
溶接方法
【課題】本発明は、溶接作業時におけるスペース効率が向上すると共に、溶接作業の効率が向上する溶接方法を提供する。
【解決手段】溶接方法であって、主吸引口15を有する吸着治具12に、主貫通孔19が形成された少なくとも一つの有孔被溶接物17を、主吸引口15と主貫通孔19とを対応させた姿勢で載置する工程と、有孔被溶接物17に更に閉塞被溶接物18を重ねて主吸引口15及び主貫通孔19を塞ぐ工程と、有孔被溶接物17に重ねられた閉塞被溶接物18を主吸引口15によって吸着した状態で、有孔被溶接物17と閉塞被溶接物18とを溶接する工程と、を実行する。
【解決手段】溶接方法であって、主吸引口15を有する吸着治具12に、主貫通孔19が形成された少なくとも一つの有孔被溶接物17を、主吸引口15と主貫通孔19とを対応させた姿勢で載置する工程と、有孔被溶接物17に更に閉塞被溶接物18を重ねて主吸引口15及び主貫通孔19を塞ぐ工程と、有孔被溶接物17に重ねられた閉塞被溶接物18を主吸引口15によって吸着した状態で、有孔被溶接物17と閉塞被溶接物18とを溶接する工程と、を実行する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接方法に関する。
【背景技術】
【0002】
従来、被溶接物同士を溶接する方法として、特許文献1に記載の方法が知られている。この方法は、複数の被溶接物を重ねたものを一対の把持部材にて被溶接物の表裏方向から把持する工程と、被溶接物のうち把持部材に把持されていない領域を溶接する工程と、を実行するものである。これにより、複数の被溶接物の相対的な位置が固定された状態で、被溶接物同士を溶接することができる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭61−135495号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、被溶接物同士を溶接する際には、被溶接物同士の間隔を精度よく制御しながら被溶接物同士を固定する必要がある。このため、比較的大きな把持部材が必要となっていた。この結果、従来技術においては、溶接作業時において、把持部材を配するための比較的大きなスペースが必要となっていた。更に、被溶接物には、把持部材で把持されるための領域を予め設けておく必要があった。このため、被溶接物についても、比較的に広い領域が必要とされた。この結果、溶接作業時におけるスペース効率が低下するという問題があった。
【0005】
また、溶接作業時には、把持部材を避けながら被溶接部材同士を溶接する必要がある。このため、把持部材との干渉を避けつつ溶接作業を行う必要があったため、溶接作業の効率が低下することが懸念された。
【0006】
本発明は上記のような事情に基づいて完成されたものであって、溶接作業時におけるスペース効率が向上すると共に、溶接作業の効率が向上する溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、溶接方法であって、主吸引口を有する吸着治具に、主貫通孔が形成された少なくとも一つの有孔被溶接物を、前記主吸引口と前記主貫通孔とを対応させた姿勢で載置する工程と、前記有孔被溶接物に更に閉塞被溶接物を重ねて前記主吸引口及び前記主貫通孔を塞ぐ工程と、前記有孔被溶接物に重ねられた前記閉塞被溶接物を前記主吸引口によって吸着した状態で、前記有孔被溶接物と前記閉塞被溶接物とを溶接する工程と、を実行する。
【0008】
本発明によれば、有孔被溶接物は、吸着治具と、吸着治具の主吸引口によって吸着された閉塞被溶接物との間に挟まれた状態で固定される。これにより、有孔被溶接物及び閉塞被溶接物を把持するための把持部材が不要となるので、溶接作業におけるスペース効率を向上させることができる。
【0009】
また、溶接作業時に把持部材が邪魔にならないので、溶接作業の作業効率を向上させることができる。
【0010】
本発明の実施態様としては以下の態様が好ましい。
前記有孔被溶接物と前記閉塞被溶接物とを、前記閉塞被溶接物側に位置する溶接治具を用いて溶接することが好ましい。
【0011】
上記に態様によれば、有孔被溶接物と閉塞被溶接物とを一対の溶接治具によって挟み付けながら溶接しなくてもよいので、溶接作業におけるスペース効率を一層向上させることができる。
【0012】
前記有孔被溶接物と前記閉塞被溶接物とを、レーザー溶接、又はTIG溶接することができる。
【0013】
上記の態様は、閉塞被溶接物側に位置する溶接治具を用いて溶接作業を行う場合に、特に有効である。
【0014】
前記吸着治具には更に副吸引口が形成されており、前記吸着治具に前記有孔被溶接物が載置された状態で、前記副吸引口を前記有孔被溶接物で塞ぐことにより、前記有孔被溶接物を前記副吸引口によって吸着することが好ましい。
【0015】
上記の態様によれば、有孔被溶接物は、副吸引口によって吸着治具に吸着されて固定される。これにより、有孔被溶接物と、閉塞被溶接物との間の相対的な位置精度を向上させることができる。
【0016】
複数の前記有孔被溶接物を前記吸着治具と前記閉塞被溶接物との間に挟んだ状態で、複数の前記有孔被溶接物同士を溶接すると共に、前記閉塞被溶接物と前記有孔被溶接物とを溶接することが好ましい。
【0017】
上記の態様によれば、複数の有孔被溶接物と、閉塞被溶接物とを、一体に溶接できる。
【0018】
前記吸着治具には複数の副吸引口が形成されており、複数の前記有孔被溶接物には、前記副吸引口に対応する位置に副貫通孔が形成されており、前記副貫通孔を、前記副貫通孔が形成された前記有孔被溶接物よりも前記吸着治具から離間した位置に配された前記有孔被溶接物によって塞ぐことにより、前記有孔被溶接物を前記副吸引口によって吸着することが好ましい。
【0019】
上記の態様によれば、複数の有孔被溶接物を溶接する場合に、吸着治具に対する各有孔被溶接物の相対的な位置精度を向上させることができる。
【発明の効果】
【0020】
本発明によれば、溶接作業時におけるスペース効率を向上させることができると共に、溶接作業の効率を向上させることができる。
【図面の簡単な説明】
【0021】
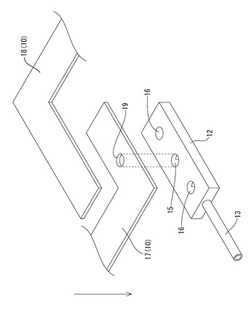
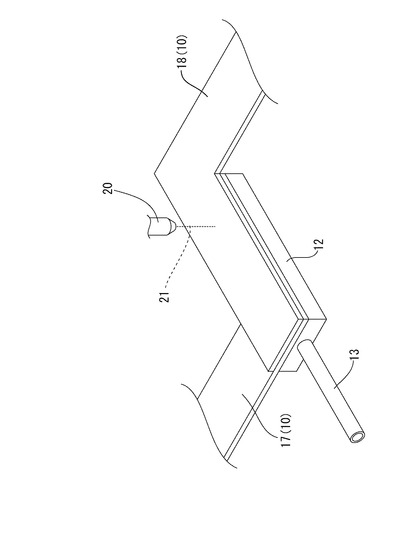
【図1】本発明の実施形態1に係る溶接方法において、吸着部材に有孔被溶接物と閉塞被溶接部とを重ねる工程を示す斜視図
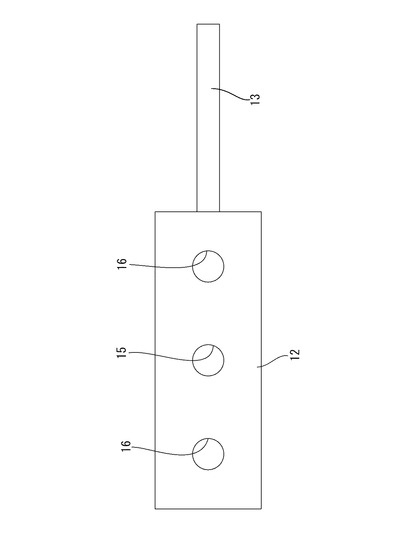
【図2】吸着部材を示す平面図
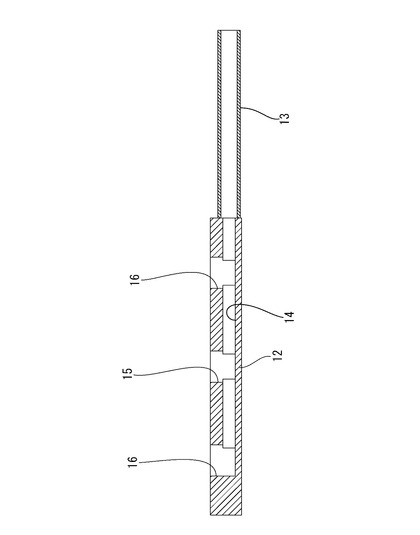
【図3】吸着部材を示す断面図
【図4】有孔被溶接物と閉塞被溶接物とをレーザー溶接する工程を示す斜視図
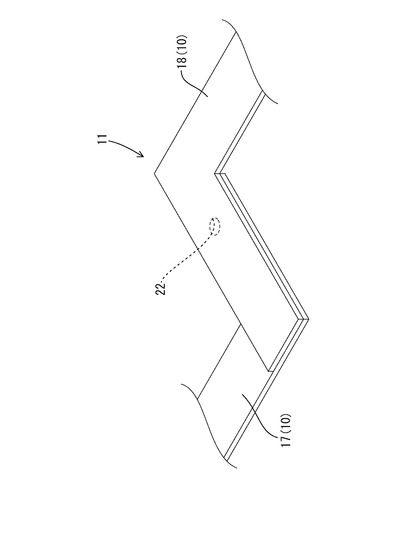
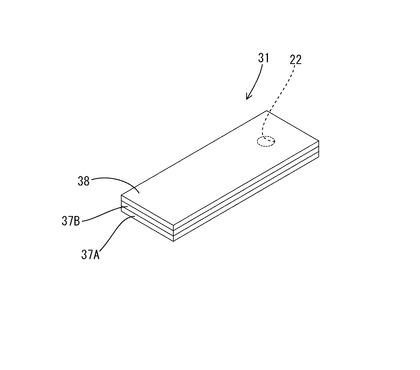
【図5】溶接物を示す斜視図
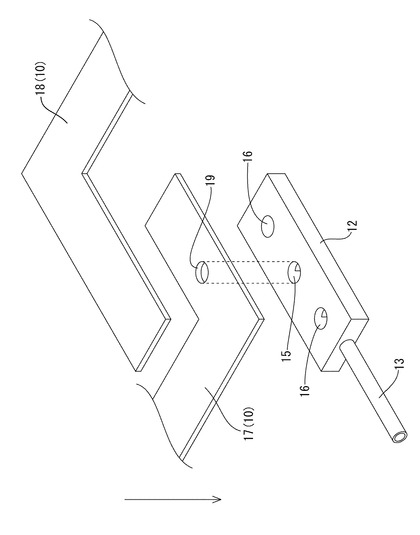
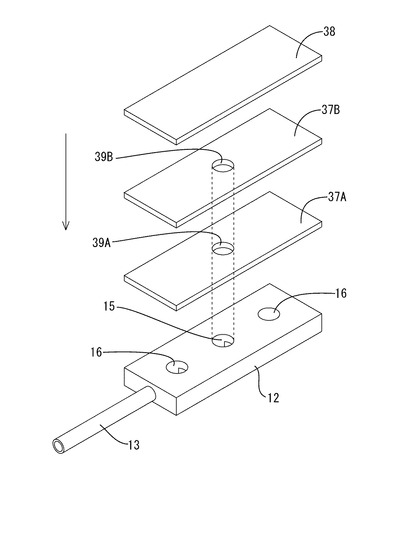
【図6】本発明の実施形態2に係る溶接方法において、吸着部材に下側有孔被溶接物、上側有孔被溶接物、及び閉塞被溶接物を重ねる工程を示す斜視図
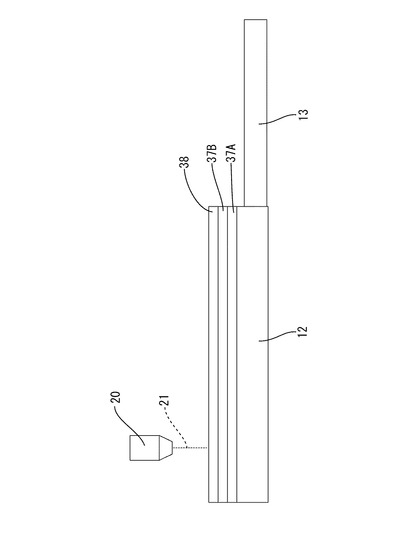
【図7】吸着部材に下側有孔被溶接物、上側有孔被溶接物、及び閉塞被溶接物を重ねる工程を示す側面図
【図8】下側有孔被溶接物、上側有孔被溶接物、及び閉塞被溶接物をレーザー溶接する工程を示す側面図
【図9】溶接物を示す斜視図
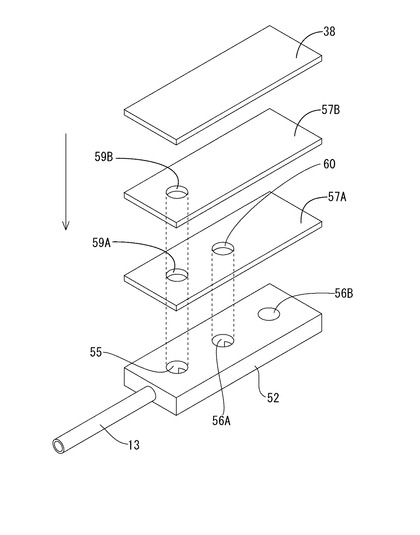
【図10】本発明の実施形態3に係る溶接方法において、吸着部材に下側有孔被溶接物、上側有孔被溶接物、及び閉塞被溶接物を重ねる工程を示す斜視図
【発明を実施するための形態】
【0022】
<実施形態1>
本発明の実施形態1を図1ないし図5を参照しつつ説明する。本実施形態は、重ね合わされた複数の被溶接物10を溶接することで溶接物11を製造する方法に係る。被溶接物10は、異なる機器間を接続するバスバー、異なる電池電極同士を接続する接続部材、電池の発電要素と接続される電池電極等、任意の部材を使用することができる。以下の説明においては、図1における上方を上方とし、下方を下方として説明する。
【0023】
(吸着治具12)
図1に示すように、被溶接物10は、吸着治具12に重ねて配される。吸着治具12は、上方から見て略矩形状をなす扁平な板状をなす。吸着治具12の側面には、吸着管13の一方の端部が接続されている。吸着管13の他方の端部は、公知のポンプ(図示せず)に接続されている。このポンプにより負圧が発生されるようになっている。
【0024】
図3に示すように、吸着治具12にはキャビティ14が形成されている。このキャビティ14は、吸着治具12の側壁のうち吸着管13が配された側壁において開口しており、吸着管13と連通している。吸着治具12の上面には、主吸引口15と、副吸引口16が上方に開口して形成されている。本実施形態においては、吸着治具12の長手方向の中央位置に1つの主吸引口15が形成されており、吸着治具12のうち、長手方向の両端部寄りの位置に、それぞれ、副吸引口16が形成されている。主吸引口15、及び副吸引口16は、キャビティ14と連通している。
【0025】
図2に示すように、主吸引口15、及び副吸引口16は、吸着治具12の長手方向に所定の間隔を空けて直線上に並んで形成されている。主吸引口15、及び副吸引口16の断面形状は円形状をなしている。主吸引口15、及び副吸引口16の内径寸法は同じに設定されている。
【0026】
(被溶接物10)
本実施形態においては、被溶接物10は金属板材を所定形状にプレス加工してなる。被溶接物10を構成する金属は、銅、銅合金、アルミニウム、アルミニウム合金等、必要に応じて任意の金属を用いることができる。被溶接物10の表面には、スズ、ニッケル等の金属からなるメッキ層が形成されていてもよい。
【0027】
図2に示すように、被溶接物10は、吸着治具12に重ねられる有孔被溶接物17と、この有孔被溶接物17の上に更に重ねられる閉塞被溶接物18と、を備える。有孔被溶接物17と、閉塞被溶接物18とは、同じ金属で構成されてもよく、また、異なる金属で構成されてもよい。
【0028】
有孔被溶接物17には、主貫通孔19が貫通して形成されている。主貫通孔19の形状は、円形状をなしている。また、主貫通孔19の内径は、主吸引口15の内径と略同じに設定されている。
【0029】
(溶接方法)
続いて、被溶接物10を溶接する方法について説明する。図1に示すように、吸着治具12の上面に、上方(図1における矢線で示す方向)から有孔被溶接物17を載置する。このとき、有孔被溶接物17は、吸着治具12に対して、有孔被溶接物17の主貫通孔19と、吸着治具12の主吸引口15とが対応する姿勢で、吸着治具12に載置される。有孔被溶接物17の主貫通孔19と、吸着治具12の主吸引口15とが対応するとは、主貫通孔19と主吸引口15とが整合する場合を含むと共に、主貫通孔19と主吸引口15とが整合していない場合でも、主貫通孔19の一部と主吸引口15の一部とが重なって配される場合を含む。また、有孔被溶接物17によって、副吸引口16を塞ぐ。
【0030】
続いて、有孔被溶接物17の上方に、閉塞被溶接物18を重ねる。このとき、閉塞被溶接物18によって、有孔被溶接物17の主貫通孔19と、吸着治具12の主吸引口15とを塞ぐ。
【0031】
続いて、ポンプによって負圧を発生させ、主吸引口15、及び副吸引口16によって、閉塞被溶接物18、及び有孔被溶接物17を吸着する。詳細には、副吸引口16によって、副吸引口16を塞ぐ有孔被溶接物17が吸着され、吸着治具12との間で相対的な位置が決められた状態で保持される。また、主吸引口15によって、主吸引口15及び主貫通孔19を塞ぐ閉塞被溶接物18が吸着され、吸着治具12との間で相対的な位置が決められた状態で保持される。これにより、吸着治具12、有孔被溶接物17、及び閉塞被溶接物18が、相対的な位置決めがなされた状態で保持される。この結果、有孔被溶接物17と、閉塞被溶接物18との間隔を精度よく保持することができる。有孔被溶接物17と、閉塞被溶接物18とは、密着するか、又は、所定の間隔を有して保持される。
【0032】
なお、ポンプは、閉塞被溶接物18、及び有孔被溶接物17を吸着治具12に載置した後に作動させてもよく、また、閉塞被溶接物18、及び有孔被溶接物17を吸着治具12に載置する前から作動させていてもよい。
【0033】
次に、図4に示すように、吸着治具12の上に、有孔被溶接物17、及び閉塞被溶接物18とを重ねて配置した状態で、閉塞被溶接物18の上方から、溶接治具20を閉塞被溶接物18に接近させる。次いで、溶接治具20からレーザー光線21を閉塞被溶接物18の上面に照射することにより、閉塞被溶接物18と、有孔被溶接物17とを溶接する。レーザー光線21の強度は、閉塞被溶接物18と有孔被溶接物17とを溶接可能に設定されていると共に、吸着治具12は有孔被溶接物17と溶接されないように設定されている。
【0034】
レーザー光線21によって溶接されることにより、閉塞被溶接物18と有孔被溶接物17とは一体に接続される。これにより溶接物11が完成する。閉塞被溶接物18の上面には、レーザー光線21によってドット22が形成されている。なお、溶接治具20を走行させることにより、ライン状に閉塞被溶接物18を有孔被溶接物17とを溶接してもよい。
【0035】
(実施形態の作用、効果)
続いて、本実施形態の作用、効果について説明する。本実施形態によれば、有孔被溶接物17は、吸着治具12と、吸着治具12の主吸引口15によって吸着された閉塞被溶接物18との間に挟まれた状態で固定される。これにより、有孔被溶接物17及び閉塞被溶接物18を把持するための把持部材が不要となるので、溶接作業におけるスペース効率を向上させることができる。
【0036】
また、溶接作業時に把持部材が邪魔にならないので、溶接作業の作業効率を向上させることができる。
【0037】
また、本実施形態によれば、有孔被溶接物17と閉塞被溶接物18とを、閉塞被溶接物18側に位置する溶接治具20を用いて溶接する。これにより、有孔被溶接物17と閉塞被溶接物18とを一対の溶接治具20によって挟み付けながら溶接しなくてもよいので、溶接作業におけるスペース効率を一層向上させることができる。
【0038】
また、本実施形態によれば、有孔被溶接物17と閉塞被溶接物18とを、レーザー溶接する。上記の方法は、閉塞被溶接物18側に位置する溶接治具20を用いて溶接作業を行う場合に、特に有効である。
【0039】
また、本実施形態によれば、吸着治具12には副吸引口16が形成されており、吸着治具12に有孔被溶接物17が載置された状態で、副吸引口16を有孔被溶接物17で塞ぐことにより、有孔被溶接物17が副吸引口16によって吸着される。これにより、有孔被溶接物17は、副吸引口16によって吸着治具12に吸着されて固定される。この結果、有孔被溶接物17と、閉塞被溶接物18との間の相対的な位置精度を向上させることができる。
【0040】
<実施形態2>
次に、本発明の実施形態2を図6ないし図9を参照しつつ説明する。図6及び図7に示すように、本実施形態においては、2つの有孔被溶接物37A,37Bが、1つの閉塞被溶接物38と溶接される。2つの有孔被溶接物37A,37Bのうち図6における下側に位置して、吸着治具12の上面に載置されるものと下側有孔被溶接物37Aとし、下側有孔被溶接物37Aの上に重ねられるものを上側有孔被溶接物37Bとする。下側有孔被溶接物37A、及び上側有孔被溶接物37Bのそれぞれには、主貫通孔39A,39Bが形成されている。
【0041】
本実施形態においては、閉塞被溶接物18、上側有孔被溶接物37B、及び下側有孔被溶接物37Aは、同一形状としたが、それぞれが異なる形状としてもよい。
【0042】
上記以外の構成については、実施形態1と略同様なので、同一部材については同一符号を付し、重複する説明を省略する。
【0043】
(溶接方法)
続いて、閉塞被溶接物18、上側有孔被溶接物37B、及び下側有孔被溶接物37Aを溶接する方法について説明する。なお、実施形態1と重複する説明については省略する。図6及び図7の矢線で示すように、吸着治具12の上面に、下側有孔被溶接物37A、上側有孔被溶接物37B、閉塞被溶接物38の順に重ねて載置する。このとき、吸着治具12の主吸引口15と、下側有孔被溶接物37Aの主貫通孔39A、及び上側有孔被溶接物37Bの主貫通孔39Bと、を対応させて配する。吸着治具12の主吸引口15、下側有孔被溶接物37Aの主貫通孔39A、及び上側有孔被溶接物37Bの主貫通孔39Bは、閉塞被溶接物38によって塞がれる。
【0044】
続いて、ポンプによって負圧を発生させ、主吸引口15、及び副吸引口16によって、閉塞被溶接物38、及び下側有孔被溶接物37Aを吸着する。詳細には、副吸引口16によって、副吸引口16を塞ぐ下側有孔被溶接物37Aが吸着され、吸着治具12との間で相対的な位置が決められた状態で保持される。また、主吸引口15によって、主吸引口15及び主貫通孔39A,39Bを塞ぐ閉塞被溶接物38が吸着され、吸着治具12との間で相対的な位置が決められた状態で保持される。すると、上側有孔被溶接物37Bは、下側有孔被溶接物37Aと、閉塞被溶接物38との間に挟まれた状態で、相対的な位置決めがなされた状態で保持される。これにより、吸着治具12、下側有孔被溶接物37A、及び閉塞被溶接物38が、相対的な位置決めがなされた状態で保持される。この結果、下側有孔被溶接物37A、上側有孔被溶接物37B、及び閉塞被溶接物38の間隔を、精度よく保持することができる。下側有孔被溶接物37A、上側有孔被溶接物37B、及び閉塞被溶接物38は、密着するか、又は、所定の間隔を有して保持される。
【0045】
次に、図8に示すように、吸着治具12の上に、下側有孔被溶接物37A、上側有孔被溶接物37B、及び閉塞被溶接物38とを重ねて配置した状態で、閉塞被溶接物38の上方から、溶接治具20を閉塞被溶接物38に接近させる。次いで、溶接治具20からレーザー光線21を閉塞被溶接物38の上面に照射することにより、閉塞被溶接物38と、上側有孔被溶接物37Bとを溶接すると、共に、上側有孔被溶接物37Bと下側有孔被溶接物37Aとを溶接する。レーザー光線21の強度は、閉塞被溶接物38、上側有孔被溶接物37B、及び下側有孔被溶接物37Aを溶接可能に設定されていると共に、吸着治具12は下側有孔被溶接物37Aと溶接されないように設定されている。
【0046】
図9に示すように、レーザー光線21によって溶接されることにより、閉塞被溶接物38、下側有孔被溶接物37A、及び上側有孔被溶接物37Bは一体に接続される。これにより溶接物31が完成する。
【0047】
(実施形態の作用、効果)
本実施形態によれば、複数の有孔被溶接物37A,37Bを吸着治具12と閉塞被溶接物38との間に挟んだ状態で、複数の有孔被溶接物37A,37B同士を溶接すると共に、閉塞被溶接物38と上側有孔被溶接物37Bとを溶接することができる。詳細には、下側有孔被溶接物37A、上側有孔被溶接物37B、及び閉塞被溶接物18を、一回の溶接作業により一体に溶接できる。
【0048】
<実施形態3>
次に、本発明の実施形態3を、図10を参照しつつ説明する。図10に示すように、本実施形態に係る吸着治具52においては、図10における左手前側の端部寄りの位置に、主吸引口55が形成されており、長手方向の中央付近と、右奥側の端部寄りの位置とには、それぞれ、副吸引口56A,56Bが形成されている。
【0049】
吸着治具52に載置される下側有孔被溶接物57Aには、図10における左手前側の端部寄りの位置に、主貫通孔59Aが形成されている。また、長手方向の中央付近には副貫通孔60が形成されている。
【0050】
また、下側有孔被溶接物57Aに重ねられる上側有孔被溶接物57Bには、図10における左手前側の端部寄りの位置に、主貫通孔59Bが形成されている。
【0051】
上記以外の構成については、実施形態2と略同様なので、同一部材については同一符号を付し、重複する説明を省略する。
【0052】
(溶接方法)
続いて、閉塞被溶接物18、上側有孔被溶接物57B、及び下側有孔被溶接物57Aを溶接する方法について説明する。なお、実施形態2と重複する説明については省略する。図10の矢線で示すように、吸着治具52の上面に、下側有孔被溶接物57A、上側有孔被溶接物57B、閉塞被溶接物38の順に重ねて載置する。
【0053】
まず、下側有孔被溶接物57Aについては、主貫通孔59Aと主吸引口55とを整合させると共に、副貫通孔60と、吸着治具52に形成された副吸引口56Aとを対応させた姿勢で、吸着治具52に載置する。そして、下側有孔被溶接物57Aによって、吸着治具52の副吸引口56Bを塞ぐ。
【0054】
次いで、上側有孔被溶接物57Bについては、上側有孔被溶接物57Bの主貫通孔59Bと、下側有孔被溶接物57Aの主貫通孔59Aとを対応させた姿勢で、下側有孔被溶接物57Aの上に重ねる。そして、上側有孔被溶接物57Bによって、吸着治具52の副吸引口56Aと、下側有孔被溶接物57Aの副貫通孔60と、を塞ぐ。
【0055】
更に、閉塞被溶接物38を、上側有孔被溶接物57Bの上に重ね、吸着治具52の主吸引口55、下側有孔被溶接物57Aの主貫通孔59A、及び上側有孔被溶接物57Bの主貫通孔59Bを、閉塞被溶接物38によって塞ぐ。
【0056】
続いて、ポンプによって負圧を発生させ、副吸引口56Bによって、この副吸引口56Bを塞ぐ下側有孔被溶接物57Aが吸着され、吸着治具52との間で相対的な位置が決められた状態で保持される。
【0057】
また、吸着治具52に形成された副吸引口56Aによって、上側有孔被溶接物57Bが吸着され、吸着治具52との間で相対的な位置が決められた状態で保持される。
【0058】
更に、主吸引口55によって、主吸引口55及び主貫通孔59A,59Bを塞ぐ閉塞被溶接物38が吸着され、吸着治具52との間で相対的な位置が決められた状態で保持される。これにより、吸着治具52、下側有孔被溶接物57A、及び閉塞被溶接物38が、相対的な位置決めがなされた状態で保持される。この結果、下側有孔被溶接物57A、上側有孔被溶接物57B、及び閉塞被溶接物38の間隔を、精度よく保持することができる。下側有孔被溶接物57A、上側有孔被溶接物57B、及び閉塞被溶接物48は、密着するか、又は、所定の間隔を有して保持される。
【0059】
その後、レーザー光線21によって溶接されることにより、閉塞被溶接物38、下側有孔被溶接物57A、及び上側有孔被溶接物57Bは一体に接続される。
【0060】
(実施形態の作用、効果)
本実施形態によれば、閉塞被溶接物38、下側有孔被溶接物57A、及び上側有孔被溶接物57Bを、それぞれ、吸着治具52に吸着されることにより、閉塞被溶接物38、下側有孔被溶接物57A、及び上側有孔被溶接物57Bの相対的な位置決めをすることができる。これにより、吸着治具52に対する下側有孔被溶接物57A、及び上側有孔被溶接物57Bの相対的な位置精度を向上させることができる。
【0061】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
【0062】
(1)本実施形態においては、有孔被溶接物17及び閉塞被溶接物18は共に板状をなしていたが、これに限られず、吸着治具12の主吸引口15及び副吸引口16に吸着可能な平面又は曲面を有していれば、角柱状、丸棒状、平板状等、必要に応じて任意の形状とすることができる。
【0063】
(2)本実施形態においては、吸着治具12の形状は上方から見て矩形状をなす扁平な板状をなしていたが、これに限られず、必要に応じて任意の形状としうる。
【0064】
(3)本実施形態においては、主吸引口15と、副吸引口16とは同一形状をなす構成としたが、これに限られず、主吸引口15と副吸引口16とが異なる形状をなしていてもよい。また、主吸引口15の断面積と、副吸引口16の断面積とを異ならせることにより、有孔被溶接物17に対する吸着力と、閉塞被溶接物18に対する吸着力とを異ならせるようにしてもよい。
【0065】
(4)本実施形態においては、主吸引口15の形状、及び内径と、主貫通孔19の形状、及び内径とは、略同じに形成されている構成としたが、これに限られず、主吸引口15と主貫通孔19とは、異なる形状をなす構成としてもよい。
【0066】
(5)本実施形態においては、副吸引口16の形状、及び内径と、副貫通孔60の形状、及び内径とは、略同じに形成されている構成としたが、これに限られず、副吸引口16と副貫通口60とは、異なる形状をなす構成としてもよい。
【0067】
(6)本実施形態においては、レーザー光線21によるレーザー溶接により有孔被溶接物17と閉塞被溶接物18とを溶接したが、これに限られず、有孔被溶接物17と閉塞被溶接物18とは、TIG溶接、抵抗溶接等、必要に応じて任意の溶接方法によって溶接してもよい。
【0068】
(7)本実施形態においては、有孔被溶接治具20は1つ、又は2つであったが、3つ以上の複数であってもよい。
【0069】
(8)本実施形態においては、1つの吸着治具12には1つの主吸引口15が形成される構成としたが、これに限られず、1つの吸着治具12に2つ以上の複数の主吸引口15が形成される構成としてもよい。
【符号の説明】
【0070】
12,52…吸着治具
15,55…主吸引口
16,56A,56B…副吸引口
17…有孔被溶接物
18,38…閉塞被溶接物
19,39A,39B,59A,59B…主貫通孔
20…溶接治具
37A,57B…下側有孔被溶接物
37B、57B…上側有孔被溶接物
60…副貫通孔
【技術分野】
【0001】
本発明は、溶接方法に関する。
【背景技術】
【0002】
従来、被溶接物同士を溶接する方法として、特許文献1に記載の方法が知られている。この方法は、複数の被溶接物を重ねたものを一対の把持部材にて被溶接物の表裏方向から把持する工程と、被溶接物のうち把持部材に把持されていない領域を溶接する工程と、を実行するものである。これにより、複数の被溶接物の相対的な位置が固定された状態で、被溶接物同士を溶接することができる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭61−135495号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、被溶接物同士を溶接する際には、被溶接物同士の間隔を精度よく制御しながら被溶接物同士を固定する必要がある。このため、比較的大きな把持部材が必要となっていた。この結果、従来技術においては、溶接作業時において、把持部材を配するための比較的大きなスペースが必要となっていた。更に、被溶接物には、把持部材で把持されるための領域を予め設けておく必要があった。このため、被溶接物についても、比較的に広い領域が必要とされた。この結果、溶接作業時におけるスペース効率が低下するという問題があった。
【0005】
また、溶接作業時には、把持部材を避けながら被溶接部材同士を溶接する必要がある。このため、把持部材との干渉を避けつつ溶接作業を行う必要があったため、溶接作業の効率が低下することが懸念された。
【0006】
本発明は上記のような事情に基づいて完成されたものであって、溶接作業時におけるスペース効率が向上すると共に、溶接作業の効率が向上する溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、溶接方法であって、主吸引口を有する吸着治具に、主貫通孔が形成された少なくとも一つの有孔被溶接物を、前記主吸引口と前記主貫通孔とを対応させた姿勢で載置する工程と、前記有孔被溶接物に更に閉塞被溶接物を重ねて前記主吸引口及び前記主貫通孔を塞ぐ工程と、前記有孔被溶接物に重ねられた前記閉塞被溶接物を前記主吸引口によって吸着した状態で、前記有孔被溶接物と前記閉塞被溶接物とを溶接する工程と、を実行する。
【0008】
本発明によれば、有孔被溶接物は、吸着治具と、吸着治具の主吸引口によって吸着された閉塞被溶接物との間に挟まれた状態で固定される。これにより、有孔被溶接物及び閉塞被溶接物を把持するための把持部材が不要となるので、溶接作業におけるスペース効率を向上させることができる。
【0009】
また、溶接作業時に把持部材が邪魔にならないので、溶接作業の作業効率を向上させることができる。
【0010】
本発明の実施態様としては以下の態様が好ましい。
前記有孔被溶接物と前記閉塞被溶接物とを、前記閉塞被溶接物側に位置する溶接治具を用いて溶接することが好ましい。
【0011】
上記に態様によれば、有孔被溶接物と閉塞被溶接物とを一対の溶接治具によって挟み付けながら溶接しなくてもよいので、溶接作業におけるスペース効率を一層向上させることができる。
【0012】
前記有孔被溶接物と前記閉塞被溶接物とを、レーザー溶接、又はTIG溶接することができる。
【0013】
上記の態様は、閉塞被溶接物側に位置する溶接治具を用いて溶接作業を行う場合に、特に有効である。
【0014】
前記吸着治具には更に副吸引口が形成されており、前記吸着治具に前記有孔被溶接物が載置された状態で、前記副吸引口を前記有孔被溶接物で塞ぐことにより、前記有孔被溶接物を前記副吸引口によって吸着することが好ましい。
【0015】
上記の態様によれば、有孔被溶接物は、副吸引口によって吸着治具に吸着されて固定される。これにより、有孔被溶接物と、閉塞被溶接物との間の相対的な位置精度を向上させることができる。
【0016】
複数の前記有孔被溶接物を前記吸着治具と前記閉塞被溶接物との間に挟んだ状態で、複数の前記有孔被溶接物同士を溶接すると共に、前記閉塞被溶接物と前記有孔被溶接物とを溶接することが好ましい。
【0017】
上記の態様によれば、複数の有孔被溶接物と、閉塞被溶接物とを、一体に溶接できる。
【0018】
前記吸着治具には複数の副吸引口が形成されており、複数の前記有孔被溶接物には、前記副吸引口に対応する位置に副貫通孔が形成されており、前記副貫通孔を、前記副貫通孔が形成された前記有孔被溶接物よりも前記吸着治具から離間した位置に配された前記有孔被溶接物によって塞ぐことにより、前記有孔被溶接物を前記副吸引口によって吸着することが好ましい。
【0019】
上記の態様によれば、複数の有孔被溶接物を溶接する場合に、吸着治具に対する各有孔被溶接物の相対的な位置精度を向上させることができる。
【発明の効果】
【0020】
本発明によれば、溶接作業時におけるスペース効率を向上させることができると共に、溶接作業の効率を向上させることができる。
【図面の簡単な説明】
【0021】
【図1】本発明の実施形態1に係る溶接方法において、吸着部材に有孔被溶接物と閉塞被溶接部とを重ねる工程を示す斜視図
【図2】吸着部材を示す平面図
【図3】吸着部材を示す断面図
【図4】有孔被溶接物と閉塞被溶接物とをレーザー溶接する工程を示す斜視図
【図5】溶接物を示す斜視図
【図6】本発明の実施形態2に係る溶接方法において、吸着部材に下側有孔被溶接物、上側有孔被溶接物、及び閉塞被溶接物を重ねる工程を示す斜視図
【図7】吸着部材に下側有孔被溶接物、上側有孔被溶接物、及び閉塞被溶接物を重ねる工程を示す側面図
【図8】下側有孔被溶接物、上側有孔被溶接物、及び閉塞被溶接物をレーザー溶接する工程を示す側面図
【図9】溶接物を示す斜視図
【図10】本発明の実施形態3に係る溶接方法において、吸着部材に下側有孔被溶接物、上側有孔被溶接物、及び閉塞被溶接物を重ねる工程を示す斜視図
【発明を実施するための形態】
【0022】
<実施形態1>
本発明の実施形態1を図1ないし図5を参照しつつ説明する。本実施形態は、重ね合わされた複数の被溶接物10を溶接することで溶接物11を製造する方法に係る。被溶接物10は、異なる機器間を接続するバスバー、異なる電池電極同士を接続する接続部材、電池の発電要素と接続される電池電極等、任意の部材を使用することができる。以下の説明においては、図1における上方を上方とし、下方を下方として説明する。
【0023】
(吸着治具12)
図1に示すように、被溶接物10は、吸着治具12に重ねて配される。吸着治具12は、上方から見て略矩形状をなす扁平な板状をなす。吸着治具12の側面には、吸着管13の一方の端部が接続されている。吸着管13の他方の端部は、公知のポンプ(図示せず)に接続されている。このポンプにより負圧が発生されるようになっている。
【0024】
図3に示すように、吸着治具12にはキャビティ14が形成されている。このキャビティ14は、吸着治具12の側壁のうち吸着管13が配された側壁において開口しており、吸着管13と連通している。吸着治具12の上面には、主吸引口15と、副吸引口16が上方に開口して形成されている。本実施形態においては、吸着治具12の長手方向の中央位置に1つの主吸引口15が形成されており、吸着治具12のうち、長手方向の両端部寄りの位置に、それぞれ、副吸引口16が形成されている。主吸引口15、及び副吸引口16は、キャビティ14と連通している。
【0025】
図2に示すように、主吸引口15、及び副吸引口16は、吸着治具12の長手方向に所定の間隔を空けて直線上に並んで形成されている。主吸引口15、及び副吸引口16の断面形状は円形状をなしている。主吸引口15、及び副吸引口16の内径寸法は同じに設定されている。
【0026】
(被溶接物10)
本実施形態においては、被溶接物10は金属板材を所定形状にプレス加工してなる。被溶接物10を構成する金属は、銅、銅合金、アルミニウム、アルミニウム合金等、必要に応じて任意の金属を用いることができる。被溶接物10の表面には、スズ、ニッケル等の金属からなるメッキ層が形成されていてもよい。
【0027】
図2に示すように、被溶接物10は、吸着治具12に重ねられる有孔被溶接物17と、この有孔被溶接物17の上に更に重ねられる閉塞被溶接物18と、を備える。有孔被溶接物17と、閉塞被溶接物18とは、同じ金属で構成されてもよく、また、異なる金属で構成されてもよい。
【0028】
有孔被溶接物17には、主貫通孔19が貫通して形成されている。主貫通孔19の形状は、円形状をなしている。また、主貫通孔19の内径は、主吸引口15の内径と略同じに設定されている。
【0029】
(溶接方法)
続いて、被溶接物10を溶接する方法について説明する。図1に示すように、吸着治具12の上面に、上方(図1における矢線で示す方向)から有孔被溶接物17を載置する。このとき、有孔被溶接物17は、吸着治具12に対して、有孔被溶接物17の主貫通孔19と、吸着治具12の主吸引口15とが対応する姿勢で、吸着治具12に載置される。有孔被溶接物17の主貫通孔19と、吸着治具12の主吸引口15とが対応するとは、主貫通孔19と主吸引口15とが整合する場合を含むと共に、主貫通孔19と主吸引口15とが整合していない場合でも、主貫通孔19の一部と主吸引口15の一部とが重なって配される場合を含む。また、有孔被溶接物17によって、副吸引口16を塞ぐ。
【0030】
続いて、有孔被溶接物17の上方に、閉塞被溶接物18を重ねる。このとき、閉塞被溶接物18によって、有孔被溶接物17の主貫通孔19と、吸着治具12の主吸引口15とを塞ぐ。
【0031】
続いて、ポンプによって負圧を発生させ、主吸引口15、及び副吸引口16によって、閉塞被溶接物18、及び有孔被溶接物17を吸着する。詳細には、副吸引口16によって、副吸引口16を塞ぐ有孔被溶接物17が吸着され、吸着治具12との間で相対的な位置が決められた状態で保持される。また、主吸引口15によって、主吸引口15及び主貫通孔19を塞ぐ閉塞被溶接物18が吸着され、吸着治具12との間で相対的な位置が決められた状態で保持される。これにより、吸着治具12、有孔被溶接物17、及び閉塞被溶接物18が、相対的な位置決めがなされた状態で保持される。この結果、有孔被溶接物17と、閉塞被溶接物18との間隔を精度よく保持することができる。有孔被溶接物17と、閉塞被溶接物18とは、密着するか、又は、所定の間隔を有して保持される。
【0032】
なお、ポンプは、閉塞被溶接物18、及び有孔被溶接物17を吸着治具12に載置した後に作動させてもよく、また、閉塞被溶接物18、及び有孔被溶接物17を吸着治具12に載置する前から作動させていてもよい。
【0033】
次に、図4に示すように、吸着治具12の上に、有孔被溶接物17、及び閉塞被溶接物18とを重ねて配置した状態で、閉塞被溶接物18の上方から、溶接治具20を閉塞被溶接物18に接近させる。次いで、溶接治具20からレーザー光線21を閉塞被溶接物18の上面に照射することにより、閉塞被溶接物18と、有孔被溶接物17とを溶接する。レーザー光線21の強度は、閉塞被溶接物18と有孔被溶接物17とを溶接可能に設定されていると共に、吸着治具12は有孔被溶接物17と溶接されないように設定されている。
【0034】
レーザー光線21によって溶接されることにより、閉塞被溶接物18と有孔被溶接物17とは一体に接続される。これにより溶接物11が完成する。閉塞被溶接物18の上面には、レーザー光線21によってドット22が形成されている。なお、溶接治具20を走行させることにより、ライン状に閉塞被溶接物18を有孔被溶接物17とを溶接してもよい。
【0035】
(実施形態の作用、効果)
続いて、本実施形態の作用、効果について説明する。本実施形態によれば、有孔被溶接物17は、吸着治具12と、吸着治具12の主吸引口15によって吸着された閉塞被溶接物18との間に挟まれた状態で固定される。これにより、有孔被溶接物17及び閉塞被溶接物18を把持するための把持部材が不要となるので、溶接作業におけるスペース効率を向上させることができる。
【0036】
また、溶接作業時に把持部材が邪魔にならないので、溶接作業の作業効率を向上させることができる。
【0037】
また、本実施形態によれば、有孔被溶接物17と閉塞被溶接物18とを、閉塞被溶接物18側に位置する溶接治具20を用いて溶接する。これにより、有孔被溶接物17と閉塞被溶接物18とを一対の溶接治具20によって挟み付けながら溶接しなくてもよいので、溶接作業におけるスペース効率を一層向上させることができる。
【0038】
また、本実施形態によれば、有孔被溶接物17と閉塞被溶接物18とを、レーザー溶接する。上記の方法は、閉塞被溶接物18側に位置する溶接治具20を用いて溶接作業を行う場合に、特に有効である。
【0039】
また、本実施形態によれば、吸着治具12には副吸引口16が形成されており、吸着治具12に有孔被溶接物17が載置された状態で、副吸引口16を有孔被溶接物17で塞ぐことにより、有孔被溶接物17が副吸引口16によって吸着される。これにより、有孔被溶接物17は、副吸引口16によって吸着治具12に吸着されて固定される。この結果、有孔被溶接物17と、閉塞被溶接物18との間の相対的な位置精度を向上させることができる。
【0040】
<実施形態2>
次に、本発明の実施形態2を図6ないし図9を参照しつつ説明する。図6及び図7に示すように、本実施形態においては、2つの有孔被溶接物37A,37Bが、1つの閉塞被溶接物38と溶接される。2つの有孔被溶接物37A,37Bのうち図6における下側に位置して、吸着治具12の上面に載置されるものと下側有孔被溶接物37Aとし、下側有孔被溶接物37Aの上に重ねられるものを上側有孔被溶接物37Bとする。下側有孔被溶接物37A、及び上側有孔被溶接物37Bのそれぞれには、主貫通孔39A,39Bが形成されている。
【0041】
本実施形態においては、閉塞被溶接物18、上側有孔被溶接物37B、及び下側有孔被溶接物37Aは、同一形状としたが、それぞれが異なる形状としてもよい。
【0042】
上記以外の構成については、実施形態1と略同様なので、同一部材については同一符号を付し、重複する説明を省略する。
【0043】
(溶接方法)
続いて、閉塞被溶接物18、上側有孔被溶接物37B、及び下側有孔被溶接物37Aを溶接する方法について説明する。なお、実施形態1と重複する説明については省略する。図6及び図7の矢線で示すように、吸着治具12の上面に、下側有孔被溶接物37A、上側有孔被溶接物37B、閉塞被溶接物38の順に重ねて載置する。このとき、吸着治具12の主吸引口15と、下側有孔被溶接物37Aの主貫通孔39A、及び上側有孔被溶接物37Bの主貫通孔39Bと、を対応させて配する。吸着治具12の主吸引口15、下側有孔被溶接物37Aの主貫通孔39A、及び上側有孔被溶接物37Bの主貫通孔39Bは、閉塞被溶接物38によって塞がれる。
【0044】
続いて、ポンプによって負圧を発生させ、主吸引口15、及び副吸引口16によって、閉塞被溶接物38、及び下側有孔被溶接物37Aを吸着する。詳細には、副吸引口16によって、副吸引口16を塞ぐ下側有孔被溶接物37Aが吸着され、吸着治具12との間で相対的な位置が決められた状態で保持される。また、主吸引口15によって、主吸引口15及び主貫通孔39A,39Bを塞ぐ閉塞被溶接物38が吸着され、吸着治具12との間で相対的な位置が決められた状態で保持される。すると、上側有孔被溶接物37Bは、下側有孔被溶接物37Aと、閉塞被溶接物38との間に挟まれた状態で、相対的な位置決めがなされた状態で保持される。これにより、吸着治具12、下側有孔被溶接物37A、及び閉塞被溶接物38が、相対的な位置決めがなされた状態で保持される。この結果、下側有孔被溶接物37A、上側有孔被溶接物37B、及び閉塞被溶接物38の間隔を、精度よく保持することができる。下側有孔被溶接物37A、上側有孔被溶接物37B、及び閉塞被溶接物38は、密着するか、又は、所定の間隔を有して保持される。
【0045】
次に、図8に示すように、吸着治具12の上に、下側有孔被溶接物37A、上側有孔被溶接物37B、及び閉塞被溶接物38とを重ねて配置した状態で、閉塞被溶接物38の上方から、溶接治具20を閉塞被溶接物38に接近させる。次いで、溶接治具20からレーザー光線21を閉塞被溶接物38の上面に照射することにより、閉塞被溶接物38と、上側有孔被溶接物37Bとを溶接すると、共に、上側有孔被溶接物37Bと下側有孔被溶接物37Aとを溶接する。レーザー光線21の強度は、閉塞被溶接物38、上側有孔被溶接物37B、及び下側有孔被溶接物37Aを溶接可能に設定されていると共に、吸着治具12は下側有孔被溶接物37Aと溶接されないように設定されている。
【0046】
図9に示すように、レーザー光線21によって溶接されることにより、閉塞被溶接物38、下側有孔被溶接物37A、及び上側有孔被溶接物37Bは一体に接続される。これにより溶接物31が完成する。
【0047】
(実施形態の作用、効果)
本実施形態によれば、複数の有孔被溶接物37A,37Bを吸着治具12と閉塞被溶接物38との間に挟んだ状態で、複数の有孔被溶接物37A,37B同士を溶接すると共に、閉塞被溶接物38と上側有孔被溶接物37Bとを溶接することができる。詳細には、下側有孔被溶接物37A、上側有孔被溶接物37B、及び閉塞被溶接物18を、一回の溶接作業により一体に溶接できる。
【0048】
<実施形態3>
次に、本発明の実施形態3を、図10を参照しつつ説明する。図10に示すように、本実施形態に係る吸着治具52においては、図10における左手前側の端部寄りの位置に、主吸引口55が形成されており、長手方向の中央付近と、右奥側の端部寄りの位置とには、それぞれ、副吸引口56A,56Bが形成されている。
【0049】
吸着治具52に載置される下側有孔被溶接物57Aには、図10における左手前側の端部寄りの位置に、主貫通孔59Aが形成されている。また、長手方向の中央付近には副貫通孔60が形成されている。
【0050】
また、下側有孔被溶接物57Aに重ねられる上側有孔被溶接物57Bには、図10における左手前側の端部寄りの位置に、主貫通孔59Bが形成されている。
【0051】
上記以外の構成については、実施形態2と略同様なので、同一部材については同一符号を付し、重複する説明を省略する。
【0052】
(溶接方法)
続いて、閉塞被溶接物18、上側有孔被溶接物57B、及び下側有孔被溶接物57Aを溶接する方法について説明する。なお、実施形態2と重複する説明については省略する。図10の矢線で示すように、吸着治具52の上面に、下側有孔被溶接物57A、上側有孔被溶接物57B、閉塞被溶接物38の順に重ねて載置する。
【0053】
まず、下側有孔被溶接物57Aについては、主貫通孔59Aと主吸引口55とを整合させると共に、副貫通孔60と、吸着治具52に形成された副吸引口56Aとを対応させた姿勢で、吸着治具52に載置する。そして、下側有孔被溶接物57Aによって、吸着治具52の副吸引口56Bを塞ぐ。
【0054】
次いで、上側有孔被溶接物57Bについては、上側有孔被溶接物57Bの主貫通孔59Bと、下側有孔被溶接物57Aの主貫通孔59Aとを対応させた姿勢で、下側有孔被溶接物57Aの上に重ねる。そして、上側有孔被溶接物57Bによって、吸着治具52の副吸引口56Aと、下側有孔被溶接物57Aの副貫通孔60と、を塞ぐ。
【0055】
更に、閉塞被溶接物38を、上側有孔被溶接物57Bの上に重ね、吸着治具52の主吸引口55、下側有孔被溶接物57Aの主貫通孔59A、及び上側有孔被溶接物57Bの主貫通孔59Bを、閉塞被溶接物38によって塞ぐ。
【0056】
続いて、ポンプによって負圧を発生させ、副吸引口56Bによって、この副吸引口56Bを塞ぐ下側有孔被溶接物57Aが吸着され、吸着治具52との間で相対的な位置が決められた状態で保持される。
【0057】
また、吸着治具52に形成された副吸引口56Aによって、上側有孔被溶接物57Bが吸着され、吸着治具52との間で相対的な位置が決められた状態で保持される。
【0058】
更に、主吸引口55によって、主吸引口55及び主貫通孔59A,59Bを塞ぐ閉塞被溶接物38が吸着され、吸着治具52との間で相対的な位置が決められた状態で保持される。これにより、吸着治具52、下側有孔被溶接物57A、及び閉塞被溶接物38が、相対的な位置決めがなされた状態で保持される。この結果、下側有孔被溶接物57A、上側有孔被溶接物57B、及び閉塞被溶接物38の間隔を、精度よく保持することができる。下側有孔被溶接物57A、上側有孔被溶接物57B、及び閉塞被溶接物48は、密着するか、又は、所定の間隔を有して保持される。
【0059】
その後、レーザー光線21によって溶接されることにより、閉塞被溶接物38、下側有孔被溶接物57A、及び上側有孔被溶接物57Bは一体に接続される。
【0060】
(実施形態の作用、効果)
本実施形態によれば、閉塞被溶接物38、下側有孔被溶接物57A、及び上側有孔被溶接物57Bを、それぞれ、吸着治具52に吸着されることにより、閉塞被溶接物38、下側有孔被溶接物57A、及び上側有孔被溶接物57Bの相対的な位置決めをすることができる。これにより、吸着治具52に対する下側有孔被溶接物57A、及び上側有孔被溶接物57Bの相対的な位置精度を向上させることができる。
【0061】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
【0062】
(1)本実施形態においては、有孔被溶接物17及び閉塞被溶接物18は共に板状をなしていたが、これに限られず、吸着治具12の主吸引口15及び副吸引口16に吸着可能な平面又は曲面を有していれば、角柱状、丸棒状、平板状等、必要に応じて任意の形状とすることができる。
【0063】
(2)本実施形態においては、吸着治具12の形状は上方から見て矩形状をなす扁平な板状をなしていたが、これに限られず、必要に応じて任意の形状としうる。
【0064】
(3)本実施形態においては、主吸引口15と、副吸引口16とは同一形状をなす構成としたが、これに限られず、主吸引口15と副吸引口16とが異なる形状をなしていてもよい。また、主吸引口15の断面積と、副吸引口16の断面積とを異ならせることにより、有孔被溶接物17に対する吸着力と、閉塞被溶接物18に対する吸着力とを異ならせるようにしてもよい。
【0065】
(4)本実施形態においては、主吸引口15の形状、及び内径と、主貫通孔19の形状、及び内径とは、略同じに形成されている構成としたが、これに限られず、主吸引口15と主貫通孔19とは、異なる形状をなす構成としてもよい。
【0066】
(5)本実施形態においては、副吸引口16の形状、及び内径と、副貫通孔60の形状、及び内径とは、略同じに形成されている構成としたが、これに限られず、副吸引口16と副貫通口60とは、異なる形状をなす構成としてもよい。
【0067】
(6)本実施形態においては、レーザー光線21によるレーザー溶接により有孔被溶接物17と閉塞被溶接物18とを溶接したが、これに限られず、有孔被溶接物17と閉塞被溶接物18とは、TIG溶接、抵抗溶接等、必要に応じて任意の溶接方法によって溶接してもよい。
【0068】
(7)本実施形態においては、有孔被溶接治具20は1つ、又は2つであったが、3つ以上の複数であってもよい。
【0069】
(8)本実施形態においては、1つの吸着治具12には1つの主吸引口15が形成される構成としたが、これに限られず、1つの吸着治具12に2つ以上の複数の主吸引口15が形成される構成としてもよい。
【符号の説明】
【0070】
12,52…吸着治具
15,55…主吸引口
16,56A,56B…副吸引口
17…有孔被溶接物
18,38…閉塞被溶接物
19,39A,39B,59A,59B…主貫通孔
20…溶接治具
37A,57B…下側有孔被溶接物
37B、57B…上側有孔被溶接物
60…副貫通孔
【特許請求の範囲】
【請求項1】
主吸引口を有する吸着治具に、主貫通孔が形成された少なくとも一つの有孔被溶接物を、前記主吸引口と前記主貫通孔とを対応させた姿勢で載置する工程と、
前記有孔被溶接物に更に閉塞被溶接物を重ねて前記主吸引口及び前記主貫通孔を塞ぐ工程と、
前記有孔被溶接物に重ねられた前記閉塞被溶接物を前記主吸引口によって吸着した状態で、前記有孔被溶接物と前記閉塞被溶接物とを溶接する工程と、を実行する溶接方法。
【請求項2】
前記有孔被溶接物と前記閉塞被溶接物とを、前記閉塞被溶接物側に位置する溶接治具を用いて溶接する請求項1に記載の溶接方法。
【請求項3】
前記有孔被溶接物と前記閉塞被溶接物とを、レーザー溶接、又はTIG溶接する請求項2に記載の溶接方法。
【請求項4】
前記吸着治具には更に副吸引口が形成されており、
前記吸着治具に前記有孔被溶接物が載置された状態で、前記副吸引口を前記有孔被溶接物で塞ぐことにより、前記有孔被溶接物を前記副吸引口によって吸着する請求項1ないし請求項3のいずれか一項に記載の溶接方法。
【請求項5】
複数の前記有孔被溶接物を前記吸着治具と前記閉塞被溶接物との間に挟んだ状態で、複数の前記有孔被溶接物同士を溶接すると共に、前記閉塞被溶接物と前記有孔被溶接物とを溶接する請求項1ないし請求項4のいずれか一項に記載の溶接方法。
【請求項6】
前記吸着治具には複数の副吸引口が形成されており、複数の前記有孔被溶接物には、前記副吸引口に対応する位置に副貫通孔が形成されており、
前記副貫通孔を、前記副貫通孔が形成された前記有孔被溶接物よりも前記吸着治具から離間した位置に配された前記有孔被溶接物によって塞ぐことにより、前記有孔被溶接物を前記副吸引口によって吸着する請求項5に記載の溶接方法。
【請求項1】
主吸引口を有する吸着治具に、主貫通孔が形成された少なくとも一つの有孔被溶接物を、前記主吸引口と前記主貫通孔とを対応させた姿勢で載置する工程と、
前記有孔被溶接物に更に閉塞被溶接物を重ねて前記主吸引口及び前記主貫通孔を塞ぐ工程と、
前記有孔被溶接物に重ねられた前記閉塞被溶接物を前記主吸引口によって吸着した状態で、前記有孔被溶接物と前記閉塞被溶接物とを溶接する工程と、を実行する溶接方法。
【請求項2】
前記有孔被溶接物と前記閉塞被溶接物とを、前記閉塞被溶接物側に位置する溶接治具を用いて溶接する請求項1に記載の溶接方法。
【請求項3】
前記有孔被溶接物と前記閉塞被溶接物とを、レーザー溶接、又はTIG溶接する請求項2に記載の溶接方法。
【請求項4】
前記吸着治具には更に副吸引口が形成されており、
前記吸着治具に前記有孔被溶接物が載置された状態で、前記副吸引口を前記有孔被溶接物で塞ぐことにより、前記有孔被溶接物を前記副吸引口によって吸着する請求項1ないし請求項3のいずれか一項に記載の溶接方法。
【請求項5】
複数の前記有孔被溶接物を前記吸着治具と前記閉塞被溶接物との間に挟んだ状態で、複数の前記有孔被溶接物同士を溶接すると共に、前記閉塞被溶接物と前記有孔被溶接物とを溶接する請求項1ないし請求項4のいずれか一項に記載の溶接方法。
【請求項6】
前記吸着治具には複数の副吸引口が形成されており、複数の前記有孔被溶接物には、前記副吸引口に対応する位置に副貫通孔が形成されており、
前記副貫通孔を、前記副貫通孔が形成された前記有孔被溶接物よりも前記吸着治具から離間した位置に配された前記有孔被溶接物によって塞ぐことにより、前記有孔被溶接物を前記副吸引口によって吸着する請求項5に記載の溶接方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−52435(P2013−52435A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−193942(P2011−193942)
【出願日】平成23年9月6日(2011.9.6)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月6日(2011.9.6)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]