
溶接方法及び溶接装置
【課題】本発明は、溶接の終始端部ができるだけ少なくなるよう、少ない分割数で管台を原子炉容器の傾斜面に取り付ける溶接方法を提供することを目的とする。
【解決手段】水平方向に対して傾斜した傾斜面6を備えた容器の該傾斜面6に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材3と、の接合部を溶接する溶接方法であって、先端が一方向に傾斜し、且つ、先端の突先部5が周上にある電極4を備える溶接トーチ2を、突先部5を含む母線が傾斜面側に向くよう鉛直配置し、突先部5を含む母線が傾斜面側に向いた状態を維持しながら、管状部材3の円周に沿って傾斜上側から傾斜下側に向けて溶接ビードを形成する溶接方法。
【解決手段】水平方向に対して傾斜した傾斜面6を備えた容器の該傾斜面6に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材3と、の接合部を溶接する溶接方法であって、先端が一方向に傾斜し、且つ、先端の突先部5が周上にある電極4を備える溶接トーチ2を、突先部5を含む母線が傾斜面側に向くよう鉛直配置し、突先部5を含む母線が傾斜面側に向いた状態を維持しながら、管状部材3の円周に沿って傾斜上側から傾斜下側に向けて溶接ビードを形成する溶接方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接方法及び溶接装置に関し、特に、水平方向に対して傾斜した傾斜面を備えた容器の該傾斜面に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材と、の接合部を溶接する溶接方法及び溶接装置に関するものである。
【背景技術】
【0002】
原子炉のうち軽水炉には、加圧水型軽水炉(PWR)及び沸騰水型軽水炉(BWR)があることが知られている。原子炉容器は、略半球形状の部位を備えている。略半球形状の部位は、加圧水型軽水炉の場合は原子炉容器の下部(下半球鏡)に、沸騰水型軽水炉の場合は原子炉容器の上部(上半球鏡)に設けられている(特許文献1)。
【0003】
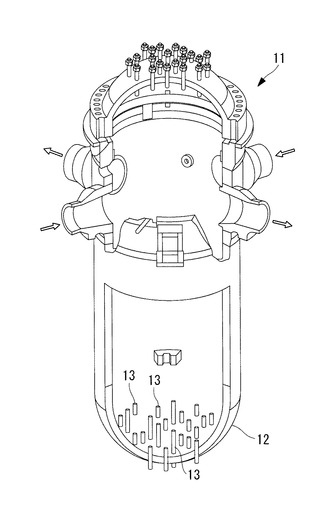
図13に、加圧水型軽水炉の原子炉容器の外観を示す斜軸投影図を示す。原子炉容器11は、底部に略半球形状の下半球鏡12を備えている。下半球鏡12には、複数の炉内計装筒管台(以下、管台と略す)13が貫通し、林立状態で垂設されている。
【0004】
図14に、下半球鏡に管台が貫通した部分の断面図を示す。管台13と接する原子炉容器11部分には、開先が形成されている。開先底面には、バタリング用にインコネル肉盛15が施工されている。インコネル肉盛15の上にJ開先及びJ溶接部16が形成されることで、管台13が原子炉容器11に取り付けられている。古いプラントにおけるJ溶接部16は、600合金溶接金属により溶接されており、応力腐食割れが発生する懸念がある。J溶接部16で応力腐食割れ17が確認された場合、応力腐食割れ17の傷を残したまま耐食性に優れた溶接材料で傷を塞ぐ封止溶接と呼ばれる工法により被覆層18を形成して補修する。また、傷が確認されない場合にも、J溶接部16を耐食性に優れた溶接材料で塞ぐ環境遮断と呼ばれる工法で被覆層18を形成して保全する。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2011−75453号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
管台が取り付けられる下半球鏡は、そのほとんどが水平面に対して傾斜した面となる。管台は林立状態で垂設されているため、最外周にある管台を溶接する際には、管台と溶接装置との干渉を避けるよう、溶接トーチを鉛直方向に配置しなければならない。また、管台は林立しており、溶加材ワイヤを供給するスペースも限られているため、溶接は下進溶接とする必要がある。
【0007】
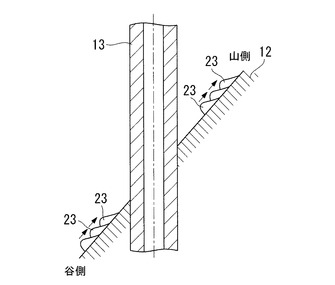
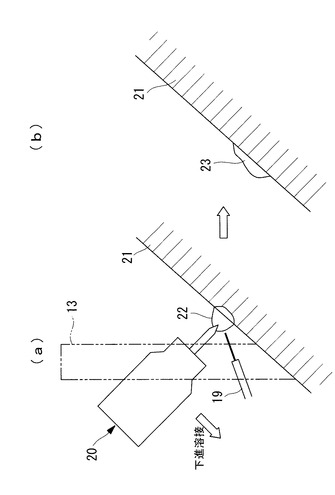
図15に、従来の溶接方法を説明する概略図を示す。図15(a)は溶接ビード形成中、図15(b)は溶接ビード形成後を説明する図である。溶接は、溶加材19を溶接トーチ20の進行方向前側に供給し下進溶接で行われる。図15に示すように、溶接トーチ20を鉛直方向に向けて配置して溶接ビードを形成する場合、ワーク面21が傾斜していると、アークプラズマ22は下広がりな形状となる。形成された溶接ビード23は重力の影響により傾斜下側(谷側)に向かって垂れる。傾斜下側に向かって垂れた溶接ビードを谷側に重ねていくと、融合不良が発生する懸念がある。そのため、谷側に向かって垂れた溶接ビードは、傾斜上側(山側)に向けて重ねる必要がある。図16に、管台の周囲での溶接ビードの重ね方を示す。管台13の山側では、管台13を中心とした場合の内周側から外周側へ溶接ビードを重ねなくてはならない。管台13の谷側では、管台13を中心とした場合の外周側から内周側へ溶接ビードを重ねなくてはならない。
【0008】
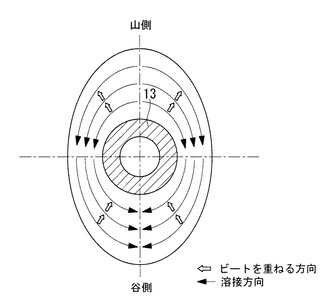
図17に、溶接の進行方向を説明する上面図を示す。溶接ビードを谷側から山側に向けて重ね、且つ、管台の全周を下進溶接のみで溶接するには、図15に示すように管台13の全周を4分割し、分割した領域ごとに溶接を行わなければならない。しかしながら、4分割して溶接を行った場合には、溶接の始終端部が多くなる。始終端部では溶接欠陥が生じやすい。よって、溶接の終始端部は、できるだけ少なくする方が良い。
【0009】
溶接ビードが偏った形状でなければ、溶接ビードを重ねる方向が限定されずに済むため、全周を2分割して溶接することが可能となる。溶接ビードの垂れを抑制するためには、図18(a),(b)に示すように、溶接トーチ20をワーク面21に対して垂直に配置して溶接すると良い。そのようにすることで、アークプラズマ22が下広がりとならず、溶接ビード23の垂れを抑制できる。しかしながら、上述のように、管台13は林立状態で垂設されており、溶接トーチ20をワーク面21に対して垂直に配置すると、管台13と溶接トーチ20とが干渉するため、上記案を採用することはできない。
【0010】
本発明は、このような事情に鑑みてなされたものであって、溶接の終始端部ができるだけ少なくなるよう、少ない分割数で管台を原子炉容器の傾斜面に取り付ける溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するために、本発明は、水平方向に対して傾斜した傾斜面を備えた容器の該傾斜面に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材と、の接合部を溶接する溶接方法であって、先端が一方向に傾斜し、且つ、前記先端の突先部が周上にある電極を備える溶接トーチを、前記突先部を含む母線が前記傾斜面側に向くよう鉛直配置し、前記突先部を含む母線が前記傾斜面側に向いた状態を維持しながら、前記管状部材の円周に沿って傾斜上側から傾斜下側に向けて溶接ビードを形成する溶接方法を提供する。
【0012】
また、本発明は、水平方向に対して傾斜した傾斜面を備えた容器の該傾斜面に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材と、の接合部を溶接する溶接装置であって、先端が一方向に傾斜し、且つ、前記先端の突先部が周上にある電極を備える溶接トーチと、該溶接トーチを、前記突先部を含む母線が前記傾斜面側に向くよう鉛直配置する手段と、前記突先部を含む母線が前記傾斜面側に向いた状態を維持させる手段と、前記管状部材の円周に沿って傾斜上側から傾斜下側に向けて前記溶接トーチを移動させて溶接ビードを形成する手段と、を備える溶接装置を提供する。
【0013】
傾斜した先端を有する電極を、突先部を含む母線が傾斜面側を向くように鉛直配置することで、アークを傾斜面に対して垂直にあてることが可能となる。傾斜面に対してアークが垂直にあたると、重力影響により溶接ビードが垂れて偏ることを抑制できる。それにより、溶接ビードを重ねる方向が限定されなくなる。すなわち、融合不良の発生を心配することなく溶接ビードを傾斜上側から傾斜下側へと重ねることができるため、管状部材の全周を2分割で溶接することが可能となる。なお、本明細書中では、傾斜面よりも重力方向下側にある水平面を基準として、この水平面からの距離が遠くなる方向を傾斜上側とし、距離が近くなる方向を傾斜下側と定義する。
【0014】
上記発明の一態様において、所定の回転速度で前記溶接トーチを管状部材の軸を中心として回転させるとともに、前記管状部材の軸を中心とした回転と同じ回転速度で、且つ、前記管状部材の軸を中心とした回転と逆向きに、前記電極を、電極軸を中心として回転させることが好ましい。
【0015】
溶接トーチを管状部材の軸を中心として回転させることで、管状部材の円周に沿って溶接ビードを形成することができる。電極は電極軸を中心として回転させるため、溶接トーチが管状部材の円周に沿って移動した場合でも、突先部を含む母線が傾斜面側に向いた状態を維持することができる。
【0016】
上記発明の一態様において、前記電極軸が前記傾斜面と交差する点から、前記電極によって形成されるアークプラズマの中心線が前記傾斜面と交差する点までの距離をズレ量として算出し、該ズレ量から補正値を算出し、該補正値に基づき前記回転速度及び前記管状部材の軸を中心とする円の半径方向への溶接トーチの移動を補正し、前記溶接トーチの動作を制御することが好ましい。
【0017】
電極の先端が一方向に傾斜した電極にて形成されるアークプラズマは、その中心が電極軸の延長線上とは異なる位置にずれて形成される。このような電極を用いて傾斜面に溶接を行うと、溶接速度が溶接中に設定と異なってしまう。上記発明の一態様では、アークプラズマのズレ量を算出し、ズレ量から、管状部材の軸を中心として回転させる回転速度及び半径方向への移動に必要な補正値を算出する。この補正値に基づいて溶接トーチの回転及び移動を補正することで、溶接速度をより一定に維持することができる。
【発明の効果】
【0018】
本発明によれば、先端を一方向に傾斜させた電極を用いて溶接を行うことで、溶接ビードの垂れを抑制することができる。これにより、溶接ビードを重ねる方向が限定されなくなるため、管状部材の周囲を2分割の領域に分けて溶接することが可能となる。よって、4分割で溶接する場合と比較して溶接の終始端部少なくすることができる。
【図面の簡単な説明】
【0019】
【図1】第1実施形態で使用する溶接装置の概略図である。
【図2】第1実施形態に係る溶接方法を説明する図である。
【図3】第1実施形態における溶接トーチの動作制御方法を説明する図である。
【図4】第1実施形態における溶接トーチの動作制御方法を説明する図である。
【図5】第1実施形態における溶接トーチの動作制御方法を説明する図である。
【図6】電極の先端と傾斜面との関係を説明する上面図である。
【図7】軸βを中心として回転させた場合における電極の先端と傾斜面との関係を説明する上面図である。
【図8】従来の電極を用いて形成したアークプラズマを説明する図である。
【図9】第2実施形態に係る電極を用いて形成したアークプラズマを説明する図である。
【図10】突先部が周上に位置する電極を備えた溶接トーチを用いて溶接した場合の実回転半径の軌跡を示す図である。
【図11】第2実施形態に係る溶接速度の制御方法を示す図である。
【図12】ズレ量を補正する方法について説明する図である。
【図13】加圧水型軽水炉の原子炉容器の外観を示す斜軸投影図である。
【図14】下半球鏡に管台が貫通した部分の断面図である。
【図15】従来の溶接方法を説明する概略図である。
【図16】管台の周囲での溶接ビードの重ね方を説明する図である。
【図17】溶接の進行方向を説明する上面図である。
【図18】溶接方法の一例を示す図である。
【発明を実施するための形態】
【0020】
以下に、本発明に係る溶接方法の一実施形態について、図面を参照して説明する。
〔第1実施形態〕
本実施形態に係る溶接方法は、容器の傾斜面に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材と、の接合部を溶接する方法に関する。本実施形態では、原子炉容器(容器)の下半球鏡と、該下半球鏡に挿入された管台との接合部を溶接する方法を例として説明する。
【0021】
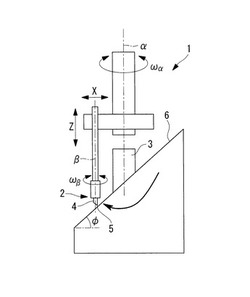
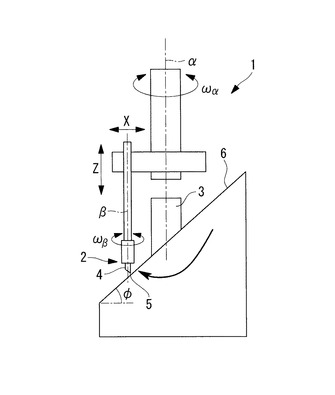
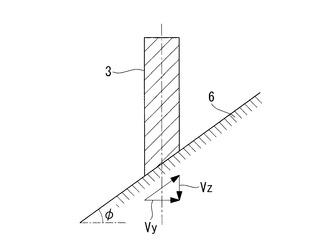
溶接トーチは、管台との干渉を避けるために、管台の上方から下半球鏡へアクセスするように構成されている。図1に、本実施形態で使用する溶接装置の概略図を示す。図1の溶接装置1において、溶接トーチ2は、管台3の軸αを中心として、管台周囲を回転することができるよう支持されている。溶接トーチ2は、半径方向移動手段により管台3の軸αを中心とする円の半径方向(X)へ移動することができる。溶接トーチ2は、鉛直方向移動手段により鉛直(上下)方向(Z)へ移動することができる。溶接トーチ2は、トーチ回転手段により溶接トーチ2の軸βを中心として自身が回転することもできる。
【0022】
溶接トーチ2は、アークプラズマを形成可能な電極4を備えている。電極4の先端は一方向に傾斜しており、突先部5を有する形状とされる。突先部5は、電極4の周上に位置する。電極4の先端の傾斜角度は、適宜設定される。電極4の先端の傾斜角度は、アークプラズマの中心線が下半球鏡(傾斜面)6に対して垂直となるような角度に設定されると良い。このような先端形状の電極4は、市販の電極を削るなどして作製することができる。電極4の軸βは、溶接トーチ2の軸と実質的に同軸に配置されている。よって、溶接トーチ2の軸を中心として溶接トーチ2を回転させることで、同時に電極4を回転させ、下半球鏡6に対する突先部5の位置を調整することができる。
【0023】
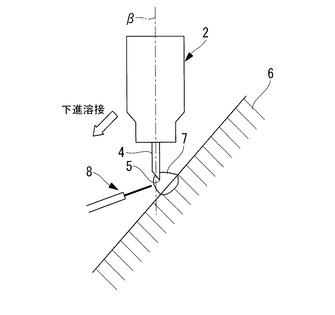
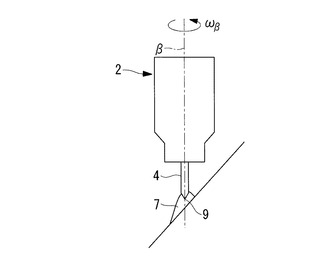
図2に、本実施形態に係る溶接方法を説明する図を示す。
本実施形態に係る溶接方法では、電極4を下向きにした溶接トーチを、予め位置決めした半径方向(X)の位置に鉛直配置し、アークプラズマ7を形成させる。このとき、電極4の突先部5を含む母線が下半球鏡(傾斜面)6側に向くようにする。突先部5を含む母線は、溶接の進行中、常に傾斜面側6に向いた状態を維持するよう溶接トーチ2を、溶接トーチの軸(電極の軸β)を中心として回転させる。同時に、溶接トーチ2を管台3の軸αを中心に回転移動させつつ、上下方向(Z)にも移動させながら管台3の円周方向に沿って溶接ビードを形成する。溶接は傾斜上側から傾斜下側に向けた下進溶接とし、溶加材8を溶接トーチ2の進行方向前側から供給する。
【0024】
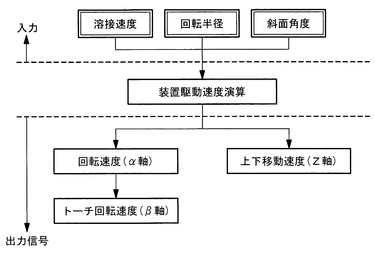
溶接速度vは、溶接品質確保のため、常に略一定となるよう溶接トーチを動作制御する。制御方法を図3〜図5を用いて説明する。
図3に示すように、溶接速度v、回転半径r、下半球鏡の斜面角度φを演算装置に入力し、回転速度ωα及び上下移動速度vzを算出する。算出した値を出力し、溶接トーチ2を管台3の周囲にそって回転速度ωαで回転移動させながら、上下移動速度vzで上下方向(Z)にも移動させる。トーチ回転速度ωβは、回転速度ωαと同じ値を用い、管台3の軸αを中心とした回転とは逆向きに回転させる。
【0025】
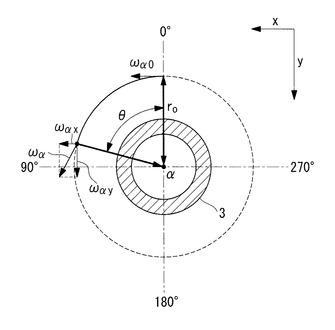
次に、回転速度ωα及び上下移動速度vzの演算方法を説明する。
図4に示されるように、溶接トーチが0°の位置から管台の回りに反時計回りに回転するとする。0°の位置における回転半径をr0、基準回転速度ωα0とすると、基準溶接速度をv0は式(I)で表される。
v0=2πr0×ωα0・・・(I)
【0026】
溶接トーチは、管台の周囲に沿って回転移動すると同時に、下半球鏡の斜面角度φに応じて上下方向(Z)にも移動している。そのため、溶接速度は任意の位置(回転角度θ及び斜面角度φ)に応じて変化する。溶接位置がθでの溶接速度をv、回転速度をωαとする。溶接速度vは図4のx軸方向の成分vx、y軸方向の成分vy、及び紙面に対して垂直な方向(z軸方向)の成分vzに分解することができる。v、vx、vy、vzはそれぞれ式(II)〜式(V)で表される。
v=√(vx2+vy2+vz2)・・・(II)
vx=2πr0×ωαx
=2πr0×ωα×COS(θ)・・・(III)
vy=2πr0×ωαy
=2πr0×ωα×SIN(θ)・・・(IV)
vx=vy×TAN(θ)・・・(V)
【0027】
式(I)〜式(V)より、溶接速度がvを常に一定(v0=v)とするためには、回転速度ωαを式(VI)で与えると良い。
ωα=ωα0/√((COS(θ))2+(SIN(θ))2×(1+TAN(φ)))・・・(VI)
各位置における回転速度をこの式にそって計算し、その大きさとなるように制御すると、溶接速度を略一定とすることができる。よれにより、同じ状態の溶接ビードを安定的に形成できる。
【0028】
一方向に傾斜した先端を有する電極4を、突先部5を含む母線が傾斜面側を向くように鉛直配置することで、アークプラズマ7を傾斜面6に対して垂直にあてることが可能となる。傾斜面6に対してアークプラズマ7が垂直にあたると、重力影響により溶接ビードが垂れて偏ることを抑制できる。それにより、溶接ビードを重ねる方向が限定されなくなるため、融合不良の発生を心配することなく溶接ビードを傾斜上側から傾斜下側へと重ねることができる。従って、管台の全周を2分割で溶接することが可能となる。
【0029】
溶接トーチ2は、溶接トーチの軸(電極の軸β)を中心として回転させるため、電極4の突先部5を含む母線を常に傾斜面側へ向けることができる。
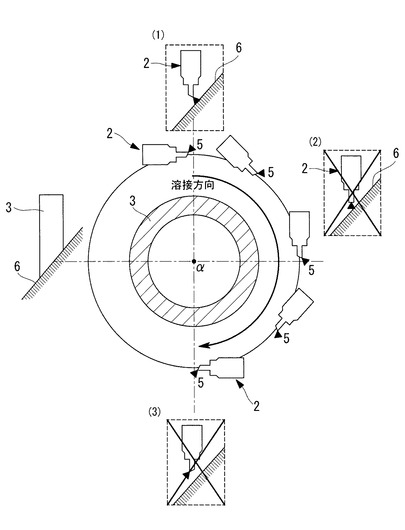
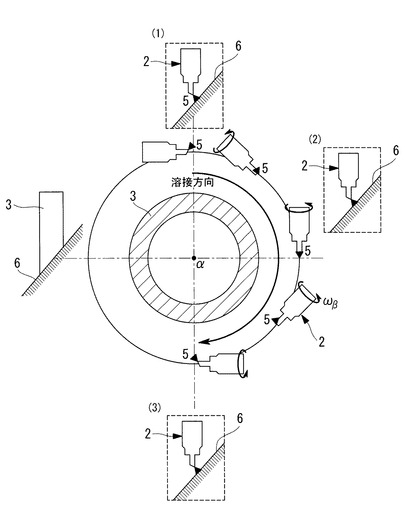
図6及び図7は、管台の外周に沿って溶接トーチを傾斜上側から傾斜下側へと移動させた際の、電極の先端と傾斜面との関係を説明する上面図である。図6及び図7において、(1)は溶接トーチ2が溶接開始位置(0°)にあるとき、(2)は管台の軸を中心として溶接トーチを溶接開始位置から90°移動したとき、(3)は管台の軸を中心として溶接トーチを溶接開始位置から180°移動したとき、に溶接トーチを側面視した図である。図6及び図7において、▲印は、電極先端の突先部5を指す。図6は、溶接トーチを溶接トーチの軸(電極の軸β)を中心に回転させずに、管台3の外周に沿って溶接トーチ2を移動させている。図7は、溶接トーチ2を溶接トーチの軸(電極の軸β)を中心に回転させながら、管台3の外周に沿って溶接トーチ2を移動させている。
【0030】
突先部5を含む母線は、溶接開始位置で傾斜面側を向いている。しかしながら、溶接トーチを回転させずに管台周りに溶接すると、突先部5を含む母線と傾斜面6との位置関係が徐々に変化し、アークプラズマを傾斜面6に垂直に形成させることができない。図6によれば、アークプラズマは常に管台の外周側に向いて形成されるため、溶接ビードの垂れを抑えることができない。一方、溶接トーチ2を溶接進行方向に対して回転速度ωβで回転させながら管台周りに溶接すると、突先部5を含む母線と傾斜面6との位置関係を一定に維持することができる。図7によれば、アークプラズマは、常に傾斜面に垂直に形成されるため、どの溶接位置においても、溶接ビードの垂れが抑えられる。
【0031】
〔第2実施形態〕
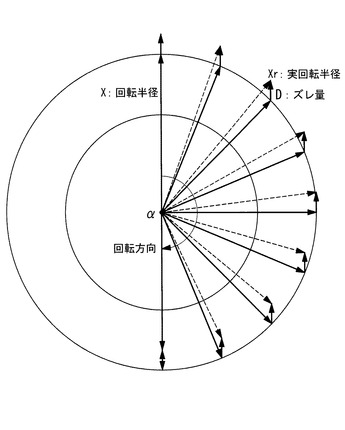
従来アーク溶接に使用されている電極は、図8に示すように、電極軸β上に突先部9がある。そのため、アークプラズマ7の中心線と電極軸とが略同軸となる。一方、第1実施形態で提案した突先部5が周上に位置する電極4を備えた溶接トーチ2を用いて溶接すると、図9に示すようにアークプラズマ7の中心線は、電極軸βとは一致せず、傾斜面6の上側(山側)にずれて形成される。図10に、突先部が周上に位置する電極を備えた溶接トーチを用いた場合の実回転半径の軌跡を示す。同図において管台の軸αから半径方向外向きに延びる点線(細)が実回転半径Xr、半径方向に延びる実線Aが初期に設定した回転半径X、実線Aから点線に延びる実線Bがズレ量Dを示す。図10に示すように、アークプラズマ7が傾斜面上側にずれると、場所によって回転半径にずれDが生じ、溶接速度が設定と異なってしまう。
【0032】
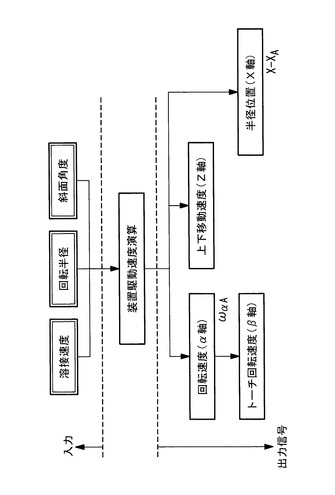
本実施形態は、先端を一方向に傾斜させた電極4を備えた溶接トーチ2を用いて溶接する場合に、溶接速度をより一定に維持するための補正工程を含む。それ以外の工程は、第1実施形態と同様とする。図11に、本実施形態に係る溶接速度の制御方法を示す。本実施形態では、第1実施形態と同様に、溶接速度v、回転半径X、下半球鏡の斜面角度φを演算装置に入力し、回転速度ωα及び上下移動速度vzを算出する。算出した値をズレ量Dで補正した後出力し、溶接トーチを管台の周囲に沿って回転移動させながら、上下方向(Z)にも移動させる。トーチ回転速度ωβは、回転速度ωαと同じ値を用い、管台の軸αを中心とした回転移動とは反対の向きに回転させる。
【0033】
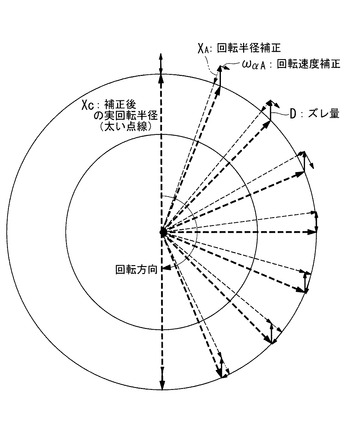
図9及び図12を参照して、ズレ量Dを補正する方法について説明する。図12において、管台の軸αから半径方向外向きに延びる点線(細)が実回転半径Xr、半径方向外向きに延びる点線(太)が補正した回転半径Xc、点線(太)から点線(細)に延びる実線Bがズレ量Dを示す。
【0034】
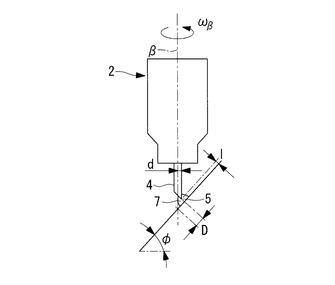
ズレ量Dは、電極軸が傾斜面と交差する点から、電極によって形成されるアークプラズマの中心線が傾斜面と交差する点までの距離である。ズレ量Dは、式VIIにて算出する。電極半径dとは電極軸βの中心と電極の外周との距離であり、アーク長lとは電極の突先部5から傾斜面6までの距離である。
D=電極半径/COS(φ)+アーク長×TAN(φ)・・・(VII)
【0035】
次に、図12に示すように、ズレ量D(実線B)を、軸αを中心とする円の半径方向内向きのベクトルXAと、該円の接線方向のベクトルωαAとに分解する。
溶接トーチを0°の位置から任意の角度θだけ移動させた位置では、XAは式(VIII)で与えられる。
XA=D×COS(θ)・・・(VIII)
【0036】
溶接トーチが0°の位置における回転速度をωα0、回転半径をr0とすると、移動距離Sは式(IX)で表される。
S=ωα0×r0・・・(IX)
一方、溶接トーチを0°の位置から任意の角度θだけ移動させた位置では、ズレ量Dにより、実際には、式(X)のようになる。
S+D×SIN(θ)=ωαA×r0・・・(X)
上記式(IX)及び式(X)より、ωαAは、式(XI)で与えられる。
ωαA=(ω0×r0+D×SIN(θ))/r0・・・(XI)
【0037】
XA及びωαAを補正値とし、管台の軸αを中心とする回転の回転速度ωα及び回転半径Xをそれぞれ式(XII)及び式(XIII)のように補正する。
角度θ位置における回転速度=ωαA・・・(XII)
角度θ位置における回転半径=X−XA・・・(XIII)
【0038】
上記補正された回転速度及び回転半径の値を出力し、溶接トーチの動作を制御する。それにより、溶接速度を一定に維持することが可能となる。また、トーチ回転速度ωβは上記で補正された後の回転速度と同じ値とし、回転の向きは逆向きとする。
【符号の説明】
【0039】
1 溶接装置
2,20 溶接トーチ
3,13 管台(管状部材)
4 電極
5,9 突先部
6,12 傾斜面(下半球鏡)
7,22 アークプラズマ
8,19 溶加材
11 容器
14 貫通孔
15 インコネル肉盛
16 J溶接部
17 応力腐食割れ
18 被覆層
21 ワーク面
23 溶接ビード
【技術分野】
【0001】
本発明は、溶接方法及び溶接装置に関し、特に、水平方向に対して傾斜した傾斜面を備えた容器の該傾斜面に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材と、の接合部を溶接する溶接方法及び溶接装置に関するものである。
【背景技術】
【0002】
原子炉のうち軽水炉には、加圧水型軽水炉(PWR)及び沸騰水型軽水炉(BWR)があることが知られている。原子炉容器は、略半球形状の部位を備えている。略半球形状の部位は、加圧水型軽水炉の場合は原子炉容器の下部(下半球鏡)に、沸騰水型軽水炉の場合は原子炉容器の上部(上半球鏡)に設けられている(特許文献1)。
【0003】
図13に、加圧水型軽水炉の原子炉容器の外観を示す斜軸投影図を示す。原子炉容器11は、底部に略半球形状の下半球鏡12を備えている。下半球鏡12には、複数の炉内計装筒管台(以下、管台と略す)13が貫通し、林立状態で垂設されている。
【0004】
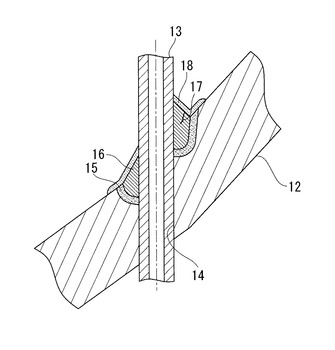
図14に、下半球鏡に管台が貫通した部分の断面図を示す。管台13と接する原子炉容器11部分には、開先が形成されている。開先底面には、バタリング用にインコネル肉盛15が施工されている。インコネル肉盛15の上にJ開先及びJ溶接部16が形成されることで、管台13が原子炉容器11に取り付けられている。古いプラントにおけるJ溶接部16は、600合金溶接金属により溶接されており、応力腐食割れが発生する懸念がある。J溶接部16で応力腐食割れ17が確認された場合、応力腐食割れ17の傷を残したまま耐食性に優れた溶接材料で傷を塞ぐ封止溶接と呼ばれる工法により被覆層18を形成して補修する。また、傷が確認されない場合にも、J溶接部16を耐食性に優れた溶接材料で塞ぐ環境遮断と呼ばれる工法で被覆層18を形成して保全する。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2011−75453号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
管台が取り付けられる下半球鏡は、そのほとんどが水平面に対して傾斜した面となる。管台は林立状態で垂設されているため、最外周にある管台を溶接する際には、管台と溶接装置との干渉を避けるよう、溶接トーチを鉛直方向に配置しなければならない。また、管台は林立しており、溶加材ワイヤを供給するスペースも限られているため、溶接は下進溶接とする必要がある。
【0007】
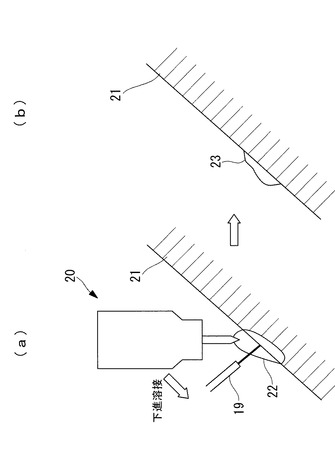
図15に、従来の溶接方法を説明する概略図を示す。図15(a)は溶接ビード形成中、図15(b)は溶接ビード形成後を説明する図である。溶接は、溶加材19を溶接トーチ20の進行方向前側に供給し下進溶接で行われる。図15に示すように、溶接トーチ20を鉛直方向に向けて配置して溶接ビードを形成する場合、ワーク面21が傾斜していると、アークプラズマ22は下広がりな形状となる。形成された溶接ビード23は重力の影響により傾斜下側(谷側)に向かって垂れる。傾斜下側に向かって垂れた溶接ビードを谷側に重ねていくと、融合不良が発生する懸念がある。そのため、谷側に向かって垂れた溶接ビードは、傾斜上側(山側)に向けて重ねる必要がある。図16に、管台の周囲での溶接ビードの重ね方を示す。管台13の山側では、管台13を中心とした場合の内周側から外周側へ溶接ビードを重ねなくてはならない。管台13の谷側では、管台13を中心とした場合の外周側から内周側へ溶接ビードを重ねなくてはならない。
【0008】
図17に、溶接の進行方向を説明する上面図を示す。溶接ビードを谷側から山側に向けて重ね、且つ、管台の全周を下進溶接のみで溶接するには、図15に示すように管台13の全周を4分割し、分割した領域ごとに溶接を行わなければならない。しかしながら、4分割して溶接を行った場合には、溶接の始終端部が多くなる。始終端部では溶接欠陥が生じやすい。よって、溶接の終始端部は、できるだけ少なくする方が良い。
【0009】
溶接ビードが偏った形状でなければ、溶接ビードを重ねる方向が限定されずに済むため、全周を2分割して溶接することが可能となる。溶接ビードの垂れを抑制するためには、図18(a),(b)に示すように、溶接トーチ20をワーク面21に対して垂直に配置して溶接すると良い。そのようにすることで、アークプラズマ22が下広がりとならず、溶接ビード23の垂れを抑制できる。しかしながら、上述のように、管台13は林立状態で垂設されており、溶接トーチ20をワーク面21に対して垂直に配置すると、管台13と溶接トーチ20とが干渉するため、上記案を採用することはできない。
【0010】
本発明は、このような事情に鑑みてなされたものであって、溶接の終始端部ができるだけ少なくなるよう、少ない分割数で管台を原子炉容器の傾斜面に取り付ける溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記課題を解決するために、本発明は、水平方向に対して傾斜した傾斜面を備えた容器の該傾斜面に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材と、の接合部を溶接する溶接方法であって、先端が一方向に傾斜し、且つ、前記先端の突先部が周上にある電極を備える溶接トーチを、前記突先部を含む母線が前記傾斜面側に向くよう鉛直配置し、前記突先部を含む母線が前記傾斜面側に向いた状態を維持しながら、前記管状部材の円周に沿って傾斜上側から傾斜下側に向けて溶接ビードを形成する溶接方法を提供する。
【0012】
また、本発明は、水平方向に対して傾斜した傾斜面を備えた容器の該傾斜面に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材と、の接合部を溶接する溶接装置であって、先端が一方向に傾斜し、且つ、前記先端の突先部が周上にある電極を備える溶接トーチと、該溶接トーチを、前記突先部を含む母線が前記傾斜面側に向くよう鉛直配置する手段と、前記突先部を含む母線が前記傾斜面側に向いた状態を維持させる手段と、前記管状部材の円周に沿って傾斜上側から傾斜下側に向けて前記溶接トーチを移動させて溶接ビードを形成する手段と、を備える溶接装置を提供する。
【0013】
傾斜した先端を有する電極を、突先部を含む母線が傾斜面側を向くように鉛直配置することで、アークを傾斜面に対して垂直にあてることが可能となる。傾斜面に対してアークが垂直にあたると、重力影響により溶接ビードが垂れて偏ることを抑制できる。それにより、溶接ビードを重ねる方向が限定されなくなる。すなわち、融合不良の発生を心配することなく溶接ビードを傾斜上側から傾斜下側へと重ねることができるため、管状部材の全周を2分割で溶接することが可能となる。なお、本明細書中では、傾斜面よりも重力方向下側にある水平面を基準として、この水平面からの距離が遠くなる方向を傾斜上側とし、距離が近くなる方向を傾斜下側と定義する。
【0014】
上記発明の一態様において、所定の回転速度で前記溶接トーチを管状部材の軸を中心として回転させるとともに、前記管状部材の軸を中心とした回転と同じ回転速度で、且つ、前記管状部材の軸を中心とした回転と逆向きに、前記電極を、電極軸を中心として回転させることが好ましい。
【0015】
溶接トーチを管状部材の軸を中心として回転させることで、管状部材の円周に沿って溶接ビードを形成することができる。電極は電極軸を中心として回転させるため、溶接トーチが管状部材の円周に沿って移動した場合でも、突先部を含む母線が傾斜面側に向いた状態を維持することができる。
【0016】
上記発明の一態様において、前記電極軸が前記傾斜面と交差する点から、前記電極によって形成されるアークプラズマの中心線が前記傾斜面と交差する点までの距離をズレ量として算出し、該ズレ量から補正値を算出し、該補正値に基づき前記回転速度及び前記管状部材の軸を中心とする円の半径方向への溶接トーチの移動を補正し、前記溶接トーチの動作を制御することが好ましい。
【0017】
電極の先端が一方向に傾斜した電極にて形成されるアークプラズマは、その中心が電極軸の延長線上とは異なる位置にずれて形成される。このような電極を用いて傾斜面に溶接を行うと、溶接速度が溶接中に設定と異なってしまう。上記発明の一態様では、アークプラズマのズレ量を算出し、ズレ量から、管状部材の軸を中心として回転させる回転速度及び半径方向への移動に必要な補正値を算出する。この補正値に基づいて溶接トーチの回転及び移動を補正することで、溶接速度をより一定に維持することができる。
【発明の効果】
【0018】
本発明によれば、先端を一方向に傾斜させた電極を用いて溶接を行うことで、溶接ビードの垂れを抑制することができる。これにより、溶接ビードを重ねる方向が限定されなくなるため、管状部材の周囲を2分割の領域に分けて溶接することが可能となる。よって、4分割で溶接する場合と比較して溶接の終始端部少なくすることができる。
【図面の簡単な説明】
【0019】
【図1】第1実施形態で使用する溶接装置の概略図である。
【図2】第1実施形態に係る溶接方法を説明する図である。
【図3】第1実施形態における溶接トーチの動作制御方法を説明する図である。
【図4】第1実施形態における溶接トーチの動作制御方法を説明する図である。
【図5】第1実施形態における溶接トーチの動作制御方法を説明する図である。
【図6】電極の先端と傾斜面との関係を説明する上面図である。
【図7】軸βを中心として回転させた場合における電極の先端と傾斜面との関係を説明する上面図である。
【図8】従来の電極を用いて形成したアークプラズマを説明する図である。
【図9】第2実施形態に係る電極を用いて形成したアークプラズマを説明する図である。
【図10】突先部が周上に位置する電極を備えた溶接トーチを用いて溶接した場合の実回転半径の軌跡を示す図である。
【図11】第2実施形態に係る溶接速度の制御方法を示す図である。
【図12】ズレ量を補正する方法について説明する図である。
【図13】加圧水型軽水炉の原子炉容器の外観を示す斜軸投影図である。
【図14】下半球鏡に管台が貫通した部分の断面図である。
【図15】従来の溶接方法を説明する概略図である。
【図16】管台の周囲での溶接ビードの重ね方を説明する図である。
【図17】溶接の進行方向を説明する上面図である。
【図18】溶接方法の一例を示す図である。
【発明を実施するための形態】
【0020】
以下に、本発明に係る溶接方法の一実施形態について、図面を参照して説明する。
〔第1実施形態〕
本実施形態に係る溶接方法は、容器の傾斜面に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材と、の接合部を溶接する方法に関する。本実施形態では、原子炉容器(容器)の下半球鏡と、該下半球鏡に挿入された管台との接合部を溶接する方法を例として説明する。
【0021】
溶接トーチは、管台との干渉を避けるために、管台の上方から下半球鏡へアクセスするように構成されている。図1に、本実施形態で使用する溶接装置の概略図を示す。図1の溶接装置1において、溶接トーチ2は、管台3の軸αを中心として、管台周囲を回転することができるよう支持されている。溶接トーチ2は、半径方向移動手段により管台3の軸αを中心とする円の半径方向(X)へ移動することができる。溶接トーチ2は、鉛直方向移動手段により鉛直(上下)方向(Z)へ移動することができる。溶接トーチ2は、トーチ回転手段により溶接トーチ2の軸βを中心として自身が回転することもできる。
【0022】
溶接トーチ2は、アークプラズマを形成可能な電極4を備えている。電極4の先端は一方向に傾斜しており、突先部5を有する形状とされる。突先部5は、電極4の周上に位置する。電極4の先端の傾斜角度は、適宜設定される。電極4の先端の傾斜角度は、アークプラズマの中心線が下半球鏡(傾斜面)6に対して垂直となるような角度に設定されると良い。このような先端形状の電極4は、市販の電極を削るなどして作製することができる。電極4の軸βは、溶接トーチ2の軸と実質的に同軸に配置されている。よって、溶接トーチ2の軸を中心として溶接トーチ2を回転させることで、同時に電極4を回転させ、下半球鏡6に対する突先部5の位置を調整することができる。
【0023】
図2に、本実施形態に係る溶接方法を説明する図を示す。
本実施形態に係る溶接方法では、電極4を下向きにした溶接トーチを、予め位置決めした半径方向(X)の位置に鉛直配置し、アークプラズマ7を形成させる。このとき、電極4の突先部5を含む母線が下半球鏡(傾斜面)6側に向くようにする。突先部5を含む母線は、溶接の進行中、常に傾斜面側6に向いた状態を維持するよう溶接トーチ2を、溶接トーチの軸(電極の軸β)を中心として回転させる。同時に、溶接トーチ2を管台3の軸αを中心に回転移動させつつ、上下方向(Z)にも移動させながら管台3の円周方向に沿って溶接ビードを形成する。溶接は傾斜上側から傾斜下側に向けた下進溶接とし、溶加材8を溶接トーチ2の進行方向前側から供給する。
【0024】
溶接速度vは、溶接品質確保のため、常に略一定となるよう溶接トーチを動作制御する。制御方法を図3〜図5を用いて説明する。
図3に示すように、溶接速度v、回転半径r、下半球鏡の斜面角度φを演算装置に入力し、回転速度ωα及び上下移動速度vzを算出する。算出した値を出力し、溶接トーチ2を管台3の周囲にそって回転速度ωαで回転移動させながら、上下移動速度vzで上下方向(Z)にも移動させる。トーチ回転速度ωβは、回転速度ωαと同じ値を用い、管台3の軸αを中心とした回転とは逆向きに回転させる。
【0025】
次に、回転速度ωα及び上下移動速度vzの演算方法を説明する。
図4に示されるように、溶接トーチが0°の位置から管台の回りに反時計回りに回転するとする。0°の位置における回転半径をr0、基準回転速度ωα0とすると、基準溶接速度をv0は式(I)で表される。
v0=2πr0×ωα0・・・(I)
【0026】
溶接トーチは、管台の周囲に沿って回転移動すると同時に、下半球鏡の斜面角度φに応じて上下方向(Z)にも移動している。そのため、溶接速度は任意の位置(回転角度θ及び斜面角度φ)に応じて変化する。溶接位置がθでの溶接速度をv、回転速度をωαとする。溶接速度vは図4のx軸方向の成分vx、y軸方向の成分vy、及び紙面に対して垂直な方向(z軸方向)の成分vzに分解することができる。v、vx、vy、vzはそれぞれ式(II)〜式(V)で表される。
v=√(vx2+vy2+vz2)・・・(II)
vx=2πr0×ωαx
=2πr0×ωα×COS(θ)・・・(III)
vy=2πr0×ωαy
=2πr0×ωα×SIN(θ)・・・(IV)
vx=vy×TAN(θ)・・・(V)
【0027】
式(I)〜式(V)より、溶接速度がvを常に一定(v0=v)とするためには、回転速度ωαを式(VI)で与えると良い。
ωα=ωα0/√((COS(θ))2+(SIN(θ))2×(1+TAN(φ)))・・・(VI)
各位置における回転速度をこの式にそって計算し、その大きさとなるように制御すると、溶接速度を略一定とすることができる。よれにより、同じ状態の溶接ビードを安定的に形成できる。
【0028】
一方向に傾斜した先端を有する電極4を、突先部5を含む母線が傾斜面側を向くように鉛直配置することで、アークプラズマ7を傾斜面6に対して垂直にあてることが可能となる。傾斜面6に対してアークプラズマ7が垂直にあたると、重力影響により溶接ビードが垂れて偏ることを抑制できる。それにより、溶接ビードを重ねる方向が限定されなくなるため、融合不良の発生を心配することなく溶接ビードを傾斜上側から傾斜下側へと重ねることができる。従って、管台の全周を2分割で溶接することが可能となる。
【0029】
溶接トーチ2は、溶接トーチの軸(電極の軸β)を中心として回転させるため、電極4の突先部5を含む母線を常に傾斜面側へ向けることができる。
図6及び図7は、管台の外周に沿って溶接トーチを傾斜上側から傾斜下側へと移動させた際の、電極の先端と傾斜面との関係を説明する上面図である。図6及び図7において、(1)は溶接トーチ2が溶接開始位置(0°)にあるとき、(2)は管台の軸を中心として溶接トーチを溶接開始位置から90°移動したとき、(3)は管台の軸を中心として溶接トーチを溶接開始位置から180°移動したとき、に溶接トーチを側面視した図である。図6及び図7において、▲印は、電極先端の突先部5を指す。図6は、溶接トーチを溶接トーチの軸(電極の軸β)を中心に回転させずに、管台3の外周に沿って溶接トーチ2を移動させている。図7は、溶接トーチ2を溶接トーチの軸(電極の軸β)を中心に回転させながら、管台3の外周に沿って溶接トーチ2を移動させている。
【0030】
突先部5を含む母線は、溶接開始位置で傾斜面側を向いている。しかしながら、溶接トーチを回転させずに管台周りに溶接すると、突先部5を含む母線と傾斜面6との位置関係が徐々に変化し、アークプラズマを傾斜面6に垂直に形成させることができない。図6によれば、アークプラズマは常に管台の外周側に向いて形成されるため、溶接ビードの垂れを抑えることができない。一方、溶接トーチ2を溶接進行方向に対して回転速度ωβで回転させながら管台周りに溶接すると、突先部5を含む母線と傾斜面6との位置関係を一定に維持することができる。図7によれば、アークプラズマは、常に傾斜面に垂直に形成されるため、どの溶接位置においても、溶接ビードの垂れが抑えられる。
【0031】
〔第2実施形態〕
従来アーク溶接に使用されている電極は、図8に示すように、電極軸β上に突先部9がある。そのため、アークプラズマ7の中心線と電極軸とが略同軸となる。一方、第1実施形態で提案した突先部5が周上に位置する電極4を備えた溶接トーチ2を用いて溶接すると、図9に示すようにアークプラズマ7の中心線は、電極軸βとは一致せず、傾斜面6の上側(山側)にずれて形成される。図10に、突先部が周上に位置する電極を備えた溶接トーチを用いた場合の実回転半径の軌跡を示す。同図において管台の軸αから半径方向外向きに延びる点線(細)が実回転半径Xr、半径方向に延びる実線Aが初期に設定した回転半径X、実線Aから点線に延びる実線Bがズレ量Dを示す。図10に示すように、アークプラズマ7が傾斜面上側にずれると、場所によって回転半径にずれDが生じ、溶接速度が設定と異なってしまう。
【0032】
本実施形態は、先端を一方向に傾斜させた電極4を備えた溶接トーチ2を用いて溶接する場合に、溶接速度をより一定に維持するための補正工程を含む。それ以外の工程は、第1実施形態と同様とする。図11に、本実施形態に係る溶接速度の制御方法を示す。本実施形態では、第1実施形態と同様に、溶接速度v、回転半径X、下半球鏡の斜面角度φを演算装置に入力し、回転速度ωα及び上下移動速度vzを算出する。算出した値をズレ量Dで補正した後出力し、溶接トーチを管台の周囲に沿って回転移動させながら、上下方向(Z)にも移動させる。トーチ回転速度ωβは、回転速度ωαと同じ値を用い、管台の軸αを中心とした回転移動とは反対の向きに回転させる。
【0033】
図9及び図12を参照して、ズレ量Dを補正する方法について説明する。図12において、管台の軸αから半径方向外向きに延びる点線(細)が実回転半径Xr、半径方向外向きに延びる点線(太)が補正した回転半径Xc、点線(太)から点線(細)に延びる実線Bがズレ量Dを示す。
【0034】
ズレ量Dは、電極軸が傾斜面と交差する点から、電極によって形成されるアークプラズマの中心線が傾斜面と交差する点までの距離である。ズレ量Dは、式VIIにて算出する。電極半径dとは電極軸βの中心と電極の外周との距離であり、アーク長lとは電極の突先部5から傾斜面6までの距離である。
D=電極半径/COS(φ)+アーク長×TAN(φ)・・・(VII)
【0035】
次に、図12に示すように、ズレ量D(実線B)を、軸αを中心とする円の半径方向内向きのベクトルXAと、該円の接線方向のベクトルωαAとに分解する。
溶接トーチを0°の位置から任意の角度θだけ移動させた位置では、XAは式(VIII)で与えられる。
XA=D×COS(θ)・・・(VIII)
【0036】
溶接トーチが0°の位置における回転速度をωα0、回転半径をr0とすると、移動距離Sは式(IX)で表される。
S=ωα0×r0・・・(IX)
一方、溶接トーチを0°の位置から任意の角度θだけ移動させた位置では、ズレ量Dにより、実際には、式(X)のようになる。
S+D×SIN(θ)=ωαA×r0・・・(X)
上記式(IX)及び式(X)より、ωαAは、式(XI)で与えられる。
ωαA=(ω0×r0+D×SIN(θ))/r0・・・(XI)
【0037】
XA及びωαAを補正値とし、管台の軸αを中心とする回転の回転速度ωα及び回転半径Xをそれぞれ式(XII)及び式(XIII)のように補正する。
角度θ位置における回転速度=ωαA・・・(XII)
角度θ位置における回転半径=X−XA・・・(XIII)
【0038】
上記補正された回転速度及び回転半径の値を出力し、溶接トーチの動作を制御する。それにより、溶接速度を一定に維持することが可能となる。また、トーチ回転速度ωβは上記で補正された後の回転速度と同じ値とし、回転の向きは逆向きとする。
【符号の説明】
【0039】
1 溶接装置
2,20 溶接トーチ
3,13 管台(管状部材)
4 電極
5,9 突先部
6,12 傾斜面(下半球鏡)
7,22 アークプラズマ
8,19 溶加材
11 容器
14 貫通孔
15 インコネル肉盛
16 J溶接部
17 応力腐食割れ
18 被覆層
21 ワーク面
23 溶接ビード
【特許請求の範囲】
【請求項1】
水平方向に対して傾斜した傾斜面を備えた容器の該傾斜面に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材と、の接合部を溶接する溶接方法であって、
先端が一方向に傾斜し、且つ、前記先端の突先部が周上にある電極を備える溶接トーチを、前記突先部を含む母線が前記傾斜面側に向くよう鉛直配置し、
前記突先部を含む母線が前記傾斜面側に向いた状態を維持しながら、前記管状部材の円周に沿って傾斜上側から傾斜下側に向けて溶接ビードを形成する溶接方法。
【請求項2】
所定の回転速度で前記溶接トーチを管状部材の軸を中心として回転させるとともに、
前記管状部材の軸を中心とした回転と同じ回転速度で、且つ、前記管状部材の軸を中心とした回転と逆向きに、前記電極を、電極軸を中心として回転させる請求項1に記載の溶接方法。
【請求項3】
前記電極軸が前記傾斜面と交差する点から、前記電極によって形成されるアークプラズマの中心線が前記傾斜面と交差する点までの距離をズレ量として算出し、
該ズレ量から補正値を算出し、該補正値に基づき前記回転速度及び前記管状部材の軸を中心とする回転半径を補正し、前記溶接トーチの動作を制御する請求項1または請求項2に記載の溶接方法。
【請求項4】
水平方向に対して傾斜した傾斜面を備えた容器の該傾斜面に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材と、の接合部を溶接する溶接装置であって、
先端が一方向に傾斜し、且つ、前記先端の突先部が周上にある電極を備える溶接トーチと、
該溶接トーチを、前記突先部を含む母線が前記傾斜面側に向くよう鉛直配置する手段と、
前記突先部を含む母線が前記傾斜面側に向いた状態を維持させる手段と、
前記管状部材の円周に沿って傾斜上側から傾斜下側に向けて前記溶接トーチを移動させて溶接ビードを形成する手段と、
を備える溶接装置。
【請求項1】
水平方向に対して傾斜した傾斜面を備えた容器の該傾斜面に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材と、の接合部を溶接する溶接方法であって、
先端が一方向に傾斜し、且つ、前記先端の突先部が周上にある電極を備える溶接トーチを、前記突先部を含む母線が前記傾斜面側に向くよう鉛直配置し、
前記突先部を含む母線が前記傾斜面側に向いた状態を維持しながら、前記管状部材の円周に沿って傾斜上側から傾斜下側に向けて溶接ビードを形成する溶接方法。
【請求項2】
所定の回転速度で前記溶接トーチを管状部材の軸を中心として回転させるとともに、
前記管状部材の軸を中心とした回転と同じ回転速度で、且つ、前記管状部材の軸を中心とした回転と逆向きに、前記電極を、電極軸を中心として回転させる請求項1に記載の溶接方法。
【請求項3】
前記電極軸が前記傾斜面と交差する点から、前記電極によって形成されるアークプラズマの中心線が前記傾斜面と交差する点までの距離をズレ量として算出し、
該ズレ量から補正値を算出し、該補正値に基づき前記回転速度及び前記管状部材の軸を中心とする回転半径を補正し、前記溶接トーチの動作を制御する請求項1または請求項2に記載の溶接方法。
【請求項4】
水平方向に対して傾斜した傾斜面を備えた容器の該傾斜面に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材と、の接合部を溶接する溶接装置であって、
先端が一方向に傾斜し、且つ、前記先端の突先部が周上にある電極を備える溶接トーチと、
該溶接トーチを、前記突先部を含む母線が前記傾斜面側に向くよう鉛直配置する手段と、
前記突先部を含む母線が前記傾斜面側に向いた状態を維持させる手段と、
前記管状部材の円周に沿って傾斜上側から傾斜下側に向けて前記溶接トーチを移動させて溶接ビードを形成する手段と、
を備える溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2013−35043(P2013−35043A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−174078(P2011−174078)
【出願日】平成23年8月9日(2011.8.9)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月9日(2011.8.9)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
[ Back to top ]