
液体含浸剤を塗布する方法および装置
【目的】 透過性シートの全体にわたって一様に液体含浸剤を塗布する連続法及びその装置を提供する。
【構成】 連続して進行している透過性シートの第1表面に液体含浸剤のほぼ層状に流れるカーテンを塗布し、その第2表面に、液体含浸剤のカーテンを塗布する位置の近傍にて、真空を加え、透過性シートを通して液体含浸剤の相当な量を吸引し、透過性シートの全体にわたって液体含浸剤のほぼ一様な分布を生じさせ、液体を含浸した透過性シートを乾燥させる。その結果、透過性シートの内部に向けて、液体含浸剤の一様な或いは制御された分布を実現し、過剰含浸剤のシート内の滞留時間を最小化することができる。
【構成】 連続して進行している透過性シートの第1表面に液体含浸剤のほぼ層状に流れるカーテンを塗布し、その第2表面に、液体含浸剤のカーテンを塗布する位置の近傍にて、真空を加え、透過性シートを通して液体含浸剤の相当な量を吸引し、透過性シートの全体にわたって液体含浸剤のほぼ一様な分布を生じさせ、液体を含浸した透過性シートを乾燥させる。その結果、透過性シートの内部に向けて、液体含浸剤の一様な或いは制御された分布を実現し、過剰含浸剤のシート内の滞留時間を最小化することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、透過性シートに液体含浸剤を塗布する方法に関するものである。
【背景技術】
【0002】
透過性シートに液体含浸剤を塗布する方法は多数ある。例えば、染液などの含浸剤は size press 法または dip/dunk and press 法によって透過性シートに塗布することができる。このような方法は、必然的に伴う圧縮力がシートの「かさ」を減らし、かつ「かさ」に関連する望ましい性質を害するので、ある種の用途においては満足な結果が得られないことがある。さらに、このような方法は透過性シートの全体にわたって(例えば、透過性シートの内部にまで)含浸剤を一様に分布させることが困難である。
【0003】
また、染液などの含浸剤は捺染法または霧吹きなどの方法を用いて塗布することができる。捺染法や霧吹きは一般にシートの片面に含浸剤を塗布する。この方法は、シートの両面に含浸剤を塗布する必要がある場合には、さらに複雑さが加わるので、満足な結果が得られないことがある。さらに、このような方法は透過性シートの全体にわたって含浸剤を一様に分布させることが困難である。
【0004】
透過性シートの中に湿式成形法によって作られるものがある。そのようなシートには、湿式成形法に使用する水に含浸剤を加えることによって液体含浸剤を塗布することができる。しかし、このような方法は、もし特にプロセス水を適切にリサイクルさせなければ、含浸剤を相当非効率に使用することになる。
【発明の開示】
【発明が解決しようとする課題】
【0005】
以上から、透過性シートの全体にわたって圧縮せずに一様に液体含浸剤を塗布する実用的な方法が要望されている。また、透過性繊維セルロース系材料の全体にわたって圧縮せずに一様に液体含浸剤を塗布する実用的な方法が要望されている。また、透過性シートの全体にわたって圧縮せずに一様に液体含浸剤を塗布する実用的な装置が要望されている。
【0006】
(定義)
ここに使用する用語「不織布」とは、個々の繊維またはフィラメントが交錯している(但し、識別できる反復する仕方でなく)構造を持つウェブを言う。不織布は、これまで、例えばメルトブローイング (meltblowing) 法、スパンボンディング (spunbonding) 法、湿式成形 (wet-forming) 法、各種のボンデッドカーデッドウェブ (bonded carded web) 法など、この分野で知られた種々の方法で作られてきた。用語「スパンボンデッドウェブ (spunbonded web) 」とは、例えば、非抽出または抽出液体−延伸機構または他の周知のスパンボンディング機構によって、押出しフィラメントの直径(そのあと急激に減少する)を有する紡糸口金にある多数の(通常、円形)細管から溶融した熱可塑性材料をフィラメントとして押し出すことによって作られた小径繊維と(または)フィラメントのウェブを言う。スパンボンデッド不織布の製造法は米国特許第4,340,563号に開示されている。
【0007】
用語「メルトブローン繊維 (meltblown fibers) 」とは、溶融した熱可塑性材料を多数の(通常、円形)ダイスの細管を通して溶融糸またはフィラメントして高速ガス(例えば、空気)流の中に押し出すことによって作られた繊維を言う。高速ガス流は溶融した熱可塑性材料のフィラメントを細長化してそれらの直径を、微小繊維の直径まで細くすることができる。そのあと、メルトブローン繊維は高速ガス流によって運ばれて集積面の上に堆積され、無秩序に分配されたメルトプローン繊維のウェブが形成される。メルトブローン法は周知であり、NRL Report 4364, “Manufacture of Super-Fine Organic Fibers”by V.A. Wendt, E.L. Boone, and C.D. Fluharty; NRL Report 5265, “An Improved Device for the Formation of Super-Fine Thermoplastic Fibers ”by K.D. Lawrence, R.T.Lukas, and J.A. Young; および米国特許第3,849,241号(1974年11月19日発行)を含む、種々の特許文献や刊行物に掲載されている。
【0008】
用語「微小繊維(microfibers)」とは、約100ミクロン以下の平均直径、例えば約0.5〜50ミクロンの平均直径を有する小径繊維を言う。より詳細には、微小繊維は約1〜20ミクロンの平均直径を有することもある。約3ミクロン以下の平均直径を有する微小繊維は一般に超微小繊維(ultra-fine microfibers) と呼ばれる。超微小繊維を製造する典型的な方法が、例えば米国特許第5,213,881号(発明の名称“A Nonwoven Web with Improved Barrier Properties ”)に開示されている。
【0009】
用語「繊維セルロース系材料(fiberous cellulosic materials ) 」とは、個々の繊維またはフィラメントが交錯した(但し、識別できる反復する仕方でなく)構造を有するセルロース系繊維(例えば、パルプ)を含む不織布を言う。このようなウェブは、これまで、例えば空気成形法、湿式成形法、および(または)製紙法など、この分野で知られた種々の不織布製造法によって作られてきた。典型的な繊維セルロース系材料として、紙、ティシュー、等がある。このような材料は、例えば、カレンダリング、クレーピング、水力ニードリング(hydraulicneedling) 、水力絡み合い(hydraulic entangling) などの方法を用いて処理し、望ましい性質を付与することができる。一般に、繊維セルロース系材料は、合成原料または木質や非木質植物などの原料から得られるセルロース繊維から作ることができる。木質植物として、例えば、落葉樹や針葉樹がある。非木質植物として、例えば、綿、亜麻、ハネガヤ、草、トウワタ、麦わら、ジュート、麻、バガス(サトウキビの搾りかす)がある。セルロース繊維は、例えば、熱処理、化学的処理、および(または)機械的処理など、種々の処理によって改質することができる。再生および(または)合成セルロース繊維は、繊維セルロース系材料の他のセルロース繊維と一緒に使用することもできるし、ブレンドすることもできると予想される。また、繊維セルロース系材料は、セルロース系繊維と1以上の非セルロース系繊維と(または)フィラメントを含む複合材料であってもよい。繊維セルロース系材料の説明が、例えば、米国特許第5,284,703号に記載されている。
【0010】
用語「パルプ(pulp) 」とは、木質および非木質植物などの原料から得られる繊維セルロース系材料を言う。木質植物には、例えば、落葉樹や針葉樹がある。非木質植物には、例えば、綿、亜麻、ハネガヤ、草、トウワタ、麦わら、ジュート、麻、バガス(サトウキビや甜菜の搾りかす)が含まれる。パルプは、例えば、熱処理、化学的処理および(または)機械的処理など、種々の処理によって改質することができる。
【0011】
用語「溶液」とは、1以上の物質(例えば、溶媒)の中に1以上の物質(例えば、溶質)が比較的一様に分散している混合物を言う。一般に、溶媒は、例えば水や(または)液体の混合物などの液体であってもよい。溶媒は、沈殿防止剤、粘度調整剤、等の添加物を含むことができる。溶媒は、溶媒中に適切なレベル(例えば、イオンレベル、分子レベル、コロイド粒子レベル、または懸濁した固体として)で一様に分散するのに適したどんな物質であってもよい。例えば、溶液は、イオン、分子、またはコロイド粒子の一様に分散した混合物であってもよいし、あるいは機械的懸濁さえもを含むことができる。
【0012】
用語「透過性」および「透過度」とは、特定の多孔質材料を通過する、例えばガスなどの流体の能力を言う。透過度は、材料の単位面積当たりの単位時間当たりの容積の単位(例えば、ft3/分/ft2)で表現される。透過度は、Frazier Precision Instrument Company から入手可能な Frazier Air Permeability Tester を使用し、試料サイズが7″×7″でなく、8″×8″であることを除き、Federal Test Method 5450, Standard No. 191A に従って測定することによって決定した。透過度は、一般には、透過性シートを通過する空気、その他のガスの能力を表しているが、十分なレベルのガス透過度は、本発明の実施を可能にする液体透過度のレベルに相当することがある。例えば、十分なレベルのガス透過度は、真空またはガス圧力などの駆動力の助けを借りてまたは借りずに、液体が透過性シートを通過することを許す。
【0013】
用語「層流」および「層状に流れる」とは、管内の流体の流れ(例えば、液体の流れ)の状態であって、流体の粒子すなわち流れが混じらずに流れの軸線に対し平行に移動していることを言う。層流は、流れの散乱パターンとして特徴付けられる乱流とは区別される。本発明の目的にとって、層流は、概して静かな、滑らかな、ゆったりした流れであり、層流のレイノルズ数の定義に限定するつもりはない。
【0014】
用語「かさ(bulk) 」とは、Testing Machines Incorporated ( 米国 )から入手可能な Model 49-70 厚さ試験器で測定された試料の厚さを言う。厚さ試験器は直径2インチの円形脚部を備えており、測定は約0.2ポンド/in2 (psi)の圧力を加えて行なった。実質上乾燥した(すなわち、通常の方法で測定して約10重量パーセント以下の水分を有する)試料のかさ測定値を「乾燥かさ」と呼ぶことがある。
【0015】
語「直接染着性(substantive)」とは、一般に、溶液内の物質がある種の吸収によって透過性シートの繊維または他の構成要素に直接染着されることを言う。例えば、セルロース系繊維材料などのある種の繊維材料によって選択的に吸収することができる水溶液内の水溶性染料は、セルロース系繊維に対し直接染着性を有すると見なされる。
【課題を解決するための手段】
【0016】
本発明は、上に述べた問題点を解決するため、透過性シートの全体にわたって圧縮せずに一様に液体含浸剤を塗布する連続法を提供する。本方法は、1)第1表面と第2表面を持つ透過性シートを連続して進行させること、2)連続して進行している透過性シートの第1表面に液体含浸剤のほぼ層状に流れるカーテンを塗布すること、3)連続して進行している透過性シートの第2表面に真空を加えること、および4)透過性シートを通して液体含浸剤の相当な量を吸引し、透過性シートの全体にわたって液体含浸剤のほぼ一様な分布を生じさせること、の諸ステップから成っている。本方法は、さらに、液体が含浸した透過性シートを乾燥させるステップを含むことがある。
【0017】
本発明に従って、液体含浸剤で処理された透過性シートの乾燥かさは同じ未処理の透過性シートの乾燥かさの約15%の範囲内にすべきである。液体含浸剤で処理された透過性シートの乾燥かさは同じ未処理の透過性シートの乾燥かさとほぼ同じであることが望ましい。
【0018】
一般に、透過性シートは、処理前にほぼ乾燥したシートについて測定したとき、少なくとも約20cfm/ft2の透過度を有することがある。例えば、透過性シートは、処理前にほぼ乾燥したシートについて測定したとき、50〜200cfm/ft2の透過度を有することがある。
【0019】
液体含浸剤の連続してほぼ層状に流れるカーテンは、幅1インチ当たり少なくとも約0.15ガロン/分の割合で透過性シートに塗布することができる。例えば、液体含浸剤は幅1インチ当たり少なくとも約0.2ガロン〜0.75ガロン/分の割合で透過性シートに塗布することができる。本発明の一実施例では、液体含浸剤は自由に流れることができなければならず、約0.4〜20センチポアズの粘度を有することができる。本発明の別の実施例では、液体含浸剤は透過性シート内の特定の材料に対し直接染着性を有する含浸剤であってもよい。例えば、液体含浸剤はセルロース系材料に対し直接染着性を有する染液であってもよい。
【0020】
本発明に従って、液体含浸剤の塗布とほぼ同時に真空を加えることができる。一般に、真空レベルは透過性シートを通して含浸剤の相当な量を吸引する程度にすべきである。実例として、真空レベルは約60インチ(水柱)以上にすることができる。別の実例として、真空レベルは約60〜270インチ(水柱)にすることができる。本発明の別の実施例では、透過性シートを通して液体含浸剤の一部のみが吸引されて透過性シートの全体にわたって液体含浸剤の不均一な分布が生じるように、真空レベルを調整することができる。例えば、透過性シートを通して液体含浸剤の一部のみが吸引されて透過性シートの第1表面と第2表面の間に液体含浸剤の漸次変化する分布が生じるように、真空レベルを調整することができる。
【0021】
透過性シートは、例えば、織布、メリヤス生地、不織布、繊維バット、繊維マット、およびそれらの組合せであってもよい。透過性シートは透過性の不織繊維セルロース系材料であることが望ましい。典型的な不織繊維セルロース系材料には、不織繊維セルロース系複合材料、セルロース系ティッシュー材料、不織繊維セルロース系積層材料、およびそれらの組合せがある。不織繊維セルロース系複合材料は、パルプ成分と連続フィラメント成分と(または)他の不織繊維成分から成るものであってもい。透過性シートが繊維セルロース系材料成分を含んでいる場合には、液体含浸剤の連続してほぼ層状に流れるカーテンを塗布する前に、繊維セルロース系材料を少なくとも部分的に水和させることができる。例えば、透過性シートは少なくとも約20重量%(固体材料)のコンシステンシーを有することができる。別の実例として、透過性シートは少なくとも約30重量%(固体材料)のコンシステンシーを有することができる。透過性シートは、例えば、化学エッチング、化学酸化、イオンボンバードメント、ブラズマ処理、火炎処理、熱処理、およびコロナ放電処理などの表面改質法を用いて前処理することができる。
【0022】
本発明は、さらに、上に述べた方法に従って作られた液体含浸剤処理シートを提供する。この液体含浸剤処理シートは、1)透過性シートと、2)シートの全体にわたって液体含浸剤のほぼ一様な分布とから成っている。本発明に従って、処理されたシートは同じ未処理のシートの約15%の範囲内の乾燥かさを持つように構成されている。上に述べた方法に従って作られた液体含浸剤処理シートは、1)透過性の不織繊維セルロース系材料と、2)不織繊維セルロース系材料の全体にわたって液体含浸処理剤のほぼ一様な分布、とから成る液体含浸剤処理不織繊維セルロース系材料であってもよい。この場合、処理された不織繊維セルロース系材料は同じ未処理の不織繊維セルロース系材料の約15%の範囲内の乾燥かさを持つようになっている。液体含浸剤処理不織繊維セルロース系材料は同じ未処理の不織繊維セルロース系材料とほぼ同じ乾燥かさを持つことができる。
【0023】
本発明は、さらに、透過性シートの全体にわたって圧縮せずに一様に液体含浸剤を塗布する短滞留時間式連続法を提供する。本方法は、1)第1表面と第2表面をもつ透過性シートを連続して進行させること、2)連続して進行している透過性シートの第1表面の上に液体含浸剤のほぼに層状に流れるカーテンを塗布すること、3)液体含浸剤の塗布とほぼ同時に、連続して進行している透過性シートの第2表面に真空を加えること、および4)透過性シートを通して液体含浸剤の相当な量を約1秒以内に吸引し、透過性シートの全体にわたって液体含浸剤のほぼ一様な分布を生じさせること、の諸ステップから成っている。
【0024】
本発明に従って、透過性シートを通して液体含浸剤の相当な量を約0.1秒以内に吸引することができる。例えば、透過性シートを通して液体含浸剤の相当な量を約0.01秒以内に吸引することができる。別の実例として、透過性シートを通して液体含浸剤の相当な量を約0.001秒以内に吸引することができる。
【0025】
本発明は、さらに、透過性シートの全体にわたって圧縮せずに一様に液体含浸処理剤を連続して塗布する装置を提供する。本装置は、1)第1表面と第2表面をもつ透過性シートを連続して進行させる手段、2)連続して進行している透過性シートの第1表面に液体含浸剤のほぼ層状に流れるカーテンを塗布する手段、および3)連続して進行している透過性シートの第2表面に接触して透過性シートを通して液体含浸剤を吸引し、透過性シートの全体にわたって液体含浸剤のほぼ一様な分布を生じさせる真空手段から成っている。
【0026】
本発明の一実施例の場合、透過性シートを進行させる手段は、例えば移動有孔ベルト、透過性の布、ネット、ウェブ、または同種の物であってもよい。透過性シートは自立していて、可動ベルトまたは同種の物で搬送する必要がないことを想定している。
【0027】
本発明に従って、液体含浸剤のほぼ層状に流れるカーテンを塗布する手段は少なくとも1個の液体分配要素で構成することができる。例えば、多数の液体分配要素を一列に配置することができる。液体含浸剤をほぼ層状に流れるカーテンを塗布する手段は、幅1インチ当たり少なくとも約0.15ガロン/分の流量を取り扱うように構成することが望ましい。例えば、液体含浸剤のほぼ層状に流れるカーテンを塗布する手段は、幅1インチ当たり少なくとも約0.2〜0.75ガロン/分の流量を取り扱うように構成すべきである。液体分配要素は液体の層流が生じるように構成された余水路であってもよい。液体分配要素は液体の層流が生じるように構成された余水路と乱流除去リザーバで構成することができる。
【0028】
真空手段は少なくとも1個の真空要素で構成することができる。例えば、多数の真空要素を一列に配置することができる。真空要素は、例えば真空スロットなどの通常の真空流路であってもよい。真空手段は透過性シートの第1表面に塗布される少なくとも同じ流量に相当する液体含浸剤の流量を取り扱うように構成すべきである。例えば、真空手段は(透過性シートの第1表面に塗布される)カーテンの幅1インチ当たり少なくとも約0.15ガロン/分に相当する流量を取り扱うように構成すべきである。例えば、真空手段は(透過性シートの第1表面に塗布される)カーテンの幅1インチ当たり少なくとも約0.2〜0.75ガロン/分に相当する流量を取り扱うように構成すべきである。
【発明を実施するための最良の形態】
【0029】
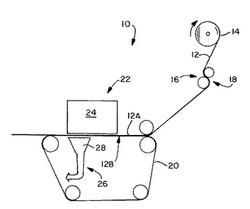
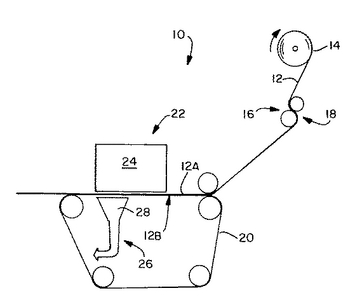
図1に、透過性シートの全体にわたって圧縮せずに一様に液体含浸剤を塗布する典型的な連続法10を示す。
【0030】
本発明に従って、供給ロール14が矢印の方向に回転すると、供給ロール14から透過性シート12が繰り出され、回転方向矢印に対応する方向に進行する。透過性シート12を1以上のシート製造法によって製造した後、供給ロール14に巻き取らずに、直接に本発明の連続法10へ進めることができる。典型的なシート製造法として、メルトブローイング法、スパンボンディング法、ボンデッドカーデッドウェブ製造法、湿式堆積法、等がある。
【0031】
シートを改質するために、透過性シートを前処理部に通すことができる。例えば、所望する物理的特性および(または)テキスチャー特性を得るために、ポイント付きまたはパターン付き平ロールでシートをカレンダーすることができる。さらに、透過性シートの全体にわたって圧縮せずに一様に液体含浸剤を塗布する連続法に進む前に、種々の既知の表面改質法によってシートの表面の少なくとも一部分を改質することができる。典型的な表面改質法として、例えば、化学エッチング、化学酸化、イオンボンバードメント、プラズマ処理、火炎処理、熱処理および(または)コロナ放電処理がある。
【0032】
透過性シートは、例えば、ボンデッドカーデッドウェブ、スパンボンデッドウェブ、メルトブローン繊維ウェブ、同じ種類の繊維ウェブを含む積層繊維ウェブ、または異なる種類の繊維ウェブを含む積層繊維ウェブなど、不織繊維ウェブであってもよい。もし透過性シートがメルトブローン繊維ウェブであれば、透過性シートはメルトブローン微小繊維を含むことがある。これらの不織布は熱可塑性ポリマーまたは熱硬化性ポリマーから作ることができる。不織布がポリオレフィンから作られている場合には、ポリオレフィンは、ポリエチレン、ポリプロピレン、ポリブテン、エチレン共重合体、ポリピレン共重合体、およびブテン共重合体であってもよい。繊維および(または)フィラメントは、種々の顔料、添加物、増強剤、流動調整剤、および同種のものを含有する混合物から作ることができる。そのような布が、Kimberly-Clark Corporation の米国特許第4,041,203号、同第4,374,888号、および同第4,753,843号に記載されている。
【0033】
透過性シートは2以上の異なる繊維の混合物、または繊維と粒状物の混合物から成る複合材料の不織布であってもよい。このような混合物は、米国特許第4,100,324号に開示されているように、集積装置の上にメルトブローン繊維が集積される前に、メルトブローン繊維と他の材料、例えば木質パルプ、ステープルファイバー、粒状物(活性炭、シリカ、一般に超吸収物質と呼ばれる親水コロイド(ヒドロゲル)粒子など)とが互いに密接に絡まり、混じり合い、無秩序に分散したメルトブローン繊維と他の材料から成る凝集ウェブが形成されるように、メルトブローン繊維を運んでいるガス流に上記の繊維と(または)粒状物を添加することによって作ることができる。
【0034】
もし透過性シートが不織布であれば、繊維間結合により不織布内の繊維材料を結合させて凝集ウェブ構造を形成することができる。繊維間結合は、個々のメルトブローン繊維、カーデッド繊維、スパンボンドフィラメント、および(または)他の繊維材料間の絡み合いによって生み出すことができる。ある種の繊維の絡み合いは、メルトブローン法、ボンディング・カーディング法、および(または)スパンボンド法に固有のものであるが、例えば水力絡み合い法または水力ニードルパンチング法などによって生み出すこともできるし、あるいは絡み合いを強化することもできる。代わりに、または追加して、接着剤を用いて所望の繊維間結合を強化することもできる。もし透過性シート内の繊維材料の少なくとも一部分がセルロース系繊維材料であれば、ある種の繊維間結合は「紙」結合に寄与することができる。
【0035】
透過性シート(処理前)は約15〜200 gsm の坪量を有する。例えば、透過性シートは約25〜100 gsm の坪量を有する。透過性シートは約20〜90 gsm の坪量を有することが望ましい。
【0036】
透過性シート12は逆S字形通路内のSロール機構18のニップ16を通過する。次に、透過性シート12はSロール機構18から液体含浸剤処理工程の間透過性シートを連続して進行させる手段20へ進む。一般に、透過性シートを連続して進行させる手段20は、例えば移動有孔ベルト、透過性繊維、ネット、ウェブ、または同種の物であってもよい。透過性シート12は自立しており、移動ベルト上で搬送する必要がないことを想定している。
【0037】
次に、透過性シート12は、連続して進行する透過性シートの表面12Aに液体含浸剤のほぼ層状に流れるカーテンを塗布する手段22の下を通過する。本発明に従って、液体含浸剤のほぼ層状に流れるカーテンを塗布する手段22は、少なくとも1個の液体分配要素24で構成することができる。例えば、多数の液体分配要素24を一列に配置することができる。液体分配要素24は液体含浸剤の層流が生じるように構成された余水路であってもよい。液体分配要素24は乱流除去リザーバと液体の層流が生じるように構成された余水路とで構成することができる。
【0038】
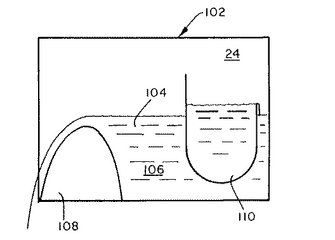
図2に、典型的な液体分配要素24(必ずしも縮尺でない)を示す。液体分配要素24は、基本的に液体104を供給する入口(図示せず)、リザーバ106、余水路108、および堰110を備えた大型の容器102である。一般に、入口はリザーバ106内の液体の乱流を除去するように設計すべきである。通常の乱流除去方法および(または)装置を使用することができる。典型的な乱流除去方法としては、例えば、羽根またはフィンを付加する方法、流量を調整する方法、および(または)リザーバおよび(または)入口(図示せず)の寸法を加減する方法がある。液体104は入口(図示せず)から液体分配要素24に入り、堰110を通過してリザーバ106に入る。堰110はリザーバ106内の乱流を除去するためのものである。次に、液体104は、滑らかに湾曲し、連続して同じ高さの表面を有する余水路108の上をほぼ層流として通過する。余水路108の最下部リップは透過性シートの上方の非常に近い距離に置くことが望ましい。例えば、余水路108の最下部リップは、液体が自由落下しなければならない距離を最小にするため、透過性シートの上方1インチ以下の距離に置くことができる。余水路は別の通常構造を有するものでもよい。例えば、余水路は真っ直ぐな、縦溝付きの、あるいはパターン付きの余水路であってもよい。
【0039】
液体含浸剤の連続してほぼ層状に流れるカーテンを塗布する手段22は、カーテン幅1インチ当たり少なくとも約0.15ガロン/分の流量を取り扱うように構成すべきである。例えば、液体含浸剤の連続してほぼ層状に流れるカーテンを塗布する手段22は、幅1インチ当たり少なくとも約0.2〜0.75ガロン/分の流量を取り扱うように構成すべきである。カーテンの幅は、含浸剤で処理すべき繊維材料の幅を横切って延ばすのに適しているどんな幅でもよい。9フィート以上の幅を考えているが、そのような幅では、液体分配要素への流入量は75ガロン/分を越えるかも知れない。一般に、液体含浸剤の連続してほぼ層状に流れるカーテンは、透過性シートに塗布されると、比較的薄い膜の形をとることがある。カーテンの厚さは、例えば、粘度、流量、および液体分配要素の設計などの要因によって決まる。カーテンの厚さは約1〜10mmがよいが、他の厚さを用いてもよい。
【0040】
液体のカーテンの流量と層流は、一般に、透過性シートの構造が乱れるのを避けることを意図している。これは、例えば、特にウェブすなわちシートの構造内の構成要素(例えば、繊維)をほぐし、絡ませる、および(または)より合わせる液体の流れを特に意図している「水力絡め合い(hydraulic entangling) )などの工程とは対照的な立場にある。
【0041】
図1に戻って、液体分配要素24のそばに、連続して進行する透過性シートの第2表面に真空を加える手段26が配置されている。真空は、液体含浸剤の塗布とほぼ同時に加えることが望ましい。一般に、真空手段26は少なくとも1個の真空要素28で構成することができる。真空要素28は、例えば真空スロットなど、通常の真空流路であってもよい。真空手段26は、液体塗布手段22からの流量に相当する液体含浸剤の流量を制御するように構成すべきである。
【0042】
透過性シートの第2表面12Bに真空を加えると、透過性シートの第1表面Aからシートを通して液体含浸剤の相当な量が吸引される。一般に、このように液体含浸剤が透過性シートを通過することにより、透過性シートの全体にわたって液体含浸剤がほぼ一様に分配されると考えられる。一般に、液体含浸剤の望ましいほぼ一様な分布を生じさせるための液体含浸剤の吸い出しは、処理前にほぼ乾燥したシートについて測定したとき、シートが少なくとも約20cfm/ft2の透過度を有していれば達成できる。例えば、処理前にほぼ乾燥したシートについて測定したとき、シートの透過度は約50〜200cfm/ft2である。もしシートが透過度が不十分であれば、液体含浸剤が第1表面にたまって、シートを通って不均一に集まったり、吸収されたり、あるいは拡散したりする。
【0043】
次に、透過性シート12は乾燥工程(図示せず)へ進むことができる。典型的な乾燥工程として、赤外線放射、ヤンキー乾燥機、蒸気缶、マイクロ波、熱風気および(または)通気乾燥法、および超音波エネルギーを組み入れた方法がある。
【0044】
本発明に従って、液体含浸剤は自由に流れることができなければならない。例えば、液体含浸剤は約0.4〜20センチポアズの粘度を持つことができる。低粘度の液体は乱流になる傾向があり、約1.0センチポアズ程度の液体粘度が一般に望ましいとみなされている。しかし、本発明の実施には、より高い粘度の液体含浸剤を使用できると考えられる。発明者は作用の特定の理論に縛られるべきでないが、加えた真空の助けを借りて液体含浸剤がシートを通って自由に(かつ比較的大量に)流れることが、シートの全体にわたって液体含浸剤のほぼ一様な分布を向上させると考えられる。
【0045】
本発明に従って、液体含浸剤の相当な量を約1秒以内にシートを通して吸引し、透過性シートの全体にわたって液体含浸剤をほぼ一様に分布させることができる。例えば、液体含浸剤の相当な量を約0.1秒以内にシートを通して吸引することができる。別の実例として、液体含浸剤の相当な量を約0.01秒以内にシートを通して吸引することができる。さらに別の実例として、液体含浸剤の相当な量を約0.001秒以内にシートを通して吸引することができる。ここで、表現「液体含浸剤の相当な量をシートを通して吸引することができる」とは、一般に、液体が透過性シートの第1表面に塗布される割合の少なくとも約50%の割合で、液体を透過性シートの第2表面で液体を吸い出すすなわち吸引することを言う。例えば、液体が透過性シートの第1表面に塗布される割合の少なくとも約65%の割合で、液体を透過性シートの第2表面で吸い出すすなわち吸引することができる。別の実例として、液体が透過性シートの第1表面に塗布される割合の少なくとも約75%の割合で、液体を透過性シートの第2表面で吸い出すすなわち吸引することができる。幅100インチのカーテンの場合、もし幅1インチ当たり約0.3ガロン/分の割合で、液体含浸剤がシートの第1表面に塗布されれば(すなわち、約30ガロン/分)、少なくとも約15ガロン/分の割合で第2表面から液体含浸剤を吸い出すことができる。既に透過性シートに存在する液体(部分的に水和したシート内の液体)は透過性シートの第2表面において吸い出される液体の量の一部を構成することがある。
【0046】
一般に、適当な液体含浸剤は自由に流れることができ、かつ使用する特定の透過性シートと適合しなければならない。液体含浸剤は水性であってもよいし、あるいは他の溶剤を使用することもできる。液体含浸剤は、着色剤、界面活性剤、結合剤、ラテックス、接着剤、封止剤、サイズ剤、難燃剤、消毒剤、コンディショナー、薬剤、洗浄剤、湿潤紙力増強剤、剥離剤、抗微生物剤、等を含有する溶液であってもよい。比較的大量の液体含浸剤を透過性シートの第1表面に塗布し、真空を用いて透過性シートを通して液体含浸剤の相当な量を吸引することは、比較的低い濃度で加えることがある含浸剤に関しては利点がある。例えば、ある種の染料すなわち着色剤は約10重量%以下の濃度で液体含浸剤の中に存在することができる。染料すなわち着色剤は約5重量%以下の濃度で液体含浸剤の中に存在することができる。染料すなわち着色剤は約2重量%以下の濃度で液体含浸剤の中に存在することができる。染料すなわち着色剤は約0.5重量%以下の濃度で液体含浸剤の中に存在することができる。一般に、カチオン直接染料は本発明に有用であると信じられる。そのような直接染料は繊維セルロース系材料の透過性シートに色を付ける場合に有用である。特に有用な染料の1つが、BASFから商標 Fastusol C Blue PR 949L で市販されている第一銅改質モノアゾ化合物である。
【0047】
液体含浸剤の塗布と液体含浸剤の相当な量の透過性シート上の短い滞留時間(例えば、1秒以下)との組合せは、比較的長い滞留時間を持つ従来の含浸法にまさる利点を得ることができる。本発明は、比較的長い時間の間接触した状態にあったり、あるいは大量であったりすると、透過性シートを害したり、劣化させたりする可能性のある含浸剤でも使用することができる。
【0048】
発明者は操作の特定の理論に縛られるべきでないが、透過性シートの全体にわたって液体を一様に分布させるのに幾つかの要因が寄与していると信じられている。それらの要因として、透過性シート上の液体含浸剤の一様な塗布、透過性シートの透過度、透過性シートの均一性、液体含浸剤の粘度、シートを通して液体含浸剤の一部を吸引するための真空の印加、および透過性シートを通して吸引する液体含浸剤の量、がある。
【0049】
透過性シートの全体にわたる液体含浸剤のほぼ一様な塗布は、幾つかのやり方で測定することができる。便利な測定法の1つは、例えば染液などの着色剤を加えることに関するものである。染料に対し受容性のある透過性シートの全体にわたって染液をほぼ一様に塗布することにより、一般に、シートの全体にわたって比較的似ているカラー強度が得られ、かつ筋、帯、線、その他の欠陥が避けられる。シートの全体にわたって特定の場所におけるカラー強度は、通常のカラー強度測定法で決定することができる。典型的なカラー強度測定装置として、HunterColormeter and Bausch & Lomb Spectronic 20 Colorimeter がある。
【0050】
以上、幾つかの好ましい実施例について本発明を説明したが、本発明が記載した特定の実施例に限定されないことは理解されるであろう。それどころか、本発明は特許請求の範囲に記載した発明の精神および発明の範囲に含まれるすべての代替物、修正物、および均等物を包含しているものとする。
【図面の簡単な説明】
【0051】
【図1】透過性シートの全体にわたって圧縮せずに一様に液体含浸剤を塗布する典型的な連続法を示す略図である。
【図2】典型的な液体分配要素の略図である。
【符号の説明】
【0052】
10 液体含浸剤を塗布する典型的な連続法
12 透過性シート
12A,12B シートの表面
14 供給ロール
16 ニップ
18 Sロール機構
20 シート進行手段
22 液体含浸剤塗布手段
24 液体分配要素
26 真空手段
28 真空要素
102 容器
104 液体
106 リザーバ
108 余水路
110 堰
【技術分野】
【0001】
本発明は、透過性シートに液体含浸剤を塗布する方法に関するものである。
【背景技術】
【0002】
透過性シートに液体含浸剤を塗布する方法は多数ある。例えば、染液などの含浸剤は size press 法または dip/dunk and press 法によって透過性シートに塗布することができる。このような方法は、必然的に伴う圧縮力がシートの「かさ」を減らし、かつ「かさ」に関連する望ましい性質を害するので、ある種の用途においては満足な結果が得られないことがある。さらに、このような方法は透過性シートの全体にわたって(例えば、透過性シートの内部にまで)含浸剤を一様に分布させることが困難である。
【0003】
また、染液などの含浸剤は捺染法または霧吹きなどの方法を用いて塗布することができる。捺染法や霧吹きは一般にシートの片面に含浸剤を塗布する。この方法は、シートの両面に含浸剤を塗布する必要がある場合には、さらに複雑さが加わるので、満足な結果が得られないことがある。さらに、このような方法は透過性シートの全体にわたって含浸剤を一様に分布させることが困難である。
【0004】
透過性シートの中に湿式成形法によって作られるものがある。そのようなシートには、湿式成形法に使用する水に含浸剤を加えることによって液体含浸剤を塗布することができる。しかし、このような方法は、もし特にプロセス水を適切にリサイクルさせなければ、含浸剤を相当非効率に使用することになる。
【発明の開示】
【発明が解決しようとする課題】
【0005】
以上から、透過性シートの全体にわたって圧縮せずに一様に液体含浸剤を塗布する実用的な方法が要望されている。また、透過性繊維セルロース系材料の全体にわたって圧縮せずに一様に液体含浸剤を塗布する実用的な方法が要望されている。また、透過性シートの全体にわたって圧縮せずに一様に液体含浸剤を塗布する実用的な装置が要望されている。
【0006】
(定義)
ここに使用する用語「不織布」とは、個々の繊維またはフィラメントが交錯している(但し、識別できる反復する仕方でなく)構造を持つウェブを言う。不織布は、これまで、例えばメルトブローイング (meltblowing) 法、スパンボンディング (spunbonding) 法、湿式成形 (wet-forming) 法、各種のボンデッドカーデッドウェブ (bonded carded web) 法など、この分野で知られた種々の方法で作られてきた。用語「スパンボンデッドウェブ (spunbonded web) 」とは、例えば、非抽出または抽出液体−延伸機構または他の周知のスパンボンディング機構によって、押出しフィラメントの直径(そのあと急激に減少する)を有する紡糸口金にある多数の(通常、円形)細管から溶融した熱可塑性材料をフィラメントとして押し出すことによって作られた小径繊維と(または)フィラメントのウェブを言う。スパンボンデッド不織布の製造法は米国特許第4,340,563号に開示されている。
【0007】
用語「メルトブローン繊維 (meltblown fibers) 」とは、溶融した熱可塑性材料を多数の(通常、円形)ダイスの細管を通して溶融糸またはフィラメントして高速ガス(例えば、空気)流の中に押し出すことによって作られた繊維を言う。高速ガス流は溶融した熱可塑性材料のフィラメントを細長化してそれらの直径を、微小繊維の直径まで細くすることができる。そのあと、メルトブローン繊維は高速ガス流によって運ばれて集積面の上に堆積され、無秩序に分配されたメルトプローン繊維のウェブが形成される。メルトブローン法は周知であり、NRL Report 4364, “Manufacture of Super-Fine Organic Fibers”by V.A. Wendt, E.L. Boone, and C.D. Fluharty; NRL Report 5265, “An Improved Device for the Formation of Super-Fine Thermoplastic Fibers ”by K.D. Lawrence, R.T.Lukas, and J.A. Young; および米国特許第3,849,241号(1974年11月19日発行)を含む、種々の特許文献や刊行物に掲載されている。
【0008】
用語「微小繊維(microfibers)」とは、約100ミクロン以下の平均直径、例えば約0.5〜50ミクロンの平均直径を有する小径繊維を言う。より詳細には、微小繊維は約1〜20ミクロンの平均直径を有することもある。約3ミクロン以下の平均直径を有する微小繊維は一般に超微小繊維(ultra-fine microfibers) と呼ばれる。超微小繊維を製造する典型的な方法が、例えば米国特許第5,213,881号(発明の名称“A Nonwoven Web with Improved Barrier Properties ”)に開示されている。
【0009】
用語「繊維セルロース系材料(fiberous cellulosic materials ) 」とは、個々の繊維またはフィラメントが交錯した(但し、識別できる反復する仕方でなく)構造を有するセルロース系繊維(例えば、パルプ)を含む不織布を言う。このようなウェブは、これまで、例えば空気成形法、湿式成形法、および(または)製紙法など、この分野で知られた種々の不織布製造法によって作られてきた。典型的な繊維セルロース系材料として、紙、ティシュー、等がある。このような材料は、例えば、カレンダリング、クレーピング、水力ニードリング(hydraulicneedling) 、水力絡み合い(hydraulic entangling) などの方法を用いて処理し、望ましい性質を付与することができる。一般に、繊維セルロース系材料は、合成原料または木質や非木質植物などの原料から得られるセルロース繊維から作ることができる。木質植物として、例えば、落葉樹や針葉樹がある。非木質植物として、例えば、綿、亜麻、ハネガヤ、草、トウワタ、麦わら、ジュート、麻、バガス(サトウキビの搾りかす)がある。セルロース繊維は、例えば、熱処理、化学的処理、および(または)機械的処理など、種々の処理によって改質することができる。再生および(または)合成セルロース繊維は、繊維セルロース系材料の他のセルロース繊維と一緒に使用することもできるし、ブレンドすることもできると予想される。また、繊維セルロース系材料は、セルロース系繊維と1以上の非セルロース系繊維と(または)フィラメントを含む複合材料であってもよい。繊維セルロース系材料の説明が、例えば、米国特許第5,284,703号に記載されている。
【0010】
用語「パルプ(pulp) 」とは、木質および非木質植物などの原料から得られる繊維セルロース系材料を言う。木質植物には、例えば、落葉樹や針葉樹がある。非木質植物には、例えば、綿、亜麻、ハネガヤ、草、トウワタ、麦わら、ジュート、麻、バガス(サトウキビや甜菜の搾りかす)が含まれる。パルプは、例えば、熱処理、化学的処理および(または)機械的処理など、種々の処理によって改質することができる。
【0011】
用語「溶液」とは、1以上の物質(例えば、溶媒)の中に1以上の物質(例えば、溶質)が比較的一様に分散している混合物を言う。一般に、溶媒は、例えば水や(または)液体の混合物などの液体であってもよい。溶媒は、沈殿防止剤、粘度調整剤、等の添加物を含むことができる。溶媒は、溶媒中に適切なレベル(例えば、イオンレベル、分子レベル、コロイド粒子レベル、または懸濁した固体として)で一様に分散するのに適したどんな物質であってもよい。例えば、溶液は、イオン、分子、またはコロイド粒子の一様に分散した混合物であってもよいし、あるいは機械的懸濁さえもを含むことができる。
【0012】
用語「透過性」および「透過度」とは、特定の多孔質材料を通過する、例えばガスなどの流体の能力を言う。透過度は、材料の単位面積当たりの単位時間当たりの容積の単位(例えば、ft3/分/ft2)で表現される。透過度は、Frazier Precision Instrument Company から入手可能な Frazier Air Permeability Tester を使用し、試料サイズが7″×7″でなく、8″×8″であることを除き、Federal Test Method 5450, Standard No. 191A に従って測定することによって決定した。透過度は、一般には、透過性シートを通過する空気、その他のガスの能力を表しているが、十分なレベルのガス透過度は、本発明の実施を可能にする液体透過度のレベルに相当することがある。例えば、十分なレベルのガス透過度は、真空またはガス圧力などの駆動力の助けを借りてまたは借りずに、液体が透過性シートを通過することを許す。
【0013】
用語「層流」および「層状に流れる」とは、管内の流体の流れ(例えば、液体の流れ)の状態であって、流体の粒子すなわち流れが混じらずに流れの軸線に対し平行に移動していることを言う。層流は、流れの散乱パターンとして特徴付けられる乱流とは区別される。本発明の目的にとって、層流は、概して静かな、滑らかな、ゆったりした流れであり、層流のレイノルズ数の定義に限定するつもりはない。
【0014】
用語「かさ(bulk) 」とは、Testing Machines Incorporated ( 米国 )から入手可能な Model 49-70 厚さ試験器で測定された試料の厚さを言う。厚さ試験器は直径2インチの円形脚部を備えており、測定は約0.2ポンド/in2 (psi)の圧力を加えて行なった。実質上乾燥した(すなわち、通常の方法で測定して約10重量パーセント以下の水分を有する)試料のかさ測定値を「乾燥かさ」と呼ぶことがある。
【0015】
語「直接染着性(substantive)」とは、一般に、溶液内の物質がある種の吸収によって透過性シートの繊維または他の構成要素に直接染着されることを言う。例えば、セルロース系繊維材料などのある種の繊維材料によって選択的に吸収することができる水溶液内の水溶性染料は、セルロース系繊維に対し直接染着性を有すると見なされる。
【課題を解決するための手段】
【0016】
本発明は、上に述べた問題点を解決するため、透過性シートの全体にわたって圧縮せずに一様に液体含浸剤を塗布する連続法を提供する。本方法は、1)第1表面と第2表面を持つ透過性シートを連続して進行させること、2)連続して進行している透過性シートの第1表面に液体含浸剤のほぼ層状に流れるカーテンを塗布すること、3)連続して進行している透過性シートの第2表面に真空を加えること、および4)透過性シートを通して液体含浸剤の相当な量を吸引し、透過性シートの全体にわたって液体含浸剤のほぼ一様な分布を生じさせること、の諸ステップから成っている。本方法は、さらに、液体が含浸した透過性シートを乾燥させるステップを含むことがある。
【0017】
本発明に従って、液体含浸剤で処理された透過性シートの乾燥かさは同じ未処理の透過性シートの乾燥かさの約15%の範囲内にすべきである。液体含浸剤で処理された透過性シートの乾燥かさは同じ未処理の透過性シートの乾燥かさとほぼ同じであることが望ましい。
【0018】
一般に、透過性シートは、処理前にほぼ乾燥したシートについて測定したとき、少なくとも約20cfm/ft2の透過度を有することがある。例えば、透過性シートは、処理前にほぼ乾燥したシートについて測定したとき、50〜200cfm/ft2の透過度を有することがある。
【0019】
液体含浸剤の連続してほぼ層状に流れるカーテンは、幅1インチ当たり少なくとも約0.15ガロン/分の割合で透過性シートに塗布することができる。例えば、液体含浸剤は幅1インチ当たり少なくとも約0.2ガロン〜0.75ガロン/分の割合で透過性シートに塗布することができる。本発明の一実施例では、液体含浸剤は自由に流れることができなければならず、約0.4〜20センチポアズの粘度を有することができる。本発明の別の実施例では、液体含浸剤は透過性シート内の特定の材料に対し直接染着性を有する含浸剤であってもよい。例えば、液体含浸剤はセルロース系材料に対し直接染着性を有する染液であってもよい。
【0020】
本発明に従って、液体含浸剤の塗布とほぼ同時に真空を加えることができる。一般に、真空レベルは透過性シートを通して含浸剤の相当な量を吸引する程度にすべきである。実例として、真空レベルは約60インチ(水柱)以上にすることができる。別の実例として、真空レベルは約60〜270インチ(水柱)にすることができる。本発明の別の実施例では、透過性シートを通して液体含浸剤の一部のみが吸引されて透過性シートの全体にわたって液体含浸剤の不均一な分布が生じるように、真空レベルを調整することができる。例えば、透過性シートを通して液体含浸剤の一部のみが吸引されて透過性シートの第1表面と第2表面の間に液体含浸剤の漸次変化する分布が生じるように、真空レベルを調整することができる。
【0021】
透過性シートは、例えば、織布、メリヤス生地、不織布、繊維バット、繊維マット、およびそれらの組合せであってもよい。透過性シートは透過性の不織繊維セルロース系材料であることが望ましい。典型的な不織繊維セルロース系材料には、不織繊維セルロース系複合材料、セルロース系ティッシュー材料、不織繊維セルロース系積層材料、およびそれらの組合せがある。不織繊維セルロース系複合材料は、パルプ成分と連続フィラメント成分と(または)他の不織繊維成分から成るものであってもい。透過性シートが繊維セルロース系材料成分を含んでいる場合には、液体含浸剤の連続してほぼ層状に流れるカーテンを塗布する前に、繊維セルロース系材料を少なくとも部分的に水和させることができる。例えば、透過性シートは少なくとも約20重量%(固体材料)のコンシステンシーを有することができる。別の実例として、透過性シートは少なくとも約30重量%(固体材料)のコンシステンシーを有することができる。透過性シートは、例えば、化学エッチング、化学酸化、イオンボンバードメント、ブラズマ処理、火炎処理、熱処理、およびコロナ放電処理などの表面改質法を用いて前処理することができる。
【0022】
本発明は、さらに、上に述べた方法に従って作られた液体含浸剤処理シートを提供する。この液体含浸剤処理シートは、1)透過性シートと、2)シートの全体にわたって液体含浸剤のほぼ一様な分布とから成っている。本発明に従って、処理されたシートは同じ未処理のシートの約15%の範囲内の乾燥かさを持つように構成されている。上に述べた方法に従って作られた液体含浸剤処理シートは、1)透過性の不織繊維セルロース系材料と、2)不織繊維セルロース系材料の全体にわたって液体含浸処理剤のほぼ一様な分布、とから成る液体含浸剤処理不織繊維セルロース系材料であってもよい。この場合、処理された不織繊維セルロース系材料は同じ未処理の不織繊維セルロース系材料の約15%の範囲内の乾燥かさを持つようになっている。液体含浸剤処理不織繊維セルロース系材料は同じ未処理の不織繊維セルロース系材料とほぼ同じ乾燥かさを持つことができる。
【0023】
本発明は、さらに、透過性シートの全体にわたって圧縮せずに一様に液体含浸剤を塗布する短滞留時間式連続法を提供する。本方法は、1)第1表面と第2表面をもつ透過性シートを連続して進行させること、2)連続して進行している透過性シートの第1表面の上に液体含浸剤のほぼに層状に流れるカーテンを塗布すること、3)液体含浸剤の塗布とほぼ同時に、連続して進行している透過性シートの第2表面に真空を加えること、および4)透過性シートを通して液体含浸剤の相当な量を約1秒以内に吸引し、透過性シートの全体にわたって液体含浸剤のほぼ一様な分布を生じさせること、の諸ステップから成っている。
【0024】
本発明に従って、透過性シートを通して液体含浸剤の相当な量を約0.1秒以内に吸引することができる。例えば、透過性シートを通して液体含浸剤の相当な量を約0.01秒以内に吸引することができる。別の実例として、透過性シートを通して液体含浸剤の相当な量を約0.001秒以内に吸引することができる。
【0025】
本発明は、さらに、透過性シートの全体にわたって圧縮せずに一様に液体含浸処理剤を連続して塗布する装置を提供する。本装置は、1)第1表面と第2表面をもつ透過性シートを連続して進行させる手段、2)連続して進行している透過性シートの第1表面に液体含浸剤のほぼ層状に流れるカーテンを塗布する手段、および3)連続して進行している透過性シートの第2表面に接触して透過性シートを通して液体含浸剤を吸引し、透過性シートの全体にわたって液体含浸剤のほぼ一様な分布を生じさせる真空手段から成っている。
【0026】
本発明の一実施例の場合、透過性シートを進行させる手段は、例えば移動有孔ベルト、透過性の布、ネット、ウェブ、または同種の物であってもよい。透過性シートは自立していて、可動ベルトまたは同種の物で搬送する必要がないことを想定している。
【0027】
本発明に従って、液体含浸剤のほぼ層状に流れるカーテンを塗布する手段は少なくとも1個の液体分配要素で構成することができる。例えば、多数の液体分配要素を一列に配置することができる。液体含浸剤をほぼ層状に流れるカーテンを塗布する手段は、幅1インチ当たり少なくとも約0.15ガロン/分の流量を取り扱うように構成することが望ましい。例えば、液体含浸剤のほぼ層状に流れるカーテンを塗布する手段は、幅1インチ当たり少なくとも約0.2〜0.75ガロン/分の流量を取り扱うように構成すべきである。液体分配要素は液体の層流が生じるように構成された余水路であってもよい。液体分配要素は液体の層流が生じるように構成された余水路と乱流除去リザーバで構成することができる。
【0028】
真空手段は少なくとも1個の真空要素で構成することができる。例えば、多数の真空要素を一列に配置することができる。真空要素は、例えば真空スロットなどの通常の真空流路であってもよい。真空手段は透過性シートの第1表面に塗布される少なくとも同じ流量に相当する液体含浸剤の流量を取り扱うように構成すべきである。例えば、真空手段は(透過性シートの第1表面に塗布される)カーテンの幅1インチ当たり少なくとも約0.15ガロン/分に相当する流量を取り扱うように構成すべきである。例えば、真空手段は(透過性シートの第1表面に塗布される)カーテンの幅1インチ当たり少なくとも約0.2〜0.75ガロン/分に相当する流量を取り扱うように構成すべきである。
【発明を実施するための最良の形態】
【0029】
図1に、透過性シートの全体にわたって圧縮せずに一様に液体含浸剤を塗布する典型的な連続法10を示す。
【0030】
本発明に従って、供給ロール14が矢印の方向に回転すると、供給ロール14から透過性シート12が繰り出され、回転方向矢印に対応する方向に進行する。透過性シート12を1以上のシート製造法によって製造した後、供給ロール14に巻き取らずに、直接に本発明の連続法10へ進めることができる。典型的なシート製造法として、メルトブローイング法、スパンボンディング法、ボンデッドカーデッドウェブ製造法、湿式堆積法、等がある。
【0031】
シートを改質するために、透過性シートを前処理部に通すことができる。例えば、所望する物理的特性および(または)テキスチャー特性を得るために、ポイント付きまたはパターン付き平ロールでシートをカレンダーすることができる。さらに、透過性シートの全体にわたって圧縮せずに一様に液体含浸剤を塗布する連続法に進む前に、種々の既知の表面改質法によってシートの表面の少なくとも一部分を改質することができる。典型的な表面改質法として、例えば、化学エッチング、化学酸化、イオンボンバードメント、プラズマ処理、火炎処理、熱処理および(または)コロナ放電処理がある。
【0032】
透過性シートは、例えば、ボンデッドカーデッドウェブ、スパンボンデッドウェブ、メルトブローン繊維ウェブ、同じ種類の繊維ウェブを含む積層繊維ウェブ、または異なる種類の繊維ウェブを含む積層繊維ウェブなど、不織繊維ウェブであってもよい。もし透過性シートがメルトブローン繊維ウェブであれば、透過性シートはメルトブローン微小繊維を含むことがある。これらの不織布は熱可塑性ポリマーまたは熱硬化性ポリマーから作ることができる。不織布がポリオレフィンから作られている場合には、ポリオレフィンは、ポリエチレン、ポリプロピレン、ポリブテン、エチレン共重合体、ポリピレン共重合体、およびブテン共重合体であってもよい。繊維および(または)フィラメントは、種々の顔料、添加物、増強剤、流動調整剤、および同種のものを含有する混合物から作ることができる。そのような布が、Kimberly-Clark Corporation の米国特許第4,041,203号、同第4,374,888号、および同第4,753,843号に記載されている。
【0033】
透過性シートは2以上の異なる繊維の混合物、または繊維と粒状物の混合物から成る複合材料の不織布であってもよい。このような混合物は、米国特許第4,100,324号に開示されているように、集積装置の上にメルトブローン繊維が集積される前に、メルトブローン繊維と他の材料、例えば木質パルプ、ステープルファイバー、粒状物(活性炭、シリカ、一般に超吸収物質と呼ばれる親水コロイド(ヒドロゲル)粒子など)とが互いに密接に絡まり、混じり合い、無秩序に分散したメルトブローン繊維と他の材料から成る凝集ウェブが形成されるように、メルトブローン繊維を運んでいるガス流に上記の繊維と(または)粒状物を添加することによって作ることができる。
【0034】
もし透過性シートが不織布であれば、繊維間結合により不織布内の繊維材料を結合させて凝集ウェブ構造を形成することができる。繊維間結合は、個々のメルトブローン繊維、カーデッド繊維、スパンボンドフィラメント、および(または)他の繊維材料間の絡み合いによって生み出すことができる。ある種の繊維の絡み合いは、メルトブローン法、ボンディング・カーディング法、および(または)スパンボンド法に固有のものであるが、例えば水力絡み合い法または水力ニードルパンチング法などによって生み出すこともできるし、あるいは絡み合いを強化することもできる。代わりに、または追加して、接着剤を用いて所望の繊維間結合を強化することもできる。もし透過性シート内の繊維材料の少なくとも一部分がセルロース系繊維材料であれば、ある種の繊維間結合は「紙」結合に寄与することができる。
【0035】
透過性シート(処理前)は約15〜200 gsm の坪量を有する。例えば、透過性シートは約25〜100 gsm の坪量を有する。透過性シートは約20〜90 gsm の坪量を有することが望ましい。
【0036】
透過性シート12は逆S字形通路内のSロール機構18のニップ16を通過する。次に、透過性シート12はSロール機構18から液体含浸剤処理工程の間透過性シートを連続して進行させる手段20へ進む。一般に、透過性シートを連続して進行させる手段20は、例えば移動有孔ベルト、透過性繊維、ネット、ウェブ、または同種の物であってもよい。透過性シート12は自立しており、移動ベルト上で搬送する必要がないことを想定している。
【0037】
次に、透過性シート12は、連続して進行する透過性シートの表面12Aに液体含浸剤のほぼ層状に流れるカーテンを塗布する手段22の下を通過する。本発明に従って、液体含浸剤のほぼ層状に流れるカーテンを塗布する手段22は、少なくとも1個の液体分配要素24で構成することができる。例えば、多数の液体分配要素24を一列に配置することができる。液体分配要素24は液体含浸剤の層流が生じるように構成された余水路であってもよい。液体分配要素24は乱流除去リザーバと液体の層流が生じるように構成された余水路とで構成することができる。
【0038】
図2に、典型的な液体分配要素24(必ずしも縮尺でない)を示す。液体分配要素24は、基本的に液体104を供給する入口(図示せず)、リザーバ106、余水路108、および堰110を備えた大型の容器102である。一般に、入口はリザーバ106内の液体の乱流を除去するように設計すべきである。通常の乱流除去方法および(または)装置を使用することができる。典型的な乱流除去方法としては、例えば、羽根またはフィンを付加する方法、流量を調整する方法、および(または)リザーバおよび(または)入口(図示せず)の寸法を加減する方法がある。液体104は入口(図示せず)から液体分配要素24に入り、堰110を通過してリザーバ106に入る。堰110はリザーバ106内の乱流を除去するためのものである。次に、液体104は、滑らかに湾曲し、連続して同じ高さの表面を有する余水路108の上をほぼ層流として通過する。余水路108の最下部リップは透過性シートの上方の非常に近い距離に置くことが望ましい。例えば、余水路108の最下部リップは、液体が自由落下しなければならない距離を最小にするため、透過性シートの上方1インチ以下の距離に置くことができる。余水路は別の通常構造を有するものでもよい。例えば、余水路は真っ直ぐな、縦溝付きの、あるいはパターン付きの余水路であってもよい。
【0039】
液体含浸剤の連続してほぼ層状に流れるカーテンを塗布する手段22は、カーテン幅1インチ当たり少なくとも約0.15ガロン/分の流量を取り扱うように構成すべきである。例えば、液体含浸剤の連続してほぼ層状に流れるカーテンを塗布する手段22は、幅1インチ当たり少なくとも約0.2〜0.75ガロン/分の流量を取り扱うように構成すべきである。カーテンの幅は、含浸剤で処理すべき繊維材料の幅を横切って延ばすのに適しているどんな幅でもよい。9フィート以上の幅を考えているが、そのような幅では、液体分配要素への流入量は75ガロン/分を越えるかも知れない。一般に、液体含浸剤の連続してほぼ層状に流れるカーテンは、透過性シートに塗布されると、比較的薄い膜の形をとることがある。カーテンの厚さは、例えば、粘度、流量、および液体分配要素の設計などの要因によって決まる。カーテンの厚さは約1〜10mmがよいが、他の厚さを用いてもよい。
【0040】
液体のカーテンの流量と層流は、一般に、透過性シートの構造が乱れるのを避けることを意図している。これは、例えば、特にウェブすなわちシートの構造内の構成要素(例えば、繊維)をほぐし、絡ませる、および(または)より合わせる液体の流れを特に意図している「水力絡め合い(hydraulic entangling) )などの工程とは対照的な立場にある。
【0041】
図1に戻って、液体分配要素24のそばに、連続して進行する透過性シートの第2表面に真空を加える手段26が配置されている。真空は、液体含浸剤の塗布とほぼ同時に加えることが望ましい。一般に、真空手段26は少なくとも1個の真空要素28で構成することができる。真空要素28は、例えば真空スロットなど、通常の真空流路であってもよい。真空手段26は、液体塗布手段22からの流量に相当する液体含浸剤の流量を制御するように構成すべきである。
【0042】
透過性シートの第2表面12Bに真空を加えると、透過性シートの第1表面Aからシートを通して液体含浸剤の相当な量が吸引される。一般に、このように液体含浸剤が透過性シートを通過することにより、透過性シートの全体にわたって液体含浸剤がほぼ一様に分配されると考えられる。一般に、液体含浸剤の望ましいほぼ一様な分布を生じさせるための液体含浸剤の吸い出しは、処理前にほぼ乾燥したシートについて測定したとき、シートが少なくとも約20cfm/ft2の透過度を有していれば達成できる。例えば、処理前にほぼ乾燥したシートについて測定したとき、シートの透過度は約50〜200cfm/ft2である。もしシートが透過度が不十分であれば、液体含浸剤が第1表面にたまって、シートを通って不均一に集まったり、吸収されたり、あるいは拡散したりする。
【0043】
次に、透過性シート12は乾燥工程(図示せず)へ進むことができる。典型的な乾燥工程として、赤外線放射、ヤンキー乾燥機、蒸気缶、マイクロ波、熱風気および(または)通気乾燥法、および超音波エネルギーを組み入れた方法がある。
【0044】
本発明に従って、液体含浸剤は自由に流れることができなければならない。例えば、液体含浸剤は約0.4〜20センチポアズの粘度を持つことができる。低粘度の液体は乱流になる傾向があり、約1.0センチポアズ程度の液体粘度が一般に望ましいとみなされている。しかし、本発明の実施には、より高い粘度の液体含浸剤を使用できると考えられる。発明者は作用の特定の理論に縛られるべきでないが、加えた真空の助けを借りて液体含浸剤がシートを通って自由に(かつ比較的大量に)流れることが、シートの全体にわたって液体含浸剤のほぼ一様な分布を向上させると考えられる。
【0045】
本発明に従って、液体含浸剤の相当な量を約1秒以内にシートを通して吸引し、透過性シートの全体にわたって液体含浸剤をほぼ一様に分布させることができる。例えば、液体含浸剤の相当な量を約0.1秒以内にシートを通して吸引することができる。別の実例として、液体含浸剤の相当な量を約0.01秒以内にシートを通して吸引することができる。さらに別の実例として、液体含浸剤の相当な量を約0.001秒以内にシートを通して吸引することができる。ここで、表現「液体含浸剤の相当な量をシートを通して吸引することができる」とは、一般に、液体が透過性シートの第1表面に塗布される割合の少なくとも約50%の割合で、液体を透過性シートの第2表面で液体を吸い出すすなわち吸引することを言う。例えば、液体が透過性シートの第1表面に塗布される割合の少なくとも約65%の割合で、液体を透過性シートの第2表面で吸い出すすなわち吸引することができる。別の実例として、液体が透過性シートの第1表面に塗布される割合の少なくとも約75%の割合で、液体を透過性シートの第2表面で吸い出すすなわち吸引することができる。幅100インチのカーテンの場合、もし幅1インチ当たり約0.3ガロン/分の割合で、液体含浸剤がシートの第1表面に塗布されれば(すなわち、約30ガロン/分)、少なくとも約15ガロン/分の割合で第2表面から液体含浸剤を吸い出すことができる。既に透過性シートに存在する液体(部分的に水和したシート内の液体)は透過性シートの第2表面において吸い出される液体の量の一部を構成することがある。
【0046】
一般に、適当な液体含浸剤は自由に流れることができ、かつ使用する特定の透過性シートと適合しなければならない。液体含浸剤は水性であってもよいし、あるいは他の溶剤を使用することもできる。液体含浸剤は、着色剤、界面活性剤、結合剤、ラテックス、接着剤、封止剤、サイズ剤、難燃剤、消毒剤、コンディショナー、薬剤、洗浄剤、湿潤紙力増強剤、剥離剤、抗微生物剤、等を含有する溶液であってもよい。比較的大量の液体含浸剤を透過性シートの第1表面に塗布し、真空を用いて透過性シートを通して液体含浸剤の相当な量を吸引することは、比較的低い濃度で加えることがある含浸剤に関しては利点がある。例えば、ある種の染料すなわち着色剤は約10重量%以下の濃度で液体含浸剤の中に存在することができる。染料すなわち着色剤は約5重量%以下の濃度で液体含浸剤の中に存在することができる。染料すなわち着色剤は約2重量%以下の濃度で液体含浸剤の中に存在することができる。染料すなわち着色剤は約0.5重量%以下の濃度で液体含浸剤の中に存在することができる。一般に、カチオン直接染料は本発明に有用であると信じられる。そのような直接染料は繊維セルロース系材料の透過性シートに色を付ける場合に有用である。特に有用な染料の1つが、BASFから商標 Fastusol C Blue PR 949L で市販されている第一銅改質モノアゾ化合物である。
【0047】
液体含浸剤の塗布と液体含浸剤の相当な量の透過性シート上の短い滞留時間(例えば、1秒以下)との組合せは、比較的長い滞留時間を持つ従来の含浸法にまさる利点を得ることができる。本発明は、比較的長い時間の間接触した状態にあったり、あるいは大量であったりすると、透過性シートを害したり、劣化させたりする可能性のある含浸剤でも使用することができる。
【0048】
発明者は操作の特定の理論に縛られるべきでないが、透過性シートの全体にわたって液体を一様に分布させるのに幾つかの要因が寄与していると信じられている。それらの要因として、透過性シート上の液体含浸剤の一様な塗布、透過性シートの透過度、透過性シートの均一性、液体含浸剤の粘度、シートを通して液体含浸剤の一部を吸引するための真空の印加、および透過性シートを通して吸引する液体含浸剤の量、がある。
【0049】
透過性シートの全体にわたる液体含浸剤のほぼ一様な塗布は、幾つかのやり方で測定することができる。便利な測定法の1つは、例えば染液などの着色剤を加えることに関するものである。染料に対し受容性のある透過性シートの全体にわたって染液をほぼ一様に塗布することにより、一般に、シートの全体にわたって比較的似ているカラー強度が得られ、かつ筋、帯、線、その他の欠陥が避けられる。シートの全体にわたって特定の場所におけるカラー強度は、通常のカラー強度測定法で決定することができる。典型的なカラー強度測定装置として、HunterColormeter and Bausch & Lomb Spectronic 20 Colorimeter がある。
【0050】
以上、幾つかの好ましい実施例について本発明を説明したが、本発明が記載した特定の実施例に限定されないことは理解されるであろう。それどころか、本発明は特許請求の範囲に記載した発明の精神および発明の範囲に含まれるすべての代替物、修正物、および均等物を包含しているものとする。
【図面の簡単な説明】
【0051】
【図1】透過性シートの全体にわたって圧縮せずに一様に液体含浸剤を塗布する典型的な連続法を示す略図である。
【図2】典型的な液体分配要素の略図である。
【符号の説明】
【0052】
10 液体含浸剤を塗布する典型的な連続法
12 透過性シート
12A,12B シートの表面
14 供給ロール
16 ニップ
18 Sロール機構
20 シート進行手段
22 液体含浸剤塗布手段
24 液体分配要素
26 真空手段
28 真空要素
102 容器
104 液体
106 リザーバ
108 余水路
110 堰
【特許請求の範囲】
【請求項1】
透過性シートの全体にわたって一様に液体含浸剤を塗布する連続法であって、
第1表面と第2表面を持つ透過性シートを連続して進行させること、
連続して進行している前記透過性シートの第1表面に液体含浸剤のほぼ層状に流れるカーテンを塗布すること、
連続して進行している透過性シートの第2表面に、前記液体含浸剤のカーテンを塗布する位置の近傍にて、真空を加えること、および
透過性シートを通して液体含浸剤の相当な量を吸引し、透過性シートの全体にわたって液体含浸剤のほぼ一様な分布を生じさせること、
液体を含浸した透過性シートを乾燥させること、の諸ステップから成ることを特徴とする方法。
【請求項2】
液体含浸剤で処理した透過性シートの乾燥かさが、同様な未処理の透過性シートの乾燥かさの約15%の範囲内にあることを特徴とする請求項1に記載の方法。
【請求項3】
液体含浸剤で処理した透過性シートの乾燥かさが、同様な未処理透過性シートの乾燥かさとほぼ同じであることを特徴とする請求項3に記載の方法。
【請求項4】
透過性シートが、処理前にほぼ乾燥したシートについて測定したとき、少なくとも約 約0.0051m3/s/m2(20cfm/ft2)の透過度を有することを特徴とする請求項1に記載の方法。
【請求項5】
液体含浸剤のほぼ層状に流れるカーテンを、該カーテンの幅1cmあたり少なくとも約0.22リットル(1インチ当たり約0.15ガロン/分)の割合で塗布することを特徴する請求項1に記載の方法。
【請求項6】
着色剤、界面活性剤、結合剤、ラテックス、接着剤、封止剤、サイズ剤、難燃剤、消毒剤、コンディショナー、薬剤、洗浄剤、湿潤紙力増強剤、剥離剤、および抗微生物剤を含む溶液から液体含浸剤を選択することを特徴とする請求項1に記載の方法。
【請求項7】
液体含浸剤が、約0.4〜20センチポアズの粘度を有することを特徴とする請求項1に記載の方法。
【請求項8】
透過性シートを、織布、メリヤス生地、不織布、繊維バット、繊維マット、およびそれらの組合せから選択することを特徴とする請求項1に記載の方法。
【請求項9】
透過性シートを、化学エッチング、化学酸化、イオンボンバードメント、プラズマ処理、火炎処理、熱処理、およびコロナ放電処理から選択した表面改質法を用いて前処理することを特徴とする請求項1に記載の方法。
【請求項10】
当該方法が、前記透過性シートを実質的に圧縮することなく実行されることを特徴とする請求項1に記載の方法。
【請求項11】
透過性シートの全体にわたって液体含浸剤を塗布する連続法であって、
第1表面と第2表面を持つ透過性シートを連続して進行させること、
連続して進行している前記透過性シートの第1表面に液体含浸剤のほぼ層状に流れるカーテンを塗布すること、
連続して進行している透過性シートの第2表面に、前記液体含浸剤のカーテンを塗布する位置の近傍にて、真空を加えること、および
透過性シートを通して液体含浸剤の一部のみが吸引されて透過性シートの全体にわたって液体含浸剤の不均一な分布が生じるように、真空レベルを調整すること、
液体を含浸した透過性シートを乾燥させること、の諸ステップから成ることを特徴とする方法。
【請求項12】
透過性シートの内部の全体にわたって液体含浸剤を連続的に塗布する装置であって、
第1表面と第2表面をもつ透過性シートを連続して進行させる手段と、
連続して進行している透過性シートの第1表面に液体含浸剤のほぼ層状に流れるカーテンを塗布する手段と、
連続して進行している透過性シートの第2表面に、前記液体含浸剤のカーテンを塗布する位置の近傍にて接触し、透過性シートを通して液体含浸剤の少なくとも一部を吸引する真空手段とを備えていることを特徴とする装置。
【請求項13】
透過性シートを進行させる手段が、移動有孔ベルトから成ることを特徴とする請求項12に記載の装置。
【請求項14】
液体含浸剤を塗布する手段が、少なくとも1個の液体分配要素から成ることを特徴とする請求項12に記載の装置。
【請求項15】
液体分配要素が、液体の層流が生じるように構成された余水路から成ることを特徴とする請求項14に記載の装置。
【請求項16】
前記液体分配要素が、乱流除去リザーバと、液体の層流が生じるように構成された余水路とから成ることを特徴とする請求項14に記載の装置。
【請求項17】
真空要素が、少なくとも1つの真空スロットから成ることを特徴とする請求項12に記載の装置。
【請求項1】
透過性シートの全体にわたって一様に液体含浸剤を塗布する連続法であって、
第1表面と第2表面を持つ透過性シートを連続して進行させること、
連続して進行している前記透過性シートの第1表面に液体含浸剤のほぼ層状に流れるカーテンを塗布すること、
連続して進行している透過性シートの第2表面に、前記液体含浸剤のカーテンを塗布する位置の近傍にて、真空を加えること、および
透過性シートを通して液体含浸剤の相当な量を吸引し、透過性シートの全体にわたって液体含浸剤のほぼ一様な分布を生じさせること、
液体を含浸した透過性シートを乾燥させること、の諸ステップから成ることを特徴とする方法。
【請求項2】
液体含浸剤で処理した透過性シートの乾燥かさが、同様な未処理の透過性シートの乾燥かさの約15%の範囲内にあることを特徴とする請求項1に記載の方法。
【請求項3】
液体含浸剤で処理した透過性シートの乾燥かさが、同様な未処理透過性シートの乾燥かさとほぼ同じであることを特徴とする請求項3に記載の方法。
【請求項4】
透過性シートが、処理前にほぼ乾燥したシートについて測定したとき、少なくとも約 約0.0051m3/s/m2(20cfm/ft2)の透過度を有することを特徴とする請求項1に記載の方法。
【請求項5】
液体含浸剤のほぼ層状に流れるカーテンを、該カーテンの幅1cmあたり少なくとも約0.22リットル(1インチ当たり約0.15ガロン/分)の割合で塗布することを特徴する請求項1に記載の方法。
【請求項6】
着色剤、界面活性剤、結合剤、ラテックス、接着剤、封止剤、サイズ剤、難燃剤、消毒剤、コンディショナー、薬剤、洗浄剤、湿潤紙力増強剤、剥離剤、および抗微生物剤を含む溶液から液体含浸剤を選択することを特徴とする請求項1に記載の方法。
【請求項7】
液体含浸剤が、約0.4〜20センチポアズの粘度を有することを特徴とする請求項1に記載の方法。
【請求項8】
透過性シートを、織布、メリヤス生地、不織布、繊維バット、繊維マット、およびそれらの組合せから選択することを特徴とする請求項1に記載の方法。
【請求項9】
透過性シートを、化学エッチング、化学酸化、イオンボンバードメント、プラズマ処理、火炎処理、熱処理、およびコロナ放電処理から選択した表面改質法を用いて前処理することを特徴とする請求項1に記載の方法。
【請求項10】
当該方法が、前記透過性シートを実質的に圧縮することなく実行されることを特徴とする請求項1に記載の方法。
【請求項11】
透過性シートの全体にわたって液体含浸剤を塗布する連続法であって、
第1表面と第2表面を持つ透過性シートを連続して進行させること、
連続して進行している前記透過性シートの第1表面に液体含浸剤のほぼ層状に流れるカーテンを塗布すること、
連続して進行している透過性シートの第2表面に、前記液体含浸剤のカーテンを塗布する位置の近傍にて、真空を加えること、および
透過性シートを通して液体含浸剤の一部のみが吸引されて透過性シートの全体にわたって液体含浸剤の不均一な分布が生じるように、真空レベルを調整すること、
液体を含浸した透過性シートを乾燥させること、の諸ステップから成ることを特徴とする方法。
【請求項12】
透過性シートの内部の全体にわたって液体含浸剤を連続的に塗布する装置であって、
第1表面と第2表面をもつ透過性シートを連続して進行させる手段と、
連続して進行している透過性シートの第1表面に液体含浸剤のほぼ層状に流れるカーテンを塗布する手段と、
連続して進行している透過性シートの第2表面に、前記液体含浸剤のカーテンを塗布する位置の近傍にて接触し、透過性シートを通して液体含浸剤の少なくとも一部を吸引する真空手段とを備えていることを特徴とする装置。
【請求項13】
透過性シートを進行させる手段が、移動有孔ベルトから成ることを特徴とする請求項12に記載の装置。
【請求項14】
液体含浸剤を塗布する手段が、少なくとも1個の液体分配要素から成ることを特徴とする請求項12に記載の装置。
【請求項15】
液体分配要素が、液体の層流が生じるように構成された余水路から成ることを特徴とする請求項14に記載の装置。
【請求項16】
前記液体分配要素が、乱流除去リザーバと、液体の層流が生じるように構成された余水路とから成ることを特徴とする請求項14に記載の装置。
【請求項17】
真空要素が、少なくとも1つの真空スロットから成ることを特徴とする請求項12に記載の装置。
【図1】


【図2】
【図2】
【公開番号】特開2006−22470(P2006−22470A)
【公開日】平成18年1月26日(2006.1.26)
【国際特許分類】
【出願番号】特願2005−236539(P2005−236539)
【出願日】平成17年8月17日(2005.8.17)
【分割の表示】特願平7−96691の分割
【原出願日】平成7年4月21日(1995.4.21)
【出願人】(597085132)キンバリー クラーク ワールドワイド インコーポレイテッド (17)
【Fターム(参考)】
【公開日】平成18年1月26日(2006.1.26)
【国際特許分類】
【出願日】平成17年8月17日(2005.8.17)
【分割の表示】特願平7−96691の分割
【原出願日】平成7年4月21日(1995.4.21)
【出願人】(597085132)キンバリー クラーク ワールドワイド インコーポレイテッド (17)
【Fターム(参考)】
[ Back to top ]