
注型エラストマーベルト
【課題】 プロファイルに亀裂が入りにくく、プロファイルが固着している部分のベルト本体が曲がり易く、プーリとのかみ合いを良好にした注型エラストマー製歯付ベルトを提供する。
【解決手段】プロファイル3を物品搬送板7とそれを補強する支持板8とに分け、さらに該物品搬送板7及び支持板8がベルト本体と一体成形され、物品搬送板7と支持板8との間に空間9を設け、物品搬送板7のベルト本体2背面となす角を60度から120度とし、支持板8の該空間9側でのベルト本体2背面とのなす角を30度から60度としたことを特徴とする注型エラストマーベルト。
【解決手段】プロファイル3を物品搬送板7とそれを補強する支持板8とに分け、さらに該物品搬送板7及び支持板8がベルト本体と一体成形され、物品搬送板7と支持板8との間に空間9を設け、物品搬送板7のベルト本体2背面となす角を60度から120度とし、支持板8の該空間9側でのベルト本体2背面とのなす角を30度から60度としたことを特徴とする注型エラストマーベルト。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は注型エラストマーベルトに係り、液状ポリウレタン等のエラストマー材料を原料としたもので、プロファイルの形状を改善した注型エラストマーベルトに関する。
【背景技術】
【0002】
従来、背面にプロファイルを有するベルトは、ベルト本体及びプロファイル部が熱可塑性樹脂でできており、ベルト本体にプロファイルを熱融着したものであったが、プロファイルが搬送中に繰り返し応力を受けると、ベルトとプロファイルの間に亀裂が生じがちであった。即ち、搬送中などにプロファイルにかかる曲げ応力は融着部に集中しやすく、比較的短い時間で亀裂が入った。
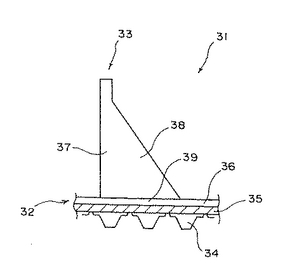
上記亀裂を防止するためにベルト本体及びプロファイルを注型エラストマー製とし、ベルト本体とプロファイルとを一体成形したベルトが得られた。しかし、このベルトは一体成形したことでベルト本体とプロファイルの接着力が向上し確かにプロファイルを熱融着したベルトに比較すると、亀裂は入りにくくなったが、まだ十分ではなかった。そこで、図7に示すように従来の注型エラストマーベルト31に物品搬送部37とそれを補強する支持部38とを設け、亀裂の防止を図った。
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、図7の様にプロファイルの物品搬送部37とそれを補強する支持部38とが一体となって注型エラストマーで充填されているため、プロファイルが固着している部分のベルト本体39が曲がりにくく、その為に図9に示す様にプーリと係合したときにプーリとのかみ合いに不都合が生じていた。
【0004】
本発明はこのような問題点を改善するものであり、プロファイルに亀裂が入りにくく、プロファイルが固着している部分のベルト本体が曲がり易く、プーリとのかみ合いを良好にした注型エラストマー製歯付ベルトを提供することを目的とする。
【課題を解決するための手段】
【0005】
即ち、本発明は、背面にプロファイルを有し、ベルトが歯部と溝部と背部からなり、心線を背部に埋設した歯付ベルトである注型エラストマーベルトにおいて、
プロファイルを物品搬送板とそれを補強する支持板とに分け、さらに該物品搬送板及び支持板がベルト本体と一体成形され、物品搬送板と支持板との間に空間を設け、物品搬送板のベルト本体背面となす角を60度から120度とし、支持板の該空間側でのベルト本体背面とのなす角を30度から60度とした注型エラストマーベルトである。
【0006】
更に、本発明は前記物品搬送板のベルト本体背面となす角を略90度とし、支持板の該空間側でのベルト本体背面とのなす角を略45度とした請求項1に記載の注型エラストマーベルトである。
【発明の効果】
【0007】
本発明によれば、背面にプロファイルを有し、ベルトが歯部と溝部と背部からなり、心線を背部に埋設した歯付ベルトである注型エラストマーベルトにおいて、
プロファイルを物品搬送板とそれを補強する支持板とに分け、さらに該物品搬送板及び支持板がベルト本体と一体成形され、物品搬送板と支持板との間に空間を設け、物品搬送板のベルト本体背面となす角を60度から120度とし、支持板の該空間側でのベルト本体背面とのなす角を30度から60度とした注型エラストマーベルトであることから、プロファイルが固着している部分のベルト本体が曲がり易くなり、プーリとのかみ合いが良好となる。又、上記プロファイルの物品搬送板と支持板とがベルト本体と一体成形されていることによってプロファイルに亀裂が入りにくくなる。さらに、プロファイル支持板も平均して力を支持することができる。
【0008】
又、請求項2に記載の発明では、前記物品搬送板のベルト本体背面となす角を略90度とし、支持板の該空間側でのベルト本体背面とのなす角を略45度とした請求項1に記載の注型エラストマーベルトであることから、請求項1の効果に加えて、プロファイルの支持板がより一層平均して力を支持することができる。
【発明を実施するための最良の形態】
【0009】
以下、更に本発明の実施の形態を添付図面に基づいて説明する。
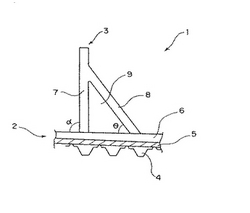
図1は、本発明の注型エラストマーベルトの側面図を示している。ここで、プロファイル3が物品搬送板7と支持板8とに分けられ、物品搬送板7と支持板8との間には空間9が存在する。
又物品搬送板7及び支持板8はベルト本体2と一体成形されている。
ここで、物品搬送板の角度αは60°〜120°で使用可能であるが、90°とするのが最も好ましい。又、支持板8の角度θは通常30°〜60°で使用されるが、平均して力を支持するためには、45°が好ましい。
【0010】
ここで、注型エラストマーベルト1は、ベルト長手方向に沿って複数の歯部4と、心線5を複数本配置して埋設した背部6、そして背部6上にはプロファイル3が一体成形されている。
【0011】
前記歯部4、背部6及びプロファイル3に使用されるエラストマーは、熱硬化性ポリウレタンエラストマーが好ましい。
心線5としては、ポリエステル繊維、パラ系アラミド繊維(商品名:トワロン、ケプラー、テクノーラ)、金属繊維(ワイヤー)或いはガラス繊維(Eガラス、高強度ガラス)のいずれでも良く、その構成、太さ、撚り数等には左右されない。
【0012】
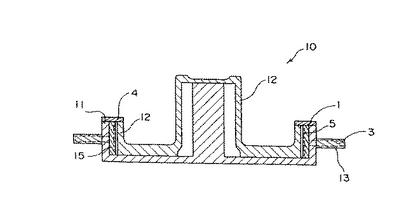
図2は本発明において用いる注型エラストマーベルト製造用金型装置の断面図である。これによると本発明の金型装置10は、外型11と、この外型11へ嵌挿する内型12及び外型11に固着されているプロファイル成形用金型13からなり、外型11と内型12の間には注型エラストマーを充填させる空間部15を有している。尚、この内型12は軸方向に延びる溝を設けた歯付ベルト用の型であるが、平坦な外周面を有した型であっても良い。
【0013】
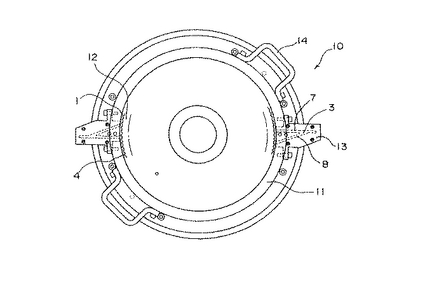
そして、上記外型11の外側には、少なくとも一つのプロファイル成形用金型13が固着されている。プロファイル成形用金型13の数はベルトに設けるプロファイルの数によって適宜変えることができる。プロファイル成形用金型は外型11を周方向に等分した位置で固着することが好ましい。
【0014】
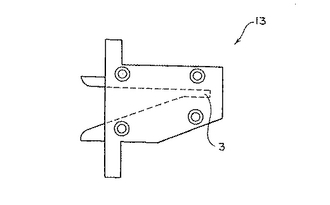
又、上記プロファイル成形用金型13は通常3枚の所定の厚みを持った板からなるが、少なくとも1枚以上であれば良い。又、板の厚みはベルト幅によって適宜変わる。さらに該プロファイル成形用金型内には図4のようにプロファイル形状を形どった空間3がある。このプロファイル形状は用途によって変わり、特に制限されないが、物品を搬送する場合は、物品搬送部とそれを補強する支持部で構成された形状が好ましい。
【0015】
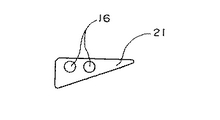
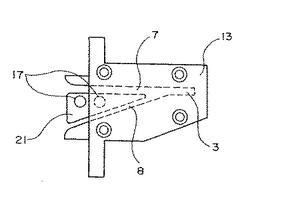
さらに、上記プロファイル成形用金型13内に図5に示す三角形状をしたブロック21の挿入を行う。プロファイル成形用金型13内にブロック21を挿入した状態を示した平面図が図6である。ここで、ブロック21を挿入し、位置決めピン17でプロファイル成形用金型13内に固定することによって、注型エラストマー液がブロック21部分に流入せず、注型エラストマーベルト成形後ブロック21によってプロファイルが物品搬送部7とそれを補強する支持部8とに分けられ、ブロックを挿入した部分は空間となる。
【実施例】
【0016】
以下、更に本発明の具体的実施例を掲げる。
まず、15mmの厚みの上板及び下板、そして24.5mmの厚みでプロファイル形状がくり抜いてある中板を上板、中板、下板の順に積層しボルトにて固定し、プロファイル成形用金型とした。更に、該プロファイル成形用金型を外型にボルトにて固着した。
【0017】
次いで、ブロックをプロファイル成形用金型内に挿入し、位置決めピンにて位置決めを行い、プロファイル成形用金型内に固定した。更に、プロファイル成形用金型を固着した外型にパラ系アラミド繊維からなるS、Z一対の撚りコードを所定の張力でスピニングを行った内型を組み込んだ。
【0018】
次いで、上記組み込みが終わった型を移動させて減圧して真空状態にある室内に入れ、ホースを介し予め脱泡した所定量の液状ポリウレタン原料(プレポリマー100重量部、3,3´−ジクロロ4,4´アミノジフェニルメタンである硬化剤で12重量部、可塑剤20重量部)を注型した。その後、種々の金型温度と時間で液状ポリウレタンを硬化させた。
【0019】
硬化後に内型を上方向へ持ち上げ、内型を注型エラストマー成形体を装着した外型から抜き取った後、位置決めピンを外し注型エラストマー成形体をブロックと共に取り出した。その後、注型エラストマー成形体からブロックを外し、所定の幅にカットを行い、注型エラストマーベルトを得た。得られたベルトサイズは、T10−25−120であった。
【0020】
又、従来例としてプロファイル成形用金型内の空間にブロックを挿入せずに実施例と同じ金型、外型及び同じ材料で注型エラストマーベルトを作製した。ここで、従来例は、プロファイルの物品搬送部とそれを補強する支持部とが一体となって注型エラストマーで充填されたものであった。
【0021】
次に、実施例及び従来例をT10歯型の歯数が20歯であるプーリにかみ合わせた。その状態を図8及び図9に示す。ここで、図8は実施例のベルトのかみ合い状態を示す図でプロファイルの物品搬送板とそれを補強する支持板との間に空間があることによって、両方の板が湾曲しプーリとのかみ合いが良くなっている。
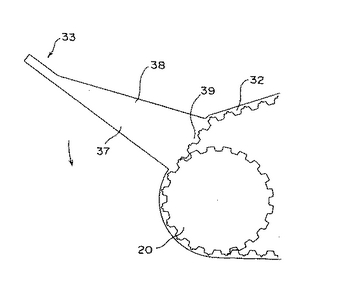
又、図9は従来例のベルトのベルトのかみ合い状態を示す図でプロファイル中にはウレタンが充填している為に、プロファイルの剛性が高くなり、プロファイルの根元にあるベルト歯が曲がりにくく、プーリ歯とかみ合わなく、本発明の効果が確認された。
【図面の簡単な説明】
【0022】
【図1】本発明に係る注型エラストマーベルトの側面図である。
【図2】本発明に係る注型エラストマーベルト製造用金型装置の断面図である。
【図3】本発明に係る注型エラストマーベルト製造金型装置の平面図である。
【図4】プロファイル成形用金型の平面図である。
【図5】プロファイル成形用金型中に挿入するブロックの平面図である。
【図6】プロファイル成形用金型にブロックを挿入した図である。
【図7】従来例の注型エラストマーベルトの側面図である。
【図8】本発明の注型エラストマーベルトをプーリにかみ合わせた図である。
【図9】従来例の注型エラストマーベルトをプーリにかみ合わせた図である。
【符号の説明】
【0023】
1 注型エラストマーベルト
2 ベルト本体
3 プロファイル
4 歯部
5 心線
6 背部
7 物品搬送板
8 支持板
9 空間
10 金型装置
11 外型
12 内型
13 プロファイル成形用金型
17 位置決めピン
18 物品搬送部
19 支持部
20 プーリ
21 ブロック
【技術分野】
【0001】
本発明は注型エラストマーベルトに係り、液状ポリウレタン等のエラストマー材料を原料としたもので、プロファイルの形状を改善した注型エラストマーベルトに関する。
【背景技術】
【0002】
従来、背面にプロファイルを有するベルトは、ベルト本体及びプロファイル部が熱可塑性樹脂でできており、ベルト本体にプロファイルを熱融着したものであったが、プロファイルが搬送中に繰り返し応力を受けると、ベルトとプロファイルの間に亀裂が生じがちであった。即ち、搬送中などにプロファイルにかかる曲げ応力は融着部に集中しやすく、比較的短い時間で亀裂が入った。
上記亀裂を防止するためにベルト本体及びプロファイルを注型エラストマー製とし、ベルト本体とプロファイルとを一体成形したベルトが得られた。しかし、このベルトは一体成形したことでベルト本体とプロファイルの接着力が向上し確かにプロファイルを熱融着したベルトに比較すると、亀裂は入りにくくなったが、まだ十分ではなかった。そこで、図7に示すように従来の注型エラストマーベルト31に物品搬送部37とそれを補強する支持部38とを設け、亀裂の防止を図った。
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、図7の様にプロファイルの物品搬送部37とそれを補強する支持部38とが一体となって注型エラストマーで充填されているため、プロファイルが固着している部分のベルト本体39が曲がりにくく、その為に図9に示す様にプーリと係合したときにプーリとのかみ合いに不都合が生じていた。
【0004】
本発明はこのような問題点を改善するものであり、プロファイルに亀裂が入りにくく、プロファイルが固着している部分のベルト本体が曲がり易く、プーリとのかみ合いを良好にした注型エラストマー製歯付ベルトを提供することを目的とする。
【課題を解決するための手段】
【0005】
即ち、本発明は、背面にプロファイルを有し、ベルトが歯部と溝部と背部からなり、心線を背部に埋設した歯付ベルトである注型エラストマーベルトにおいて、
プロファイルを物品搬送板とそれを補強する支持板とに分け、さらに該物品搬送板及び支持板がベルト本体と一体成形され、物品搬送板と支持板との間に空間を設け、物品搬送板のベルト本体背面となす角を60度から120度とし、支持板の該空間側でのベルト本体背面とのなす角を30度から60度とした注型エラストマーベルトである。
【0006】
更に、本発明は前記物品搬送板のベルト本体背面となす角を略90度とし、支持板の該空間側でのベルト本体背面とのなす角を略45度とした請求項1に記載の注型エラストマーベルトである。
【発明の効果】
【0007】
本発明によれば、背面にプロファイルを有し、ベルトが歯部と溝部と背部からなり、心線を背部に埋設した歯付ベルトである注型エラストマーベルトにおいて、
プロファイルを物品搬送板とそれを補強する支持板とに分け、さらに該物品搬送板及び支持板がベルト本体と一体成形され、物品搬送板と支持板との間に空間を設け、物品搬送板のベルト本体背面となす角を60度から120度とし、支持板の該空間側でのベルト本体背面とのなす角を30度から60度とした注型エラストマーベルトであることから、プロファイルが固着している部分のベルト本体が曲がり易くなり、プーリとのかみ合いが良好となる。又、上記プロファイルの物品搬送板と支持板とがベルト本体と一体成形されていることによってプロファイルに亀裂が入りにくくなる。さらに、プロファイル支持板も平均して力を支持することができる。
【0008】
又、請求項2に記載の発明では、前記物品搬送板のベルト本体背面となす角を略90度とし、支持板の該空間側でのベルト本体背面とのなす角を略45度とした請求項1に記載の注型エラストマーベルトであることから、請求項1の効果に加えて、プロファイルの支持板がより一層平均して力を支持することができる。
【発明を実施するための最良の形態】
【0009】
以下、更に本発明の実施の形態を添付図面に基づいて説明する。
図1は、本発明の注型エラストマーベルトの側面図を示している。ここで、プロファイル3が物品搬送板7と支持板8とに分けられ、物品搬送板7と支持板8との間には空間9が存在する。
又物品搬送板7及び支持板8はベルト本体2と一体成形されている。
ここで、物品搬送板の角度αは60°〜120°で使用可能であるが、90°とするのが最も好ましい。又、支持板8の角度θは通常30°〜60°で使用されるが、平均して力を支持するためには、45°が好ましい。
【0010】
ここで、注型エラストマーベルト1は、ベルト長手方向に沿って複数の歯部4と、心線5を複数本配置して埋設した背部6、そして背部6上にはプロファイル3が一体成形されている。
【0011】
前記歯部4、背部6及びプロファイル3に使用されるエラストマーは、熱硬化性ポリウレタンエラストマーが好ましい。
心線5としては、ポリエステル繊維、パラ系アラミド繊維(商品名:トワロン、ケプラー、テクノーラ)、金属繊維(ワイヤー)或いはガラス繊維(Eガラス、高強度ガラス)のいずれでも良く、その構成、太さ、撚り数等には左右されない。
【0012】
図2は本発明において用いる注型エラストマーベルト製造用金型装置の断面図である。これによると本発明の金型装置10は、外型11と、この外型11へ嵌挿する内型12及び外型11に固着されているプロファイル成形用金型13からなり、外型11と内型12の間には注型エラストマーを充填させる空間部15を有している。尚、この内型12は軸方向に延びる溝を設けた歯付ベルト用の型であるが、平坦な外周面を有した型であっても良い。
【0013】
そして、上記外型11の外側には、少なくとも一つのプロファイル成形用金型13が固着されている。プロファイル成形用金型13の数はベルトに設けるプロファイルの数によって適宜変えることができる。プロファイル成形用金型は外型11を周方向に等分した位置で固着することが好ましい。
【0014】
又、上記プロファイル成形用金型13は通常3枚の所定の厚みを持った板からなるが、少なくとも1枚以上であれば良い。又、板の厚みはベルト幅によって適宜変わる。さらに該プロファイル成形用金型内には図4のようにプロファイル形状を形どった空間3がある。このプロファイル形状は用途によって変わり、特に制限されないが、物品を搬送する場合は、物品搬送部とそれを補強する支持部で構成された形状が好ましい。
【0015】
さらに、上記プロファイル成形用金型13内に図5に示す三角形状をしたブロック21の挿入を行う。プロファイル成形用金型13内にブロック21を挿入した状態を示した平面図が図6である。ここで、ブロック21を挿入し、位置決めピン17でプロファイル成形用金型13内に固定することによって、注型エラストマー液がブロック21部分に流入せず、注型エラストマーベルト成形後ブロック21によってプロファイルが物品搬送部7とそれを補強する支持部8とに分けられ、ブロックを挿入した部分は空間となる。
【実施例】
【0016】
以下、更に本発明の具体的実施例を掲げる。
まず、15mmの厚みの上板及び下板、そして24.5mmの厚みでプロファイル形状がくり抜いてある中板を上板、中板、下板の順に積層しボルトにて固定し、プロファイル成形用金型とした。更に、該プロファイル成形用金型を外型にボルトにて固着した。
【0017】
次いで、ブロックをプロファイル成形用金型内に挿入し、位置決めピンにて位置決めを行い、プロファイル成形用金型内に固定した。更に、プロファイル成形用金型を固着した外型にパラ系アラミド繊維からなるS、Z一対の撚りコードを所定の張力でスピニングを行った内型を組み込んだ。
【0018】
次いで、上記組み込みが終わった型を移動させて減圧して真空状態にある室内に入れ、ホースを介し予め脱泡した所定量の液状ポリウレタン原料(プレポリマー100重量部、3,3´−ジクロロ4,4´アミノジフェニルメタンである硬化剤で12重量部、可塑剤20重量部)を注型した。その後、種々の金型温度と時間で液状ポリウレタンを硬化させた。
【0019】
硬化後に内型を上方向へ持ち上げ、内型を注型エラストマー成形体を装着した外型から抜き取った後、位置決めピンを外し注型エラストマー成形体をブロックと共に取り出した。その後、注型エラストマー成形体からブロックを外し、所定の幅にカットを行い、注型エラストマーベルトを得た。得られたベルトサイズは、T10−25−120であった。
【0020】
又、従来例としてプロファイル成形用金型内の空間にブロックを挿入せずに実施例と同じ金型、外型及び同じ材料で注型エラストマーベルトを作製した。ここで、従来例は、プロファイルの物品搬送部とそれを補強する支持部とが一体となって注型エラストマーで充填されたものであった。
【0021】
次に、実施例及び従来例をT10歯型の歯数が20歯であるプーリにかみ合わせた。その状態を図8及び図9に示す。ここで、図8は実施例のベルトのかみ合い状態を示す図でプロファイルの物品搬送板とそれを補強する支持板との間に空間があることによって、両方の板が湾曲しプーリとのかみ合いが良くなっている。
又、図9は従来例のベルトのベルトのかみ合い状態を示す図でプロファイル中にはウレタンが充填している為に、プロファイルの剛性が高くなり、プロファイルの根元にあるベルト歯が曲がりにくく、プーリ歯とかみ合わなく、本発明の効果が確認された。
【図面の簡単な説明】
【0022】
【図1】本発明に係る注型エラストマーベルトの側面図である。
【図2】本発明に係る注型エラストマーベルト製造用金型装置の断面図である。
【図3】本発明に係る注型エラストマーベルト製造金型装置の平面図である。
【図4】プロファイル成形用金型の平面図である。
【図5】プロファイル成形用金型中に挿入するブロックの平面図である。
【図6】プロファイル成形用金型にブロックを挿入した図である。
【図7】従来例の注型エラストマーベルトの側面図である。
【図8】本発明の注型エラストマーベルトをプーリにかみ合わせた図である。
【図9】従来例の注型エラストマーベルトをプーリにかみ合わせた図である。
【符号の説明】
【0023】
1 注型エラストマーベルト
2 ベルト本体
3 プロファイル
4 歯部
5 心線
6 背部
7 物品搬送板
8 支持板
9 空間
10 金型装置
11 外型
12 内型
13 プロファイル成形用金型
17 位置決めピン
18 物品搬送部
19 支持部
20 プーリ
21 ブロック
【特許請求の範囲】
【請求項1】
背面にプロファイルを有し、ベルトが歯部と溝部と背部からなり、心線を背部に埋設した歯付ベルトである注型エラストマーベルトにおいて、
プロファイルを物品搬送板とそれを補強する支持板とに分け、さらに該物品搬送板及び支持板がベルト本体と一体成形され、物品搬送板と支持板との間に空間を設け、物品搬送板のベルト本体背面となす角を60度から120度とし、支持板の該空間側でのベルト本体背面とのなす角を30度から60度としたことを特徴とする注型エラストマーベルト。
【請求項2】
前記物品搬送板のベルト本体背面となす角を略90度とし、支持板の該空間側でのベルト本体背面とのなす角を略45度とした請求項1に記載の注型エラストマーベルト。
【請求項1】
背面にプロファイルを有し、ベルトが歯部と溝部と背部からなり、心線を背部に埋設した歯付ベルトである注型エラストマーベルトにおいて、
プロファイルを物品搬送板とそれを補強する支持板とに分け、さらに該物品搬送板及び支持板がベルト本体と一体成形され、物品搬送板と支持板との間に空間を設け、物品搬送板のベルト本体背面となす角を60度から120度とし、支持板の該空間側でのベルト本体背面とのなす角を30度から60度としたことを特徴とする注型エラストマーベルト。
【請求項2】
前記物品搬送板のベルト本体背面となす角を略90度とし、支持板の該空間側でのベルト本体背面とのなす角を略45度とした請求項1に記載の注型エラストマーベルト。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2006−27906(P2006−27906A)
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願番号】特願2005−210746(P2005−210746)
【出願日】平成17年7月21日(2005.7.21)
【分割の表示】特願平8−181248の分割
【原出願日】平成8年6月20日(1996.6.20)
【出願人】(000006068)三ツ星ベルト株式会社 (730)
【Fターム(参考)】
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願日】平成17年7月21日(2005.7.21)
【分割の表示】特願平8−181248の分割
【原出願日】平成8年6月20日(1996.6.20)
【出願人】(000006068)三ツ星ベルト株式会社 (730)
【Fターム(参考)】
[ Back to top ]