
溶湯容器内で使用する鋳込み用ノズル
溶湯用容器で使用する鋳込み用ノズルにして、溶湯用の貫流開口を包囲する内壁と、外側ハウジングとを有する鋳込み用ノズルが提供される。該鋳込み用ノズルはその動作時における前記内壁と外側ハウジングとの間の圧力の最大圧力が500mbarであることを特徴とする。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶湯の貫流開口を包囲する内壁と外側ハウジングとを有し、溶湯用の容器で使用する鋳込み用ノズルに関する。更には本発明は、前記鋳込み用ノズルの操作方法及び、溶湯鋳込み装置に関する。
【背景技術】
【0002】
鋳込み用ノズルは斯界に既知である。例えば、KR2003−0054769には鋳込み用ノズルの構造及び操作が記載される。鋳込み用ノズル操作を中断させないために鋳込み用ノズルの材料内の圧力を若干低下させる必要がある。この圧力低下は、実際上、製鋼業の鋳造設備の代表的な鋳込み用ノズルでは水柱での−1000〜−1300mmとなることが分かった。この値は絶対圧力での約885mbar〜915mbarに相当する。実際上、恐らくは溶湯流動時のヴェンチュリ効果によりこの圧力低下がほぼ必然的に発生するため、貫流材料の付着(所謂詰まり)問題を十分には解消させ得ない。貫流材料が付着すると鋳込み用ノズル径が減少して流量が継続的に変化するため、品質を低下させる乱流が生じて溶湯中にガスが取込まれる。
【0003】
例えばDE10 2004057381に記載される別の鋳込み用ノズルが知られている。このノズルでは、制御された不活性ガスを添加し、または鋳込み用ノズル全体を完全シールし、これに関連して鋳込み用ノズルの壁を通しての溶鋼への酸素侵入を防止することで付着(詰まり)の問題の回避が図られる。
DE19847271C1には、特定のスラグ成分を溶鋼に添加して前記付着を回避する方法が記載される。従って、当該方法では溶鋼に異物が導入される。付着物は溶鋼中に形成されるアルミ化合物として説明される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】KR2003−0054769号
【特許文献2】DE10 2004057381号
【特許文献3】DE19847271C1号
【発明の概要】
【発明が解決しようとする課題】
【0005】
貫流時の付着問題が改善されると同時に、大幅に簡易化された鋳込み用ノズルを提供することである。
【課題を解決するための手段】
【0006】
本発明によれば、前記課題を解決する、付随する請求の範囲に記載する特徴部分が提供され、有益な実施例が従属項に記載される。
意外にも、鋳込み用ノズルの内壁及び外側ハウジング間の最大圧力が500mbarあれば、鋳込み用ノズルを完全シールしない場合でさえノズル動作中の付着問題は殆ど解消され得ることが見い出された。前記最大圧力は400mbar、特には300mbarであることが好ましい。詰まり回避上有益な圧力は100〜400mbar、好ましくは250〜300mbarである。この低圧下では鋳込み用ノズルの貫流開口へのガス侵入が有効回避されるため、貫流材料は貫流開口壁には実質上付着しない。加えて、貫流する溶湯、詳しくは溶鋼がガスで汚染されない。鋳込み量は低下せず、溶湯内乱流が低減される。必要負圧は好ましくは従来式ポンプにより発生させ得る。
【0007】
また、本発明では鋳造装置には、鋳込み用ノズルを有する先に説明した溶湯用容器が、壁、詳しくは当該容器の床内に配置される。
鋳込み用ノズルは上下の各ノズルを有し得る。上方ノズルは鋳造装置の壁に直に配置され得、下方ノズルはその下方に配置され得る。2つのノズル間にはその原理が既知のスライド弁が配置され、前記貫流開口は当該スライド弁の助成下に開閉して溶湯流れを調整し得る。
【0008】
スライド弁に代えてストッパロッドを既知態様下に使用しても良い。鋳込み用ノズルの動作とは、その動作状態、つまり溶湯貫流中における状態を意味するものとする。鋳込み用ノズルは溶鋼に使用するのが好ましい。以下に、図面を参照して本発明の実施例を説明する。
【図面の簡単な説明】
【0009】
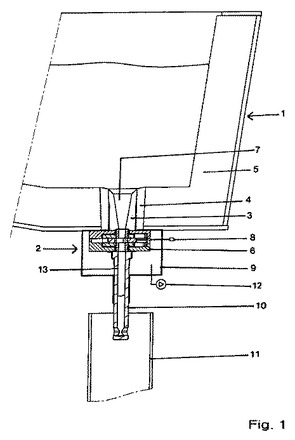
【図1】図1は、本発明に従う鋳込み用ノズルを有する鋳造装置の断面図である。
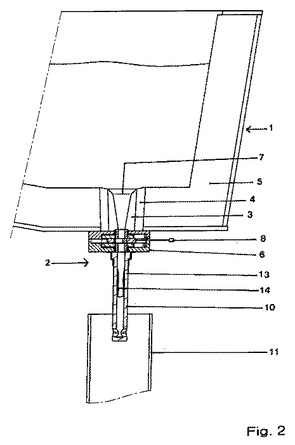
【図2】図2は、鋳込み用ノズルを有する従来の鋳造装置の断面図である。
【発明を実施するための形態】
【0010】
例えば図1に示す鋳造装置は、鋳込み用ノズル2をその床に配置した溶鋼ディストリビュータである。鋳込み用ノズル2の上方部分3が、ディストリビュータのライニング5内に配置した座石4内に挿通される。上方部分3の下方には、鋳込み用ノズル2の貫流開口7を開閉し得る、所謂スライド弁6が配置される。スライド弁6は既知態様下に構成し得る。スライド弁6は、シール態様下に鋳込み用ノズル2の外側ハウジング9を通して案内されて蓋を調整するプッシュロッド8を有する。外側ハウジング9はスライド弁6を包囲すると共に、その下方部分が鋳込み用ノズル2の下方部分10とシール状態下に接触する。外側ハウジング9の上方部分は鋳込み用ノズル2の上方部分3の周囲を当該上方部分3に密着しつつ伸延し、且つその外側が座石4で包囲される。鋳込み用ノズル2の下方部分10はスライド弁6の下方に配置される。前記下方部分10は鋳型11内に伸延される。調節自在のポンプ弁12に真空ポンプが接続され、当該真空ポンプが、外側ハウジング9と、貫流開口7を境界付ける内壁13との間の圧力を約250mbarに低下させる。当該圧力はポンピングセクション内で測定する。
【0011】
意外にも、現在のプラクティスにおいて数多く経験されるのとは対照的に、圧力を約500mbarに低下させた場合は本発明の鋳込み用ノズル2では貫流開口7の内側の有意の付着が生じないことが分かった。
図2には有意の圧力低下が生じない、全体に図1のそれと類似構成の、しかし圧力を低下させる手段、特にはハウジングや真空ポンプを有さない鋳込み用ノズルが示される。当該ノズルは大気圧下に動作し、かくしてその圧力は約1000mbarである。
図2に略示する構成では、説明された堆積14が鋳込み用ノズル2の下方部分10の内側に形成され、この堆積が溶鋼の貫流を不規則且つ定常的に変化させることが分かった。その結果、鋼質に悪影響を及ぼし得る乱流が発生した。
以上、本発明を実施例を参照して説明したが、本発明の内で種々の変更をなし得ることを理解されたい。
【符号の説明】
【0012】
2 鋳込み用ノズル
3 上方部分
4 座石
6 スライド弁
7 貫流開口
8 プッシュロッド
9 外側ハウジング
10 下方部分
12 ポンプ弁
13 内壁
14 堆積
【技術分野】
【0001】
本発明は、溶湯の貫流開口を包囲する内壁と外側ハウジングとを有し、溶湯用の容器で使用する鋳込み用ノズルに関する。更には本発明は、前記鋳込み用ノズルの操作方法及び、溶湯鋳込み装置に関する。
【背景技術】
【0002】
鋳込み用ノズルは斯界に既知である。例えば、KR2003−0054769には鋳込み用ノズルの構造及び操作が記載される。鋳込み用ノズル操作を中断させないために鋳込み用ノズルの材料内の圧力を若干低下させる必要がある。この圧力低下は、実際上、製鋼業の鋳造設備の代表的な鋳込み用ノズルでは水柱での−1000〜−1300mmとなることが分かった。この値は絶対圧力での約885mbar〜915mbarに相当する。実際上、恐らくは溶湯流動時のヴェンチュリ効果によりこの圧力低下がほぼ必然的に発生するため、貫流材料の付着(所謂詰まり)問題を十分には解消させ得ない。貫流材料が付着すると鋳込み用ノズル径が減少して流量が継続的に変化するため、品質を低下させる乱流が生じて溶湯中にガスが取込まれる。
【0003】
例えばDE10 2004057381に記載される別の鋳込み用ノズルが知られている。このノズルでは、制御された不活性ガスを添加し、または鋳込み用ノズル全体を完全シールし、これに関連して鋳込み用ノズルの壁を通しての溶鋼への酸素侵入を防止することで付着(詰まり)の問題の回避が図られる。
DE19847271C1には、特定のスラグ成分を溶鋼に添加して前記付着を回避する方法が記載される。従って、当該方法では溶鋼に異物が導入される。付着物は溶鋼中に形成されるアルミ化合物として説明される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】KR2003−0054769号
【特許文献2】DE10 2004057381号
【特許文献3】DE19847271C1号
【発明の概要】
【発明が解決しようとする課題】
【0005】
貫流時の付着問題が改善されると同時に、大幅に簡易化された鋳込み用ノズルを提供することである。
【課題を解決するための手段】
【0006】
本発明によれば、前記課題を解決する、付随する請求の範囲に記載する特徴部分が提供され、有益な実施例が従属項に記載される。
意外にも、鋳込み用ノズルの内壁及び外側ハウジング間の最大圧力が500mbarあれば、鋳込み用ノズルを完全シールしない場合でさえノズル動作中の付着問題は殆ど解消され得ることが見い出された。前記最大圧力は400mbar、特には300mbarであることが好ましい。詰まり回避上有益な圧力は100〜400mbar、好ましくは250〜300mbarである。この低圧下では鋳込み用ノズルの貫流開口へのガス侵入が有効回避されるため、貫流材料は貫流開口壁には実質上付着しない。加えて、貫流する溶湯、詳しくは溶鋼がガスで汚染されない。鋳込み量は低下せず、溶湯内乱流が低減される。必要負圧は好ましくは従来式ポンプにより発生させ得る。
【0007】
また、本発明では鋳造装置には、鋳込み用ノズルを有する先に説明した溶湯用容器が、壁、詳しくは当該容器の床内に配置される。
鋳込み用ノズルは上下の各ノズルを有し得る。上方ノズルは鋳造装置の壁に直に配置され得、下方ノズルはその下方に配置され得る。2つのノズル間にはその原理が既知のスライド弁が配置され、前記貫流開口は当該スライド弁の助成下に開閉して溶湯流れを調整し得る。
【0008】
スライド弁に代えてストッパロッドを既知態様下に使用しても良い。鋳込み用ノズルの動作とは、その動作状態、つまり溶湯貫流中における状態を意味するものとする。鋳込み用ノズルは溶鋼に使用するのが好ましい。以下に、図面を参照して本発明の実施例を説明する。
【図面の簡単な説明】
【0009】
【図1】図1は、本発明に従う鋳込み用ノズルを有する鋳造装置の断面図である。
【図2】図2は、鋳込み用ノズルを有する従来の鋳造装置の断面図である。
【発明を実施するための形態】
【0010】
例えば図1に示す鋳造装置は、鋳込み用ノズル2をその床に配置した溶鋼ディストリビュータである。鋳込み用ノズル2の上方部分3が、ディストリビュータのライニング5内に配置した座石4内に挿通される。上方部分3の下方には、鋳込み用ノズル2の貫流開口7を開閉し得る、所謂スライド弁6が配置される。スライド弁6は既知態様下に構成し得る。スライド弁6は、シール態様下に鋳込み用ノズル2の外側ハウジング9を通して案内されて蓋を調整するプッシュロッド8を有する。外側ハウジング9はスライド弁6を包囲すると共に、その下方部分が鋳込み用ノズル2の下方部分10とシール状態下に接触する。外側ハウジング9の上方部分は鋳込み用ノズル2の上方部分3の周囲を当該上方部分3に密着しつつ伸延し、且つその外側が座石4で包囲される。鋳込み用ノズル2の下方部分10はスライド弁6の下方に配置される。前記下方部分10は鋳型11内に伸延される。調節自在のポンプ弁12に真空ポンプが接続され、当該真空ポンプが、外側ハウジング9と、貫流開口7を境界付ける内壁13との間の圧力を約250mbarに低下させる。当該圧力はポンピングセクション内で測定する。
【0011】
意外にも、現在のプラクティスにおいて数多く経験されるのとは対照的に、圧力を約500mbarに低下させた場合は本発明の鋳込み用ノズル2では貫流開口7の内側の有意の付着が生じないことが分かった。
図2には有意の圧力低下が生じない、全体に図1のそれと類似構成の、しかし圧力を低下させる手段、特にはハウジングや真空ポンプを有さない鋳込み用ノズルが示される。当該ノズルは大気圧下に動作し、かくしてその圧力は約1000mbarである。
図2に略示する構成では、説明された堆積14が鋳込み用ノズル2の下方部分10の内側に形成され、この堆積が溶鋼の貫流を不規則且つ定常的に変化させることが分かった。その結果、鋼質に悪影響を及ぼし得る乱流が発生した。
以上、本発明を実施例を参照して説明したが、本発明の内で種々の変更をなし得ることを理解されたい。
【符号の説明】
【0012】
2 鋳込み用ノズル
3 上方部分
4 座石
6 スライド弁
7 貫流開口
8 プッシュロッド
9 外側ハウジング
10 下方部分
12 ポンプ弁
13 内壁
14 堆積
【特許請求の範囲】
【請求項1】
溶湯用容器で使用する鋳込み用ノズルであって、
溶湯用の貫流開口を包囲する内壁と、外側ハウジングとを有し、
該鋳込み用ノズルの動作中において前記内壁と外側ハウジングとの間の圧力の最大圧力が500mbarである鋳込み用ノズル。
【請求項2】
前記最大圧力が400mbar、特には300mbarである請求項1の鋳込み用ノズル。
【請求項3】
前記圧力が100〜400mbar、特には250〜300mbarである請求項1または2の鋳込み用ノズル。
【請求項4】
前記圧力を発生させるポンプを含む請求項1〜3の何れかの鋳込み用ノズル。
【請求項5】
溶湯用容器を有する鋳造装置であって、
前記請求項1〜4の何れかに従う鋳込み用のノズルを前記容器の内壁内に配置した鋳造装置。
【請求項6】
冶金的容器用の鋳込みノズルにして、溶湯用の貫流開口を包囲する内壁と、外側ハウジングとを有する鋳込み用ノズルの操作方法であって、
鋳込み用ノズルの操作中における前記内壁と外側ハウジングとの間の圧力の最大圧力を500mbarとすることを含む方法。
【請求項7】
前記最大圧力が400mbar、特には300mbarである請求項6の方法。
【請求項8】
前記圧力が100〜400mbar、特には250〜300mbarである請求項6または7の方法。
【請求項9】
前記圧力をポンプの助成下に発生させる請求項6〜8の何れかの方法。
【請求項1】
溶湯用容器で使用する鋳込み用ノズルであって、
溶湯用の貫流開口を包囲する内壁と、外側ハウジングとを有し、
該鋳込み用ノズルの動作中において前記内壁と外側ハウジングとの間の圧力の最大圧力が500mbarである鋳込み用ノズル。
【請求項2】
前記最大圧力が400mbar、特には300mbarである請求項1の鋳込み用ノズル。
【請求項3】
前記圧力が100〜400mbar、特には250〜300mbarである請求項1または2の鋳込み用ノズル。
【請求項4】
前記圧力を発生させるポンプを含む請求項1〜3の何れかの鋳込み用ノズル。
【請求項5】
溶湯用容器を有する鋳造装置であって、
前記請求項1〜4の何れかに従う鋳込み用のノズルを前記容器の内壁内に配置した鋳造装置。
【請求項6】
冶金的容器用の鋳込みノズルにして、溶湯用の貫流開口を包囲する内壁と、外側ハウジングとを有する鋳込み用ノズルの操作方法であって、
鋳込み用ノズルの操作中における前記内壁と外側ハウジングとの間の圧力の最大圧力を500mbarとすることを含む方法。
【請求項7】
前記最大圧力が400mbar、特には300mbarである請求項6の方法。
【請求項8】
前記圧力が100〜400mbar、特には250〜300mbarである請求項6または7の方法。
【請求項9】
前記圧力をポンプの助成下に発生させる請求項6〜8の何れかの方法。
【図1】

【図2】
【図2】
【公表番号】特表2012−526659(P2012−526659A)
【公表日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2012−510127(P2012−510127)
【出願日】平成22年4月21日(2010.4.21)
【国際出願番号】PCT/EP2010/002443
【国際公開番号】WO2010/130330
【国際公開日】平成22年11月18日(2010.11.18)
【出願人】(598083577)ヘレーウス エレクトロ−ナイト インターナシヨナル エヌ ヴイ (37)
【氏名又は名称原語表記】Heraeus Electro−Nite International N.V.
【住所又は居所原語表記】Centrum Zuid 1105, B−3530 Houthalen,Belgium
【Fターム(参考)】
【公表日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願日】平成22年4月21日(2010.4.21)
【国際出願番号】PCT/EP2010/002443
【国際公開番号】WO2010/130330
【国際公開日】平成22年11月18日(2010.11.18)
【出願人】(598083577)ヘレーウス エレクトロ−ナイト インターナシヨナル エヌ ヴイ (37)
【氏名又は名称原語表記】Heraeus Electro−Nite International N.V.
【住所又は居所原語表記】Centrum Zuid 1105, B−3530 Houthalen,Belgium
【Fターム(参考)】
[ Back to top ]