
溶接ワイヤ素材または溶接ワイヤ用繰出機
【課題】ボビンのチャック手段への装脱着が確実かつ容易に行えると共に繰出し時の張力が付与され、かつ前記繰出張力が一定値に制御可能で製作コストの安価な溶接ワイヤ素材または溶接ワイヤ用繰出機を提供する。
【解決手段】チャック手段1に装着されたボビン2が、回転軸3を介して駆動モータMにより回転され、ワイヤRが前記ボビン2により繰出される様に構成された溶接ワイヤ素材または溶接ワイヤ用繰出機において、前記チャック手段1が、対向する1対のテーパ面4a,4bとこれらのテーパ面4a,4bを伸縮させてボビン2を装脱着可能な伸縮機構5とを備え、前記回転軸3側に固定された係合金具6のピン6aとボビン2の側面に設けられたピン孔2bとが係合可能とされると共に、前記ボビン2が載置されるボビン載置台8を上昇下降する昇降手段が備えられてなる。
【解決手段】チャック手段1に装着されたボビン2が、回転軸3を介して駆動モータMにより回転され、ワイヤRが前記ボビン2により繰出される様に構成された溶接ワイヤ素材または溶接ワイヤ用繰出機において、前記チャック手段1が、対向する1対のテーパ面4a,4bとこれらのテーパ面4a,4bを伸縮させてボビン2を装脱着可能な伸縮機構5とを備え、前記回転軸3側に固定された係合金具6のピン6aとボビン2の側面に設けられたピン孔2bとが係合可能とされると共に、前記ボビン2が載置されるボビン載置台8を上昇下降する昇降手段が備えられてなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ボビンに巻かれた条鋼や帯鋼等の素材を製造工程に連続的に繰出して溶接ワイヤ製品を製造するために用いられる溶接ワイヤ素材用繰出機、或いは、ボビンに巻取られた前記溶接ワイヤを連続的に繰出して小径のスプールに巻替えるために用いられる溶接ワイヤ用繰出機に関する。
【背景技術】
【0002】
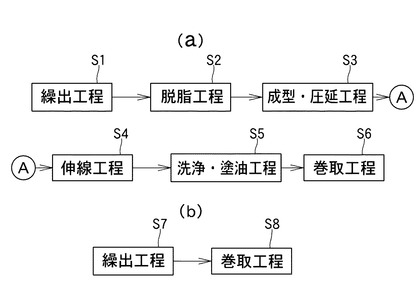
そこで、溶接ワイヤの一般的な製造工程の概要について、フラックス入り溶接ワイヤの場合を例に添付図10(a),(b)を参照しながら説明する。図10(a)はフラックス入り溶接ワイヤの製造工程の概要を示すブロック図、図10(b)は図(a)の製造工程により製造された溶接ワイヤの巻替工程の概要を示すブロック図である。
【0003】
先ず、ボビンに巻かれた容量1トン程度の帯鋼(素材)を、モータ駆動により製造工程に供給する(繰出工程S1)。供給された前記帯鋼に付着している防錆油を洗浄・乾燥する(脱脂工程S2)。次いで、帯鋼上に連続的にフラックスを供給しながら、成型・圧延ロールにより次第にパイプ状に成型・圧延して、直径3〜5mmのフラックス入りワイヤの原線を形成する(成型・圧延工程S3)。
【0004】
その後、この原線を、伸線ダイスにより所定径0.8〜2.4mmまで徐々に伸線(伸線工程S4)し、前記伸線工程で付着した伸線用潤滑剤等の油脂類を除去すると共に、ワイヤ表面に潤滑油や防錆油を塗布する(洗浄・塗油工程S5)。そして、この様にして製造された溶接ワイヤをボビンに巻き取る(巻取工程S6)。
【0005】
この様にして製造された溶接ワイヤは、前記ボビンのままでは重くて取り扱いが不便なため、再度ボビンを繰出機に装着して繰出し(繰出工程S7)、客先の要望に合わせて小径のリールに巻替える(巻替工程S8)。
【0006】
一方、ソリッドタイプの溶接ワイヤの製造工程においては、ワイヤ素材が既に円形断面を有している上、フラックスを包含させる必要性がないため、上記成型・圧延工程S3が不要となる点が異なるのみで、その他の工程は上述のフラックス入り溶接ワイヤの製造工程と同一であるが、品種によっては、酸洗、焼鈍、鍍銅等の処理が必要な場合がある。
【0007】
本発明に係る溶接ワイヤ素材または溶接ワイヤ用繰出機は、上述したフラックス入りタイプもしくはソリッドタイプの溶接ワイヤの製造工程において、条鋼や帯鋼等の素材の繰出工程S1に用いられる溶接ワイヤ素材用繰出機、または巻替工程において溶接ワイヤの繰出工程S7に用いられる溶接ワイヤ(製品)用繰出機に関するものである。
【0008】
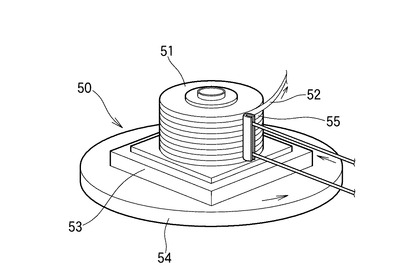
そこで次に、従来例に係るワイヤの供給方法または供給装置につき、以下添付図11,12を参照しながら説明する。図11は従来例1に係り、トラバース巻用ボビンから条材を供給している状態を示す斜視図、図12は従来例2に係るフープ材供給装置の一実施の形態についてその概略構成を示す模式図である。
【0009】
従来例1に係る条材の供給方法は、トラバース巻コイル51の巻心の軸線を垂直にして、パレット53と共にアンコイラー50のターンテーブル54上に載置し、ターンテーブル54をそのトラバース巻コイル51の巻き出し方向に回転させ、前記トラバース巻コイル51の側端部が載置面に非接触な状態で、前記トラバース巻コイル51の外側の巻層55より順に条材52を連続的に巻き出し、供給するものである(特許文献1参照)。
【0010】
ところが、この様な条材52の供給方法は、トラバース巻コイル51の巻心の軸線を垂直にしてターンテーブル54上に載置しただけであるので、前記条材52に張力を付与しながら連続的に巻き出し供給することは不可能であり、ボビンに巻かれた素材を製造工程に連続的に繰出して溶接ワイヤを製造する、或いは、ボビンに巻かれた溶接ワイヤを連続的に繰出して小径のスプールに巻替える用途には不適である。
【0011】
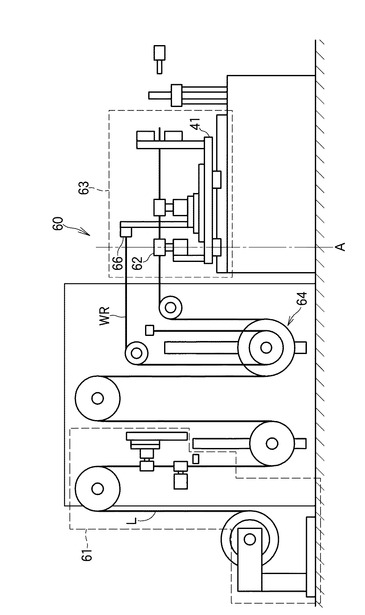
一方、従来例2に係るフープ材供給装置60は、アンコイラ61から巻き出された銅線Lをチャックするチャック部62を銅線Lの引き出し方向に前進させ、同銅線Lの送り戻し方向に後退させる前進後退機構63を備える。このフープ材供給装置60はまた、アンコイラ61からチャック部62の最後退位置Aまでの区間に張り渡された銅線Lが巻き掛けられると共に、同区間における銅線Lの掛け渡し長を伸長させる側及び短縮させる側に往復動可能に配設された可動プーリ64を備えている。
【0012】
更に、このフープ材供給装置60は、銅線Lと別部材のワイヤWRを備え、このワイヤWRにより、可動プーリ64と、上記前進後退機構60の前進、後退に伴いチャック部62と一体に移動する支持柱66とが連結されている(特許文献2参照)。
【0013】
しかしながら、上記従来例2に係るフープ材供給装置60は、前進後退機構63等の複雑な機構を有しており、この供給装置1台だけでも多大な製作費用を要する。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2001−220063号公報
【特許文献2】特開2007−84241号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
従って、本発明の目的は、ボビンのチャック手段への装脱着が確実かつ容易に行えると共に繰出し時の張力が付与され、かつ前記繰出張力が一定値に制御可能で製作コストの安価な溶接ワイヤ素材または溶接ワイヤ用繰出機を提供することにある。
【課題を解決するための手段】
【0016】
前記目的を達成するために、本発明の請求項1に係る溶接ワイヤ素材または溶接ワイヤ用繰出機が採用した手段は、溶接ワイヤ素材または溶接ワイヤが巻付けられたボビンから、前記溶接ワイヤ素材または溶接ワイヤを繰出す溶接ワイヤ素材または溶接ワイヤ用繰出機において、前記ボビンがチャック手段に装着されると共に、前記チャック手段に連結された回転軸を介して駆動モータにより回転され、前記ボビンに巻付けられた溶接ワイヤ素材または溶接ワイヤが、回転するこのボビンにより繰出される様に構成される一方、前記チャック手段が、軸方向に対向する1対のテーパ面と、これら1対のテーパ面を前記軸方向に伸縮させてボビンを装脱着可能な伸縮機構とを備えている。
【0017】
同時に、この溶接ワイヤ素材または溶接ワイヤ用繰出機は、前記回転軸に、軸方向に移動可能なピンを有する係合金具が固定される一方、前記ボビンの側面に軸方向のピン孔が設けられ、前記係合金具のピンが前記ボビンのピン孔に差込まれて係合可能とされると共に、前記チャック部へのボビン装着或いは脱着時には、前記ボビンが載置されるボビン載置台を上昇して、前記伸縮機構の伸縮により前記ボビンを装脱着する一方、前記溶接ワイヤ素材または溶接ワイヤの繰出運転中は、前記ボビン載置台を下降して退避可能な昇降手段が備えられてなることを特徴とするものである。
【0018】
本発明の請求項2に係る溶接ワイヤ素材または溶接ワイヤ用繰出機が採用した手段は、請求項1に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機において、前記伸縮機構が流体圧式シリンダであって、この流体圧の作動圧回路に、前記流体圧力を検出し所定の圧力以下に至ったときは圧力低下信号を発信可能な圧力スイッチが備えられてなることを特徴とするものである。
【0019】
本発明の請求項3に係る溶接ワイヤ素材または溶接ワイヤ用繰出機が採用した手段は、請求項1または2に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機において、前記回転軸に固定されたブレーキパッドと、繰出機本体フレームに取り付けられた油圧キャリパーとからなるディスクブレーキによって、前記回転軸の回転が非常停止可能とされてなることを特徴とするものである。
【0020】
本発明の請求項4に係る溶接ワイヤ素材または溶接ワイヤ用繰出機が採用した手段は、請求項1乃至3の何れか一つの項に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機において、前記ボビンを前記チャック手段から脱着する際、前記係合金具のピンが前記ピン孔に差込まれたボビン側面を軸方向に押出し、前記ピン孔に係合されたピンを解除可能な係合解除手段が備えられてなることを特徴とするものである。
【0021】
本発明の請求項5に係る溶接ワイヤ素材または溶接ワイヤ用繰出機が採用した手段は、請求項1乃至4の何れか一つの項に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機において、前記チャック手段に装着されるボビン位置上方に、このチャック手段に装着されたボビンから繰出される溶接ワイヤ素材または溶接ワイヤの残量を検出可能な光電センサが設けられると共に、この光電センサの検出信号を基に、前記ボビンの回転が減速もしくは停止する様に制御されてなることを特徴とするものである。
【0022】
本発明の請求項6に係る溶接ワイヤ素材またはその製品用繰出機が採用した手段は、請求項1乃至5の何れか一つの項に記載の溶接ワイヤ製品またはその素線用繰出機において、前記チャック手段に装着されたボビンから繰出される溶接ワイヤ素材または溶接ワイヤのパスラインとは反対側の前記ボビン背面に、前記軸方向にスライド可能な安全カバーが備えられてなることを特徴とするものである。
【0023】
本発明の請求項7に係る溶接ワイヤ素材または溶接ワイヤ用繰出機が採用した手段は、請求項1乃至6の何れか一つの項に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機において、後工程に前記溶接ワイヤ素材または溶接ワイヤが巻回されたダンサロール装置が備えられると共に、前記ダンサロールの位置を検出するダンサロール位置検出器が備えられ、このダンサロール位置検出器の検出信号に基づいて、前記溶接ワイヤ素材または溶接ワイヤの繰出張力を一定制御可能とされてなることを特徴とするものである。
【発明の効果】
【0024】
本発明の請求項1に係る溶接ワイヤ素材または溶接ワイヤ用繰出機によれば、前記ボビンがチャック手段に装着されると共に、前記チャック手段に連結された回転軸を介して駆動モータにより回転され、前記ボビンに巻付けられた溶接ワイヤ素材または溶接ワイヤが、回転するこのボビンにより繰出される様に構成される一方、前記チャック手段が、軸方向に対向する1対のテーパ面と、これら1対のテーパ面を前記軸方向に伸縮させてボビンを装脱着可能な伸縮機構とを備えている。
【0025】
同時に、この溶接ワイヤ素材または溶接ワイヤ用繰出機は、前記回転軸に、軸方向に移動可能なピンを有する係合金具が固定される一方、前記ボビンの側面に軸方向のピン孔が設けられ、前記係合金具のピンが前記ボビンのピン孔に差込まれて係合可能とされると共に、前記チャック部へのボビン装着或いは脱着時には、前記ボビンが載置されるボビン載置台を上昇して、前記伸縮機構の伸縮により前記ボビンを装脱着する一方、前記溶接ワイヤ素材または溶接ワイヤの繰出運転中は、前記ボビン載置台を下降して退避可能な昇降手段が備えられてなるので、容量1トン程度にもなる前記満ボビンのチャック手段への装着、更には空ボビンのチャック手段からの脱着が確実かつ容易に行える一方、前記溶接ワイヤ製品またはその素線の繰出張力を確実に付与し得る。
【0026】
また、本発明の請求項2に係る溶接ワイヤ素材または溶接ワイヤ用繰出機によれば、前記伸縮機構が流体圧式シリンダであって、この流体圧の作動圧回路に、前記流体圧力を検出し所定の圧力以下に至ったときは圧力低下信号を発信可能な圧力スイッチが備えられてなるので、前記伸縮機構が簡単で安価な市販品を利用可能とされると共に、ボビン装着時の把持力不足が警告可能となる。
【0027】
更に、本発明の請求項3に係る溶接ワイヤ素材または溶接ワイヤ用繰出機によれば、前記回転軸に固定されたブレーキパッドと、繰出機本体フレームに取り付けられた油圧キャリパーとからなるディスクブレーキによって、前記回転軸の回転が非常停止可能とされてなるので、安全面等によって繰出機を緊急停止する事態が発生したとしても、短時間で確実に回転軸の回転を停止できる。
【0028】
また更に、本発明の請求項4に係る溶接ワイヤ素材または溶接ワイヤ用繰出機によれば、前記ボビンを前記チャック手段から脱着する際、前記係合金具のピンが前記ピン孔に差込まれたボビン側面を軸方向に押出し、前記ピン孔に係合されたピンを解除可能な係合解除手段が備えられてなるので、前記ボビンのチャック手段からの係合を簡単に解除可能とした。
【0029】
一方、本発明の請求項5に係る溶接ワイヤ素材または溶接ワイヤ用繰出機によれば、前記チャック手段に装着されるボビン位置上方に、このチャック手段に装着されたボビンから繰出される溶接ワイヤ素材または溶接ワイヤの残量を検出可能な光電センサが設けられると共に、この光電センサの検出信号を基に、前記ボビンの回転が減速もしくは停止する様に制御されてなるので、前記ボビンから繰出される溶接ワイヤ素材または溶接ワイヤの残量がなくなったとしても、前記ボビンの回転を即停止して次の満ボビンの装着を速やかに行える。
【0030】
本発明の請求項6に係る溶接ワイヤ素材または溶接ワイヤ用繰出機によれば、前記チャック手段に装着されたボビンから繰出される溶接ワイヤ素材または溶接ワイヤのパスラインとは反対側の前記ボビン背面に、前記軸方向にスライド可能な安全カバーが備えられてなるので、繰出し中のボビンに人が接触する危険性が回避される。
【0031】
更に、本発明の請求項7に係る溶接ワイヤ素材または溶接ワイヤ用繰出機によれば、後工程に前記溶接ワイヤ素材または溶接ワイヤが巻回されたダンサロール装置が備えられると共に、前記ダンサロールの位置を検出するダンサロール位置検出器が備えられ、このダンサロール位置検出器の検出信号に基づいて、前記溶接ワイヤ素材または溶接ワイヤの繰出張力を一定制御可能とされてなるので、繰出張力の定張力制御を低コストに可能とすると共に、可能繰出張力の変動による絡まりや繰出し不良の発生を防止できる。
【図面の簡単な説明】
【0032】
【図1】本発明の実施の形態1に係り、溶接ワイヤ素材用繰出機の要部を一部断面で示した部分断面図である。
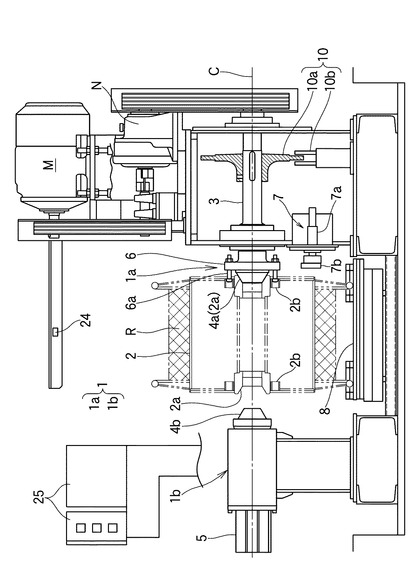
【図2】図1を右側から側面視した側面図である。
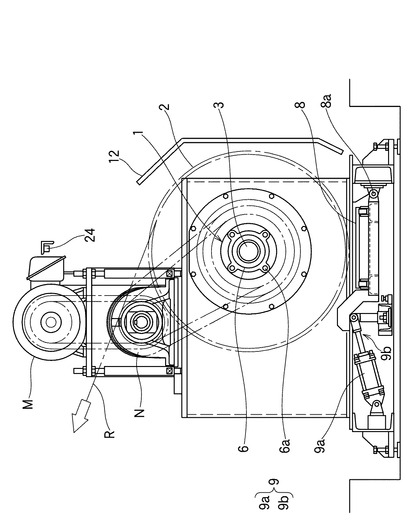
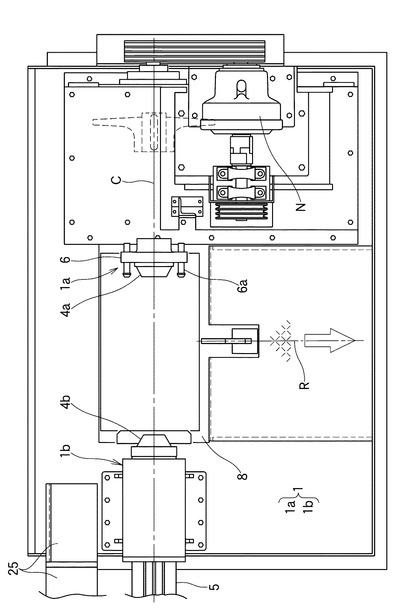
【図3】図1の平面図である。
【図4】本発明の実施の形態1に係る溶接ワイヤ素材用繰出機において、繰出張力制御に用いられるダンサロール装置の模式図である。
【図5】本発明の実施の形態1に係り、溶接ワイヤ素材用繰出機の要部を一部断面で示した部分断面図である。
【図6】図6は図1を右側から側面視した側面図である。
【図7】図7は溶接ワイヤをボビンに巻戻す際の巻乱れ状況を模式的に示した模式的断面図である。
【図8】本発明の実施の形態2に係る溶接ワイヤ用繰出機において、繰出張力制御に用いられるダンサロール装置を示す正面図である。
【図9】図8の矢視A−Aを示す側断面図である。
【図10】図(a)はフラックス入り溶接ワイヤの製造工程の概要を示すブロック図、図(b)は図(a)の製造工程により製造された溶接ワイヤの巻替工程の概要を示すブロック図である。
【図11】従来例1に係り、トラバース巻用ボビンから条材を供給している状態を示す斜視図である。
【図12】従来例2に係るフープ材供給装置の一実施の形態についてその概略構成を示す模式図である。
【発明を実施するための形態】
【0033】
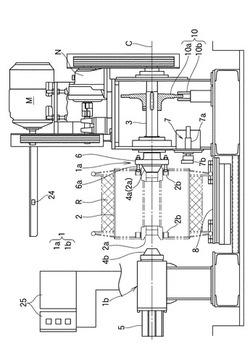
先ず、本発明の実施の形態1に係る溶接ワイヤ素材用繰出機について、以下添付図1〜4を参照しながら説明する。図1は本発明の実施の形態1に係り、溶接ワイヤ素材用繰出機の要部を一部断面で示した部分断面図、図2は図1を右側から側面視した側面図、図3は図1の平面図、図4は本発明の実施の形態1に係る溶接ワイヤ素材用繰出機において、繰出張力制御に用いられるダンサロール装置の模式図である。
【0034】
本発明の実施の形態1に係る溶接ワイヤ素材用繰出機は、ボビンに巻かれた条鋼や帯鋼等の素材を製造工程に連続的に繰出して溶接ワイヤ(製品)を製造するために用いられる溶接ワイヤ素材用繰出機である。
【0035】
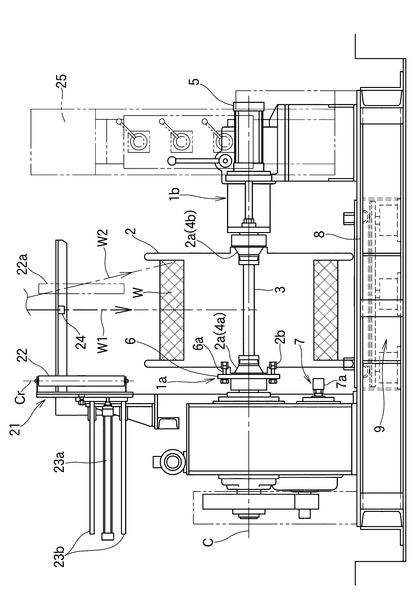
そして、この溶接ワイヤ素材用繰出機は、条鋼や帯鋼等の素材Rを巻き付けられたボビン2がチャック手段1に装着され、減速機N及び前記チャック手段1に連結された回転軸3を介して駆動モータMにより回転されると共に、前記素材Rが、回転する前記ボビン2により繰出される様に構成されている。そして、前記チャック手段1は、回転軸3の軸方向に対向する1対のテーパ状凸面(テーパ面)4a,4bと、これら1対のテーパ状凸面4a,4bのうち、従動側のテーパ状凸面4bを前記軸方向Cに伸縮させてボビン2を装脱着可能な伸縮機構5とを備えている。
【0036】
前記チャック手段1に、軸方向Cに対向する1対のテーパ状凸面4a,4bが形成されることによって、前記伸縮機構5が伸長して、駆動側チャク手段1a及び従動側チャック手段1b各々のテーパ状凸面4a,4bが、ボビン2の軸心両端に形成されたテーパ状凹面2aに挿入されるに従って、前記ボビン2の軸心が前記チャク手段1の軸心に自動調芯される作用をする。
【0037】
前記伸縮機構5としては、空圧式もしくは油圧式からなる流体圧式シリンダを用いるのが、機構が簡単で市販品を利用できる点から好ましい。更に、これら流体圧の空圧回路もしくは油圧回路(作動圧回路)には、これらの圧力を検出し所定の圧力以下に至ったときは、圧力低下信号を発信可能な図示しない圧力スイッチが備えられているのが好ましい。
【0038】
前記圧力スイッチの圧力低下信号を、図示しない警報ブザーや警報ランプ等の警報手段に送信して、ボビン2を装着する際もしくは装着後の把持力不足を警報できるからである。また同時に、前記圧力低下信号は制御器25に送信され、この制御器25内に予め収納された制御手段によって所定の圧力値以下に至ったと判断された場合は、後述するディスクブレーキ10を作動させて回転軸3を緊急停止させると共に、駆動モータMに停止を指令する停止信号を送信するのが好ましい。
【0039】
また、前記回転軸3には、軸方向Cに移動可能なピン6aを有する係合金具6が固定される一方、前記ボビン2の側面には軸方向Cにピン孔2bが設けられ、前記係合金具6のピン6aが、前記ボビン2のピン孔2bに差込まれて係合可能な様に構成されている。前記係合金具6のピン6aと前記ボビン2のピン孔2bの組合せによる係合は、前記チャック手段1によるボビン1の把持力不足を解消して、回転軸3の駆動トルクをボビン2に確実に伝達するための構成であって、2〜6組の複数組とするのが好ましい。
【0040】
そして、前記ボビン2をチャック手段1から脱着する際には、係合金具6のピン6aが前記ピン孔2bに差込まれたボビン2側面を軸方向Cに押出し、ボビン2のピン孔2bに係合されたピン6aを解除可能な係合解除手段7が備えられている。この係合解除手段7は、図1に示す如く、空圧式もしくは油圧式からなる流体圧式シリンダ7aとこのシリンダロッド先端に取付けられた当て板7bとからなり、前記ボビン2の側面に対向した繰出機フレームに固定されている。
【0041】
一方、前記ボビン2をチャック手段1へ装着或いは脱着するため、前記チャック部1の下部にはボビン2が載置されるボビン載置台8が備えられている。そして、このボビン載置台8には、図2に示す如く、前記ボビン載置台8を上昇して巻取前または巻取後のボビン2の軸心をチャック手段1の軸心の高さにほぼ一致させて、前記伸縮機構5の伸縮によってボビン2のチャック手段1への装脱着が可能とされると共に、前記溶接ワイヤ素材Rの巻取運転中は、前記ボビン載置台8を下降して退避可能とする昇降手段9が備えられている。
【0042】
この昇降手段9としては、空圧式もしくは油圧式からなる流体圧式シリンダ9aとリンク9bを用いるのが、機構が簡単で市販品を利用できる点から好ましい。前記流体圧式シリンダ9aを伸長させることによってリンク9bが立ち上げられ、支持ピン8aによって回動自在に軸支されたボビン載置台8を上昇させる様に構成されている。図2は、ボビン載置台8が昇降手段9によって上昇された状態を示している。この様に構成されたボビン載置台8と昇降手段9とによって、重い重量を有する繰出し前の満ボビンや繰出し後の空ボビンのチャック手段1への装脱着が容易となる。
【0043】
以上の様に構成されたチャック手段1、ボビン載置台8及び昇降手段9等によって、溶接ワイヤ素材Rが巻かれて容量1〜2トン程度にもなる満ボビンのチャック手段1への装着、更には繰出完了後の空ボビンのチャック手段1からの脱着が確実かつ容易に行えると共に、前記溶接ワイヤ素材Rの繰出張力を確実に付与し得る一方、前記伸縮機構に安価な市販品を利用したので低コストに製作できる。
【0044】
更に、図1に示す如く、回転軸3にキー固定されたブレーキパッド10aと、繰出機フレームに取り付けられた油圧キャリパー10bとからなるディスクブレーキ10によって、ボビン2の把持力不足等何らかの原因によりボビン2の回転を緊急停止する必要がある場合には、前記回転軸3の回転が非常停止可能な様に構成されている。
【0045】
一方、前記チャック手段1に装着されるボビン2位置上方には、このチャック手段1に装着されたボビン2から繰出される溶接ワイヤ素材Rの残量を検出可能な光電センサ24が設けられている。そして、この光電センサ24の検出信号が制御器25に送信され、この制御器25の制御信号によって、前記ボビン2の回転が減速もしくは停止する制御を行う様に構成されている。そのため、前記ボビン2から繰出される溶接ワイヤ素材Rの残量がなくなったとしても、前記ボビン2の回転を即停止して次の満ボビンの装着を速やかに行える。
【0046】
更に、前記チャック手段1に装着されたボビン2から繰出される溶接ワイヤ素材Rのパスラインとは反対側の前記ボビン2背面には、前記軸方向Cにスライド可能な安全カバー12が備えられている。そして、繰出機運転中は、この安全カバー12によって回転するボビン2背面を覆うことができるので、繰出機の回転部に人が接触することを阻止できる。因みに、前記ボビン2から繰出される溶接ワイヤ素材Rのパスライン側は、このパスライン近傍に人が近づかない様にロープ等を張ることが肝要である。
【0047】
以上の様な溶接ワイヤ素材用繰出機では、後工程に前記溶接ワイヤ素材Rの繰出張力を制御する張力制御手段が備えられるのが好ましい。前記張力制御手段としては、溶接ワイヤ素材Rが巻回されたダンサロール装置を用いることができる。以下、このダンサロール装置によって前記溶接ワイヤ素材Rの繰出張力を制御する構成について、添付図4を参照しながら説明する。
【0048】
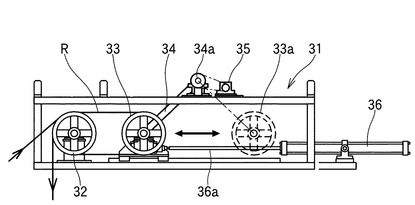
溶接ワイヤ素材Rの繰出張力を制御するためのダンサロール装置31は、通常溶接ワイヤ製造装置の上部に設置されるため、繰出機から繰出された溶接ワイヤ素材Rは、図4に示す如くダンサロール装置31下方から先ず固定ロール32に入り、流体圧式シリンダ36を用いたこのダンサロール装置31において、前記固定ロール32とダンサロール33間に複数回巻回された後、溶接ワイヤの製造工程に供給される。前記ダンサロール33の水平方向位置は流体圧式シリンダ36の伸縮に伴なって可変とされる一方、前記ダンサロール33にはダンサアーム34が回動自在に接続されている。
【0049】
そして、このダンサアーム34の回動軸34aに、図示しないカップリングで接続されたロータリエンコーダ(ダンサロール位置検出器)35が取付けられている。このロータリエンコーダによって、前記ダンサロール33の水平方向位置が電圧変化として常時検出可能とされ、この位置検出信号が制御器25に送信される様に構成されている。
【0050】
即ち、溶接ワイヤ素材Rの繰出張力が低い場合は、前記制御器25からの制御信号によって、前記流体圧式シリンダ36のシリンダロッド36aを縮小する様に制御される構成をなしている。すると、前記ダンサロール33の水平方向位置が、例えば符号33aの位置まで移動され、結果として溶接ワイヤ素材Rの張力が上昇する。逆に、溶接ワイヤ素材Rの繰出張力が高い場合は、前記流体シリンダ36のシリンダロッド36aを伸長する様に制御され、前記ダンサロール33の水平方向位置が、例えば元の位置33まで移動されて、結果として溶接ワイヤ素材Rの張力が低下する。この様にして、溶接ワイヤ素材Rの繰出張力が一定となる様に制御されるのである。
【0051】
以上の通り、本発明の実施の形態1に係る溶接ワイヤ素材用繰出機によれば、ボビン2がチャック手段1に装着されると共に、前記チャック手段1に連結された回転軸3を介して駆動モータMにより回転され、前記ボビン2に巻付けられた溶接ワイヤ素線Rが、回転するこのボビン2により繰出される様に構成される一方、前記チャック手段1が、軸方向Cに対向する1対のテーパ面4a,4bと、これら1対のテーパ面4a,4bを前記軸方向Cに伸縮させてボビン2を装脱着可能な伸縮機構5とを備えている。
【0052】
同時に、この溶接ワイヤ素材用繰出機は、前記回転軸3に、軸方向Cに移動可能なピン6aを有する係合金具6が固定される一方、前記ボビン2の側面に軸方向Cのピン孔2bが設けられ、前記係合金具6のピン6aが前記ボビン2のピン孔2bに差込まれて係合可能とされると共に、前記チャック部1へのボビン2の装着時或いは脱着時には、前記ボビン2が載置されるボビン載置台8を上昇して、前記伸縮機構5の伸縮により前記ボビン2を装脱着する一方、前記溶接ワイヤ素線Rの繰出運転中は、前記ボビン載置台8を下降して退避可能な昇降手段9が備えられてなるので、満ボビンのチャック手段1への装着或いは空ボビンのチャック手段1からの脱着が確実かつ容易に行える一方、前記溶接ワイヤ素材Rの繰出張力を確実に付与し得る。
【0053】
次に、本発明の実施の形態2に係る溶接ワイヤ製品用繰出機を、添付図5〜9を参照しながら以下に説明する。図5は本発明の実施の形態2に係り、溶接ワイヤ用繰出機の要部を一部断面で示した部分断面図、図6は図1を右側から側面視した側面図、図7は溶接ワイヤをボビンに巻戻す際の巻乱れ状況を模式的に示した模式的断面図、図8は本発明の実施の形態2に係る溶接ワイヤ用繰出機において、繰出張力制御に用いられるダンサロール装置を示す正面図、図9は図8の矢視A−Aを示す側断面図である。
【0054】
本発明の実施の形態2に係る溶接ワイヤ用繰出機は、ボビンに巻かれた溶接ワイヤを連続的に繰出して小径のスプールに巻替えるために用いられる溶接ワイヤ用繰出機である。
尚、本発明の実施の形態2が上記実施の形態1と相違するところは、トラバーサの有無及びダンサロール装置の構成に相違があり、その他は全く同構成であるから、トラバーサ及びダンサロール装置についての説明に止めるものとする。
【0055】
即ち、本発明の実施の形態1に係る溶接ワイヤ素材用繰出機においては、溶接ワイヤ素材Rをボビン2の巻幅方向に沿って往復運動させるトラバーサは備えられておらず、また、溶接ワイヤ素材Rに繰出張力を付与するためのダンサロール装置は、流体圧式シリンダを用いて構成されていた。
【0056】
それに対し、本発明の実施の形態2に係る溶接ワイヤ製品用繰出機においては、トラバーサ21が備えられている。このトラバーサ21は、ガイドロール22、伸縮手段23a及びガイド棒23bを有しており、前記伸縮手段23aによってガイド棒23bが摺動可能に支持されながら、水平方向に往復動可能に構成されている。前記伸縮手段23aとしては、流体圧式シリンダやボールねじを用いることができる。
【0057】
前記トラバーサ21は、溶接ワイヤ用繰出機を用いて溶接ワイヤWを小径スプールに巻替える際、巻姿に不良を生じた場合は、この溶接ワイヤ用繰出機を巻取機として用いて、前記スプールから再度ボビン2に巻戻すとき用いられる。
【0058】
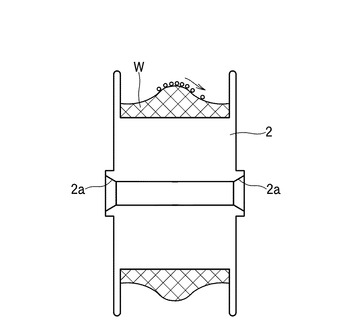
即ち、この溶接ワイヤ用繰出機を巻取機として用いて、溶接ワイヤWを前記スプールから再度ボビン2に巻戻す際、トラバーサ21を用いない場合は、図7に示す如く、先に巻戻した溶接ワイヤWtが巻径の山側に乗り上げる一方、後に巻戻した溶接ワイヤWが谷側に巻き上げられ、先に巻戻された山側の前記溶接ワイヤWが谷側に崩れて、後に巻戻した溶接ワイヤWの上に乗り上げてしまうことが多々ある。この様な状況下で、一旦ボビン2に巻戻された前記溶接ワイヤWを再度小径スプールに巻替えると、前記ワイヤWにもつれを生じてしまう。
【0059】
本発明の実施の形態2に係る溶接ワイヤ用繰出機におけるトラバーサ21は、この様に小径スプールからボビン2に溶接ワイヤWを巻戻す際の巻姿を良好に維持して、一旦ボビン2に巻戻された前記溶接ワイヤWを再度小径スプールに巻替える際、前記溶接ワイヤWにもつれが発生するのを抑制するためのものである。
【0060】
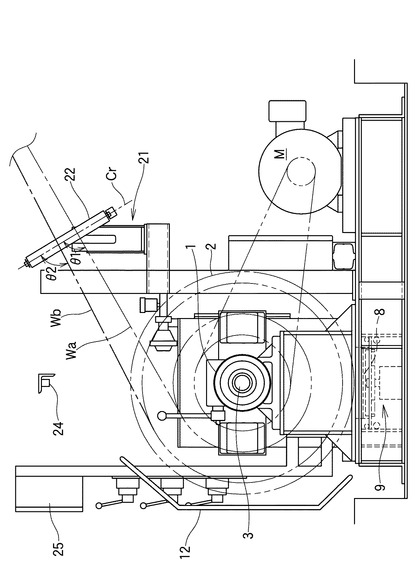
この様なトラバーサ21について、以下更に詳細に説明する。このトラバーサ21を構成するガイドロール22は、伸縮手段23aによって、図5の符号22aに二点鎖線で示す如く水平方向に伸長され、ボビン2の巻幅に対して略半幅、即ち、溶接ワイヤWのボビン中央部パスラインW1からボビン端部パスラインW2間をトラバースするのが好ましい。一方、この溶接ワイヤWのパスラインW1,W2を側面視すれば、図6に示す如く、巻戻し開始における空ボビン時のパスラインWaから巻戻し終了における満ボビン時のパスラインWb間にある。
【0061】
そして、前記トラバーサ21を構成するガイドロール22の軸心Crは、前記パスラインW1方向に傾斜可能に構成されており、前記パスラインWa,Wbとガイドロール軸心Crとが夫々交差する交差角θ1,θ2を直角近くに傾斜させるのが、ガイドロール22と溶接ワイヤWとの間に接触摩擦を生じさせない点から好ましい。
【0062】
図5において、前記ガイドロール22が伸縮手段23aによって伸長されるとパスラインW1に接触し、更にガイドロール22が伸長されると接触したままパスラインW2に至る。次いで、前記ガイドロール22が前記伸縮手段23aにより縮小されると、溶接ワイヤWはパスラインW1に戻り、更に伸縮手段23aによりガイドロール22が縮小され(図5において、ガイドロール22がパスラインW1より左側に移動し)ても、溶接ワイヤWは巻戻張力によってパスラインW1に留まっている。
【0063】
そしてまた、前記伸縮手段23aによる上記の如きガイドロール22のトラバースが繰り返されることによって、小径スプールからボビン2に溶接ワイヤWを巻戻す際の巻姿を良好に維持して、前記溶接ワイヤ製品Wを再度小径スプールに巻替える際のもつれ発生を抑制できる。この様に、前記ガイドロール22を、ボビン2の巻幅に対して略半幅のみトラバースさせることによって、小径スプールからボビン2への溶接ワイヤWの巻戻しをほぼ巻姿良好にできるのである。
【0064】
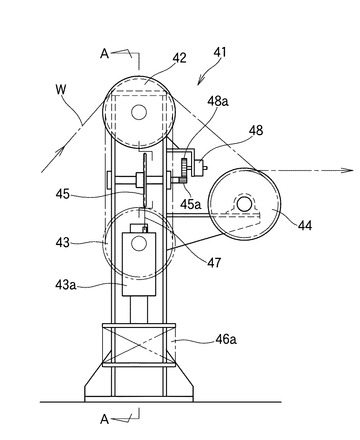
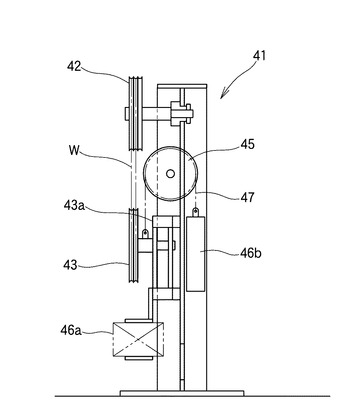
また、本発明の実施の形態2に係る溶接ワイヤ用繰出機においては、図8,9に示す如くカウンタウエイトを用いたダンサロール装置41が備えられている。繰出機から繰出された溶接ワイヤWは、第1固定ロール42とダンサロール43間に複数回巻回され、第2固定ロール44を介した後、図示しない小径のスプールに巻替えられる様に構成される。前記ダンサロール43には、軸フレーム43aを介しては第1ウエイト46aが垂下されている。一方、前記ダンサロール43の軸フレーム43aにはチェン47の一端が連結されると共に、このチェン47の他端にはウエイト46bが連結され、スプロケット45を介して前記ダンサロール43を吊上げている。
【0065】
例えば、溶接ワイヤWの張力変動によって前記ダンサロール43が上昇または下降すると、ダンサロール43の軸フレーム43aに連結されたチェン47も、前記ダンサロール43の動きに連動して上昇または下降する。そして、チェン47が上昇または下降するのに伴ってスプロケット45が回動し、同軸上の歯車45aから歯車48aを介してポテンショメータ等の位置変位検出器(ダンサロール位置検出器)48に伝達される。この様に前記位置変位検出器48に回動運動が伝達されることによって、前記ダンサロール43の位置(移動量)が常時検知され、この位置(移動量)検出信号が制御器13に送信される様に構成されている。
【0066】
この様な構成により、溶接ワイヤWの巻取張力の変動を検出して、繰出機から繰出される溶接ワイヤWの走行速度に対する繰出速度をバランス制御している。これは、速度変動がワイヤ巻取張力を不安定にする一要因となっているため、その変動を極力抑制する必要があるためである。溶接ワイヤWの繰出速度が走行速度より速い場合は、前記ダンサロール43が下降してポテンショメータ48に位置検出されると、前記制御器25内に収納された制御手段により繰出機の繰出速度を減速させて、溶接ワイヤWの走行速度と繰出速度が同一になる様に制御される。
【0067】
逆に、溶接ワイヤWの繰出速度が走行速度より遅い場合は、前記ダンサロール43が上昇してポテンショメータ48に位置検出されると、前記制御器25内に収納された制御手段により繰出機の繰出速度を増速させて、溶接ワイヤWの走行速度と繰出速度が同一になる様に制御される。この様にして、溶接ワイヤWの繰出張力の変化を小さくする様に繰出速度を制御することで、走行速度と繰出速度が一定となる様に制御されるのである。
【0068】
以上の通り、本発明の実施の形態2に係る溶接ワイヤ用繰出機によれば、小径スプールからボビン2に溶接ワイヤWを巻戻す際の簡便な構成からなるトラバーサ21が備えられているので、前記トラバーサ21の製作コストを抑制できる上、このトラバーサ21によってボビン2に溶接ワイヤWを巻戻す巻姿を良好に維持して、前記溶接ワイヤWを再度小径スプールに巻替える際のもつれ発生を抑制できるのである。
【0069】
上記本発明の実施の形態の説明において、実施の形態1に係る溶接ワイヤ素材用繰出機のダンサロール装置には図4に示す流体圧式シリンダを用いたもので、実施の形態2に係る溶接ワイヤ用繰出機のダンサロール装置には図8に示すカウンタウエイトを用いたもので説明したが、逆に、前記実施の形態1に係る溶接ワイヤ素材用繰出機のダンサロール装置にカウンタウエイトを用いたものを適用しても良いし、実施の形態2に係る溶接ワイヤ用繰出機のダンサロール装置に流体圧式シリンダを用いたものを適用しても良い。
【0070】
或いはまた、前記実施の形態1に係る溶接ワイヤ素材用繰出機のダンサロール装置及び前記実施の形態2に係る溶接ワイヤ用繰出機のダンサロール装置の何れにも、流体圧式シリンダを用いたものまたはカウンタウエイトを用いたものを適用しても良い。
【0071】
更に、本発明の実施の形態2に係る溶接ワイヤ用繰出機の説明において、トラバーサは、ガイドロールが簡便な構成からなる伸縮手段によって水平方向に伸縮され、ボビンの巻幅に対して略半幅トラバースするものを説明したが、ボビンの巻幅全長に亘ってトラバースするものでも良いことは言うまでもない。
【符号の説明】
【0072】
C:軸方向, Cr:ガイドロール軸心,
M:駆動モータ, N:減速機,
R:溶接ワイヤ素線,
W:溶接ワイヤ,
W1:ボビン中央部パスライン, W2:ボビン端部パスライン,
Wa:巻戻し開始時のパスライン, Wb:巻戻し終了時のパスライン,
θ1:パスラインW1とガイドロール軸心Crとの交差角,
θ2:パスラインW2とガイドロール軸心Crとの交差角,
1:チャック手段, 1a:駆動側チャック手段, 1b:従動側チャック手段,
2:ボビン, 2a:テーパ状凹面, 2b:ピン孔,
3:回転軸,
4a,4b:テーパ状凸面(テーパ面),
5:伸縮機構(流体圧式シリンダ),
6:係合金具, 6a:ピン,
7:係合解除手段, 7a:流体圧式シリンダ, 7b:当て板,
8:ボビン載置台, 8a:支持ピン,
9:昇降手段, 9a:流体圧式シリンダ, 9b:リンク,
10:ディスクブレーキ, 10a:ブレーキパッド, 10b:油圧キャリパー,
12:安全カバー,
21:トラバーサ, 22,22a:ガイドロール,
23a:伸縮手段, 23b:ガイド棒,
23a:第1ガイドローラ, 23b:第2ガイドローラ,
24:光電センサ, 25:制御器,
31:ダンサロール装置, 32:固定ロール,
33,33a:ダンサロール,
34:ダンサアーム, 34a:回動軸,
35:ロータリエンコーダ(ダンサロール位置検出器),
36:流体圧式シリンダ, 36a:シリンダロッド,
41:ダンサロール装置, 42:第1固定ロール,
43:ダンサロール, 43a:軸フレーム,
44:第2固定ロール,
45:スプロケット, 45a,48a:歯車,
46a,46b:ウエイト,
47:チェン, 48:位置変位検出器(ダンサロール位置検出器)
【技術分野】
【0001】
本発明は、ボビンに巻かれた条鋼や帯鋼等の素材を製造工程に連続的に繰出して溶接ワイヤ製品を製造するために用いられる溶接ワイヤ素材用繰出機、或いは、ボビンに巻取られた前記溶接ワイヤを連続的に繰出して小径のスプールに巻替えるために用いられる溶接ワイヤ用繰出機に関する。
【背景技術】
【0002】
そこで、溶接ワイヤの一般的な製造工程の概要について、フラックス入り溶接ワイヤの場合を例に添付図10(a),(b)を参照しながら説明する。図10(a)はフラックス入り溶接ワイヤの製造工程の概要を示すブロック図、図10(b)は図(a)の製造工程により製造された溶接ワイヤの巻替工程の概要を示すブロック図である。
【0003】
先ず、ボビンに巻かれた容量1トン程度の帯鋼(素材)を、モータ駆動により製造工程に供給する(繰出工程S1)。供給された前記帯鋼に付着している防錆油を洗浄・乾燥する(脱脂工程S2)。次いで、帯鋼上に連続的にフラックスを供給しながら、成型・圧延ロールにより次第にパイプ状に成型・圧延して、直径3〜5mmのフラックス入りワイヤの原線を形成する(成型・圧延工程S3)。
【0004】
その後、この原線を、伸線ダイスにより所定径0.8〜2.4mmまで徐々に伸線(伸線工程S4)し、前記伸線工程で付着した伸線用潤滑剤等の油脂類を除去すると共に、ワイヤ表面に潤滑油や防錆油を塗布する(洗浄・塗油工程S5)。そして、この様にして製造された溶接ワイヤをボビンに巻き取る(巻取工程S6)。
【0005】
この様にして製造された溶接ワイヤは、前記ボビンのままでは重くて取り扱いが不便なため、再度ボビンを繰出機に装着して繰出し(繰出工程S7)、客先の要望に合わせて小径のリールに巻替える(巻替工程S8)。
【0006】
一方、ソリッドタイプの溶接ワイヤの製造工程においては、ワイヤ素材が既に円形断面を有している上、フラックスを包含させる必要性がないため、上記成型・圧延工程S3が不要となる点が異なるのみで、その他の工程は上述のフラックス入り溶接ワイヤの製造工程と同一であるが、品種によっては、酸洗、焼鈍、鍍銅等の処理が必要な場合がある。
【0007】
本発明に係る溶接ワイヤ素材または溶接ワイヤ用繰出機は、上述したフラックス入りタイプもしくはソリッドタイプの溶接ワイヤの製造工程において、条鋼や帯鋼等の素材の繰出工程S1に用いられる溶接ワイヤ素材用繰出機、または巻替工程において溶接ワイヤの繰出工程S7に用いられる溶接ワイヤ(製品)用繰出機に関するものである。
【0008】
そこで次に、従来例に係るワイヤの供給方法または供給装置につき、以下添付図11,12を参照しながら説明する。図11は従来例1に係り、トラバース巻用ボビンから条材を供給している状態を示す斜視図、図12は従来例2に係るフープ材供給装置の一実施の形態についてその概略構成を示す模式図である。
【0009】
従来例1に係る条材の供給方法は、トラバース巻コイル51の巻心の軸線を垂直にして、パレット53と共にアンコイラー50のターンテーブル54上に載置し、ターンテーブル54をそのトラバース巻コイル51の巻き出し方向に回転させ、前記トラバース巻コイル51の側端部が載置面に非接触な状態で、前記トラバース巻コイル51の外側の巻層55より順に条材52を連続的に巻き出し、供給するものである(特許文献1参照)。
【0010】
ところが、この様な条材52の供給方法は、トラバース巻コイル51の巻心の軸線を垂直にしてターンテーブル54上に載置しただけであるので、前記条材52に張力を付与しながら連続的に巻き出し供給することは不可能であり、ボビンに巻かれた素材を製造工程に連続的に繰出して溶接ワイヤを製造する、或いは、ボビンに巻かれた溶接ワイヤを連続的に繰出して小径のスプールに巻替える用途には不適である。
【0011】
一方、従来例2に係るフープ材供給装置60は、アンコイラ61から巻き出された銅線Lをチャックするチャック部62を銅線Lの引き出し方向に前進させ、同銅線Lの送り戻し方向に後退させる前進後退機構63を備える。このフープ材供給装置60はまた、アンコイラ61からチャック部62の最後退位置Aまでの区間に張り渡された銅線Lが巻き掛けられると共に、同区間における銅線Lの掛け渡し長を伸長させる側及び短縮させる側に往復動可能に配設された可動プーリ64を備えている。
【0012】
更に、このフープ材供給装置60は、銅線Lと別部材のワイヤWRを備え、このワイヤWRにより、可動プーリ64と、上記前進後退機構60の前進、後退に伴いチャック部62と一体に移動する支持柱66とが連結されている(特許文献2参照)。
【0013】
しかしながら、上記従来例2に係るフープ材供給装置60は、前進後退機構63等の複雑な機構を有しており、この供給装置1台だけでも多大な製作費用を要する。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2001−220063号公報
【特許文献2】特開2007−84241号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
従って、本発明の目的は、ボビンのチャック手段への装脱着が確実かつ容易に行えると共に繰出し時の張力が付与され、かつ前記繰出張力が一定値に制御可能で製作コストの安価な溶接ワイヤ素材または溶接ワイヤ用繰出機を提供することにある。
【課題を解決するための手段】
【0016】
前記目的を達成するために、本発明の請求項1に係る溶接ワイヤ素材または溶接ワイヤ用繰出機が採用した手段は、溶接ワイヤ素材または溶接ワイヤが巻付けられたボビンから、前記溶接ワイヤ素材または溶接ワイヤを繰出す溶接ワイヤ素材または溶接ワイヤ用繰出機において、前記ボビンがチャック手段に装着されると共に、前記チャック手段に連結された回転軸を介して駆動モータにより回転され、前記ボビンに巻付けられた溶接ワイヤ素材または溶接ワイヤが、回転するこのボビンにより繰出される様に構成される一方、前記チャック手段が、軸方向に対向する1対のテーパ面と、これら1対のテーパ面を前記軸方向に伸縮させてボビンを装脱着可能な伸縮機構とを備えている。
【0017】
同時に、この溶接ワイヤ素材または溶接ワイヤ用繰出機は、前記回転軸に、軸方向に移動可能なピンを有する係合金具が固定される一方、前記ボビンの側面に軸方向のピン孔が設けられ、前記係合金具のピンが前記ボビンのピン孔に差込まれて係合可能とされると共に、前記チャック部へのボビン装着或いは脱着時には、前記ボビンが載置されるボビン載置台を上昇して、前記伸縮機構の伸縮により前記ボビンを装脱着する一方、前記溶接ワイヤ素材または溶接ワイヤの繰出運転中は、前記ボビン載置台を下降して退避可能な昇降手段が備えられてなることを特徴とするものである。
【0018】
本発明の請求項2に係る溶接ワイヤ素材または溶接ワイヤ用繰出機が採用した手段は、請求項1に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機において、前記伸縮機構が流体圧式シリンダであって、この流体圧の作動圧回路に、前記流体圧力を検出し所定の圧力以下に至ったときは圧力低下信号を発信可能な圧力スイッチが備えられてなることを特徴とするものである。
【0019】
本発明の請求項3に係る溶接ワイヤ素材または溶接ワイヤ用繰出機が採用した手段は、請求項1または2に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機において、前記回転軸に固定されたブレーキパッドと、繰出機本体フレームに取り付けられた油圧キャリパーとからなるディスクブレーキによって、前記回転軸の回転が非常停止可能とされてなることを特徴とするものである。
【0020】
本発明の請求項4に係る溶接ワイヤ素材または溶接ワイヤ用繰出機が採用した手段は、請求項1乃至3の何れか一つの項に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機において、前記ボビンを前記チャック手段から脱着する際、前記係合金具のピンが前記ピン孔に差込まれたボビン側面を軸方向に押出し、前記ピン孔に係合されたピンを解除可能な係合解除手段が備えられてなることを特徴とするものである。
【0021】
本発明の請求項5に係る溶接ワイヤ素材または溶接ワイヤ用繰出機が採用した手段は、請求項1乃至4の何れか一つの項に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機において、前記チャック手段に装着されるボビン位置上方に、このチャック手段に装着されたボビンから繰出される溶接ワイヤ素材または溶接ワイヤの残量を検出可能な光電センサが設けられると共に、この光電センサの検出信号を基に、前記ボビンの回転が減速もしくは停止する様に制御されてなることを特徴とするものである。
【0022】
本発明の請求項6に係る溶接ワイヤ素材またはその製品用繰出機が採用した手段は、請求項1乃至5の何れか一つの項に記載の溶接ワイヤ製品またはその素線用繰出機において、前記チャック手段に装着されたボビンから繰出される溶接ワイヤ素材または溶接ワイヤのパスラインとは反対側の前記ボビン背面に、前記軸方向にスライド可能な安全カバーが備えられてなることを特徴とするものである。
【0023】
本発明の請求項7に係る溶接ワイヤ素材または溶接ワイヤ用繰出機が採用した手段は、請求項1乃至6の何れか一つの項に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機において、後工程に前記溶接ワイヤ素材または溶接ワイヤが巻回されたダンサロール装置が備えられると共に、前記ダンサロールの位置を検出するダンサロール位置検出器が備えられ、このダンサロール位置検出器の検出信号に基づいて、前記溶接ワイヤ素材または溶接ワイヤの繰出張力を一定制御可能とされてなることを特徴とするものである。
【発明の効果】
【0024】
本発明の請求項1に係る溶接ワイヤ素材または溶接ワイヤ用繰出機によれば、前記ボビンがチャック手段に装着されると共に、前記チャック手段に連結された回転軸を介して駆動モータにより回転され、前記ボビンに巻付けられた溶接ワイヤ素材または溶接ワイヤが、回転するこのボビンにより繰出される様に構成される一方、前記チャック手段が、軸方向に対向する1対のテーパ面と、これら1対のテーパ面を前記軸方向に伸縮させてボビンを装脱着可能な伸縮機構とを備えている。
【0025】
同時に、この溶接ワイヤ素材または溶接ワイヤ用繰出機は、前記回転軸に、軸方向に移動可能なピンを有する係合金具が固定される一方、前記ボビンの側面に軸方向のピン孔が設けられ、前記係合金具のピンが前記ボビンのピン孔に差込まれて係合可能とされると共に、前記チャック部へのボビン装着或いは脱着時には、前記ボビンが載置されるボビン載置台を上昇して、前記伸縮機構の伸縮により前記ボビンを装脱着する一方、前記溶接ワイヤ素材または溶接ワイヤの繰出運転中は、前記ボビン載置台を下降して退避可能な昇降手段が備えられてなるので、容量1トン程度にもなる前記満ボビンのチャック手段への装着、更には空ボビンのチャック手段からの脱着が確実かつ容易に行える一方、前記溶接ワイヤ製品またはその素線の繰出張力を確実に付与し得る。
【0026】
また、本発明の請求項2に係る溶接ワイヤ素材または溶接ワイヤ用繰出機によれば、前記伸縮機構が流体圧式シリンダであって、この流体圧の作動圧回路に、前記流体圧力を検出し所定の圧力以下に至ったときは圧力低下信号を発信可能な圧力スイッチが備えられてなるので、前記伸縮機構が簡単で安価な市販品を利用可能とされると共に、ボビン装着時の把持力不足が警告可能となる。
【0027】
更に、本発明の請求項3に係る溶接ワイヤ素材または溶接ワイヤ用繰出機によれば、前記回転軸に固定されたブレーキパッドと、繰出機本体フレームに取り付けられた油圧キャリパーとからなるディスクブレーキによって、前記回転軸の回転が非常停止可能とされてなるので、安全面等によって繰出機を緊急停止する事態が発生したとしても、短時間で確実に回転軸の回転を停止できる。
【0028】
また更に、本発明の請求項4に係る溶接ワイヤ素材または溶接ワイヤ用繰出機によれば、前記ボビンを前記チャック手段から脱着する際、前記係合金具のピンが前記ピン孔に差込まれたボビン側面を軸方向に押出し、前記ピン孔に係合されたピンを解除可能な係合解除手段が備えられてなるので、前記ボビンのチャック手段からの係合を簡単に解除可能とした。
【0029】
一方、本発明の請求項5に係る溶接ワイヤ素材または溶接ワイヤ用繰出機によれば、前記チャック手段に装着されるボビン位置上方に、このチャック手段に装着されたボビンから繰出される溶接ワイヤ素材または溶接ワイヤの残量を検出可能な光電センサが設けられると共に、この光電センサの検出信号を基に、前記ボビンの回転が減速もしくは停止する様に制御されてなるので、前記ボビンから繰出される溶接ワイヤ素材または溶接ワイヤの残量がなくなったとしても、前記ボビンの回転を即停止して次の満ボビンの装着を速やかに行える。
【0030】
本発明の請求項6に係る溶接ワイヤ素材または溶接ワイヤ用繰出機によれば、前記チャック手段に装着されたボビンから繰出される溶接ワイヤ素材または溶接ワイヤのパスラインとは反対側の前記ボビン背面に、前記軸方向にスライド可能な安全カバーが備えられてなるので、繰出し中のボビンに人が接触する危険性が回避される。
【0031】
更に、本発明の請求項7に係る溶接ワイヤ素材または溶接ワイヤ用繰出機によれば、後工程に前記溶接ワイヤ素材または溶接ワイヤが巻回されたダンサロール装置が備えられると共に、前記ダンサロールの位置を検出するダンサロール位置検出器が備えられ、このダンサロール位置検出器の検出信号に基づいて、前記溶接ワイヤ素材または溶接ワイヤの繰出張力を一定制御可能とされてなるので、繰出張力の定張力制御を低コストに可能とすると共に、可能繰出張力の変動による絡まりや繰出し不良の発生を防止できる。
【図面の簡単な説明】
【0032】
【図1】本発明の実施の形態1に係り、溶接ワイヤ素材用繰出機の要部を一部断面で示した部分断面図である。
【図2】図1を右側から側面視した側面図である。
【図3】図1の平面図である。
【図4】本発明の実施の形態1に係る溶接ワイヤ素材用繰出機において、繰出張力制御に用いられるダンサロール装置の模式図である。
【図5】本発明の実施の形態1に係り、溶接ワイヤ素材用繰出機の要部を一部断面で示した部分断面図である。
【図6】図6は図1を右側から側面視した側面図である。
【図7】図7は溶接ワイヤをボビンに巻戻す際の巻乱れ状況を模式的に示した模式的断面図である。
【図8】本発明の実施の形態2に係る溶接ワイヤ用繰出機において、繰出張力制御に用いられるダンサロール装置を示す正面図である。
【図9】図8の矢視A−Aを示す側断面図である。
【図10】図(a)はフラックス入り溶接ワイヤの製造工程の概要を示すブロック図、図(b)は図(a)の製造工程により製造された溶接ワイヤの巻替工程の概要を示すブロック図である。
【図11】従来例1に係り、トラバース巻用ボビンから条材を供給している状態を示す斜視図である。
【図12】従来例2に係るフープ材供給装置の一実施の形態についてその概略構成を示す模式図である。
【発明を実施するための形態】
【0033】
先ず、本発明の実施の形態1に係る溶接ワイヤ素材用繰出機について、以下添付図1〜4を参照しながら説明する。図1は本発明の実施の形態1に係り、溶接ワイヤ素材用繰出機の要部を一部断面で示した部分断面図、図2は図1を右側から側面視した側面図、図3は図1の平面図、図4は本発明の実施の形態1に係る溶接ワイヤ素材用繰出機において、繰出張力制御に用いられるダンサロール装置の模式図である。
【0034】
本発明の実施の形態1に係る溶接ワイヤ素材用繰出機は、ボビンに巻かれた条鋼や帯鋼等の素材を製造工程に連続的に繰出して溶接ワイヤ(製品)を製造するために用いられる溶接ワイヤ素材用繰出機である。
【0035】
そして、この溶接ワイヤ素材用繰出機は、条鋼や帯鋼等の素材Rを巻き付けられたボビン2がチャック手段1に装着され、減速機N及び前記チャック手段1に連結された回転軸3を介して駆動モータMにより回転されると共に、前記素材Rが、回転する前記ボビン2により繰出される様に構成されている。そして、前記チャック手段1は、回転軸3の軸方向に対向する1対のテーパ状凸面(テーパ面)4a,4bと、これら1対のテーパ状凸面4a,4bのうち、従動側のテーパ状凸面4bを前記軸方向Cに伸縮させてボビン2を装脱着可能な伸縮機構5とを備えている。
【0036】
前記チャック手段1に、軸方向Cに対向する1対のテーパ状凸面4a,4bが形成されることによって、前記伸縮機構5が伸長して、駆動側チャク手段1a及び従動側チャック手段1b各々のテーパ状凸面4a,4bが、ボビン2の軸心両端に形成されたテーパ状凹面2aに挿入されるに従って、前記ボビン2の軸心が前記チャク手段1の軸心に自動調芯される作用をする。
【0037】
前記伸縮機構5としては、空圧式もしくは油圧式からなる流体圧式シリンダを用いるのが、機構が簡単で市販品を利用できる点から好ましい。更に、これら流体圧の空圧回路もしくは油圧回路(作動圧回路)には、これらの圧力を検出し所定の圧力以下に至ったときは、圧力低下信号を発信可能な図示しない圧力スイッチが備えられているのが好ましい。
【0038】
前記圧力スイッチの圧力低下信号を、図示しない警報ブザーや警報ランプ等の警報手段に送信して、ボビン2を装着する際もしくは装着後の把持力不足を警報できるからである。また同時に、前記圧力低下信号は制御器25に送信され、この制御器25内に予め収納された制御手段によって所定の圧力値以下に至ったと判断された場合は、後述するディスクブレーキ10を作動させて回転軸3を緊急停止させると共に、駆動モータMに停止を指令する停止信号を送信するのが好ましい。
【0039】
また、前記回転軸3には、軸方向Cに移動可能なピン6aを有する係合金具6が固定される一方、前記ボビン2の側面には軸方向Cにピン孔2bが設けられ、前記係合金具6のピン6aが、前記ボビン2のピン孔2bに差込まれて係合可能な様に構成されている。前記係合金具6のピン6aと前記ボビン2のピン孔2bの組合せによる係合は、前記チャック手段1によるボビン1の把持力不足を解消して、回転軸3の駆動トルクをボビン2に確実に伝達するための構成であって、2〜6組の複数組とするのが好ましい。
【0040】
そして、前記ボビン2をチャック手段1から脱着する際には、係合金具6のピン6aが前記ピン孔2bに差込まれたボビン2側面を軸方向Cに押出し、ボビン2のピン孔2bに係合されたピン6aを解除可能な係合解除手段7が備えられている。この係合解除手段7は、図1に示す如く、空圧式もしくは油圧式からなる流体圧式シリンダ7aとこのシリンダロッド先端に取付けられた当て板7bとからなり、前記ボビン2の側面に対向した繰出機フレームに固定されている。
【0041】
一方、前記ボビン2をチャック手段1へ装着或いは脱着するため、前記チャック部1の下部にはボビン2が載置されるボビン載置台8が備えられている。そして、このボビン載置台8には、図2に示す如く、前記ボビン載置台8を上昇して巻取前または巻取後のボビン2の軸心をチャック手段1の軸心の高さにほぼ一致させて、前記伸縮機構5の伸縮によってボビン2のチャック手段1への装脱着が可能とされると共に、前記溶接ワイヤ素材Rの巻取運転中は、前記ボビン載置台8を下降して退避可能とする昇降手段9が備えられている。
【0042】
この昇降手段9としては、空圧式もしくは油圧式からなる流体圧式シリンダ9aとリンク9bを用いるのが、機構が簡単で市販品を利用できる点から好ましい。前記流体圧式シリンダ9aを伸長させることによってリンク9bが立ち上げられ、支持ピン8aによって回動自在に軸支されたボビン載置台8を上昇させる様に構成されている。図2は、ボビン載置台8が昇降手段9によって上昇された状態を示している。この様に構成されたボビン載置台8と昇降手段9とによって、重い重量を有する繰出し前の満ボビンや繰出し後の空ボビンのチャック手段1への装脱着が容易となる。
【0043】
以上の様に構成されたチャック手段1、ボビン載置台8及び昇降手段9等によって、溶接ワイヤ素材Rが巻かれて容量1〜2トン程度にもなる満ボビンのチャック手段1への装着、更には繰出完了後の空ボビンのチャック手段1からの脱着が確実かつ容易に行えると共に、前記溶接ワイヤ素材Rの繰出張力を確実に付与し得る一方、前記伸縮機構に安価な市販品を利用したので低コストに製作できる。
【0044】
更に、図1に示す如く、回転軸3にキー固定されたブレーキパッド10aと、繰出機フレームに取り付けられた油圧キャリパー10bとからなるディスクブレーキ10によって、ボビン2の把持力不足等何らかの原因によりボビン2の回転を緊急停止する必要がある場合には、前記回転軸3の回転が非常停止可能な様に構成されている。
【0045】
一方、前記チャック手段1に装着されるボビン2位置上方には、このチャック手段1に装着されたボビン2から繰出される溶接ワイヤ素材Rの残量を検出可能な光電センサ24が設けられている。そして、この光電センサ24の検出信号が制御器25に送信され、この制御器25の制御信号によって、前記ボビン2の回転が減速もしくは停止する制御を行う様に構成されている。そのため、前記ボビン2から繰出される溶接ワイヤ素材Rの残量がなくなったとしても、前記ボビン2の回転を即停止して次の満ボビンの装着を速やかに行える。
【0046】
更に、前記チャック手段1に装着されたボビン2から繰出される溶接ワイヤ素材Rのパスラインとは反対側の前記ボビン2背面には、前記軸方向Cにスライド可能な安全カバー12が備えられている。そして、繰出機運転中は、この安全カバー12によって回転するボビン2背面を覆うことができるので、繰出機の回転部に人が接触することを阻止できる。因みに、前記ボビン2から繰出される溶接ワイヤ素材Rのパスライン側は、このパスライン近傍に人が近づかない様にロープ等を張ることが肝要である。
【0047】
以上の様な溶接ワイヤ素材用繰出機では、後工程に前記溶接ワイヤ素材Rの繰出張力を制御する張力制御手段が備えられるのが好ましい。前記張力制御手段としては、溶接ワイヤ素材Rが巻回されたダンサロール装置を用いることができる。以下、このダンサロール装置によって前記溶接ワイヤ素材Rの繰出張力を制御する構成について、添付図4を参照しながら説明する。
【0048】
溶接ワイヤ素材Rの繰出張力を制御するためのダンサロール装置31は、通常溶接ワイヤ製造装置の上部に設置されるため、繰出機から繰出された溶接ワイヤ素材Rは、図4に示す如くダンサロール装置31下方から先ず固定ロール32に入り、流体圧式シリンダ36を用いたこのダンサロール装置31において、前記固定ロール32とダンサロール33間に複数回巻回された後、溶接ワイヤの製造工程に供給される。前記ダンサロール33の水平方向位置は流体圧式シリンダ36の伸縮に伴なって可変とされる一方、前記ダンサロール33にはダンサアーム34が回動自在に接続されている。
【0049】
そして、このダンサアーム34の回動軸34aに、図示しないカップリングで接続されたロータリエンコーダ(ダンサロール位置検出器)35が取付けられている。このロータリエンコーダによって、前記ダンサロール33の水平方向位置が電圧変化として常時検出可能とされ、この位置検出信号が制御器25に送信される様に構成されている。
【0050】
即ち、溶接ワイヤ素材Rの繰出張力が低い場合は、前記制御器25からの制御信号によって、前記流体圧式シリンダ36のシリンダロッド36aを縮小する様に制御される構成をなしている。すると、前記ダンサロール33の水平方向位置が、例えば符号33aの位置まで移動され、結果として溶接ワイヤ素材Rの張力が上昇する。逆に、溶接ワイヤ素材Rの繰出張力が高い場合は、前記流体シリンダ36のシリンダロッド36aを伸長する様に制御され、前記ダンサロール33の水平方向位置が、例えば元の位置33まで移動されて、結果として溶接ワイヤ素材Rの張力が低下する。この様にして、溶接ワイヤ素材Rの繰出張力が一定となる様に制御されるのである。
【0051】
以上の通り、本発明の実施の形態1に係る溶接ワイヤ素材用繰出機によれば、ボビン2がチャック手段1に装着されると共に、前記チャック手段1に連結された回転軸3を介して駆動モータMにより回転され、前記ボビン2に巻付けられた溶接ワイヤ素線Rが、回転するこのボビン2により繰出される様に構成される一方、前記チャック手段1が、軸方向Cに対向する1対のテーパ面4a,4bと、これら1対のテーパ面4a,4bを前記軸方向Cに伸縮させてボビン2を装脱着可能な伸縮機構5とを備えている。
【0052】
同時に、この溶接ワイヤ素材用繰出機は、前記回転軸3に、軸方向Cに移動可能なピン6aを有する係合金具6が固定される一方、前記ボビン2の側面に軸方向Cのピン孔2bが設けられ、前記係合金具6のピン6aが前記ボビン2のピン孔2bに差込まれて係合可能とされると共に、前記チャック部1へのボビン2の装着時或いは脱着時には、前記ボビン2が載置されるボビン載置台8を上昇して、前記伸縮機構5の伸縮により前記ボビン2を装脱着する一方、前記溶接ワイヤ素線Rの繰出運転中は、前記ボビン載置台8を下降して退避可能な昇降手段9が備えられてなるので、満ボビンのチャック手段1への装着或いは空ボビンのチャック手段1からの脱着が確実かつ容易に行える一方、前記溶接ワイヤ素材Rの繰出張力を確実に付与し得る。
【0053】
次に、本発明の実施の形態2に係る溶接ワイヤ製品用繰出機を、添付図5〜9を参照しながら以下に説明する。図5は本発明の実施の形態2に係り、溶接ワイヤ用繰出機の要部を一部断面で示した部分断面図、図6は図1を右側から側面視した側面図、図7は溶接ワイヤをボビンに巻戻す際の巻乱れ状況を模式的に示した模式的断面図、図8は本発明の実施の形態2に係る溶接ワイヤ用繰出機において、繰出張力制御に用いられるダンサロール装置を示す正面図、図9は図8の矢視A−Aを示す側断面図である。
【0054】
本発明の実施の形態2に係る溶接ワイヤ用繰出機は、ボビンに巻かれた溶接ワイヤを連続的に繰出して小径のスプールに巻替えるために用いられる溶接ワイヤ用繰出機である。
尚、本発明の実施の形態2が上記実施の形態1と相違するところは、トラバーサの有無及びダンサロール装置の構成に相違があり、その他は全く同構成であるから、トラバーサ及びダンサロール装置についての説明に止めるものとする。
【0055】
即ち、本発明の実施の形態1に係る溶接ワイヤ素材用繰出機においては、溶接ワイヤ素材Rをボビン2の巻幅方向に沿って往復運動させるトラバーサは備えられておらず、また、溶接ワイヤ素材Rに繰出張力を付与するためのダンサロール装置は、流体圧式シリンダを用いて構成されていた。
【0056】
それに対し、本発明の実施の形態2に係る溶接ワイヤ製品用繰出機においては、トラバーサ21が備えられている。このトラバーサ21は、ガイドロール22、伸縮手段23a及びガイド棒23bを有しており、前記伸縮手段23aによってガイド棒23bが摺動可能に支持されながら、水平方向に往復動可能に構成されている。前記伸縮手段23aとしては、流体圧式シリンダやボールねじを用いることができる。
【0057】
前記トラバーサ21は、溶接ワイヤ用繰出機を用いて溶接ワイヤWを小径スプールに巻替える際、巻姿に不良を生じた場合は、この溶接ワイヤ用繰出機を巻取機として用いて、前記スプールから再度ボビン2に巻戻すとき用いられる。
【0058】
即ち、この溶接ワイヤ用繰出機を巻取機として用いて、溶接ワイヤWを前記スプールから再度ボビン2に巻戻す際、トラバーサ21を用いない場合は、図7に示す如く、先に巻戻した溶接ワイヤWtが巻径の山側に乗り上げる一方、後に巻戻した溶接ワイヤWが谷側に巻き上げられ、先に巻戻された山側の前記溶接ワイヤWが谷側に崩れて、後に巻戻した溶接ワイヤWの上に乗り上げてしまうことが多々ある。この様な状況下で、一旦ボビン2に巻戻された前記溶接ワイヤWを再度小径スプールに巻替えると、前記ワイヤWにもつれを生じてしまう。
【0059】
本発明の実施の形態2に係る溶接ワイヤ用繰出機におけるトラバーサ21は、この様に小径スプールからボビン2に溶接ワイヤWを巻戻す際の巻姿を良好に維持して、一旦ボビン2に巻戻された前記溶接ワイヤWを再度小径スプールに巻替える際、前記溶接ワイヤWにもつれが発生するのを抑制するためのものである。
【0060】
この様なトラバーサ21について、以下更に詳細に説明する。このトラバーサ21を構成するガイドロール22は、伸縮手段23aによって、図5の符号22aに二点鎖線で示す如く水平方向に伸長され、ボビン2の巻幅に対して略半幅、即ち、溶接ワイヤWのボビン中央部パスラインW1からボビン端部パスラインW2間をトラバースするのが好ましい。一方、この溶接ワイヤWのパスラインW1,W2を側面視すれば、図6に示す如く、巻戻し開始における空ボビン時のパスラインWaから巻戻し終了における満ボビン時のパスラインWb間にある。
【0061】
そして、前記トラバーサ21を構成するガイドロール22の軸心Crは、前記パスラインW1方向に傾斜可能に構成されており、前記パスラインWa,Wbとガイドロール軸心Crとが夫々交差する交差角θ1,θ2を直角近くに傾斜させるのが、ガイドロール22と溶接ワイヤWとの間に接触摩擦を生じさせない点から好ましい。
【0062】
図5において、前記ガイドロール22が伸縮手段23aによって伸長されるとパスラインW1に接触し、更にガイドロール22が伸長されると接触したままパスラインW2に至る。次いで、前記ガイドロール22が前記伸縮手段23aにより縮小されると、溶接ワイヤWはパスラインW1に戻り、更に伸縮手段23aによりガイドロール22が縮小され(図5において、ガイドロール22がパスラインW1より左側に移動し)ても、溶接ワイヤWは巻戻張力によってパスラインW1に留まっている。
【0063】
そしてまた、前記伸縮手段23aによる上記の如きガイドロール22のトラバースが繰り返されることによって、小径スプールからボビン2に溶接ワイヤWを巻戻す際の巻姿を良好に維持して、前記溶接ワイヤ製品Wを再度小径スプールに巻替える際のもつれ発生を抑制できる。この様に、前記ガイドロール22を、ボビン2の巻幅に対して略半幅のみトラバースさせることによって、小径スプールからボビン2への溶接ワイヤWの巻戻しをほぼ巻姿良好にできるのである。
【0064】
また、本発明の実施の形態2に係る溶接ワイヤ用繰出機においては、図8,9に示す如くカウンタウエイトを用いたダンサロール装置41が備えられている。繰出機から繰出された溶接ワイヤWは、第1固定ロール42とダンサロール43間に複数回巻回され、第2固定ロール44を介した後、図示しない小径のスプールに巻替えられる様に構成される。前記ダンサロール43には、軸フレーム43aを介しては第1ウエイト46aが垂下されている。一方、前記ダンサロール43の軸フレーム43aにはチェン47の一端が連結されると共に、このチェン47の他端にはウエイト46bが連結され、スプロケット45を介して前記ダンサロール43を吊上げている。
【0065】
例えば、溶接ワイヤWの張力変動によって前記ダンサロール43が上昇または下降すると、ダンサロール43の軸フレーム43aに連結されたチェン47も、前記ダンサロール43の動きに連動して上昇または下降する。そして、チェン47が上昇または下降するのに伴ってスプロケット45が回動し、同軸上の歯車45aから歯車48aを介してポテンショメータ等の位置変位検出器(ダンサロール位置検出器)48に伝達される。この様に前記位置変位検出器48に回動運動が伝達されることによって、前記ダンサロール43の位置(移動量)が常時検知され、この位置(移動量)検出信号が制御器13に送信される様に構成されている。
【0066】
この様な構成により、溶接ワイヤWの巻取張力の変動を検出して、繰出機から繰出される溶接ワイヤWの走行速度に対する繰出速度をバランス制御している。これは、速度変動がワイヤ巻取張力を不安定にする一要因となっているため、その変動を極力抑制する必要があるためである。溶接ワイヤWの繰出速度が走行速度より速い場合は、前記ダンサロール43が下降してポテンショメータ48に位置検出されると、前記制御器25内に収納された制御手段により繰出機の繰出速度を減速させて、溶接ワイヤWの走行速度と繰出速度が同一になる様に制御される。
【0067】
逆に、溶接ワイヤWの繰出速度が走行速度より遅い場合は、前記ダンサロール43が上昇してポテンショメータ48に位置検出されると、前記制御器25内に収納された制御手段により繰出機の繰出速度を増速させて、溶接ワイヤWの走行速度と繰出速度が同一になる様に制御される。この様にして、溶接ワイヤWの繰出張力の変化を小さくする様に繰出速度を制御することで、走行速度と繰出速度が一定となる様に制御されるのである。
【0068】
以上の通り、本発明の実施の形態2に係る溶接ワイヤ用繰出機によれば、小径スプールからボビン2に溶接ワイヤWを巻戻す際の簡便な構成からなるトラバーサ21が備えられているので、前記トラバーサ21の製作コストを抑制できる上、このトラバーサ21によってボビン2に溶接ワイヤWを巻戻す巻姿を良好に維持して、前記溶接ワイヤWを再度小径スプールに巻替える際のもつれ発生を抑制できるのである。
【0069】
上記本発明の実施の形態の説明において、実施の形態1に係る溶接ワイヤ素材用繰出機のダンサロール装置には図4に示す流体圧式シリンダを用いたもので、実施の形態2に係る溶接ワイヤ用繰出機のダンサロール装置には図8に示すカウンタウエイトを用いたもので説明したが、逆に、前記実施の形態1に係る溶接ワイヤ素材用繰出機のダンサロール装置にカウンタウエイトを用いたものを適用しても良いし、実施の形態2に係る溶接ワイヤ用繰出機のダンサロール装置に流体圧式シリンダを用いたものを適用しても良い。
【0070】
或いはまた、前記実施の形態1に係る溶接ワイヤ素材用繰出機のダンサロール装置及び前記実施の形態2に係る溶接ワイヤ用繰出機のダンサロール装置の何れにも、流体圧式シリンダを用いたものまたはカウンタウエイトを用いたものを適用しても良い。
【0071】
更に、本発明の実施の形態2に係る溶接ワイヤ用繰出機の説明において、トラバーサは、ガイドロールが簡便な構成からなる伸縮手段によって水平方向に伸縮され、ボビンの巻幅に対して略半幅トラバースするものを説明したが、ボビンの巻幅全長に亘ってトラバースするものでも良いことは言うまでもない。
【符号の説明】
【0072】
C:軸方向, Cr:ガイドロール軸心,
M:駆動モータ, N:減速機,
R:溶接ワイヤ素線,
W:溶接ワイヤ,
W1:ボビン中央部パスライン, W2:ボビン端部パスライン,
Wa:巻戻し開始時のパスライン, Wb:巻戻し終了時のパスライン,
θ1:パスラインW1とガイドロール軸心Crとの交差角,
θ2:パスラインW2とガイドロール軸心Crとの交差角,
1:チャック手段, 1a:駆動側チャック手段, 1b:従動側チャック手段,
2:ボビン, 2a:テーパ状凹面, 2b:ピン孔,
3:回転軸,
4a,4b:テーパ状凸面(テーパ面),
5:伸縮機構(流体圧式シリンダ),
6:係合金具, 6a:ピン,
7:係合解除手段, 7a:流体圧式シリンダ, 7b:当て板,
8:ボビン載置台, 8a:支持ピン,
9:昇降手段, 9a:流体圧式シリンダ, 9b:リンク,
10:ディスクブレーキ, 10a:ブレーキパッド, 10b:油圧キャリパー,
12:安全カバー,
21:トラバーサ, 22,22a:ガイドロール,
23a:伸縮手段, 23b:ガイド棒,
23a:第1ガイドローラ, 23b:第2ガイドローラ,
24:光電センサ, 25:制御器,
31:ダンサロール装置, 32:固定ロール,
33,33a:ダンサロール,
34:ダンサアーム, 34a:回動軸,
35:ロータリエンコーダ(ダンサロール位置検出器),
36:流体圧式シリンダ, 36a:シリンダロッド,
41:ダンサロール装置, 42:第1固定ロール,
43:ダンサロール, 43a:軸フレーム,
44:第2固定ロール,
45:スプロケット, 45a,48a:歯車,
46a,46b:ウエイト,
47:チェン, 48:位置変位検出器(ダンサロール位置検出器)
【特許請求の範囲】
【請求項1】
溶接ワイヤ素材または溶接ワイヤが巻付けられたボビンから、前記溶接ワイヤ素材または溶接ワイヤを繰出す溶接ワイヤ素材または溶接ワイヤ用繰出機において、
前記ボビンがチャック手段に装着されると共に、前記チャック手段に連結された回転軸を介して駆動モータにより回転され、前記ボビンに巻付けられた溶接ワイヤ素材または溶接ワイヤが、回転するこのボビンにより繰出される様に構成される一方、
前記チャック手段が、軸方向に対向する1対のテーパ面と、これら1対のテーパ面を前記軸方向に伸縮させてボビンを装脱着可能な伸縮機構とを備え、
前記回転軸に、軸方向に移動可能なピンを有する係合金具が固定される一方、前記ボビンの側面に軸方向のピン孔が設けられ、前記係合金具のピンが前記ボビンのピン孔に差込まれて係合可能とされると共に、
前記チャック部へのボビン装着或いは脱着時には、前記ボビンが載置されるボビン載置台を上昇して、前記伸縮機構の伸縮により前記ボビンを装脱着する一方、
前記溶接ワイヤ素材または溶接ワイヤの繰出運転中は、前記ボビン載置台を下降して退避可能な昇降手段が備えられてなることを特徴とする溶接ワイヤ素材または溶接ワイヤ用繰出機。
【請求項2】
前記伸縮機構が流体圧式シリンダであって、この流体圧の作動圧回路に、前記流体圧力を検出し所定の圧力以下に至ったときは圧力低下信号を発信可能な圧力スイッチが備えられてなることを特徴とする請求項1に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機。
【請求項3】
前記回転軸に固定されたブレーキパッドと、繰出機本体フレームに取り付けられた油圧キャリパーとからなるディスクブレーキによって、前記回転軸の回転が非常停止可能とされてなることを特徴とする請求項1または2に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機。
【請求項4】
前記ボビンを前記チャック手段から脱着する際、前記係合金具のピンが前記ピン孔に差込まれたボビン側面を軸方向に押出し、前記ピン孔に係合されたピンを解除可能な係合解除手段が備えられてなることを特徴とする請求項1乃至3の何れか一つの項に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機。
【請求項5】
前記チャック手段に装着されるボビン位置上方に、このチャック手段に装着されたボビンから繰出される溶接ワイヤ素材または溶接ワイヤの残量を検出可能な光電センサが設けられると共に、この光電センサの検出信号を基に、前記ボビンの回転が減速もしくは停止する様に制御されてなることを特徴とする請求項1乃至4の何れか一つの項に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機。
【請求項6】
前記チャック手段に装着されたボビンから繰出される溶接ワイヤ素材または溶接ワイヤのパスラインとは反対側の前記ボビン背面に、前記軸方向にスライド可能な安全カバーが備えられてなることを特徴とする請求項1乃至5の何れか一つの項に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機。
【請求項7】
後工程に、前記溶接ワイヤ素材または溶接ワイヤが巻回されたダンサロール装置が備えられると共に、前記ダンサロール装置のダンサロール位置を検出するダンサロール位置検出器が備えられ、このダンサロール位置検出器の検出信号に基づいて、前記溶接ワイヤ素材または溶接ワイヤの繰出張力を一定制御可能とされてなることを特徴とする請求項1乃至6の何れか一つの項に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機。
【請求項1】
溶接ワイヤ素材または溶接ワイヤが巻付けられたボビンから、前記溶接ワイヤ素材または溶接ワイヤを繰出す溶接ワイヤ素材または溶接ワイヤ用繰出機において、
前記ボビンがチャック手段に装着されると共に、前記チャック手段に連結された回転軸を介して駆動モータにより回転され、前記ボビンに巻付けられた溶接ワイヤ素材または溶接ワイヤが、回転するこのボビンにより繰出される様に構成される一方、
前記チャック手段が、軸方向に対向する1対のテーパ面と、これら1対のテーパ面を前記軸方向に伸縮させてボビンを装脱着可能な伸縮機構とを備え、
前記回転軸に、軸方向に移動可能なピンを有する係合金具が固定される一方、前記ボビンの側面に軸方向のピン孔が設けられ、前記係合金具のピンが前記ボビンのピン孔に差込まれて係合可能とされると共に、
前記チャック部へのボビン装着或いは脱着時には、前記ボビンが載置されるボビン載置台を上昇して、前記伸縮機構の伸縮により前記ボビンを装脱着する一方、
前記溶接ワイヤ素材または溶接ワイヤの繰出運転中は、前記ボビン載置台を下降して退避可能な昇降手段が備えられてなることを特徴とする溶接ワイヤ素材または溶接ワイヤ用繰出機。
【請求項2】
前記伸縮機構が流体圧式シリンダであって、この流体圧の作動圧回路に、前記流体圧力を検出し所定の圧力以下に至ったときは圧力低下信号を発信可能な圧力スイッチが備えられてなることを特徴とする請求項1に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機。
【請求項3】
前記回転軸に固定されたブレーキパッドと、繰出機本体フレームに取り付けられた油圧キャリパーとからなるディスクブレーキによって、前記回転軸の回転が非常停止可能とされてなることを特徴とする請求項1または2に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機。
【請求項4】
前記ボビンを前記チャック手段から脱着する際、前記係合金具のピンが前記ピン孔に差込まれたボビン側面を軸方向に押出し、前記ピン孔に係合されたピンを解除可能な係合解除手段が備えられてなることを特徴とする請求項1乃至3の何れか一つの項に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機。
【請求項5】
前記チャック手段に装着されるボビン位置上方に、このチャック手段に装着されたボビンから繰出される溶接ワイヤ素材または溶接ワイヤの残量を検出可能な光電センサが設けられると共に、この光電センサの検出信号を基に、前記ボビンの回転が減速もしくは停止する様に制御されてなることを特徴とする請求項1乃至4の何れか一つの項に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機。
【請求項6】
前記チャック手段に装着されたボビンから繰出される溶接ワイヤ素材または溶接ワイヤのパスラインとは反対側の前記ボビン背面に、前記軸方向にスライド可能な安全カバーが備えられてなることを特徴とする請求項1乃至5の何れか一つの項に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機。
【請求項7】
後工程に、前記溶接ワイヤ素材または溶接ワイヤが巻回されたダンサロール装置が備えられると共に、前記ダンサロール装置のダンサロール位置を検出するダンサロール位置検出器が備えられ、このダンサロール位置検出器の検出信号に基づいて、前記溶接ワイヤ素材または溶接ワイヤの繰出張力を一定制御可能とされてなることを特徴とする請求項1乃至6の何れか一つの項に記載の溶接ワイヤ素材または溶接ワイヤ用繰出機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2010−222111(P2010−222111A)
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願番号】特願2009−72374(P2009−72374)
【出願日】平成21年3月24日(2009.3.24)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願日】平成21年3月24日(2009.3.24)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]