり、図2は、本発明に係る立毛パイル布帛のタンブリング加工前の断面を示す模式図であり、図中符号1はパイル部、2はパイル布帛地、4は長パイル部、5は中パイル部、6は短パイル部をそれぞれ示している。
【0017】
本発明は、上述したとおり、パイル部を構成する繊維として、繊度が5〜12dtexで繊維長が70〜155mmのアクリル系合成繊維(A)を20〜50重量%、繊度が2〜8dtexで繊維長が44〜65mmのアクリル系合成繊維(B)を10〜70重量%、及び繊度が1〜6dtexで繊維長が20〜43mmのアクリル系合成繊維(C)を10〜50重量%含有する立毛パイル布帛を、タンブリング加工を施してパイル部(図1中の符号1)をシープ形状とした立毛パイル布帛に関するものである。
【0018】
前記アクリル系合成繊維(A)の繊度が5dtex未満、或いは繊維長が155mmを超える場合には、繊維の腰が弱くなることから短繊維同士の絡みが強くなり、シープ形状を発現するために行なうタンブリング工程において、数本乃至数百本の短繊維が絡み合うことで構成された繊維房の毛先同士が縺れやすくなる。一方、前記アクリル系合成繊維(A)の繊度が12dtexを超えると、繊維の腰が強くなることから、シープ形状を発現するために行なうタンブリング工程において、短繊維同士が絡みにくくなり、天然の羊毛のようなシープ形状が得られない。
【0019】
また、前記アクリル系合成繊維(B)の繊度が2dtex未満では、立毛パイル布帛を作製する際のカード工程において、ネップが発生しやすくなりスライバーの形成が困難となる。一方、前記アクリル系合成繊維(B)の繊度が8dtexを超えると、繊維の腰が強くなることから、シープ形状を発現するために行なうタンブリング工程において、短繊維同士が絡みにくくなり、天然の羊毛のようなシープ形状が得られない。
【0020】
また、前記アクリル系合成繊維(C)の繊度が1dtex未満では、立毛パイル布帛を作製する際のカード工程において、ネップが発生しやすくなりスライバーの形成が困難となる。一方、アクリル系合成繊維(C)の繊度が6dtexを超えると繊維の腰が強くなることから、シープ形状を発現するために行なうタンブリング工程において、短繊維同士が絡みにくくなり、天然の羊毛のようなシープ形状が得られない。
【0021】
パイル部を構成する繊維の繊維長としては、上記のとおり、アクリル系合成繊維(A)の繊維長を70〜155mm、アクリル系合成繊維(B)の繊維長を44〜65mm、アクリル系合成繊維(C)の繊維長を20〜43mmの範囲内とすることにより、例えば図2に示すように、長パイル部、中パイル部、短パイル部の段差が明確となり、タンブリング加工を施した後には、図1(a)〜(c)に示すように、パイル部根元の毛量が十分となるとともにパイル部先端が鋭い形状となり、天然の羊毛のような、シープ形状を有するパイル布帛が得られる。さらに、アクリル系合成繊維(A)の繊維長を80〜130mm、アクリル系合成繊維(B)の繊維長を44〜60mm、アクリル系合成繊維(C)の繊維長を25〜40mmの範囲内とすることにより、パイル部先端の縺れをさらに少なくでき、毛先がよりシャープなパイル布帛が得られる。
【0022】
本発明において、「シープ形状」とは、天然の羊毛のように、パイル部(図1中の符号1)が、繊維房から構成され、全体としてカールした形状を有することを言う。また、カールの度合いとしては、図1(a)〜(c)に示される範囲内であることが好ましい。
【0023】
パイル部を構成する繊維における前記アクリル系合成繊維(A)の含有量を20〜50重量%とすることにより、パイル部先端がシャープな形状となり、天然の羊毛のような、シープ形状を有するパイル布帛が得られる。前記繊維(A)が20重量%未満では、パイル部先端の繊維密度が疎になり、繊維房が疎になることから、天然の羊毛のようなシープ形状が得られない。一方、パイル部を構成する繊維における前記アクリル系合成繊維(A)の含有量が50重量%を超えると、パイル部先端の繊維密度が密になりシャープな形状とならず、天然の羊毛のようなシープ形状が得られない。
【0024】
また、パイル部を構成する繊維における前記アクリル系合成繊維(C)の含有量を10〜50重量%とすることにより、パイル部根元の毛量が十分となるとともに、繊維房の根元部の太さ(図1中の寸法A)が5〜20mmと適度な太さとなり、天然の羊毛のようなシープ形状が得られる。前記繊維(C)の含有量が10重量%未満では、パイル部根元が疎になることから、天然の羊毛のようなシープ形状は得られない。一方、パイル部を構成する繊維における前記アクリル系合成繊維(C)の含有量が50重量%を超えると、パイル部根元が密になり過ぎることから、天然の羊毛のようなシープ形状が得られない。
【0025】
また、パイル部を構成する繊維における前記アクリル系合成繊維(B)の含有量は、前記繊維(A)及び(B)の含有量に応じて前記繊維(A)〜(C)の合計が100重量%となるように、10〜70重量%の範囲内で適宜設定される。前記繊維(B)の含有量を、10〜70重量%の範囲内とすることにより、パイル部根元の毛量が十分となるとともに、繊維房の根元部の太さ(図1中の寸法A)が5〜20mmと適度な太さとなり、天然の羊毛のようなシープ形状が得られる。
【0026】
さらには、パイル部を構成する繊維として、前記アクリル系合成繊維(A)を20〜40重量%、前記アクリル系合成繊維(B)を35〜50重量%、及び前記アクリル系合成繊維(C)を20〜40重量%含有するものとすることにより、パイル部根元の毛量がより十分となるとともにパイル部先端がより鋭い形状となり、天然の羊毛に似た、シープ形状を有するパイル布帛が得られる。
【0027】
また、パイル部を構成するアクリル系合成繊維(A)の平均パイル長(図2中の寸法B)としては、天然の羊毛に似た、シープ形状を有するパイル布帛を得るために、60〜130mmとすることが、好ましい。
【0028】
本発明における前記アクリル系合成繊維(A)、(B)及び(C)は、繊維を構成する重合体がアクリロニトリルを30重量%以上含有するものであって、パイル布帛に優れた風合いや触感を付与するために、アクリロニトリルを30〜70重量%含有する重合体からなることが好ましく、アクリロニトリルを40〜60重量%含有する重合体からなることがより好ましい。
【0029】
また、前記重合体が、アクリロニトリルを30〜70重量%、アクリロニトリルと共重合可能な他のビニル系モノマーを65〜2重量%、及びこれらと共重合可能なスルホン酸基含有ビニル系モノマーを0〜10重量%含有する共重合体からなることが、さらに好ましい。前記アクリロニトリルと共重合可能なビニル系モノマーとしては、塩化ビニル、塩化ビニリデン、臭化ビニル、臭化ビニリデン等に代表されるハロゲン化ビニル、及びハロゲン化ビニリデン類、アクリル酸、メタクリル酸に代表される不飽和カルボン酸類及びこれらの塩類、アクリル酸メチルやメタクリル酸メチルに代表されるアクリル酸エステルやメタクリル酸エステル、グリシジルメタクリレート等に代表される不飽和カルボン酸のエステル類、酢酸ビニルや酢酸ビニルに代表されるビニルエステル類、アクリルアミドやメタクリルアミドに代表されるビニル系アミド類、メタリルスルホン酸やその他ビニルピリジンやメチルビニルエーテル、メタクリロニトリル等公知のビニル化合物があり、これらの1種あるいは2種以上を共重合して得られるアクリル系共重合体であってもよい。
【0030】
また、前記スルホン酸基含有ビニル系モノマーとしては、スチレンスルホン酸、パラスチレンスルホン酸、アクリルスルホン酸、メタリルスルホン酸、パラメタクリロイルオキシベンゼンスルホン酸、メタクリロイルオキシプロピルスルホン酸、又はこれらの金属塩類及びアミン塩類等を用いることができる。
【0031】
本発明における前記アクリル系合成繊維(A)、(B)及び(C)には、必要に応じて帯電防止剤、熱着色防止剤、耐光性向上剤、白度向上剤、失透性防止剤、着色剤、難燃剤といったその他添加剤を含有せしめても良い。
【0032】
本発明におけるパイル部をシープ形状としたパイル布帛は、例えば以下のようにして製造することができる。すなわち、前記アクリル系合成繊維(A)、(B)及び(C)に必要に応じて帯電防止剤を付与し、オープナーで解繊及び混綿を行った後、カードマシンを用いてスライバーを作製する。このスライバーを用いてスライバー編機にてパイル布帛を編成する。次いでパイル裏面にアクリル酸エステル系接着剤等の接着剤でバックコーテイングを行う。その後、アクリル系合成繊維(A)〜(C)が、重合体中にアクリロニトリルを80重量%を超えて含有するハイニトリル繊維の場合は175℃のポリッシングを2回、続いてブラッシングを1回行い、さらに160℃のポリッシングを2回、140℃のポリッシングを2回、120℃のポリッシングを2回、100℃のポリッシングを2回行い、立毛表層部のクリンプを除去することで段差を有するパイル長を持つ立毛パイル布帛を作製する。アクリル系合成繊維(A)〜(C)が、重合体中にアクリロニトリルを30〜80重量%含有するモダアクリル繊維の場合は155℃のポリッシングを2回、続いてブラッシングを1回行い、さらに145℃のポリッシングを2回、130℃のポリッシングを2回、120℃のポリッシングを2回、100℃のポリッシングを2回行い、立毛表層部のクリンプを除去することで段差を有するパイル長を持つ立毛パイル布帛を作製する。さらに、ドラム式タンブリング乾燥機を用いて、ハイニトリル繊維の場合は、120℃から140℃の乾燥温度範囲内で15分間から25分間のタンブリング加工を施し、シープ形状を有する立毛パイル布帛を作製する。また、モダアクリル繊維の場合は、100℃から120℃の乾燥温度範囲内で15分間から25分間のタンブリング加工を施し、シープ形状を有する立毛パイル布帛を作製する。尚、本発明においては、このようなタンブリング加工により、先端形状がシャープな繊維房を形成するとともに、全体としてカールした形状とすることができるため、接着剤などの使用は必要としない。
【実施例】
【0033】
以下、実施例によって本発明を具体的に説明するが、本発明は何等これらに限定されるものではない。実施例の説明に先立ち、分析測定条件及び評価方法について説明する。
【0034】
(1)繊度測定
繊度は、オートバイブロ式繊度測定器Denior Computer DC−11(サーチ制御電気製)を使用して測定し、サンプル数n=25の平均値より求めた。
【0035】
(2)シープ形状を有する立毛パイル布帛の作製
後述するアクリル系合成繊維(A)、(B)及び(C)に帯電防止剤(サンスタット1007、三洋化成工業株式会社製)および柔軟剤(ウーポールU、松本油脂製薬株式会社製)を付与し、オープナーで解繊及び混綿を行った後、カードマシンを用いてスライバーを作製した。このスライバーを用いてスライバー編機にてパイル布帛を編成した。次いでパイル裏面にアクリル酸エステル系接着剤でバックコーテイングを行なった。その後、155℃のポリッシング、続いてブラッシングを行い、さらに145℃、130℃、120℃、100℃でポリッシングを行い(各温度2回ずつ)、立毛表層部のクリンプを除去することで一定のパイル長を持つ立毛パイル布帛を作製した。さらに、ドラム式タンブリング乾燥機を用いて110℃で20分間のタンブリング加工を施し、シープ形状を有する立毛パイル布帛を作成した。
【0036】
(3)パイル布帛の毛先の縺れ評価
前記のように作製した立毛パイル布帛を、1枚が幅25cm、長さ50cmの大きさになるよう切断し、壁に対し垂直に貼り付けパイル表面を片手5本の指先で梳いて引っ掛かり回数を数え、以下の基準で毛先の縺れを評価した。尚、評価結果は5枚の平均値とした。
【0037】
6級:非常に縺れが少ない(引っ掛かり回数が3回以下)
5級:縺れが少ない(引っ掛かり回数が4〜7回)
4級:やや縺れが少ない(引っ掛かり回数が8〜11回)
3級:やや縺れが多い(引っ掛かり回数が12〜15回)
2級:縺れが多い(16〜19回)
1級:非常に縺れが多い(20回以上)
【0038】
(4)アクリル系合成繊維(A)の平均パイル長(図2中の符号B)の測定
立毛パイル布帛中のパイル部を構成する繊維を毛並みが揃うように垂直に立たせ、ノギスを用いることで、パイル部を構成するアクリル系合成繊維(A)の根元、より詳細には地糸により構成されるパイル布帛地表面から前記繊維(A)の先端までの長さ(パイル布帛裏面からの長さではない)の測定を10ヶ所について行い、その平均値を平均パイル長とした。
【0039】
(実施例1)
市販のアクリル系合成繊維(A)「カネカロン(登録商標)AH(R/W) 5.6dtex、102mm(株式会社カネカ製)」を30重量%、市販のアクリル系合成繊維(B)「カネカロン(登録商標)AH(R/W) 3.3dtex、51mm(株式会社カネカ製)」を40重量%、市販のアクリル系合成繊維(C)「カネカロン(登録商標)AH(R/W) 3.3dtex、38mm(株式会社カネカ製)」を30重量%の比率で混綿し、平均パイル長85mmの毛先がシャープな、シープ形状を有する立毛パイル布帛を作製した。得られた立毛パイル布帛は、表1中No.1に示すように非常に縺れが少ないものであった。
【0040】
(実施例2)
市販のアクリル系合成繊維(A)「カネカロン(登録商標)AH(R/W) 7.8dtex、127mm(株式会社カネカ製)」を25重量%、市販のアクリル系合成繊維(B)「カネカロン(登録商標)AH(R/W) 3.3dtex、51mm(株式会社カネカ製)」を35重量%、市販のアクリル系合成繊維(C)「カネカロン(登録商標)fmu(R/W) 1.5dtex、32mm(株式会社カネカ製)」を40重量%の比率で混綿し、平均パイル長108mmの毛先がシャープな、シープ形状を有する立毛パイル布帛を作製した。得られた立毛パイル布帛は、表1中No.2に示すように非常に縺れが少ないものであった。
【0041】
(実施例3)
市販のアクリル系合成繊維(A)「カネカロン(登録商標)AH(R/W) 5.6dtex、152mm(株式会社カネカ製)」を20重量%、市販のアクリル系合成繊維(B)「カネカロン(登録商標)RCL(R/W) 3.3dtex、51mm(株式会社カネカ製)」を40重量%、市販のアクリル系合成繊維(C)「カネカロン(登録商標)SE(R/W) 1.7dtex、32mm(株式会社カネカ製)」を40重量%の比率で混綿し、平均パイル長126mmの毛先がシャープな、シープ形状を有する立毛パイル布帛を作製した。得られた立毛パイル布帛は、表1中No.3に示すように縺れが少ないものであった。
【0042】
(比較例1)
市販のアクリル系合成繊維(A)「カネカロン(登録商標)AH(R/W) 3.3dtex、102mm(株式会社カネカ製)」を30重量%、市販のアクリル系合成繊維(B)「カネカロン(登録商標)AH(R/W) 3.3dtex、51mm(株式会社カネカ製)」を40重量%、市販のアクリル系合成繊維(C)「カネカロン(登録商標)AH(R/W) 3.3dtex、38mm(株式会社カネカ製)」を30重量%の比率で混綿し、平均パイル長108mmの立毛パイル布帛を作製した。得られた立毛パイル布帛は、表1中No.4に示すように、非常に縺れが多いものであった。
【0043】
(比較例2)
市販のアクリル系合成繊維(A)「カネカロン(登録商標)AH(R/W) 3.3dtex、89mm(株式会社カネカ製)」を30重量%、市販のアクリル系合成繊維(B)「カネカロン(登録商標)AH(R/W) 3.3dtex、51mm(株式会社カネカ製)」を40重量%、市販のアクリル系合成繊維(C)「カネカロン(登録商標)AH(R/W) 3.3dtex、38mm(株式会社カネカ製)」を30重量%の比率で混綿し、平均パイル長75mmの立毛パイル布帛を作製した。得られた立毛パイル布帛は、表1中No.5に示すように、縺れが多いものであった。
【0044】
【表1】

【図面の簡単な説明】
【0045】
【図1】本発明に係る立毛パイル布帛の断面図を示す概略図
【図2】本発明に係る立毛パイル布帛のタンブリング加工前の断面を示す模式図
【符号の説明】
【0046】
1 パイル部
2 パイル布帛地
A 繊維房の根元部の太さ
4 長パイル部
5 中パイル部
6 短パイル部
B 繊維(A)の平均パイル長
【技術分野】
【0001】
本発明はアクリル系合成繊維からなるシープ形状を有する立毛パイル布帛に関する。さらに詳しくは、異なる繊維長のアクリル系合成繊維を組み合わせてなるシープ形状を有する立毛パイル布帛に関する。
【背景技術】
【0002】
パイル部がシープ形状、すなわち天然の羊毛のようなカールした形状を有する立毛パイル布帛を得るために、従来から繊度の小さい繊維が用いられてきたが、このような繊維を用いた場合には、パイル部を構成する繊維の繊維長が長くなると、シープ形状を発現するために行なうタンブリング工程において、数本乃至数百本の短繊維が絡み合うことで構成された繊維房の毛先同士が縺れ、風合いを著しく損なう問題があった。また、繊維房の毛先同士の縺れを低減するためにパイル部を構成する繊維のうち、最も長い繊維として繊度が12dtexを超えるものを用いると、繊維の腰が強くなるためタンブリング工程において単繊維同士が絡みにくくなり、毛先形状がシャープなシープ形状が得られなかった。
【0003】
また、天然毛皮に近い性質を有する人工毛皮を得るために、異なる長さの繊維から前記繊維房のような集合単位を形成してなる毛皮調パイル布帛およびその製造方法が提案されている(例えば、特許文献1参照)。しかしながら、このような毛皮調パイル布帛は、パイル部が天然の羊毛のようなカールした形状を有するものではなかった。また、前記集合単位の先端部を筆先状とするために、接着剤を用いるものであり、このような毛皮調パイル布帛を得るためには該接着剤による接着工程を経る必要があった。
【0004】
【特許文献1】特開平2−139476号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
そこで、本発明が前述の状況に鑑み、解決しようとするところは、数本乃至数百本の短繊維が絡み合うことで構成された繊維房の毛先同士の縺れが低減された、パイル部がシープ形状、すなわち天然の羊毛のようなカールした形状を有する立毛パイル布帛を提供する点にある。
【課題を解決するための手段】
【0006】
本発明は、ある特定範囲の繊度及び繊維長の繊維を組み合わせることによって、上述の課題を解決するものである。
【0007】
すなわち本発明は、パイル部を構成する繊維として、繊度が5〜12dtexで繊維長が70〜155mmのアクリル系合成繊維(A)を20〜50重量%、繊度が2〜8dtexで繊維長が44〜65mmのアクリル系合成繊維(B)を10〜70重量%、及び繊度が1〜6dtexで繊維長が20〜43mmのアクリル系合成繊維(C)を10〜50重量%含有する立毛パイル布帛を、タンブリング加工を施してパイル部をシープ形状とした立毛パイル布帛に関する。
【0008】
ここで、パイル部とは、立毛パイル布帛において、前記アクリル系合成繊維の根元、より詳細には地糸により構成されるパイル布帛地表面から、前記繊維の先端までのことを言い、図1の符号1で示される部分のことである。また、タンブリング加工とは、パイル布帛を例えばドラム式タンブリング乾燥機の中で、ごろごろと回転させて物理的な力を与えるとともに、熱を加えることにより、パイル部を構成する繊維を、繊維房にするとともに、カールした形状とするものである。
【0009】
また、前記アクリル系合成繊維(A)を20〜40重量%、前記アクリル系合成繊維(B)を35〜50重量%、前記アクリル系合成繊維(C)を20〜40重量%含有することが好ましい。
【0010】
さらに、前記アクリル系合成繊維(A)の繊維長が80〜130mmであり、前記アクリル系合成繊維(B)の繊維長が44〜60mmであり、かつ前記アクリル系合成繊維(C)の繊維長が25〜40mmであることが好ましい。
【0011】
また、パイル部を構成するアクリル系合成繊維(A)の平均パイル長が、60〜130mmであることが好ましい。
【0012】
ここで、アクリル系合成繊維(A)のパイル長とは、パイル部を構成するアクリル系合成繊維(A)の根元、より詳細には地糸により構成されるパイル布帛地表面から、前記繊維の先端までの長さのことを言い、図2の符号Bで示される長さのことである。また、平均パイル長とは、前記パイル長の測定を10ヶ所について行い、その平均値を算出することにより求められる。
【0013】
さらに、前記アクリル系合成繊維(A)、(B)及び(C)を構成する重合体が、アクリロニトリルを30〜70重量%含有する重合体からなることが好ましい。
【発明の効果】
【0014】
以上にしてなる本願発明に係る立毛パイル布帛は、パイル部を構成する繊維がシープ形状を有するものとなり、かつ繊維房の毛先同士の縺れが低減され、毛先に結び目のような毛玉が形成されにくく、毛先がシャープなものとなる。
【発明を実施するための最良の形態】
【0015】
次に、本発明の実施形態を添付図面に基づき詳細に説明するが、本発明はこれらの実施例に何ら限定されるものではない。
【0016】
図1は、本発明に係る立毛パイル布帛の断面図を示す概略図であり、図2は、本発明に係る立毛パイル布帛のタンブリング加工前の断面を示す模式図であり、図中符号1はパイル部、2はパイル布帛地、4は長パイル部、5は中パイル部、6は短パイル部をそれぞれ示している。
【0017】
本発明は、上述したとおり、パイル部を構成する繊維として、繊度が5〜12dtexで繊維長が70〜155mmのアクリル系合成繊維(A)を20〜50重量%、繊度が2〜8dtexで繊維長が44〜65mmのアクリル系合成繊維(B)を10〜70重量%、及び繊度が1〜6dtexで繊維長が20〜43mmのアクリル系合成繊維(C)を10〜50重量%含有する立毛パイル布帛を、タンブリング加工を施してパイル部(図1中の符号1)をシープ形状とした立毛パイル布帛に関するものである。
【0018】
前記アクリル系合成繊維(A)の繊度が5dtex未満、或いは繊維長が155mmを超える場合には、繊維の腰が弱くなることから短繊維同士の絡みが強くなり、シープ形状を発現するために行なうタンブリング工程において、数本乃至数百本の短繊維が絡み合うことで構成された繊維房の毛先同士が縺れやすくなる。一方、前記アクリル系合成繊維(A)の繊度が12dtexを超えると、繊維の腰が強くなることから、シープ形状を発現するために行なうタンブリング工程において、短繊維同士が絡みにくくなり、天然の羊毛のようなシープ形状が得られない。
【0019】
また、前記アクリル系合成繊維(B)の繊度が2dtex未満では、立毛パイル布帛を作製する際のカード工程において、ネップが発生しやすくなりスライバーの形成が困難となる。一方、前記アクリル系合成繊維(B)の繊度が8dtexを超えると、繊維の腰が強くなることから、シープ形状を発現するために行なうタンブリング工程において、短繊維同士が絡みにくくなり、天然の羊毛のようなシープ形状が得られない。
【0020】
また、前記アクリル系合成繊維(C)の繊度が1dtex未満では、立毛パイル布帛を作製する際のカード工程において、ネップが発生しやすくなりスライバーの形成が困難となる。一方、アクリル系合成繊維(C)の繊度が6dtexを超えると繊維の腰が強くなることから、シープ形状を発現するために行なうタンブリング工程において、短繊維同士が絡みにくくなり、天然の羊毛のようなシープ形状が得られない。
【0021】
パイル部を構成する繊維の繊維長としては、上記のとおり、アクリル系合成繊維(A)の繊維長を70〜155mm、アクリル系合成繊維(B)の繊維長を44〜65mm、アクリル系合成繊維(C)の繊維長を20〜43mmの範囲内とすることにより、例えば図2に示すように、長パイル部、中パイル部、短パイル部の段差が明確となり、タンブリング加工を施した後には、図1(a)〜(c)に示すように、パイル部根元の毛量が十分となるとともにパイル部先端が鋭い形状となり、天然の羊毛のような、シープ形状を有するパイル布帛が得られる。さらに、アクリル系合成繊維(A)の繊維長を80〜130mm、アクリル系合成繊維(B)の繊維長を44〜60mm、アクリル系合成繊維(C)の繊維長を25〜40mmの範囲内とすることにより、パイル部先端の縺れをさらに少なくでき、毛先がよりシャープなパイル布帛が得られる。
【0022】
本発明において、「シープ形状」とは、天然の羊毛のように、パイル部(図1中の符号1)が、繊維房から構成され、全体としてカールした形状を有することを言う。また、カールの度合いとしては、図1(a)〜(c)に示される範囲内であることが好ましい。
【0023】
パイル部を構成する繊維における前記アクリル系合成繊維(A)の含有量を20〜50重量%とすることにより、パイル部先端がシャープな形状となり、天然の羊毛のような、シープ形状を有するパイル布帛が得られる。前記繊維(A)が20重量%未満では、パイル部先端の繊維密度が疎になり、繊維房が疎になることから、天然の羊毛のようなシープ形状が得られない。一方、パイル部を構成する繊維における前記アクリル系合成繊維(A)の含有量が50重量%を超えると、パイル部先端の繊維密度が密になりシャープな形状とならず、天然の羊毛のようなシープ形状が得られない。
【0024】
また、パイル部を構成する繊維における前記アクリル系合成繊維(C)の含有量を10〜50重量%とすることにより、パイル部根元の毛量が十分となるとともに、繊維房の根元部の太さ(図1中の寸法A)が5〜20mmと適度な太さとなり、天然の羊毛のようなシープ形状が得られる。前記繊維(C)の含有量が10重量%未満では、パイル部根元が疎になることから、天然の羊毛のようなシープ形状は得られない。一方、パイル部を構成する繊維における前記アクリル系合成繊維(C)の含有量が50重量%を超えると、パイル部根元が密になり過ぎることから、天然の羊毛のようなシープ形状が得られない。
【0025】
また、パイル部を構成する繊維における前記アクリル系合成繊維(B)の含有量は、前記繊維(A)及び(B)の含有量に応じて前記繊維(A)〜(C)の合計が100重量%となるように、10〜70重量%の範囲内で適宜設定される。前記繊維(B)の含有量を、10〜70重量%の範囲内とすることにより、パイル部根元の毛量が十分となるとともに、繊維房の根元部の太さ(図1中の寸法A)が5〜20mmと適度な太さとなり、天然の羊毛のようなシープ形状が得られる。
【0026】
さらには、パイル部を構成する繊維として、前記アクリル系合成繊維(A)を20〜40重量%、前記アクリル系合成繊維(B)を35〜50重量%、及び前記アクリル系合成繊維(C)を20〜40重量%含有するものとすることにより、パイル部根元の毛量がより十分となるとともにパイル部先端がより鋭い形状となり、天然の羊毛に似た、シープ形状を有するパイル布帛が得られる。
【0027】
また、パイル部を構成するアクリル系合成繊維(A)の平均パイル長(図2中の寸法B)としては、天然の羊毛に似た、シープ形状を有するパイル布帛を得るために、60〜130mmとすることが、好ましい。
【0028】
本発明における前記アクリル系合成繊維(A)、(B)及び(C)は、繊維を構成する重合体がアクリロニトリルを30重量%以上含有するものであって、パイル布帛に優れた風合いや触感を付与するために、アクリロニトリルを30〜70重量%含有する重合体からなることが好ましく、アクリロニトリルを40〜60重量%含有する重合体からなることがより好ましい。
【0029】
また、前記重合体が、アクリロニトリルを30〜70重量%、アクリロニトリルと共重合可能な他のビニル系モノマーを65〜2重量%、及びこれらと共重合可能なスルホン酸基含有ビニル系モノマーを0〜10重量%含有する共重合体からなることが、さらに好ましい。前記アクリロニトリルと共重合可能なビニル系モノマーとしては、塩化ビニル、塩化ビニリデン、臭化ビニル、臭化ビニリデン等に代表されるハロゲン化ビニル、及びハロゲン化ビニリデン類、アクリル酸、メタクリル酸に代表される不飽和カルボン酸類及びこれらの塩類、アクリル酸メチルやメタクリル酸メチルに代表されるアクリル酸エステルやメタクリル酸エステル、グリシジルメタクリレート等に代表される不飽和カルボン酸のエステル類、酢酸ビニルや酢酸ビニルに代表されるビニルエステル類、アクリルアミドやメタクリルアミドに代表されるビニル系アミド類、メタリルスルホン酸やその他ビニルピリジンやメチルビニルエーテル、メタクリロニトリル等公知のビニル化合物があり、これらの1種あるいは2種以上を共重合して得られるアクリル系共重合体であってもよい。
【0030】
また、前記スルホン酸基含有ビニル系モノマーとしては、スチレンスルホン酸、パラスチレンスルホン酸、アクリルスルホン酸、メタリルスルホン酸、パラメタクリロイルオキシベンゼンスルホン酸、メタクリロイルオキシプロピルスルホン酸、又はこれらの金属塩類及びアミン塩類等を用いることができる。
【0031】
本発明における前記アクリル系合成繊維(A)、(B)及び(C)には、必要に応じて帯電防止剤、熱着色防止剤、耐光性向上剤、白度向上剤、失透性防止剤、着色剤、難燃剤といったその他添加剤を含有せしめても良い。
【0032】
本発明におけるパイル部をシープ形状としたパイル布帛は、例えば以下のようにして製造することができる。すなわち、前記アクリル系合成繊維(A)、(B)及び(C)に必要に応じて帯電防止剤を付与し、オープナーで解繊及び混綿を行った後、カードマシンを用いてスライバーを作製する。このスライバーを用いてスライバー編機にてパイル布帛を編成する。次いでパイル裏面にアクリル酸エステル系接着剤等の接着剤でバックコーテイングを行う。その後、アクリル系合成繊維(A)〜(C)が、重合体中にアクリロニトリルを80重量%を超えて含有するハイニトリル繊維の場合は175℃のポリッシングを2回、続いてブラッシングを1回行い、さらに160℃のポリッシングを2回、140℃のポリッシングを2回、120℃のポリッシングを2回、100℃のポリッシングを2回行い、立毛表層部のクリンプを除去することで段差を有するパイル長を持つ立毛パイル布帛を作製する。アクリル系合成繊維(A)〜(C)が、重合体中にアクリロニトリルを30〜80重量%含有するモダアクリル繊維の場合は155℃のポリッシングを2回、続いてブラッシングを1回行い、さらに145℃のポリッシングを2回、130℃のポリッシングを2回、120℃のポリッシングを2回、100℃のポリッシングを2回行い、立毛表層部のクリンプを除去することで段差を有するパイル長を持つ立毛パイル布帛を作製する。さらに、ドラム式タンブリング乾燥機を用いて、ハイニトリル繊維の場合は、120℃から140℃の乾燥温度範囲内で15分間から25分間のタンブリング加工を施し、シープ形状を有する立毛パイル布帛を作製する。また、モダアクリル繊維の場合は、100℃から120℃の乾燥温度範囲内で15分間から25分間のタンブリング加工を施し、シープ形状を有する立毛パイル布帛を作製する。尚、本発明においては、このようなタンブリング加工により、先端形状がシャープな繊維房を形成するとともに、全体としてカールした形状とすることができるため、接着剤などの使用は必要としない。
【実施例】
【0033】
以下、実施例によって本発明を具体的に説明するが、本発明は何等これらに限定されるものではない。実施例の説明に先立ち、分析測定条件及び評価方法について説明する。
【0034】
(1)繊度測定
繊度は、オートバイブロ式繊度測定器Denior Computer DC−11(サーチ制御電気製)を使用して測定し、サンプル数n=25の平均値より求めた。
【0035】
(2)シープ形状を有する立毛パイル布帛の作製
後述するアクリル系合成繊維(A)、(B)及び(C)に帯電防止剤(サンスタット1007、三洋化成工業株式会社製)および柔軟剤(ウーポールU、松本油脂製薬株式会社製)を付与し、オープナーで解繊及び混綿を行った後、カードマシンを用いてスライバーを作製した。このスライバーを用いてスライバー編機にてパイル布帛を編成した。次いでパイル裏面にアクリル酸エステル系接着剤でバックコーテイングを行なった。その後、155℃のポリッシング、続いてブラッシングを行い、さらに145℃、130℃、120℃、100℃でポリッシングを行い(各温度2回ずつ)、立毛表層部のクリンプを除去することで一定のパイル長を持つ立毛パイル布帛を作製した。さらに、ドラム式タンブリング乾燥機を用いて110℃で20分間のタンブリング加工を施し、シープ形状を有する立毛パイル布帛を作成した。
【0036】
(3)パイル布帛の毛先の縺れ評価
前記のように作製した立毛パイル布帛を、1枚が幅25cm、長さ50cmの大きさになるよう切断し、壁に対し垂直に貼り付けパイル表面を片手5本の指先で梳いて引っ掛かり回数を数え、以下の基準で毛先の縺れを評価した。尚、評価結果は5枚の平均値とした。
【0037】
6級:非常に縺れが少ない(引っ掛かり回数が3回以下)
5級:縺れが少ない(引っ掛かり回数が4〜7回)
4級:やや縺れが少ない(引っ掛かり回数が8〜11回)
3級:やや縺れが多い(引っ掛かり回数が12〜15回)
2級:縺れが多い(16〜19回)
1級:非常に縺れが多い(20回以上)
【0038】
(4)アクリル系合成繊維(A)の平均パイル長(図2中の符号B)の測定
立毛パイル布帛中のパイル部を構成する繊維を毛並みが揃うように垂直に立たせ、ノギスを用いることで、パイル部を構成するアクリル系合成繊維(A)の根元、より詳細には地糸により構成されるパイル布帛地表面から前記繊維(A)の先端までの長さ(パイル布帛裏面からの長さではない)の測定を10ヶ所について行い、その平均値を平均パイル長とした。
【0039】
(実施例1)
市販のアクリル系合成繊維(A)「カネカロン(登録商標)AH(R/W) 5.6dtex、102mm(株式会社カネカ製)」を30重量%、市販のアクリル系合成繊維(B)「カネカロン(登録商標)AH(R/W) 3.3dtex、51mm(株式会社カネカ製)」を40重量%、市販のアクリル系合成繊維(C)「カネカロン(登録商標)AH(R/W) 3.3dtex、38mm(株式会社カネカ製)」を30重量%の比率で混綿し、平均パイル長85mmの毛先がシャープな、シープ形状を有する立毛パイル布帛を作製した。得られた立毛パイル布帛は、表1中No.1に示すように非常に縺れが少ないものであった。
【0040】
(実施例2)
市販のアクリル系合成繊維(A)「カネカロン(登録商標)AH(R/W) 7.8dtex、127mm(株式会社カネカ製)」を25重量%、市販のアクリル系合成繊維(B)「カネカロン(登録商標)AH(R/W) 3.3dtex、51mm(株式会社カネカ製)」を35重量%、市販のアクリル系合成繊維(C)「カネカロン(登録商標)fmu(R/W) 1.5dtex、32mm(株式会社カネカ製)」を40重量%の比率で混綿し、平均パイル長108mmの毛先がシャープな、シープ形状を有する立毛パイル布帛を作製した。得られた立毛パイル布帛は、表1中No.2に示すように非常に縺れが少ないものであった。
【0041】
(実施例3)
市販のアクリル系合成繊維(A)「カネカロン(登録商標)AH(R/W) 5.6dtex、152mm(株式会社カネカ製)」を20重量%、市販のアクリル系合成繊維(B)「カネカロン(登録商標)RCL(R/W) 3.3dtex、51mm(株式会社カネカ製)」を40重量%、市販のアクリル系合成繊維(C)「カネカロン(登録商標)SE(R/W) 1.7dtex、32mm(株式会社カネカ製)」を40重量%の比率で混綿し、平均パイル長126mmの毛先がシャープな、シープ形状を有する立毛パイル布帛を作製した。得られた立毛パイル布帛は、表1中No.3に示すように縺れが少ないものであった。
【0042】
(比較例1)
市販のアクリル系合成繊維(A)「カネカロン(登録商標)AH(R/W) 3.3dtex、102mm(株式会社カネカ製)」を30重量%、市販のアクリル系合成繊維(B)「カネカロン(登録商標)AH(R/W) 3.3dtex、51mm(株式会社カネカ製)」を40重量%、市販のアクリル系合成繊維(C)「カネカロン(登録商標)AH(R/W) 3.3dtex、38mm(株式会社カネカ製)」を30重量%の比率で混綿し、平均パイル長108mmの立毛パイル布帛を作製した。得られた立毛パイル布帛は、表1中No.4に示すように、非常に縺れが多いものであった。
【0043】
(比較例2)
市販のアクリル系合成繊維(A)「カネカロン(登録商標)AH(R/W) 3.3dtex、89mm(株式会社カネカ製)」を30重量%、市販のアクリル系合成繊維(B)「カネカロン(登録商標)AH(R/W) 3.3dtex、51mm(株式会社カネカ製)」を40重量%、市販のアクリル系合成繊維(C)「カネカロン(登録商標)AH(R/W) 3.3dtex、38mm(株式会社カネカ製)」を30重量%の比率で混綿し、平均パイル長75mmの立毛パイル布帛を作製した。得られた立毛パイル布帛は、表1中No.5に示すように、縺れが多いものであった。
【0044】
【表1】
【図面の簡単な説明】
【0045】
【図1】本発明に係る立毛パイル布帛の断面図を示す概略図
【図2】本発明に係る立毛パイル布帛のタンブリング加工前の断面を示す模式図
【符号の説明】
【0046】
1 パイル部
2 パイル布帛地
A 繊維房の根元部の太さ
4 長パイル部
5 中パイル部
6 短パイル部
B 繊維(A)の平均パイル長
【特許請求の範囲】
【請求項1】
パイル部を構成する繊維として、繊度が5〜12dtexで繊維長が70〜155mmのアクリル系合成繊維(A)を20〜50重量%、繊度が2〜8dtexで繊維長が44〜65mmのアクリル系合成繊維(B)を10〜70重量%、及び繊度が1〜6dtexで繊維長が20〜43mmのアクリル系合成繊維(C)を10〜50重量%含有する立毛パイル布帛を、タンブリング加工を施してパイル部をシープ形状とした立毛パイル布帛。
【請求項2】
パイル部を構成する繊維として、前記アクリル系合成繊維(A)を20〜40重量%、前記アクリル系合成繊維(B)を35〜50重量%、及び前記アクリル系合成繊維(C)を20〜40重量%含有する請求項1記載の立毛パイル布帛。
【請求項3】
前記アクリル系合成繊維(A)の繊維長が80〜130mmであり、前記アクリル系合成繊維(B)の繊維長が44〜60mmであり、かつ前記アクリル系合成繊維(C)の繊維長が25〜40mmである請求項1または2に記載の立毛パイル布帛。
【請求項4】
パイル部を構成するアクリル系合成繊維(A)の平均パイル長が、60〜130mmである請求項1〜3のいずれかに記載の立毛パイル布帛。
【請求項5】
前記アクリル系合成繊維(A)、(B)及び(C)を構成する重合体が、アクリロニトリルを30〜70重量%含有する重合体からなることを特徴とする請求項1〜4のいずれかに記載の立毛パイル布帛。
【請求項1】
パイル部を構成する繊維として、繊度が5〜12dtexで繊維長が70〜155mmのアクリル系合成繊維(A)を20〜50重量%、繊度が2〜8dtexで繊維長が44〜65mmのアクリル系合成繊維(B)を10〜70重量%、及び繊度が1〜6dtexで繊維長が20〜43mmのアクリル系合成繊維(C)を10〜50重量%含有する立毛パイル布帛を、タンブリング加工を施してパイル部をシープ形状とした立毛パイル布帛。
【請求項2】
パイル部を構成する繊維として、前記アクリル系合成繊維(A)を20〜40重量%、前記アクリル系合成繊維(B)を35〜50重量%、及び前記アクリル系合成繊維(C)を20〜40重量%含有する請求項1記載の立毛パイル布帛。
【請求項3】
前記アクリル系合成繊維(A)の繊維長が80〜130mmであり、前記アクリル系合成繊維(B)の繊維長が44〜60mmであり、かつ前記アクリル系合成繊維(C)の繊維長が25〜40mmである請求項1または2に記載の立毛パイル布帛。
【請求項4】
パイル部を構成するアクリル系合成繊維(A)の平均パイル長が、60〜130mmである請求項1〜3のいずれかに記載の立毛パイル布帛。
【請求項5】
前記アクリル系合成繊維(A)、(B)及び(C)を構成する重合体が、アクリロニトリルを30〜70重量%含有する重合体からなることを特徴とする請求項1〜4のいずれかに記載の立毛パイル布帛。
【図1】

【図2】
【図2】
【公開番号】特開2007−277743(P2007−277743A)
【公開日】平成19年10月25日(2007.10.25)
【国際特許分類】
【出願番号】特願2006−103034(P2006−103034)
【出願日】平成18年4月4日(2006.4.4)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
【公開日】平成19年10月25日(2007.10.25)
【国際特許分類】
【出願日】平成18年4月4日(2006.4.4)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
[ Back to top ]